Спосіб безперервної прокатки в аустенітному температурному діапазоні відлитої слябової заготовки, виготовленої в процесі безперервної розливки, та комбінована ливарно-прокатна установка для здійснення способу
Формула / Реферат
1. Спосіб безперервної прокатки в аустенітному температурному діапазоні відлитої смуги слябової заготовки, виготовленої в безперервному процесі в установці безперервної розливки з товщиною розливки менше ніж 300 мм, за допомогою стадій зменшення товщини на принаймні одній лінії прокатного стану, утвореній множиною послідовно розміщених прокатних клітей, з отриманням гарячкатаної смуги з товщиною прокатки між 0,5 мм та 15 мм і з наступним поперечним розділенням гарячекатаної смуги на відрізки перед намотуванням у накопичувачі, який відрізняється тим, що товщину відлитої слябової заготовки (6) в кожній наступній після установки для безперервної розливки прокатній лінії (W, W1, W2, W3) зменшують за допомогою визначеної кількості ![]() стадій зменшення товщини, причому число
стадій зменшення товщини, причому число ![]() стадій зменшення товщини визначають за умовою:
стадій зменшення товщини визначають за умовою:
 ,
,
де
![]() [°С] - середня температура відлитої слябової заготовки наприкінці розливної машини (в зоні вершини збірника) або наприкінці пристрою проміжного нагрівання, встановленого перед і-ою прокатною лінією,
[°С] - середня температура відлитої слябової заготовки наприкінці розливної машини (в зоні вершини збірника) або наприкінці пристрою проміжного нагрівання, встановленого перед і-ою прокатною лінією,
![]() [°C] - залежна від сорту сталі гранична температура утворення аустеніту (кінцеве значення аустенітного температурного діапазону прокатки),
[°C] - залежна від сорту сталі гранична температура утворення аустеніту (кінцеве значення аустенітного температурного діапазону прокатки),
![]() [мм] - товщина відлитого слябу при суцільному застиганні (= вершина збірника),
[мм] - товщина відлитого слябу при суцільному застиганні (= вершина збірника),
![]() [мм] - товщина смуги після кількості
[мм] - товщина смуги після кількості ![]() стадій зменшення товщини, і-ої прокатної лінії,
стадій зменшення товщини, і-ої прокатної лінії, ![]() - кількість всіх стадій зменшення товщини, які відбулися після суцільного застигання слябу до моменту входження в першу кліть наступної і-ої прокатної лінії,
- кількість всіх стадій зменшення товщини, які відбулися після суцільного застигання слябу до моменту входження в першу кліть наступної і-ої прокатної лінії,
![]() [м/хв.] - швидкість розливки слябів.
[м/хв.] - швидкість розливки слябів.
2. Спосіб за п. 1, який відрізняється тим, що товщина відлитої слябової заготовки становить менше ніж 150 мм.
3. Спосіб за п. 1, який відрізняється тим, що кількість ni стадій зменшення товщини, здійснених в межах однієї прокатної лінії, визначають за умовою
![]()
![]()
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що після проведення стадій зменшення товщини на одній прокатній лінії (W1 або W2) і перед проведенням стадій зменшення товщини на наступній прокатній лінії (W2 або W3) здійснюють проміжне нагрівання гарячекатаної смуги, причому середню температуру гарячекатаної смуги підвищують на 50 К - 450 К, переважно на 120 К - 350 К.
5. Спосіб за п. 4, який відрізняється тим, що проміжне нагрівання здійснюють за допомогою індуктивного нагрівання у поперечному температурному полі.
6. Спосіб за будь-яким з пунктів 1-5, який відрізняється тим, що при товщині розливки hBr< 45 мм всі стадії зменшення товщини здійснюють на одній прокатній лінії, а при товщині розливки hBr < 50 мм всі необхідні стадії зменшення товщини здійснюють на принаймні двох прокатних лініях.
7. Спосіб за будь-яким з пунктів 1-5, який відрізняється тим, що при товщині розливки hBr < 50 мм всі стадії зменшення товщини здійснюють на одній прокатній лінії, а в інших випадках всі необхідні стадії зменшення товщини здійснюють переважно на принаймні двох прокатних лініях.
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщина гарячекатаної смуги становить від 0,8 мм до 12 мм, переважно від 1,0 мм до 8 мм.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що виготовлена в режимі безперервної розливки слябова заготовка має товщину розливки щонайменше 30 мм, переважно щонайменше 60 мм.
10. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що умову ![]()

або умову
для визначення кількості ni або n виконуваних безпосередньо одна за одною стадій зменшення товщини для кожної прокатної лінії задають процесору на рівні (Р) керування процесом, і від цього процесора сформовані на основі цієї умови активуючі сигнали для задіювання окремих прокатних клітей (8а, 8b, ……,8n; 13a, 13b, ……,13m; 15a, 15b, ……., 15о) однієї або кількох прокатних ліній (W, W1, W2, W3) надсилають на окремі контури керування (PW1, PW2) однієї або кількох прокатних ліній.
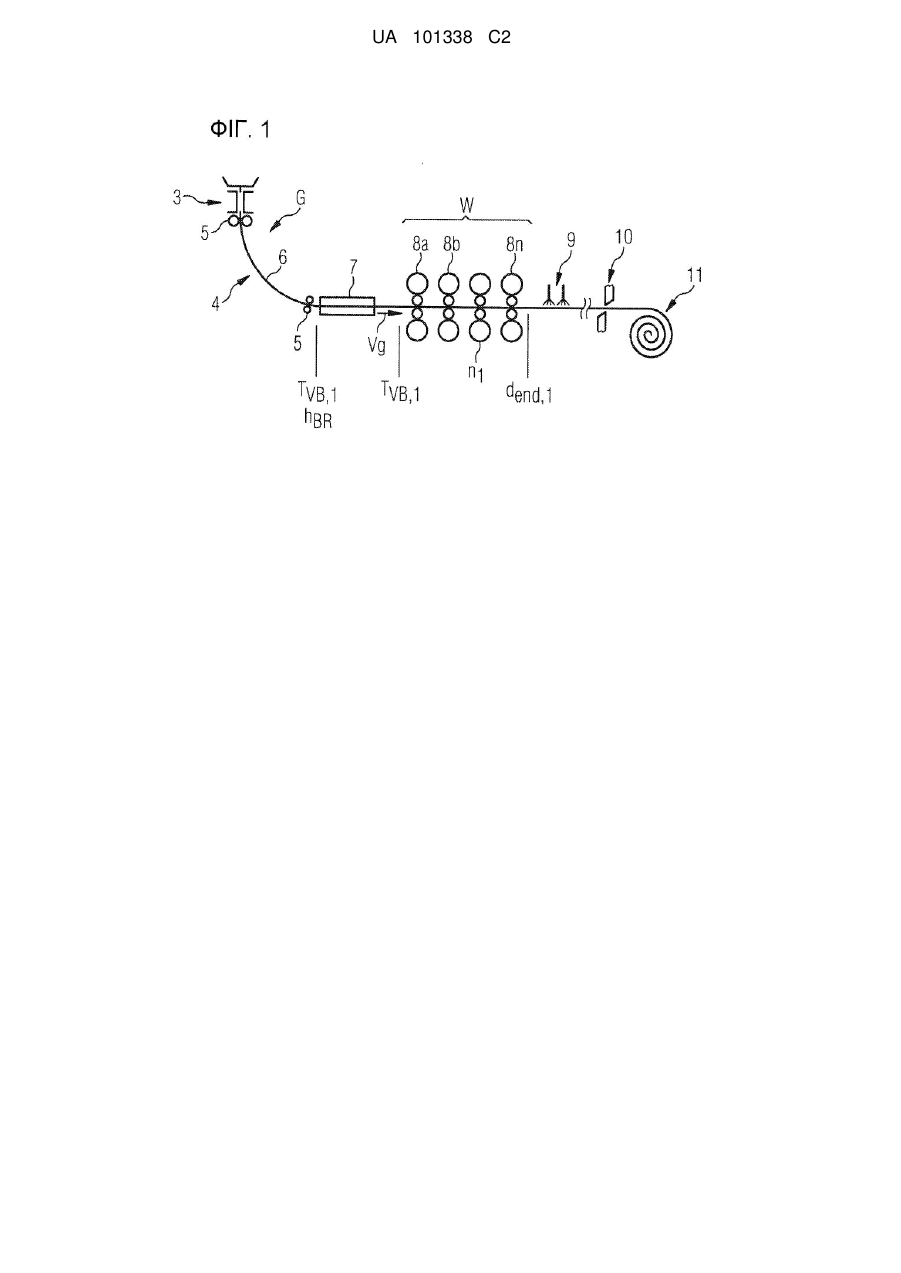
11. Комбінована ливарно-прокатна установка для виготовлення прокатаної в аустенітному температурному діапазоні гарячекатаної смуги при безперервному ливарно-прокатному процесі, яка містить установку (G), виконану з можливістю безперервної розливки сталевих слябових заготовок з товщиною розливки менше ніж 300 мм, та принаймні одну прокатну лінію (W), до якої належать послідовно розташовані прокатні кліті (8а, 8b, ……, 8n), для виготовлення прокатаної в аустенітному температурному діапазоні гарячекатаної смуги з товщиною прокатки від 0,5 мм до 15 мм та розміщені за останньою прокатною кліттю відрізний пристрій (10) і пристрій (11) для накопичення смуги, яка відрізняється тим, що кожна з прокатних ліній (W, W1, W2, W3) має кількість ![]() послідовно розташованих безпосередньо одна за одною прокатних клітей (8а, 8b, ……, 8n; 13а, 13b, ……, 13m; 15а, 15b, ……, 15о), причому кількість
послідовно розташованих безпосередньо одна за одною прокатних клітей (8а, 8b, ……, 8n; 13а, 13b, ……, 13m; 15а, 15b, ……, 15о), причому кількість ![]() прокатних клітей визначена за умовою
прокатних клітей визначена за умовою
 ,
,
де
![]() [°С] - середня температура відлитої слябової заготовки в кінці розливної машини (в зоні вершини збірника) або в кінці пристрою проміжного нагрівання, встановленого перед і-ою прокатною лінією,
[°С] - середня температура відлитої слябової заготовки в кінці розливної машини (в зоні вершини збірника) або в кінці пристрою проміжного нагрівання, встановленого перед і-ою прокатною лінією,
![]() [°C] - залежна від сорту сталі гранична температура утворення аустеніту (кінцеве значення аустенітного температурного діапазону прокатки),
[°C] - залежна від сорту сталі гранична температура утворення аустеніту (кінцеве значення аустенітного температурного діапазону прокатки),
![]() [мм] - товщина відлитого слябу при суцільному застиганні (= вершина збірника),
[мм] - товщина відлитого слябу при суцільному застиганні (= вершина збірника),
![]() [мм] - товщина смуги після кількості
[мм] - товщина смуги після кількості ![]() стадій зменшення товщини і-ої прокатної лінії,
стадій зменшення товщини і-ої прокатної лінії, ![]() - кількість всіх стадій зменшення товщини, які відбулися після суцільного застигання слябу до моменту входження в першу кліть наступної і-ої прокатної лінії.
- кількість всіх стадій зменшення товщини, які відбулися після суцільного застигання слябу до моменту входження в першу кліть наступної і-ої прокатної лінії.
12. Комбінована ливарно-прокатна установка за п. 11, яка відрізняється тим, що установка (G) виконана з можливістю безперервної розливки сталевих слябових заготовок з товщиною розливки менше ніж 150 мм.
13. Комбінована ливарно-прокатна установка за п. 11, яка відрізняється тим, що кількість ![]() i встановлених в межах однієї прокатної лінії прокатних клітей визначена за умовою
i встановлених в межах однієї прокатної лінії прокатних клітей визначена за умовою
![]()
14. Комбінована ливарно-прокатна установка за будь-яким з пп. 11-13, яка відрізняється тим, що між двома послідовно розташованими прокатними лініями (W та W1 або W2 та W3) встановлено пристрій (12, 14) для проміжного нагрівання.
15. Комбінована ливарно-прокатна установка за п. 14, яка відрізняється тим, що пристрій для проміжного нагрівання виконано як пристрій для індуктивного нагрівання у поперечному температурному полі.
16. Комбінована ливарно-прокатна установка за будь-яким з пп. 11-15, яка відрізняється тим, що установка безперервної розливки містить регульований для різної товщини розливки кристалізатор (3) або замінні кристалізатори (3) та встановлену далі напрямну систему з сегментами з регульованими зазорами, і у випадку встановлення кристалізатора та напрямної лінії на товщину розливки hBr < 45 мм переважно активована одна прокатна лінія (W) з числом прокатних клітей, а у випадку встановлення кристалізатора та напрямної системи на товщину розливки hBr > 60 мм активовані принаймні дві прокатні лінії, кожна з кількістю ![]() прокатних клітей (8а,8b, ………, 8n; 13а, 13b, ……., 13m; 15а, 15b, ……, 15о).
прокатних клітей (8а,8b, ………, 8n; 13а, 13b, ……., 13m; 15а, 15b, ……, 15о).
17. Комбінована ливарно-прокатна установка за будь-яким з пп. 11-15, яка відрізняється тим, що установка безперервної розливки має регульований для різної товщини розливки кристалізатор (3) або замінні кристалізатори (3) та встановлену далі напрямну систему з сегментами з регульованими зазорами, і у випадку встановлення кристалізатора та напрямної системи на товщину розливки hBr < 50 мм переважно активована лише одна прокатна лінія (W) з числом n прокатних клітей (8а, 8b, ……., 8n), а у іншому випадку переважно активовані принаймні дві прокатні лінії, кожна з кількістю ![]() прокатних клітей (8а, 8b, ………, 8n; 13а, 13b, …., 13m; 15a, 15b,……, 15o).
прокатних клітей (8а, 8b, ………, 8n; 13а, 13b, …., 13m; 15a, 15b,……, 15o).
18. Комбінована ливарно-прокатна установка за будь-яким з пп. 11-17, яка відрізняється тим, що прокатні кліті прокатних ліній містять робочі валки з певним робочим діаметром, і діаметр робочих валків на першій прокатній лінії після установки для безперервної розливки становить від 650 мм до 980 мм, а діаметр робочих валків на другій прокатній лінії після установки для безперервної розливки становить від 550 мм до 870 мм.
Текст
Реферат: Предметом винаходу є спосіб безперервної прокатки в аустенітному температурному діапазоні слябової заготовки, відлитої в безперервному ливарному процесі в установці для безперервної розливки при товщині виготовленої відлитої слябової заготовки менше за 300 мм, за допомогою стадій зменшення товщини принаймні на одній прокатній лінії, що складається із множини послідовно розташованих прокатних клітей, при отриманні гарячекатаної смуги з товщиною прокатки від 0,5 мм до 15 мм без розрізання між установкою для безперервної розливки та прокатною лінією. З метою зниження інвестиційних витрат при одночасному підвищенні продуктивності пропонується зменшувати товщину відлитої слябової заготовки (6) на кожній із прокатних ліній (W, W1, W2, W3), розміщених за установкою для безперервної розливки, за допомогою ni стадій формування, причому число ni здійснюваних стадій зменшення товщини визначають за формулою (1). Крім того, винахід стосується ливарно-прокатної установки для застосування способу. UA 101338 C2 (12) UA 101338 C2 UA 101338 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу безперервної прокатки в аустенітному температурному діапазоні відлитої слябової заготовки, виготовленої в безперервному процесі в установці безперервної розливки з товщиною розливки меншою ніж 300 мм, переважно з товщиною розливки меншою ніж 150 мм, за допомогою стадій зменшення товщини на принаймні одній лінії прокатного стану, утвореній багатьма послідовно розміщеними прокатними клітями, при отриманні гарячекатаної смуги з товщиною прокатки між 0,5 мм та 15 мм, і наступного поперечного розділення гарячекатаної смуги на відрізки, які мають бути намотані в накопичувачі. Крім того, винахід стосується комбінованої ливарно-прокатної установки для виготовлення прокатаної в аустенітному температурному діапазоні гарячекатаної смуги в ході безперервного процесу розливки та прокатки за допомогою установки безперервної розливки, призначеної для відливання сталевих слябових заготовок з товщиною розливки менше ніж 300 мм, переважно для відливання сталевих слябових заготовок з товщиною розливки менше ніж 150 мм, та за допомогою принаймні однієї лінії прокатного стану, утвореної багатьма послідовно розміщеними прокатними клітями, з метою виготовлення прокатаної в аустенітному температурному діапазоні гарячекатаної смуги з товщиною прокатки від 0,5 мм до 15 мм та з розташованим за останньою прокатною кліттю відрізним пристроєм та накопичувачем смуги. Під способом згідно з винаходом для безперервної прокатки в аустенітному температурному діапазоні відлитої слябової заготовки, виготовленої в безперервному процесі розливки, слід розуміти спосіб, при якому виготовлена в установці безперервної розливки відлита смуга без відрізання надходить зі швидкістю розливки на першу прокатну кліть або на першу прокатну лінію, а потім зі швидкістю, яка враховує здійснене зменшення товщини, надходить на кожну наступну прокатну лінію, щоб утворити гарячекатану смугу. Так само структурна будова комбінованої ливарно-прокатної установки сконфігурована таким чином, що відлита слябова заготовка надходить зі швидкістю розливки на першу прокатну кліть першої прокатної лінії без відрізання. Із DE 38 40 812 А1 відомий комбінований спосіб розливки та прокатки, при якому розлита в установці для безперервної розливки сталева смуга підлягає прокатці в ході двох стадій формування безпосередньо при температурі розливки і без відрізання, перебуваючи між установкою для розливки та наступними прокатними пристроями. Перша стадія формування відлитого сталевого сляба відбувається безпосередньо після застигання на виході із установки безперервної розливки за допомогою окремої прокатної кліті при температурі сляба близько 1100 °C. Подальша прокатка відбувається на лінії з багатьма прокатними клітями з швидкістю прокатки, яка залежить від швидкості розливки, що становить щонайбільше 5 м/хв, і від досягнутого в першій прокатній кліті ступеню деформації. Щоб забезпечити кінцеву прокатку в аустенітному температурному діапазоні, обов'язковим є індуктивне підігрівання сталевої смуги між першою прокатною кліттю та наступною лінією прокатки. Передбачені також проміжні стадії нагрівання між окремими клітями прокатної лінії. Із WO 92/00815 А1 відомий інший комбінований спосіб розливки та прокатки, при якому виготовлений в установці для безперервної розливки сталевий сляб без попереднього поперечного розділення піддають прокатці двома послідовними стадіями формування, створюючи виріб, придатний для намотування, який має властивості для холодної прокатки. Перше зменшення товщини відлитого сталевого сляба відбувається ще всередині машини для безперервної розливки в той момент, коли сталевий сляб ще має рідку серцевину. Друге зменшення товщини застиглого надалі сталевого сляба відбувається безпосередньо після того, як він залишає машину для безперервної розливки в прокатній установці з багатьма клітями при температурі смуги близько 1100 °C в аустенітному діапазоні. В ході цих двох стадій формування сталеву слябову заготовку з товщиною розливки 150 мм) та великій довжині металургійного шляху сляба або при відносно низькій середній температурі слябу T VB потрібно виготовляти аустенітною прокаткою гарячекатану смугу з дуже малою прокатаною товщиною (наприклад 60 мм активовані принаймні дві прокатні лінії, кожна з кількістю n,m, o прокатних клітей (8а,8b, ………, 8n; 13а, 13b, ……., 13m; 15а, 15b, ……, 15о). 17. Комбінована ливарно-прокатна установка за будь-яким з пп. 11-15, яка відрізняється тим, що установка безперервної розливки має регульований для різної товщини розливки кристалізатор (3) або замінні кристалізатори (3) та встановлену далі напрямну систему з сегментами з регульованими зазорами, і у випадку встановлення кристалізатора та напрямної системи на товщину розливки hBr < 50 мм переважно активована лише одна прокатна лінія (W) з числом n прокатних клітей (8а, 8b, ……., 8n), а у іншому випадку переважно активовані принаймні дві прокатні лінії, кожна з кількістю n, m, o прокатних клітей (8а, 8b, ………, 8n; 13а, 13b, …., 13m; 15a, 15b,……, 15o). 18. Комбінована ливарно-прокатна установка за будь-яким з пп. 11-17, яка відрізняється тим, що прокатні кліті прокатних ліній містять робочі валки з певним робочим діаметром, і діаметр робочих валків на першій прокатній лінії після установки для безперервної розливки становить від 650 мм до 980 мм, а діаметр робочих валків на другій прокатній лінії після установки для безперервної розливки становить від 550 мм до 870 мм. 10 UA 101338 C2 11 UA 101338 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuous rolling in austenitic temperature range of slab billet cast in continuous casting process and combined casting-rolling plant for implementation of said method
Автори англійськоюHohenbichler, Gerald
Назва патенту російськоюСпособ непрерывной прокатки в аустенитном температурном диапазоне отлитой слябовой заготовки, изготовленной в процессе непрерывной разливки, и комбинированная литейно-прокатная установка для осуществления способа
Автори російськоюХоэнбихлер Геральд
МПК / Мітки
МПК: B22D 11/12, B21B 1/46
Мітки: процесі, діапазоні, виготовленої, розливки, ливарно-прокатна, спосіб, відлитої, слябової, аустенітному, здійснення, заготовки, безперервної, способу, температурному, прокатки, комбінована, установка
Код посилання
<a href="https://ua.patents.su/14-101338-sposib-bezperervno-prokatki-v-austenitnomu-temperaturnomu-diapazoni-vidlito-slyabovo-zagotovki-vigotovleno-v-procesi-bezperervno-rozlivki-ta-kombinovana-livarno-prokatna-ustanovka.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної прокатки в аустенітному температурному діапазоні відлитої слябової заготовки, виготовленої в процесі безперервної розливки, та комбінована ливарно-прокатна установка для здійснення способу</a>
Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, виконаної у перерізі як тонкий сляб і вертикально відлитої з певною швидкістю розливу, та ливарно-прокатний агрегат для здійснення
Номер патенту: 84128
Опубліковано: 25.09.2008
Автори: Хеннінг Вольфганг, Колаковскі Манфред, Ріттнер Карл, Альтунтоп Зіткі
МПК: B22D 11/12, B21B 1/46
Мітки: здійснення, тонкий, вертикальної, спосіб, металевої, зокрема, прокатки, розливу, заготовки, стальної, перерізі, сляб, відлитої, ливарно-прокатний, безперервної, певною, швидкістю, виконано, агрегат
Формула / Реферат:
1. Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, вертикально відлитої з певною швидкістю розливу та виконаної у перерізі як тонкий сляб, при якому заготовку при охолодженні згинають, правлять, при необхідності розрізають упоперек і після вирівнювання температури направляють в першу прокатну кліть для прокатки, який відрізняється тим, що після ділянки підтримки вертикально відлитої та затверділої заготовки, яка...
Спосіб прокатки листів або стрічок і прокатна кліть для здійснення способу
Номер патенту: 89767
Опубліковано: 10.03.2010
Автори: Роде Вольфганг, Кнеппе Гюнтер
МПК: B21B 13/14, B21B 37/28
Мітки: спосіб, стрічок, прокатки, прокатна, здійснення, способу, листів, кліть
Формула / Реферат:
1. Спосіб прокатки листів або стрічок в прокатній кліті (1, 11, 111) з робочими валками (2), які спираються на опорні валки (4) або проміжні валки (3, 31, 311) з опорними валками (4, 41, 411), при цьому регулювання профілю (6) міжвалкового зазору здійснюють за допомогою осьового переміщення валкових пар (P1, P2, Р3), що мають криволінійні контури (30-331), який відрізняється тим, що регулювання профілю міжвалкового зазору здійснюють...
Спосіб і ливарно-прокатний агрегат для напівнескінченної або нескінченної прокатки неперервнолитої металевої заготовки
Номер патенту: 79621
Опубліковано: 10.07.2007
Автори: Флеммінг Гюнтер, Штройбель Ханс, Швелленбах Йоахім
МПК: B21B 13/22, B21B 1/46
Мітки: ливарно-прокатний, заготовки, спосіб, напівнескінченної, нескінченної, прокатки, металевої, неперервнолитої, агрегат
Формула / Реферат:
1. Спосіб напівнескінченної або нескінченної прокатки неперервнолитої металевої, зокрема стальної заготовки (1а), яку після твердіння розрізають упоперек і мірні довжини (20) заготовки направляють у піч (2) з роликовим подом для нагрівання до температури прокатки і вирівнювання температури в заготовці і мірні довжини (20) заготовки з температуроюпрокатки вводять в лінію прокатного стана (3) для прокатки, причому між закінченням прокатки...
Спосіб та ливарно-прокатна установка для виготовлення сталевої стрічки
Номер патенту: 78248
Опубліковано: 15.03.2007
Автор: Томанек Ерік
МПК: B21B 1/46
Мітки: виготовлення, сталевої, стрічки, спосіб, установка, ливарно-прокатна
Формула / Реферат:
1. Спосіб виготовлення сталевої стрічки (1), зокрема стрічки з високолегованої сталі, за допомогою лиття з подальшою прокаткою у широкострічковому стані (4) гарячої прокатки, на вхід якого з підігрівальної печі (6), розташованої перед широкострічковим станом (4) гарячої прокатки, подають безперервнолиті товсті сляби (товщиною 120-400 мм), який відрізняється тим, що безперервнолиті тонкі сляби (товщиною 30-70 мм) і безперервнолиті середні...
Установка безперервної розливки металу

Номер патенту: 26249
Опубліковано: 19.07.1999
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/10, B22D 11/18, B22D 11/14
Мітки: розливки, металу, установка, безперервної
Формула / Реферат:
Установка безперервної розливки металу, що включає кристалізатор з герметичним металоприймачем, відкриту проміжну ємкість, розміщену над кристалізатором і з'єднану з порожниною металоприймача розливним стаканом, розливний ківш, виконаний з можливістю подачі рідкого металу а проміжну ємкість, засоби управління витратою рідкого металу, а також джерело стиснутого газу, з'єднане з герметичним металоприймачем, яка відрізняється тим, що засоби...
Попередній патент: Керування доступом для бездротового зв’язку
Наступний патент: Лікування захворювань товстої кишки або запобігання карциноми товстого кишечнику за допомогою імідазохінолінових похідних
Випадковий патент: Пристрій для комбінованого керування силовим агрегатом і гальмовою системою (газогальмо степанова)