Спосіб поліпшення припрацьовуваності пари тертя “вкладиш підшипника-шийка вала”
Номер патенту: 105422
Опубліковано: 12.05.2014
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Тарельник В'ячеслав Борисович, Дзюба Олександр Володимирович
Формула / Реферат
1. Спосіб поліпшення припрацьовуваності пари тертя "вкладиш підшипника-шийка вала", який включає формування електроерозійним легуванням поверхневого шару з м'якого антифрикційного матеріалу з мікротвердістю нижче мікротвердості основи принаймні на одній з поверхонь пари тертя, який відрізняється тим, що поверхневий шар формують електроерозійним легуванням на поверхні шийки вала, яка контактує з поверхнею вкладиша підшипника.
2. Спосіб за п. 1, який відрізняється тим, що поверхневий шар формують електроерозійним легуванням на поверхні шийки вала, яка контактує з поверхнею вкладиша підшипника, після її зміцнення поетапною цементацією.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що поверхневий шар принаймні одного м'якого антифрикційного матеріалу, вибраного з групи, до складу якої входять індій, олово, мідь, срібло, формують електроерозійним легуванням з енергією розряду 0,01-0, 03 Дж.
4. Спосіб за п. 1 або п. 2, який відрізняється тим, що поверхневий шар принаймні одного м'якого антифрикційного матеріалу, вибраного з групи, до складу якої входять мідь і срібло, формують електроерозійним легуванням з енергією розряду 0,01-0,4 Дж, після чого його піддають безабразивній ультразвуковій фінішній обробці.
Текст
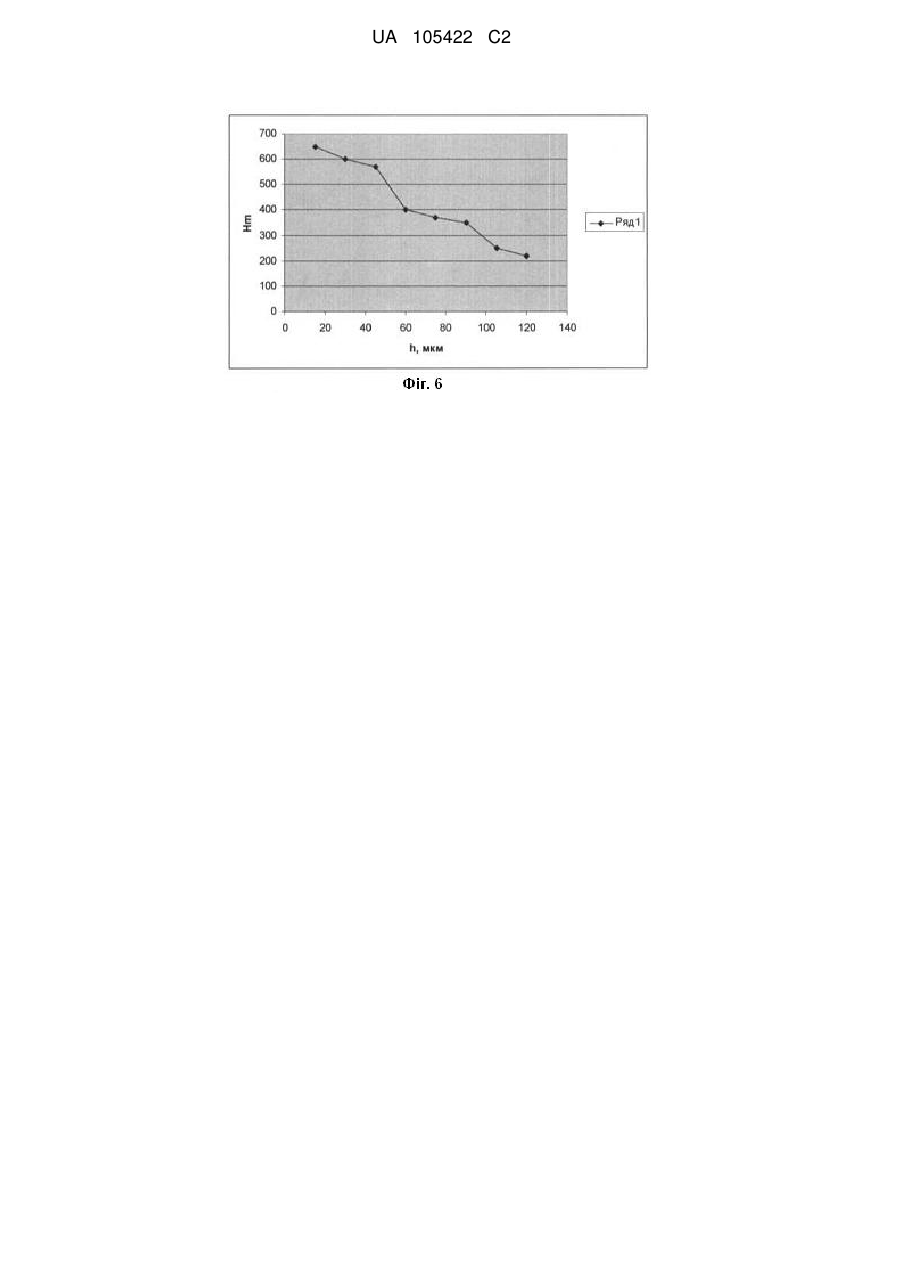
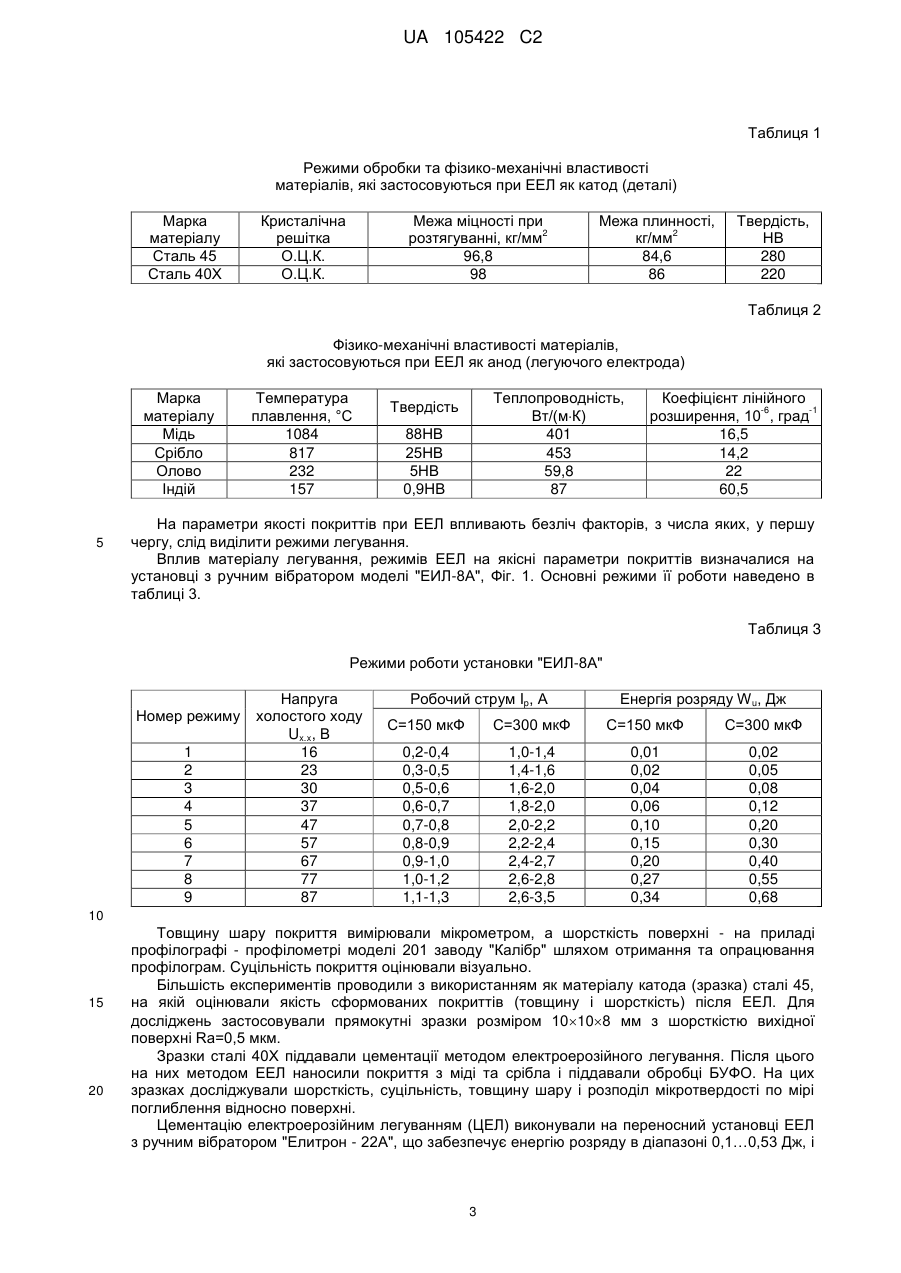
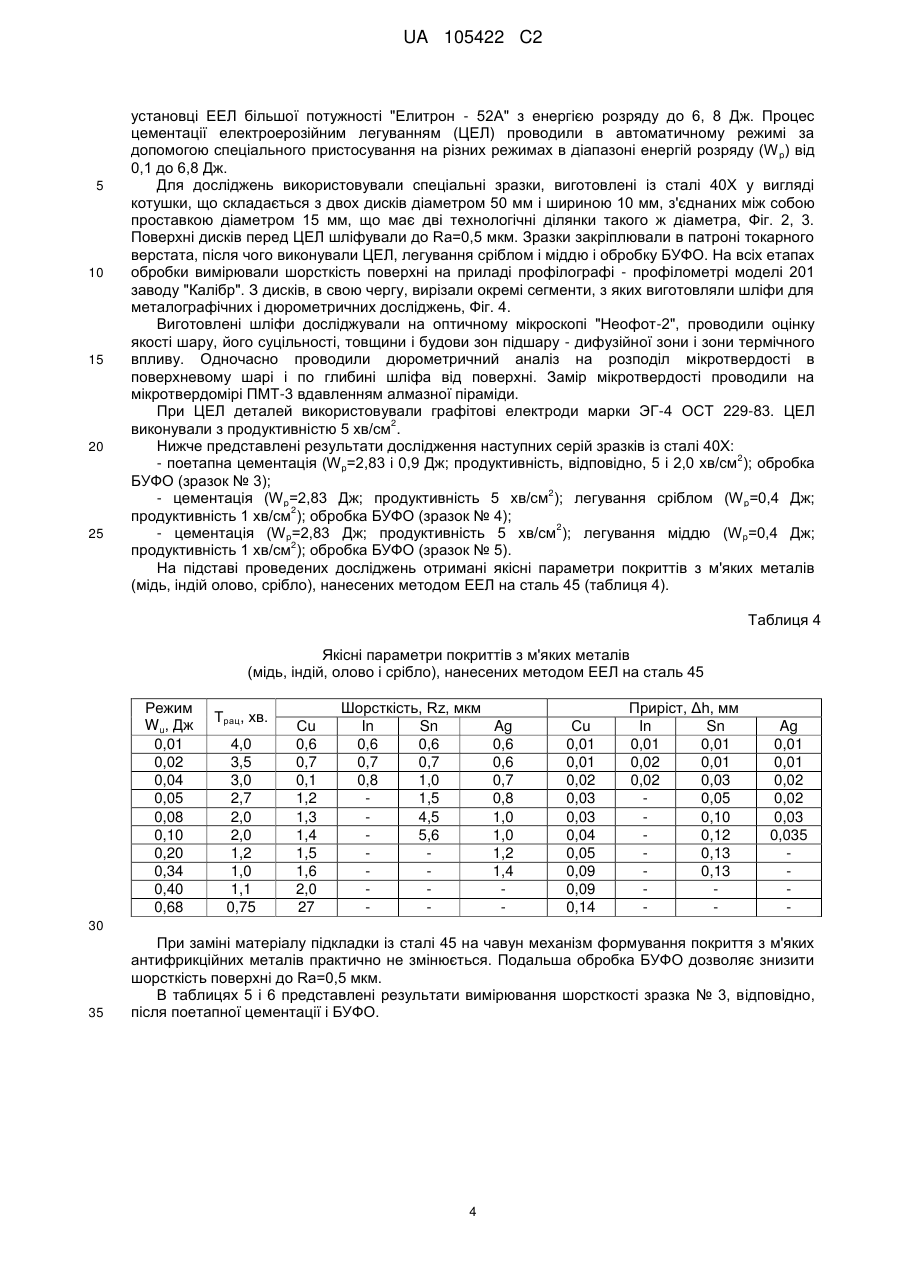
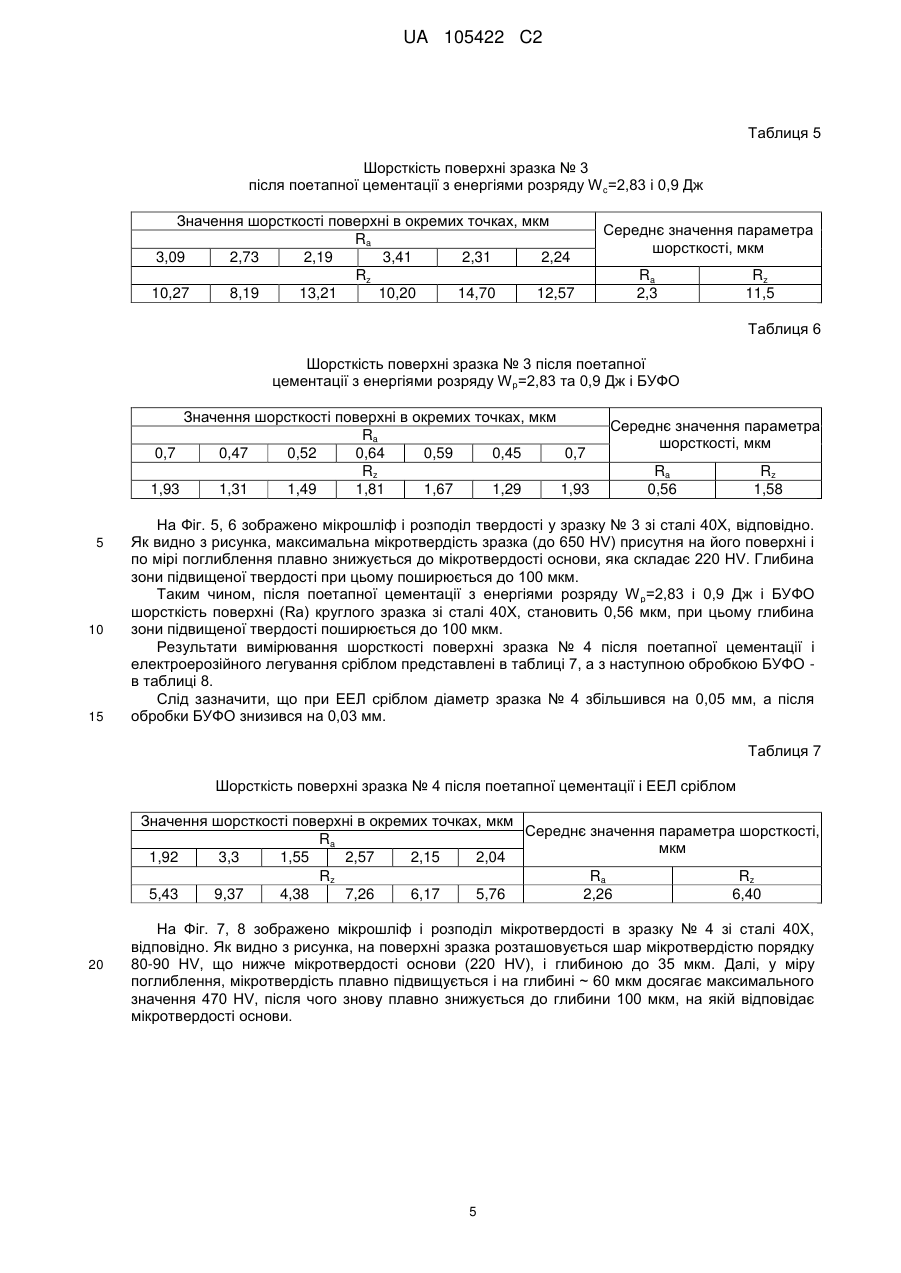
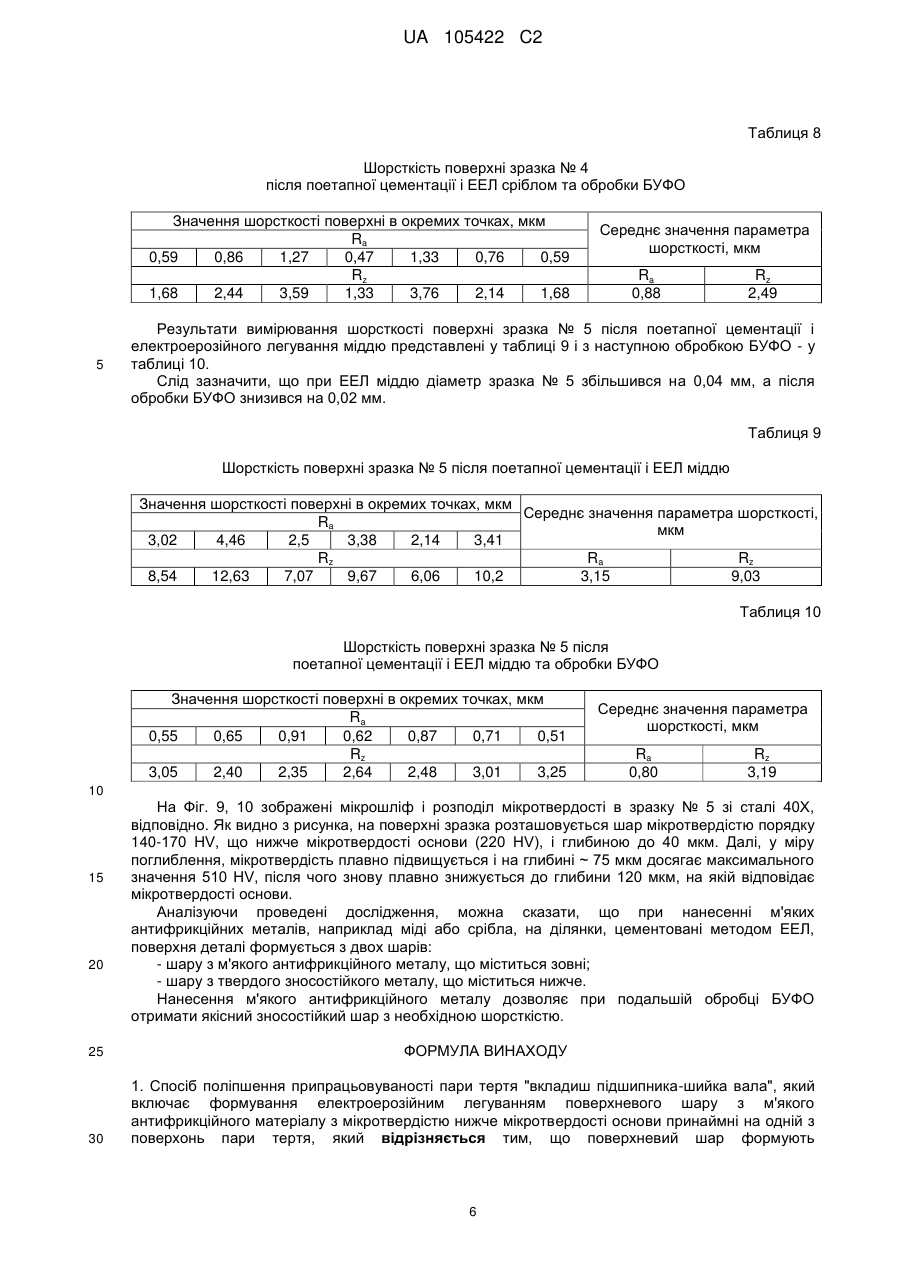
Реферат: Винахід належить до галузі електрофізичної та електрохімічної обробки, зокрема до електроерозійного легування, і може бути використаний для обробки підшипникових шийок валів, що контактують з вкладишами підшипників ковзання. Спосіб включає формування електроерозійним легуванням поверхневого шару з м'якого антифрикційного матеріалу з мікротвердістю нижче мікротвердості основи принаймні на одній з поверхонь пари тертя Поверхневий шар формують електроерозійним легуванням на поверхні шийки вала, яка контактує з поверхнею вкладиша підшипника. Винахід забезпечує підвищення надійності і довговічності підшипників ковзання. UA 105422 C2 (12) UA 105422 C2 UA 105422 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі електрофізичної та електрохімічної обробки, зокрема до електроерозійного легування, і може бути використаний для обробки підшипникових шийок валів, що контактують з вкладишами підшипників ковзання. Відомо підшипникові матеріали з м'яких металів Sn, Pb, Cd, Sb, Zn, що характеризуються наявністю твердих структурних складових в пластичній матриці, які називаються бабітами. їх заливають при температурі 450-480 °C на вкладиші, підігріті до 250 °C. Найчастіше застосовують відцентрову заливку, заливаючи у кокіль під тиском, при цьому товщина заливки в підшипниках становить 1-3 мм [Гаркунов Д.Η. Триботехника. - М.: Машиностроение, 1989. - С. 161]. Істотним недоліком бабітів є їх малий опір втоми, особливо при температурі понад 100 °C. Зі зменшенням товщини заливки підшипника опір втоми збільшується. Мінімальна товщина заливки бабіту допускається 0,25-0,4 мм [Гаркунов Д.Η. Триботехника. -М.: Машиностроение, 1989. - С. 161]. Відомо, що прискорення зношування і розвитку пошкоджень поверхонь тертя у періоді після припрацьовування залежить від наявності на поверхні тертя непоправних мікро-, а іноді і макропошкоджень, що утворилися в процесі припрацьовування. До числа таких пошкоджень належать локальні руйнування структурних складових у результаті перевантажень. У металі в цьому випадку розвиваються пошкодження внаслідок малоциклової втоми, причому уражаються найбільш слабкі структурні складові. Так, при використанні в тонкошарових підшипниках бабіту Б83 в кубічних кристалах SnSb утворюються мікротріщини, які згодом стають осередками розвитку тріщин вже в обсязі всього шару [Трение, износ и смазка/ А.В. Чичинадзе, Э.М. Берлинер, Э.Д. Браун и др./ - М.: Машиностроение, 2003. - с. 312]. Відомо спосіб електроерозійного легування (ЕЕЛ) поверхні - процес перенесення матеріалу на оброблювану поверхню іскровим електричним розрядом [Назаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. - С. 3, 4]. Спосіб має ряд специфічних особливостей: - матеріал анода (легуючий матеріал) може утворювати на поверхні катода (легованій поверхні) шар покриття, надзвичайно міцно зчеплений з даною поверхнею, у цьому випадку не тільки відсутня межа розділу між нанесеним матеріалом і металом основи, але навіть відбувається дифузія елементів анода в катод; - легування можна здійснювати в строго зазначених місцях, не захищаючи при цьому решту поверхні деталі; - технологія електроерозійного легування металевих поверхонь дуже проста, а необхідна апаратура малогабаритна. Найближчим до способу, що заявляється, є спосіб обробки вкладишів підшипників ковзання, який полягає в тому, що на поверхню бабітового покриття вкладиша підшипника наносять методом електроерозійного легування індій або олово при енергіях розряду 0,01-0,03 Дж. При цьому формується поверхневий шар з мікротвердістю нижче мікротвердості основи, в якому відсутні тверді включення (SnSb) квадратної форми. [UA 92814, F16C 33/04; В23Н 1/00; В23Н 5/00, 2010]. Зазначений спосіб також не позбавлений недоліків. Слід зазначити, що при нанесенні на поверхню бабіту м'яких антифрикційних металів індію або олова виникають певні труднощі: - залипання легуючого електрода; - низька продуктивність; - складно механізувати процес ЕЕЛ; - утруднений контроль суцільності покриття, що наноситься. В основу винаходу поставлена задача підвищення надійності і довговічності підшипників ковзання шляхом поліпшення припрацьовуваності їх вкладишів. Поставлену задачу вирішують тим, що в способі поліпшення припрацьовуваності пари тертя "вкладиш підшипника - шийка вала", який включає формування електроерозійним легуванням поверхневого шару з м'якого антифрикційного матеріалу з мікротвердістю нижче мікротвердості основи принаймні на одній з поверхонь пари тертя, згідно з винаходом, поверхневий шар формують електроерозійним легуванням на поверхні шийки вала, яка контактує з поверхнею вкладиша підшипника. Поверхневий шар формують електроерозійним легуванням на поверхні шийки валу, яка контактує з поверхнею вкладиша підшипника, після її зміцнення, наприклад, поетапною цементацією. Поверхневий шар принаймні одного м'якого антифрикційного матеріалу, вибраного з групи, до складу якої входять індій, олово, мідь, срібло, формують електроерозійним легуванням з енергією розряду 0,01-0, 03 Дж. 1 UA 105422 C2 5 10 15 20 25 30 35 40 45 50 Поверхневий шар принаймні одного м'якого антифрикційного матеріалу, вибраного з групи, до складу якої входять мідь і срібло, формують електроерозійним легуванням з енергією розряду 0,01-0,4 Дж., після чого його піддають безабразивній ультразвуковій фінішній обробці. Для підвищення надійності і довговічності підшипників ковзання шляхом поліпшення припрацьовуваності їх вкладишів, наприклад з бабіту, до практичного застосування можна рекомендувати покриття з м'яких антифрикційних металів: індію, олова, міді та срібла, які наносять методом ЕЕЛ на підшипникові шийки валів з енергією розряду 0,01-0,04 Дж. Подальше збільшення енергії розряду спричиняє зростання шорсткості поверхні >Ra 1 мкм. Покриття з цих металів, що наносяться з енергією розряду 0,01-0,4 Дж, необхідно піддавати наступній безабразивній ультразвуковій фінішній обробці (БУФО). Вибір граничних значень енергії розряду для нанесення індію та олова зумовлено природою їх взаємодії з твердими тілами, що деформуються. Нижнє значення енергії обмежується ефективністю способу. Збільшення енергії розряду вище верхньої межі при нанесенні індію або олова веде до швидкого нагрівання і втрати форми електрода - інструменту з індію та різкого підвищення шорсткості поверхні, що піддається легуванню, при використанні електрода - інструменту з олова. Винахід пояснюється рисунками. На Фіг. 1 зображена установка "ЕИЛ-8А" для відновлення і зміцнення посадочних деталей; на Фіг. 2 - сталевий зразок для дослідження результатів ЦЕЛ і ЕЕЛ сріблом; на Фіг. 3 - сталевий зразок для дослідження результатів ЦЕЛ і ЕЕЛ міддю; на Фіг. 4 - шліфи для проведення металографічних і дюрометричних досліджень; на Фіг. 5 - мікрошліф зразка № 3 із сталі 40Х; на Фіг. 6 - розподіл мікротвердості в поверхневому шарі сталі 40Х зразка № 3; на Фіг. 7 - мікрошліф зразка № 4 із сталі 40Х; на Фіг. 8 - розподіл мікротвердості в поверхневому шарі сталі 40Х зразка № 4; на Фіг. 9 - мікрошліф зразка № 5 із сталі 40Х; на Фіг. 10 - розподіл мікротвердості в поверхневому шарі сталі 40Х зразка № 5. У сучасному машинобудуванні вибір матеріалу і термічної обробки валів і осей виробів визначається критеріями їх працездатності, в тому числі критеріями працездатності шийок валів з підшипниками. Значимість останніх критеріїв у випадку підшипників ковзання може бути визначальною. Основними матеріалами для валів служать вуглецеві і леговані сталі завдяки високим механічним характеристикам, здатності до зміцнення і легкості одержання циліндричних заготовок прокаткою. Для більшості валів застосовують термічно оброблювані середньо вуглецеві і леговані сталі 45, 40Х. Для високонавантажених валів відповідальних машин застосовують леговані сталі 40ХН, 40ХН2МА, 30ХГТ, 30ХГСА та ін. Вали з цих сталей звичайно піддають поліпшенню, загартуванню з високим відпуском або поверхневому загартуванню з нагріванням ТВЧ. Швидкохідні вали, що обертаються в підшипниках ковзання, вимагають досить високої твердості шийок; їх виготовляють із сталей 20Х, 12ХН3А, 18ХГТ, що піддаються цементації, або сталей типу 38 × 2МЮА, що піддаються азотуванню. Для виготовлення фасонних валів, наприклад, колінчатих з великими фланцями і великими отворами, а також важких валів, поряд зі сталлю, застосовують високоміцні чавуни (з кулястим графітом) і модифіковані чавуни. В залежності від умов роботи, шорсткість Ra поверхні під підшипники ковзання становить 1,0-0,16 мкм. [Решетов Д.Н. Детали машин: Учебник для студентов машиностроительных и механических специальностей вузов. - М.: Машиностроение, 1989. - 321 с]. Матеріали, які застосовували для дослідження, підрозділяли на матеріали для катода (деталі) і матеріали для анода (легуючого електрода). Матеріали анода і катода, а також деякі їх фізико-механічні властивості наведені в таблицях 1 і 2. 2 UA 105422 C2 Таблиця 1 Режими обробки та фізико-механічні властивості матеріалів, які застосовуються при ЕЕЛ як катод (деталі) Марка матеріалу Сталь 45 Сталь 40Х Кристалічна решітка О.Ц.К. О.Ц.К. Межа міцності при 2 розтягуванні, кг/мм 96,8 98 Межа плинності, 2 кг/мм 84,6 86 Твердість, НВ 280 220 Таблиця 2 Фізико-механічні властивості матеріалів, які застосовуються при ЕЕЛ як анод (легуючого електрода) Марка матеріалу Мідь Срібло Олово Індій 5 Температура плавлення, °C 1084 817 232 157 Теплопроводність, Вт/(мК) 401 453 59,8 87 Твердість 88НВ 25НВ 5НВ 0,9НВ Коефіцієнт лінійного -6 -1 розширення, 10 , град 16,5 14,2 22 60,5 На параметри якості покриттів при ЕЕЛ впливають безліч факторів, з числа яких, у першу чергу, слід виділити режими легування. Вплив матеріалу легування, режимів ЕЕЛ на якісні параметри покриттів визначалися на установці з ручним вібратором моделі "ЕИЛ-8А", Фіг. 1. Основні режими її роботи наведено в таблиці 3. Таблиця 3 Режими роботи установки "ЕИЛ-8А" Номер режиму 1 2 3 4 5 6 7 8 9 Напруга холостого ходу Ux.x, В 16 23 30 37 47 57 67 77 87 Робочий струм Ip, Α Енергія розряду W u, Дж С=150 мкФ С=300 мкФ С=150 мкФ С=300 мкФ 0,2-0,4 0,3-0,5 0,5-0,6 0,6-0,7 0,7-0,8 0,8-0,9 0,9-1,0 1,0-1,2 1,1-1,3 1,0-1,4 1,4-1,6 1,6-2,0 1,8-2,0 2,0-2,2 2,2-2,4 2,4-2,7 2,6-2,8 2,6-3,5 0,01 0,02 0,04 0,06 0,10 0,15 0,20 0,27 0,34 0,02 0,05 0,08 0,12 0,20 0,30 0,40 0,55 0,68 10 15 20 Товщину шару покриття вимірювали мікрометром, а шорсткість поверхні - на приладі профілографі - профілометрі моделі 201 заводу "Калібр" шляхом отримання та опрацювання профілограм. Суцільність покриття оцінювали візуально. Більшість експериментів проводили з використанням як матеріалу катода (зразка) сталі 45, на якій оцінювали якість сформованих покриттів (товщину і шорсткість) після ЕЕЛ. Для досліджень застосовували прямокутні зразки розміром 10108 мм з шорсткістю вихідної поверхні Ra=0,5 мкм. Зразки сталі 40Х піддавали цементації методом електроерозійного легування. Після цього на них методом ЕЕЛ наносили покриття з міді та срібла і піддавали обробці БУФО. На цих зразках досліджували шорсткість, суцільність, товщину шару i розподіл мікротвердості по мірі поглиблення відносно поверхні. Цементацію електроерозійним легуванням (ЦЕЛ) виконували на переносний установці ЕЕЛ з ручним вібратором "Елитрон - 22А", що забезпечує енергію розряду в діапазоні 0,1…0,53 Дж, і 3 UA 105422 C2 5 10 15 20 25 установці ЕЕЛ більшої потужності "Елитрон - 52А" з енергією розряду до 6, 8 Дж. Процес цементації електроерозійним легуванням (ЦЕЛ) проводили в автоматичному режимі за допомогою спеціального пристосування на різних режимах в діапазоні енергій розряду (W p) від 0,1 до 6,8 Дж. Для досліджень використовували спеціальні зразки, виготовлені із сталі 40Х у вигляді котушки, що складається з двох дисків діаметром 50 мм і шириною 10 мм, з'єднаних між собою проставкою діаметром 15 мм, що має дві технологічні ділянки такого ж діаметра, Фіг. 2, 3. Поверхні дисків перед ЦЕЛ шліфували до Ra=0,5 мкм. Зразки закріплювали в патроні токарного верстата, після чого виконували ЦЕЛ, легування сріблом і міддю і обробку БУФО. На всіх етапах обробки вимірювали шорсткість поверхні на приладі профілографі - профілометрі моделі 201 заводу "Калібр". З дисків, в свою чергу, вирізали окремі сегменти, з яких виготовляли шліфи для металографічних і дюрометричних досліджень, Фіг. 4. Виготовлені шліфи досліджували на оптичному мікроскопі "Неофот-2", проводили оцінку якості шару, його суцільності, товщини і будови зон підшару - дифузійної зони і зони термічного впливу. Одночасно проводили дюрометричний аналіз на розподіл мікротвердості в поверхневому шарі і по глибині шліфа від поверхні. Замір мікротвердості проводили на мікротвердомірі ПМТ-3 вдавленням алмазної піраміди. При ЦЕЛ деталей використовували графітові електроди марки ЭГ-4 ОСТ 229-83. ЦЕЛ 2 виконували з продуктивністю 5 хв/см . Нижче представлені результати дослідження наступних серій зразків із сталі 40Х: 2 - поетапна цементація (W p=2,83 і 0,9 Дж; продуктивність, відповідно, 5 і 2,0 хв/см ); обробка БУФО (зразок № 3); 2 - цементація (W p=2,83 Дж; продуктивність 5 хв/см ); легування сріблом (W p=0,4 Дж; 2 продуктивність 1 хв/см ); обробка БУФО (зразок № 4); 2 - цементація (W p=2,83 Дж; продуктивність 5 хв/см ); легування міддю (W p=0,4 Дж; 2 продуктивність 1 хв/см ); обробка БУФО (зразок № 5). На підставі проведених досліджень отримані якісні параметри покриттів з м'яких металів (мідь, індій олово, срібло), нанесених методом ЕЕЛ на сталь 45 (таблиця 4). Таблиця 4 Якісні параметри покриттів з м'яких металів (мідь, індій, олово і срібло), нанесених методом ЕЕЛ на сталь 45 Режим W u, Дж 0,01 0,02 0,04 0,05 0,08 0,10 0,20 0,34 0,40 0,68 Τрац, хв. 4,0 3,5 3,0 2,7 2,0 2,0 1,2 1,0 1,1 0,75 Сu 0,6 0,7 0,1 1,2 1,3 1,4 1,5 1,6 2,0 27 Шорсткість, Rz, мкм In Sn 0,6 0,6 0,7 0,7 0,8 1,0 1,5 4,5 5,6 Ag 0,6 0,6 0,7 0,8 1,0 1,0 1,2 1,4 Сu 0,01 0,01 0,02 0,03 0,03 0,04 0,05 0,09 0,09 0,14 Приріст, Δh, мм In Sn 0,01 0,01 0,02 0,01 0,02 0,03 0,05 0,10 0,12 0,13 0,13 Ag 0,01 0,01 0,02 0,02 0,03 0,035 30 35 При заміні матеріалу підкладки із сталі 45 на чавун механізм формування покриття з м'яких антифрикційних металів практично не змінюється. Подальша обробка БУФО дозволяє знизити шорсткість поверхні до Ra=0,5 мкм. В таблицях 5 і 6 представлені результати вимірювання шорсткості зразка № 3, відповідно, після поетапної цементації і БУФО. 4 UA 105422 C2 Таблиця 5 Шорсткість поверхні зразка № 3 після поетапної цементації з енергіями розряду W c=2,83 і 0,9 Дж Значення шорсткості поверхні в окремих точках, мкм Ra 3,09 2,73 2,19 3,41 2,31 2,24 Rz 10,27 8,19 13,21 10,20 14,70 12,57 Середнє значення параметра шорсткості, мкм Ra 2,3 Rz 11,5 Таблиця 6 Шорсткість поверхні зразка № 3 після поетапної цементації з енергіями розряду W p=2,83 та 0,9 Дж і БУФО Значення шорсткості поверхні в окремих точках, мкм Ra 0,7 0,47 0,52 0,64 0,59 0,45 0,7 Rz 1,93 1,31 1,49 1,81 1,67 1,29 1,93 5 10 15 Середнє значення параметра шорсткості, мкм Ra 0,56 Rz 1,58 На Фіг. 5, 6 зображено мікрошліф і розподіл твердості у зразку № 3 зі сталі 40Х, відповідно. Як видно з рисунка, максимальна мікротвердість зразка (до 650 HV) присутня на його поверхні і по мірі поглиблення плавно знижується до мікротвердості основи, яка складає 220 HV. Глибина зони підвищеної твердості при цьому поширюється до 100 мкм. Таким чином, після поетапної цементації з енергіями розряду W p=2,83 і 0,9 Дж і БУФО шорсткість поверхні (Ra) круглого зразка зі сталі 40Х, становить 0,56 мкм, при цьому глибина зони підвищеної твердості поширюється до 100 мкм. Результати вимірювання шорсткості поверхні зразка № 4 після поетапної цементації і електроерозійного легування сріблом представлені в таблиці 7, а з наступною обробкою БУФО в таблиці 8. Слід зазначити, що при ЕЕЛ сріблом діаметр зразка № 4 збільшився на 0,05 мм, а після обробки БУФО знизився на 0,03 мм. Таблиця 7 Шорсткість поверхні зразка № 4 після поетапної цементації і ЕЕЛ сріблом Значення шорсткості поверхні в окремих точках, мкм Середнє значення параметра шорсткості, Ra мкм 1,92 3,3 1,55 2,57 2,15 2,04 Rz Ra Rz 5,43 9,37 4,38 7,26 6,17 5,76 2,26 6,40 20 На Фіг. 7, 8 зображено мікрошліф і розподіл мікротвердості в зразку № 4 зі сталі 40Х, відповідно. Як видно з рисунка, на поверхні зразка розташовується шар мікротвердістю порядку 80-90 HV, що нижче мікротвердості основи (220 HV), і глибиною до 35 мкм. Далі, у міру поглиблення, мікротвердість плавно підвищується і на глибині ~ 60 мкм досягає максимального значення 470 HV, після чого знову плавно знижується до глибини 100 мкм, на якій відповідає мікротвердості основи. 5 UA 105422 C2 Таблиця 8 Шорсткість поверхні зразка № 4 після поетапної цементації і ЕЕЛ сріблом та обробки БУФО Значення шорсткості поверхні в окремих точках, мкм Ra 0,59 0,86 1,27 0,47 1,33 0,76 0,59 Rz 1,68 2,44 3,59 1,33 3,76 2,14 1,68 5 Середнє значення параметра шорсткості, мкм Ra 0,88 Rz 2,49 Результати вимірювання шорсткості поверхні зразка № 5 після поетапної цементації і електроерозійного легування міддю представлені у таблиці 9 і з наступною обробкою БУФО - у таблиці 10. Слід зазначити, що при ЕЕЛ міддю діаметр зразка № 5 збільшився на 0,04 мм, а після обробки БУФО знизився на 0,02 мм. Таблиця 9 Шорсткість поверхні зразка № 5 після поетапної цементації і ЕЕЛ міддю Значення шорсткості поверхні в окремих точках, мкм Середнє значення параметра шорсткості, Ra мкм 3,02 4,46 2,5 3,38 2,14 3,41 Rz Ra Rz 8,54 12,63 7,07 9,67 6,06 10,2 3,15 9,03 Таблиця 10 Шорсткість поверхні зразка № 5 після поетапної цементації і ЕЕЛ міддю та обробки БУФО Значення шорсткості поверхні в окремих точках, мкм Ra 0,55 0,65 0,91 0,62 0,87 0,71 0,51 Rz 3,05 2,40 2,35 2,64 2,48 3,01 3,25 Середнє значення параметра шорсткості, мкм Ra 0,80 Rz 3,19 10 15 20 25 30 На Фіг. 9, 10 зображені мікрошліф і розподіл мікротвердості в зразку № 5 зі сталі 40Х, відповідно. Як видно з рисунка, на поверхні зразка розташовується шар мікротвердістю порядку 140-170 HV, що нижче мікротвердості основи (220 HV), і глибиною до 40 мкм. Далі, у міру поглиблення, мікротвердість плавно підвищується і на глибині ~ 75 мкм досягає максимального значення 510 HV, після чого знову плавно знижується до глибини 120 мкм, на якій відповідає мікротвердості основи. Аналізуючи проведені дослідження, можна сказати, що при нанесенні м'яких антифрикційних металів, наприклад міді або срібла, на ділянки, цементовані методом ЕЕЛ, поверхня деталі формується з двох шарів: - шару з м'якого антифрикційного металу, що міститься зовні; - шару з твердого зносостійкого металу, що міститься нижче. Нанесення м'якого антифрикційного металу дозволяє при подальшій обробці БУФО отримати якісний зносостійкий шар з необхідною шорсткістю. ФОРМУЛА ВИНАХОДУ 1. Спосіб поліпшення припрацьовуваності пари тертя "вкладиш підшипника-шийка вала", який включає формування електроерозійним легуванням поверхневого шару з м'якого антифрикційного матеріалу з мікротвердістю нижче мікротвердості основи принаймні на одній з поверхонь пари тертя, який відрізняється тим, що поверхневий шар формують 6 UA 105422 C2 5 10 електроерозійним легуванням на поверхні шийки вала, яка контактує з поверхнею вкладиша підшипника. 2. Спосіб за п. 1, який відрізняється тим, що поверхневий шар формують електроерозійним легуванням на поверхні шийки вала, яка контактує з поверхнею вкладиша підшипника, після її зміцнення поетапною цементацією. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що поверхневий шар принаймні одного м'якого антифрикційного матеріалу, вибраного з групи, до складу якої входять індій, олово, мідь, срібло, формують електроерозійним легуванням з енергією розряду 0,01-0, 03 Дж. 4. Спосіб за п. 1 або п. 2, який відрізняється тим, що поверхневий шар принаймні одного м'якого антифрикційного матеріалу, вибраного з групи, до складу якої входять мідь і срібло, формують електроерозійним легуванням з енергією розряду 0,01-0,4 Дж, після чого його піддають безабразивній ультразвуковій фінішній обробці. 7 UA 105422 C2 8 UA 105422 C2 9 UA 105422 C2 10 UA 105422 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Автори англійськоюMartsynkovskyi Vasyl Sihizmundovych
Автори російськоюМарцинковский Василий Сигизмундович
МПК / Мітки
МПК: B23H 5/00, B23H 1/00, F16C 33/04
Мітки: припрацьовуваності, вкладиш, спосіб, підшипника-шийка, пари, поліпшення, тертя, вала
Код посилання
<a href="https://ua.patents.su/13-105422-sposib-polipshennya-pripracovuvanosti-pari-tertya-vkladish-pidshipnika-shijjka-vala.html" target="_blank" rel="follow" title="База патентів України">Спосіб поліпшення припрацьовуваності пари тертя “вкладиш підшипника-шийка вала”</a>
Вкладиш підшипника ковзання і спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 81288
Опубліковано: 25.12.2007
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
МПК: F16C 33/08, F16C 17/00, F16C 33/04
Мітки: ковзання, вкладиш, спосіб, вкладиша, виготовлення, підшипника
Формула / Реферат:
1. Вкладиш підшипника ковзання, що складається зі сталевого корпуса, на якому зафіксована принаймні одна біметалева накладка, виконана у вигляді шару антифрикційного матеріалу, розміщеного на сталевій підкладці, який відрізняється тим, що підкладка біметалевої накладки зафіксована на корпусі вкладиша за допомогою електрозаклепок.2. Вкладиш підшипника ковзання за п. 1, який відрізняється тим, що принаймні частина корпуса вкладиша...
Спосіб виготовлення деталі пари тертя
Номер патенту: 27076
Опубліковано: 10.10.2007
Автори: Пчелінцев Олександр Вікторович, Пчелінцев Віктор Олександрович, Шабаль Ярослав Миколайович
МПК: F16J 15/00
Мітки: деталі, спосіб, пари, тертя, виготовлення
Формула / Реферат:
Спосіб виготовлення деталі пари тертя, переважно зі сталей і сплавів, не зміцнюваних термічною обробкою, при якому на торцевій поверхні деталі виконують канавки (пази), заповнюють їх зносостійким матеріалом, який пресують і розплавляють, який відрізняється тим, що канавки виконують спірально направленими, а розплавлення ведуть концентрованим джерелом енергії, при цьому діаметр плями контакта перевищує ширину канавки.
Вкладиш підшипника ковзання
Номер патенту: 84342
Опубліковано: 10.10.2013
Автор: ПРИВАТНЕ ПІДПРИЄМСТВО "ДИЗАЙН АУТОМОТІВ"
МПК: F16C 33/04
Мітки: вкладиш, ковзання, підшипника
Формула / Реферат:
1. Вкладиш підшипника ковзання, що виконаний у вигляді сталевого півциліндра, внутрішня поверхня якого має антифрикційне покриття, який відрізняється тим, що на краю вкладиша виконано щонайменше один прямокутний виступ, який входить у відповідний паз підшипника ковзання.2. Вкладиш підшипника ковзання за п. 1, який відрізняється тим, що на внутрішній поверхні сталевого півциліндра виконано круглий наскрізний отвір.3. Вкладиш...
Вкладиш підшипника ковзання
Номер патенту: 83295
Опубліковано: 27.08.2013
Автор: Волчєнко Кірілл Валєрьєвіч
МПК: F16C 33/04
Мітки: вкладиш, підшипника, ковзання
Формула / Реферат:
Вкладиш підшипника ковзання, який має основу, внутрішню поверхню з нанесеним антифрикційним шаром, який відрізняється тим, що містить принаймні один установочний виступ, який виконується частковим надрізанням краю вкладиша та виступає в радіальному напрямку від вкладиша назад, причому внутрішня поверхня вкладиша містить подовжню канавку з двома отворами.
Вкладиш підшипника ковзання
Номер патенту: 83296
Опубліковано: 27.08.2013
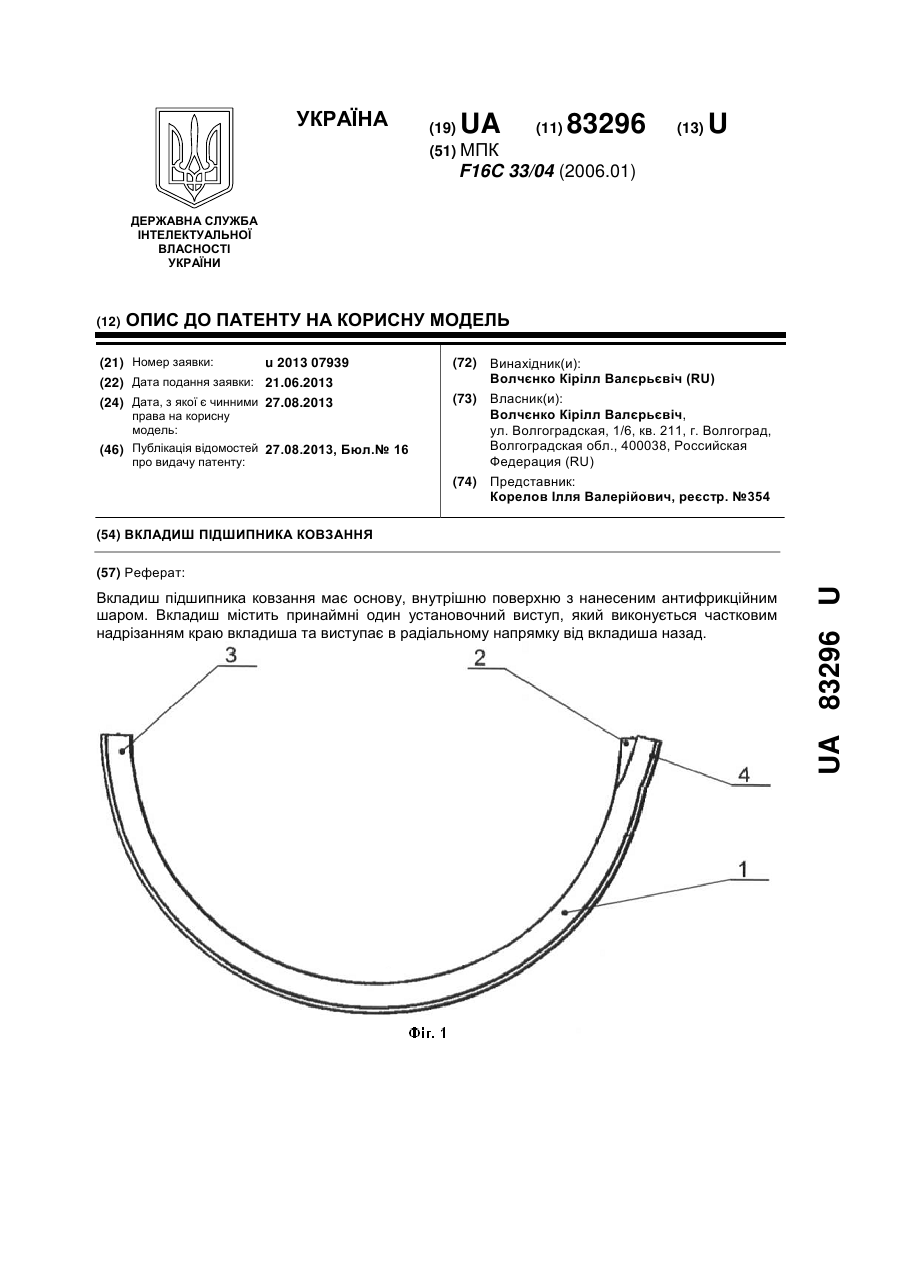
Автор: Волчєнко Кірілл Валєрьєвіч
МПК: F16C 33/04
Мітки: ковзання, підшипника, вкладиш
Формула / Реферат:
Вкладиш підшипника ковзання, який має основу, внутрішню поверхню з нанесеним антифрикційним шаром, який відрізняється тим, що містить принаймні один установочний виступ, який виконується частковим надрізанням краю вкладиша та виступає в радіальному напрямку від вкладиша назад.
Попередній патент: Вітродвигун
Наступний патент: Цифровий спосіб вимірювання напруженості електричного поля
Випадковий патент: Пристрій для просочення гнучкого виробу трубчастої форми