Спосіб, агрегат й установка з агрегатів для підготовки тютюну та пристрій для виробництва курильних виробів або цигарок

Формула / Реферат
1. Спосіб підготовки тютюну, в якому листковий тютюновий матеріал попередньо обробляють за рахунок щонайменше одного процесу екструзії, при якому виконують наступні кроки:
- кондиціювання з водою/парою,
- ущільнення, змішування, нагрівання, витримування, утворення смаку, внесення амортизуючих компонентів,
- формування з нарізаних за довжиною тютюнових волокон тютюнових порцій та
- миттєве сушіння матеріалу при зниженні тиску на виході екструдера.
2. Спосіб за п. 1, де до листкового тютюнового матеріалу додають матеріал жилок тютюнового листка.
3. Спосіб за п. 1 або п. 2, який включає щонайменше один процес екструзії, під час якого екструдують тютюновий матеріал з декількох компонентів.
4. Спосіб за п. 1 або п. 2, в якому щонайменше одним з процесів екструзії обробляють матеріал жилок тютюнового листка.
5. Спосіб за п. 4, в якому екструзійні процеси здійснюють паралельно.
6. Спосіб за п. 4 або п. 5, в якому щонайменше один процес екструзії для листкового тютюнового матеріалу поєднують з процесом екструзії для матеріалу жилок тютюнових листків.
7. Агрегат для здійснення способу за п. 1, який включає: дозуючий транспортер (2) і екструдер (3), що містить засоби для забезпечення:
- кондиціювання з водою/парою,
- ущільнення, змішування, нагрівання, витримування, утворення смаку, внесення амортизуючих компонентів,
- формування з нарізаних за довжиною тютюнових волокон тютюнових порцій та
- миттєвого сушіння матеріалу при зниженні тиску на виході екструдера.
8. Агрегат за п. 7, який відрізняється тим, що додатково має накопичувач, що передує дозуючому транспортеру (1) тютюнового матеріалу, або охолоджувальний пристрій (4), що розташований після екструдера.
9. Установка з агрегатів (10, 20, 30) для здійснення способу за пп. 1-7, яка для процесу екструзії включає щонайменше один з агрегатів (10, 20, 30) і транспортер (50) для збирання тютюнових виробів для подальшої обробки їх в процесі виробництва курильних виробів.
10. Установка за п. 9, яка відрізняється тим, що кожний агрегат додатково має накопичувач (1) тютюнового матеріалу з відповідно іншим вхідним матеріалом або іншою комбінацією вхідних матеріалів.
11. Агрегат або установка агрегатів за одним з пп. 7-10, який/яка відрізняється щонайменше однією з наступних ознак:
- щонайменше один з накопичувачів (1) тютюнового матеріалу є бункером, перш за все встановленим на висоті, з якого тютюновий матеріал видається вниз під дією сили тяжіння,
- дозуючий транспортер (2) є шнековим транспортером,
- екструдер (3) є шнековим з регульованим ріжучим щілинним виходом,
- охолоджувальний пристрій (4) є охолоджувачем для стрічкового транспортера.
12. Пристрій для виробництва курильних виробів або ж цигарок, що включає агрегат за п. 7 або установку агрегатів за п. 9, причому агрегат або установка агрегатів як модуль підготовки тютюну або первинний модуль передує машині для виробництва цигарок або ж вторинному вузлу, перш за все безпосередньо в місці стикування.
Текст
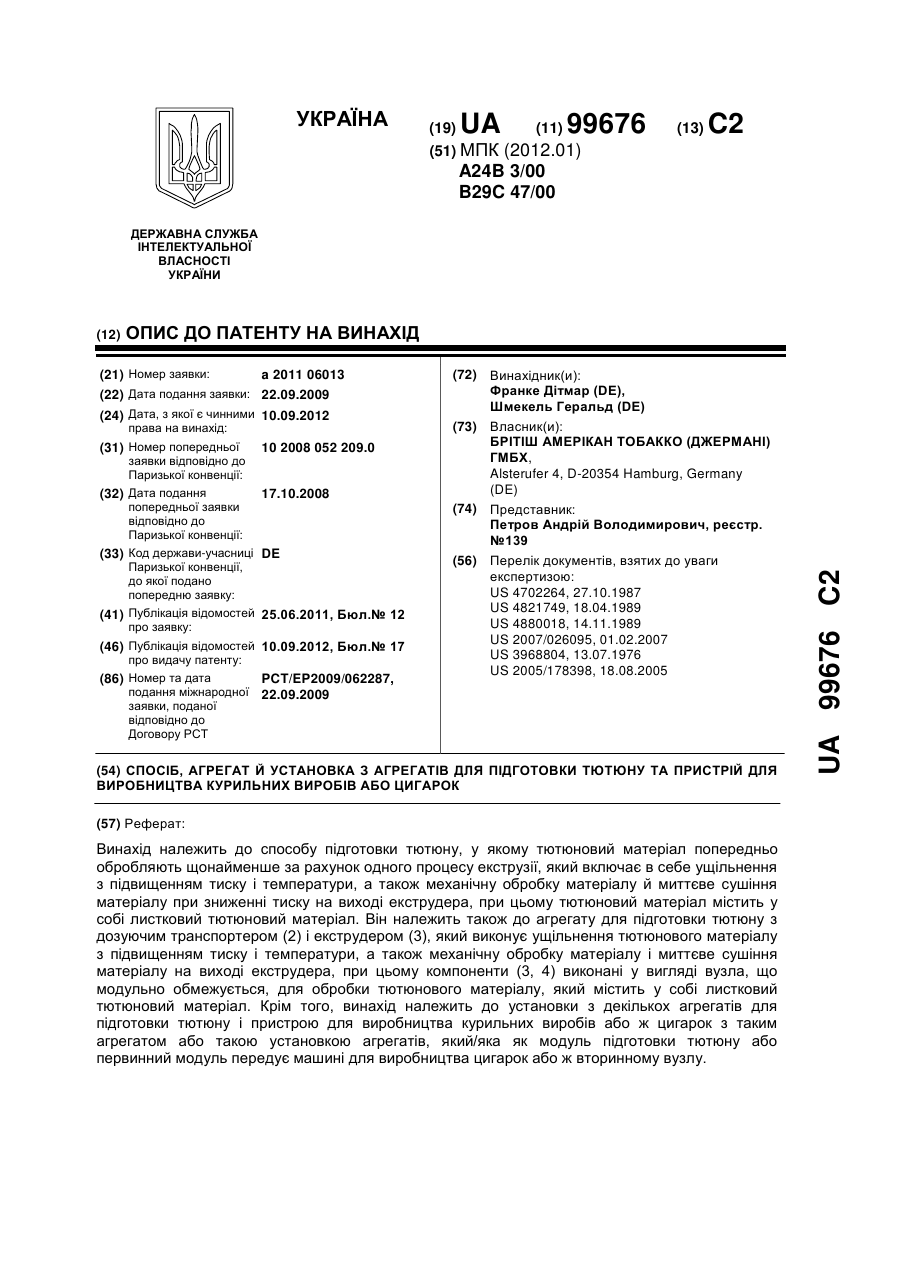
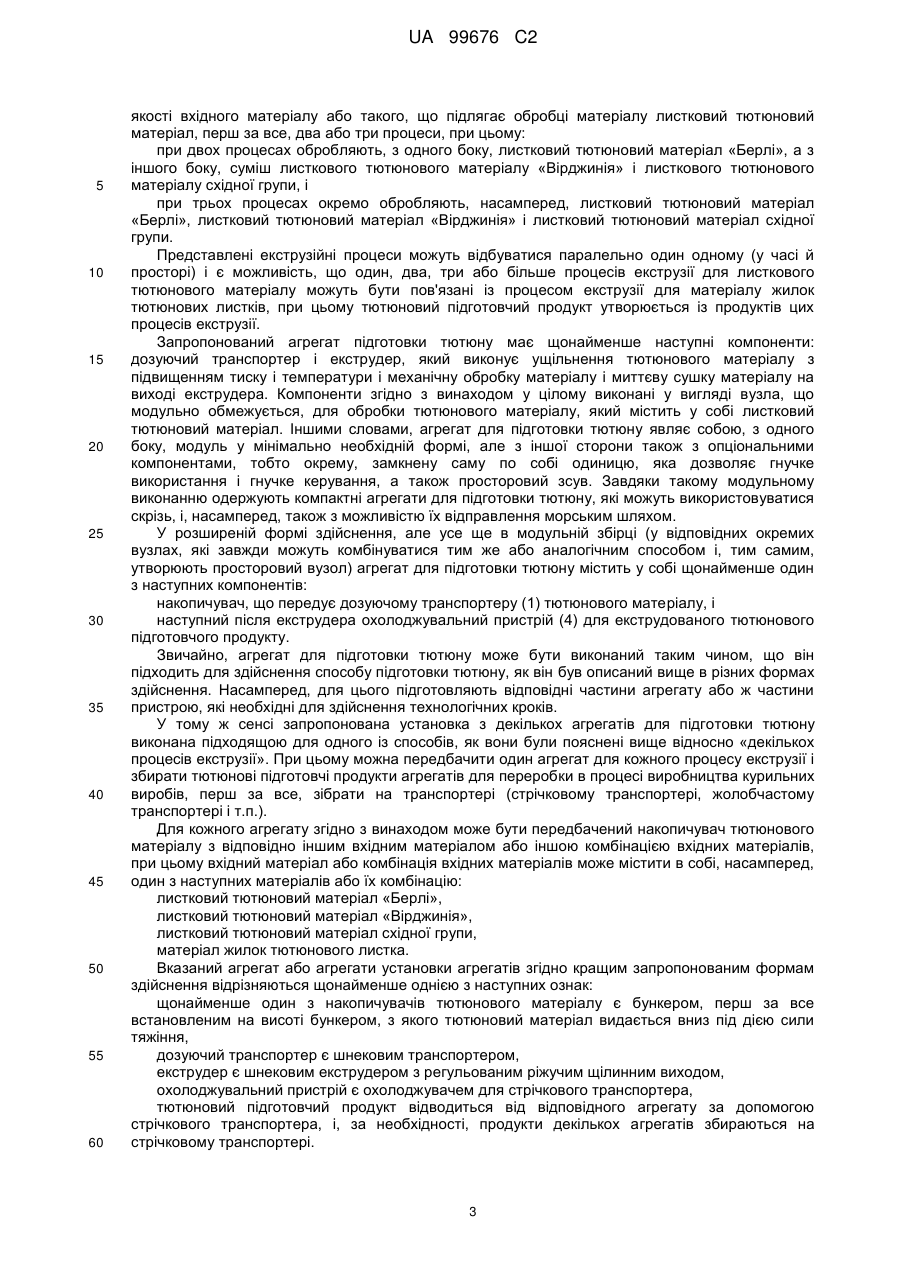
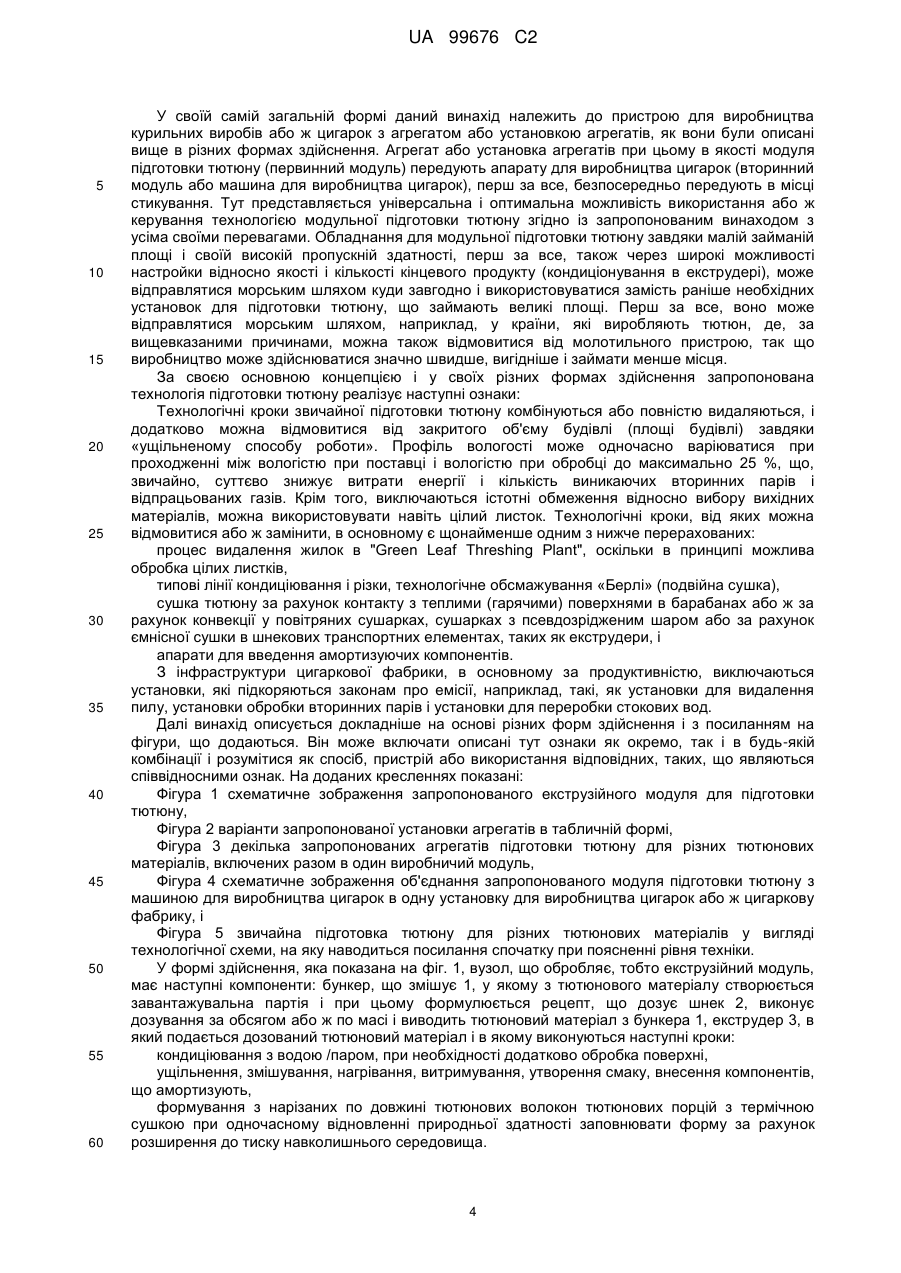
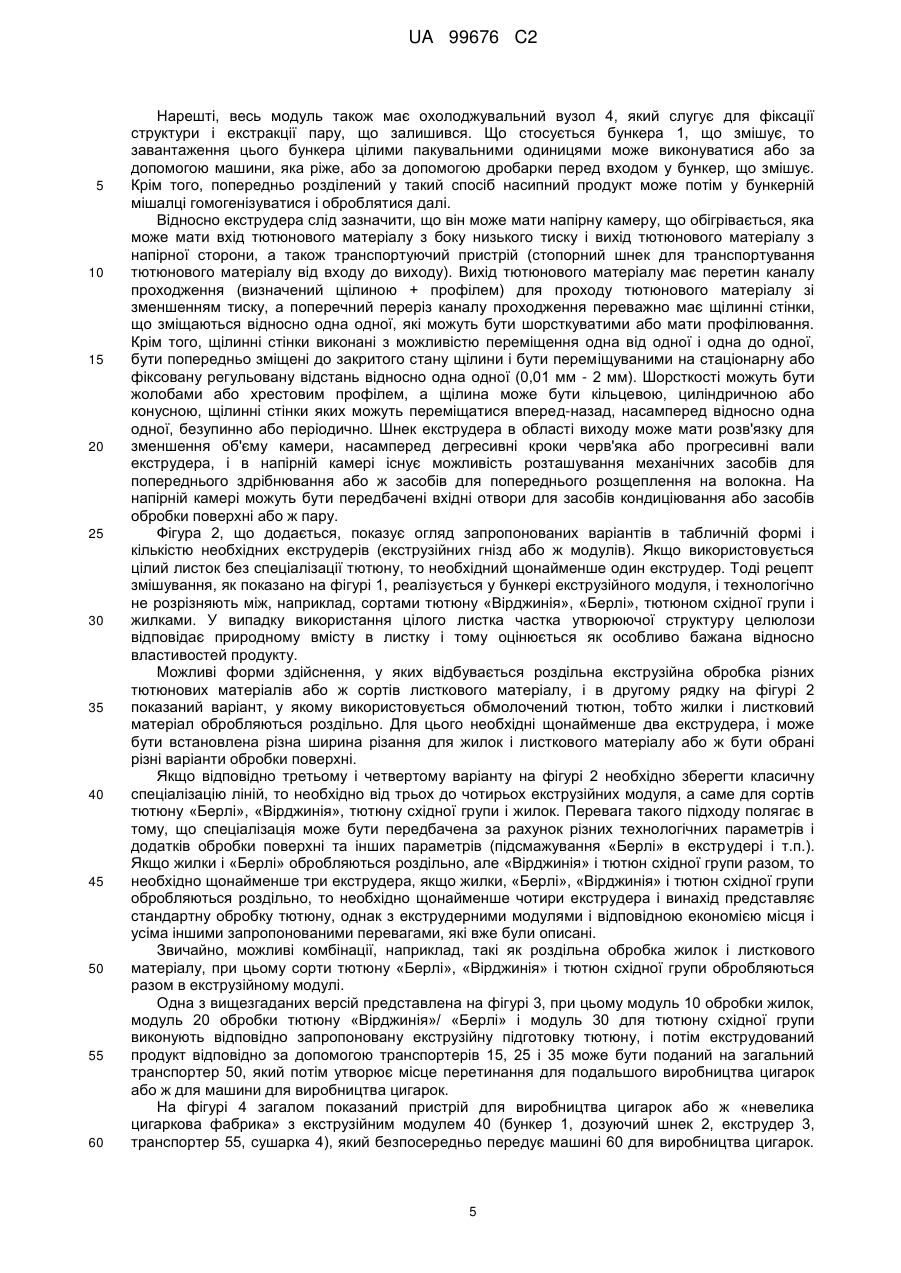
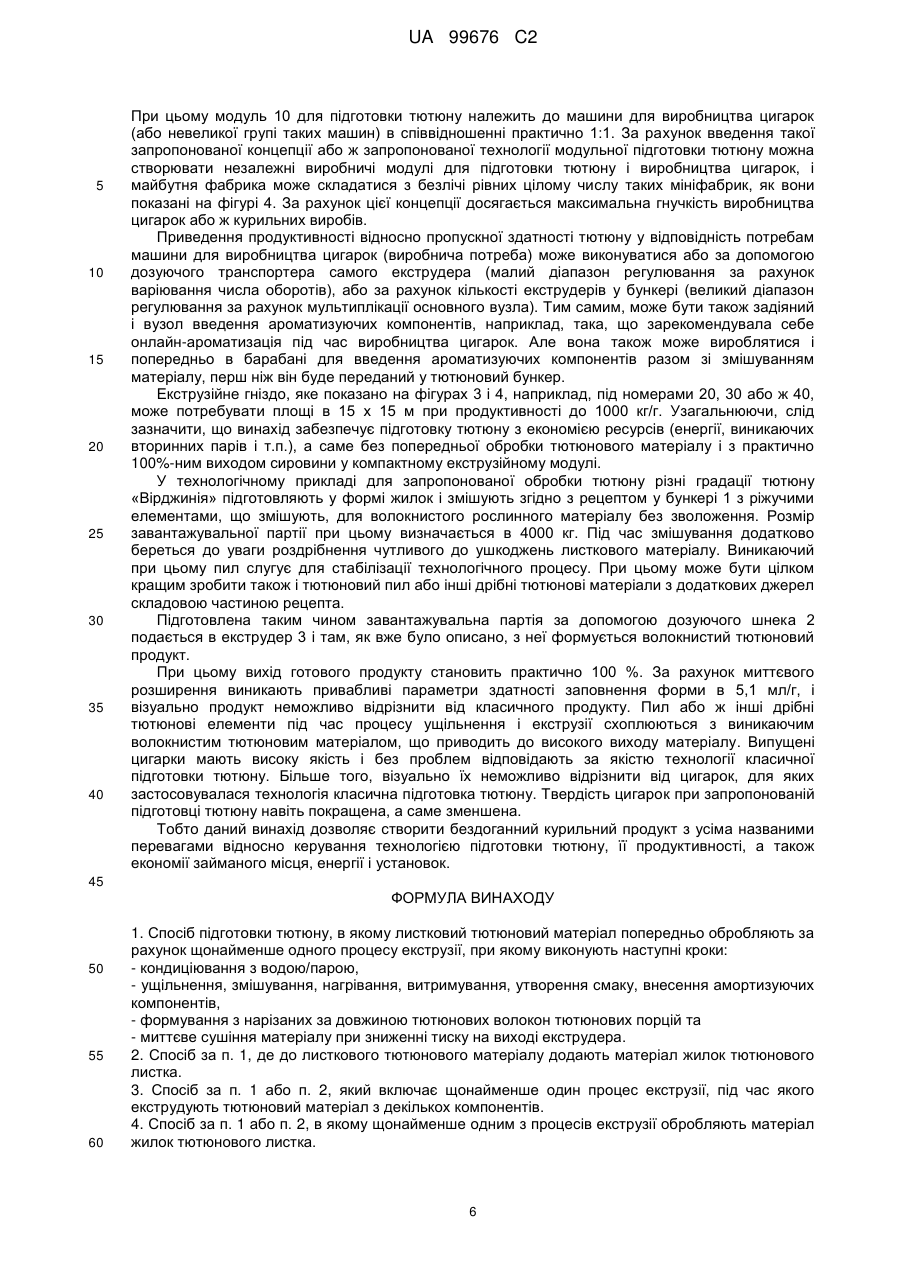
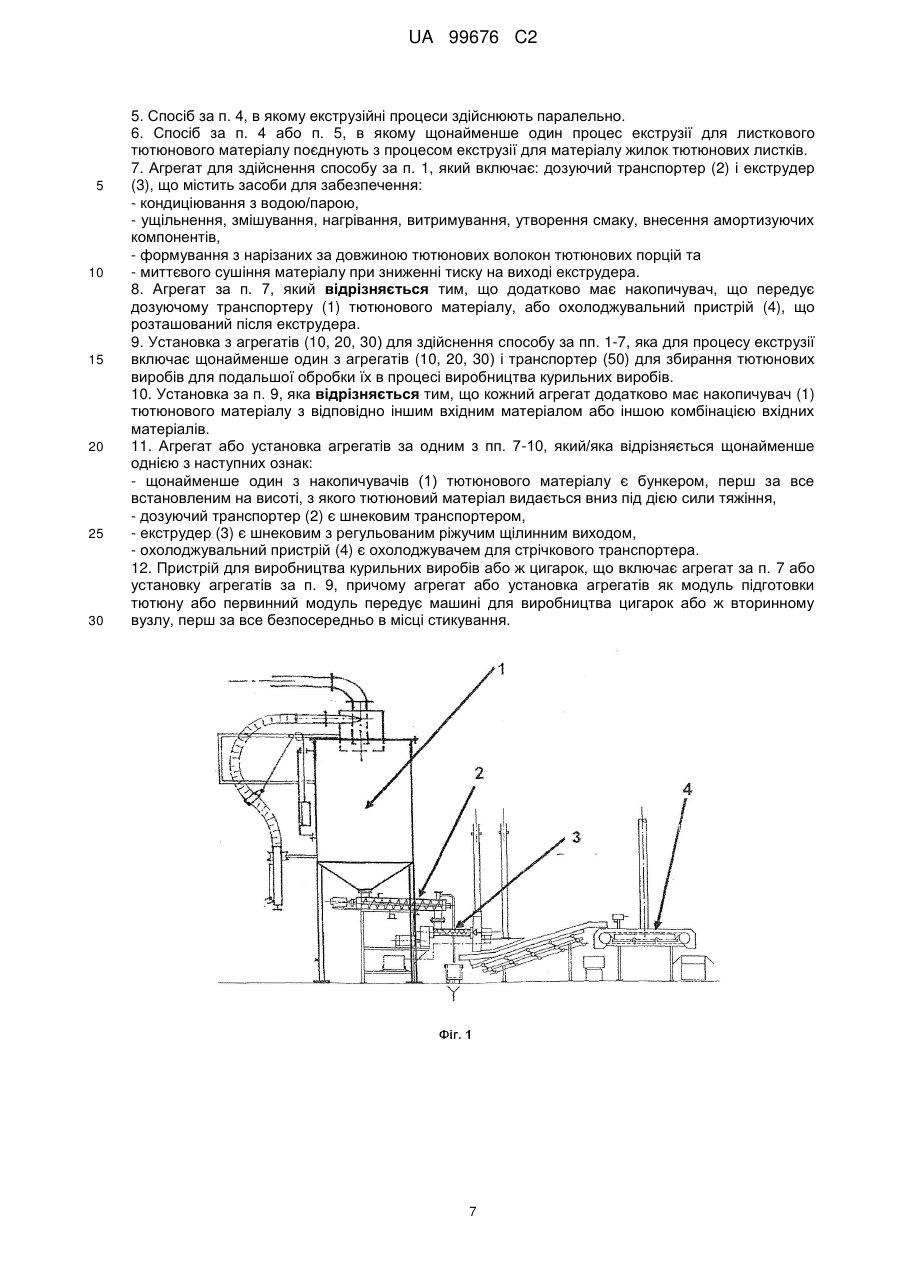
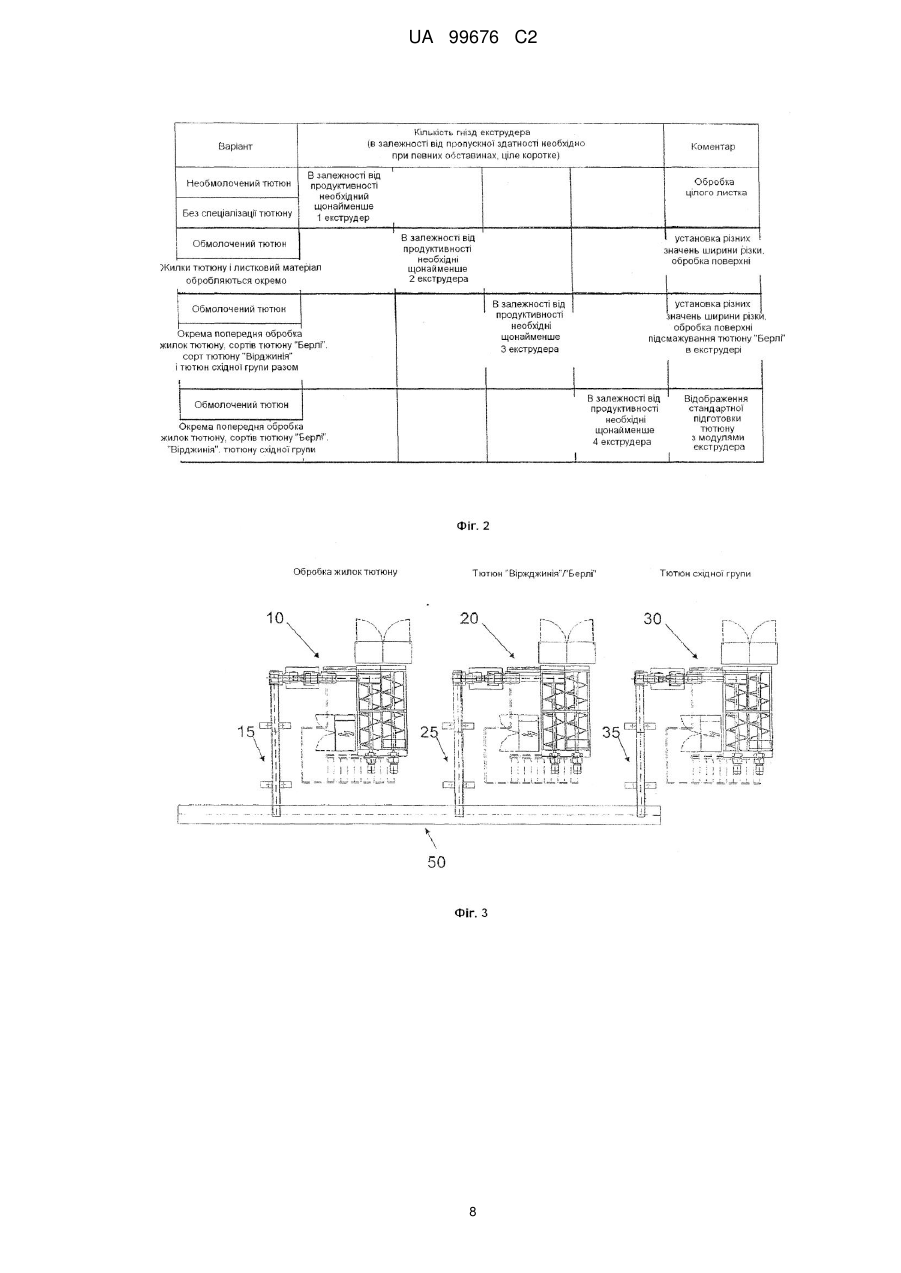
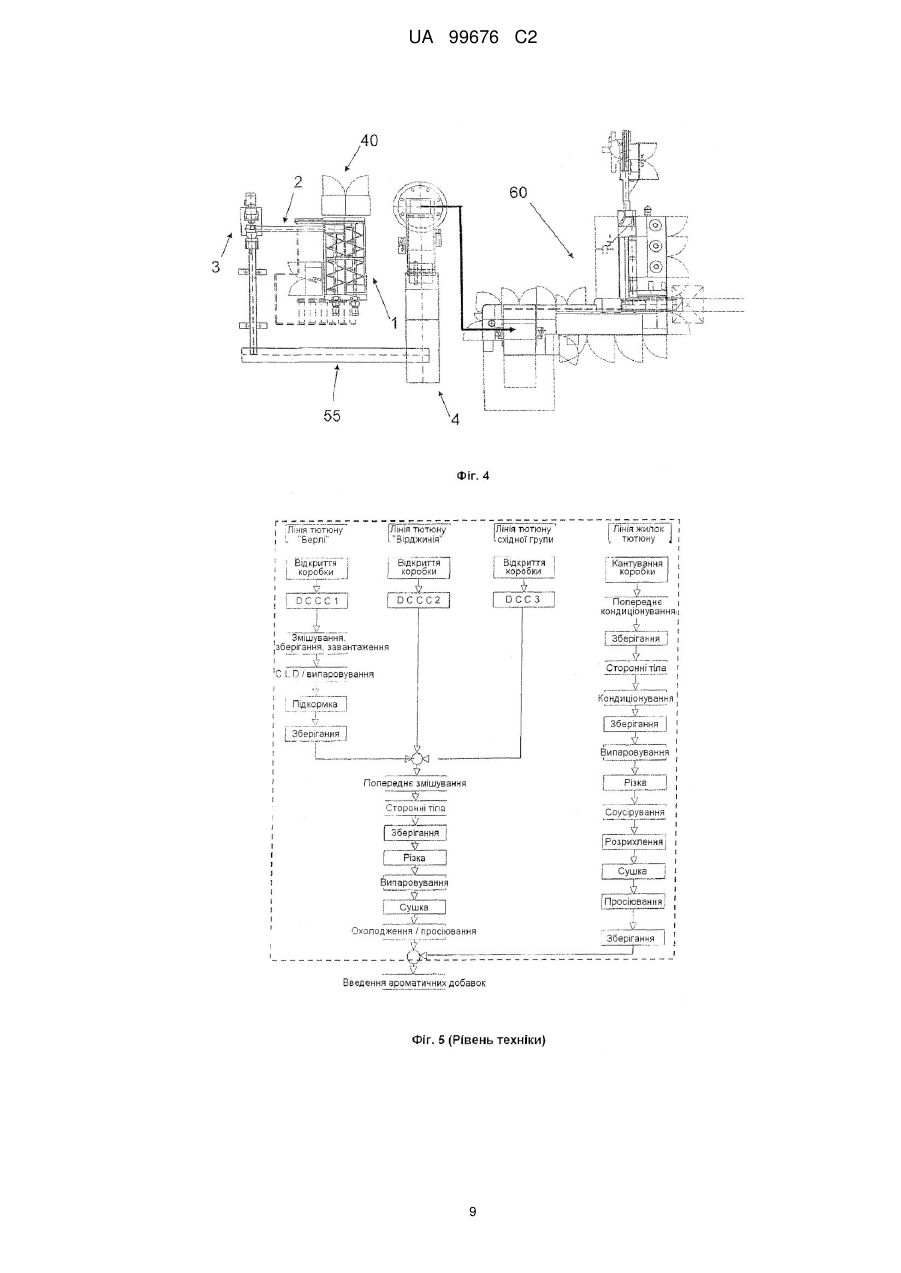
Реферат: Винахід належить до способу підготовки тютюну, у якому тютюновий матеріал попередньо обробляють щонайменше за рахунок одного процесу екструзії, який включає в себе ущільнення з підвищенням тиску і температури, а також механічну обробку матеріалу й миттєве сушіння матеріалу при зниженні тиску на виході екструдера, при цьому тютюновий матеріал містить у собі листковий тютюновий матеріал. Він належить також до агрегату для підготовки тютюну з дозуючим транспортером (2) і екструдером (3), який виконує ущільнення тютюнового матеріалу з підвищенням тиску і температури, а також механічну обробку матеріалу і миттєве сушіння матеріалу на виході екструдера, при цьому компоненти (3, 4) виконані у вигляді вузла, що модульно обмежується, для обробки тютюнового матеріалу, який містить у собі листковий тютюновий матеріал. Крім того, винахід належить до установки з декількох агрегатів для підготовки тютюну і пристрою для виробництва курильних виробів або ж цигарок з таким агрегатом або такою установкою агрегатів, який/яка як модуль підготовки тютюну або первинний модуль передує машині для виробництва цигарок або ж вторинному вузлу. UA 99676 C2 (12) UA 99676 C2 UA 99676 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі технології підготовки тютюну в рамках виробництва курильних виробів, перш за все цигарок. Перш за все, винахід належить до технології модульної підготовки тютюну для обробки сирого тютюну (тютюнової сировини) для виготовлення придатного для паління різаного тютюну або ж цигарок. При звичайній обробці тютюну більшість технологічних кроків, таких як кондиціювання, соусування, різання, сушка і розпушення, виконуються в окремих стандартних апаратах, таких як барабани, парові тунелі, повітряні сушарки, стрічкові сушарки і т.п. В усі ці апарати тютюн подається у вигляді насипного продукту. Під час цих процесів тютюн, загалом, не зазнає особливого ущільнення, виняток тут утворює тільки різка тютюну. Тобто тютюн, в основному, обробляється зі своєю природною здатністю заповнювати форму, в результаті чого одержують оброблюючі апарати великого обсягу, які повинні встановлюватися в будівлях відповідних розмірів. З DE 10 2004 043 833 відоме розташування підготовчих пристроїв один над одним («вертикальна підготовка тютюну») для зменшення необхідної площі. Звичайно, для цього повинні бути підготовлені будівлі відповідної висоти. Більше того, розхожою практикою є використання буферних боксів для розмежування процесів, що знову ж, загалом, збільшує займану площу. Типовий приклад спеціалізованої технології стандартної підготовки тютюну згідно з рівнем техніки показаний на фігурі 5. Різні сорти тютюну мають окремі лінії переробки, і кожне гніздо на фігурі 5 показує один технологічний крок і відповідний йому апарат. Різні апарати поєднані транспортуючими елементами, такими як жолоби або стрічкові транспортери. Один технологічний крок найчастіше може виконуватися за допомогою різних апаратів, тобто робочий крок сушки може виконуватися, наприклад, у барабанній або повітряній сушарці. Частково спостережувана і така, що виникла в результаті еволюції різнобічність підготовки тютюну в принципі протистоїть завданню стандартизації. Як правило, установки для підготовки тютюну при консолідації заводських структур складно переміщати, тому що часто індивідуально розроблювальні рішення неможливо без проблем перенести в інші місця. З DE 10 2004 059 388 В4 відомий спосіб виробництва роздрібненого тютюнового матеріалу, при цьому тут показують, як з матеріалу жилок тютюнового листка за допомогою шнекового екструдера виробляється здрібнений, волокнистий матеріал, який може бути використаний безпосередньо в курильних виробах. Крім того, в DE 10 2005 006117.6 розкритий спосіб, який дозволяє екструдувати суміші з матеріалів жилок тютюнового листка з додаванням, наприклад, тютюновому пилу для виробництва волокнистого матеріалу з поліпшеним смаком, що можна порівнювати з різаним тютюном, і який підходить для безпосереднього виробництва курильних виробів. Завдання даного винаходу полягає в оптимізації підготовки тютюну. Насамперед, підготовка тютюну повинна, загалом, стати компактніше, а саме відносно займаної площі та/або часу. Також підготовка тютюну як технологічна процедура повинна стати більш зручною у використанні також і з точки зору апаратного забезпечення. Згідно з винаходом це завдання вирішене за допомогою способу підготовки тютюну, в якому тютюновий матеріал попередньо обробляють щонайменше за рахунок одного процесу екструзії, який включає ущільнення з підвищенням тиску і температури, а також механічну обробку матеріалу і миттєву сушку матеріалу при зниженні тиску на виході екструдера, згідно з винаходом тютюновим матеріалом є листковий тютюновий матеріал, агрегату для підготовки тютюну з наступними компонентами: дозуючим транспортером (2) і екструдером (3), який виконує ущільнення тютюнового матеріалу з підвищенням тиску і температури, а також механічну обробку матеріалу і миттєву сушку матеріалу при зниженні тиску на виході екструдера, згідно з винаходом компоненти (3, 4) виконані у вигляді модульно обмежуваного вузла для обробки тютюнового матеріалу, яким є листковий тютюновий матеріал, установки з агрегатів (10, 20, 30) для підготовки тютюну для здійснення способів за винаходом, при цьому для кожного процесу екструзії передбачений один агрегат (10, 20, 30), і тютюнові підготовчі продукти агрегатів (10, 20, 30) збираються для подальшої обробки в процесі виробництва курильних виробів, перш за все збираються на транспортері (50), і пристрою для виробництва курильних виробів або ж цигарок з агрегатом або установкою агрегатів за винаходом, згідно з винаходом, що агрегат або установка агрегатів в якості модуля підготовки тютюну або первинного модуля передує машині для виробництва цигарок або ж вторинному вузлу, перш за все безпосередньо в місці стикування. 1 UA 99676 C2 5 10 15 20 25 30 35 40 45 50 55 У запропонованому способі підготовки тютюну тютюновий матеріал підготовляють щонайменше за рахунок одного процесу екструзії, який включає ущільнення з підвищенням тиску і температури, механічну обробку матеріалу і миттєву сушку матеріалу на виході екструдера. Тютюновим матеріалом, який слугує тут вхідним матеріалом, є згідно з винаходом листковий тютюновий матеріал. Іншими словами даний винахід може використовувати екструзійний спосіб для того, щоб виконувати в основному всю технологію підготовки тютюну, яка необхідна для листкового тютюнового матеріалу, тобто тютюнового матеріалу самої високої якості. Також винахідники встановили, що екструзія підходить не тільки для обробки побічних продуктів тютюну, таких як пил, тютюновий дріб'язок, крихта, що утворюється при нарізанні, волокна стебла, фарматура, короткі стебла, але також є і привабливим і компактним рішенням для підготовки листкового тютюнового матеріалу, насамперед для повної заміни звичайної підготовки тютюну. Також в даному винаході реалізується висновок, що таку екструзію слід враховувати як рівноцінну технології класичної підготовки тютюну в виробничих лініях, при цьому велика перевага полягає в економії місця та енергії і, тим самим, може бути підготовлений більш екологічний спосіб виробництва з підвищеною універсальністю процесів. Перш за все, винахід може здійснювати інтегрований спосіб виробництв, без виникнення побічних продуктів тютюну і з гарантовано високим виходом матеріалу. Однак звичайна спеціалізація лінії (Вірджинія, Берлі, тютюн східної групи, жилки) може бути принципово збережена. Що стосується компактності запропонованого способу і його апаратного здійснення, то вони повністю залежать від обробки ущільненого продукту в екструдері, тому що за рахунок цього можна обробити більше продукту за короткий час і в меншому просторі. У якості характерної величини для розрахунків виробничих приміщень і оброблювальних апаратів необхідно розглядати насипну щільність тютюнової суміші і необхідну щорічну продуктивність. Пропускна здатність, а, отже, і щорічна продуктивність є фіксованою величиною, у той час як на насипну 3 щільність, яка, як правило, становить приб. 200 кг/м , можна впливати за допомогою винаходу. Оскільки завдяки винаходу можна за рахунок екструзійної обробки виконувати процеси обробки 3 тютюну в «ущільненій фазі тютюну» (при приб. 800 кг/м ), то обсяг обробки зменшується в чотири рази. Оскільки в екструдері також і інші технологічні кроки з ущільненим об'ємом тютюну можна проводити практично одночасно (наприклад, кондиціювання), то забезпечуються також і тимчасові переваги. Тобто згідно з винаходом листковий тютюновий матеріал або тютюновий матеріал, який містить у собі такий листковий тютюновий матеріал, може оброблятися компактніше і швидше, і економічне значення такого висновку, отриманого за рахунок винаходу, є істотним, оскільки можна відмовитися від величезних установок для кондиціювання, молотьби, сушки і т.п. Тютюновий матеріал, який подається в запропонованому способі в якості вхідного матеріалу, може містити в собі листковий тютюновий матеріал і матеріал жилок тютюнового листка, насамперед суміш із листкового тютюнового матеріалу і матеріалу жилок тютюнового листка, перш за все також і цілі тютюнові листки. Тут проявляється одна із найбільших переваг даного винаходу, перш за все при обробці суміші. В способі може використовуватися або зрілий (curing) сирий тютюн одразу ж після збору врожаю у вигляді цілого листка, або після молотьби в "Green Leaf Threshing Plant" (GLT), роздільно як листковий матеріал (Strips) і жилки. Тютюн східної групи використовується в тютюновій промисловості тільки у вигляді цілого листка. Переваги можливої подачі сумішей листкового матеріалу (тютюновий листок) і жилок добре видні і відносяться до об'єднання окремих технологічних кроків. Якщо використовується цілий листок, то забезпечується високий потенціал економії, тому що молотьба, тобто розділення жилок і листків, практично не потрібна. Запропонований спосіб підготовки тютюну може бути складений так, що він включає один процес екструзії, який екструдує тютюновий матеріал з декількох компонентів і в результаті цього утворює тютюновий підготовчий продукт. Цей варіант є самим вдалим з апаратної точки зору. З іншого боку, запропонований спосіб може містити в собі кілька процесів екструзії, з яких щонайменше один використовує в якості вхідного матеріалу або матеріалу, що підлягає обробці, листковий тютюновий матеріал, при цьому продукти екструзії, створені відповідними процесами екструзії, утворюють разом або в комбінації один тютюновий підготовчий продукт. Перевага такого розташування полягає в тому, що різні тютюнові матеріали також звичайним способом можуть оброблятися різним способом. Один із процесів екструзії може попередньо обробляти матеріал жилок тютюнового листка, у той час як кілька процесів екструзії способу підготовки тютюну можуть використовувати в 2 UA 99676 C2 5 10 15 20 25 30 35 40 45 50 55 60 якості вхідного матеріалу або такого, що підлягає обробці матеріалу листковий тютюновий матеріал, перш за все, два або три процеси, при цьому: при двох процесах обробляють, з одного боку, листковий тютюновий матеріал «Берлі», а з іншого боку, суміш листкового тютюнового матеріалу «Вірджинія» і листкового тютюнового матеріалу східної групи, і при трьох процесах окремо обробляють, насамперед, листковий тютюновий матеріал «Берлі», листковий тютюновий матеріал «Вірджинія» і листковий тютюновий матеріал східної групи. Представлені екструзійні процеси можуть відбуватися паралельно один одному (у часі й просторі) і є можливість, що один, два, три або більше процесів екструзії для листкового тютюнового матеріалу можуть бути пов'язані із процесом екструзії для матеріалу жилок тютюнових листків, при цьому тютюновий підготовчий продукт утворюється із продуктів цих процесів екструзії. Запропонований агрегат підготовки тютюну має щонайменше наступні компоненти: дозуючий транспортер і екструдер, який виконує ущільнення тютюнового матеріалу з підвищенням тиску і температури і механічну обробку матеріалу і миттєву сушку матеріалу на виході екструдера. Компоненти згідно з винаходом у цілому виконані у вигляді вузла, що модульно обмежується, для обробки тютюнового матеріалу, який містить у собі листковий тютюновий матеріал. Іншими словами, агрегат для підготовки тютюну являє собою, з одного боку, модуль у мінімально необхідній формі, але з іншої сторони також з опціональними компонентами, тобто окрему, замкнену саму по собі одиницю, яка дозволяє гнучке використання і гнучке керування, а також просторовий зсув. Завдяки такому модульному виконанню одержують компактні агрегати для підготовки тютюну, які можуть використовуватися скрізь, і, насамперед, також з можливістю їх відправлення морським шляхом. У розширеній формі здійснення, але усе ще в модульній збірці (у відповідних окремих вузлах, які завжди можуть комбінуватися тим же або аналогічним способом і, тим самим, утворюють просторовий вузол) агрегат для підготовки тютюну містить у собі щонайменше один з наступних компонентів: накопичувач, що передує дозуючому транспортеру (1) тютюнового матеріалу, і наступний після екструдера охолоджувальний пристрій (4) для екструдованого тютюнового підготовчого продукту. Звичайно, агрегат для підготовки тютюну може бути виконаний таким чином, що він підходить для здійснення способу підготовки тютюну, як він був описаний вище в різних формах здійснення. Насамперед, для цього підготовляють відповідні частини агрегату або ж частини пристрою, які необхідні для здійснення технологічних кроків. У тому ж сенсі запропонована установка з декількох агрегатів для підготовки тютюну виконана підходящою для одного із способів, як вони були пояснені вище відносно «декількох процесів екструзії». При цьому можна передбачити один агрегат для кожного процесу екструзії і збирати тютюнові підготовчі продукти агрегатів для переробки в процесі виробництва курильних виробів, перш за все, зібрати на транспортері (стрічковому транспортері, жолобчастому транспортері і т.п.). Для кожного агрегату згідно з винаходом може бути передбачений накопичувач тютюнового матеріалу з відповідно іншим вхідним матеріалом або іншою комбінацією вхідних матеріалів, при цьому вхідний матеріал або комбінація вхідних матеріалів може містити в собі, насамперед, один з наступних матеріалів або їх комбінацію: листковий тютюновий матеріал «Берлі», листковий тютюновий матеріал «Вірджинія», листковий тютюновий матеріал східної групи, матеріал жилок тютюнового листка. Вказаний агрегат або агрегати установки агрегатів згідно кращим запропонованим формам здійснення відрізняються щонайменше однією з наступних ознак: щонайменше один з накопичувачів тютюнового матеріалу є бункером, перш за все встановленим на висоті бункером, з якого тютюновий матеріал видається вниз під дією сили тяжіння, дозуючий транспортер є шнековим транспортером, екструдер є шнековим екструдером з регульованим ріжучим щілинним виходом, охолоджувальний пристрій є охолоджувачем для стрічкового транспортера, тютюновий підготовчий продукт відводиться від відповідного агрегату за допомогою стрічкового транспортера, і, за необхідності, продукти декількох агрегатів збираються на стрічковому транспортері. 3 UA 99676 C2 5 10 15 20 25 30 35 40 45 50 55 60 У своїй самій загальній формі даний винахід належить до пристрою для виробництва курильних виробів або ж цигарок з агрегатом або установкою агрегатів, як вони були описані вище в різних формах здійснення. Агрегат або установка агрегатів при цьому в якості модуля підготовки тютюну (первинний модуль) передують апарату для виробництва цигарок (вторинний модуль або машина для виробництва цигарок), перш за все, безпосередньо передують в місці стикування. Тут представляється універсальна і оптимальна можливість використання або ж керування технологією модульної підготовки тютюну згідно із запропонованим винаходом з усіма своїми перевагами. Обладнання для модульної підготовки тютюну завдяки малій займаній площі і своїй високій пропускній здатності, перш за все, також через широкі можливості настройки відносно якості і кількості кінцевого продукту (кондиціонування в екструдері), може відправлятися морським шляхом куди завгодно і використовуватися замість раніше необхідних установок для підготовки тютюну, що займають великі площі. Перш за все, воно може відправлятися морським шляхом, наприклад, у країни, які виробляють тютюн, де, за вищевказаними причинами, можна також відмовитися від молотильного пристрою, так що виробництво може здійснюватися значно швидше, вигідніше і займати менше місця. За своєю основною концепцією і у своїх різних формах здійснення запропонована технологія підготовки тютюну реалізує наступні ознаки: Технологічні кроки звичайної підготовки тютюну комбінуються або повністю видаляються, і додатково можна відмовитися від закритого об'єму будівлі (площі будівлі) завдяки «ущільненому способу роботи». Профіль вологості може одночасно варіюватися при проходженні між вологістю при поставці і вологістю при обробці до максимально 25 %, що, звичайно, суттєво знижує витрати енергії і кількість виникаючих вторинних парів і відпрацьованих газів. Крім того, виключаються істотні обмеження відносно вибору вихідних матеріалів, можна використовувати навіть цілий листок. Технологічні кроки, від яких можна відмовитися або ж замінити, в основному є щонайменше одним з нижче перерахованих: процес видалення жилок в "Green Leaf Threshing Plant", оскільки в принципі можлива обробка цілих листків, типові лінії кондиціювання і різки, технологічне обсмажування «Берлі» (подвійна сушка), сушка тютюну за рахунок контакту з теплими (гарячими) поверхнями в барабанах або ж за рахунок конвекції у повітряних сушарках, сушарках з псевдозрідженим шаром або за рахунок ємнісної сушки в шнекових транспортних елементах, таких як екструдери, і апарати для введення амортизуючих компонентів. З інфраструктури цигаркової фабрики, в основному за продуктивністю, виключаються установки, які підкоряються законам про емісії, наприклад, такі, як установки для видалення пилу, установки обробки вторинних парів і установки для переробки стокових вод. Далі винахід описується докладніше на основі різних форм здійснення і з посиланням на фігури, що додаються. Він може включати описані тут ознаки як окремо, так і в будь-якій комбінації і розумітися як спосіб, пристрій або використання відповідних, таких, що являються співвідносними ознак. На доданих кресленнях показані: Фігура 1 схематичне зображення запропонованого екструзійного модуля для підготовки тютюну, Фігура 2 варіанти запропонованої установки агрегатів в табличній формі, Фігура 3 декілька запропонованих агрегатів підготовки тютюну для різних тютюнових матеріалів, включених разом в один виробничий модуль, Фігура 4 схематичне зображення об'єднання запропонованого модуля підготовки тютюну з машиною для виробництва цигарок в одну установку для виробництва цигарок або ж цигаркову фабрику, і Фігура 5 звичайна підготовка тютюну для різних тютюнових матеріалів у вигляді технологічної схеми, на яку наводиться посилання спочатку при поясненні рівня техніки. У формі здійснення, яка показана на фіг. 1, вузол, що обробляє, тобто екструзійний модуль, має наступні компоненти: бункер, що змішує 1, у якому з тютюнового матеріалу створюється завантажувальна партія і при цьому формулюється рецепт, що дозує шнек 2, виконує дозування за обсягом або ж по масі і виводить тютюновий матеріал з бункера 1, екструдер 3, в який подається дозований тютюновий матеріал і в якому виконуються наступні кроки: кондиціювання з водою /паром, при необхідності додатково обробка поверхні, ущільнення, змішування, нагрівання, витримування, утворення смаку, внесення компонентів, що амортизують, формування з нарізаних по довжині тютюнових волокон тютюнових порцій з термічною сушкою при одночасному відновленні природньої здатності заповнювати форму за рахунок розширення до тиску навколишнього середовища. 4 UA 99676 C2 5 10 15 20 25 30 35 40 45 50 55 60 Нарешті, весь модуль також має охолоджувальний вузол 4, який слугує для фіксації структури і екстракції пару, що залишився. Що стосується бункера 1, що змішує, то завантаження цього бункера цілими пакувальними одиницями може виконуватися або за допомогою машини, яка ріже, або за допомогою дробарки перед входом у бункер, що змішує. Крім того, попередньо розділений у такий спосіб насипний продукт може потім у бункерній мішалці гомогенізуватися і оброблятися далі. Відносно екструдера слід зазначити, що він може мати напірну камеру, що обігрівається, яка може мати вхід тютюнового матеріалу з боку низького тиску і вихід тютюнового матеріалу з напірної сторони, а також транспортуючий пристрій (стопорний шнек для транспортування тютюнового матеріалу від входу до виходу). Вихід тютюнового матеріалу має перетин каналу проходження (визначений щілиною + профілем) для проходу тютюнового матеріалу зі зменшенням тиску, а поперечний переріз каналу проходження переважно має щілинні стінки, що зміщаються відносно одна одної, які можуть бути шорсткуватими або мати профілювання. Крім того, щілинні стінки виконані з можливістю переміщення одна від одної і одна до одної, бути попередньо зміщені до закритого стану щілини і бути переміщуваними на стаціонарну або фіксовану регульовану відстань відносно одна одної (0,01 мм - 2 мм). Шорсткості можуть бути жолобами або хрестовим профілем, а щілина може бути кільцевою, циліндричною або конусною, щілинні стінки яких можуть переміщатися вперед-назад, насамперед відносно одна одної, безупинно або періодично. Шнек екструдера в області виходу може мати розв'язку для зменшення об'єму камери, насамперед дегресивні кроки черв'яка або прогресивні вали екструдера, і в напірній камері існує можливість розташування механічних засобів для попереднього здрібнювання або ж засобів для попереднього розщеплення на волокна. На напірній камері можуть бути передбачені вхідні отвори для засобів кондиціювання або засобів обробки поверхні або ж пару. Фігура 2, що додається, показує огляд запропонованих варіантів в табличній формі і кількістю необхідних екструдерів (екструзійних гнізд або ж модулів). Якщо використовується цілий листок без спеціалізації тютюну, то необхідний щонайменше один екструдер. Тоді рецепт змішування, як показано на фігурі 1, реалізується у бункері екструзійного модуля, і технологічно не розрізняють між, наприклад, сортами тютюну «Вірджинія», «Берлі», тютюном східної групи і жилками. У випадку використання цілого листка частка утворюючої структуру целюлози відповідає природному вмісту в листку і тому оцінюється як особливо бажана відносно властивостей продукту. Можливі форми здійснення, у яких відбувається роздільна екструзійна обробка різних тютюнових матеріалів або ж сортів листкового матеріалу, і в другому рядку на фігурі 2 показаний варіант, у якому використовується обмолочений тютюн, тобто жилки і листковий матеріал обробляються роздільно. Для цього необхідні щонайменше два екструдера, і може бути встановлена різна ширина різання для жилок і листкового матеріалу або ж бути обрані різні варіанти обробки поверхні. Якщо відповідно третьому і четвертому варіанту на фігурі 2 необхідно зберегти класичну спеціалізацію ліній, то необхідно від трьох до чотирьох екструзійних модуля, а саме для сортів тютюну «Берлі», «Вірджинія», тютюну східної групи і жилок. Перевага такого підходу полягає в тому, що спеціалізація може бути передбачена за рахунок різних технологічних параметрів і додатків обробки поверхні та інших параметрів (підсмажування «Берлі» в екструдері і т.п.). Якщо жилки і «Берлі» обробляються роздільно, але «Вірджинія» і тютюн східної групи разом, то необхідно щонайменше три екструдера, якщо жилки, «Берлі», «Вірджинія» і тютюн східної групи обробляються роздільно, то необхідно щонайменше чотири екструдера і винахід представляє стандартну обробку тютюну, однак з екструдерними модулями і відповідною економією місця і усіма іншими запропонованими перевагами, які вже були описані. Звичайно, можливі комбінації, наприклад, такі як роздільна обробка жилок і листкового матеріалу, при цьому сорти тютюну «Берлі», «Вірджинія» і тютюн східної групи обробляються разом в екструзійному модулі. Одна з вищезгаданих версій представлена на фігурі 3, при цьому модуль 10 обробки жилок, модуль 20 обробки тютюну «Вірджинія»/ «Берлі» і модуль 30 для тютюну східної групи виконують відповідно запропоновану екструзійну підготовку тютюну, і потім екструдований продукт відповідно за допомогою транспортерів 15, 25 і 35 може бути поданий на загальний транспортер 50, який потім утворює місце перетинання для подальшого виробництва цигарок або ж для машини для виробництва цигарок. На фігурі 4 загалом показаний пристрій для виробництва цигарок або ж «невелика цигаркова фабрика» з екструзійним модулем 40 (бункер 1, дозуючий шнек 2, екструдер 3, транспортер 55, сушарка 4), який безпосередньо передує машині 60 для виробництва цигарок. 5 UA 99676 C2 5 10 15 20 25 30 35 40 При цьому модуль 10 для підготовки тютюну належить до машини для виробництва цигарок (або невеликої групі таких машин) в співвідношенні практично 1:1. За рахунок введення такої запропонованої концепції або ж запропонованої технології модульної підготовки тютюну можна створювати незалежні виробничі модулі для підготовки тютюну і виробництва цигарок, і майбутня фабрика може складатися з безлічі рівних цілому числу таких мініфабрик, як вони показані на фігурі 4. За рахунок цієї концепції досягається максимальна гнучкість виробництва цигарок або ж курильних виробів. Приведення продуктивності відносно пропускної здатності тютюну у відповідність потребам машини для виробництва цигарок (виробнича потреба) може виконуватися або за допомогою дозуючого транспортера самого екструдера (малий діапазон регулювання за рахунок варіювання числа оборотів), або за рахунок кількості екструдерів у бункері (великий діапазон регулювання за рахунок мультиплікації основного вузла). Тим самим, може бути також задіяний і вузол введення ароматизуючих компонентів, наприклад, така, що зарекомендувала себе онлайн-ароматизація під час виробництва цигарок. Але вона також може вироблятися і попередньо в барабані для введення ароматизуючих компонентів разом зі змішуванням матеріалу, перш ніж він буде переданий у тютюновий бункер. Екструзійне гніздо, яке показано на фігурах 3 і 4, наприклад, під номерами 20, 30 або ж 40, може потребувати площі в 15 х 15 м при продуктивності до 1000 кг/г. Узагальнюючи, слід зазначити, що винахід забезпечує підготовку тютюну з економією ресурсів (енергії, виникаючих вторинних парів і т.п.), а саме без попередньої обробки тютюнового матеріалу і з практично 100%-ним виходом сировини у компактному екструзійному модулі. У технологічному прикладі для запропонованої обробки тютюну різні градації тютюну «Вірджинія» підготовляють у формі жилок і змішують згідно з рецептом у бункері 1 з ріжучими елементами, що змішують, для волокнистого рослинного матеріалу без зволоження. Розмір завантажувальної партії при цьому визначається в 4000 кг. Під час змішування додатково береться до уваги роздрібнення чутливого до ушкоджень листкового матеріалу. Виникаючий при цьому пил слугує для стабілізації технологічного процесу. При цьому може бути цілком кращим зробити також і тютюновий пил або інші дрібні тютюнові матеріали з додаткових джерел складовою частиною рецепта. Підготовлена таким чином завантажувальна партія за допомогою дозуючого шнека 2 подається в екструдер 3 і там, як вже було описано, з неї формується волокнистий тютюновий продукт. При цьому вихід готового продукту становить практично 100 %. За рахунок миттєвого розширення виникають привабливі параметри здатності заповнення форми в 5,1 мл/г, і візуально продукт неможливо відрізнити від класичного продукту. Пил або ж інші дрібні тютюнові елементи під час процесу ущільнення і екструзії схоплюються з виникаючим волокнистим тютюновим матеріалом, що приводить до високого виходу матеріалу. Випущені цигарки мають високу якість і без проблем відповідають за якістю технології класичної підготовки тютюну. Більше того, візуально їх неможливо відрізнити від цигарок, для яких застосовувалася технологія класична підготовка тютюну. Твердість цигарок при запропонованій підготовці тютюну навіть покращена, а саме зменшена. Тобто даний винахід дозволяє створити бездоганний курильний продукт з усіма названими перевагами відносно керування технологією підготовки тютюну, її продуктивності, а також економії займаного місця, енергії і установок. 45 ФОРМУЛА ВИНАХОДУ 50 55 60 1. Спосіб підготовки тютюну, в якому листковий тютюновий матеріал попередньо обробляють за рахунок щонайменше одного процесу екструзії, при якому виконують наступні кроки: - кондиціювання з водою/парою, - ущільнення, змішування, нагрівання, витримування, утворення смаку, внесення амортизуючих компонентів, - формування з нарізаних за довжиною тютюнових волокон тютюнових порцій та - миттєве сушіння матеріалу при зниженні тиску на виході екструдера. 2. Спосіб за п. 1, де до листкового тютюнового матеріалу додають матеріал жилок тютюнового листка. 3. Спосіб за п. 1 або п. 2, який включає щонайменше один процес екструзії, під час якого екструдують тютюновий матеріал з декількох компонентів. 4. Спосіб за п. 1 або п. 2, в якому щонайменше одним з процесів екструзії обробляють матеріал жилок тютюнового листка. 6 UA 99676 C2 5 10 15 20 25 30 5. Спосіб за п. 4, в якому екструзійні процеси здійснюють паралельно. 6. Спосіб за п. 4 або п. 5, в якому щонайменше один процес екструзії для листкового тютюнового матеріалу поєднують з процесом екструзії для матеріалу жилок тютюнових листків. 7. Агрегат для здійснення способу за п. 1, який включає: дозуючий транспортер (2) і екструдер (3), що містить засоби для забезпечення: - кондиціювання з водою/парою, - ущільнення, змішування, нагрівання, витримування, утворення смаку, внесення амортизуючих компонентів, - формування з нарізаних за довжиною тютюнових волокон тютюнових порцій та - миттєвого сушіння матеріалу при зниженні тиску на виході екструдера. 8. Агрегат за п. 7, який відрізняється тим, що додатково має накопичувач, що передує дозуючому транспортеру (1) тютюнового матеріалу, або охолоджувальний пристрій (4), що розташований після екструдера. 9. Установка з агрегатів (10, 20, 30) для здійснення способу за пп. 1-7, яка для процесу екструзії включає щонайменше один з агрегатів (10, 20, 30) і транспортер (50) для збирання тютюнових виробів для подальшої обробки їх в процесі виробництва курильних виробів. 10. Установка за п. 9, яка відрізняється тим, що кожний агрегат додатково має накопичувач (1) тютюнового матеріалу з відповідно іншим вхідним матеріалом або іншою комбінацією вхідних матеріалів. 11. Агрегат або установка агрегатів за одним з пп. 7-10, який/яка відрізняється щонайменше однією з наступних ознак: - щонайменше один з накопичувачів (1) тютюнового матеріалу є бункером, перш за все встановленим на висоті, з якого тютюновий матеріал видається вниз під дією сили тяжіння, - дозуючий транспортер (2) є шнековим транспортером, - екструдер (3) є шнековим з регульованим ріжучим щілинним виходом, - охолоджувальний пристрій (4) є охолоджувачем для стрічкового транспортера. 12. Пристрій для виробництва курильних виробів або ж цигарок, що включає агрегат за п. 7 або установку агрегатів за п. 9, причому агрегат або установка агрегатів як модуль підготовки тютюну або первинний модуль передує машині для виробництва цигарок або ж вторинному вузлу, перш за все безпосередньо в місці стикування. 7 UA 99676 C2 8 UA 99676 C2 9 UA 99676 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod, a device and an arrangement of devices for tobacco preparation and a device for manufacturing a smoking article or a cigarette
Автори англійськоюFranke, Dietmar, Schmerel, Gerald
Назва патенту російськоюСпособ, агрегат и установка из агрегатов для подготовки табака и устройство для производства курительных изделий или сигарет
Автори російськоюФранке Дитмар, Шмерель Геральд
МПК / Мітки
МПК: B29C 47/00, A24B 3/00
Мітки: цигарок, курильних, виробництва, виробів, установка, пристрій, спосіб, тютюну, агрегатів, підготовки, агрегат
Код посилання
<a href="https://ua.patents.su/12-99676-sposib-agregat-jj-ustanovka-z-agregativ-dlya-pidgotovki-tyutyunu-ta-pristrijj-dlya-virobnictva-kurilnikh-virobiv-abo-cigarok.html" target="_blank" rel="follow" title="База патентів України">Спосіб, агрегат й установка з агрегатів для підготовки тютюну та пристрій для виробництва курильних виробів або цигарок</a>
Спосіб переробки дрібних частинок тютюну та курильний виріб
Номер патенту: 89980
Опубліковано: 25.03.2010
Автори: Лінк Маттіас, Шмекель Геральд, Елінг Уве
МПК: A24B 3/00
Мітки: курильний, переробки, виріб, частинок, дрібних, тютюну, спосіб
Формула / Реферат:
1. Спосіб переробки дрібних частинок тютюну для підготовки тютюну, придатного для виготовлення заповнювача курильного виробу з матеріалу, який підлягає переробці, що включає наступні стадії:a) піддання тютюну, який містить дрібні частинки тютюну і тютюнового матеріалу, дії підвищеного механічного тиску для забезпечення міцного зчеплення дрібних частинок тютюну з тютюновим матеріалом, де тютюнові матеріали суттєво більше, ніж дрібні...
Пачка для курильних виробів, коробка для пачок курильних виробів та блок заготовок пачки для курильних виробів
Номер патенту: 99144
Опубліковано: 25.07.2012
Автори: Гібсон Поль, Стівенсон Дерріл
МПК: B65D 85/10
Мітки: пачки, виробів, блок, пачка, пачок, заготовок, курильних, коробка
Формула / Реферат:
1. Пачка (10) для курильних виробів, що включає перше відділення (12) для розміщення декількох курильних виробів, розташованих паралельно один одному, що має отвір (24) на першому кінці, через який курильні вироби можуть бути витягнуті уздовж напрямку, паралельного їхнім поздовжнім осям, і поворотний клапан (38), розміщений усередині другого кінця першого відділення з протилежного першому кінцю боку, який при повороті стикається з кінцем...
Спосіб створення сортів тютюну для механізованого збирання та стійких до тютюнової тлі і трипсу
Номер патенту: 3740
Опубліковано: 15.12.2004
Автори: Діденко Тетяна Володимирівна, Діденко Володимир Павлович
МПК: A01H 1/04
Мітки: створення, сортів, тютюну, збирання, механізованого, стійких, тлі, трипсу, тютюнової, спосіб
Формула / Реферат:
Спосіб створення сортів тютюну, придатних для механізованого збирання та стійких до тютюнової тлі і трипсу, що включає схрещування і добори гібридів, який відрізняється тим, що проводять схрещування тютюну з амфідиплоїдом (N. sylvestris X N. tomentosa) з подальшим насичуючим схрещуванням їх з сортом тютюну Дюбек 44 і білолистим сортом Великолистий Б-3 та багаторазовими доборами.
Спосіб та установка для прискореного сушіння, охолодження та повторного зволоження тютюну
Номер патенту: 44351
Опубліковано: 15.02.2002
Автори: Сутс Карлтен А., Корте Кевін Р., Рівіер Ентені Дж.
МПК: A24B 3/00
Мітки: зволоження, тютюну, установка, повторного, охолодження, прискореного, сушіння, спосіб
Формула / Реферат:
1. Спосіб прискореного сушіння, охолодження та повторного зволоження тютюну, який включає транспортування тютюну заздалегідь заданим маршрутом, що має щонайменше дві зони обробки, який відрізняється тим, що транспортування здійснюють на нескінченній транспортерній стрічці з утворенням на ній шару тютюну заданої товщини, тютюн, розташований на транспортерній стрічці, переміщують через сушарку і на стрічці за допомогою гарячого повітря, що...
Пристрій для виготовлення стрижнеподібних курильних виробів
Номер патенту: 91206
Опубліковано: 12.07.2010
Автори: Іноує Акіхіро, Сендо Макото, Ватанабе Томоіті, Янагі Тосіо, Такеуті Манабу
Мітки: виготовлення, курильних, пристрій, виробів, стрижнеподібних
Формула / Реферат:
1. Пристрій для виготовлення стрижнеподібних курильних виробів, який містить: секцію формування, що включає шлях формування, для формування шару матеріалу, що складається з частинок курильного матеріалу, на шляху формування і подачі шару матеріалу по шляху формування, і пару напрямних елементів, розташованих в завершальній кінцевій частині шляху формування, для направляння обох сторін шару матеріалу; секцію загортання, що включає шлях...
Попередній патент: Спосіб прогнозування плоїдності рослин у культурі in vitro
Наступний патент: Кривошипно-кулачково-повзунний механізм
Випадковий патент: Пристрій для виготовлення агарового блока подвійної імунодифузії