Ланка трубопроводу і способи її виготовлення
Формула / Реферат
1. Спосіб виготовлення ланки трубопроводу, в якому:
забезпечують ізоляційну мату, утворену з матриці, просоченої аерогелем, ксерогелем або кріогелем, при цьому ізоляційна мата має першу головну грань, другу головну грань, протилежну першій головній грані, перший край, що обмежує подовжній напрямок, другий край, паралельний першому краю, третій край, який обмежує поперечний напрямок, по суті, перпендикулярний подовжньому напрямку, і четвертий край, по суті, паралельний третьому краю;
наносять клей на першу головну грань;
загинають ізоляційну мату навколо осердя для забезпечення зігнутої ізоляційної мати, яка має внутрішню поверхню, що обмежує внутрішню периферію, і зовнішню поверхню, яка обмежує зовнішню периферію, і подовжню вісь, по суті, перпендикулярну площинам внутрішньої і зовнішньої периферії і, по суті, паралельну поперечному напрямку ізоляційної мати; і
розрізають зігнуту ізоляційну мату, по суті, радіально між зовнішньою поверхнею і внутрішньою поверхнею для забезпечення розрізу, що проходить в напрямку, по суті, паралельному подовжній осі.
2. Спосіб за п. 1, в якому додатково наносять облицювальний матеріал на зовнішню поверхню.
3. Спосіб за п. 2, в якому облицювальним матеріалом є алюмінієва фольга, зміцнена скловолокном.
4. Спосіб за будь-яким з пп. 1-3, в якому додатково забезпечують як компонент ланки трубопроводу шар, що містить волокна мінеральної шерсті і виконаний без аерогелю, ксерогелю або кріогелю.
5. Спосіб за будь-яким з пп. 1-4, в якому матриця з волокон містить полімерні волокна, волокна мінеральної шерсті, керамічні волокна або їх суміш.
6. Спосіб за будь-яким з пп. 1-5, в якому діаметр внутрішньої периферії зігнутої ізоляційної мати становить не більше 100 мм, переважно не більше 70 мм, більш переважно не більше 60 мм.
7. Спосіб за будь-яким з пп. 1-6, в якому ізоляційна мата має товщину по перпендикуляру до подовжнього і поперечного напрямку від 3 мм до 10 мм, переважно від 3 мм до 6 мм.
8. Спосіб за будь-яким з пп. 1-7, в якому етап загинання ізоляційної мати на осерді містить процес обгортання осердя щонайменше на 2, переважно щонайменше на 3, повних оберти.
9. Спосіб за будь-яким з пп. 1-8, в якому етап загинання ізоляційної мати на осерді містить процес обгортання осердя не більше ніж на 4 повних оберти.
10. Спосіб за будь-яким з пп. 1-9, в якому ізоляційну мату утворюють з матриці волокон, просоченої аерогелем із вмістом діоксиду кремнію.
11. Ланка трубопроводу, яка має внутрішню поверхню, що обмежує внутрішню периферію, зовнішню поверхню, яка обмежує зовнішню периферію, з подовжньою віссю, по суті, перпендикулярною площинам внутрішньої і зовнішньої периферії, і що містить:
зігнуту ізоляційну мату, що включає матрицю з волокон, просочену аерогелем, ксерогелем або кріогелем, що має першу головну грань і другу головну грань, протилежну першій головній грані, при цьому ізоляційна мата утворює безперервний рулон, що має щонайменше перший шар і другий шар між внутрішньою і зовнішньою поверхнями ланки трубопроводу;
клей на стику між першою головною гранню частини ізоляційної мати, що утворює перший шар, і між другою головною гранню частини ізоляційної мати, що утворює другий шар; і
розрив, що проходить, по суті, радіально між внутрішньою поверхнею і зовнішньою поверхнею, і що проходить в напрямку, по суті, паралельному подовжній осі ланки трубопроводу.
12. Ланка трубопроводу за п. 11, яка додатково містить облицювальний матеріал, нанесений на зовнішню поверхню ланки трубопроводу.
13. Ланка трубопроводу за п. 12, в якій облицювальним матеріалом є алюмінієва фольга, зміцнена скловолокном.
14. Ланка трубопроводу за будь-яким з пп. 11-13, в якій у ланці трубопроводу додатково є шар, що містить волокна мінеральної шерсті і виконаний без аерогелю, ксерогелю або кріогелю.
15. Ланка трубопроводу за будь-яким з пп. 11-14, в якій матриця з волокон містить полімерні волокна, волокна мінеральної шерсті, керамічні волокна або їх суміш.
16. Ланка трубопроводу за одним з пп. 11-15, в якій діаметр внутрішньої периферії становить не більше 100 мм, переважно не більше 70 мм, більш переважно не більше 60 мм.
17. Ланка трубопроводу за будь-яким з пп. 11-16, в якій безперервний рулон має щонайменше 2, переважно щонайменше 3, повні шари.
18. Ланка трубопроводу за будь-яким з пп. 11-17, в якій безперервний рулон має не більше 4 повних шарів.
19. Ланка трубопроводу за будь-яким з пп. 11-18, в якій матриця з волокон просочена аерогелем із вмістом діоксиду кремнію.
20. Ланка трубопроводу за будь-яким з пп. 11-19, в якій кожен шар зігнутої ізоляційної мати має товщину від 3 мм до 10 мм, переважно від 3 мм до 6 мм.
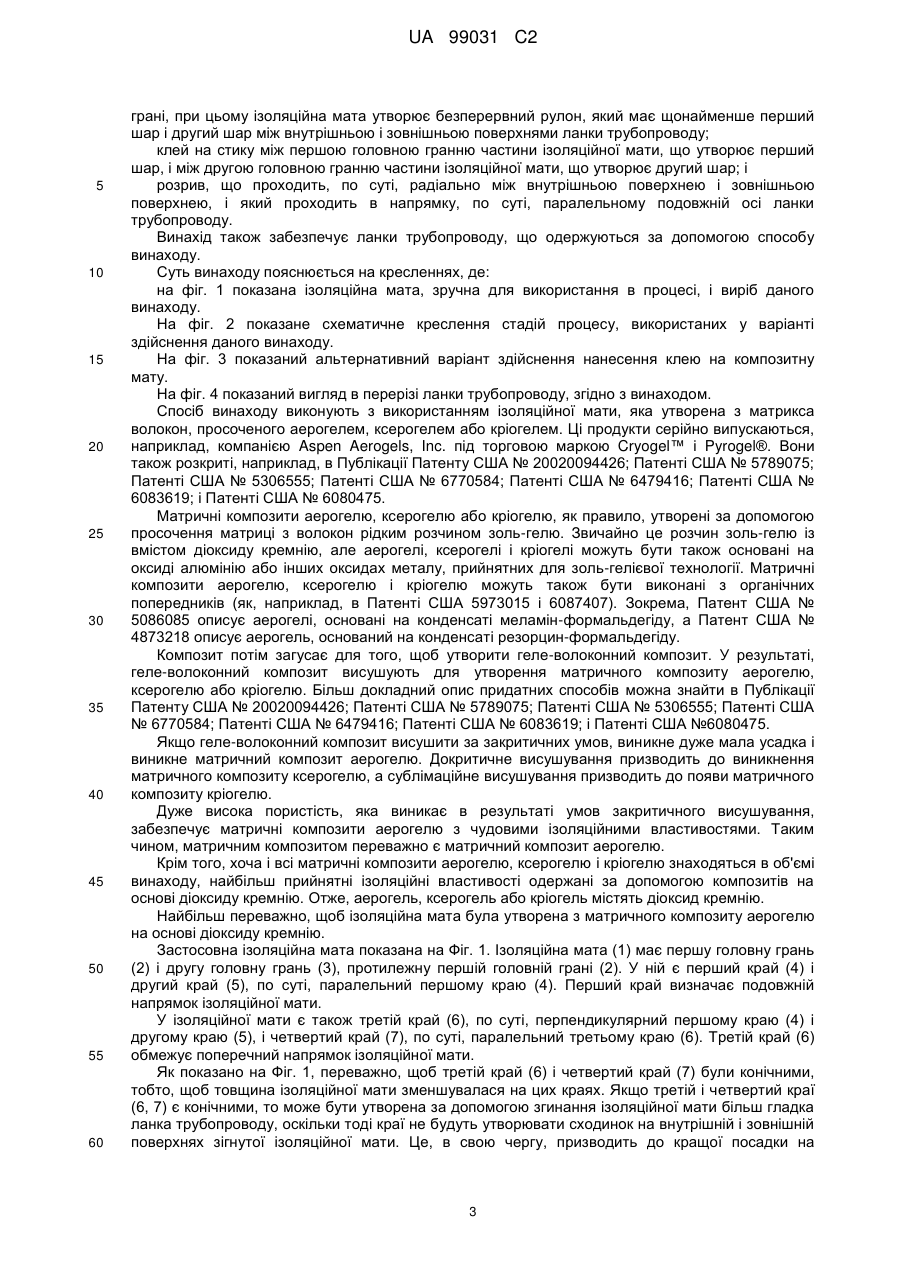
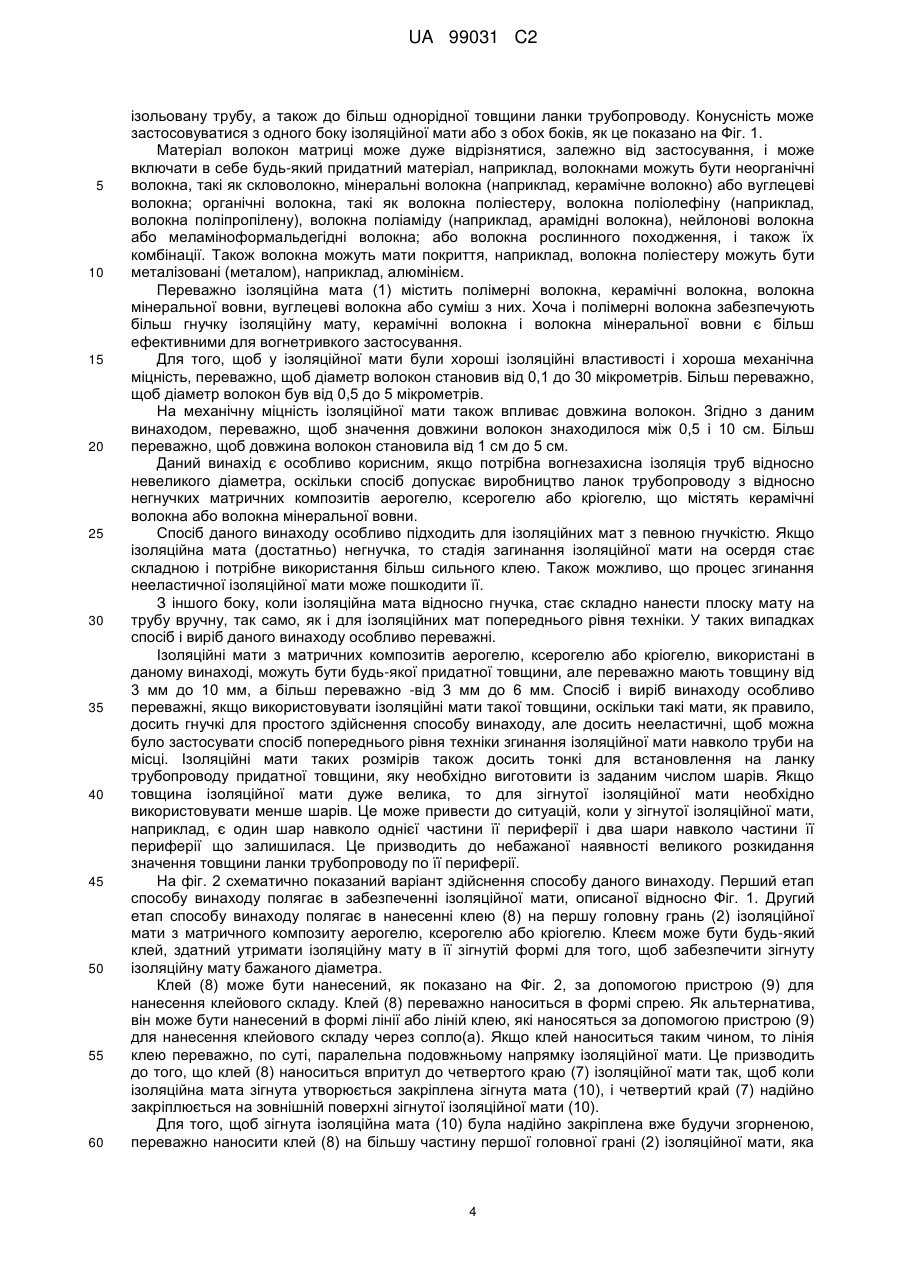
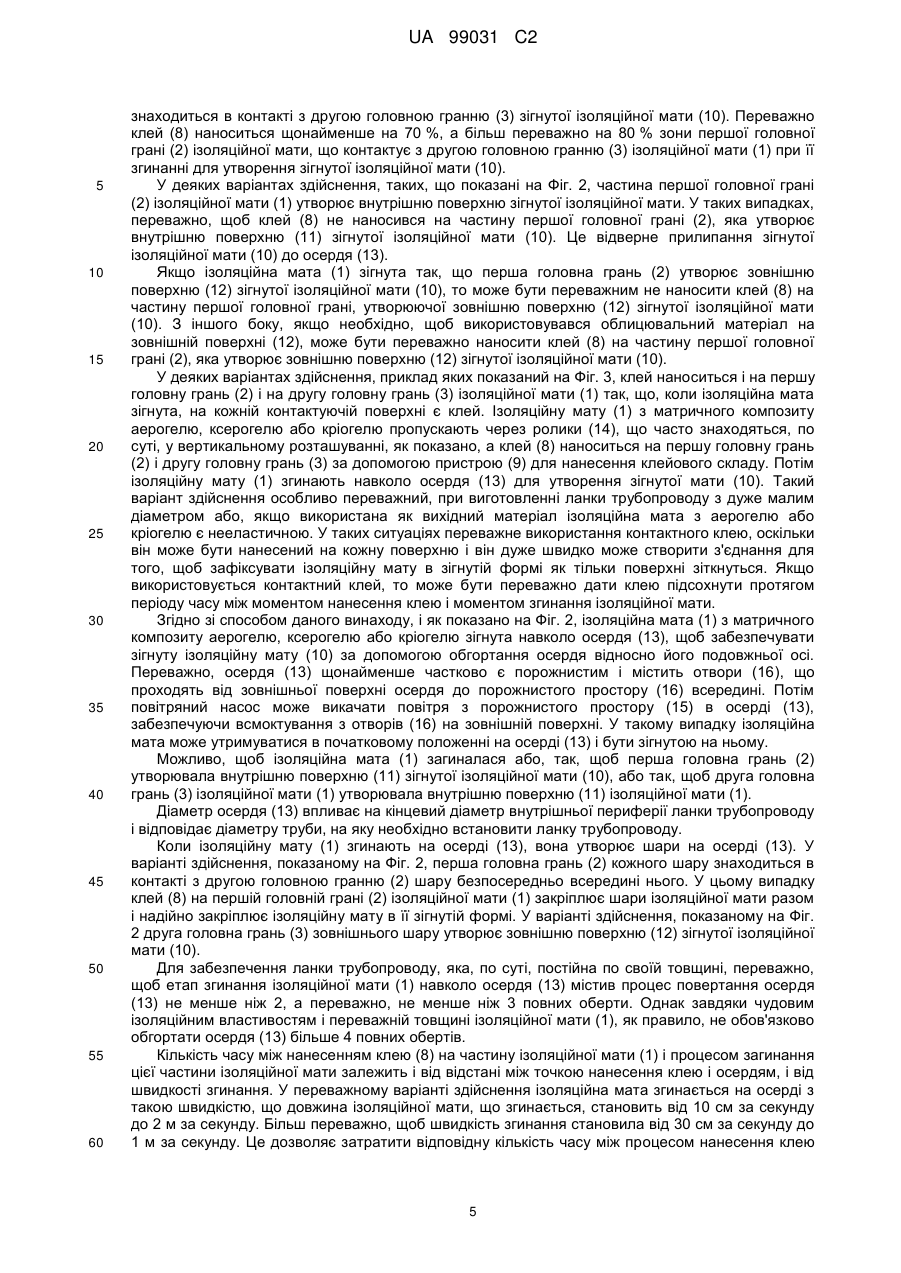
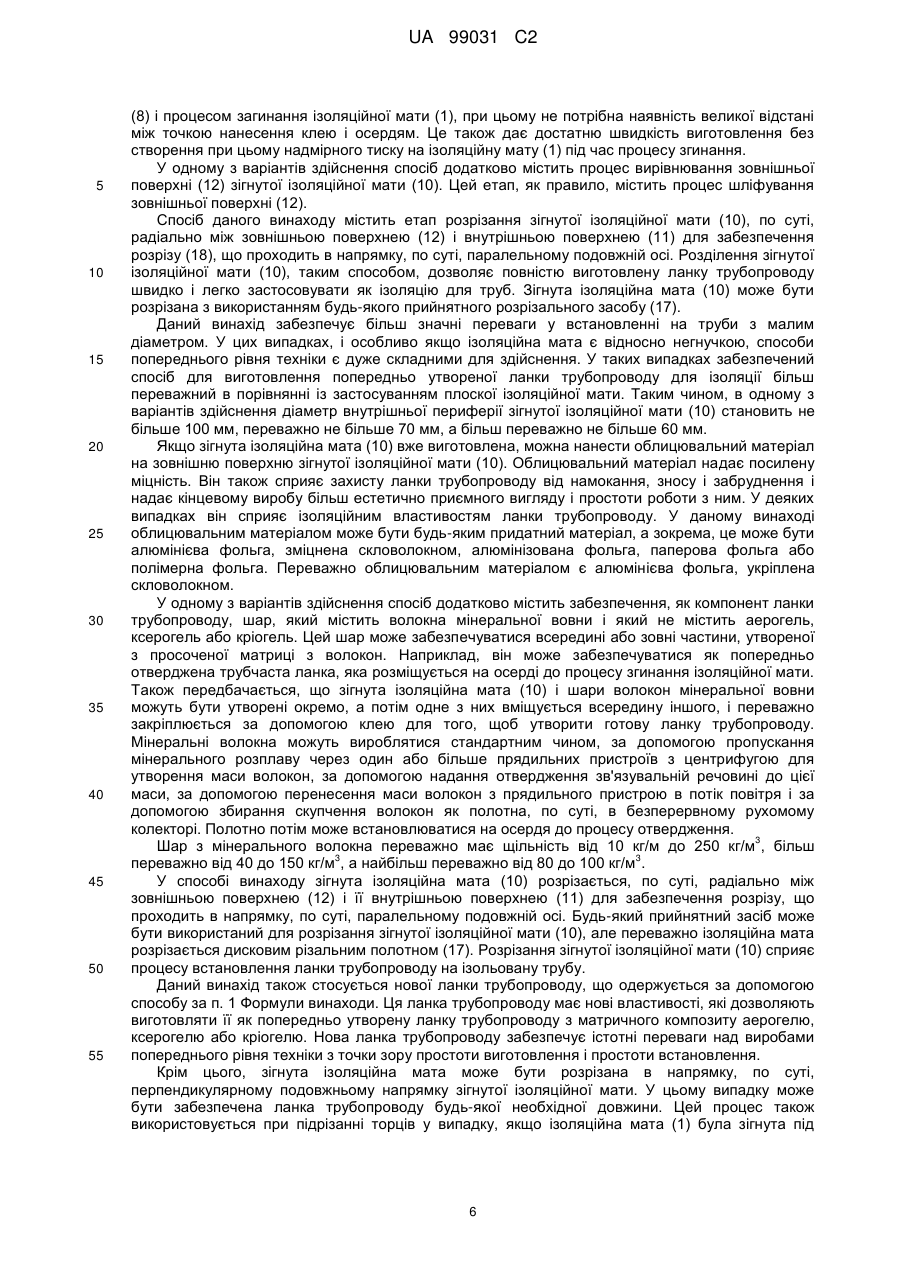
Текст
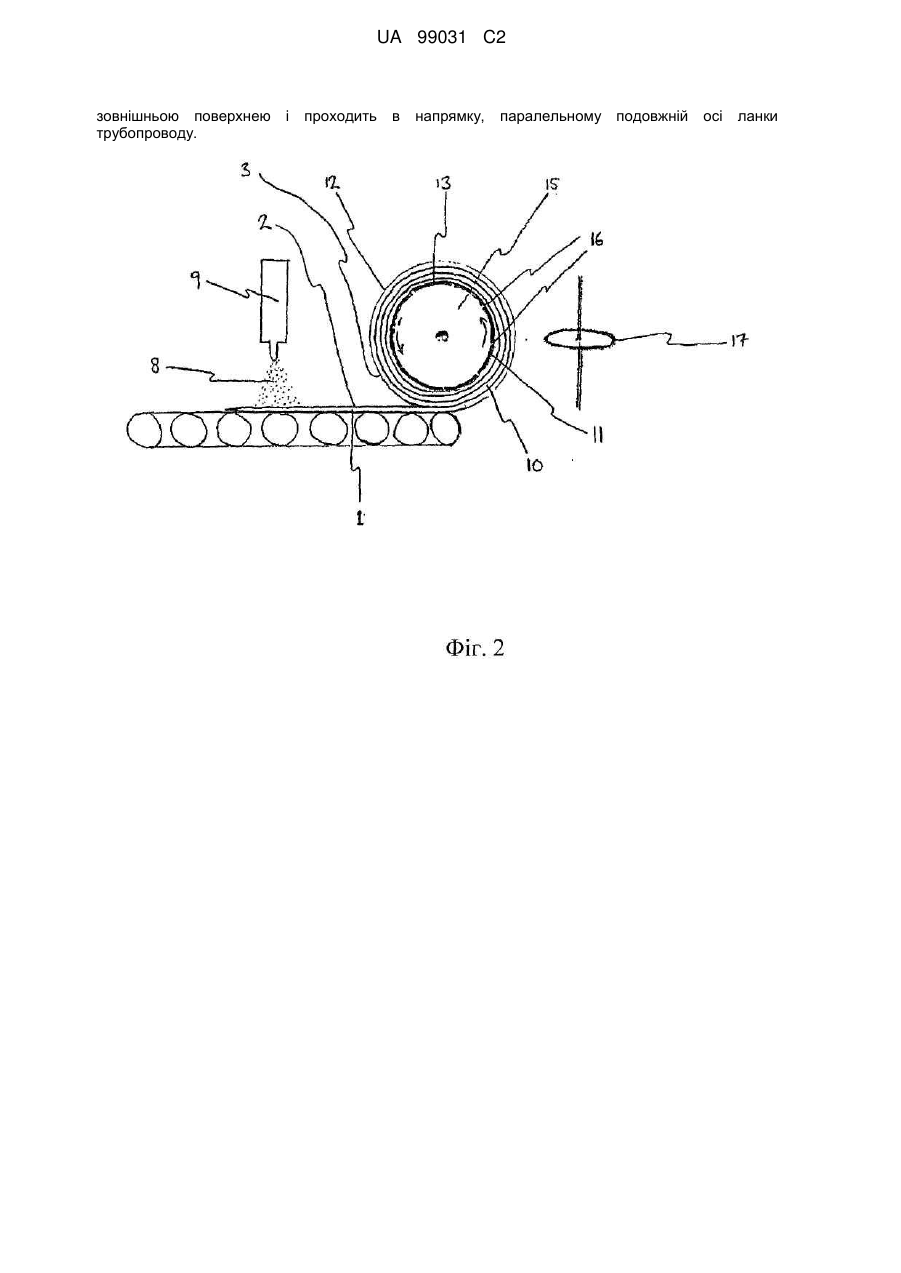
Реферат: Заявлений спосіб виготовлення ланки трубопроводу, в якому забезпечують ізоляційну мату, утворену з матриці, просоченої аерогелем, ксерогелем або кріогелем. Ізоляційна мата має першу головну грань, другу головну грань, протилежну першій головній грані, перший край, що обмежує подовжній напрямок, другий край, паралельний першому краю, третій край, який обмежує поперечний напрямок, перпендикулярний подовжньому напрямку, і четвертий край, паралельний третьому краю; наносять клей на першу головну грань; загинають ізоляційну мату навколо осердя для забезпечення зігнутої ізоляційної мати, яка має внутрішню поверхню, що обмежує внутрішню периферію, і зовнішню поверхню, яка обмежує зовнішню периферію, і подовжню вісь, перпендикулярну площинам внутрішньої і зовнішньої периферії і паралельну поперечному напрямку ізоляційної мати; і розрізають радіально зігнуту ізоляційну мату між зовнішньою поверхнею і внутрішньою. Заявлена ланка трубопроводу, яка має внутрішню поверхню, зовнішню поверхню з подовжньою віссю, перпендикулярною площинам внутрішньої і зовнішньої периферії, і містить зігнуту ізоляційну мату, що включає матрицю з волокон, просочену аерогелем, ксерогелем або кріогелем, що має першу головну грань і другу головну грань, протилежну першій головній грані. Ізоляційна мата утворює безперервний рулон, що має щонайменше перший шар і другий шар між внутрішньою і зовнішньою поверхнями ланки трубопроводу; клей на стику між першою головною гранню частини ізоляційної мати; і розрив, що проходить радіально між внутрішньою поверхнею і UA 99031 C2 (12) UA 99031 C2 зовнішньою поверхнею і трубопроводу. проходить в напрямку, паралельному подовжній осі ланки UA 99031 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується використання сухих гелів, звичайно, відомих, як аерогелі, ксерогелі і кріогелі. Вони відомі, як матеріали, що мають чудові ізоляційні властивості завдяки своїй дуже великій площі поверхні, високій пористості і відносно високому об'єму пор. їх виготовляють за допомогою гелеутворення текучого золь-гелієвого розчину, і потім за допомогою видалення рідини з гелю таким чином, щоб пори в гелі не руйнувалися. Залежно від умов висушування, можуть бути виготовлені аерогелі, ксерогелі і кріогелі. Якщо сирий гель висушується при температурі вище критичної точки, не виникає капілярного тиску, а отже, усадка після видалення рідини відносно мала. Продукт від такого процесу має дуже високу пористість і відомий, як аерогель. З іншого боку, якщо гель був висушений за допомогою випарювання при докритичних умовах, то одержаним продуктом буде композит ксерогелю. Хоча усадці нічого не перешкоджає при виготовленні ксерогелю, матеріал звичайно зберігає високу пористість і велику площу поверхні в поєднання з дуже малим розміром пор. У процесі сублімації одержують кріогель. Ці традиційні аерогелі, ксерогелі і кріогелі хоча і є хорошими ізоляторами, але також вони ламкі, схильні до розтріскування і вимагають тривалого часу виготовлення. Таким чином, винахід, більш детально, стосується використання аерогелів, ксерогелів або кріогелів, які додатково містять матрицю з волокон, при цьому матриця служить для закріплювання матеріалу. Такі матеріали відомі, як матричні композити аерогелю, ксерогелю і кріогелю і, звичайно виготовляються в формі ізоляційних мат і, як правило, виготовляються за допомогою просочування зміцнюючих волокон рідким золь-гелієвим розчином, гелеутворення, а потім видалення рідини з гелю таким чином, щоб пори в гелі не руйнувалися. Закритичне висушування, докритичне висушування і сублімаційне висушування призводять до утворення матричних композитів аерогелю, ксерогелю і кріогелю, відповідно. Матричні композити аерогелю, ксерогелю і кріогелю механічно міцні, є хорошими ізоляторами і вимагають коротшого часу виробництва. Таким чином, вони найбільш підходять для промислового застосування як ізоляційні матеріали і, як правило, використовуються для цього. Наприклад, в патенті US 2002/0094426 описаний матричний композит аерогелю і його застосування для ізоляції. Зокрема, даний винахід стосується ізоляційних виробів для труб, що містять матричні композити аерогелю, ксерогелю або кріогелю. Попередні спроби в ізолюванні труб за допомогою матричних композитів аерогелю, ксерогелю або кріогелю зазнали невдач. По-перше, можливо, як описується у великій кількості "вивчених прикладів" на веб-сайті Aspen Aerogels Inc., ізолювати труби за допомогою обгортання плоскої ізоляційної мати з матричного композиту аерогелю або кріогелю навколо труби на місці. У деяких випадках ізоляційна мата може закріплюватися на трубі з використанням клею. Хоча застосування ізоляційної мати плоскої форми, яка обгортається навколо труби на місці проведення робіт, ефективне при її зберіганні і транспортуванні, воно має недоліки, які полягають в тому, що обгортання ізоляційної мати на місці незручне і вимагає прикладення значної фізичної сили. Більш того, у випадку труб з невеликим діаметром або при використанні частково негнучкої ізоляційної мати, може ускладнюватися процес обгортання і закріплювання ізоляційної мати. Таким чином, задачею даного винаходу є забезпечення ізоляції з матричного композиту аерогелю, ксерогелю або кріогелю, який попередньо виконаний, як ланка трубопроводу і з легкістю встановлюється на ізольовану трубу. Додатковою задачею винаходу є забезпечення способу створення такої ланки труби з матричного композиту аерогелю, ксерогелю або кріогелю. У WO 2008/011423 розкритий спосіб надання викривленої форми ізоляційній маті, яка була упакована і доставлена в плоскій формі. Ізоляційна мата, яка переважно є матою з аерогелю або матою з матричного композиту аерогелю, вміщується в "автоматизовану камеру" і там утворюється вакуумне ущільнення. "Автоматизована камера" утворена щонайменше з двох листів такої теплоусадочно} плівки, що при подачі нагрівання на виріб одна з плівок має усадку більшу, ніж протилежна плівка, надаючи, таким чином, викривленої форми ізоляційній маті. Хоча цей виріб сприяє процесу обгортання, він непрактичний, особливо, для негнучких ізоляційних мат і для застосування до труб малого діаметра. Він також має недолік в необхідності подачі нагрівання безпосередньо перед встановленням ізоляційного матеріалу. "Автоматизована камера" також призводить до дорожчання виробництва, зокрема, через те, що дуже переважною є одноосьова усадка. Отже, додатковою задачею винаходу є забезпечення способу для виготовлення ланки трубопроводу з матричного композиту аерогелю, ксерогелю або кріогелю, який є економічним і 1 UA 99031 C2 5 10 15 20 25 30 35 40 45 50 55 60 зручним для створення ізоляції труб малого діаметра. Також задачею винаходу є забезпечення способу, зручного для утворення ланок трубопроводу з відносно негнучких ізоляційних мат з матричного композиту аерогелю, ксерогелю або кріогелю. У WO 97/48932 розкрита ізоляційна система для труб, в яких кожна ланка трубопроводу утворена за допомогою двох парних половинок. Система включає в себе щонайменше два різних типи ізоляційного матеріалу труб. Аерогель і матричні композити аерогелю - переважні матеріали для внутрішнього шару ізоляції. Однак забезпечується ідея винаходу про те, як утворити аерогель і матричний композит аерогелю в формі половини труби. Інші публікації описують процес згинання ізоляційної мати, як частину процесу виробництва матричного композиту аерогелю. Наприклад, в патенті US 2005046086 описуються способи безперервного лиття золь-гелю, в якому процес гелеутворення здійснюється за допомогою згинання ізоляційної мати разом з розділювальним шаром, а процес висушування виконується за допомогою загинання з пористим розділювальним шаром. Готовим виробом цього процесу є плоска ізоляційна мата з матричного композиту аерогелю. У US 2007/0004306 розкритий термічний або акустичний ізоляційний матеріал у вигляді матричного з'єднання аерогелю, який є досить гнучким, щоб його можна було загнути. Однією зі стадій в процесі виробництва може бути введення аерогелю в наявний продукт. Аерогель може бути утворений в формі іншого існуючого продукту (матеріалу), включаючи формовані багатошарові поліолефіни, подібні до матеріалу Tyvek®, що виробляється компанією Dupont або.подібних до інших виробів в формі рулону. Однак кінцевий продукт не має форму ланки трубопроводу для ізоляції труби. Також відомо, що мінеральні волокна, які не затверділи, встановлюються на осердя для того, щоб утворити ланку трубопроводу, а потім волокна стверджуються для утворення ізоляційного виробу для труб. Наприклад, відоме створення ланки трубопроводу з полотна з мінеральних волокон в WO2002/48599. Однак фізичні властивості мінеральних волокон достатньо відрізняються від властивостей матричних композитів аерогелю, ксерогелю або кріогелю і процес утворення ланки трубопроводу з цих висушених геле-волоконних композитів має інші проблеми. Отже, задачею даного винаходу є забезпечення попередньо утвореної ланки трубопроводу з матричного композиту аерогелю, ксерогелю або кріогелю з чудовими ізоляційними властивостями, яку і легко встановити, і економічно вигідно виробляти, і яка підходить для труб малого діаметра, і у випадках, якщо матричні композити аерогелю, ксерогелю і кріогелю є відносно негнучкими. Додатковою задачею даного винаходу є забезпечення способу виготовлення ланки трубопроводу з матричного композиту аерогелю, ксерогелю або кріогелю з ізоляційної мати, причому процес є. економічним і з можливістю використання відносно негнучких ізоляційних мат, і для виготовлення ланок трубопроводу, які прості у встановленні і зручні для використання для труб відносно малого діаметра. Вищевказані проблеми вирішуються в даному винаході за допомогою забезпечення нових ланок трубопроводу і способу для створення ланки трубопроводу. Спосіб виготовлення ланки трубопроводу містить: забезпечення ізоляційної мати, утвореної з матриці з волокон просоченої аерогелем, ксерогелем або кріогелем, причому ізоляційна мата має першу головну грань, другу головну грань, протилежну першій головній грані, перший край, який обмежує подовжній напрямок, другий край, по суті, паралельний першому краю, третій край, що обмежує поперечний напрямок, по суті, перпендикулярний подовжньому напрямку, і четвертий край, по суті, паралельний третьому краю, при цьому клей наноситься на першу головну грань; згинання ізоляційної мати навколо осердя для забезпечення зігнутої ізоляційної мати, що має внутрішню поверхню, яка обмежує внутрішню периферію, і зовнішню поверхню, що обмежує зовнішню периферію, і подовжню вісь, по суті, перпендикулярну площинам внутрішньої і зовнішньої окружностей і, по суті, паралельну поперечному напрямку ізоляційної мати; і розрізання зігнутої ізоляційної мати, по суті, радіально між зовнішньою поверхнею і внутрішньою поверхнею для забезпечення розрізу, що проходить в напрямку, по суті, паралельному подовжній осі. Нова ланка трубопроводу, згідно з винаходом, має внутрішню поверхню, що обмежує внутрішню периферію, зовнішню поверхню, яка обмежує зовнішню периферію, з подовжньою віссю, по суті, перпендикулярною площинам внутрішньої і зовнішньої периферій, і містить: зігнуту ізоляційну мату, яка містить матрицю з волокон, просочену аерогелем, ксерогелем або кріогелем, що має першу головну грань і другу головну грань, протилежну першій головній 2 UA 99031 C2 5 10 15 20 25 30 35 40 45 50 55 60 грані, при цьому ізоляційна мата утворює безперервний рулон, який має щонайменше перший шар і другий шар між внутрішньою і зовнішньою поверхнями ланки трубопроводу; клей на стику між першою головною гранню частини ізоляційної мати, що утворює перший шар, і між другою головною гранню частини ізоляційної мати, що утворює другий шар; і розрив, що проходить, по суті, радіально між внутрішньою поверхнею і зовнішньою поверхнею, і який проходить в напрямку, по суті, паралельному подовжній осі ланки трубопроводу. Винахід також забезпечує ланки трубопроводу, що одержуються за допомогою способу винаходу. Суть винаходу пояснюється на кресленнях, де: на фіг. 1 показана ізоляційна мата, зручна для використання в процесі, і виріб даного винаходу. На фіг. 2 показане схематичне креслення стадій процесу, використаних у варіанті здійснення даного винаходу. На фіг. 3 показаний альтернативний варіант здійснення нанесення клею на композитну мату. На фіг. 4 показаний вигляд в перерізі ланки трубопроводу, згідно з винаходом. Спосіб винаходу виконують з використанням ізоляційної мати, яка утворена з матрикса волокон, просоченого аерогелем, ксерогелем або кріогелем. Ці продукти серійно випускаються, наприклад, компанією Aspen Aerogels, Inc. під торговою маркою Cryogel™ і Pyrogel®. Вони також розкриті, наприклад, в Публікації Патенту США № 20020094426; Патенті США № 5789075; Патенті США № 5306555; Патенті США № 6770584; Патенті США № 6479416; Патенті США № 6083619; і Патенті США № 6080475. Матричні композити аерогелю, ксерогелю або кріогелю, як правило, утворені за допомогою просочення матриці з волокон рідким розчином золь-гелю. Звичайно це розчин золь-гелю із вмістом діоксиду кремнію, але аерогелі, ксерогелі і кріогелі можуть бути також основані на оксиді алюмінію або інших оксидах металу, прийнятних для золь-гелієвої технології. Матричні композити аерогелю, ксерогелю і кріогелю можуть також бути виконані з органічних попередників (як, наприклад, в Патенті США 5973015 і 6087407). Зокрема, Патент США № 5086085 описує аерогелі, основані на конденсаті меламін-формальдегіду, а Патент США № 4873218 описує аерогель, оснований на конденсаті резорцин-формальдегіду. Композит потім загусає для того, щоб утворити геле-волоконний композит. У результаті, геле-волоконний композит висушують для утворення матричного композиту аерогелю, ксерогелю або кріогелю. Більш докладний опис придатних способів можна знайти в Публікації Патенту США № 20020094426; Патенті США № 5789075; Патенті США № 5306555; Патенті США № 6770584; Патенті США № 6479416; Патенті США № 6083619; і Патенті США №6080475. Якщо геле-волоконний композит висушити за закритичних умов, виникне дуже мала усадка і виникне матричний композит аерогелю. Докритичне висушування призводить до виникнення матричного композиту ксерогелю, а сублімаційне висушування призводить до появи матричного композиту кріогелю. Дуже висока пористість, яка виникає в результаті умов закритичного висушування, забезпечує матричні композити аерогелю з чудовими ізоляційними властивостями. Таким чином, матричним композитом переважно є матричний композит аерогелю. Крім того, хоча і всі матричні композити аерогелю, ксерогелю і кріогелю знаходяться в об'ємі винаходу, найбільш прийнятні ізоляційні властивості одержані за допомогою композитів на основі діоксиду кремнію. Отже, аерогель, ксерогель або кріогель містять діоксид кремнію. Найбільш переважно, щоб ізоляційна мата була утворена з матричного композиту аерогелю на основі діоксиду кремнію. Застосовна ізоляційна мата показана на Фіг. 1. Ізоляційна мата (1) має першу головну грань (2) і другу головну грань (3), протилежну першій головній грані (2). У ній є перший край (4) і другий край (5), по суті, паралельний першому краю (4). Перший край визначає подовжній напрямок ізоляційної мати. У ізоляційної мати є також третій край (6), по суті, перпендикулярний першому краю (4) і другому краю (5), і четвертий край (7), по суті, паралельний третьому краю (6). Третій край (6) обмежує поперечний напрямок ізоляційної мати. Як показано на Фіг. 1, переважно, щоб третій край (6) і четвертий край (7) були конічними, тобто, щоб товщина ізоляційної мати зменшувалася на цих краях. Якщо третій і четвертий краї (6, 7) є конічними, то може бути утворена за допомогою згинання ізоляційної мати більш гладка ланка трубопроводу, оскільки тоді краї не будуть утворювати сходинок на внутрішній і зовнішній поверхнях зігнутої ізоляційної мати. Це, в свою чергу, призводить до кращої посадки на 3 UA 99031 C2 5 10 15 20 25 30 35 40 45 50 55 60 ізольовану трубу, а також до більш однорідної товщини ланки трубопроводу. Конусність може застосовуватися з одного боку ізоляційної мати або з обох боків, як це показано на Фіг. 1. Матеріал волокон матриці може дуже відрізнятися, залежно від застосування, і може включати в себе будь-який придатний матеріал, наприклад, волокнами можуть бути неорганічні волокна, такі як скловолокно, мінеральні волокна (наприклад, керамічне волокно) або вуглецеві волокна; органічні волокна, такі як волокна поліестеру, волокна поліолефіну (наприклад, волокна поліпропілену), волокна поліаміду (наприклад, арамідні волокна), нейлонові волокна або меламіноформальдегідні волокна; або волокна рослинного походження, і також їх комбінації. Також волокна можуть мати покриття, наприклад, волокна поліестеру можуть бути металізовані (металом), наприклад, алюмінієм. Переважно ізоляційна мата (1) містить полімерні волокна, керамічні волокна, волокна мінеральної вовни, вуглецеві волокна або суміш з них. Хоча і полімерні волокна забезпечують більш гнучку ізоляційну мату, керамічні волокна і волокна мінеральної вовни є більш ефективними для вогнетривкого застосування. Для того, щоб у ізоляційної мати були хороші ізоляційні властивості і хороша механічна міцність, переважно, щоб діаметр волокон становив від 0,1 до 30 мікрометрів. Більш переважно, щоб діаметр волокон був від 0,5 до 5 мікрометрів. На механічну міцність ізоляційної мати також впливає довжина волокон. Згідно з даним винаходом, переважно, щоб значення довжини волокон знаходилося між 0,5 і 10 см. Більш переважно, щоб довжина волокон становила від 1 см до 5 см. Даний винахід є особливо корисним, якщо потрібна вогнезахисна ізоляція труб відносно невеликого діаметра, оскільки спосіб допускає виробництво ланок трубопроводу з відносно негнучких матричних композитів аерогелю, ксерогелю або кріогелю, що містять керамічні волокна або волокна мінеральної вовни. Спосіб даного винаходу особливо підходить для ізоляційних мат з певною гнучкістю. Якщо ізоляційна мата (достатньо) негнучка, то стадія загинання ізоляційної мати на осердя стає складною і потрібне використання більш сильного клею. Також можливо, що процес згинання нееластичної ізоляційної мати може пошкодити її. З іншого боку, коли ізоляційна мата відносно гнучка, стає складно нанести плоску мату на трубу вручну, так само, як і для ізоляційних мат попереднього рівня техніки. У таких випадках спосіб і виріб даного винаходу особливо переважні. Ізоляційні мати з матричних композитів аерогелю, ксерогелю або кріогелю, використані в даному винаході, можуть бути будь-якої придатної товщини, але переважно мають товщину від 3 мм до 10 мм, а більш переважно -від 3 мм до 6 мм. Спосіб і виріб винаходу особливо переважні, якщо використовувати ізоляційні мати такої товщини, оскільки такі мати, як правило, досить гнучкі для простого здійснення способу винаходу, але досить нееластичні, щоб можна було застосувати спосіб попереднього рівня техніки згинання ізоляційної мати навколо труби на місці. Ізоляційні мати таких розмірів також досить тонкі для встановлення на ланку трубопроводу придатної товщини, яку необхідно виготовити із заданим числом шарів. Якщо товщина ізоляційної мати дуже велика, то для зігнутої ізоляційної мати необхідно використовувати менше шарів. Це може привести до ситуацій, коли у зігнутої ізоляційної мати, наприклад, є один шар навколо однієї частини її периферії і два шари навколо частини її периферії що залишилася. Це призводить до небажаної наявності великого розкидання значення товщини ланки трубопроводу по її периферії. На фіг. 2 схематично показаний варіант здійснення способу даного винаходу. Перший етап способу винаходу полягає в забезпеченні ізоляційної мати, описаної відносно Фіг. 1. Другий етап способу винаходу полягає в нанесенні клею (8) на першу головну грань (2) ізоляційної мати з матричного композиту аерогелю, ксерогелю або кріогелю. Клеєм може бути будь-який клей, здатний утримати ізоляційну мату в її зігнутій формі для того, щоб забезпечити зігнуту ізоляційну мату бажаного діаметра. Клей (8) може бути нанесений, як показано на Фіг. 2, за допомогою пристрою (9) для нанесення клейового складу. Клей (8) переважно наноситься в формі спрею. Як альтернатива, він може бути нанесений в формі лінії або ліній клею, які наносяться за допомогою пристрою (9) для нанесення клейового складу через сопло(а). Якщо клей наноситься таким чином, то лінія клею переважно, по суті, паралельна подовжньому напрямку ізоляційної мати. Це призводить до того, що клей (8) наноситься впритул до четвертого краю (7) ізоляційної мати так, щоб коли ізоляційна мата зігнута утворюється закріплена зігнута мата (10), і четвертий край (7) надійно закріплюється на зовнішній поверхні зігнутої ізоляційної мати (10). Для того, щоб зігнута ізоляційна мата (10) була надійно закріплена вже будучи згорненою, переважно наносити клей (8) на більшу частину першої головної грані (2) ізоляційної мати, яка 4 UA 99031 C2 5 10 15 20 25 30 35 40 45 50 55 60 знаходиться в контакті з другою головною гранню (3) зігнутої ізоляційної мати (10). Переважно клей (8) наноситься щонайменше на 70 %, а більш переважно на 80 % зони першої головної грані (2) ізоляційної мати, що контактує з другою головною гранню (3) ізоляційної мати (1) при її згинанні для утворення зігнутої ізоляційної мати (10). У деяких варіантах здійснення, таких, що показані на Фіг. 2, частина першої головної грані (2) ізоляційної мати (1) утворює внутрішню поверхню зігнутої ізоляційної мати. У таких випадках, переважно, щоб клей (8) не наносився на частину першої головної грані (2), яка утворює внутрішню поверхню (11) зігнутої ізоляційної мати (10). Це відверне прилипання зігнутої ізоляційної мати (10) до осердя (13). Якщо ізоляційна мата (1) зігнута так, що перша головна грань (2) утворює зовнішню поверхню (12) зігнутої ізоляційної мати (10), то може бути переважним не наносити клей (8) на частину першої головної грані, утворюючої зовнішню поверхню (12) зігнутої ізоляційної мати (10). З іншого боку, якщо необхідно, щоб використовувався облицювальний матеріал на зовнішній поверхні (12), може бути переважно наносити клей (8) на частину першої головної грані (2), яка утворює зовнішню поверхню (12) зігнутої ізоляційної мати (10). У деяких варіантах здійснення, приклад яких показаний на Фіг. 3, клей наноситься і на першу головну грань (2) і на другу головну грань (3) ізоляційної мати (1) так, що, коли ізоляційна мата зігнута, на кожній контактуючій поверхні є клей. Ізоляційну мату (1) з матричного композиту аерогелю, ксерогелю або кріогелю пропускають через ролики (14), що часто знаходяться, по суті, у вертикальному розташуванні, як показано, а клей (8) наноситься на першу головну грань (2) і другу головну грань (3) за допомогою пристрою (9) для нанесення клейового складу. Потім ізоляційну мату (1) згинають навколо осердя (13) для утворення зігнутої мати (10). Такий варіант здійснення особливо переважний, при виготовленні ланки трубопроводу з дуже малим діаметром або, якщо використана як вихідний матеріал ізоляційна мата з аерогелю або кріогелю є нееластичною. У таких ситуаціях переважне використання контактного клею, оскільки він може бути нанесений на кожну поверхню і він дуже швидко може створити з'єднання для того, щоб зафіксувати ізоляційну мату в зігнутій формі як тільки поверхні зіткнуться. Якщо використовується контактний клей, то може бути переважно дати клею підсохнути протягом періоду часу між моментом нанесення клею і моментом згинання ізоляційної мати. Згідно зі способом даного винаходу, і як показано на Фіг. 2, ізоляційна мата (1) з матричного композиту аерогелю, ксерогелю або кріогелю зігнута навколо осердя (13), щоб забезпечувати зігнуту ізоляційну мату (10) за допомогою обгортання осердя відносно його подовжньої осі. Переважно, осердя (13) щонайменше частково є порожнистим і містить отвори (16), що проходять від зовнішньої поверхні осердя до порожнистого простору (16) всередині. Потім повітряний насос може викачати повітря з порожнистого простору (15) в осерді (13), забезпечуючи всмоктування з отворів (16) на зовнішній поверхні. У такому випадку ізоляційна мата може утримуватися в початковому положенні на осерді (13) і бути зігнутою на ньому. Можливо, щоб ізоляційна мата (1) загиналася або, так, щоб перша головна грань (2) утворювала внутрішню поверхню (11) зігнутої ізоляційної мати (10), або так, щоб друга головна грань (3) ізоляційної мати (1) утворювала внутрішню поверхню (11) ізоляційної мати (1). Діаметр осердя (13) впливає на кінцевий діаметр внутрішньої периферії ланки трубопроводу і відповідає діаметру труби, на яку необхідно встановити ланку трубопроводу. Коли ізоляційну мату (1) згинають на осерді (13), вона утворює шари на осерді (13). У варіанті здійснення, показаному на Фіг. 2, перша головна грань (2) кожного шару знаходиться в контакті з другою головною гранню (2) шару безпосередньо всередині нього. У цьому випадку клей (8) на першій головній грані (2) ізоляційної мати (1) закріплює шари ізоляційної мати разом і надійно закріплює ізоляційну мату в її зігнутій формі. У варіанті здійснення, показаному на Фіг. 2 друга головна грань (3) зовнішнього шару утворює зовнішню поверхню (12) зігнутої ізоляційної мати (10). Для забезпечення ланки трубопроводу, яка, по суті, постійна по своїй товщині, переважно, щоб етап згинання ізоляційної мати (1) навколо осердя (13) містив процес повертання осердя (13) не менше ніж 2, а переважно, не менше ніж 3 повних оберти. Однак завдяки чудовим ізоляційним властивостям і переважній товщині ізоляційної мати (1), як правило, не обов'язково обгортати осердя (13) більше 4 повних обертів. Кількість часу між нанесенням клею (8) на частину ізоляційної мати (1) і процесом загинання цієї частини ізоляційної мати залежить і від відстані між точкою нанесення клею і осердям, і від швидкості згинання. У переважному варіанті здійснення ізоляційна мата згинається на осерді з такою швидкістю, що довжина ізоляційної мати, що згинається, становить від 10 см за секунду до 2 м за секунду. Більш переважно, щоб швидкість згинання становила від 30 см за секунду до 1 м за секунду. Це дозволяє затратити відповідну кількість часу між процесом нанесення клею 5 UA 99031 C2 5 10 15 20 25 30 35 40 45 50 55 (8) і процесом загинання ізоляційної мати (1), при цьому не потрібна наявність великої відстані між точкою нанесення клею і осердям. Це також дає достатню швидкість виготовлення без створення при цьому надмірного тиску на ізоляційну мату (1) під час процесу згинання. У одному з варіантів здійснення спосіб додатково містить процес вирівнювання зовнішньої поверхні (12) зігнутої ізоляційної мати (10). Цей етап, як правило, містить процес шліфування зовнішньої поверхні (12). Спосіб даного винаходу містить етап розрізання зігнутої ізоляційної мати (10), по суті, радіально між зовнішньою поверхнею (12) і внутрішньою поверхнею (11) для забезпечення розрізу (18), що проходить в напрямку, по суті, паралельному подовжній осі. Розділення зігнутої ізоляційної мати (10), таким способом, дозволяє повністю виготовлену ланку трубопроводу швидко і легко застосовувати як ізоляцію для труб. Зігнута ізоляційна мата (10) може бути розрізана з використанням будь-якого прийнятного розрізального засобу (17). Даний винахід забезпечує більш значні переваги у встановленні на труби з малим діаметром. У цих випадках, і особливо якщо ізоляційна мата є відносно негнучкою, способи попереднього рівня техніки є дуже складними для здійснення. У таких випадках забезпечений спосіб для виготовлення попередньо утвореної ланки трубопроводу для ізоляції більш переважний в порівнянні із застосуванням плоскої ізоляційної мати. Таким чином, в одному з варіантів здійснення діаметр внутрішньої периферії зігнутої ізоляційної мати (10) становить не більше 100 мм, переважно не більше 70 мм, а більш переважно не більше 60 мм. Якщо зігнута ізоляційна мата (10) вже виготовлена, можна нанести облицювальний матеріал на зовнішню поверхню зігнутої ізоляційної мати (10). Облицювальний матеріал надає посилену міцність. Він також сприяє захисту ланки трубопроводу від намокання, зносу і забруднення і надає кінцевому виробу більш естетично приємного вигляду і простоти роботи з ним. У деяких випадках він сприяє ізоляційним властивостям ланки трубопроводу. У даному винаході облицювальним матеріалом може бути будь-яким придатний матеріал, а зокрема, це може бути алюмінієва фольга, зміцнена скловолокном, алюмінізована фольга, паперова фольга або полімерна фольга. Переважно облицювальним матеріалом є алюмінієва фольга, укріплена скловолокном. У одному з варіантів здійснення спосіб додатково містить забезпечення, як компонент ланки трубопроводу, шар, який містить волокна мінеральної вовни і який не містить аерогель, ксерогель або кріогель. Цей шар може забезпечуватися всередині або зовні частини, утвореної з просоченої матриці з волокон. Наприклад, він може забезпечуватися як попередньо отверджена трубчаста ланка, яка розміщується на осерді до процесу згинання ізоляційної мати. Також передбачається, що зігнута ізоляційна мата (10) і шари волокон мінеральної вовни можуть бути утворені окремо, а потім одне з них вміщується всередину іншого, і переважно закріплюється за допомогою клею для того, щоб утворити готову ланку трубопроводу. Мінеральні волокна можуть вироблятися стандартним чином, за допомогою пропускання мінерального розплаву через один або більше прядильних пристроїв з центрифугою для утворення маси волокон, за допомогою надання отвердження зв'язувальній речовині до цієї маси, за допомогою перенесення маси волокон з прядильного пристрою в потік повітря і за допомогою збирання скупчення волокон як полотна, по суті, в безперервному рухомому колекторі. Полотно потім може встановлюватися на осердя до процесу отвердження. 3 Шар з мінерального волокна переважно має щільність від 10 кг/м до 250 кг/м , більш 3 3 переважно від 40 до 150 кг/м , а найбільш переважно від 80 до 100 кг/м . У способі винаходу зігнута ізоляційна мата (10) розрізається, по суті, радіально між зовнішньою поверхнею (12) і її внутрішньою поверхнею (11) для забезпечення розрізу, що проходить в напрямку, по суті, паралельному подовжній осі. Будь-який прийнятний засіб може бути використаний для розрізання зігнутої ізоляційної мати (10), але переважно ізоляційна мата розрізається дисковим різальним полотном (17). Розрізання зігнутої ізоляційної мати (10) сприяє процесу встановлення ланки трубопроводу на ізольовану трубу. Даний винахід також стосується нової ланки трубопроводу, що одержується за допомогою способу за п. 1 Формули винаходи. Ця ланка трубопроводу має нові властивості, які дозволяють виготовляти її як попередньо утворену ланку трубопроводу з матричного композиту аерогелю, ксерогелю або кріогелю. Нова ланка трубопроводу забезпечує істотні переваги над виробами попереднього рівня техніки з точки зору простоти виготовлення і простоти встановлення. Крім цього, зігнута ізоляційна мата може бути розрізана в напрямку, по суті, перпендикулярному подовжньому напрямку зігнутої ізоляційної мати. У цьому випадку може бути забезпечена ланка трубопроводу будь-якої необхідної довжини. Цей процес також використовується при підрізанні торців у випадку, якщо ізоляційна мата (1) була зігнута під 6 UA 99031 C2 5 10 15 20 25 30 невеликим кутом. Переважно, при відрізанні зігнутої ізоляційної мати використовується обертове вібраційне або різальне полотно. Даний винахід також забезпечує нову ланку трубопроводу, згідно з пунктом 12 Формули винаходу. Один з варіантів здійснення ізоляційної ланки трубопроводу даного винаходу показаний на Фіг. 4. У цієї ланки трубопроводу є внутрішня поверхня (11), що обмежує внутрішню периферію, зовнішня поверхня (12), яка обмежує зовнішню периферію, з подовжньою віссю, по суті, перпендикулярною площинам внутрішньої і зовнішньої периферій, при цьому вона містить: зігнуту ізоляційну мату (10), що містить матрицю з волокон просочених аерогелем, ксерогелем або кріогелем, що має першу головну грань (2) і другу головну грань (3) протилежну першій головній грані (2), причому ізоляційна мата утворює безперервний рулон, який має щонайменше перший шар і другий шар між внутрішньою і зовнішньою поверхнями (11, 12) ланки трубопроводу; клей (8) на стику (21) між першою головною гранню (2) частини ізоляційної мати, що утворює перший шар, і другою головною гранню (3) частини ізоляційної мати, що утворює другий шар; і розрив (20), який проходить, по суті, радіально між внутрішньою поверхнею (11) і зовнішньою поверхнею (12) і проходить в напрямку, по суті, паралельному подовжній осі ланки трубопроводу. Залежно від того, в якому напрямку ізоляційна мата (1) була заломлена для утворення зігнутої ізоляційної мати (10), другий шар може бути внутрішнім або зовнішнім першим шаром. Іншими словами, перша головна грань (2) ізоляційної мати може бути повернена всередину або назовні, залежно від напрямку, в якому ізоляційна мата (1) згиналася. Показаний варіант здійснення містить облицювальний матеріал (19), нанесений на зовнішню поверхню (12) зігнутої ізоляційної мати (10). Як описано відносно способу винаходу, облицювальним матеріалом (19) переважно є алюмінієва фольга, зміцнена скловолокном. Ланка трубопроводу винаходу переважно має периферію з діаметром не більше 100 мм, більш переважно не більше 70 мм, а найбільш переважно не більше 60 мм. Також переважно, щоб ланка трубопроводу мала щонайменше 2, більш переважно щонайменше 3 повних шари. Як правило, вона має не більше 4 повних шарів. Крім того, кожна з додаткових ознак, описаних вище, що стосуються способу винаходу також можуть використовуватися, якщо вони застосовні щодо виробу винаходу. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Спосіб виготовлення ланки трубопроводу, в якому: забезпечують ізоляційну мату, утворену з матриці, просоченої аерогелем, ксерогелем або кріогелем, при цьому ізоляційна мата має першу головну грань, другу головну грань, протилежну першій головній грані, перший край, що обмежує подовжній напрямок, другий край, паралельний першому краю, третій край, який обмежує поперечний напрямок, по суті, перпендикулярний подовжньому напрямку, і четвертий край, по суті, паралельний третьому краю; наносять клей на першу головну грань; загинають ізоляційну мату навколо осердя для забезпечення зігнутої ізоляційної мати, яка має внутрішню поверхню, що обмежує внутрішню периферію, і зовнішню поверхню, яка обмежує зовнішню периферію, і подовжню вісь, по суті, перпендикулярну площинам внутрішньої і зовнішньої периферії і, по суті, паралельну поперечному напрямку ізоляційної мати; і розрізають зігнуту ізоляційну мату, по суті, радіально між зовнішньою поверхнею і внутрішньою поверхнею для забезпечення розрізу, що проходить в напрямку, по суті, паралельному подовжній осі. 2. Спосіб за п. 1, в якому додатково наносять облицювальний матеріал на зовнішню поверхню. 3. Спосіб за п. 2, в якому облицювальним матеріалом є алюмінієва фольга, зміцнена скловолокном. 4. Спосіб за будь-яким з пп. 1-3, в якому додатково забезпечують як компонент ланки трубопроводу шар, що містить волокна мінеральної шерсті і виконаний без аерогелю, ксерогелю або кріогелю. 5. Спосіб за будь-яким з пп. 1-4, в якому матриця з волокон містить полімерні волокна, волокна мінеральної шерсті, керамічні волокна або їх суміш. 6. Спосіб за будь-яким з пп. 1-5, в якому діаметр внутрішньої периферії зігнутої ізоляційної мати становить не більше 100 мм, переважно не більше 70 мм, більш переважно не більше 60 мм. 7. Спосіб за будь-яким з пп. 1-6, в якому ізоляційна мата має товщину по перпендикуляру до подовжнього і поперечного напрямку від 3 мм до 10 мм, переважно від 3 мм до 6 мм. 7 UA 99031 C2 5 10 15 20 25 30 35 8. Спосіб за будь-яким з пп. 1-7, в якому етап загинання ізоляційної мати на осерді містить процес обгортання осердя щонайменше на 2, переважно щонайменше на 3, повних оберти. 9. Спосіб за будь-яким з пп. 1-8, в якому етап загинання ізоляційної мати на осерді містить процес обгортання осердя не більше ніж на 4 повних оберти. 10. Спосіб за будь-яким з пп. 1-9, в якому ізоляційну мату утворюють з матриці волокон, просоченої аерогелем із вмістом діоксиду кремнію. 11. Ланка трубопроводу, яка має внутрішню поверхню, що обмежує внутрішню периферію, зовнішню поверхню, яка обмежує зовнішню периферію, з подовжньою віссю, по суті, перпендикулярною площинам внутрішньої і зовнішньої периферії, і що містить: зігнуту ізоляційну мату, що включає матрицю з волокон, просочену аерогелем, ксерогелем або кріогелем, що має першу головну грань і другу головну грань, протилежну першій головній грані, при цьому ізоляційна мата утворює безперервний рулон, що має щонайменше перший шар і другий шар між внутрішньою і зовнішньою поверхнями ланки трубопроводу; клей на стику між першою головною гранню частини ізоляційної мати, що утворює перший шар, і між другою головною гранню частини ізоляційної мати, що утворює другий шар; і розрив, що проходить, по суті, радіально між внутрішньою поверхнею і зовнішньою поверхнею, і що проходить в напрямку, по суті, паралельному подовжній осі ланки трубопроводу. 12. Ланка трубопроводу за п. 11, яка додатково містить облицювальний матеріал, нанесений на зовнішню поверхню ланки трубопроводу. 13. Ланка трубопроводу за п. 12, в якій облицювальним матеріалом є алюмінієва фольга, зміцнена скловолокном. 14. Ланка трубопроводу за будь-яким з пп. 11-13, в якій у ланці трубопроводу додатково є шар, що містить волокна мінеральної шерсті і виконаний без аерогелю, ксерогелю або кріогелю. 15. Ланка трубопроводу за будь-яким з пп. 11-14, в якій матриця з волокон містить полімерні волокна, волокна мінеральної шерсті, керамічні волокна або їх суміш. 16. Ланка трубопроводу за одним з пп. 11-15, в якій діаметр внутрішньої периферії становить не більше 100 мм, переважно не більше 70 мм, більш переважно не більше 60 мм. 17. Ланка трубопроводу за будь-яким з пп. 11-16, в якій безперервний рулон має щонайменше 2, переважно щонайменше 3, повні шари. 18. Ланка трубопроводу за будь-яким з пп. 11-17, в якій безперервний рулон має не більше 4 повних шарів. 19. Ланка трубопроводу за будь-яким з пп. 11-18, в якій матриця з волокон просочена аерогелем із вмістом діоксиду кремнію. 20. Ланка трубопроводу за будь-яким з пп. 11-19, в якій кожен шар зігнутої ізоляційної мати має товщину від 3 мм до 10 мм, переважно від 3 мм до 6 мм. 8 UA 99031 C2 9 UA 99031 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюPipe section and methods of its manufacture
Автори англійськоюRosenberg, Gorm
Назва патенту російськоюЗвено трубопровода и способы его изготовления
Автори російськоюРозенберг Горм
МПК / Мітки
МПК: F16L 59/14, B29C 53/00, F16L 59/02
Мітки: ланка, способи, виготовлення, трубопроводу
Код посилання
<a href="https://ua.patents.su/12-99031-lanka-truboprovodu-i-sposobi-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Ланка трубопроводу і способи її виготовлення</a>
Ланка трубопроводу для транспортування твердих частинок нагрітого матеріалу
Номер патенту: 90459
Опубліковано: 11.05.2010
Автори: Флорес-Фердуго Марко Ауреліо, Кацмайєр Гюнтер, Хоффхауз Карстен
МПК: F27D 3/18
Мітки: матеріалу, трубопроводу, нагрітого, транспортування, твердих, ланка, частинок
Формула / Реферат:
1. Ланка трубопроводу (22) для транспортування нагрітих дрібних частинок матеріалу, наприклад дрібних фракцій залізної руди, у потоці газу-носія в транспортному трубопроводі, при цьому ланка трубопроводу (22) включає:(a) відрізок (2) зовнішньої труби;(b) відрізок (4) внутрішньої труби, який утворює прохідний канал (6) для нагрітих твердих частинок матеріалу та газу-носія, при цьому відрізок (4) внутрішньої труби розміщений...
З’єднувальна ланка для круглоланкового ланцюга
Номер патенту: 66932
Опубліковано: 25.01.2012
Автори: Бережний Роман Анатолійович, Котенко Анатолій Іванович, Висоцький Геннадій Васильович, Ковальчук Олександр Миколайович
МПК: F16G 15/00
Мітки: з'єднувальна, ланка, круглоланкового, ланцюга
Формула / Реферат:
З'єднувальна ланка для круглоланкового ланцюга, що містить дві U-подібних напівланки, замок, що з'єднує напівланки, а кожна напівланка включає надійний елемент з'єднання один з одним і з'єднувальна ланка типу "серга" з паралельними кінцями має у місці з'єднання з круглоланковим ланцюгом циліндричну форму з точковим контактом з ланкою круглоланкового ланцюга, яка відрізняється тим, що з'єднувальна ланка в місці з'єднання з...
Форсуюча ланка
Номер патенту: 84836
Опубліковано: 10.12.2008
Автор: Долгін Володимир Прохорович
МПК: G05B 5/00
Формула / Реферат:
Форсуюча ланка для реалізації похідної сигналу довільного порядку, що складається з диференціальних підсилювачів, вхід яких є входом формуючої ланки, вихід яких з'єднаний з входами суматора, вихід якого є виходом формуючої ланки, яка відрізняється тим, що додатково послідовно включені блоки, число яких дорівнює порядку похідної сигналу, кожен блок, номер якого збігається з порядком похідної сигналу, складається з елемента пам'яті, де...
Спосіб “поліпромсинтез” виготовлення полімерного бандажа при ремонті магістрального та технологічного трубопроводу
Номер патенту: 40605
Опубліковано: 15.08.2001
Автори: Кадай Сергій Іванович, Башун Вадим Васильович
МПК: F16L 59/02, F16L 59/00, F16L 58/02
Мітки: ремонті, спосіб, магістрального, поліпромсинтез, бандажа, виготовлення, трубопроводу, технологічного, полімерного
Формула / Реферат:
1. Спосіб виготовлення полімерного бандажа при ремонті магістрального та технологічного трубопроводу, що включає шпаклювання трубної поверхні, намотку армуючого матеріалу на основі скловолокна та нанесення поліефірної смоли , який відрізняється тим, що на трубну поверхню намотують армуючий матеріал у вигляді скломати та склотканини, а поліефірну смолу наносять на відшпакльовану трубну поверхню та армуючий матеріал після його...
Способи виготовлення полімермодифікованого поліолу, полімер-модифікований поліол, спосіб виготовлення поліуретанового пінопласту та еластичний поліуретановий пінопласт
Номер патенту: 98782
Опубліковано: 25.06.2012
Автори: Гроте Цахаріас, Міспрев Анрі, Шененбергер Курт, Фрай Йохан, Нешер Райнольд, Фогель Ерік
МПК: C08G 18/16, C08G 18/24, C08G 18/48, C08G 18/40, C08G 18/66, C08G 18/12, C08G 18/32, C08G 18/08
Мітки: пінопласт, поліолу, пінопласту, полімермодифікованого, поліуретанового, поліол, способи, поліуретановий, еластичний, спосіб, полімер-модифікований, виготовлення
Формула / Реферат:
1. Спосіб виготовлення полімер-модифікованого поліолу, де оламін піддають реакції з органічним поліізоціанатом в присутності поліолу і щонайменше одного каталізатора, який являє собою металеву сіль органічної кислоти, де оламін реагує щонайменше поліфункціонально з ізоціанатом, де згаданий каталізатор або щонайменше один згаданий каталізатор присутній у кількості 0,006-0,012 ммоль/100 грамів поліолу і являє собою металеву сіль органічної...
Попередній патент: Спосіб пресування винограду і установка для його здійснення
Наступний патент: Сидіння
Випадковий патент: Спосіб завантаження металовмісних матеріалів в плавильно-газифікаційний апарат і установка для його здійснення