Спосіб виготовлення паперових теплоізоляційних контейнерів
Формула / Реферат
1. Спосіб виготовлення теплоізоляційних паперових контейнерів шляхом покриття паперу шаром плівки та наступного безперервного покриття іншої поверхні паперу спінювальним матеріалом шляхом розпилення, нанесення валиком або способом кольорового друку, згортання паперу після висихання, розрізання паперу на заготовку-напівфабрикат та наступного формування паперового контейнера з цієї заготовки, або шляхом формування паперового контейнера з паперу, покриття зовнішньої поверхні паперового контейнера спінювальним матеріалом, нагрівання спінювального матеріалу до такого ступеня, щоб його спінювання відбувалось безпосередньо на поверхні паперу, в результаті чого зовнішня поверхня паперового контейнера набуває теплоізоляційних властивостей; вказаний спосіб включає:
змішування поліетилен терефталату або поліпропілену з клеючою речовиною та перемішування їх для утворення полімерного матеріалу,
нагрівання та екструзію вказаного полімерного матеріалу в екструдері для утворення плівки, покриття поверхні паперу отриманою плівкою з метою створення шару плівки, що служить внутрішньою поверхнею паперового контейнера,
охолодження паперу, вкритого плівкою, та ламінування його за допомогою ламінуючого вала,
миттєве нагрівання спінювального матеріалу на зовнішній поверхні паперового контейнера за допомогою нагрівального пристрою шляхом безпосереднього контакту нагрівального пристрою зі спінювальним матеріалом, а також розташування нагрівального пристрою впритул до внутрішньої поверхні паперового контейнера щоб відразу її нагріти без контакту з нею, завдяки чому спінювання спінювального матеріалу відбувається швидше, більш рівномірно, а шар плівки не зазнає пошкодження дією високої температури під час нагрівання,
відокремлення паперового контейнера від нагрівального пристрою одразу після вспінювання.
2. Спосіб за п. 1, який відрізняється тим, що клеючою речовиною є поліуретанова смола на олійній основі, а вага поліуретанової смоли становить від 5 % до 20 % від загальної ваги полімерного матеріалу.
3. Спосіб за п. 1, який відрізняється тим, що обидві поверхні паперу покривають плівкою, одну з поверхонь паперу додатково покривають стикувальним матеріалом, а потім з цього паперу формують паперовий контейнер.
4. Спосіб за п. 1, який відрізняється тим, що температура нагрівання для формування пінопласту на етапі нагрівання спінювального матеріалу за допомогою нагрівального пристрою знаходиться в діапазоні від 80 °C до 200 °C; в альтернативному варіанті вказана температура нагрівання перевищує 200 °C.
5. Спосіб за п. 1, який відрізняється тим, що тривалість процесу формування пінопласту на етапі нагрівання спінювального матеріалу за допомогою нагрівального пристрою становить від 1 до 5 секунд.
6. Спосіб за п. 1, який відрізняється тим, що внутрішню поверхню нагрівального пристрою виготовляють у формі, яка відповідає формі зовнішньої поверхні паперового контейнера і формі внутрішньої поверхні паперового контейнера, і нагрівальний пристрій адаптують для покриття стикувальним матеріалом зовнішньої поверхні паперового контейнера та для розташування всередині паперового контейнера.
7. Спосіб за п. 1, який відрізняється тим, що в нагрівальний пристрій встановлюють один з пристроїв, передача тепла в яких здійснюється нагрівальними дротами, інфрачервоними лампами або теплопровідниками.
8. Спосіб за п. 1, який відрізняється тим, що нагрівальний пристрій розташовують після останньої секції конвеєрної лінії формування паперового контейнера таким чином, щоб нагрівальний пристрій виконував один з процесів, які включають покриття ним зовнішньої поверхні паперового контейнера, введення його всередину паперового контейнера, одночасне накривання ним зовнішньої поверхні паперового контейнера та введення його всередину паперового контейнера.
Текст
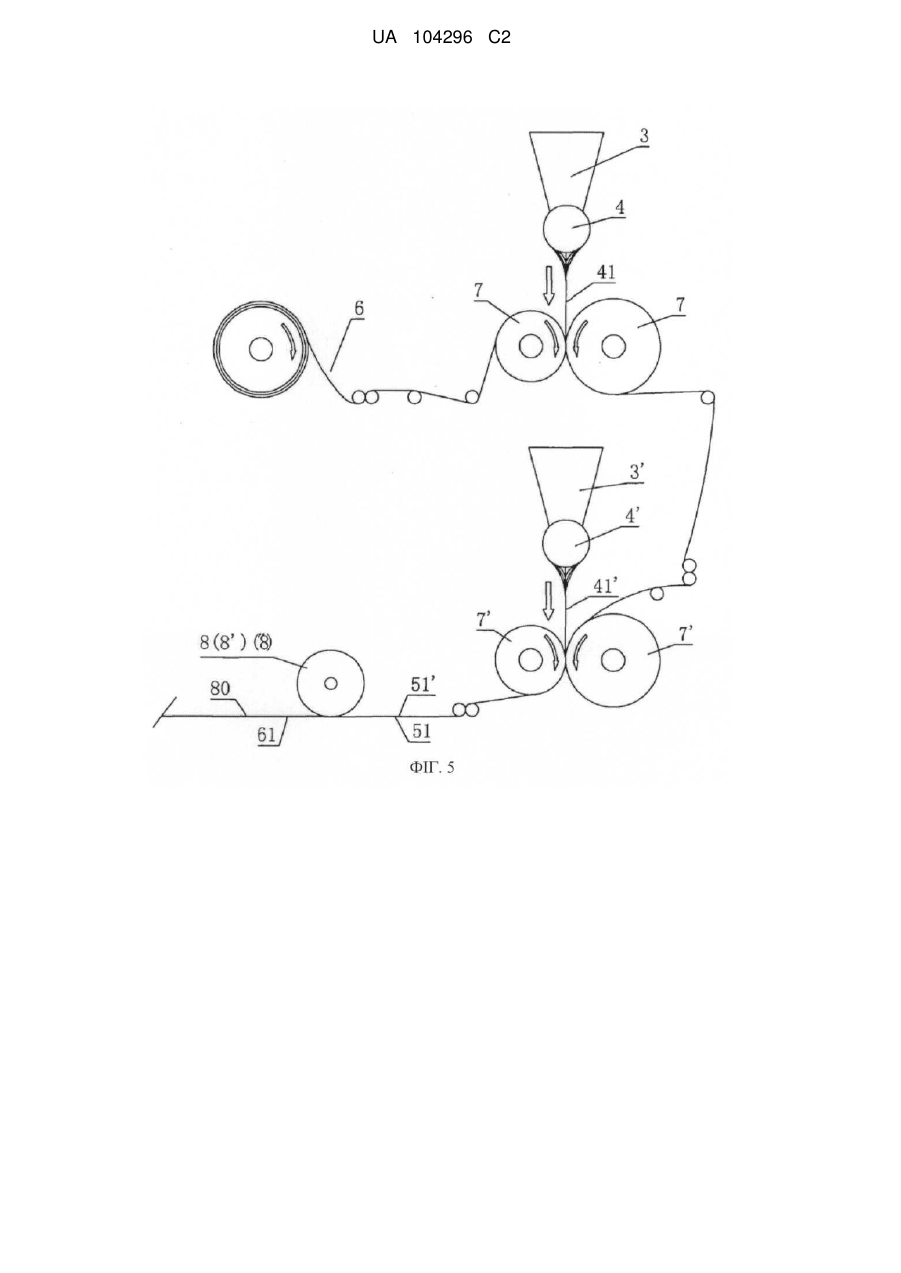
Реферат: Даний винахід розкриває спосіб виготовлення теплоізоляційних паперових контейнерів та інших аналогічних продуктів. Спосіб включає етапи: (а) змішування поліетилен терефталату або поліпропілену з клеючою речовиною та перемішування їх для утворення полімерного матеріалу; (б) нагрівання та екструзії полімерного матеріалу в екструдері для утворення плівки та покриття цією плівкою поверхні паперу; (в) охолодження паперу та ламінування його ламінуючим валом; (г) безперервного покриття іншої поверхні паперу спінювальним матеріалом; та наступного згортання паперу після висихання; і розрізання паперу на заготовкунапівфабрикат та подальше формування з нього паперового контейнера; (д) нагрівання спінювального матеріалу нагрівальним пристроєм. Спосіб за даним винаходом може підвищити рівномірність формування пінопласту та швидкість виготовлення, а також знизити відсоток браку. UA 104296 C2 (12) UA 104296 C2 UA 104296 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь винаходу Даний винахід належить до способу виготовлення паперових контейнерів, зокрема, способу виготовлення теплоізоляційних паперових контейнерів, нагрівального пристрою для цього способу, а також теплоізоляційних паперових контейнерів, виготовлених за цим способом, який відноситься до галузі переробки сировини. Рівень техніки Раніше заявник розкрив спосіб виготовлення теплоізоляційних контейнерів, як показано в TWM 271364, в якому рідку клеючу речовину та терморозширювальний порошок перемішують для утворення покривної суміші; потім цією покривною сумішшю покривають паперовий контейнер, або покривають цією сумішшю напівпродукт, а потім формують з нього паперовий контейнер; а після цього нагрівають покривну суміш при температурі в діапазоні від 100 °C до 140 °C, внаслідок чого відбувається спінювання покривної суміші і утворюється шар пінопласту, приклеєний до зовнішньої поверхні паперового контейнера. В результаті паперовий контейнер стає теплоізоляційним і захищеним від нагрівання. Проте, внутрішня плівка паперового контейнера вкрита поліетиленом. Прагнення уникнути пошкодження цієї внутрішньої плівки високою температурою призводить до введення обмежень на температуру нагрівання і на покривну суміш. Крім того, температура нагрівання і покривна суміш мають відповідати одне одному, щоб отримати потрібний теплоізоляційний паперовий контейнер. До того ж, існуючі теплоізоляційні паперові контейнери покриті шаром пінопласту, основою суміші для якого є термопластична синтетична смола з низькою температурою плавлення. 3 Внаслідок різниці між густиною смоли (0,91-0, 95 г/см ) та товщиною спінювального шару до його спінювання, температура плавлення спінювального шару має знаходитись в діапазоні від 105 °C до 135 °C. Але для досягнення такої температури плавлення знадобиться від 2 до 4 хвилин. Іншими словами, спінювання протягом такого часу є неекономічним. Сутність винаходу Даний винахід має на меті усунути, або, щонайменше, пом'якшити наступні недоліки: (1) При виробництві вищезгаданого паперового контейнера існує обмеження на типи покривної суміші. Якщо для спінювання покривної суміші необхідна висока температура або значна тривалість процесу, то внутрішню плівку паперового контейнера буде пошкоджено до утворення шару пінопласту, в результаті чого паперовий контейнер зазнає деформації, а з внутрішньої плівки будуть виділятись токсичні матеріали. (2) Внутрішню плівку традиційних паперових контейнерів покрито поліетиленом. Проте, поліетилен не можна нагрівати в мікрохвильовій печі або духовці, інакше внутрішню плівку буде пошкоджено, а потім виділяться токсичні матеріали. В результаті вищевказаного традиційні паперові контейнери не є безпечними і дружніми до навколишнього середовища. (3) Пінопластовий шар зовнішньої поверхні традиційних теплоізоляційних паперових контейнерів часто отримують з термопластичної синтетичної смоли з низькою температурою плавлення. Спінювання такої смоли потребує тривалого часу, тому внутрішня плівка паперових контейнерів схильна до пошкодження та виділення токсичних матеріалів. (4) Якщо внутрішню плівку вказаних паперових контейнерів вкрито стійким до високої температури матеріалом, то така плівка не зазнає пошкодження протягом процесу спінювання. Проте, процес нагрівання спіненого шару потребує тривалого часу, тому швидкість виготовлення знижується, а вартість виготовлення підвищується. (5) Оскільки в традиційних теплоізоляційних паперових контейнерах не вдається досягти однорідності при утворенні спіненого шару, такі паперові контейнери зазнають деформації при нагріванні в печі. В результаті, відсоток браку таких теплоізоляційних контейнерів є високим. Для усунення вказаних недоліків даний винахід пропонує спосіб виготовлення теплоізоляційних паперових контейнерів, який включає наступні етапи: а) змішування і перемішування поліетилен терефталату або поліпропілену з клеючою речовиною для формування полімерного матеріалу; б) нагрівання та екструзію цього полімерного матеріалу в екструдері для формування плівки, а також покриття поверхні паперу цією плівкою; в) охолодження та ламінування паперу ламінуючим валом; г) безперервне покриття іншої поверхні паперу, яка не вкривається цією плівкою, матеріалом для спінювання шляхом нанесення розпиленням, нанесення валиком або способом кольорового друку, далі - згортання паперу після висушування, а після цього - розрізання паперу на заготовки-напівфабрикати та формування з них паперового контейнера; або, в альтернативному варіанті - формування паперового контейнера з паперу та наступне покриття його зовнішньої поверхні матеріалом для спінювання; 1 UA 104296 C2 5 10 15 20 25 30 35 40 45 50 55 60 д) нагрівання спінювального матеріалу за допомогою нагрівального пристрою з метою формування пінопласту, що завершує процес виготовлення теплоізоляційного паперового контейнера. З метою вдосконалення можна обидві поверхні паперу покрити плівкою, а потім сформувати паперовий контейнер з цього паперу. Клеюча речовина з етапу а) є поліуретановою смолою на олійній основі, вага цієї поліуретанової смоли становить від 5 % до 20 % від загальної ваги полімерного матеріалу. На етапі д) температура нагрівання для формування пінопласту знаходиться в діапазоні від 80 °C до 200 °C; в альтернативному варіанті температура нагрівання перевищує 200 °C. А формування пінопласту процесом нагрівання триває від 1 до 5 секунд. Формування пінопласту нагріванням полягає в тому, що зовнішню поверхню паперового контейнера накривають нагрівальним пристроєм, спінювальний матеріал нагрівають з метою миттєвого спінювання цього матеріалу шляхом безпосереднього притискання нагрівального пристрою до спінювального матеріалу або розташування його в безпосередній близькості, після чого, відразу ж після спінювання паперовий контейнер відділяють від нагрівального пристрою; в альтернативному варіанті нагрівальний пристрій розташовують якнайближче до внутрішньої поверхні паперового контейнера з метою миттєвого нагрівання внутрішньої поверхні, не торкаючись її, в результаті чого матеріал на зовнішній поверхні миттєво спінюється під дією тепла, переданого від внутрішньої поверхні, а відразу ж після спінювання паперовий контейнер відділяють від нагрівального пристрою. На етапі д) внутрішню поверхню нагрівального пристрою формують відповідно до форми зовнішньої поверхні паперового контейнера, і нагрівальний пристрій адаптовано для того, щоб він міг накривати спінювальний матеріал на зовнішній поверхні паперового контейнера; в альтернативному варіанті зовнішня поверхня нагрівального пристрою формується відповідно до форми внутрішньої поверхні паперового контейнера, і нагрівальний пристрій адаптовано для того, щоб він міг розташовуватись всередині паперового контейнера; при цьому нагрівальний пристрій обладнано нагрівальними елементами у вигляді нагрівальних дротів, інфрачервоних ламп або теплопровідників, що дає можливість здійснювати процес теплопередачі. Для підвищення продуктивності процесу виробництва нагрівальний пристрій можна розташовувати після останньої секції конвеєрної лінії, на якій здійснюється процес формування контейнера, в результаті цього нагрівальний пристрій виконує один з процесів, який включає покриття зовнішньої поверхні паперового контейнера, вхід всередину паперового контейнера та покриття зовнішньої поверхні і одночасний вхід всередину паперового контейнера. Таким чином, виготовлення теплоізоляційних паперових контейнерів може здійснюватись ефективно і автоматично. 1. Даний винахід полягає в змішуванні і перемішуванні поліетилен терефталату або поліпропілену з клеючою речовиною з метою формування полімерного матеріалу; в екструзії і нагріванні полімерного матеріалу за допомогою екструдера з метою формування плівки, та в наступному покритті поверхні паперу цією плівкою; в охолодженні і ламінуванні паперу за допомогою ламінуючого валу, в результаті чого отримують папір, покритий шаром з плівки поліпропілену або поліетилен терефталату; в наступному безперервному покритті іншої поверхні паперу матеріалом для спінювання і в формуванні паперового контейнера з цього паперу; в альтернативному варіанті - в формуванні паперового контейнера з паперу з наступним покриттям зовнішньої поверхні паперового контейнера матеріалом для спінювання; в нагріванні спінювального матеріалу до температури, яка відповідає типу спінювального матеріалу, при цьому властивості спінювального матеріалу не погіршуються при температурі вище 200 °C, тому для нагрівання спінювального матеріалу, нанесеного на зовнішню поверхню паперового контейнера з метою утворення пінопластового шару, потрібен короткий проміжок часу. Внутрішня плівка паперового контейнера покрита поліетилен терефталатом або поліпропіленом, якому не шкодить висока температура. Внаслідок цього, він є безпечним та дружнім до навколишнього середовища. 2. Обидві поверхні паперу можна покритими шаром з плівки поліетилен терефталату або поліпропілену, а одну поверхню ще покрити шаром спінювального матеріалу, після чого з цього паперу формують паперовий контейнер. Таким чином, спінювальний матеріал комбінується з плівкою поліетилен терефталату або поліпропілену і приклеюється до неї, без здійснення безпосереднього контакту з зовнішньою поверхнею паперового контейнера під час нагрівання. В результаті цього паперовий контейнер не деформується під час нагрівання. 3. В даному винаході нагрівальний пристрій може розташовуватись впритул до зовнішньої поверхні, або до внутрішньої поверхні, або і до зовнішньої поверхні і до внутрішньої поверхні так, щоб миттєво нагрівати спінювальний матеріал, хоч торкаючись його, хоч ні. Потім 2 UA 104296 C2 5 10 15 20 25 30 35 40 45 50 55 60 нагрівальний пристрій відділяють від паперового контейнера після спінювання так, щоб на паперовому контейнері міг швидко сформуватись шар пінопласту. Завдяки цьому виконується однорідне спінювання, а також підвищується ефективність виготовлення. 4. Нагрівальний пристрій за даним винаходом може миттєво нагріти спінювальний матеріал за проміжок часу від 1 до 5 секунд. Таким чином, він дозволяє підвищити швидкість виготовлення та зменшити відсоток браку. Даний винахід можна краще зрозуміти за допомогою наступного опису в поєднанні з поданими у додатку рисунками, де показано (лише з метою ілюстрації) оптимальний варіант (варіанти) втілення даного винаходу. Короткий опис фігур Фіг. 1 представляє блок-схему способу за даним винаходом; На Фіг. 2 схематично показано пристрій (лінію) для виготовлення контейнерів за першим оптимальним варіантом виконання даного винаходу; На Фіг. 3 представлено вигляд у розрізі готового продукту або напівфабрикату за першим оптимальним виконанням даного винаходу; На Фіг. 4 схематично показано блок-схему пристрою (лінії) для виготовлення контейнерів за другим оптимальним варіантом виконання даного винаходу; На Фіг. 5 представлено вигляд у розрізі готового продукту або напівфабрикату за другим оптимальним виконанням даного винаходу; На Фіг. 6 схематично зображено напівфабрикат (заготовку), отриманий за допомогою способу за даним винаходом; На Фіг. 7 та 8 схематично зображено готовий продукт, отриманий за допомогою способу за даним винаходом; На Фіг.9 схематично зображено нагрівальний пристрій за даним винаходом, при цьому зовнішню поверхню контейнера нагріває нагрівальний пристрій, обладнаний нагрівальними елементами у вигляді дротів; На Фіг. 10 схематично зображено нагрівальний пристрій за даним винаходом, при цьому зовнішню поверхню контейнера нагріває нагрівальний пристрій, обладнаний інфрачервоними лампами; На Фіг. 11 схематично зображено нагрівальний пристрій за даним винаходом, при цьому зовнішню поверхню контейнера нагріває нагрівальний пристрій, обладнаний теплопровідниками; На Фіг. 12 схематично зображено контейнер за даним винаходом, при цьому внутрішню поверхню контейнера нагріває нагрівальний пристрій, обладнаний нагрівальними елементами у вигляді дротів; На Фіг. 13 схематично зображено контейнер за даним винаходом, при цьому внутрішню поверхню контейнера нагріває нагрівальний пристрій, обладнаний інфрачервоними лампами; На Фіг. 14 схематично зображено контейнер за даним винаходом, при цьому внутрішню поверхню контейнера нагріває нагрівальний пристрій, обладнаний теплопровідниками; На Фіг. 15 схематично зображено контейнер за даним винаходом, при цьому внутрішню і зовнішню поверхню контейнера нагріває нагрівальний пристрій, обладнаний нагрівальними елементами у вигляді дротів; На Фіг. 16 схематично зображено контейнер за даним винаходом, при цьому внутрішню і зовнішню поверхню контейнера нагріває нагрівальний пристрій, обладнаний інфрачервоними лампами; На Фіг. 17 схематично зображено контейнер за даним винаходом, при цьому внутрішню і зовнішню поверхню контейнера нагріває нагрівальний пристрій, обладнаний теплопровідниками. Детальний опис оптимальних варіантів втілення даного винаходу Зверніться, будь-ласка, до Фіг. 1 та Фіг. 2. Спосіб за даним винаходом включає змішування поліетилен терефталату або поліпропілену 1 з клеючою речовиною 2 та їх перемішування для утворення полімерного матеріалу, при цьому клеюча речовина 2 являє собою поліуретанову смолу на олійній основі, а вага цієї поліуретанової смоли в загальній вазі полімерного матеріалу складає від 5 % до 20 %; нагрівання та екструзію полімерного матеріалу в екструдері 4 для утворення плівки 41, наступне покриття 5 поверхні паперу 6 плівкою 41; охолодження та ламінування 7 паперу 6 за допомогою ламінуючого валу 7, в результаті чого папір покрито шаром плівки поліетилен терефталату або поліпропілену 51; безперервне покриття іншої поверхні паперу 6 спінювальним матеріалом 80 шляхом його розпилення 8, нанесення валиком 8' або способом кольорового друку 8"; наступне згортання 60 паперу після його висихання, після цього - розрізання паперу на заготовку-напівфабрикат 61 та формування з неї паперового 3 UA 104296 C2 5 10 15 20 25 30 35 40 45 50 55 60 контейнера 62; в альтернативному варіанті спосіб включає формування паперового контейнера 62' з паперу, а після цього - покриття зовнішньої поверхні паперового контейнера 62' спінювальним матеріалом шляхом нанесення розпиленням 8, нанесення валиком 8' або способом кольорового друку 8"; миттєве нагрівання Η спінювального матеріалу 80 при температурі, відповідній до типу матеріалу 80. Шар плівки 51 поліетилен терефталату або поліпропілену може витримувати температуру вище 200 °C при нагріванні спінювального матеріалу 80, тому утворення шару пінопласту 801 шляхом спінювання матеріалу 80 відбувається протягом короткого проміжку часу після миттєвого нагрівання Η (як показано на Фіг. 3). А внутрішні поверхні паперових контейнерів 62, 62' покриті шаром плівки 51 поліетилен терефталату або поліпропілену, здатним витримувати високу температуру, тому паперові контейнери 62, 62' є нетоксичними та дружніми до навколишнього середовища. Зверніться, будь-ласка, до Фіг. 1 та Фіг. 3, Фіг. 4, Фіг. 5. Згідно з указаним способом дві поверхні паперу 6 можна відповідно покрити плівкою 51, 51'. Паперовий контейнер можна виготовити шляхом виконання етапів змішування та перемішування 3 поліетилен терефталату або поліпропілену 1, 1' з клеючою речовиною 2, 2' для утворення полімерного матеріалу, як показано на Фіг.4; екструзії цього полімерного матеріалу для формування плівки 41, 41' за допомогою екструдера 4, 4', покриття двох поверхонь напівфабрикату 61 плівкою 41, 41' з метою утворення шару плівки 51, 51'; покриття однієї з поверхонь спінювальним матеріалом 80, згортання 60 паперу 6 після висихання та наступного розрізання паперу 6 на напівфабрикат 61 (як показано на Фіг. 6) і формування з нього паперового контейнера 61 (як показано на Фіг. 7, 8) або безпосереднього формування паперового контейнера 62 з паперу 6 (як показано на Фіг. 7, 8); в альтернативному варіанті - формування паперового контейнера 62 з паперу, покритого з обох боків шаром плівки 51, 51' поліетилен терефталату або поліпропілену, з наступним покриттям зовнішньої поверхні цього паперового контейнера спінювальним матеріалом 80. Таким чином, спінювальний матеріал 80 буде скомбіновано та приклеєно до шару плівки 51' поліетилен терефталату або поліпропілену, а не безпосередньо до зовнішньої поверхні паперового контейнера, як показано на Фіг. 5, таким чином, шар пінопласту 801, утворений шляхом нагрівання Н, не пошкодить плівку і не буде деформованим. Зверніться, будь-ласка, до Фіг. 9 - Фіг. 11 та Фіг. 12 - Фіг. 14. Спінювальний матеріал 80, яким покрито зовнішню поверхню паперового контейнера 62, 62', можна нагрівати нагрівальним пристроєм 9, 9'. Цей нагрівальний пристрій 9, 9' може бути розташовано впритул до зовнішньої поверхні паперового контейнера 62 (як показано на Фіг. 9 - Фіг. 11) або до внутрішньої поверхні паперового контейнера 62 (як показано на Фіг. 12 - Фіг. 14). І цей спінювальний матеріал 80 можна миттєво нагріти шляхом безпосереднього торкання спінювального матеріалу 80 нагрівальним пристроєм 9, 9', або розташуванням нагрівального пристрою 9, 9' впритул до спінювального матеріалу 80, або розташуванням нагрівального пристрою 9, 9' впритул до внутрішньої поверхні паперового контейнера 62, 62' без торкання спінювального матеріалу 80, тоді передане від внутрішньої поверхні тепло утворює шар пінопласту 801 шляхом спінювання матеріалу 80, нанесеного на зовнішню поверхню контейнера 62, 62', після чого паперовий контейнер 62, 62' відділяють від нагрівального пристрою 9, 9' так, щоб шар пінопласту 801 на паперовому контейнері міг сформуватись швидко, що підвищує продуктивність процесу виготовлення. Нагрівальний пристрій 9, 9' може розташовуватися в нагрівальних дротах 91, 91' (як показано на Фіг. 9 та Фіг. 12), в інфрачервоних лампах 92, 92' (як показано на Фіг. 10 та Фіг. 13), або в теплопровідниках (як показано на Фіг. 11 та Фіг. 14). Температуру нагрівання можна регулювати в діапазоні між 80 °C та 200 °C, або вище 200 °C, а форму нагрівальної частини нагрівального пристрою 9, 9' виконувати відповідно до форми зовнішньої поверхні або внутрішньої поверхні паперового контейнера 62. Цей нагрівальний пристрій 9, 9' може накривати спінювальний матеріал 80 таким чином, щоб здійснювати нагрівання спінювального матеріалу 80 або безпосередньо торкаючись його, або знаходячись впритул до нього, як показано на Фіг. 9 - Фіг. 11; в альтернативному варіанті нагрівальний пристрій 9, 9' можна розташувати впритул до внутрішньої поверхні паперового контейнера 62 таким чином, щоб передавати тепло до спінювального матеріалу 80 на зовнішній поверхні, як показано на Фіг. 12 Фіг. 14. Таким чином формується шар пінопласту 801, а шар плівки 51, 51' поліетилен терефталату або поліпропілену, яким покриті внутрішня та зовнішня поверхні паперового контейнера 62, не зазнає пошкодження при нагріванні. Зверніться, будь-ласка, до Фіг. 15 - Фіг. 17. Вказаний нагрівальний пристрій 9, 9' може накривати спінювальний матеріал 80 на зовнішній поверхні паперового контейнера 62, 62' і може в той же час розташовуватись впритул до внутрішньої поверхні паперового контейнера 62, 62', таким чином нагрівання матеріалу 80 до спінювання буде здійснювати значно швидше. 4 UA 104296 C2 5 10 В результаті можна досягти підвищення продуктивності процесу виробництва та покращити однорідність шару пінопласту. На нагрівальному пристрої можна за вибором розташувати нагрівальні дроти 91, 91' (як показано на Фіг. 9 та Фіг. 12), інфрачервоні лампи 92, 92' (як показано на Фіг. 10 та Фіг. 13), або теплопровідники (як показано на Фіг. 11 та Фіг. 14) відповідно до характеристик спінювального матеріалу 80 паперових контейнерів 62, 62'. Таким чином тривалість формування пінопласту можна зменшити до 1-5 секунд, що дає змогу підвищити ефективність виробництва та зменшити відсоток браку. Вказаний нагрівальний пристрій 9, 9' можна розташовувати після останньої секції традиційної конвеєрної лінії формування контейнерів, що дозволяє зробити виробництво швидким та автоматичним. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення теплоізоляційних паперових контейнерів шляхом покриття паперу шаром плівки та наступного безперервного покриття іншої поверхні паперу спінювальним матеріалом шляхом розпилення, нанесення валиком або способом кольорового друку, згортання паперу після висихання, розрізання паперу на заготовку-напівфабрикат та наступного формування паперового контейнера з цієї заготовки, або шляхом формування паперового контейнера з паперу, покриття зовнішньої поверхні паперового контейнера спінювальним матеріалом, нагрівання спінювального матеріалу до такого ступеня, щоб його спінювання відбувалось безпосередньо на поверхні паперу, в результаті чого зовнішня поверхня паперового контейнера набуває теплоізоляційних властивостей; вказаний спосіб включає: змішування поліетилен терефталату або поліпропілену з клеючою речовиною та перемішування їх для утворення полімерного матеріалу, нагрівання та екструзію вказаного полімерного матеріалу в екструдері для утворення плівки, покриття поверхні паперу отриманою плівкою з метою створення шару плівки, що служить внутрішньою поверхнею паперового контейнера, охолодження паперу, вкритого плівкою, та ламінування його за допомогою ламінуючого вала, миттєве нагрівання спінювального матеріалу на зовнішній поверхні паперового контейнера за допомогою нагрівального пристрою шляхом безпосереднього контакту нагрівального пристрою зі спінювальним матеріалом, а також розташування нагрівального пристрою впритул до внутрішньої поверхні паперового контейнера щоб відразу її нагріти без контакту з нею, завдяки чому спінювання спінювального матеріалу відбувається швидше, більш рівномірно, а шар плівки не зазнає пошкодження дією високої температури під час нагрівання, відокремлення паперового контейнера від нагрівального пристрою одразу після вспінювання. 2. Спосіб за п. 1, який відрізняється тим, що клеючою речовиною є поліуретанова смола на олійній основі, а вага поліуретанової смоли становить від 5 % до 20 % від загальної ваги полімерного матеріалу. 3. Спосіб за п. 1, який відрізняється тим, що обидві поверхні паперу покривають плівкою, одну з поверхонь паперу додатково покривають стикувальним матеріалом, а потім з цього паперу формують паперовий контейнер. 4. Спосіб за п. 1, який відрізняється тим, що температура нагрівання для формування пінопласту на етапі нагрівання спінювального матеріалу за допомогою нагрівального пристрою знаходиться в діапазоні від 80 °C до 200 °C; в альтернативному варіанті вказана температура нагрівання перевищує 200 °C. 5. Спосіб за п. 1, який відрізняється тим, що тривалість процесу формування пінопласту на етапі нагрівання спінювального матеріалу за допомогою нагрівального пристрою становить від 1 до 5 секунд. 6. Спосіб за п. 1, який відрізняється тим, що внутрішню поверхню нагрівального пристрою виготовляють у формі, яка відповідає формі зовнішньої поверхні паперового контейнера і формі внутрішньої поверхні паперового контейнера, і нагрівальний пристрій адаптують для покриття стикувальним матеріалом зовнішньої поверхні паперового контейнера та для розташування всередині паперового контейнера. 7. Спосіб за п. 1, який відрізняється тим, що в нагрівальний пристрій встановлюють один з пристроїв, передача тепла в яких здійснюється нагрівальними дротами, інфрачервоними лампами або теплопровідниками. 8. Спосіб за п. 1, який відрізняється тим, що нагрівальний пристрій розташовують після останньої секції конвеєрної лінії формування паперового контейнера таким чином, щоб нагрівальний пристрій виконував один з процесів, які включають покриття ним зовнішньої 5 UA 104296 C2 поверхні паперового контейнера, введення його всередину паперового контейнера, одночасне накривання ним зовнішньої поверхні паперового контейнера та введення його всередину паперового контейнера. 6 UA 104296 C2 7 UA 104296 C2 8 UA 104296 C2 9 UA 104296 C2 10 UA 104296 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making heat-insulative paper containers and the products
Автори російськоюChang, Ching-Wen
МПК / Мітки
МПК: B65D 81/38, B32B 37/00, A47J 41/00
Мітки: спосіб, теплоізоляційних, паперових, виготовлення, контейнерів
Код посилання
<a href="https://ua.patents.su/13-104296-sposib-vigotovlennya-paperovikh-teploizolyacijjnikh-kontejjneriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення паперових теплоізоляційних контейнерів</a>
Процес виготовлення паперових та пластикових контейнерів та схожих виробів із термоізоляцією, функцією збереження тепла й захистом від опіків та контейнер, виготовлений за цим процесом
Номер патенту: 91399
Опубліковано: 26.07.2010
Автори: Чанг, Шенг-Шу, Су, Хунг-Йінг
МПК: B65D 81/38, B32B 5/18, B65D 25/00, A47J 41/00
Мітки: виготовлений, тепла, паперових, контейнерів, пластикових, захистом, схожих, збереження, виробів, процесом, виготовлення, контейнер, функцією, процес, цим, термоізоляцією, опіків
Формула / Реферат:
1. Процес виробництва паперового або пластикового контейнера (7, 7') із властивостями теплоізоляції та захисту від опіків поєднує наступні кроки:підготування складного матеріалу шляхом змішування (3) та підготування рідкого клею (1) із частинками, що мають властивості термічного спінювання; тапокриття складного матеріалу в указаній зоні паперового або пластикового матеріалу, що подається безперервно, або в зоні, указаній на...
Спосіб виготовлення пластикових верхніх частин для герметичних контейнерів з розливними харчовими продуктами і виготовлені у такий спосіб пластикові верхні частини контейнерів
Номер патенту: 93218
Опубліковано: 25.01.2011
Автори: Бенедетті Паоло, Мартіні П'єтро
МПК: B65D 41/04, B65D 51/20
Мітки: верхні, спосіб, харчовими, пластикових, виготовлення, пластикові, розливними, контейнерів, частин, частини, виготовлені, продуктами, герметичних, верхніх
Формула / Реферат:
1. Спосіб виготовлення пластикових верхніх частин (1) для герметичних контейнерів з розливними харчовими продуктами, у якому:- формують профільне тіло (11) з пластичного листового матеріалу, який має шар газонепропускного матеріалу, при цьому згадане профільне тіло (11) має кільцеву основну частину (2, 12) та шийку (3, 13), яка виступає із згаданої основної частини (2, 12) і утворює нею отвір (5) для розливання згаданого контейнера, і...
Перлітобетон для виготовлення конструкційно-теплоізоляційних та теплоізоляційних виробів
Номер патенту: 13566
Опубліковано: 17.04.2006
Автор: Націєвський Сергій Юрійович
МПК: C04B 14/18
Мітки: теплоізоляційних, виготовлення, перлітобетон, конструкційно-теплоізоляційних, виробів
Формула / Реферат:
1. Перлітобетон для виготовлення конструкційно-теплоізоляційних та теплоізоляційних виробів, що містить цемент, спучений перлітовий пісок, воду, який відрізняється тим, що додатково містить порошок-модифікатор при наступному складі компонентів, мас. %: цемент 38…40 спучений перлітовий пісок 20…24 порошок-модифікатор 0,06…0,3 ...
Спосіб виготовлення теплоізоляційних виробів
Номер патенту: 65211
Опубліковано: 15.03.2004
Автор: Смирський Юрій Миколайович
МПК: C04B 18/20, C04B 20/00
Мітки: спосіб, виготовлення, теплоізоляційних, виробів
Формула / Реферат:
Спосіб виготовлення теплоізоляційних виробів, який включає відбір маси синтетичних матеріалів, формування виробів у камері формувальної машини при підвищених температурі й тиску, який відрізняється тим, що камера формувальної машини заповнюється формувальною масою із подрібнених відходів синтетичних волокон, наприклад, поліакрилонітрильних (Нітрон - С), з довжиною волокон до 10 мм, які не піддаються грудкуванню, без в'яжучих матеріалів, після...
Спосіб виготовлення волокнистого наповнювача для теплоізоляційних виробів
Номер патенту: 70051
Опубліковано: 15.09.2005
Автор: Божко Василь Іванович
МПК: C03B 37/01
Мітки: спосіб, виробів, наповнювача, виготовлення, волокнистого, теплоізоляційних
Формула / Реферат:
Спосіб діагностики дифтерії у дітей шляхом проведення клінічного та лабораторного обстеження, при якому визначають діагностичні симптоми, обчислюють діагностичний коефіцієнт по сумі найбільш інформативних ознак.
Попередній патент: Спосіб для доставки великих кількостей підводного ґрунту в зону меліорації
Наступний патент: Антитіло проти il-12/il-23
Випадковий патент: Спосіб оптимізації лікування неалкогольного стеатогепатиту у хворих на ішемічну хворобу серця