Спосіб виготовлення пластикових верхніх частин для герметичних контейнерів з розливними харчовими продуктами і виготовлені у такий спосіб пластикові верхні частини контейнерів

Формула / Реферат
1. Спосіб виготовлення пластикових верхніх частин (1) для герметичних контейнерів з розливними харчовими продуктами, у якому:
- формують профільне тіло (11) з пластичного листового матеріалу, який має шар газонепропускного матеріалу, при цьому згадане профільне тіло (11) має кільцеву основну частину (2, 12) та шийку (3, 13), яка виступає із згаданої основної частини (2, 12) і утворює нею отвір (5) для розливання згаданого контейнера, і закривається на стороні, протилежній до згаданої основної частини (2, 12) дископодібним елементом (15); і
- кріплять кришечку (8) до згаданої шийки (3, 13) і додатково:
- виконують розріз (16) по периферії згаданого дископодібного елемента (15) і на стороні, яка повернута до згаданого отвору (5) для розливання; і
- кріплять адгезією згаданий дископодібний елемент (15) до частини (10) згаданої кришечки (8), накладеної на нього, так, що він утворює шар газонепропускного матеріалу кришечки (8), який відрізняється тим, що у ньому додатково виконують литтям під тиском різь (6) на згаданій шийці (3, 13) згаданого профільного тіла (11) на стороні, протилежній до сторони, яка обмежує згаданий отвір (5) для розливання, при цьому згадана кришечка (8) має внутрішню різь (7), яка зачіплюється із згаданою зовнішньою різзю (6) згаданої шийки (3, 13).
2. Спосіб за п. 1, який відрізняється тим, що згаданий етап формування є етапом гарячого формування.
3. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що згаданий етап з'єднання адгезією є етапом індукційного зварювання.
4. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що згаданий етап з'єднання адгезією виконується біля периферійного краю згаданого дископодібного елемента (15).
5. Пластикова верхня частина (1) для герметичних контейнерів з розливними харчовими продуктами, яка має:
- кільцеву основну частину (2, 12);
- шийку (3, 13), яка виступає із згаданої основної частини (2, 12), яка утворює з нею отвір (5) для розливання згаданого контейнера, і виконану з можливістю закривання на стороні, протилежній до згаданої основної частини (2, 12), дископодібним елементом (15); і
- кришечку (8), прикріплену до основної частини (2, 12), при цьому згаданий дископодібний елемент (15) має розріз (16) по своїй зовнішній периферії і на стороні, яка повернута до згаданого отвору (5) для розливання, при цьому згаданий дископодібний елемент (15) з'єднаний з частиною (10) згаданої кришечки (8), накладеної на нього, так, що він утворює шар газонепропускного матеріалу кришечки (8), яка відрізняється тим, що має на згаданій шийці (3, 13) згаданого профільного тіла (11) на стороні, протилежній до сторони, яка обмежує згаданий отвір (5) для розливання, виконану литтям під тиском різь (6), при цьому згадана кришечка (8) має внутрішню різь (7), яка виконана з можливістю зчеплення із згаданою зовнішньою різзю (6) згаданої шийки (3, 13).
6. Верхня частина за п. 5, яка відрізняється тим, що згадана шийка (3, 13) і кришечка (8) мають зовнішню і відповідно внутрішню різь (6, 7), які виконані з можливістю зачеплення у закритому положенні кришечки (8).
7. Верхня частина за одним з п. 5 або 6, яка відрізняється тим, що згадана кришечка (8) має циліндричну бічну стінку (9), яка має згадану внутрішню різь (7), і верхню стінку (10), яка під час маніпулювання виконана з можливістю закривання верхньої частини згаданого отвору (5) для розливання і з'єднана із згаданим дископодібним елементом (15).
Текст
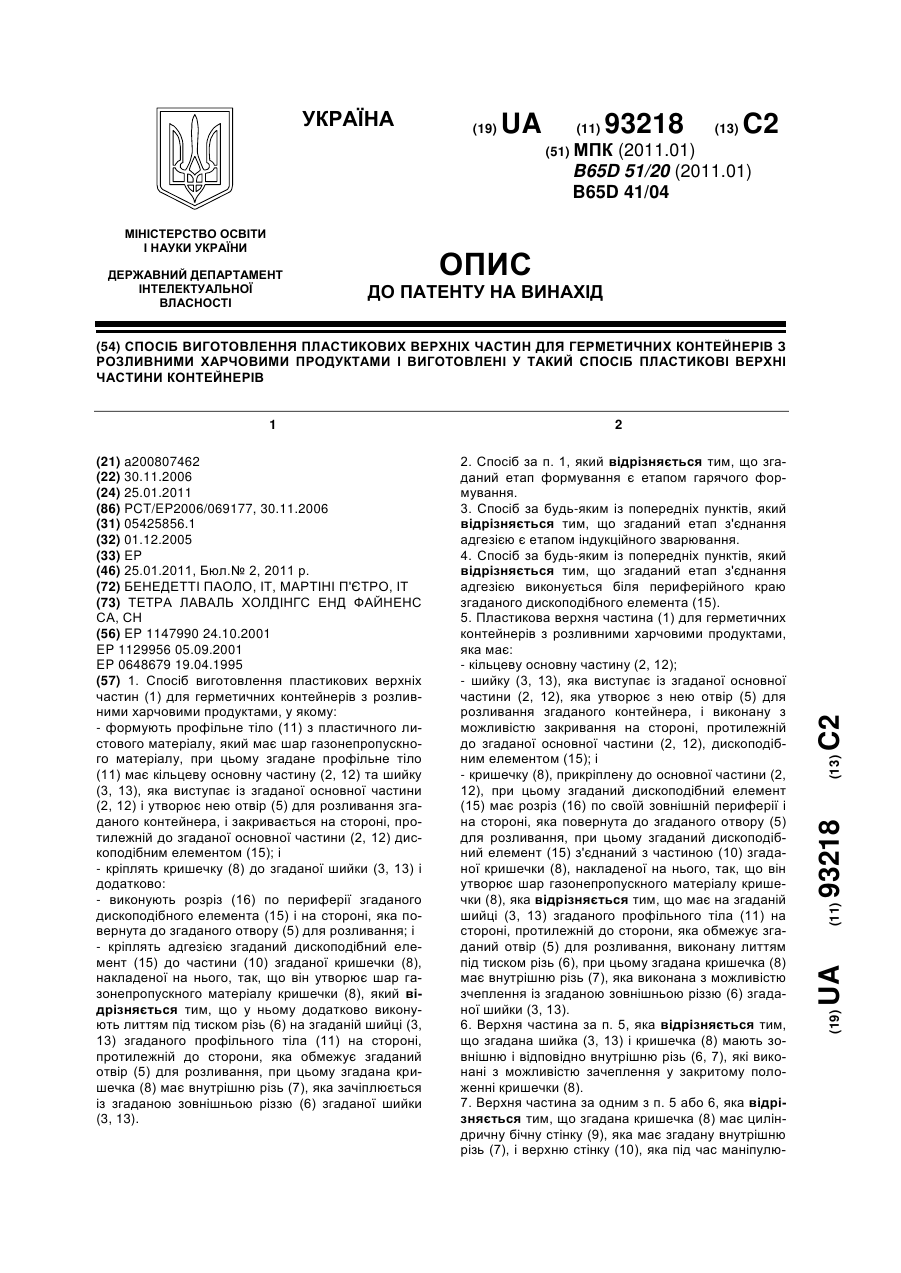
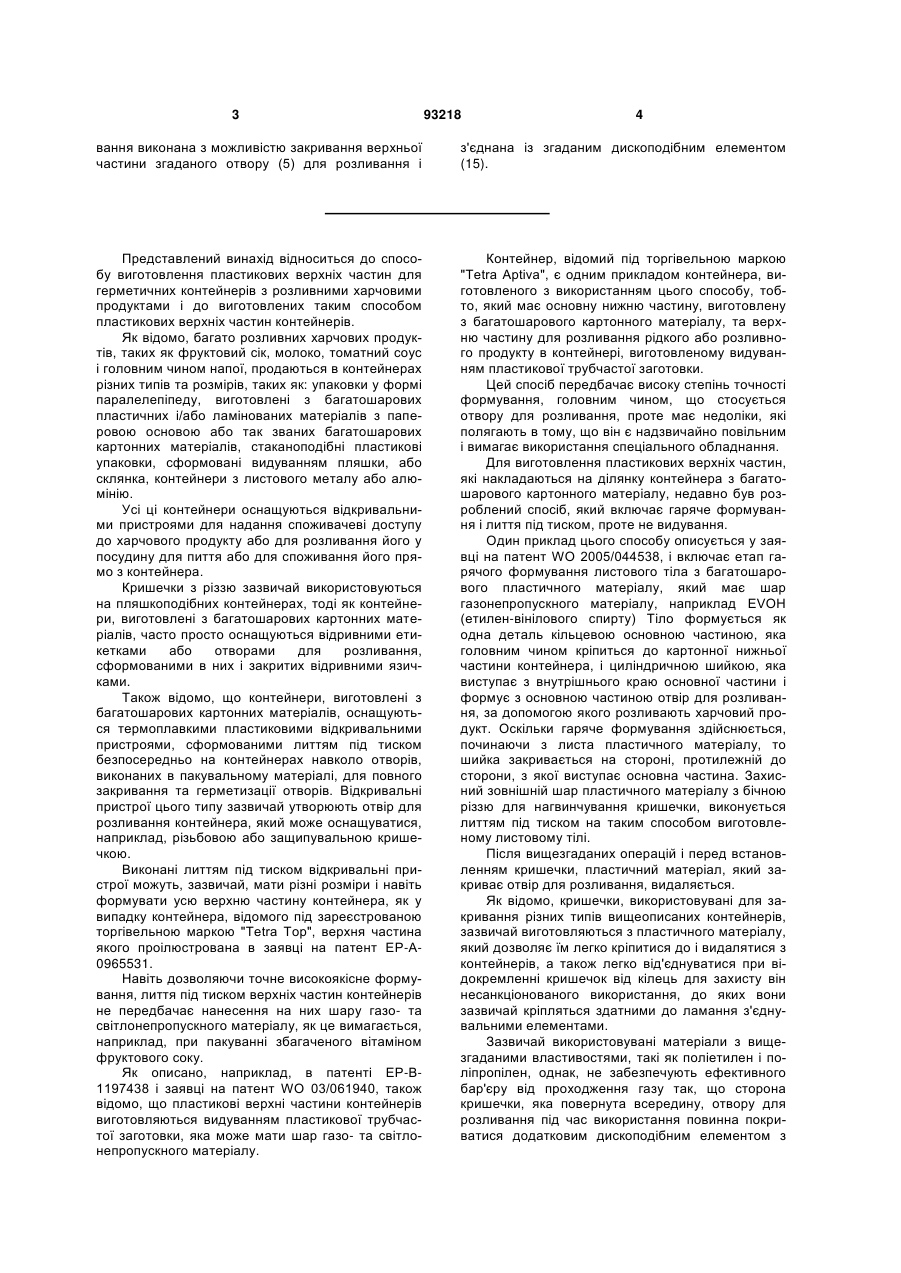
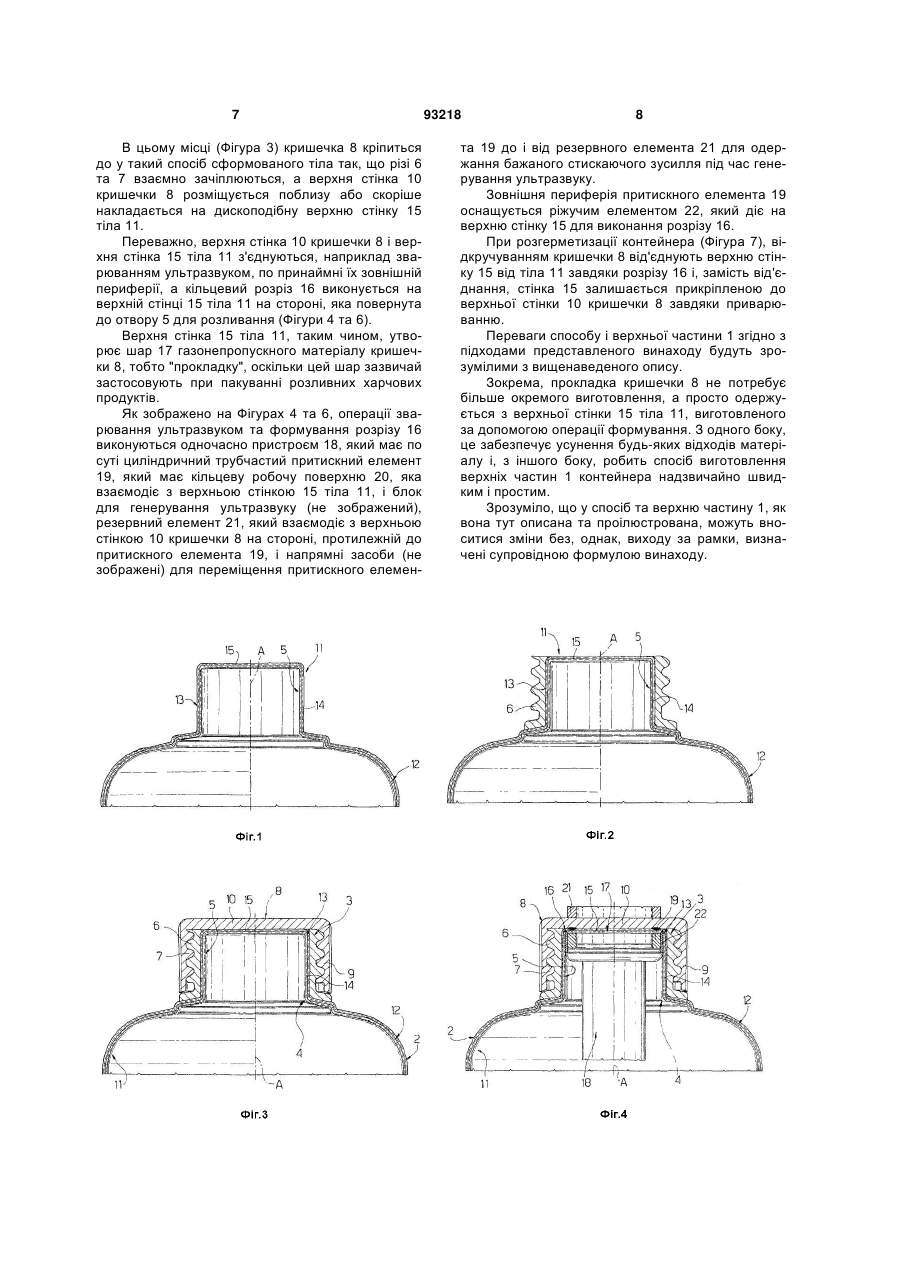
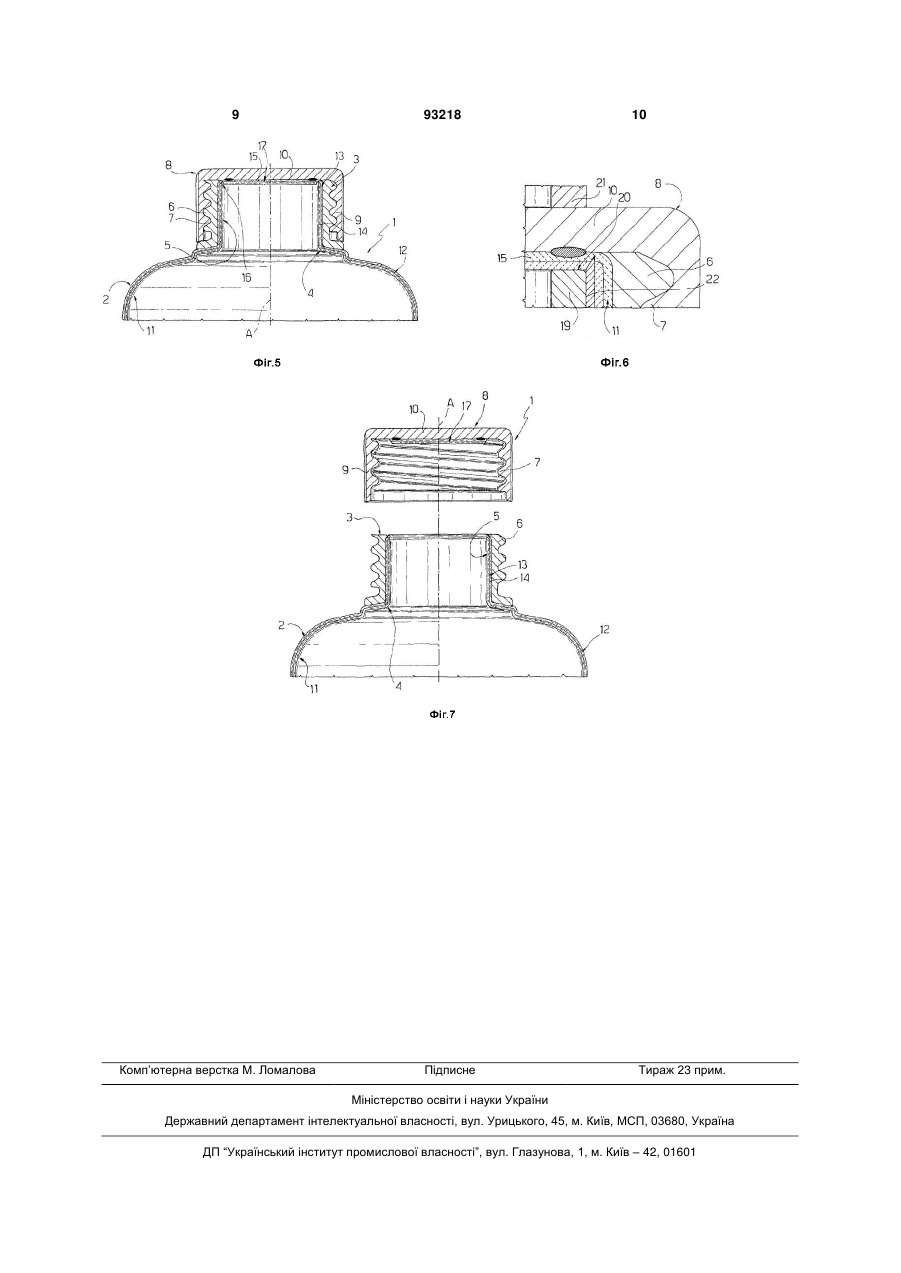
1. Спосіб виготовлення пластикових верхніх частин (1) для герметичних контейнерів з розливними харчовими продуктами, у якому: - формують профільне тіло (11) з пластичного листового матеріалу, який має шар газонепропускного матеріалу, при цьому згадане профільне тіло (11) має кільцеву основну частину (2, 12) та шийку (3, 13), яка виступає із згаданої основної частини (2, 12) і утворює нею отвір (5) для розливання згаданого контейнера, і закривається на стороні, протилежній до згаданої основної частини (2, 12) дископодібним елементом (15); і - кріплять кришечку (8) до згаданої шийки (3, 13) і додатково: - виконують розріз (16) по периферії згаданого дископодібного елемента (15) і на стороні, яка повернута до згаданого отвору (5) для розливання; і - кріплять адгезією згаданий дископодібний елемент (15) до частини (10) згаданої кришечки (8), накладеної на нього, так, що він утворює шар газонепропускного матеріалу кришечки (8), який відрізняється тим, що у ньому додатково виконують литтям під тиском різь (6) на згаданій шийці (3, 13) згаданого профільного тіла (11) на стороні, протилежній до сторони, яка обмежує згаданий отвір (5) для розливання, при цьому згадана кришечка (8) має внутрішню різь (7), яка зачіплюється із згаданою зовнішньою різзю (6) згаданої шийки (3, 13). 2 (19) 1 3 93218 4 вання виконана з можливістю закривання верхньої частини згаданого отвору (5) для розливання і з'єднана із згаданим дископодібним елементом (15). Представлений винахід відноситься до способу виготовлення пластикових верхніх частин для герметичних контейнерів з розливними харчовими продуктами і до виготовлених таким способом пластикових верхніх частин контейнерів. Як відомо, багато розливних харчових продуктів, таких як фруктовий сік, молоко, томатний соус і головним чином напої, продаються в контейнерах різних типів та розмірів, таких як: упаковки у формі паралелепіпеду, виготовлені з багатошарових пластичних і/або ламінованих матеріалів з паперовою основою або так званих багатошарових картонних матеріалів, стаканоподібні пластикові упаковки, сформовані видуванням пляшки, або склянка, контейнери з листового металу або алюмінію. Усі ці контейнери оснащуються відкривальними пристроями для надання споживачеві доступу до харчового продукту або для розливання його у посудину для пиття або для споживання його прямо з контейнера. Кришечки з різзю зазвичай використовуються на пляшкоподібних контейнерах, тоді як контейнери, виготовлені з багатошарових картонних матеріалів, часто просто оснащуються відривними етикетками або отворами для розливання, сформованими в них і закритих відривними язичками. Також відомо, що контейнери, виготовлені з багатошарових картонних матеріалів, оснащуються термоплавкими пластиковими відкривальними пристроями, сформованими литтям під тиском безпосередньо на контейнерах навколо отворів, виконаних в пакувальному матеріалі, для повного закривання та герметизації отворів. Відкривальні пристрої цього типу зазвичай утворюють отвір для розливання контейнера, який може оснащуватися, наприклад, різьбовою або защипувальною кришечкою. Виконані литтям під тиском відкривальні пристрої можуть, зазвичай, мати різні розміри і навіть формувати усю верхню частину контейнера, як у випадку контейнера, відомого під зареєстрованою торгівельною маркою "Tetra Top", верхня частина якого проілюстрована в заявці на патент ЕР-А0965531. Навіть дозволяючи точне високоякісне формування, лиття під тиском верхніх частин контейнерів не передбачає нанесення на них шару газо- та світлонепропускного матеріалу, як це вимагається, наприклад, при пакуванні збагаченого вітаміном фруктового соку. Як описано, наприклад, в патенті ЕР-В1197438 і заявці на патент WO 03/061940, також відомо, що пластикові верхні частини контейнерів виготовляються видуванням пластикової трубчастої заготовки, яка може мати шар газо- та світлонепропускного матеріалу. Контейнер, відомий під торгівельною маркою "Tetra Aptiva", є одним прикладом контейнера, виготовленого з використанням цього способу, тобто, який має основну нижню частину, виготовлену з багатошарового картонного матеріалу, та верхню частину для розливання рідкого або розливного продукту в контейнері, виготовленому видуванням пластикової трубчастої заготовки. Цей спосіб передбачає високу степінь точності формування, головним чином, що стосується отвору для розливання, проте має недоліки, які полягають в тому, що він є надзвичайно повільним і вимагає використання спеціального обладнання. Для виготовлення пластикових верхніх частин, які накладаються на ділянку контейнера з багатошарового картонного матеріалу, недавно був розроблений спосіб, який включає гаряче формування і лиття під тиском, проте не видування. Один приклад цього способу описується у заявці на патент WO 2005/044538, і включає етап гарячого формування листового тіла з багатошарового пластичного матеріалу, який має шар газонепропускного матеріалу, наприклад EVOH (етилен-вінілового спирту) Тіло формується як одна деталь кільцевою основною частиною, яка головним чином кріпиться до картонної нижньої частини контейнера, і циліндричною шийкою, яка виступає з внутрішнього краю основної частини і формує з основною частиною отвір для розливання, за допомогою якого розливають харчовий продукт. Оскільки гаряче формування здійснюється, починаючи з листа пластичного матеріалу, то шийка закривається на стороні, протилежній до сторони, з якої виступає основна частина. Захисний зовнішній шар пластичного матеріалу з бічною різзю для нагвинчування кришечки, виконується литтям під тиском на таким способом виготовленому листовому тілі. Після вищезгаданих операцій і перед встановленням кришечки, пластичний матеріал, який закриває отвір для розливання, видаляється. Як відомо, кришечки, використовувані для закривання різних типів вищеописаних контейнерів, зазвичай виготовляються з пластичного матеріалу, який дозволяє їм легко кріпитися до і видалятися з контейнерів, а також легко від'єднуватися при відокремленні кришечок від кілець для захисту він несанкціонованого використання, до яких вони зазвичай кріпляться здатними до ламання з'єднувальними елементами. Зазвичай використовувані матеріали з вищезгаданими властивостями, такі як поліетилен і поліпропілен, однак, не забезпечують ефективного бар'єру від проходження газу так, що сторона кришечки, яка повернута всередину, отвору для розливання під час використання повинна покриватися додатковим дископодібним елементом з 5 газонепропускного матеріалу, відомого в торгівлі як "прокладка". Тому вищезгаданий спосіб виготовлення пластикових верхніх частин для контейнерів з картону та пластику займає багато часу, є трудомістким і створює багато відходів матеріалу. Фактично, частина матеріалу, яка закриває отвір для розливання після гарячого формування, і яка видаляється перед встановленням кришечки, зазвичай становить приблизно 15-20% вихідного матеріалу. Більше того, прокладка, вставлена всередину кришечки, утворює додатковий елемент, який повинен виготовлятися і кріпитися до кришечки перед встановленням неї на контейнері. Задачею представленого винаходу є надання способу виготовлення пластикових верхніх частин для герметичних контейнерів з розливними харчовими продуктами, виконаними для усунення вищезазначених недоліків прямим дешевим способом Згідно з представленим винаходом, надається спосіб виготовлення пластикових верхніх частин для герметичних контейнерів з розливними харчовими продуктами, у якому - формують профільне тіло з пластичного листового матеріалу, який має шар газонепропускного матеріалу, при цьому згадане профільне тіло має кільцеву основну частину і шийку, яка виступає із згаданої основної частини, і утворює з основною частиною отвір для розливання згаданого контейнера, і закривається на стороні, протилежній до згаданої основної частини, дископодібним елементом, і - встановлюють кришечку на згадану шийку, який відрізняється тим, що у ньому додатково - роблять розріз по периферії згаданого дископодібного елемента і на стороні, яка повернута до згаданого отвору для розливання, і - кріплять адгезією згаданий дископодібний елемент до частини згаданої кришечки, накладеної на нього, так, що згаданий дископодібний елемент формує шар газонепропускного матеріалу кришечки. Представлений винахід також відноситься до пластикової верхньої частини для герметичних контейнерів з розливними харчовими продуктами, при цьому згадана верхня частина має - кільцеву основну частину, - шийку, яка виступає із згаданої основної частини, формуючи з основною частиною отвір для розливання згаданого контейнера, і закривається на стороні, протилежній до згаданої основної частини, дископодібним елементом, і - кришечку, прикріплену до згаданої шийки, яка відрізняється тим, що згаданий дископодібний елемент має розріз по своїй зовнішній периферії і на стороні, яка повернута до згаданого отвору для розливання, і при цьому згаданий дископодібний елемент з'єднаний з частиною згаданої кришечки, накладеної на дископодібний елемент, так, що згаданий дископодібний елемент формує шар газонепропускного матеріалу кришечки. Переважно необмежувальний варіант виконання представленого винаходу буде описуватися 93218 6 у вигляді прикладу з посиланням на супровідні креслення, на яких: Фігури 1-5 зображають вертикальні перерізи пластикової верхньої частини для герметичних контейнерів з розливними харчовими продуктами на різних етапах способу згідно з представленим винаходом; Фігура 6 зображає збільшений вид вертикального перерізу деталі з Фігури 4; Фігура 7 зображає вертикальний переріз пластикової верхньої частини з Фігури 1-5 після відкривання контейнера. Найкращий варіант виконання винаходу Цифра 1 на Фігурах 5 та 7 вказує в цілому пластикову верхню частину для контейнера (не зображена) з рідкими або розливними харчовими продуктами, такого як контейнер з картону та пластику, на який тут в описі посилаються виключно як на приклад або пластикова пляшка. Верхня частина 1 має поздовжню вісь А і має кільцеву основну частину 2, яка в зображеному прикладі є увігнутою всередину контейнера, і по суті циліндричну трубчасту шийку 3, яка виступає з внутрішнього радіального краю 4 основної частини 2 і формує з основною частиною 2 отвір 5 для розливання, за допомогою якого розливають харчовий продукт з контейнера. Більш точно, шийка 3 має на своїй зовнішній бічній поверхні різь 6 для зачеплення із спряженою різзю 7 циліндричної кришечки 8. Кришечка 8 по суті утворена циліндричною бічною стінкою 9, яка має всередині різь 7, і дископодібною верхньою стінкою 10 для закривання під час використання верхньої частини отвору 5 для розливання. Верхня частина 1 виготовляється згідно з нижчеописаним способом. Перш за все, операція формування, переважно операція високотемпературного формування або гарячого формування, виконується на багатошаровому пластичному листовому матеріалі, який має шар газонепропускного матеріалу, наприклад EVOH. Операція формування надає порожнисте, по суті капелюхоподібне тіло 11 (Фігура 1), яке відкрите на стороні, яка повернута до контейнера, на якому вона головним чином кріпиться, і закривається на протилежній стороні. Більш точно, тіло 11 має кільцеву нижню частину 12, яка вся утворює основну частину 2, і верхню частину 13 у формі перевернутої циліндричної чашки, яка виступає в осьовому напрямі з внутрішнього радіального краю нижньої частини 12. Верхня частина 13 має бічну стінку 14, яка утворює внутрішню сторону шийки 3 і, тому, обмежує збоку отвір 5 для розливання, і дископодібну верхню стінку 15, яка закриває отвір 5 для розливання. Далі (Фігура 2), пластичний матеріал відливається під тиском на зовнішню сторону бічної стінки 14 верхньої частини 13 тіла 11 для формування різі 6. Впорскнутий матеріал може, наприклад бути поліетиленом або поліпропіленом або поліолефіном. 7 В цьому місці (Фігура 3) кришечка 8 кріпиться до у такий спосіб сформованого тіла так, що різі 6 та 7 взаємно зачіплюються, а верхня стінка 10 кришечки 8 розміщується поблизу або скоріше накладається на дископодібну верхню стінку 15 тіла 11. Переважно, верхня стінка 10 кришечки 8 і верхня стінка 15 тіла 11 з'єднуються, наприклад зварюванням ультразвуком, по принаймні їх зовнішній периферії, а кільцевий розріз 16 виконується на верхній стінці 15 тіла 11 на стороні, яка повернута до отвору 5 для розливання (Фігури 4 та 6). Верхня стінка 15 тіла 11, таким чином, утворює шар 17 газонепропускного матеріалу кришечки 8, тобто "прокладку", оскільки цей шар зазвичай застосовують при пакуванні розливних харчових продуктів. Як зображено на Фігурах 4 та 6, операції зварювання ультразвуком та формування розрізу 16 виконуються одночасно пристроєм 18, який має по суті циліндричний трубчастий притискний елемент 19, який має кільцеву робочу поверхню 20, яка взаємодіє з верхньою стінкою 15 тіла 11, і блок для генерування ультразвуку (не зображений), резервний елемент 21, який взаємодіє з верхньою стінкою 10 кришечки 8 на стороні, протилежній до притискного елемента 19, і напрямні засоби (не зображені) для переміщення притискного елемен 93218 8 та 19 до і від резервного елемента 21 для одержання бажаного стискаючого зусилля під час генерування ультразвуку. Зовнішня периферія притискного елемента 19 оснащується ріжучим елементом 22, який діє на верхню стінку 15 для виконання розрізу 16. При розгерметизації контейнера (Фігура 7), відкручуванням кришечки 8 від'єднують верхню стінку 15 від тіла 11 завдяки розрізу 16 і, замість від'єднання, стінка 15 залишається прикріпленою до верхньої стінки 10 кришечки 8 завдяки приварюванню. Переваги способу і верхньої частини 1 згідно з підходами представленого винаходу будуть зрозумілими з вищенаведеного опису. Зокрема, прокладка кришечки 8 не потребує більше окремого виготовлення, а просто одержується з верхньої стінки 15 тіла 11, виготовленого за допомогою операції формування. З одного боку, це забезпечує усунення будь-яких відходів матеріалу і, з іншого боку, робить спосіб виготовлення верхніх частин 1 контейнера надзвичайно швидким і простим. Зрозуміло, що у спосіб та верхню частину 1, як вона тут описана та проілюстрована, можуть вноситися зміни без, однак, виходу за рамки, визначені супровідною формулою винаходу. 9 Комп’ютерна верстка М. Ломалова 93218 Підписне 10 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing plastic tops for sealed containers of pourable food products and container plastic tops so produced
Автори англійськоюBenedetti, Paolo, Martini, Pietro
Назва патенту російськоюСпособ изготовления пластиковых верхних частей для герметичных контейнеров c разливными пищевыми продуктами и пластиковые верхние части контейнеров, изготовленные при помощи данного способа
Автори російськоюБенедетти Паоло, Мартини Пьетро
МПК / Мітки
МПК: B65D 41/04, B65D 51/20
Мітки: контейнерів, частин, частини, виготовлення, спосіб, пластикових, герметичних, продуктами, верхні, виготовлені, розливними, пластикові, верхніх, харчовими
Код посилання
<a href="https://ua.patents.su/5-93218-sposib-vigotovlennya-plastikovikh-verkhnikh-chastin-dlya-germetichnikh-kontejjneriv-z-rozlivnimi-kharchovimi-produktami-i-vigotovleni-u-takijj-sposib-plastikovi-verkhni-chastini-ko.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пластикових верхніх частин для герметичних контейнерів з розливними харчовими продуктами і виготовлені у такий спосіб пластикові верхні частини контейнерів</a>
Горлечко для відкривальних пристроїв герметичних упаковок з розливними харчовими продуктами
Номер патенту: 92766
Опубліковано: 10.12.2010
Автори: Мартіні П'єтро, Морчяно Давіде
МПК: B65D 5/74
Мітки: упаковок, герметичних, відкривальних, пристроїв, харчовими, розливними, продуктами, горлечко
Формула / Реферат:
1. Горлечко (4) для відкривальних пристроїв (3) герметичних упаковок (1) з розливними харчовими продуктами, яке має:- кріпильну частину (7), яка виконана з можливістю кріплення його до відповідної упаковки (1); і- шийку (8), яка виступає із згаданої кріпильної частини (7) і формує з нею наскрізний отвір (6), який має вісь (А) і який виконаний з можливістю розливання крізь нього харчового продукту; і- принаймні одне...
Індукційний зварювальний пристрій і спосіб індукційного зварювання для виготовлення упаковок з розливними харчовими продуктами
Номер патенту: 81801
Опубліковано: 11.02.2008
Автори: Галавотті Джорджіо, Меландрі Антоніо, Джавед Саквіб, Феррарі Клаудіо
МПК: B65B 51/22, B65B 57/00, B29C 65/02
Мітки: зварювальний, спосіб, індукційного, упаковок, виготовлення, пристрій, індукційний, продуктами, зварювання, розливними, харчовими
Формула / Реферат:
1. Індукційний зварювальний пристрій, який виконаний з можливістю використання для виготовлення упаковок з розливними харчовими продуктами шляхом поперечного зварювання труби (13) з листового пакувального матеріалу, котрий містить щонайменше один шар (12) індукційно-нагрівного матеріалу, покритого пластичним матеріалом (16), причому зварювальний пристрій містить:- генеруючі засоби для генерування сигналу
Відкривальний пристрій багаторазової дії для упаковок з розливними харчовими продуктами
Номер патенту: 79486
Опубліковано: 25.06.2007
Автори: Касалє Крістіано, Де Сімоні Сара
МПК: B65D 5/74
Мітки: дії, розливними, пристрій, харчовими, багаторазової, відкривальний, упаковок, продуктами
Формула / Реферат:
1. Відкривальний пристрій (4) багаторазової дії для герметичної упаковки (1) з розливним харчовим продуктом, де згаданий пристрій (4) містить:каркас (15), що встановлений навколо проколюваної ділянки (10) згаданої упаковки (1) і визначає наскрізний отвір (16);знімну кришку (17) з різзю, що нагвинчується на згаданий каркас (15), щоб закрити згаданий отвір (16);трубчастий різальний елемент (18), що входить у зачеплення із...
Спосіб і пристрій для відділення відкривальних пристроїв, які подаються разом у формі листа і кріпляться окремо до відповідних упаковок з розливними харчовими продуктами

Номер патенту: 92628
Опубліковано: 25.11.2010
Автори: Нільссон Інге, Бокандер Стефан, Діккнер Йонас
МПК: B65B 61/00
Мітки: листа, продуктами, відповідних, пристрій, форми, упаковок, подаються, відкривальних, пристроїв, кріпляться, відділення, харчовими, розливними, спосіб, окремо
Формула / Реферат:
1. Спосіб відділення відкривальних пристроїв (2), які подаються разом у формі листа (3) і кріпляться окремо до відповідних упаковок з розливними харчовими продуктами; при цьому згаданий лист має певну кількість паралельних рядів (7) відкривальних пристроїв, об'єднаних один з одним, який відрізняється тим, що у ньому:- подають перший ряд (7а) згаданого листа до першого блока (12) відділення;- від'єднують згаданий перший ряд (7а)...
Модульний блок для кріплення відкривальних пристроїв до упаковок з розливними харчовими продуктами
Номер патенту: 92627
Опубліковано: 25.11.2010
Автори: Морселлі Алессандро, Табарте Махмод, Густафссон Андерс, Скарін Ларс
МПК: B65B 61/18
Мітки: модульний, упаковок, блок, відкривальних, пристроїв, харчовими, продуктами, розливними, кріплення
Формула / Реферат:
1. Модульний блок (1, 1') для кріплення відкривальних пристроїв (2, 2') до упаковок (3) з розливними харчовими продуктами, який має:- перший конвеєр (8, 8') для послідовної подачі згаданих відкривальних пристроїв (2, 2') вздовж першої траєкторії (Р1, Р1');- другий конвеєр (9) для послідовної подачі згаданих упаковок (3) вздовж другої траєкторії (Р2);- передавальні засоби (10) для передачі згаданих відкривальних пристроїв...
Попередній патент: Сполуки медичної дії, зумовленої взаємодією з рецептором глюкокортикоїду
Наступний патент: Пружна муфта з аксіальними пружними елементами
Випадковий патент: Спосіб засвоєння інформації