Пристрій і спосіб вимірювання принаймні однієї конічної різьби
Формула / Реферат
1. Пристрій для вимірювання принаймні однієї конічної різьби (1), зокрема різьби короба (2) або різьби ніпеля (3) електрода пірометалургійної установки, який відрізняється тим, що він містить першу (4) та другу (5) різьбові частини калібра, які нагвинчуються на або вгвинчуються в різьбу (1), яка підлягає вимірюванню, і мають різні діаметри різьби (Dg, Dk), при цьому передбачені засоби (6), за допомогою яких можна вимірювати відносне положення повороту поміж обома різьбовими частинами калібра (4, 5), а також відхилення відносного положення повороту від заданого положення повороту.
2. Пристрій за п. 1, який відрізняється тим, що обидві різьбові частини калібра (4, 5) для вимірювання зовнішньої різьби (1) ніпеля з різьбою (3) виконані у вигляді кільцевих шайб з конічною внутрішньою різьбою.
3. Пристрій за п. 1, який відрізняється тим, що обидві різьбові частини калібра (4, 5) для вимірювання зовнішньої різьби (1) короба з різьбою (3) виконані у вигляді кільцевих шайб з конічною зовнішньою різьбою.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що одна з різьбових частин калібра (5) скріплена з віссю (7), яка співвісно проходить через іншу різьбову частину калібра (4).
5. Пристрій за п. 4, який відрізняється тим, що вісь (7) розташована на різьбовій частині калібра (5) з меншим діаметром різьби (Dk).
6. Пристрій за п. 4 або 5, який відрізняється тим, що вісь (7) на різьбовій частині калібра (5) за допомогою гвинтового кріплення (8) фіксується в регульованому відносному положенні повороту.
7. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що на одній з двох різьбових частин калібра (4, 5) або на одному з конструктивних елементів (7, 11), які пов'язані з цими частинами, розташований лімб (9), а на іншій з двох різьбових частин калібра (4, 5) або на одному з конструктивних елементів (7, 11), які пов'язані з цими частинами, розташована стрілка (10), при цьому стрілка (10) показує на лімбі (9) відносне положення повороту обох різьбових частин калібра (4, 5).
8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що обидві різьбові частини калібра (4, 5) жорстко скріплені відповідно з однією віссю (7, 11), при цьому вісь (7) пронизує в аксіальному напрямку іншу вісь (11), яка виконана у вигляді полого вала.
9. Пристрій за п. 8, який відрізняється тим, що на одному аксіальному кінці (14) обох осей (7, 11) розташовані ручки або частки ручок (15) для маніпулювання та/або вгвинчування або нагвинчування різьбових частин калібра (4, 5).
10. Пристрій за п. 9, який відрізняється тим, що один торець (16) ручки або частки ручок (15) в ідеальному заданому положенні обох різьбових частин калібра (4, 5) розташовані аксіально на одній прямій відносно одна одної.
11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що аксіальне простягання обох різьбових частин калібра (4, 5) складає максимум 30 мм.
12. Пристрій за будь-яким з пп. 1-11, який відрізняється тим, що вхідний та/або вихідний відрізок зуба (17) різьби різьбової частин калібра (4, 5) зміщений назад у порівнянні з теоретичною формою.
13. Пристрій за будь-яким з пп. 1-12, який відрізняється тим, що передбачений додатковий засіб вимірювання (12) для вимірювання аксіальної відстані (а) обох різьбових частин калібра (4, 5).
14. Пристрій за п. 13, який відрізняється тим, що додатковий засіб вимірювання (12) являє собою мікрометр.
15. Пристрій за будь-яким з пп. 1-14, який відрізняється тим, що різьбові частини калібра (4, 5) для нагвинчування або вгвинчування виконані на або лише в одній конічній різьбі (1).
16. Пристрій за будь-яким з пп. 1-14, який відрізняється тим, що різьбові частини калібра (4, 5) для нагвинчування або вгвинчування виконані на або в двох конічних різьбах (Г, 1"), які направлені у різних напрямках та примикають одна до одної.
17. Пристрій за будь-яким з пп. 1-16, який відрізняється тим, що принаймні обидві різьбові частини калібра (4, 5), переважно весь пристрій, складаються або складається з алюмінію.
18. Пристрій за будь-яким з пп. 1-16, який відрізняється тим, що принаймні обидві різьбові частини калібра (4, 5), переважно весь пристрій, складаються або складається зі сталі.
19. Пристрій за будь-яким з пп. 1-16, який відрізняється тим, що принаймні обидві різьбові частини калібра (4, 5), переважно весь пристрій, складаються або складається з армованої вуглеволокном пластмаси.
20. Спосіб для вимірювання принаймні однієї конічної різьби (1), особливо короба з різьбою або ніпеля з різьбою електрода пірометалургійної установки, який включає наступні робочі операції, на яких:
a) нагвинчують або загвинчують першу частину калібра з різьбою (5) на або в різьбу (1), яка підлягає вимірюванню, з першим діаметром різьби (Dk);
b) нагвинчують або загвинчують другу частину калібра з різьбою (4) на або в різьбу (1), яка підлягає вимірюванню, з другим діаметром різьби (Dg), який відрізняється від першого діаметра різьби (Dk);
c) визначають відносний стан повороту поміж першою та другою частинами калібра з різьбою (4, 5) та знаходять відхилення визначеного відносного стану повороту стосовно заданого стану повороту.
21. Спосіб за п. 20, який відрізняється тим, що перед виконанням робочої операції а) за п. 20 проводять калібрування заданого положення повороту обох різьбових частин калібра (4, 5) за допомогою їх розміщення на різьбі калібра.
22. Спосіб за п. 21, який відрізняється тим, що калібрування проводять таким чином, що обидві різьбові частини калібра (4, 5) знаходяться одна відносно одної у попередньо заданому нульовому положенні.
23. Спосіб виготовлення калібра 3' у вигляді ніпеля з конічною різьбою, особливо для виконання способу за будь-яким з пп. 20-22, який відрізняється тим, що калібр 3' у вигляді ніпеля з конічною різьбою складається принаймні з двох окремо виготовлених частин.
24. Спосіб за п. 23, який відрізняється тим, що калібр 3' у вигляді ніпеля з конічною різьбою складається з двох точно окремо виготовлених частин.
25. Спосіб за п. 23 або 24, який відрізняється тим, що конічну різьбу виготовляють за допомогою токарної обточки, а також заключного точного процесу обробки.
Текст
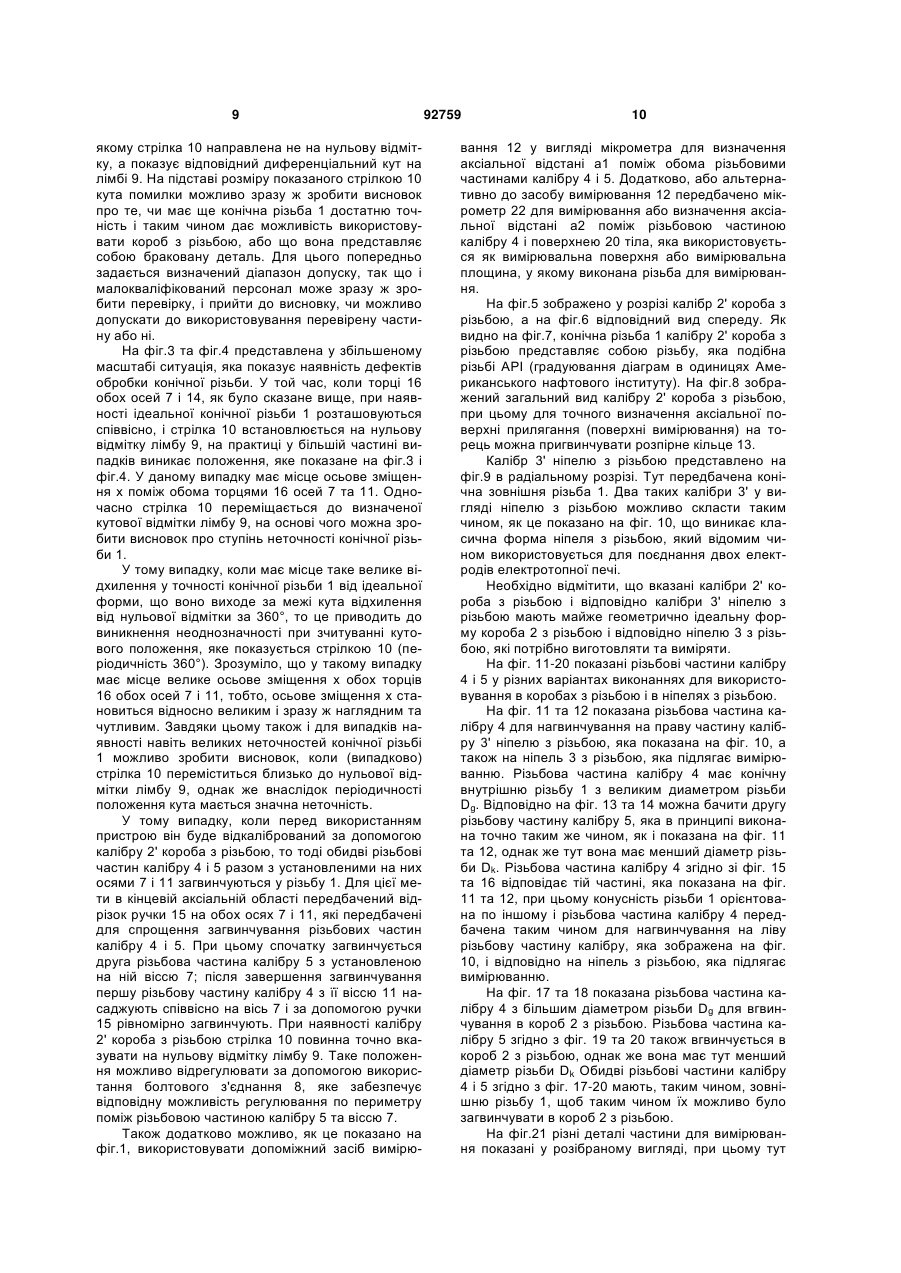
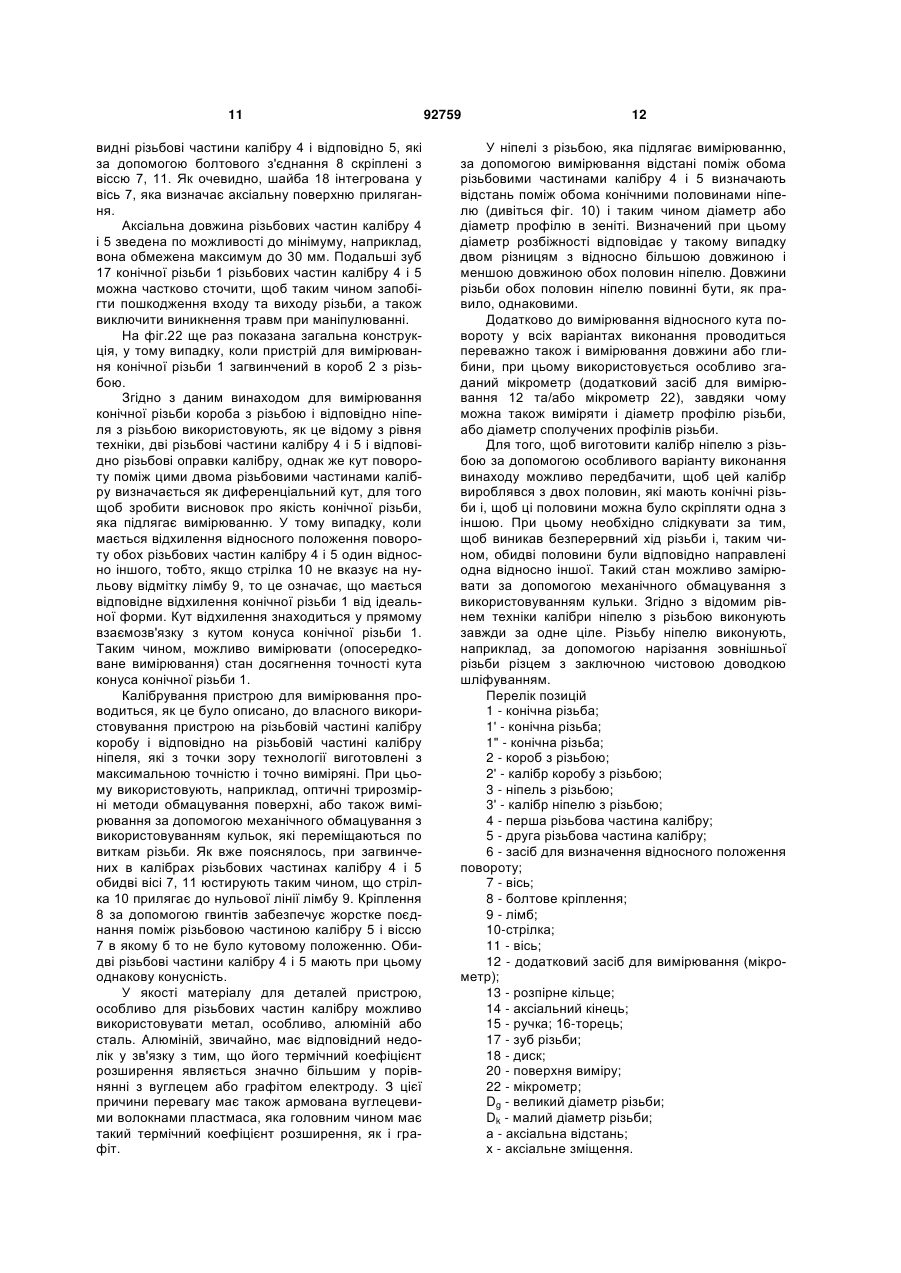
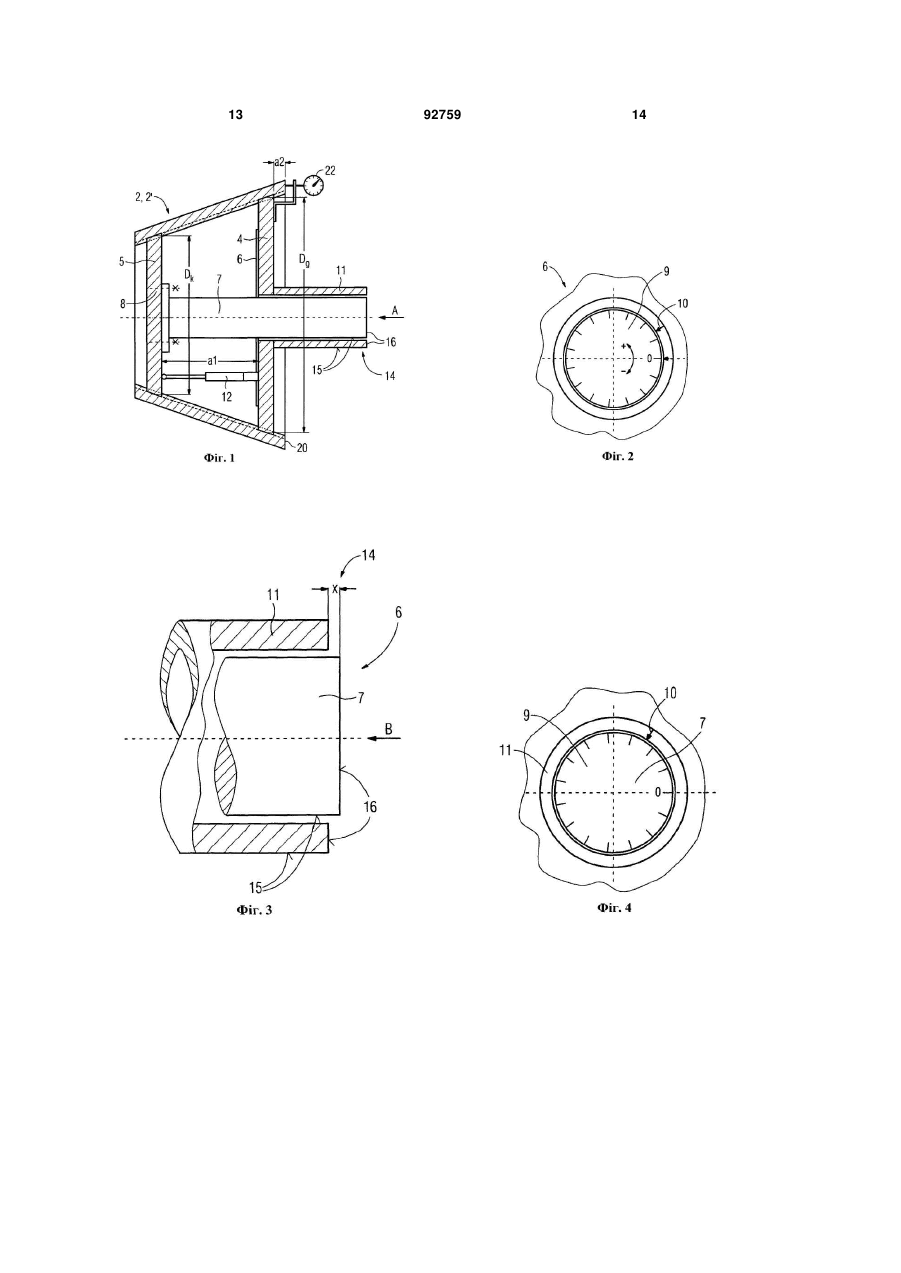
1. Пристрій для вимірювання принаймні однієї конічної різьби (1), зокрема різьби короба (2) або різьби ніпеля (3) електрода пірометалургійної установки, який відрізняється тим, що він містить першу (4) та другу (5) різьбові частини калібра, які нагвинчуються на або вгвинчуються в різьбу (1), яка підлягає вимірюванню, і мають різні діаметри різьби (Dg, Dk), при цьому передбачені засоби (6), за допомогою яких можна вимірювати відносне положення повороту поміж обома різьбовими частинами калібра (4, 5), а також відхилення відносного положення повороту від заданого положення повороту. 2. Пристрій за п. 1, який відрізняється тим, що обидві різьбові частини калібра (4, 5) для вимірювання зовнішньої різьби (1) ніпеля з різьбою (3) виконані у вигляді кільцевих шайб з конічною внутрішньою різьбою. 3. Пристрій за п. 1, який відрізняється тим, що обидві різьбові частини калібра (4, 5) для вимірювання зовнішньої різьби (1) короба з різьбою (3) виконані у вигляді кільцевих шайб з конічною зовнішньою різьбою. 4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що одна з різьбових частин калібра (5) скріплена з віссю (7), яка співвісно проходить через іншу різьбову частину калібра (4). 5. Пристрій за п. 4, який відрізняється тим, що вісь (7) розташована на різьбовій частині калібра (5) з меншим діаметром різьби (Dk). 6. Пристрій за п. 4 або 5, який відрізняється тим, що вісь (7) на різьбовій частині калібра (5) за допомогою гвинтового кріплення (8) фіксується в регульованому відносному положенні повороту. 7. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що на одній з двох різьбових частин калібра (4, 5) або на одному з конструктивних 2 (19) 1 3 92759 4 17. Пристрій за будь-яким з пп. 1-16, який відрізняється тим, що принаймні обидві різьбові частини калібра (4, 5), переважно весь пристрій, складаються або складається з алюмінію. 18. Пристрій за будь-яким з пп. 1-16, який відрізняється тим, що принаймні обидві різьбові частини калібра (4, 5), переважно весь пристрій, складаються або складається зі сталі. 19. Пристрій за будь-яким з пп. 1-16, який відрізняється тим, що принаймні обидві різьбові частини калібра (4, 5), переважно весь пристрій, складаються або складається з армованої вуглеволокном пластмаси. 20. Спосіб для вимірювання принаймні однієї конічної різьби (1), особливо короба з різьбою або ніпеля з різьбою електрода пірометалургійної установки, який включає наступні робочі операції, на яких: a) нагвинчують або загвинчують першу частину калібра з різьбою (5) на або в різьбу (1), яка підлягає вимірюванню, з першим діаметром різьби (Dk); b) нагвинчують або загвинчують другу частину калібра з різьбою (4) на або в різьбу (1), яка підлягає вимірюванню, з другим діаметром різьби (Dg), який відрізняється від першого діаметра різьби (Dk); c) визначають відносний стан повороту поміж першою та другою частинами калібра з різьбою (4, 5) та знаходять відхилення визначеного відносного стану повороту стосовно заданого стану повороту. 21. Спосіб за п. 20, який відрізняється тим, що перед виконанням робочої операції а) за п. 20 проводять калібрування заданого положення повороту обох різьбових частин калібра (4, 5) за допомогою їх розміщення на різьбі калібра. 22. Спосіб за п. 21, який відрізняється тим, що калібрування проводять таким чином, що обидві різьбові частини калібра (4, 5) знаходяться одна відносно одної у попередньо заданому нульовому положенні. 23. Спосіб виготовлення калібра 3' у вигляді ніпеля з конічною різьбою, особливо для виконання способу за будь-яким з пп. 20-22, який відрізняється тим, що калібр 3' у вигляді ніпеля з конічною різьбою складається принаймні з двох окремо виготовлених частин. 24. Спосіб за п. 23, який відрізняється тим, що калібр 3' у вигляді ніпеля з конічною різьбою складається з двох точно окремо виготовлених частин. 25. Спосіб за п. 23 або 24, який відрізняється тим, що конічну різьбу виготовляють за допомогою токарної обточки, а також заключного точного процесу обробки. Винахід відноситься до пристрою для вимірювання, принаймні, однієї конічної різьби, зокрема, різьбі коробу або різьби ніпеля електроду пірометалургійної установки. Також винахід відноситься до способу вимірювання, принаймні, однієї конічної різьби, зокрема, різьбі коробки або різьби ніпеля електроду пірометалургійної установки. В пірометалургійних установках, особливо, в електротопних печах і, відповідно, в дугових печах використовують електроди, які складаються здебільшого із спеченого вуглецю (графіту) з пеком. При цьому декілька таких електродів виставляють в осьовому напрямку і послідовно вставляють у піч. Після витрачення або спрацювання електроду суміжні електроди за допомогою болтового скріплення поєднуються з різьбою коробки та різьбою ніпеля і отримане електродне з'єднання заводиться в осьовому напрямку у піч. У такому штабелі електродів поєднуються, як правило, від двох до трьох електродів. Таке рішення відомо з описів до наступних перелічених документів: DD 216 835 А5, DE33 22 128 A1, DE 31 16 221 А1 та DE 198 50 735 СІ. При скріпленні декількох електродів за допомогою вказаного вище болтового з'єднання за допомогою різьби коробки та різьбі ніпеля має важливе значення, щоб як на поверхнях контакту в конічній різьбі, так і на плоских поверхнях контакту навкруги різьби був забезпечений максимальний контакт, по якому струм з одного електроду поступатиме до іншого. У тому ж випадку, якщо болтове з'єднання не буде виконано з достатньою точністю і таким чином буде порушена точність геометричного скріплення електродів, можуть виникнути значні пошкодження під дією ерозії. З цього приводу при виконанні болтового скріплення потрібен високий рівень точності, тобто, як зовнішня різьба ніпеля з різьбою, так і внутрішня різьба короба з різьбою повинні відповідати високим вимогам з точки зору геометрії, а різьба повинна приближатися як можливо ближче до своєї ідеальної форми. Для перевірки достатньої геометричної точності ніпелю з різьбою і відповідно коробу з різьбою відомі такі рішення, які описані, наприклад, в стандарті DIN EN 60239, або в стандарті Японії JIS R7202 (промисловий стандарт Японії). Під час контролю різьби з використанням такого вже відомого способу дві частини калібру з різьбою у вигляді диску з різним діаметром загвинчують на або в різьбу, яка підлягає вимірюванню, і утворена поміж двома частинами калібру з різьбою аксіальна відстань заміряється за допомогою мікрометра. На основі заданою геометрії зовнішньої і відповідно внутрішньої різьби ніпеля з різьбою і відповідно короба з різьбою виникає ідеальний розмір для аксіальної відстані поміж частинами калібру з різьбою, так що за допомогою вимірювання фактичної відстані можливо робити висновок про те, чи має конічна різьба ніпелю з різьбою і відповідно коробу з різьбою достатню точність. Крім цього, описаний у вказаних вище стандартах спосіб вимірювання конічної різьби є відносно трудомісткий. На практиці це приводить до виник 5 нення труднощів у тому випадку, коли при виготовленні різьби контроль різьби повинен проводити низькокваліфікований персонал. Таким чином, в основу винаходу покладена задача створити пристрій для вимірювання конічної різьби, особливо різьби коробки, або різьби ніпелю електроду пірометалургійної установки, а також відповідного способу вимірювання різьби, за допомогою якого, або за допомогою яких можливо виконувати простим методом контроль різьби короба, або різьби ніпеля. Пристрій і спосіб мусять належним чином працювати з максимальною простотою також і в самих тяжких умовах довкілля, а також повинні бути простими для розуміння, щоб таким чином у технологічному процесі могли надійним чином виконувати роботу по контролю також і співпрацівники з низькою кваліфікацією. Рішення цієї задачі за допомогою винаходу з використовуванням пристрою відрізняється тим, що пристрій включає першу частину калібру з різьбою і другу частину калібру з різьбою, котрі нагвинчуються на, або вгвинчуються у різьбу, яка підлягає вимірюванню, і які мають діаметри різьби, які відрізняються один від іншого, при цьому передбачені засоби, за допомогою яких можливо визначати відносне положення повороту поміж двома частинами калібру з різьбою, а також відхилення відносного положення повороту від заданого. При цьому обидві частини калібру з різьбою для вимірювання зовнішньої різьби ніпеля з різьбою можливо виконати у вигляді кільцевих дисків з конічною внутрішньою різьбою. При вимірюванні внутрішньої різьби короба з різьбою обидві частини калібру з різьбою можливо виконати у вигляді кільцевих дисків з конічною зовнішньою різьбою. Одна з частин калібру з різьбою може з'єднуватися віссю, яка проходе коаксіально через іншу частину калібру з різьбою. При цьому переважно передбачено, щоб вісь розташовувалася на частині калібру з різьбою з меншим діаметром різьби. Далі вісь на частині калібру з різьбою може за допомогою болтового з'єднання фіксуватися у регульованому відносному положенню повороту. У модифікованому виконанні передбачено, що в одній із частин калібру з різьбою або в одній із поєднаних з ним деталі розташована кругова шкала, а в одній із інших частин калібру з різьбою або в одній із поєднаних з ним деталей розташована стрілка, при цьому стрілка вказує на круговій шкалі відносне положення повороту обох частин калібру з різьбою. Обидві частини калібру з різьбою можуть поєднуватися без можливості повороту за допомогою вісі, при цьому одна вісь аксіально проходить через іншу вісь, яка виконана у вигляді полого валу. При цьому переважно передбачено, що на одному аксіальному кінці обох осей розташовані ручки або частини ручок для маніпулювання та/або загвинчування або нагвинчування частини калібру з різьбою. Подальші торець ручки або частини ручки в ідеальному заданому положенні обох частин калібру з різьбою можуть розташовуватися співвісно один відносно іншого. 92759 6 Для забезпечення переваги передбачено, що аксіальне простягання обох частин калібру з різьбою складає максимум ЗО мм, завдяки чому виключаються проблеми при виникненні термічних розширень. Вхідний та/або вихідний відрізок зуба різьби частини калібру з різьбою у порівняння з теоретичною заданою формою може бути зміщений назад, щоб таким чином звести до мінімуму виникнення небезпеки пошкоджень або нещасних випадків. Мається також можливість передбачати додаткові засоби для вимірювання осьової відстані поміж обома частинами калібру з різьбою. Під додатковими засобами для вимірювання потрібно розуміти переважно мікрометр. Частини калібру з різьбою можуть бути виконані для нагвинчування або вгвинчування на або в одну конічну різьбу. Однак же можливо також виконати частини калібру з різьбою для нагвинчування або вгвинчування на або в двох конічних різьбах, які з різною направленістю примикають одна до іншої. Як матеріал для обох частин калібру з різьбою, переважно для всього пристрою, можна використовувати алюміній, сталь, або армовану вуглецевим волокном пластмасу. Спосіб згідно з даним винаходом для вимірювання, принаймні, однієї конічної різьби, зокрема, різьби коробки або різьби ніпеля електрода пірометалургійної установки, включає наступні робочі операції: a) нагвинчування або загвинчування першої частини калібру з різьбою на або в різьбу, яка підлягає вимірюванню з першим діаметром різьби; b) нагвинчування або загвинчування другої частини калібру з різьбою на або в різьбу, яка підлягає вимірюванню, з другим діаметром різьби, який відрізняється від першого діаметра різьби; c) визначення відносного стану повороту поміж першою та другою частиною калібру з різьбою та знаходження відхилення визначеного відносного стану повороту стосовно заданого стану повороту. Нагвинчування або загвинчування частини калібру з різьбою на або в різьбу, яка підлягає вимірюванню, проводиться при цьому переважно з заданим і визначеним крутильним моментом. Переважно перед виконанням робочої операції а) проводять калібрування заданого стану повороту обох частин калібру з різьбою за допомогою їх установки на різьбу калібру. Це проводиться особливо так, що калібрування проводиться таким чином, що обидві частини калібру з різьбою знаходяться одна відносно іншої в попередньо заданому вихідному стані. Згідно зі способом виготовлення калібру з різьбовим ніпелем з конічною різьбою передбачається, що калібр з різьбовим ніпелем складається, принаймні, з двох окремо вироблених частин. При цьому передбачена перевага, яка полягає в тому, що калібр з різьбовим ніпелем складається з двох окремо точно виготовлених частин. Подальші конічна різьба виготовляється за допомогою токарного оброблення та при необхідності за до 7 помогою заключної прецизійної обробки. За допомогою запропонованого пристрою і відповідного способу стало можливим вимірювати простим способом конічну різьбу коробки з різьбою і відповідно ніпелю з різьбою. За допомогою невеликої кількості робочих операцій можна встановлювати запропонований пристрій і негайно зчитувати, чи знаходиться точність конічної різьби в межах заданих допусків і таким чином, чи можливо її використовувати. На фігурах зображені варіанти виконання винаходу. На фігурах показано. Фіг. 1 - схематичний вид збоку в розрізі короба з різьбою для електроду з установленим пристроєм для вимірювання конічної різьби короба з різьбою. Фіг. 2 - частина пристрою згідно з фіг. 1, якщо дивитися у напрямку А. Фіг. 3 - фрагмент пристрою в зображенні згідно з фіг. 1 у збільшеному масштабі. Фіг. 4 - вид В згідно з фіг. 3. Фіг. 5 - вид збоку в розрізі головного калібру короба з різьбою. Фіг. 6 - вид С згідно з фіг. 5 головного калібру короба з різьбою. Фіг. 7 - фрагмент Z згідно з фіг. 5. Фіг. 8 - загальний вид головного калібру короба з різьбою згідно з фіг 5-7 з розпірним кільцем, яке необхідно ставити з торця. Фіг. 9 - вид збоку в розрізу головного калібру короба з різьбою. Фіг. 10 - вид збоку у розрізі головного калібру короба з різьбою, який складається з двох з'єднаних поміж собою частин калібрів ніпеля з різьбою. Фіг. 11 - вид спереду великої різьбової частини ніпельного калібру для нагвинчування на зображену на фіг. 10 праву частину різьбового ніпельного калібру і відповідно на ніпель з різьбою, яка підлягає виміру. Фіг. 12 - вид збоку різьбової частини калібру згідно з фіг. 11 в розрізу. Фіг. 13 - вид спереду малої різьбової частини ніпельного калібру для нагвинчування на зображену на фіг. 10 праву частину різьбового ніпельного калібру і відповідно на ніпель з різьбою, яка підлягає виміру. Фіг. 14 - вид збоку різьбової частини калібру згідно з фіг. 13 в розрізі. Фіг. 15 - вид спереду великої різьбової частини ніпельного калібру для нагвинчування на зображену на фіг. 10 ліву частину різьбового ніпельного калібру і відповідно на ніпель з різьбою, яка підлягає виміру. Фіг. 16 - вид збоку різьбової частини калібру згідно з фіг. 15 в розрізі. Фіг. 17 - вид спереду великої різьбової частини коробчастого калібру для нагвинчування на зображений на фіг.8 головний калібр коробу з різьбою і відповідно в короб з різьбою, яка підлягає виміру. Фіг. 18 - вид збоку в розрізі різьбової частини калібру згідно з фіг. 17. Фіг. 19 - вид спереду малої різьбової частини коробчастого калібру для нагвинчування на зображений на фіг.8 головний калібр коробу з різь 92759 8 бою і відповідно в короб з різьбою, яка підлягає виміру. Фіг. 20 - вид збоку в розрізі різьбової частини калібру згідно з фіг. 19. Фіг. 21 - різьбова частина калібру для нагвинчування на зображену на фіг.8 частину коробчастого калібру і відповідно в короб з різьбою, яка підлягає вимірюванню, а також з пов'язаною з нею віссю у розібраному вигляді. Фіг. 22 - вид збоку з частковим розрізом короба з різьбою, яка підлягає вимірюванню, а також пристрою для вимірювання його різьби (коробчасті калібри). На фіг. 1 і на фіг. 2 схематично показано короб з різьбою 2, який може представляти собою, про що буде сказано пізніше, калібр 2' короба з різьбою. Короб з різьбою 2 має конічну внутрішню різьбу 1, яка, про що було сказано вище, повинна витримувати відносно високі вимоги стосовно свого геометричного виконання. Для вимірювання конічної різьби 1 використовують пристрій, який складається, принаймні, з двох різьбових частин калібру 4 і 5. Перша частина різьбового калібру 4 має перший діаметр різьби, а саме, більший діаметр різьби Dg, так що частина різьбового калібру 4 може загвинчуватися в правій кінцевій частині короба з різьбою 2. І, навпаки, друга різьбова частина калібру 5 має другий, менший діаметр різьби, а саме, діаметр різьби Dk- Таким чином друга різьбова частина калібру 5 може загвинчуватися в лівий кінцевій частині короба з різьбою 2. Обидві різьбові частини калібру 4 і 5 оснащені засобами 6 для визначення відносного положення повороту обох частин 4 і 5. При цьому річ йде в першу чергу про вісь 7 у вигляді частини валу, який жорстко поєднаний з другою різьбовою частиною калібру 5 за допомогою болтового з'єднання 8. Вісь 7 простирається з одного боку в загвинченому стані із короба з різьбою 2. Перша різьбова частина 4 жорстко поєднана з віссю 11, при цьому остання виконана у вигляді полого валу. Як видно на фіг. 1, вісь 7 проходить в аксіальному напрямку через вісь 8, а саме таким чином, що у загвинченому стані обох різьбових частин калібру 4 і 5, торці 16 обох осей 7, 11 в області аксіального кінця 14 розташовуються в значній мірі співвісно. Вісь 7 в області першої різьбової частини 4 оснащена лімбом 9 (дивіться фіг.2). Вісь 11 має у цій області стрілку 10. У тому випадку, коли справа йде про ідеально виконану конічну різьбу, то тоді короб з різьбою 2 представляє собою, власне кажучи, калібр 2' короба з різьбою і при цьому співвісно розташовуються не тільки обидва торці 16 обох осей 7 та 11, а ще й стрілка 10 у загвинченому стані вказує різьбовими частинами калібру 4 і 5 точно на нульову відмітку лімбу 9. У тому випадку, коли пристрій загвинчується в короб 2 з різьбою, яка підлягає вимірюванню, при наявності неточностей конічної різьби 1 такий ідеальний стан відрегулювати неможливо. Більше того, виникає положення, як це видно на фіг.2, у 9 якому стрілка 10 направлена не на нульову відмітку, а показує відповідний диференціальний кут на лімбі 9. На підставі розміру показаного стрілкою 10 кута помилки можливо зразу ж зробити висновок про те, чи має ще конічна різьба 1 достатню точність і таким чином дає можливість використовувати короб з різьбою, або що вона представляє собою браковану деталь. Для цього попередньо задається визначений діапазон допуску, так що і малокваліфікований персонал може зразу ж зробити перевірку, і прийти до висновку, чи можливо допускати до використовування перевірену частину або ні. На фіг.3 та фіг.4 представлена у збільшеному масштабі ситуація, яка показує наявність дефектів обробки конічної різьби. У той час, коли торці 16 обох осей 7 і 14, як було сказане вище, при наявності ідеальної конічної різьби 1 розташовуються співвісно, і стрілка 10 встановлюється на нульову відмітку лімбу 9, на практиці у більшій частині випадків виникає положення, яке показане на фіг.3 і фіг.4. У даному випадку має місце осьове зміщення х поміж обома торцями 16 осей 7 та 11. Одночасно стрілка 10 переміщається до визначеної кутової відмітки лімбу 9, на основі чого можна зробити висновок про ступінь неточності конічної різьби 1. У тому випадку, коли має місце таке велике відхилення у точності конічної різьби 1 від ідеальної форми, що воно виходе за межі кута відхилення від нульової відмітки за 360°, то це приводить до виникнення неоднозначності при зчитуванні кутового положення, яке показується стрілкою 10 (періодичність 360°). Зрозуміло, що у такому випадку має місце велике осьове зміщення х обох торців 16 обох осей 7 і 11, тобто, осьове зміщення х становиться відносно великим і зразу ж наглядним та чутливим. Завдяки цьому також і для випадків наявності навіть великих неточностей конічної різьбі 1 можливо зробити висновок, коли (випадково) стрілка 10 переміститься близько до нульової відмітки лімбу 9, однак же внаслідок періодичності положення кута мається значна неточність. У тому випадку, коли перед використанням пристрою він буде відкалібрований за допомогою калібру 2' короба з різьбою, то тоді обидві різьбові частин калібру 4 і 5 разом з установленими на них осями 7 і 11 загвинчуються у різьбу 1. Для цієї мети в кінцевій аксіальній області передбачений відрізок ручки 15 на обох осях 7 і 11, які передбачені для спрощення загвинчування різьбових частин калібру 4 і 5. При цьому спочатку загвинчується друга різьбова частина калібру 5 з установленою на ній віссю 7; після завершення загвинчування першу різьбову частину калібру 4 з її віссю 11 насаджують співвісно на вісь 7 і за допомогою ручки 15 рівномірно загвинчують. При наявності калібру 2' короба з різьбою стрілка 10 повинна точно вказувати на нульову відмітку лімбу 9. Таке положення можливо відрегулювати за допомогою використання болтового з'єднання 8, яке забезпечує відповідну можливість регулювання по периметру поміж різьбовою частиною калібру 5 та віссю 7. Також додатково можливо, як це показано на фіг.1, використовувати допоміжний засіб вимірю 92759 10 вання 12 у вигляді мікрометра для визначення аксіальної відстані а1 поміж обома різьбовими частинами калібру 4 і 5. Додатково, або альтернативно до засобу вимірювання 12 передбачено мікрометр 22 для вимірювання або визначення аксіальної відстані а2 поміж різьбовою частиною калібру 4 і поверхнею 20 тіла, яка використовується як вимірювальна поверхня або вимірювальна площина, у якому виконана різьба для вимірювання. На фіг.5 зображено у розрізі калібр 2' короба з різьбою, а на фіг.6 відповідний вид спереду. Як видно на фіг.7, конічна різьба 1 калібру 2' короба з різьбою представляє собою різьбу, яка подібна різьбі АРІ (градуювання діаграм в одиницях Американського нафтового інституту). На фіг.8 зображений загальний вид калібру 2' короба з різьбою, при цьому для точного визначення аксіальної поверхні прилягання (поверхні вимірювання) на торець можна пригвинчувати розпірне кільце 13. Калібр 3' ніпелю з різьбою представлено на фіг.9 в радіальному розрізі. Тут передбачена конічна зовнішня різьба 1. Два таких калібри 3' у вигляді ніпелю з різьбою можливо скласти таким чином, як це показано на фіг. 10, що виникає класична форма ніпеля з різьбою, який відомим чином використовується для поєднання двох електродів електротопної печі. Необхідно відмітити, що вказані калібри 2' короба з різьбою і відповідно калібри 3' ніпелю з різьбою мають майже геометрично ідеальну форму короба 2 з різьбою і відповідно ніпелю 3 з різьбою, які потрібно виготовляти та виміряти. На фіг. 11-20 показані різьбові частини калібру 4 і 5 у різних варіантах виконаннях для використовування в коробах з різьбою і в ніпелях з різьбою. На фіг. 11 та 12 показана різьбова частина калібру 4 для нагвинчування на праву частину калібру 3' ніпелю з різьбою, яка показана на фіг. 10, а також на ніпель 3 з різьбою, яка підлягає вимірюванню. Різьбова частина калібру 4 має конічну внутрішню різьбу 1 з великим диаметром різьби Dg. Відповідно на фіг. 13 та 14 можна бачити другу різьбову частину калібру 5, яка в принципі виконана точно таким же чином, як і показана на фіг. 11 та 12, однак же тут вона має менший діаметр різьби Dk. Різьбова частина калібру 4 згідно зі фіг. 15 та 16 відповідає тій частині, яка показана на фіг. 11 та 12, при цьому конусність різьби 1 орієнтована по іншому і різьбова частина калібру 4 передбачена таким чином для нагвинчування на ліву різьбову частину калібру, яка зображена на фіг. 10, і відповідно на ніпель з різьбою, яка підлягає вимірюванню. На фіг. 17 та 18 показана різьбова частина калібру 4 з більшим діаметром різьби Dg для вгвинчування в короб 2 з різьбою. Різьбова частина калібру 5 згідно з фіг. 19 та 20 також вгвинчується в короб 2 з різьбою, однак же вона має тут менший діаметр різьби Dk Обидві різьбові частини калібру 4 і 5 згідно з фіг. 17-20 мають, таким чином, зовнішню різьбу 1, щоб таким чином їх можливо було загвинчувати в короб 2 з різьбою. На фіг.21 різні деталі частини для вимірювання показані у розібраному вигляді, при цьому тут 11 видні різьбові частини калібру 4 і відповідно 5, які за допомогою болтового з'єднання 8 скріплені з віссю 7, 11. Як очевидно, шайба 18 інтегрована у вісь 7, яка визначає аксіальну поверхню прилягання. Аксіальна довжина різьбових частин калібру 4 і 5 зведена по можливості до мінімуму, наприклад, вона обмежена максимум до 30 мм. Подальші зуб 17 конічної різьби 1 різьбових частин калібру 4 і 5 можна частково сточити, щоб таким чином запобігти пошкодження входу та виходу різьби, а також виключити виникнення травм при маніпулюванні. На фіг.22 ще раз показана загальна конструкція, у тому випадку, коли пристрій для вимірювання конічної різьби 1 загвинчений в короб 2 з різьбою. Згідно з даним винаходом для вимірювання конічної різьби короба з різьбою і відповідно ніпеля з різьбою використовують, як це відому з рівня техніки, дві різьбові частини калібру 4 і 5 і відповідно різьбові оправки калібру, однак же кут повороту поміж цими двома різьбовими частинами калібру визначається як диференціальний кут, для того щоб зробити висновок про якість конічної різьби, яка підлягає вимірюванню. У тому випадку, коли мається відхилення відносного положення повороту обох різьбових частин калібру 4 і 5 один відносно іншого, тобто, якщо стрілка 10 не вказує на нульову відмітку лімбу 9, то це означає, що мається відповідне відхилення конічної різьби 1 від ідеальної форми. Кут відхилення знаходиться у прямому взаємозв'язку з кутом конуса конічної різьби 1. Таким чином, можливо вимірювати (опосередковане вимірювання) стан досягнення точності кута конуса конічної різьби 1. Калібрування пристрою для вимірювання проводиться, як це було описано, до власного використовування пристрою на різьбовій частині калібру коробу і відповідно на різьбовій частині калібру ніпеля, які з точки зору технології виготовлені з максимальною точністю і точно виміряні. При цьому використовують, наприклад, оптичні трирозмірні методи обмацування поверхні, або також вимірювання за допомогою механічного обмацування з використовуванням кульок, які переміщаються по виткам різьби. Як вже пояснялось, при загвинчених в калібрах різьбових частинах калібру 4 і 5 обидві вісі 7, 11 юстирують таким чином, що стрілка 10 прилягає до нульової лінії лімбу 9. Кріплення 8 за допомогою гвинтів забезпечує жорстке поєднання поміж різьбовою частиною калібру 5 і віссю 7 в якому б то не було кутовому положенню. Обидві різьбові частини калібру 4 і 5 мають при цьому однакову конусність. У якості матеріалу для деталей пристрою, особливо для різьбових частин калібру можливо використовувати метал, особливо, алюміній або сталь. Алюміній, звичайно, має відповідний недолік у зв'язку з тим, що його термічний коефіцієнт розширення являється значно більшим у порівнянні з вуглецем або графітом електроду. З цієї причини перевагу має також армована вуглецевими волокнами пластмаса, яка головним чином має такий термічний коефіцієнт розширення, як і графіт. 92759 12 У ніпелі з різьбою, яка підлягає вимірюванню, за допомогою вимірювання відстані поміж обома різьбовими частинами калібру 4 і 5 визначають відстань поміж обома конічними половинами ніпелю (дивіться фіг. 10) і таким чином діаметр або діаметр профілю в зеніті. Визначений при цьому діаметр розбіжності відповідає у такому випадку двом різницям з відносно більшою довжиною і меншою довжиною обох половин ніпелю. Довжини різьби обох половин ніпелю повинні бути, як правило, однаковими. Додатково до вимірювання відносного кута повороту у всіх варіантах виконання проводиться переважно також і вимірювання довжини або глибини, при цьому використовується особливо згаданий мікрометр (додатковий засіб для вимірювання 12 та/або мікрометр 22), завдяки чому можна також виміряти і діаметр профілю різьби, або діаметр сполучених профілів різьби. Для того, щоб виготовити калібр ніпелю з різьбою за допомогою особливого варіанту виконання винаходу можливо передбачити, щоб цей калібр вироблявся з двох половин, які мають конічні різьби і, щоб ці половини можна було скріпляти одна з іншою. При цьому необхідно слідкувати за тим, щоб виникав безперервний хід різьби і, таким чином, обидві половини були відповідно направлені одна відносно іншої. Такий стан можливо замірювати за допомогою механічного обмацування з використовуванням кульки. Згідно з відомим рівнем техніки калібри ніпелю з різьбою виконують завжди за одне ціле. Різьбу ніпелю виконують, наприклад, за допомогою нарізання зовнішньої різьби різцем з заключною чистовою доводкою шліфуванням. Перелік позицій 1 - конічна різьба; 1' - конічна різьба; 1" - конічна різьба; 2 - короб з різьбою; 2' - калібр коробу з різьбою; 3 - ніпель з різьбою; 3' - калібр ніпелю з різьбою; 4 - перша різьбова частина калібру; 5 - друга різьбова частина калібру; 6 - засіб для визначення відносного положення повороту; 7 - вісь; 8 - болтове кріплення; 9 - лімб; 10-стрілка; 11 - вісь; 12 - додатковий засіб для вимірювання (мікрометр); 13 - розпірне кільце; 14 - аксіальний кінець; 15 - ручка; 16-торець; 17 - зуб різьби; 18 - диск; 20 - поверхня виміру; 22 - мікрометр; Dg - великий діаметр різьби; Dk - малий діаметр різьби; а - аксіальна відстань; х - аксіальне зміщення. 13 92759 14 15 92759 16 17 92759 18 19 92759 20 21 92759 22 23 92759 24 25 Комп’ютерна верстка Г. Паяльніков 92759 Підписне 26 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for measuring at least one conical thread
Автори англійськоюLudwig Peter
Назва патенту російськоюУстройство и способ измерения как минимум одной конической резьбы
Автори російськоюЛюдвиг Питер
МПК / Мітки
МПК: H05B 7/14
Мітки: пристрій, конічної, вимірювання, спосіб, однієї, принаймні, різьби
Код посилання
<a href="https://ua.patents.su/13-92759-pristrijj-i-sposib-vimiryuvannya-prinajjmni-odnieh-konichno-rizbi.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб вимірювання принаймні однієї конічної різьби</a>
Фарба на основі принаймні однієї полімерної дисперсії, спосіб нанесення такої фарби та її застосування
Номер патенту: 81663
Опубліковано: 25.01.2008
Автори: Хуммерт Томас, Бістер Ерхард, Бефурт Уве, Зорг Віктор, Заузенг Харальд, Штехер Юрген, Маценауер Рольф, Цьоллєр Хайке
МПК: C09D 5/02, B05B 9/00, B05D 1/02
Мітки: нанесення, дисперсії, спосіб, однієї, фарба, застосування, полімерної, фарби, принаймні, основі, такої
Формула / Реферат:
1. Фарба на основі принаймні однієї полімерної дисперсії із пігментами, наповнювачами, згущувачами, диспергуючими засобами і домішками, яка відрізняється тим, що вона містить:a) 2-20 мас. % полімерної дисперсії в перерахунку на вміст сухої речовини,b) 2-35 мас. % пігментів,c) 5-60 мас. % наповнювачів, розмір частинок яких становить 0,1-200 мкм,d) 0,1-3 мас. % згущувачів,e) 0,1-2 мас. % диспергуючих засобів...
Трубчаста башта для підтримування принаймні однієї антени з електронним обладнанням
Номер патенту: 33342
Опубліковано: 25.06.2008
Автори: Гаркавий Роман Миколайович, Кут Денис Геннадійович, Кортельова Наталія Вікторівна, Гуськов Михайло Васильович, Іващенко Максим Миколайович
МПК: E04H 12/00
Мітки: башта, електронним, обладнанням, принаймні, трубчаста, антени, однієї, підтримування
Формула / Реферат:
1. Трубчаста башта для підтримування принаймні однієї антени з електронним обладнанням, що включає багатосекційну трубчасту оболонку зі змінним поперечним перерізом у довжину з зменшенням знизу доверху, яка складається з окремих секцій, послідовно з'єднаних між собою, якa відрізняється тим, що додатково містить рекламний носій у вигляді інформаційного щита, що приєднаний до однієї з секцій і має корпус, усередині якого розміщене електронне...
Система керування віссю транспортного засобу вздовж принаймні однієї рейки на грунті
Номер патенту: 49942
Опубліковано: 15.10.2002
Автори: Андре Жан-Лук, Корбер Мартін
МПК: B62D 1/00
Мітки: транспортного, керування, грунті, принаймні, засобу, система, вздовж, однієї, віссю, рейки
Формула / Реферат:
1. Система керування віссю (8) транспортного засобу, що містить напрямний вузол, який несе два похилі ролики, що зчіплюються з наземною напрямною рейкою, яка відрізняється тим, що напрямний вузол (1) включає дві укосини (2) та (3), що обертаються навколо поперечної осі (7) транспортного засобу і зазнають вертикального навантаження та зусилля спарювання, причому укосини (2) та (3) несуть кожна похилий напрямний ролик (12, 13) або (14, 15), які...
Спосіб виміру середнього діаметра внутрішньої різьби
Номер патенту: 25079
Опубліковано: 25.07.2007
Автори: Бочкова Алла Никифорівна, Соловйов Станіслав Миколайович, Мозолюк Володимир Олексійович, Щелочкова Елізавета Володимирівна, Гущин Володимир Миколайович
МПК: G01B 3/00
Мітки: середнього, різьби, спосіб, діаметра, внутрішньої, виміру
Формула / Реферат:
1. Спосіб виміру середнього діаметра внутрішньої різьби, який полягає у тому, що в западини контрольованої різьби розміщують діаметрально протилежно два проміжні тіла, вимірюють відстань між паралельними осі різьби дотичними до діаметрально розташованих тіл на декількох витках різьби і використовують ці дані для визначення відхилення від номінального середнього діаметра різьби, який відрізняється тим, що як проміжні тіла використовують...
Спосіб контролю конічної різі, еталонний блок для його здійснення (варіанти) та апарат вимірювання діаметра
Номер патенту: 70993
Опубліковано: 15.11.2004
Автори: Ноель Т'єррі, Ассенс Жилль
МПК: G01B 3/38, G01B 5/24, G01B 3/46
Мітки: апарат, контролю, спосіб, еталонний, діаметра, здійснення, блок, вимірювання, конічної, різі, варіанти
Формула / Реферат:
1. Спосіб контролю охоплюваної конічної різі, виконаної на зовнішній периферійній частині охоплюваного елемента, який розташований на кінці металевої труби і який містить щонайменше один засіб герметизації, розташований у безпосередній близькості від цього кінця, відповідно до якого контролюють середній діаметр різі у заданій площині вимірювання, розташованій на кресленні на відстані L1 від площини відліку, за допомогою апарата плоского...
Попередній патент: Коробка для сигарет та набір заготовок для її виготовлення
Наступний патент: Комплексний фармацевтичний препарат
Випадковий патент: Спосіб одержання дієтичної добавки "імунан"