Спосіб виміру середнього діаметра внутрішньої різьби
Номер патенту: 25079
Опубліковано: 25.07.2007
Автори: Щелочкова Елізавета Володимирівна, Мозолюк Володимир Олексійович, Соловйов Станіслав Миколайович, Гущин Володимир Миколайович, Бочкова Алла Никифорівна
Формула / Реферат
1. Спосіб виміру середнього діаметра внутрішньої різьби, який полягає у тому, що в западини контрольованої різьби розміщують діаметрально протилежно два проміжні тіла, вимірюють відстань між паралельними осі різьби дотичними до діаметрально розташованих тіл на декількох витках різьби і використовують ці дані для визначення відхилення від номінального середнього діаметра різьби, який відрізняється тим, що як проміжні тіла використовують різьбові калібри - пробки непрохідні - з кутом профілю і кроком, що відповідають вимірюваній різьбі, а відстань між їх зовнішніми діаметрами вимірюють за допомогою плоскопаралельних кінцевих мір довжини.
2. Спосіб за п. 1, який відрізняється тим, що для виміру середнього діаметра внутрішньої різьби деталі використовують робочі калібри - пробки непрохідні, а для робочого калібру - кільця різьбового - використовують контрольні калібри - пробки непрохідні.
Текст
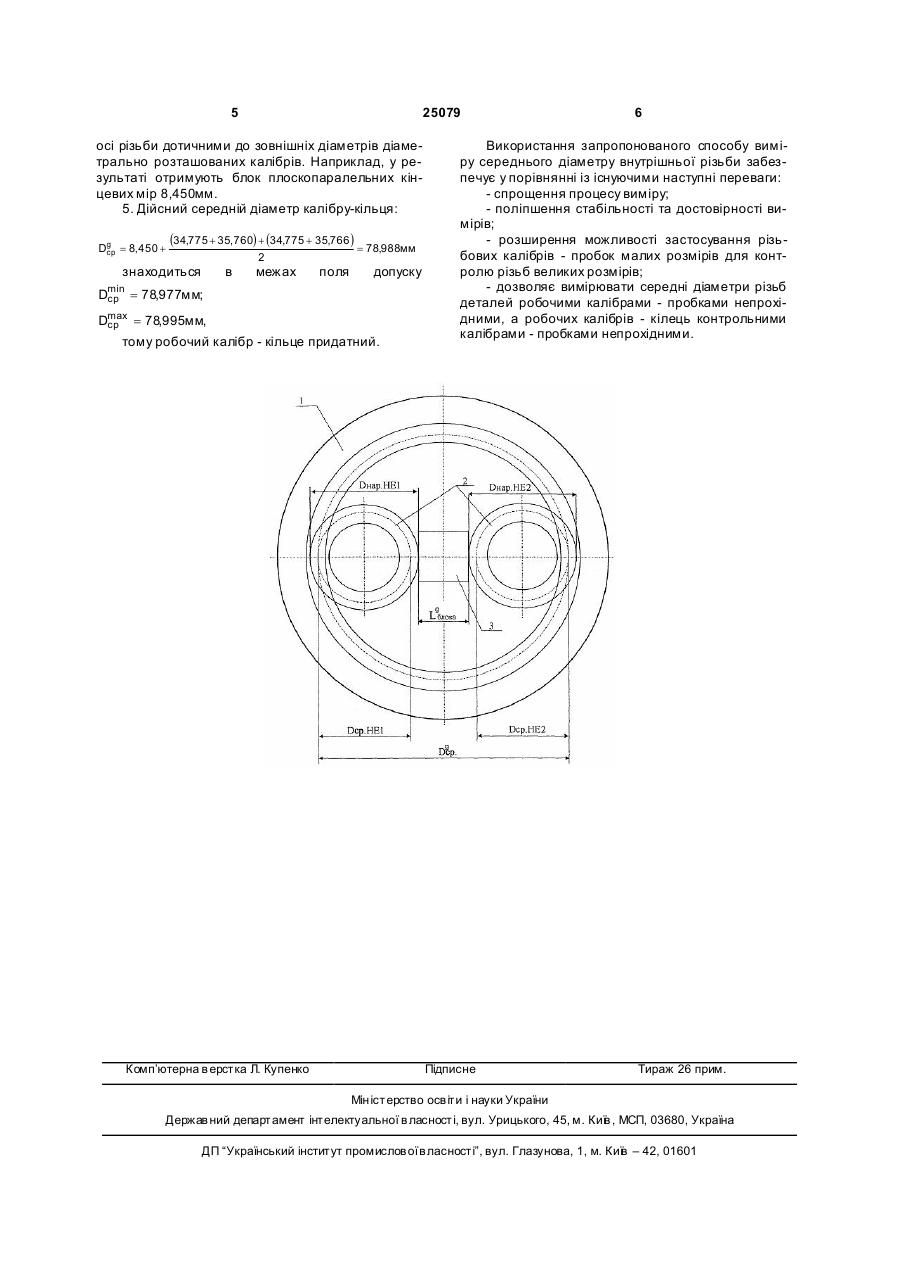
1. Спосіб виміру середнього діаметра внутрішньої різьби, який полягає у тому, що в западини контрольованої різьби розміщують діаметрально протилежно два проміжні тіла, вимірюють відстань між паралельними осі різьби дотичними до діаме 3 25079 відповідають вимірюваній різьбі, а відстань між їх зовнішніми діаметрами вимірюють за допомогою плоскопаралельних кінцевих мір довжини. Технічний результат від застосування запропонованого способу полягає в тім, що істотно змінюється суть процесу виміру. У запропонованому способі замість кульок як проміжні тіла використовують різьбові калібри - пробки. Ця різниця поліпшує позиціювання проміжних тіл. У відомому способі контакт між кульками і вимірюваним профілем здійснюється по крапках і необхідно кілька кульок для розміщення їх у строго визначеному порядку в різних витках різьби, що досить важко здійснити. У запропонованому способі різьбовий калібр - пробка має однаковий кут і крок профілю з контрольованою різьбою, контактує одночасно з декількома витками різьби, контакт відбувається по поверхні, що аналогічно умовам роботи різьбового з'єднання, у результаті чого поліпшується зручність процесу установки проміжних тіл, та достовірність контролю і як наслідок спрощується процес виміру та підвищується стабільність його результатів. Застосування різьбових калібрів-пробок і плоскопаралельних кінцевих мір довжини обумовлює ефективність запропонованого методу в умовах реального виробництва, тому що вони є на підприємстві, а необхідні для розрахунків їхні параметри, у відмінності від розмірів кульок, знаходяться під постійним метрологічним моніторингом відповідно до нормативних документів (ГОСТ 8.128-74 «Калибры резьбовые цилиндрические. Методы и средства поверки», ГОСТ 9038-94 «МеDg = Lg cp блока + 4 ры длины концевые плоскопараллельные. Технические условия»), що сприяє забезпеченню стабільності та достовірності вимірів. Запропонований спосіб контролю дає також можливість застосувати стандартизовані засоби контролю (різьбові калібри - пробки) малих розмірів для вимірювання внутрішніх різьб великих розмірів, що розширює можливості їхнього застосування і дозволяє виключити використання інших проміжних тіл (кульок, пружин, вставок і т.п.). Завдяки сукупності зазначених ознак, запропонований спосіб розширює можливості застосування стандартизованих засобів контролю внутрішніх різьб (різьбових калібрів - пробок) для виміру різьб, спрощує процес виміру, а також поліпшує стабільність та достовірність результатів виміру середнього діаметру вн утрішньої різьби. Схема запропонованого способу наведена на кресленні. В западини внутрішньої різьби деталі 1 розміщені два різьбових калібри - пробки непрохідні 2, що зовнішніми діаметрами стикаються із блоком плоскопаралельних кінцевих мір довжини 3. Для здійснення способу два різьбових калібри - пробки непрохідні 2 уводять у западини внутрішньої різьби деталі 1. Вимірюють відстань між паралельними осі різьби дотичними до діаметрально розташованих зовнішніх діаметрів калібрів блоком плоскопаралельних кінцевих мір 3. Дійсний середній діаметр різьби обмірювальної деталі визначають по формулі: (DcpHE 1+ DнарHE1) + (DcpHE 2 + DнарHE 2) де: Dg - дійсний середній діаметр різьби деталі; cp Lg блока - дійсне значення блоку плоскопаралельних кінцевих мір. DсрHE1, DсрHE2 - дійсний середній діаметр непрохідних робочих калібрів НЕ1 і НЕ2, мм; DнарHE1, DнарHE2 - дійсний зовнішній діаметр непрохідних робочих калібрів НЕ1 і НЕ2, мм. Приклад виміру середнього діаметра внутрішньої метричної різьби М80х1,5-6Н деталі 1. Визначають теоретичний середній діаметр профілю різьби: Dcp=79, 026+0,212 [ГОСТ 16093-70] 2. Підбирають два робочих різьбових пробки М36х1,5НЕ. 3. Роблять вимір дійсних значень їхнього середнього і зовнішнього діаметра: DсрHE1=35,228мм DсрHE2=35,230мм (1) 2 DнapHE1=35,524мм DнарHE2=35,526мм 4. Проводять вимір відстані між паралельними осі різьби дотичними до зовнішніх діаметрів діаметрально розташованих калібрів. Наприклад, у результаті контролю отримують блок плоскопаралельних кінцевих мір довжини 8,354мм. 5. Дійсний середній діаметр різьби деталі: Dg = 8,354 + ср (35,228 + 35,524) + (35,230 + 35,526) = 79,108мм знаходиться Dmin = cp межах поля допуску 79,026мм; Dmax cp = 2 в 79,238мм, тому деталь придатна. Запропонований спосіб дає можливість виконати контроль середнього діаметра робочого калібру - кільця різьбового за допомогою контрольних непрохідних калібрів. Для цього у формулі 1 необхідно використовувати значення середнього та зовнішнього діаметрів непрохідних контрольних калібрів КИ-НЕ. Приклад виміру середнього діаметра робочого калібру - кільця метричної різьби М80х1,5-6Н 1. Визначають теоретичний середній діаметр профілю різьби робочого калібру - кільця: Dср=78,977+0,018 [ГОСТ 18466-73] 2. Підбирають два контрольних різьбових калібри - пробки М36х1,5 КИ-НЕ. 3. Роблять вимір дійсних значень їхніх середніх і зовнішніх діаметрів: DсрКИ-НЕ1=34,775мм; DнарКИ-НЕ1=35,760мм; DсрКИ-НЕ2=34,775мм; DнарKИ-HE2=35,766мм. 4. Проводять вимір відстані між паралельними 5 25079 осі різьби дотичними до зовнішніх діаметрів діаметрально розташованих калібрів. Наприклад, у результаті отримують блок плоскопаралельних кінцевих мір 8,450мм. 5. Дійсний середній діаметр калібру-кільця: Dg = 8,450 + cp (34,775 + 35,760) + (34,775 + 35,766) = 78,988мм 2 знаходиться в Dmin = cp поля допуску 78,977мм; Dmax cp = межах 78,995мм, тому робочий калібр - кільце придатний. Комп’ютерна в ерстка Л. Купенко 6 Використання запропонованого способу виміру середнього діаметру внутрішньої різьби забезпечує у порівнянні із існуючими наступні переваги: - спрощення процесу виміру; - поліпшення стабільності та достовірності вимірів; - розширення можливості застосування різьбових калібрів - пробок малих розмірів для контролю різьб великих розмірів; - дозволяє вимірювати середні діаметри різьб деталей робочими калібрами - пробками непрохідними, а робочих калібрів - кілець контрольними калібрами - пробками непрохідними. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measuring the mean diameter of internal thread
Автори англійськоюSolov’iov Stanislav Mykolaiovych, Mozoliuk Volodymyr Oleksiiovych, Bochkova Alla Nykyforovna, Huschyn Volodymyr Mykolaiovych
Назва патенту російськоюСпособ измерения среднего диаметра внутренней резьбы
Автори російськоюСоловьев Станислав Николаевич, Мозолюк Владимир Алексеевич, Бочковая Алла Никифоровна, Гущин Владимир Николаевич
МПК / Мітки
МПК: G01B 3/00
Мітки: діаметра, виміру, середнього, спосіб, різьби, внутрішньої
Код посилання
<a href="https://ua.patents.su/3-25079-sposib-vimiru-serednogo-diametra-vnutrishno-rizbi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виміру середнього діаметра внутрішньої різьби</a>
Агрегат для вихрового фрезерування внутрішньої різьби
Номер патенту: 78189
Опубліковано: 15.03.2007
Автори: Зубко Віктор Петрович, Пащенко Валерій Дмитрович
Мітки: агрегат, фрезерування, різьби, вихрового, внутрішньої
Формула / Реферат:
Агрегат для вихрового фрезерування внутрішньої різьби, що містить вихрову головку, електродвигун, супорт, який відрізняється тим, що містить додатково пристрій, який складається з двох нерухомих плит: нижньої, що установлюється на поверхню деталі, в якій нарізається різьба, і кріпиться за допомогою допоміжних пристроїв, і верхньої, з'єднаних між собою двома напрямними жорстко закріпленими валами, розташованими на одній осі, і двома ходовими...
Інструмент для виміру діаметра голівки стегнової кістки при операції однополюсного ендопротезування
Номер патенту: 56401
Опубліковано: 15.05.2003
Автори: Лоскутов Олександр Євгенович, Богуславський Андрій Сергійович
Мітки: однополюсного, виміру, діаметра, інструмент, кістки, ендопротезування, операції, стегнової, голівки
Формула / Реферат:
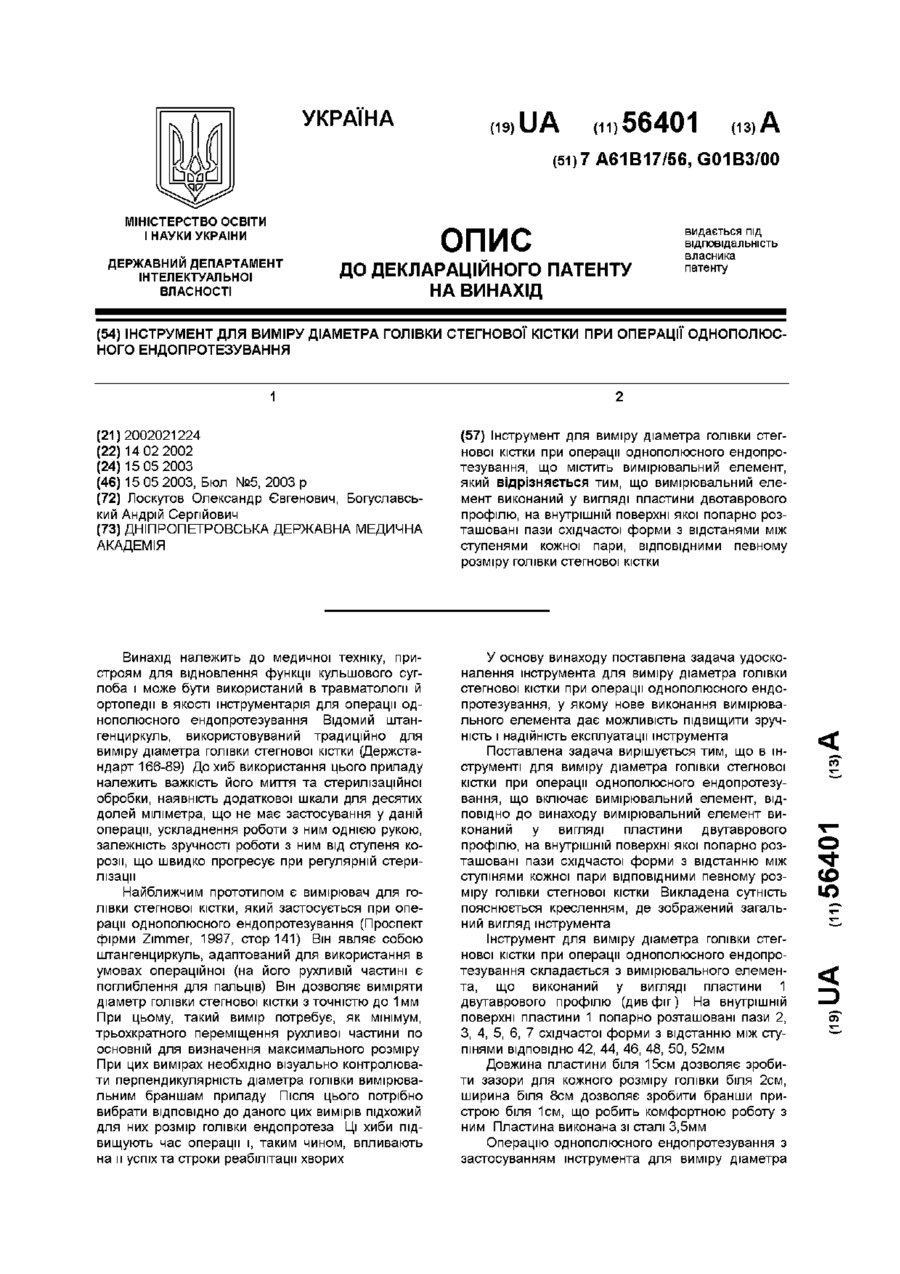
Інструмент для виміру діаметра голівки стегнової кістки при операції однополюсного ендопротезування, що містить вимірювальний елемент, який відрізняється тим, що вимірювальний елемент виконаний у вигляді пластини двотаврового профілю, на внутрішній поверхні якої попарно розташовані пази східчастої форми з відстанями між ступенями кожної пари, відповідними певному розміру голівки стегнової кістки.
Пристрій для виконання біполярної електрокоагуляції кровоносних судин малого та середнього діаметра
Номер патенту: 66294
Опубліковано: 15.04.2004
Автори: Парфентьєв Роман Сергійович, Баязітов Микола Рашитович, Косован Віктор Миколайович, Грубнік Володимир Володимирович
МПК: A61N 1/28
Мітки: біполярної, судин, кровоносних, електрокоагуляції, виконання, діаметра, пристрій, середнього, малого
Формула / Реферат:
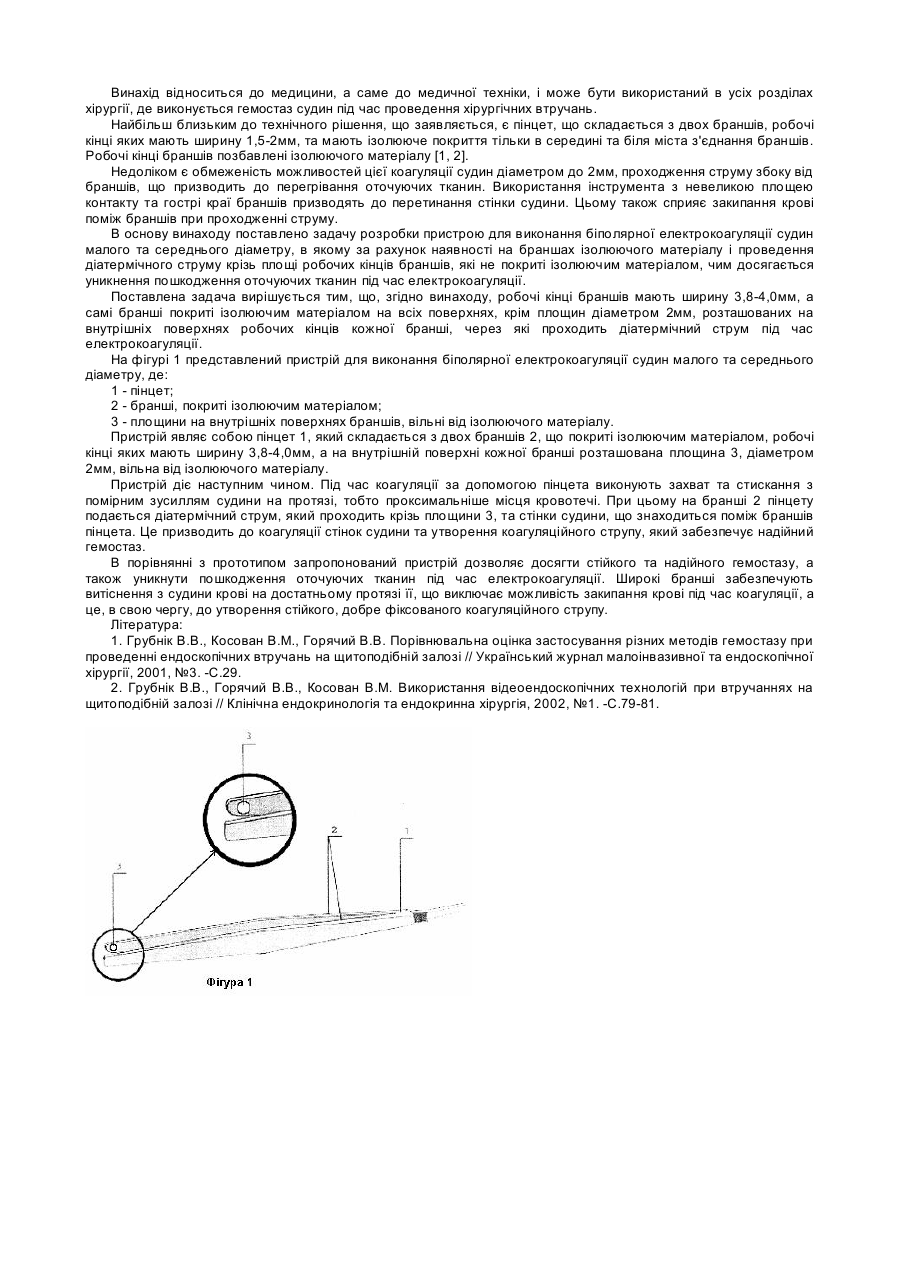
Пристрій для виконання біполярної електрокоагуляції кровоносних судин малого та середнього діаметра, який являє собою пінцет, що складається з двох бранш, який відрізняється тим, що робочі кінці бранш мають ширину 3,8-4,0 мм, а самі бранші покриті ізолюючим матеріалом на всіх поверхнях, крім площин діаметром 2 мм, розташованих на внутрішніх поверхнях робочих кінців кожної бранші, при цьому крізь площини проходить діатермічний струм під час...
Пристрій для вимірювання середнього діаметра круглих виробів
Номер патенту: 24054
Опубліковано: 31.08.1998
Автори: Ободан Володимир Якович, Сологуб Борис Васильович, Бердянський Юхим Натан-Анатолійович
МПК: G01B 21/10
Мітки: круглих, вимірювання, середнього, виробів, пристрій, діаметра
Формула / Реферат:
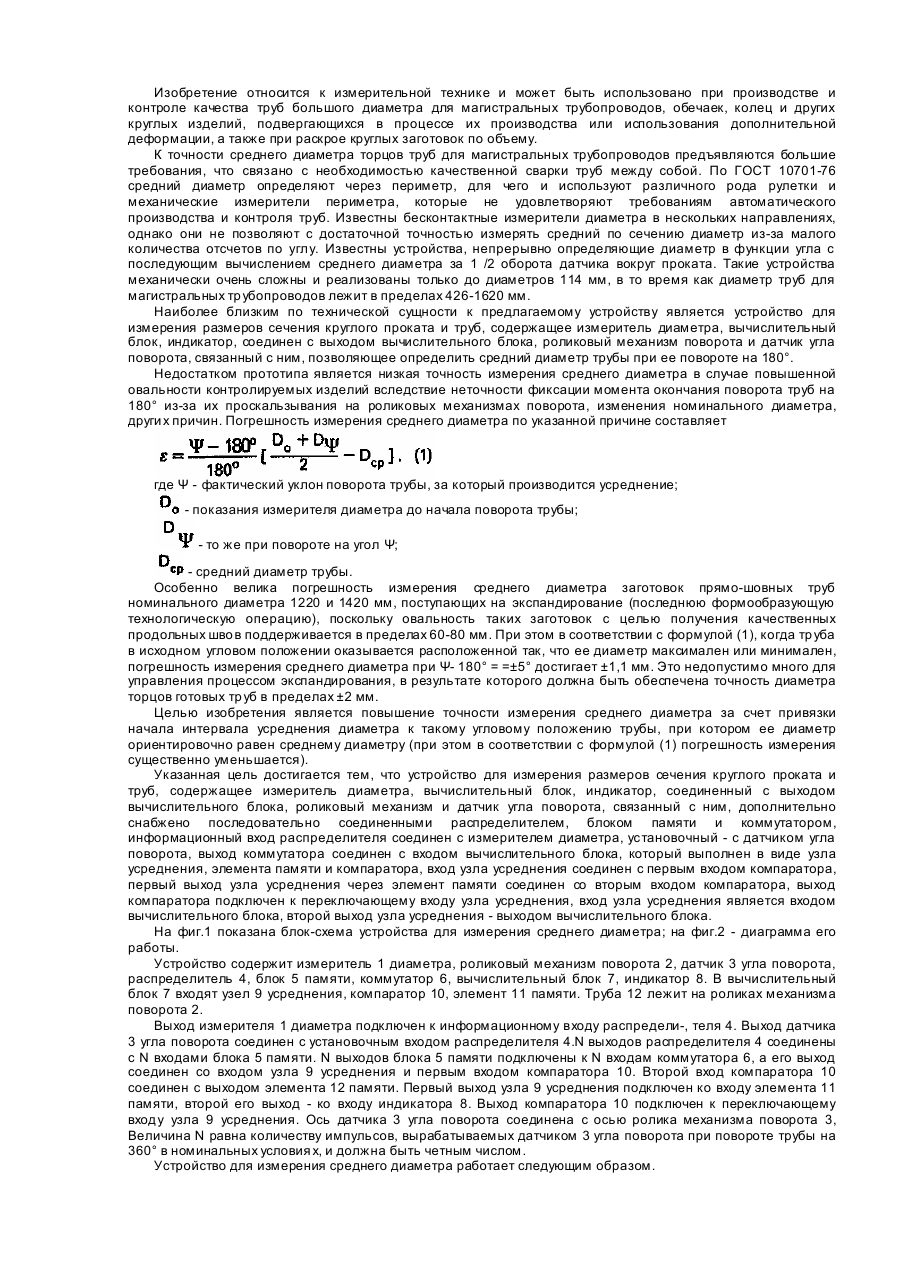
Устройство для измерения среднего диаметра круглых изделий, содержащее измеритель диаметра, вычислительный блок, индикатор, соединенный с выходом вычислительного блока, роликовый механизм поворота и датчик угла поворота, связанный с ним, отличающееся тем, что оно снабжено последовательно соединенными распределителем, блоком памяти и коммутатором, информационный вход распределителя соединен с измерителем диаметра, установочный - с датчиком...
Вимірний елемент до пристрою для автоматичного контролю середнього діаметра зовнішніх різьб
Номер патенту: 8191
Опубліковано: 29.03.1996
Автор: Кульчицький Костянтин Станіславович
МПК: G01B 3/38
Мітки: середнього, пристрою, автоматичного, діаметра, зовнішніх, різьб, вимірний, елемент, контролю
Формула / Реферат:
Измерительный элемент к устройству для автоматического контроля среднего диаметра наружных резьб, выполненный в виде двух резьбовых гребенок, отличающийся тем, что, с целью повышения производительности контроля, наружные поверхности выступов гребенок выполнены наклонными к оси гребенок под углом, превышающим угол трения, и разнонэправлены у каждой из гребенок.
Попередній патент: Евольвентна зубчаста передача
Наступний патент: Спосіб розмірної обробки електричною дугою тіл обертання
Випадковий патент: Фрикційний виріб