Спосіб ремонту поліетиленових газопроводів
Номер патенту: 65509
Опубліковано: 15.03.2006
Формула / Реферат
An apparatus for filling containers, said apparatus comprising a feed nozzle which may be placed over the feed orifice of the container, the feed nozzle being so constructed that the solids may be introduced under pressure and the container being surrounded by a cage, as well as a process for filling containers, in particular with finely divided solids having a high air content by arranging an air-permeable large container in an apparatus according to the invention, air-tight connection of the large container to the feed nozzle, filling of the container under pressure, removal of the filled container and container with air-permeable plies.
Текст
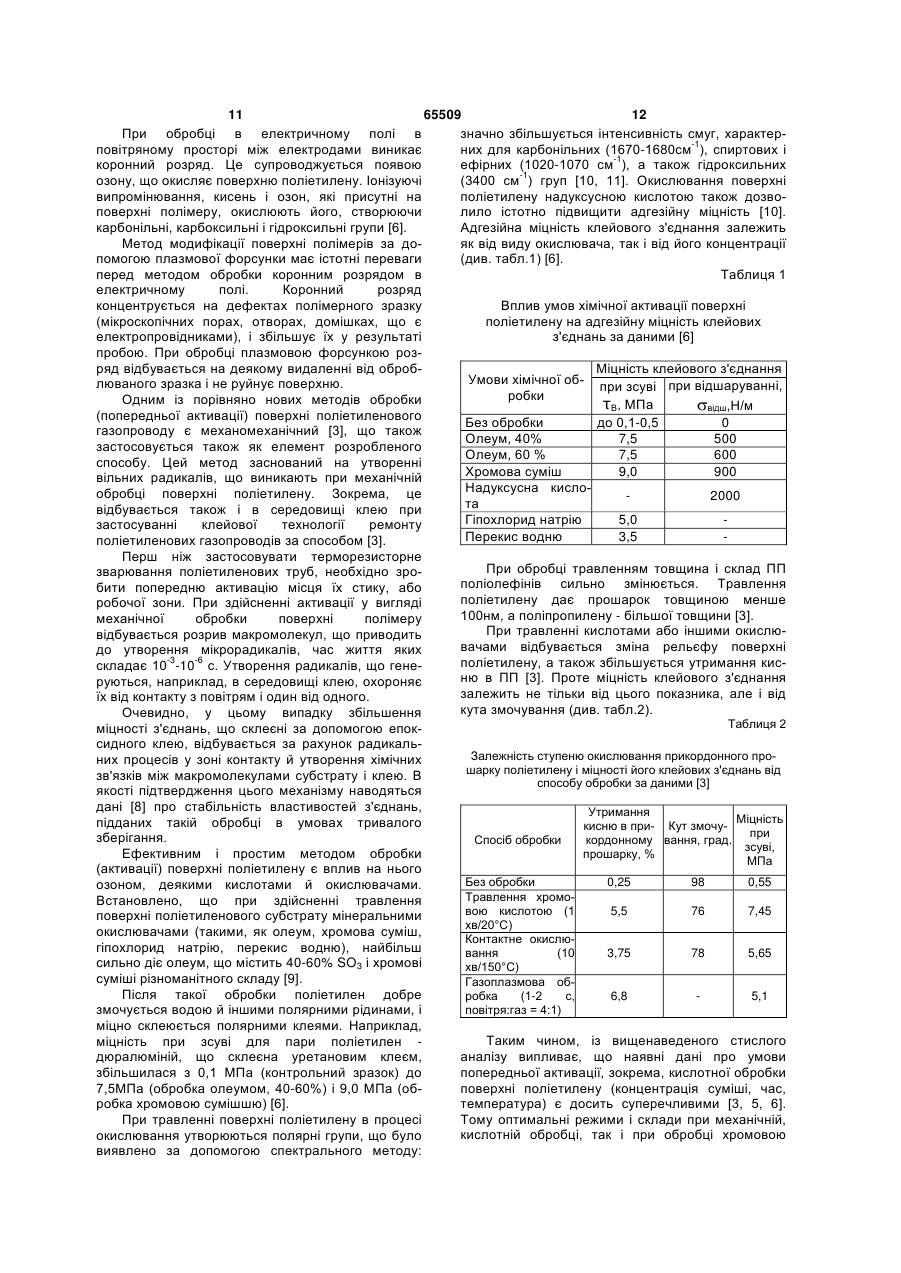
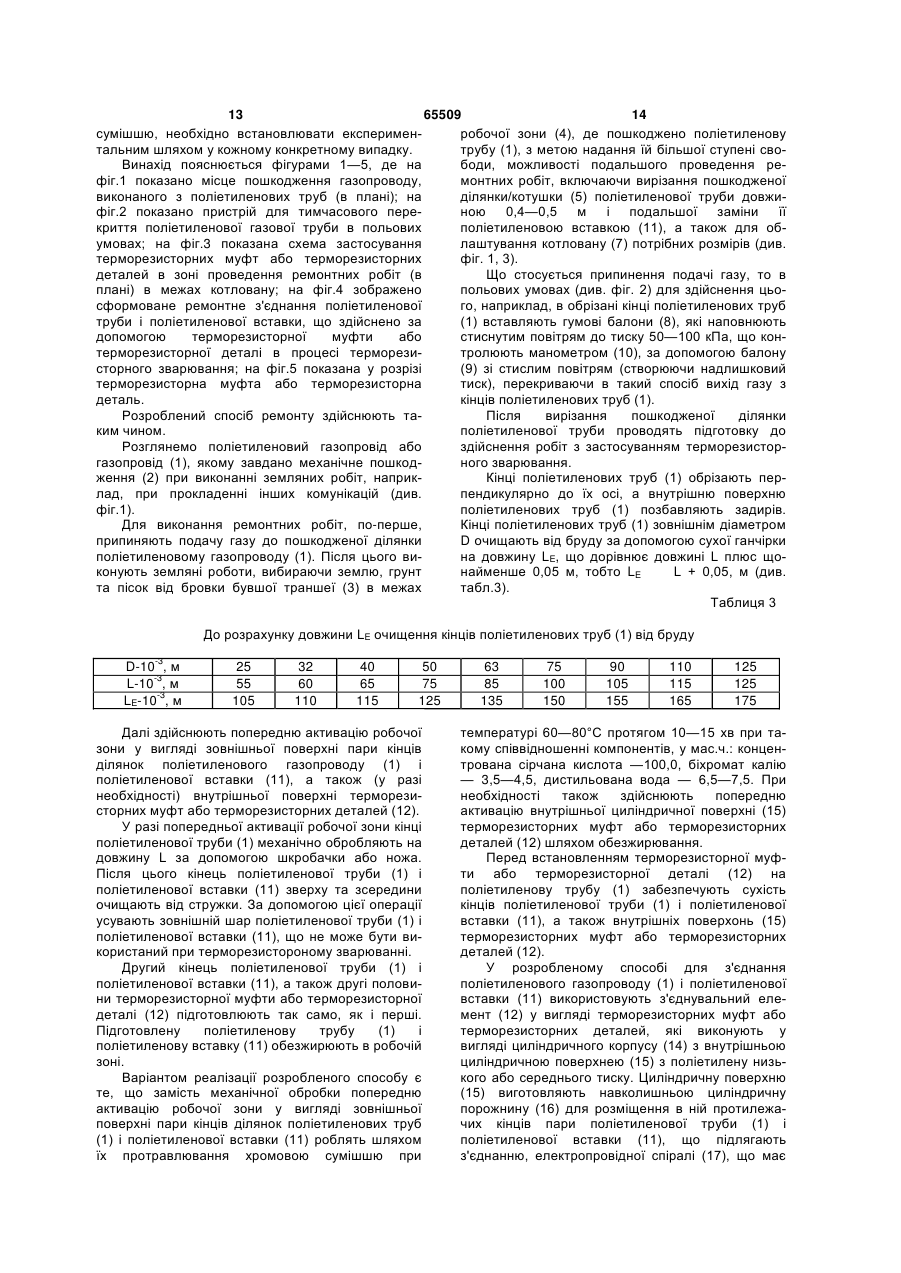
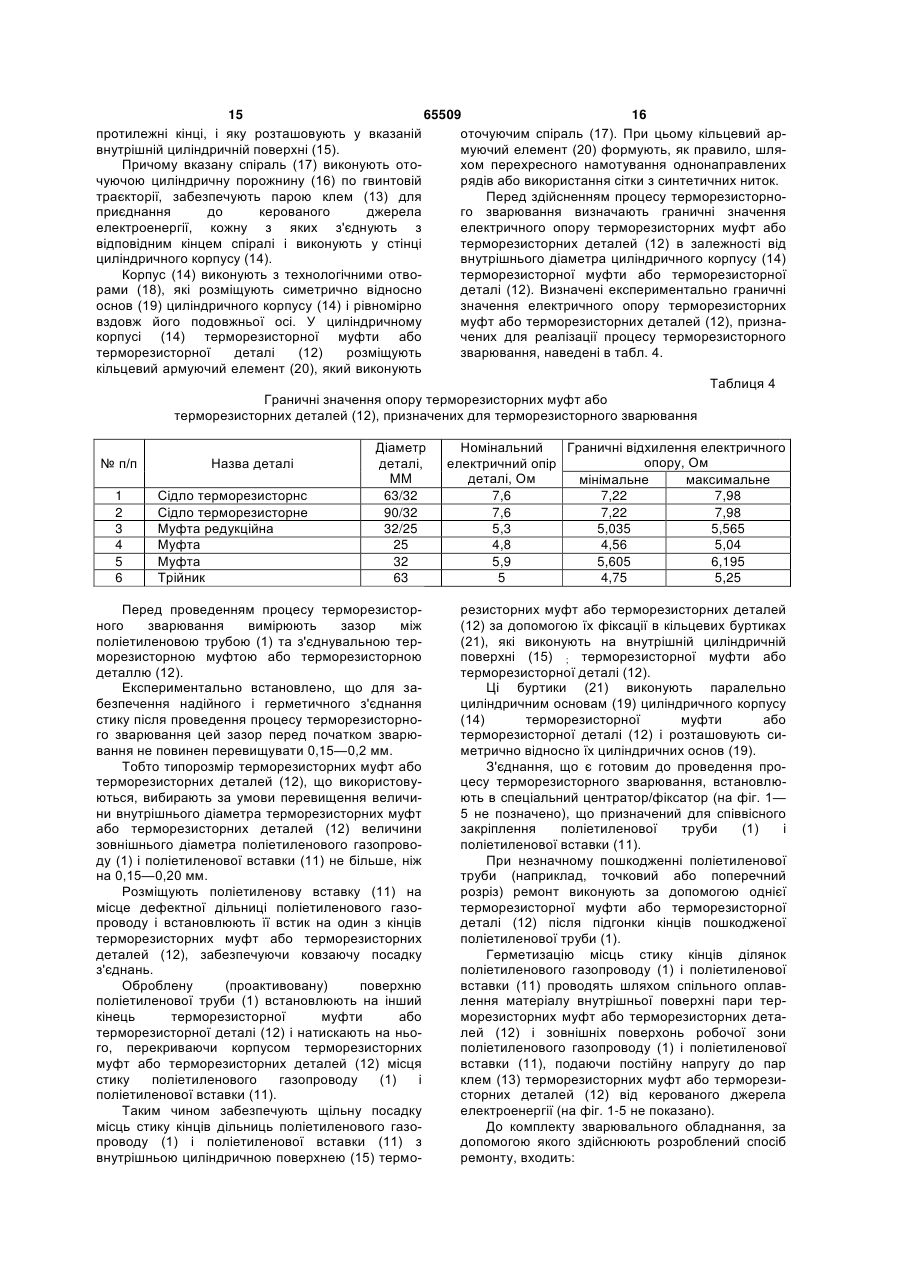
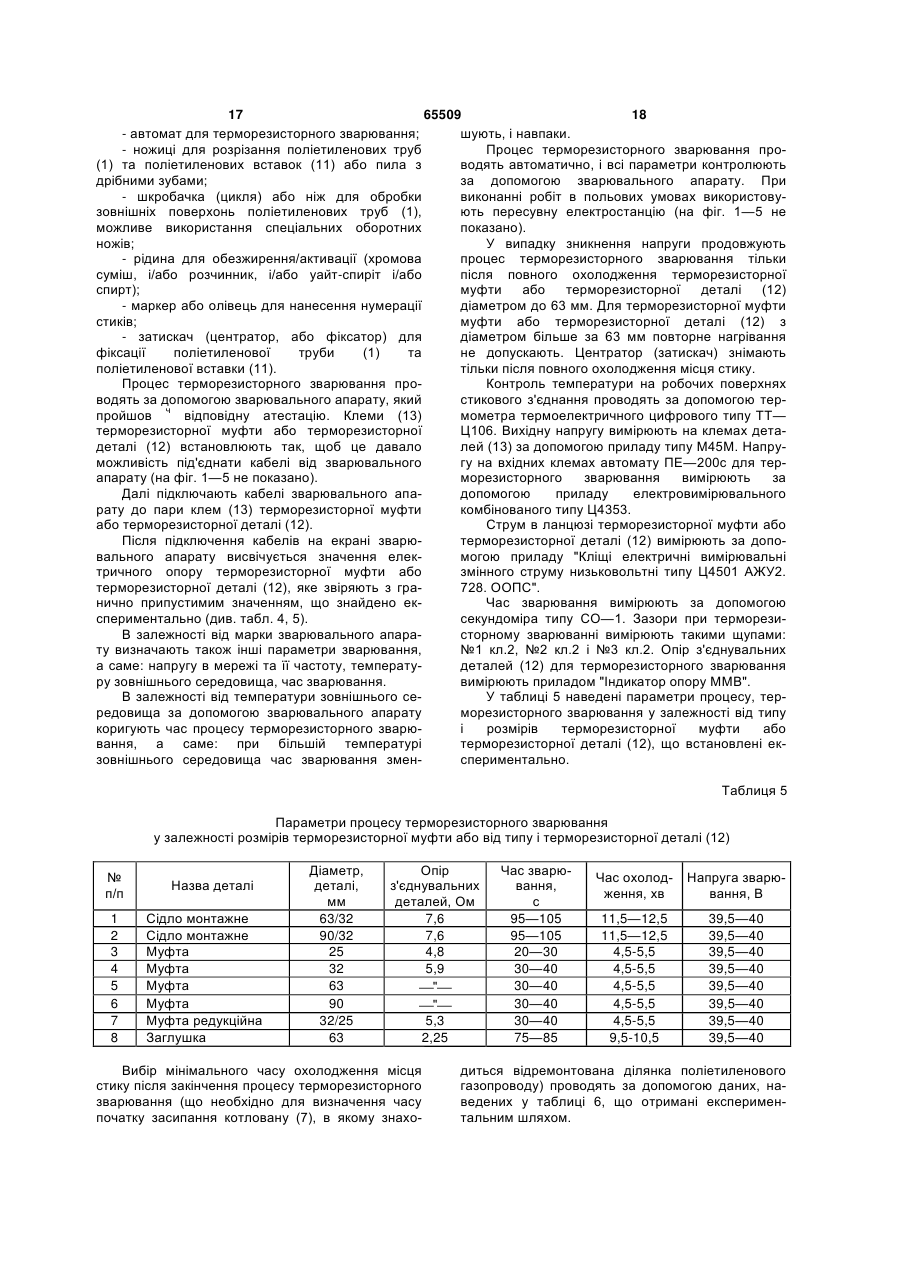
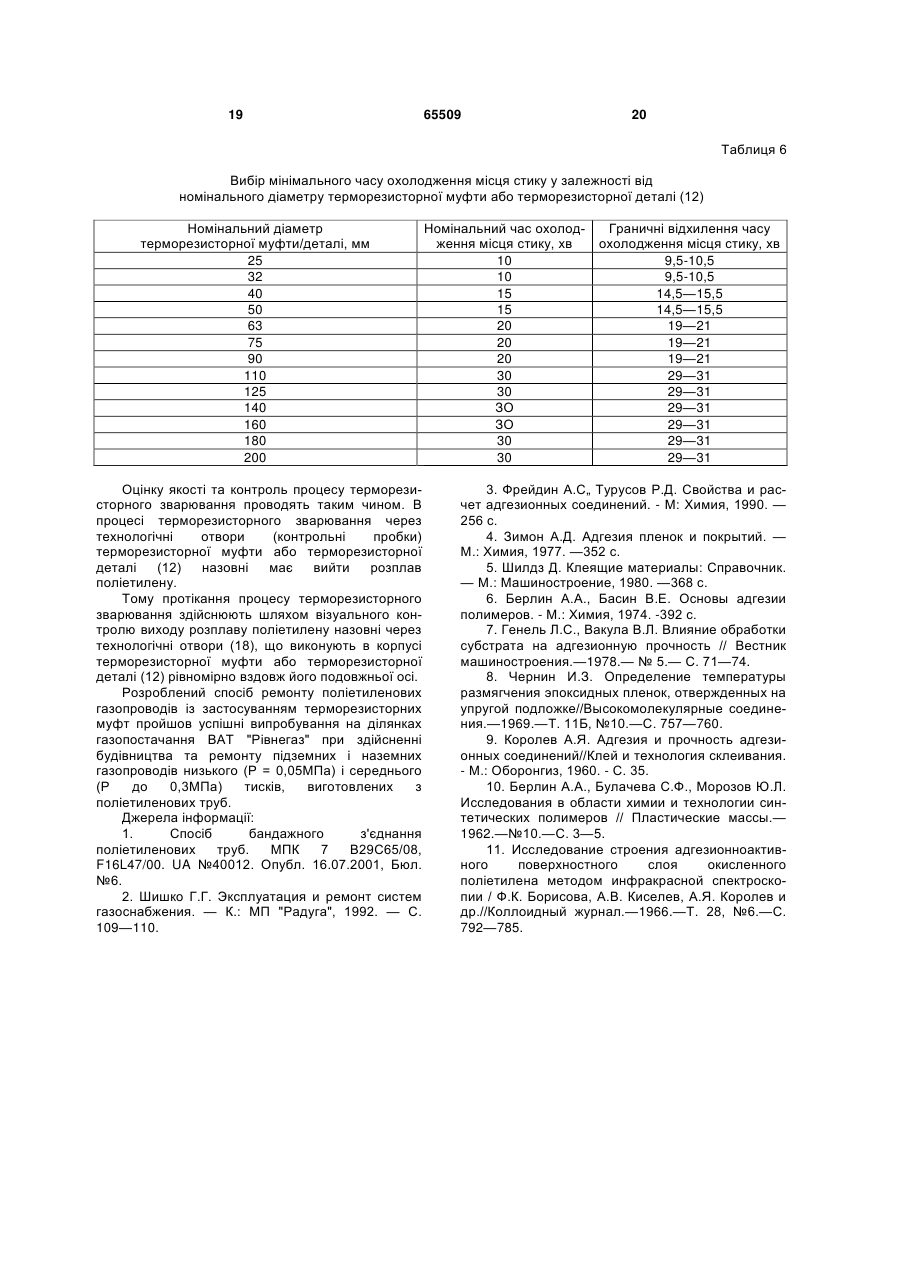
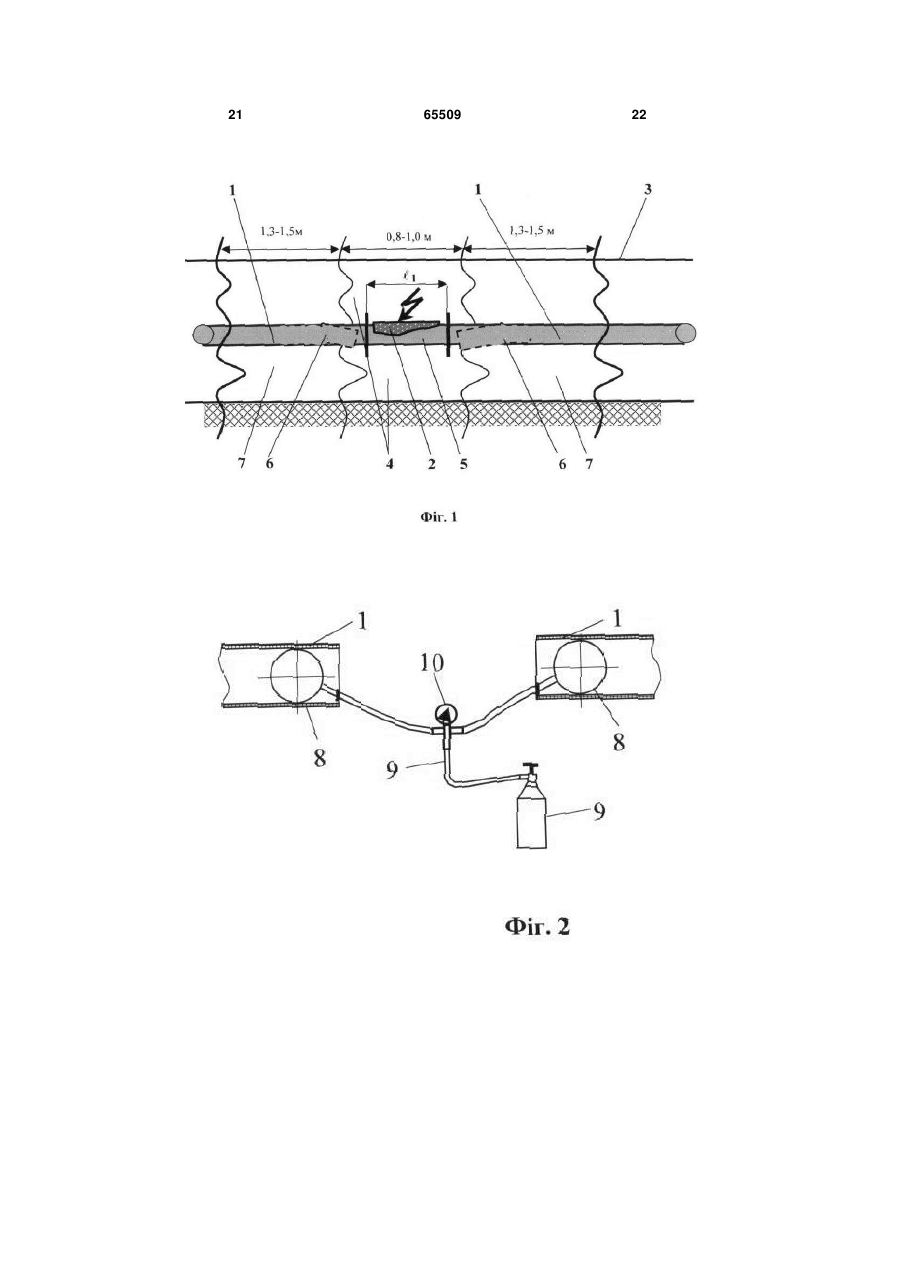
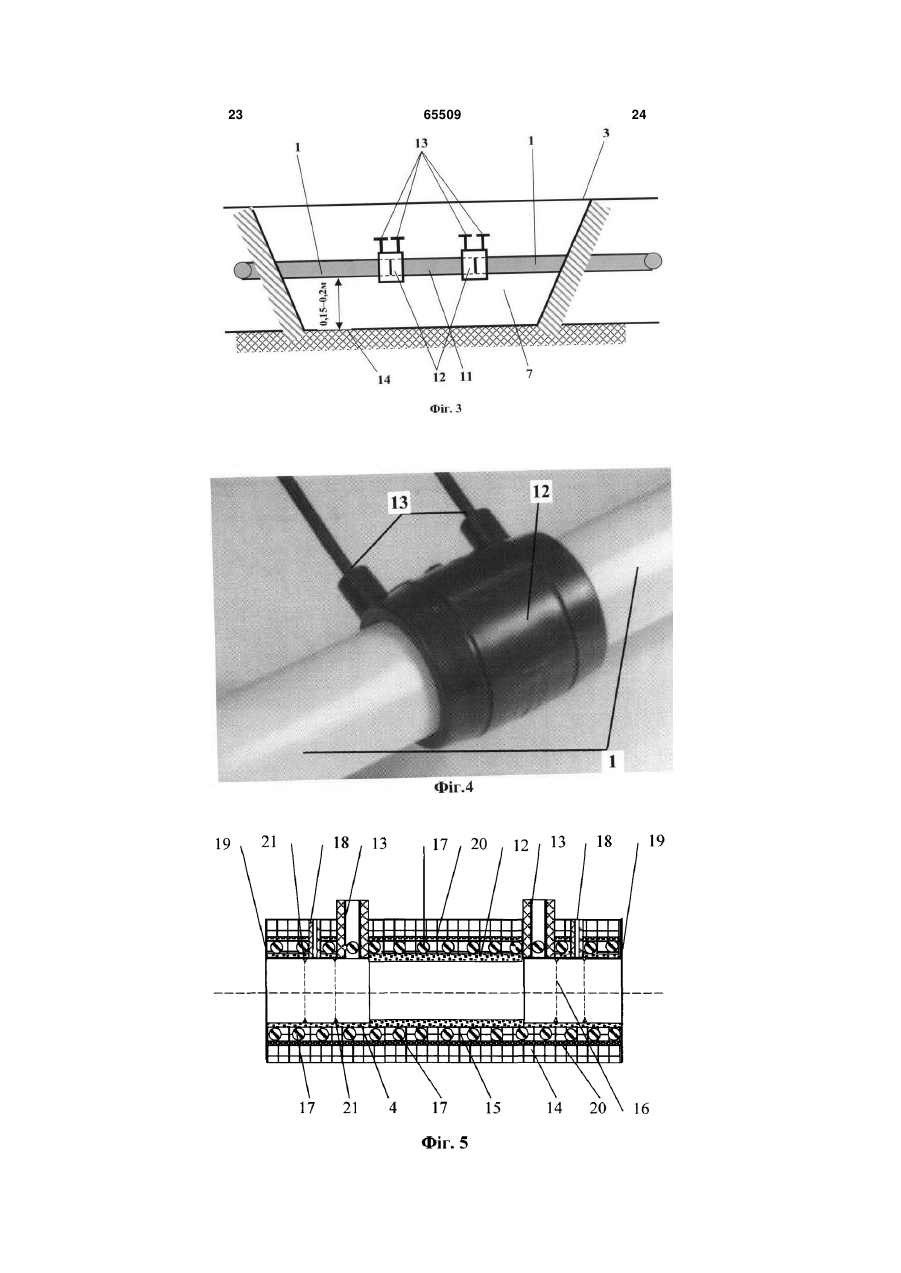
1. Спосіб ремонту поліетиленових газопроводів, що здійснюють шляхом припинення подачі газу на пошкодженій ділянці поліетиленового газопроводу, забезпечення доступу до дефектної ділянки поліетиленового газопроводу, вирізування дефектної ділянки поліетиленового газопроводу, очищення від забруднення кінців непошкоджених ділянок поліетиленового газопроводу (1), підготовки поліетиленової вставки (11) рівновеликого діаметра, здійснення попередньої активації робочої зони у вигляді зовнішньої поверхні пари кінців непошкоджених ділянок поліетиленового газопроводу (1) і поліетиленової вставки (11), установки поліетиленової вставки на місце дефектної ділянки поліетиленового газопроводу, забезпечення співвісності з'єднання поліетиленового газопроводу (1) і поліетиленової вставки (11) шляхом застосування центруючого пристрою з подальшою герметизацією місць сполучення пари кінців ділянок поліетиленового газопроводу (11) і поліетиленової вставки (11) шляхом вварювання поліетиленової вставки (11) в стик із застосуванням зварювальної установки або зварювального обладнання, який відрізняється тим, що для з'єднання поліетиленового газопроводу (1) і поліетиленової вставки (11) використовують з'єднувальний елемент (12) у вигляді терморезисторних муфт або терморезисторних деталей, які виконують у вигляді циліндричного корпусу (14) з внутрішньою циліндричною 2 (19) 1 3 65509 4 подаючи постійну напругу до пари клем (13) терліндричній поверхні (15) терморезисторної муфти морезисторних муфт або терморезисторних детаабо терморезисторної деталі (12), які виконують лей (12) від керованого джерела електроенергії, а паралельно циліндричним основам (19) циліндрипісля припинення подачі постійної напруги контрочного корпусу (14) терморезисторної муфти або люють час охолодження зварних стиків, причому терморезисторної деталі (12) і розташовують сипараметри процесу терморезисторного зварюванметрично відносно їх циліндричних основ (19). 5. Спосіб за п. 1, який відрізняється тим, що поня, а також час охолодження зварних стиків вибирають залежно від типу і розмірів терморезисторпередню активацію робочої зони у вигляді зовнішних муфт або терморезисторних деталей (12), а ньої поверхні пари кінців ділянок поліетиленового також їх електричного опору. газопроводу (1) і поліетиленової вставки (11) здій2. Спосіб за п. 1, який відрізняється тим, що в снюють шляхом механічної обробки і подальшого циліндричному корпусі (14) терморезисторної муобезжирення. 6. Спосіб за п. 1, який відрізняється тим, що пофти або терморезисторної деталі (12) розміщують кільцевий армуючий елемент (20), який виконують передню активацію робочої зони у вигляді зовнішоточуючим спіраль (17). ньої поверхні пари кінців ділянок поліетиленового 3. Спосіб за п. 1, який відрізняється тим, що кільгазопроводу (1) і поліетиленової вставки (11) здійцевий армуючий елемент (20) формують шляхом снюють шляхом їх протравлювання хромовою суперехресного намотування однонаправлених рямішшю при температурі 60-80°С протягом 10-15 хв дів або використання сітки з синтетичних ниток. при такому співвідношенні компонентів, у мас. ч.: 4. Спосіб за п. 1, який відрізняється тим, що концентрована сірчана кислота - 100,0, біхромат щільну посадку місць стику кінців ділянок поліетикалію - 3,5-4,5, дистильована вода - 6,5-7,5. 7. Спосіб за п. 1, який відрізняється тим, що здійленового газопроводу (1) і поліетиленової вставки (11) з внутрішньою циліндричною поверхнею (15) снюють попередню активацію внутрішньої циліндтерморезисторних муфт або терморезисторних ричної поверхні (15) терморезисторних муфт або деталей (12) забезпечують за допомогою кільцетерморезисторних деталей (12) шляхом обезживих буртиків (21), що виконують на внутрішній цирювання. Винахід відноситься до технології зварювання поліетиленових трубопроводів, зокрема, поліетиленових газопроводів низького і середнього тиску, з застосуванням терморезисторних муфт, і може бути використаний для ремонту поліетиленових газо, -водопроводів і інших водопровідних систем як у стаціонарних, так і в польових умовах. Як аналог вибраний спосіб ремонту поліетиленових газопроводів за допомогою вирізування дефектної ділянки поліетиленового газопроводу і заміни її поліетиленовою вставкою того ж діаметра з попереднім здійсненням активації поверхні робочої зони і подальшим бандажуванням стикових дільниць поліетиленового газопроводу і поліетиленової вставки, наприклад, за допомогою склотканини, що просочилася [1]. В цьому способі бандажного з'єднання поліетиленових труб, при якому виконують активаційну обробку кінцевих ділянок труб, що з'єднуються, шляхом протравлювання їхньої поверхні складами з вмістом хромових з'єднань, забезпечують центрування труб, що з'єднуються, готують клейову суміш, що складається зі смоляної частини й затверджувача, виконують активаційну обробку поверхні армуючого наповнювача, в якості якого використовують склотканину, просочують у просочувальній ванні приготовленою клейовою сумішшю армуючий наповнювач. Після цього стикують кінці труб, пошарово намотують на кінцеві ділянки труб, що з'єднуються, просочений армуючий наповнювач, після чого його затверджують, одержуючи в результаті бандажне з'єднання, роблять первинну активаційну обробку кінцевих ділянок труб, що з'єднуються, перед їхнім протравлюванням з одночасним нанесенням на них поглиблень, активаційну обробку поверхні армуючого наповнювача, пошарну обробку намотаного на кінцеві ділянки труб, що з'єднуються, просоченого армуючого наповнювача, а також озвучування у просочувальній ванній смоляної частини клейової суміші шляхом використання концентратора низькочастотних ультразвукових коливань на частоті 17-22кГц, амплітуді 30-60мкм і інтенсивності 10-20Вт/см2. Причому первинну активаційну обробку кінцевих ділянок труб, що з'єднуються, перед їх протравлюванням із одночасним нанесенням на них поглиблень здійснюють протягом 2-3с при контактному зусиллі притискання 150-250 Н, активаційну обробку поверхні армуючого наповнювача здійснюють протягом 5-6 с, пошарну обробку намотаного на кінцеві ділянки труб, що з'єднуються, просоченого армуючого наповнювача здійснюють протягом 2-3с, а озвучування смоляної частини клейової суміші роблять при температурі 55-70°С протягом 20-25хв. У відомому способі бандажного з'єднання поліетиленового газопроводу протравлювання поверхні здійснюють при температурі 60-80°С протягом 10-15хв при такому співвідношенні компонентів, у мас. ч.: концентрована сірчана кислота 100,0 біхромат калію 3,5-4,5 дистильована вода 6,0-7,0. Недоліком вказаного способу бандажного з'єднання поліетиленового газопроводу є складність і тривалість його реалізації, особливо в польових умовах. Як найбільш близький аналог вибраний спосіб ремонту поліетиленових трубопроводів (газопроводів) із застосуванням зварювання встик 5 65509 6 [2]. При цьому способі ремонт поліетиленових активації шляхом обезжирення робочої зони у газопроводів здійснюють шляхом припинення вигляді зовнішньої поверхні пари кінців непошкодподачі газу на пошкодженій ділянці жених ділянок поліетиленового газопроводу (1) і поліетиленового газопроводу, забезпечення досполіетиленової вставки (11), установки тупу до дефектної ділянки поліетиленового газополіетиленової вставки на місце дефектної проводу, вирізування дефектної ділянки ділянки поліетиленового газопроводу, забезпеполіетиленового газопроводу, очищення від зачення співвісності з'єднання поліетиленового газобруднення кінців непошкоджених ділянок проводу (1) і поліетиленової вставки (11) шляхом поліетиленового газопроводу, підготовки застосування центруючого пристрою з подальшою поліетиленової вставки рівновеликого діаметра, герметизацією місць сполучення пари кінців здійснення попередньої активації шляхом обезжиділянок поліетиленового газопроводу (11) і рення робочої зони у вигляді зовнішньої поверхні поліетиленової вставки (11) шляхом вварювання пари кінців непошкоджених ділянок поліетиленової вставки (11) встик із застосуванполіетиленового газопроводу і поліетиленової ням зварювальної установки або зварювального вставки, установки поліетиленової вставки на обладнання, попередню активацію робочої зони місце дефектної ділянки поліетиленового газопроздійснюють у вигляді механічної обробки і поводу, забезпечення співвісності з'єднання дальшого обезжирення, для з'єднання поліетиленового газопроводу і поліетиленової поліетиленового газопроводу (1) і поліетиленової вставки шляхом застосування центруючого привставки (11) використовують з'єднувальний елестрою з подальшою герметизацією місць сполумент (12) у вигляді терморезисторних муфт або чення пари кінців дільниць поліетиленового газотерморезисторних деталей, які виконують у проводу і поліетиленової вставки шляхом вигляді циліндричного корпусу (14) з внутрішньою вварювання поліетиленової вставки встик із застоциліндричною поверхнею (15) з поліетилену низьсуванням зварювальної установки або зварювалького або середнього тиску, яку виготовляють отоного обладнання, наприклад, установки типу чуючою циліндричну порожнину (16) для УСПТ-09 або УСТТ-110, УСТТ-225. розміщення в ній протилежачих кінців пари поліетиленового газопроводу (1) і поліетиленової При цьому довжину поліетиленової вставки ℓ1 вставки (11), що підлягають з'єднанню, вибирають не менше за 0,5м. Довжину ділянки електропровідної спіралі (17), що має протилежні поліетиленового газопроводу ℓ (м), що вирізається кінці, і розташовану у вказаній внутрішній вибирають з урахуванням довжини поліетиленової циліндричній поверхні (15), причому вказану вставки ℓ1 припуска на її оплавлення (м) на спіраль (17) виконують оточуючою навколишньою основі наступної залежності: ℓ1 = ℓ1 - 2 (м). Велициліндричну порожнину (16) по гвинтовій чину припуска на оплавлення поліетиленової траєкторії, забезпечують парою клем (13) для вставки уточнюють шляхом зварювання пробних приєднання до керованого джерела стиків. електроенергії, кожну з яких з'єднують з Недоліком способу найбільш близького аналовідповідним кінцем спіралі і виконують в стінці га є складність його реалізації, а також циліндричного корпусу (14), який виконують з необхідність створення дозованого стикового зутехнологічними отворами (18), що розміщують силля на ділянці поліетиленових труб, що зварюсиметрично відносно основ (19) циліндричного ються, що також призводить до розширення корпусу (14) і рівномірно вздовж його подовжньої робочої зони виконання ремонтних робіт (розмірів осі, визначають граничні значення електричного котловану). опору терморезисторних муфт або терморезиВ основу винаходу поставлена задача спросторних деталей (12) в залежності від щення способу здійснення ремонту внутрішнього діаметра корпусу терморезисторної поліетиленових газопроводів із застосуванням муфти або терморезисторної деталі, встановлютерморезисторних муфт на базі поліетиленової ють на пару кінців ділянок поліетиленового газовставки шляхом застосування ефективних проводу (1) з ковзаючою посадкою пару терморепристроїв для герметизації місць з'єднань, перезисторних муфт або терморезисторних деталей важно стику, поліетиленової вставки з кінцями (12), розміщують поліетиленову вставку (11) на ділянки поліетиленового газопроводу, що місце дефектної ділянки поліетиленового газопроремонтується, а також підвищення його воду і встановлюють її встик з іншими кінцями ефективності за рахунок встановлення ефективтерморезисторних муфт або терморезисторних них режимів попередньої активації і герметизації деталей (12), забезпечуючи ковзаючу посадку місць цих стиків. з'єднань і перекриваючи корпусом терморезисторВказана задача досягається тим, що в способі них муфт або терморезисторних деталей (12) ремонту поліетиленових газопроводів, який місця стику поліетиленового газопроводу (1) і здійснюють шляхом припинення подачі газу на поліетиленової вставки (11), забезпечують щільну пошкодженій ділянці поліетиленового газопроводу, посадку місць стику кінців ділянок поліетиленового забезпечення доступу до дефектної ділянки газопроводу (1) і поліетиленової вставки (11) з поліетиленового газопроводу, вирізування внутрішньою циліндричною поверхнею (15) термодефектної ділянки поліетиленового газопроводу, резисторних муфт або терморезисторних деталей очищення від забруднення кінців непошкоджених (12), герметизацію місць стику кінців ділянок ділянок поліетиленового газопроводу (1), поліетиленового газопроводу (1) і поліетиленової підготовки поліетиленової вставки (11) вставки (11) проводять шляхом здійснення процерівновеликого діаметра, здійснення попередньої су терморезисторного зварювання у вигляді 7 65509 8 спільного оплавлення матеріалу внутрішньої Для підприємств газопостачання дуже важлициліндричної поверхні (15) пари терморезисторних вим є термін проведення відновлювальних робіт у муфт або терморезисторних деталей (12) і випадку пошкодження поліетиленового газопровозовнішніх поверхонь поліетиленового газопроводу ду. Адже несвоєчасне відновлення подачі газу і поліетиленової вставки в робочій зоні по обидві споживачам може призвести до негативних сторони від місця стику, подаючи постійну напругу економічних наслідків, особливо в осінньо-зимовий до пари клем (13) терморезисторних муфт або період. терморезисторних деталей (12) від керованого Досвід експлуатації газопроводів показує, що джерела електроенергії, а після припинення найвразливішими елементами газопроводів, викоподачі постійної напруги контролюють час охонаних з будь-яких матеріалів, є стикові з'єднання. лодження зварних стиків, причому параметри проДо стикових з'єднань труб між собою і цесу терморезисторного зварювання, а також час з'єднувальних деталей пред'являються наступні охолодження зварних стиків вибирають в основні вимоги: однакова корозійна стійкість і залежності від типу і розмірів терморезисторних рівноміцність з матеріалом труб, герметичність, муфт або терморезисторних деталей (12), а також простота виготовлення, а також технологічність. їх електричного опору. У залежності від призначення поліетиленових В циліндричному корпусі (14) труб, до їхніх стиків висуваються різноманітні витерморезисторної муфти або терморезисторної моги щодо міцності і герметичності. Найбільш деталі (12) розміщують кільцевий армуючий елевисокі вимоги висуваються до газопроводів, що мент (20), який виконують оточуючим спіраль (17). обумовлено не тільки вимогами техніки безпеки, Кільцевий армуючий елемент (20) формують але і складностями ремонту. Адже крім шляхом перехресного намотування однонаправтрудомісткої процедури підготування місця стику лених рядів або використання сітки з синтетичних або застосування спеціальної техніки (при ниток. зварюванні), необхідно також видалити залишки Щільну посадку місць стику кінців ділянок газу з ушкоджених труб. поліетиленового газопроводу (1) і поліетиленової Розглядаючи й аналізуючи технічні питання вставки (11) з внутрішньою циліндричною поверхз'єднання і відновлення поліетиленових нею (15) терморезисторних муфт або терморезигазопроводів, неможливо не враховувати сторних деталей (12) забезпечують за допомогою специфічну особливість поверхні субстрату кільцевих буртиків (21), що виконують на (поліетилену). внутрішній циліндричній поверхні (15) Оскільки поліетилен має низьку поверхневу терморезисторної муфти або терморезисторної енергію, то це створює додаткові складнощі в деталі (12), які виконують паралельно забезпеченні формування надійного з'єднання. циліндричним основам (19) циліндричного корпусу Тому для герметичного стикування (14) терморезисторної муфти або поліетиленового газопроводу широко застосовутерморезисторної деталі (12) і розташовують сиються різноманітні способи зварювання, оскільки метрично відносно їх циліндричних основ (19). вони є порівняно нескладними в реалізації. Попередню активацію робочої зони у вигляді Відомо, що під час експлуатації газопроводів з зовнішньої поверхні пари кінців ділянок поліетиленових труб мають місце їхні механічні поліетиленового газопроводу (1) і поліетиленової пошкодження. Для ліквідації пошкодження і поноввставки (11) роблять шляхом їх протравлювання лення газопостачання необхідно здійснювати хромовою сумішшю при температурі 60-80°С проремонтні роботи, при виконанні яких виникає ряд тягом 10-15 хв при такому співвідношенні проблем, пов'язаних з реалізацією конкретних компонентів, у мас. ч.: технологій зварювання поліетиленових концентрована сірчана кислота 100,0 газопроводів (1). біхромат калію 3,5-4,5 При реалізації технології зварювання дистильована вода 6,5-7,5. поліетиленових труб методом в "стик" необхідним Здійснюють попередню активацію внутрішньої є застосування поздовжнього зусилля і точної циліндричної поверхні (15) терморезисторних підгонки кромок поліетиленових труб у місці муфт або терморезисторних деталей (12) шляхом їхнього етика. Але забезпечити необхідне обезжирювання. поздовжнє зусилля неможливо тому, що кінці Перераховані ознаки способу складають поліетиленових труб защемлені ґрунтом (при сутність винаходу. підземному прокладенні поліетиленових Наявність причинно-наслідкового зв'язку між газопроводів). сукупністю істотних ознак винаходу і технічним Аналогічна ситуація виникає і при зварюванні результатом, що досягається, полягає в наступполіетиленових труб нагрітим інструментом в ному. "розтруб". Ця проблема при ремонті газопроводу, За останній період експлуатаційної діяльності виконаного з поліетиленових труб, у розробленопідприємств газопостачання зросла і продовжує му способі вирішується шляхом застосування терзбільшуватись загальна протяжність газопроводів, морезисторних муфт. Крім цього, експерименвиготовлених з поліетиленових труб. Це, у свою тально встановлено, що такі зварювальні чергу, викликає потребу в розробленні нових з'єднання є більш надійними. підходів до питань ремонту поліетиленових Вимоги до розробленого способу ремонту газопроводів та оперативного відновлення подачі поліетиленових труб з застосуванням терморезигазу по них. сторного зварювання повинні виконуватись при будівництві і ремонті підземних газопроводів низь9 65509 10 кого (Р=0,05МПа) і середнього (Р до 0,3МПа) вставки (11) роблять шляхом їх протравлювання тисків, виготовлених з поліетиленових труб. хромовою сумішшю при температурі 60-80°С проТерморезисторне зварювання, що тягом 10-15 хв при такому співвідношенні здійснюється в розробленому способі за допомокомпонентів, у мас. ч.: гою терморезисторних муфт або терморезисторконцентрована сірчана кислота 100,0 них деталей - це процес, що ґрунтується на біхромат калію 3,5-4,5 застосуванні закону Джоуля-Ленця. Розроблений дистильована вода 6,5-7,5. спосіб полягає у сполученні двох труб, виготовлеПо-друге, здійснюють попередню активацію них з поліетилену, а також у сполученні труб з внутрішньої циліндричної поверхні (15) термореіншими з'єднувальними деталями за допомогою зисторних муфт або терморезисторних деталей спеціальних терморезисторних муфт або інших (12) шляхом обезжирювання. терморезисторних деталей (таких, як сідла, Визначення граничних значень електричного перехідники, заглушки тощо). опору терморезисторних муфт або терморезиОсобливість розробленого способу полягає в сторних деталей у залежності від внутрішнього тому, що з існуючого пошкодженого діаметра корпусу терморезисторної муфти або поліетиленового газопроводу вирізається ділянка терморезисторних деталі, згідно розробленого ("котушка") з пошкодженням, а на її місце способу, дозволяє вибирати найбільш ефективні вварюється поліетиленова вставка при допомозі типорозміри терморезисторної муфти або двох терморезисторних муфт або терморезистортерморезисторної деталі у залежності від конкретних деталей. них умов реалізації способу ремонту, зокрема, від Для з'єднання поліетиленового газопроводу і характеру пошкоджень і діаметра поліетиленового поліетиленової вставки використовують газопроводу, а також оптимізувати загальну з'єднувальний елемент у вигляді терморезистортривалість виконання способу, зокрема, них муфт або терморезисторних деталей, які вимінімізувати час терморезисторного зварювання і конують у вигляді циліндричного корпусу (14) з подальшого охолоджування зварного з'єднання. внутрішньою циліндричною поверхнею (15) з Так, час охолодження зварних стиків вибираполіетилену низького або середнього тиску, яку ють в залежності від типу і розмірів терморезивиготовляють оточуючу циліндричну порожнину сторних муфт або терморезисторних деталей, а (16). також їх електричного опору. У цю порожнину вміщують протилежачі кінці Особливо детально слід проаналізувати ті пари поліетиленового газопроводу (1) і особливості попередньої активації поверхонь поліетиленової вставки (11), що підлягають поліетиленового газопроводу (1) і поліетиленової з'єднанню, електропровідну спіраль (17), що має вставки (11), що використовуються в розробленопротилежні кінці, і розташовану у вказаній му способі ремонту. внутрішній циліндричній поверхні (15), причому Відомо, що поліетилен містить домішки вказану спіраль (17) виконують для створення з'єднань парафінового циклу, а саме - СН2-СН2. Це рівномірного і інтенсивного нагріву оточуючою обумовлює утворення слабкого поверхневого циліндричну порожнину (16) по гвинтовій прошарку (ПП). Після ретельного очищення від траєкторії, забезпечують парою клем (13) для цих домішок утворення слабкого ПП приєднання до керованого джерела виключається, а адгезійна міцність збільшується електроенергії, кожну з яких з'єднують з [3, 4]. відповідним кінцем спіралі і виконують в стінці В даний час існує чимало методів попередньої циліндричного корпусу (14). обробки (активації) поліетиленової поверхні для Крім того, в стінках циліндричного корпусу збільшення її адгезії, як-от: перпендикулярно до утворюючої корпусу і - абразивна обробка, що має ціль видалити рівномірно вздовж його подовжньої осі виконують слабкозв'язаний прошарок матеріалу (із низькою крізні технологічні отвори (18), що дозволяє конмолекулярною масою) і оголити основну товщу тролювати протікання процесу терморезисторного матеріалу (із високою молекулярною масою), що зварювання в зоні стику і вздовж циліндричного володіє більш високим зчепленням; корпусу (14). - за допомогою реагентів, що хімічно модифіУ свою чергу, розміщення в циліндричному кують або протруюють субстрат (або впливають в корпусі (14) терморезисторної муфти або обох цих напрямках); терморезисторної деталі (12) кільцевого армуючо- обробка коронним розрядом в електричному го елемента (20), який виконують оточуючим полі; спіраль (17), і який формують шляхом перехресно- бомбардування іонами в газовому розряді; го намотування однонаправлених рядів або викоозонування; ристання сітки з синтетичних ниток, дозволяє за- плазмова обробка; стосовувати процес терморезисторного -вплив полум'я, що окисляє [5]; зварювання на базі вказаного виконання - механомеханічний і інші. терморезисторної муфти або терморезисторної При окислюванні полум'ям існує така деталі (12) з максимальною ефективністю, а також закономірність: чим вище його температура, тим посилити кінцеве зварне з'єднання. швидше й ефективніше проходить обробка [6]. Цьому також сприяє і те, що, по-перше, попеПри такій обробці на поверхні полімеру в редню активацію робочої зони у вигляді результаті окислювання утворюються полярні грузовнішньої поверхні пари кінців дільниць пи, що сприяють підвищенню взаємодії з адгезиполіетиленового газопроводу (1) і поліетиленової вом або покриттям. 11 65509 12 При обробці в електричному полі в значно збільшується інтенсивність смуг, характерповітряному просторі між електродами виникає них для карбонільних (1670-1680см-1), спиртових і коронний розряд. Це супроводжується появою ефірних (1020-1070 см-1), а також гідроксильних озону, що окисляє поверхню поліетилену. Іонізуючі (3400 см-1) груп [10, 11]. Окислювання поверхні випромінювання, кисень і озон, які присутні на поліетилену надуксусною кислотою також дозвоповерхні полімеру, окислюють його, створюючи лило істотно підвищити адгезійну міцність [10]. карбонільні, карбоксильні і гідроксильні групи [6]. Адгезійна міцність клейового з'єднання залежить Метод модифікації поверхні полімерів за дояк від виду окислювача, так і від його концентрації помогою плазмової форсунки має істотні переваги (див. табл.1) [6]. перед методом обробки коронним розрядом в Таблиця 1 електричному полі. Коронний розряд концентрується на дефектах полімерного зразку Вплив умов хімічної активації поверхні (мікроскопічних порах, отворах, домішках, що є поліетилену на адгезійну міцність клейових електропровідниками), і збільшує їх у результаті з'єднань за даними [6] пробою. При обробці плазмовою форсункою розряд відбувається на деякому видаленні від обробМіцність клейового з'єднання Умови хімічної об- при зсуві при відшаруванні, люваного зразка і не руйнує поверхню. робки Одним із порівняно нових методів обробки τВ, МПа відш,Н/м (попередньої активації) поверхні поліетиленового Без обробки до 0,1-0,5 0 газопроводу є механомеханічний [3], що також Олеум, 40% 7,5 500 застосовується також як елемент розробленого Олеум, 60 % 7,5 600 способу. Цей метод заснований на утворенні Хромова суміш 9,0 900 вільних радикалів, що виникають при механічній Надуксусна кислообробці поверхні поліетилену. Зокрема, це 2000 та відбувається також і в середовищі клею при Гіпохлорид натрію 5,0 застосуванні клейової технології ремонту Перекис водню 3,5 поліетиленових газопроводів за способом [3]. Перш ніж застосовувати терморезисторне При обробці травленням товщина і склад ПП зварювання поліетиленових труб, необхідно зрополіолефінів сильно змінюється. Травлення бити попередню активацію місця їх стику, або поліетилену дає прошарок товщиною менше робочої зони. При здійсненні активації у вигляді 100нм, а поліпропилену - більшої товщини [3]. механічної обробки поверхні полімеру При травленні кислотами або іншими окислювідбувається розрив макромолекул, що приводить вачами відбувається зміна рельєфу поверхні до утворення мікрорадикалів, час життя яких поліетилену, а також збільшується утримання кисскладає 10-3-10-6 с. Утворення радикалів, що гененю в ПП [3]. Проте міцність клейового з'єднання руються, наприклад, в середовищі клею, охороняє залежить не тільки від цього показника, але і від їх від контакту з повітрям і один від одного. кута змочування (див. табл.2). Очевидно, у цьому випадку збільшення Таблиця 2 міцності з'єднань, що склеєні за допомогою епоксидного клею, відбувається за рахунок радикальЗалежність ступеню окислювання прикордонного проних процесів у зоні контакту й утворення хімічних шарку поліетилену і міцності його клейових з'єднань від зв'язків між макромолекулами субстрату і клею. В способу обробки за даними [3] якості підтвердження цього механізму наводяться дані [8] про стабільність властивостей з'єднань, Утримання Міцність підданих такій обробці в умовах тривалого кисню в при- Кут змочупри зберігання. Спосіб обробки кордонному вання, град. зсуві, прошарку, % Ефективним і простим методом обробки МПа (активації) поверхні поліетилену є вплив на нього Без обробки 0,25 98 0,55 озоном, деякими кислотами й окислювачами. Травлення хромоВстановлено, що при здійсненні травлення вою кислотою (1 5,5 76 7,45 поверхні поліетиленового субстрату мінеральними хв/20°С) окислювачами (такими, як олеум, хромова суміш, Контактне окислюгіпохлорид натрію, перекис водню), найбільш вання (10 3,75 78 5,65 сильно діє олеум, що містить 40-60% SO3 і хромові хв/150°С) суміші різноманітного складу [9]. Газоплазмова обПісля такої обробки поліетилен добре робка (1-2 с, 6,8 5,1 повітря:газ = 4:1) змочується водою й іншими полярними рідинами, і міцно склеюється полярними клеями. Наприклад, Таким чином, із вищенаведеного стислого міцність при зсуві для пари поліетилен аналізу випливає, що наявні дані про умови дюралюміній, що склеєна уретановим клеєм, попередньої активації, зокрема, кислотної обробки збільшилася з 0,1 МПа (контрольний зразок) до поверхні поліетилену (концентрація суміші, час, 7,5МПа (обробка олеумом, 40-60%) і 9,0 МПа (обтемпература) є досить суперечливими [3, 5, 6]. робка хромовою сумішшю) [6]. Тому оптимальні режими і склади при механічній, При травленні поверхні поліетилену в процесі кислотній обробці, так і при обробці хромовою окислювання утворюються полярні групи, що було виявлено за допомогою спектрального методу: 13 65509 14 сумішшю, необхідно встановлювати експерименробочої зони (4), де пошкоджено поліетиленову тальним шляхом у кожному конкретному випадку. трубу (1), з метою надання їй більшої ступені своВинахід пояснюється фігурами 1—5, де на боди, можливості подальшого проведення рефіг.1 показано місце пошкодження газопроводу, монтних робіт, включаючи вирізання пошкодженої виконаного з поліетиленових труб (в плані); на ділянки/котушки (5) поліетиленової труби довжифіг.2 показано пристрій для тимчасового переною 0,4—0,5 м і подальшої заміни її криття поліетиленової газової труби в польових поліетиленовою вставкою (11), а також для обумовах; на фіг.3 показана схема застосування лаштування котловану (7) потрібних розмірів (див. терморезисторних муфт або терморезисторних фіг. 1, 3). деталей в зоні проведення ремонтних робіт (в Що стосується припинення подачі газу, то в плані) в межах котловану; на фіг.4 зображено польових умовах (див. фіг. 2) для здійснення цьосформоване ремонтне з'єднання поліетиленової го, наприклад, в обрізані кінці поліетиленових труб труби і поліетиленової вставки, що здійснено за (1) вставляють гумові балони (8), які наповнюють допомогою терморезисторної муфти або стиснутим повітрям до тиску 50—100 кПа, що контерморезисторної деталі в процесі терморезитролюють манометром (10), за допомогою балону сторного зварювання; на фіг.5 показана у розрізі (9) зі стислим повітрям (створюючи надлишковий терморезисторна муфта або терморезисторна тиск), перекриваючи в такий спосіб вихід газу з деталь. кінців поліетиленових труб (1). Розроблений спосіб ремонту здійснюють таПісля вирізання пошкодженої ділянки ким чином. поліетиленової труби проводять підготовку до Розглянемо поліетиленовий газопровід або здійснення робіт з застосуванням терморезисторгазопровід (1), якому завдано механічне пошкодного зварювання. ження (2) при виконанні земляних робіт, наприкКінці поліетиленових труб (1) обрізають перлад, при прокладенні інших комунікацій (див. пендикулярно до їх осі, а внутрішню поверхню фіг.1). поліетиленових труб (1) позбавляють задирів. Для виконання ремонтних робіт, по-перше, Кінці поліетиленових труб (1) зовнішнім діаметром припиняють подачу газу до пошкодженої ділянки D очищають від бруду за допомогою сухої ганчірки поліетиленовому газопроводу (1). Після цього вина довжину LE, що дорівнює довжині L плюс щоконують земляні роботи, вибираючи землю, грунт найменше 0,05 м, тобто LE L + 0,05, м (див. та пісок від бровки бувшої траншеї (3) в межах табл.3). Таблиця 3 До розрахунку довжини LE очищення кінців поліетиленових труб (1) від бруду D-10-3, м L-10-3, м LE-10-3, м 25 55 105 32 60 110 40 65 115 50 75 125 Далі здійснюють попередню активацію робочої зони у вигляді зовнішньої поверхні пари кінців ділянок поліетиленового газопроводу (1) і поліетиленової вставки (11), а також (у разі необхідності) внутрішньої поверхні терморезисторних муфт або терморезисторних деталей (12). У разі попередньої активації робочої зони кінці поліетиленової труби (1) механічно обробляють на довжину L за допомогою шкробачки або ножа. Після цього кінець поліетиленової труби (1) і поліетиленової вставки (11) зверху та зсередини очищають від стружки. За допомогою цієї операції усувають зовнішній шар поліетиленової труби (1) і поліетиленової вставки (11), що не може бути використаний при терморезистороному зварюванні. Другий кінець поліетиленової труби (1) і поліетиленової вставки (11), а також другі половини терморезисторної муфти або терморезисторної деталі (12) підготовлюють так само, як і перші. Підготовлену поліетиленову трубу (1) і поліетиленову вставку (11) обезжирюють в робочій зоні. Варіантом реалізації розробленого способу є те, що замість механічної обробки попередню активацію робочої зони у вигляді зовнішньої поверхні пари кінців ділянок поліетиленових труб (1) і поліетиленової вставки (11) роблять шляхом їх протравлювання хромовою сумішшю при 63 85 135 75 100 150 90 105 155 110 115 165 125 125 175 температурі 60—80°С протягом 10—15 хв при такому співвідношенні компонентів, у мас.ч.: концентрована сірчана кислота —100,0, біхромат калію — 3,5—4,5, дистильована вода — 6,5—7,5. При необхідності також здійснюють попередню активацію внутрішньої циліндричної поверхні (15) терморезисторних муфт або терморезисторних деталей (12) шляхом обезжирювання. Перед встановленням терморезисторної муфти або терморезисторної деталі (12) на поліетиленову трубу (1) забезпечують сухість кінців поліетиленової труби (1) і поліетиленової вставки (11), а також внутрішніх поверхонь (15) терморезисторних муфт або терморезисторних деталей (12). У розробленому способі для з'єднання поліетиленового газопроводу (1) і поліетиленової вставки (11) використовують з'єднувальний елемент (12) у вигляді терморезисторних муфт або терморезисторних деталей, які виконують у вигляді циліндричного корпусу (14) з внутрішньою циліндричною поверхнею (15) з поліетилену низького або середнього тиску. Циліндричну поверхню (15) виготовляють навколишньою циліндричну порожнину (16) для розміщення в ній протилежачих кінців пари поліетиленової труби (1) і поліетиленової вставки (11), що підлягають з'єднанню, електропровідної спіралі (17), що має 15 65509 16 протилежні кінці, і яку розташовують у вказаній оточуючим спіраль (17). При цьому кільцевий арвнутрішній циліндричній поверхні (15). муючий елемент (20) формують, як правило, шляПричому вказану спіраль (17) виконують отохом перехресного намотування однонаправлених чуючою циліндричну порожнину (16) по гвинтовій рядів або використання сітки з синтетичних ниток. траєкторії, забезпечують парою клем (13) для Перед здійсненням процесу терморезисторноприєднання до керованого джерела го зварювання визначають граничні значення електроенергії, кожну з яких з'єднують з електричного опору терморезисторних муфт або відповідним кінцем спіралі і виконують у стінці терморезисторних деталей (12) в залежності від циліндричного корпусу (14). внутрішнього діаметра циліндричного корпусу (14) Корпус (14) виконують з технологічними отвотерморезисторної муфти або терморезисторної рами (18), які розміщують симетрично відносно деталі (12). Визначені експериментально граничні основ (19) циліндричного корпусу (14) і рівномірно значення електричного опору терморезисторних вздовж його подовжньої осі. У циліндричному муфт або терморезисторних деталей (12), признакорпусі (14) терморезисторної муфти або чених для реалізації процесу терморезисторного терморезисторної деталі (12) розміщують зварювання, наведені в табл. 4. кільцевий армуючий елемент (20), який виконують Таблиця 4 Граничні значення опору терморезисторних муфт або терморезисторних деталей (12), призначених для терморезисторного зварювання № п/п 1 2 3 4 5 6 Назва деталі Сідло терморезисторнс Сідло терморезисторне Муфта редукційна Муфта Муфта Трійник Діаметр деталі, MM 63/32 90/32 32/25 25 32 63 Перед проведенням процесу терморезисторного зварювання вимірюють зазор між поліетиленовою трубою (1) та з'єднувальною терморезисторною муфтою або терморезисторною деталлю (12). Експериментально встановлено, що для забезпечення надійного і герметичного з'єднання стику після проведення процесу терморезисторного зварювання цей зазор перед початком зварювання не повинен перевищувати 0,15—0,2 мм. Тобто типорозмір терморезисторних муфт або терморезисторних деталей (12), що використовуються, вибирають за умови перевищення величини внутрішнього діаметра терморезисторних муфт або терморезисторних деталей (12) величини зовнішнього діаметра поліетиленового газопроводу (1) і поліетиленової вставки (11) не більше, ніж на 0,15—0,20 мм. Розміщують поліетиленову вставку (11) на місце дефектної дільниці поліетиленового газопроводу і встановлюють її встик на один з кінців терморезисторних муфт або терморезисторних деталей (12), забезпечуючи ковзаючу посадку з'єднань. Оброблену (проактивовану) поверхню поліетиленової труби (1) встановлюють на інший кінець терморезисторної муфти або терморезисторної деталі (12) і натискають на нього, перекриваючи корпусом терморезисторних муфт або терморезисторних деталей (12) місця стику поліетиленового газопроводу (1) і поліетиленової вставки (11). Таким чином забезпечують щільну посадку місць стику кінців дільниць поліетиленового газопроводу (1) і поліетиленової вставки (11) з внутрішньою циліндричною поверхнею (15) термо Граничні відхилення електричного Номінальний опору, Ом електричний опір деталі, Ом мінімальне максимальне 7,6 7,22 7,98 7,6 7,22 7,98 5,3 5,035 5,565 4,8 4,56 5,04 5,9 5,605 6,195 5 4,75 5,25 резисторних муфт або терморезисторних деталей (12) за допомогою їх фіксації в кільцевих буртиках (21), які виконують на внутрішній циліндричній поверхні (15) ; терморезисторної муфти або терморезисторної деталі (12). Ці буртики (21) виконують паралельно циліндричним основам (19) циліндричного корпусу (14) терморезисторної муфти або терморезисторної деталі (12) і розташовують симетрично відносно їх циліндричних основ (19). З'єднання, що є готовим до проведення процесу терморезисторного зварювання, встановлюють в спеціальний центратор/фіксатор (на фіг. 1— 5 не позначено), що призначений для співвісного закріплення поліетиленової труби (1) і поліетиленової вставки (11). При незначному пошкодженні поліетиленової труби (наприклад, точковий або поперечний розріз) ремонт виконують за допомогою однієї терморезисторної муфти або терморезисторної деталі (12) після підгонки кінців пошкодженої поліетиленової труби (1). Герметизацію місць стику кінців ділянок поліетиленового газопроводу (1) і поліетиленової вставки (11) проводять шляхом спільного оплавлення матеріалу внутрішньої поверхні пари терморезисторних муфт або терморезисторних деталей (12) і зовнішніх поверхонь робочої зони поліетиленового газопроводу (1) і поліетиленової вставки (11), подаючи постійну напругу до пар клем (13) терморезисторних муфт або терморезисторних деталей (12) від керованого джерела електроенергії (на фіг. 1-5 не показано). До комплекту зварювального обладнання, за допомогою якого здійснюють розроблений спосіб ремонту, входить: 17 65509 18 - автомат для терморезисторного зварювання; шують, і навпаки. - ножиці для розрізання поліетиленових труб Процес терморезисторного зварювання про(1) та поліетиленових вставок (11) або пила з водять автоматично, і всі параметри контролюють дрібними зубами; за допомогою зварювального апарату. При - шкробачка (цикля) або ніж для обробки виконанні робіт в польових умовах використовузовнішніх поверхонь поліетиленових труб (1), ють пересувну електростанцію (на фіг. 1—5 не можливе використання спеціальних оборотних показано). ножів; У випадку зникнення напруги продовжують - рідина для обезжирення/активації (хромова процес терморезисторного зварювання тільки суміш, і/або розчинник, і/або уайт-спиріт і/або після повного охолодження терморезисторної спирт); муфти або терморезисторної деталі (12) - маркер або олівець для нанесення нумерації діаметром до 63 мм. Для терморезисторної муфти стиків; муфти або терморезисторної деталі (12) з - затискач (центратор, або фіксатор) для діаметром більше за 63 мм повторне нагрівання фіксації поліетиленової труби (1) та не допускають. Центратор (затискач) знімають поліетиленової вставки (11). тільки після повного охолодження місця стику. Процес терморезисторного зварювання проКонтроль температури на робочих поверхнях водять за допомогою зварювального апарату, який стикового з'єднання проводять за допомогою терпройшов ч відповідну атестацію. Клеми (13) мометра термоелектричного цифрового типу ТТ— терморезисторної муфти або терморезисторної Ц106. Вихідну напругу вимірюють на клемах детадеталі (12) встановлюють так, щоб це давало лей (13) за допомогою приладу типу М45М. Напруможливість під'єднати кабелі від зварювального гу на вхідних клемах автомату ПЕ—200с для терапарату (на фіг. 1—5 не показано). морезисторного зварювання вимірюють за Далі підключають кабелі зварювального ападопомогою приладу електровимірювального рату до пари клем (13) терморезисторної муфти комбінованого типу Ц4353. або терморезисторної деталі (12). Струм в ланцюзі терморезисторної муфти або Після підключення кабелів на екрані зварютерморезисторної деталі (12) вимірюють за доповального апарату висвічується значення елекмогою приладу "Кліщі електричні вимірювальні тричного опору терморезисторної муфти або змінного струму низьковольтні типу Ц4501 АЖУ2. терморезисторної деталі (12), яке звіряють з гра728. ООПС". нично припустимим значенням, що знайдено екЧас зварювання вимірюють за допомогою спериментально (див. табл. 4, 5). секундоміра типу СО—1. Зазори при терморезиВ залежності від марки зварювального апарасторному зварюванні вимірюють такими щупами: ту визначають також інші параметри зварювання, №1 кл.2, №2 кл.2 і №3 кл.2. Опір з'єднувальних а саме: напругу в мережі та її частоту, температудеталей (12) для терморезисторного зварювання ру зовнішнього середовища, час зварювання. вимірюють приладом "Індикатор опору ММВ". В залежності від температури зовнішнього сеУ таблиці 5 наведені параметри процесу, терредовища за допомогою зварювального апарату морезисторного зварювання у залежності від типу коригують час процесу терморезисторного зварюі розмірів терморезисторної муфти або вання, а саме: при більшій температурі терморезисторної деталі (12), що встановлені екзовнішнього середовища час зварювання зменспериментально. Таблиця 5 Параметри процесу терморезисторного зварювання у залежності розмірів терморезисторної муфти або від типу і терморезисторної деталі (12) № п/п 1 2 3 4 5 6 7 8 Назва деталі Сідло монтажне Сідло монтажне Муфта Муфта Муфта Муфта Муфта редукційна Заглушка Діаметр, деталі, мм 63/32 90/32 25 32 63 90 32/25 63 Опір з'єднувальних деталей, Ом 7,6 7,6 4,8 5,9 " " 5,3 2,25 Вибір мінімального часу охолодження місця стику після закінчення процесу терморезисторного зварювання (що необхідно для визначення часу початку засипання котловану (7), в якому знахо Час зварювання, с 95—105 95—105 20—30 30—40 30—40 30—40 30—40 75—85 Час охолодження, хв Напруга зварювання, В 11,5—12,5 11,5—12,5 4,5-5,5 4,5-5,5 4,5-5,5 4,5-5,5 4,5-5,5 9,5-10,5 39,5—40 39,5—40 39,5—40 39,5—40 39,5—40 39,5—40 39,5—40 39,5—40 диться відремонтована ділянка поліетиленового газопроводу) проводять за допомогою даних, наведених у таблиці 6, що отримані експериментальним шляхом. 19 65509 20 Таблиця 6 Вибір мінімального часу охолодження місця стику у залежності від номінального діаметру терморезисторної муфти або терморезисторної деталі (12) Номінальний діаметр терморезисторної муфти/деталі, мм 25 32 40 50 63 75 90 110 125 140 160 180 200 Оцінку якості та контроль процесу терморезисторного зварювання проводять таким чином. В процесі терморезисторного зварювання через технологічні отвори (контрольні пробки) терморезисторної муфти або терморезисторної деталі (12) назовні має вийти розплав поліетилену. Тому протікання процесу терморезисторного зварювання здійснюють шляхом візуального контролю виходу розплаву поліетилену назовні через технологічні отвори (18), що виконують в корпусі терморезисторної муфти або терморезисторної деталі (12) рівномірно вздовж його подовжньої осі. Розроблений спосіб ремонту поліетиленових газопроводів із застосуванням терморезисторних муфт пройшов успішні випробування на ділянках газопостачання ВАТ "Рівнегаз" при здійсненні будівництва та ремонту підземних і наземних газопроводів низького (Р = 0,05МПа) і середнього (Р до 0,3МПа) тисків, виготовлених з поліетиленових труб. Джерела інформації: 1. Спосіб бандажного з'єднання поліетиленових труб. МПК 7 В29С65/08, F16L47/00. UA №40012. Опубл. 16.07.2001, Бюл. №6. 2. Шишко Г.Г. Эксплуатация и ремонт систем газоснабжения. — К.: МП "Радуга", 1992. — С. 109—110. Номінальний час охолодження місця стику, хв 10 10 15 15 20 20 20 30 30 ЗО ЗО 30 30 Граничні відхилення часу охолодження місця стику, хв 9,5-10,5 9,5-10,5 14,5—15,5 14,5—15,5 19—21 19—21 19—21 29—31 29—31 29—31 29—31 29—31 29—31 3. Фрейдин А.С„ Турусов Р.Д. Свойства и расчет адгезионных соединений. - М: Химия, 1990. — 256 с. 4. Зимон А.Д. Адгезия пленок и покрытий. — М.: Химия, 1977. —352 с. 5. Шилдз Д. Клеящие материалы: Справочник. — М.: Машиностроение, 1980. —368 с. 6. Берлин Α.Α., Басин В.Е. Основы адгезии полимеров. - М.: Химия, 1974. -392 с. 7. Генель Л.С., Вакула В.Л. Влияние обработки субстрата на адгезионную прочность // Вестник машиностроения.—1978.— № 5.— С. 71—74. 8. Чернин И.З. Определение температуры размягчения эпоксидных пленок, отвержденных на упругой подложке//Высокомолекулярные соединения.—1969.—Т. 11Б, №10.—С. 757—760. 9. Королев А.Я. Адгезия и прочность адгезионных соединений//Клей и технология склеивания. - М.: Оборонгиз, 1960. - С. 35. 10. Берлин А.А., Булачева С.Ф., Морозов Ю.Л. Исследования в области химии и технологии синтетических полимеров // Пластические массы.— 1962.—№10.—С. 3—5. 11. Исследование строения адгезионноактивного поверхностного слоя окисленного поліетилена методом инфракрасной спектроскопии / Ф.К. Борисова, А.В. Киселев, А.Я. Королев и др.//Коллоидный журнал.—1966.—Т. 28, №6.—С. 792—785. 21 65509 22 23 65509 24 25 Комп’ютерна верстка М. Клюкін 65509 Підписне 26 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of polyethylene gas pipelines
Назва патенту російськоюСпособ ремонта полиэтиленовых газопроводов
МПК / Мітки
МПК: F16L 47/00, F16L 47/02
Мітки: ремонту, поліетиленових, спосіб, газопроводів
Код посилання
<a href="https://ua.patents.su/13-65509-sposib-remontu-polietilenovikh-gazoprovodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту поліетиленових газопроводів</a>
Спосіб ремонту поліетиленових трубопроводів з застосуванням терморезисторних муфт
Номер патенту: 65508
Опубліковано: 17.10.2005
Автори: Дубас Петро Андрійович, Труш Богдан Григорович
МПК: F16L 47/02, F16L 47/00
Мітки: ремонту, трубопроводів, застосуванням, терморезисторних, спосіб, поліетиленових, муфт
Формула / Реферат:
1. Апарат для наповнення контейнерів, зокрема, гранульованими, порошкоподібними або тонкоподрібненими твердими речовинами, з високим вмістом повітря, який має подавальну насадку, виконану з можливістю введення в подавальний отвір контейнера, який відрізняється тим, що подавальна насадка виконана з можливістю введення твердих речовин під тиском, а контейнер є повітропроникним та оточений корпусом (3), що складається з двох або декількох...
Спосіб з’єднання поліетиленових труб
Номер патенту: 40006
Опубліковано: 16.07.2001
Автор: Клявлін Валерій Володимирович
МПК: B29C 65/08, F16L 47/00
Мітки: труб, поліетиленових, спосіб, з'єднання
Формула / Реферат:
1. Спосіб з'єднання поліетиленових труб, при якому виконують активаційну обробку труб, що з'єднуються, протравлянням їх поверхні складами з вмістом хромових сполук, нанесення клею на зовнішні поверхні труб, що з'єднуються, а також на внутрішню поверхню сполучної муфти, причому як клей використовують епоксидну композицію, що спінюється, після чого з'єднують кінці труб, встановлюють на місце з'єднання сполучну муфту і затверднюють клей, який...
Спосіб бандажного з’єднання поліетиленових труб
Номер патенту: 40012
Опубліковано: 16.07.2001
Автор: Клявлін Валерій Володимирович
МПК: F16L 47/00, B29C 65/08
Мітки: поліетиленових, з'єднання, бандажного, спосіб, труб
Формула / Реферат:
1. Спосіб бандажного з'єднання поліетиленових труб, при якому виконують активаційну, обробку кінцевих ділянок труб, що з'єднуються, шляхом протравляння їхньої поверхні складами з вмістом хромових сполук, забезпечують центрування кінців труб, що з'єднуються, готують клейову суміш, що складається зі смоляної частини й отверджувача, виконують активаційну обробку поверхні армуючого наповнювача, за який використовують склотканину, просочують...
Пристрій для введення поліетиленових контейнерів у черевну порожнину
Номер патенту: 28817
Опубліковано: 16.10.2000
Автори: Голубятників Ігор Володимирович, Носенко Олена Миколаївна, Чайка Андрій Володимирович
МПК: A61B 17/94, A61B 1/018
Мітки: контейнерів, поліетиленових, черевну, пристрій, введення, порожнину
Формула / Реферат:
Пристрій для введення поліетиленових контейнерів у черевну порожнину, який включає, гільзу, провідник та контейнер, який відрізняється тим, що додатково обладнай чотирма саморозвідними браншами з обмежувателями, жорстко закріпленими на робочому кінці провідника, заемною рукояткой на другому кінці провідника та упором на гільзі.
Пристрій для введення поліетиленових контейнерів у черевну порожнину
Номер патенту: 819
Опубліковано: 15.05.2001
Автори: Чайка Андрій Володимирович, Носенко Олена Миколаївна
МПК: A61B 17/94
Мітки: введення, поліетиленових, пристрій, черевну, порожнину, контейнерів
Формула / Реферат:
Пристрій для введення поліетиленових контейнерів в черевну порожнину, який включає гільзу, провідник та контейнер, який відрізняється тим, що гільза обладнана упором, а провідник додатково має на робочому кінці чотири жорстко закріплені саморозвідні бранші з обмежувачами, а на другому кінці - знімну рукоятку.
Попередній патент: Дошка для катання “sb”
Наступний патент: Похідні імідазотриазинонів і фармацевтична композиція на їх основі
Випадковий патент: Черв'ячна передача