Спосіб і ливарно-прокатний агрегат для напівнескінченної або нескінченної прокатки неперервнолитої металевої заготовки
Номер патенту: 79621
Опубліковано: 10.07.2007
Автори: Швелленбах Йоахім, Штройбель Ханс, Флеммінг Гюнтер
Формула / Реферат
1. Спосіб напівнескінченної або нескінченної прокатки неперервнолитої металевої, зокрема стальної заготовки (1а), яку після твердіння розрізають упоперек і мірні довжини (20) заготовки направляють у піч (2) з роликовим подом для нагрівання до температури прокатки і вирівнювання температури в заготовці і мірні довжини (20) заготовки з температуроюпрокатки вводять в лінію прокатного стана (3) для прокатки, причому між закінченням прокатки попередньої кратної мірної довжини (21) заготовки і подачею у лінію прокатного стана (3) нової мірної довжини (20) заготовки або кратної мірної довжини (21) заготовки залишається деякий буферний час, достатній для заміни валків, причому зменшують швидкість розливання (VC) в залежності від швидкості втягування (VW) заготовки у лінії прокатного стана (3) і/або в залежності від часу зміни валків, враховуючи час калібрування і буферну довжину (23) печі (2) з роликовим подом, і/або в залежності від кінцевої товщини прокату, який відрізняється тим, що для забезпечення достатнього буферного часу для заміни валків між етапами прокатки, протягом послідовного розливання серії плавок після різання заготовки упоперек, підвищують кінцеву товщину прокату і/або швидкість втягування (VW) заготовки у лінію прокатного стана.
2. Спосіб за п. 1, який відрізняється тим, що з однієї кратної мірної довжини (21) заготовки виробляють декілька рулонів (22).
3. Спосіб за п. 1, який відрізняється тим, що буферна довжина (23) печі (2) з роликовим подом сформована щонайменше в одній площині роликового поду (24).
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що швидкість розливання VC зменшують на величину, яка дорівнює або більше значення, що визначається за наступною формулою:
![]()
де:
![]() - зменшення швидкості розливання (м/хв.);
- зменшення швидкості розливання (м/хв.);
![]() - швидкість втягування заготовки у лінію прокатного стана (м/хв.);
- швидкість втягування заготовки у лінію прокатного стана (м/хв.);
![]() - час зміни валків (хв.);
- час зміни валків (хв.);
![]() - довжина тунельної печі (м).
- довжина тунельної печі (м).
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що для оптимізації показників продуктивності варіюють як швидкості розливання (VC), так і кінцеву товщину прокату.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що кінцеву товщину прокату підвищують, максимально, з коефіцієнтом 2,5.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що кінцеву товщину прокату підвищують, максимально, з коефіцієнтом 2 і зменшують швидкість розливання (VC) щонайменше на 30%.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що після різання заготовки упоперек знижують швидкість розливання (VC) і/або підвищують швидкість втягування (VW) заготовки у лінію прокатного стана (3), і/або збільшують кінцеву товщину прокату, при цьому по закінченні прокатки замінюють зношені валки (За) в лінії прокатного стана (3) і, після зміни валків, підіймають швидкість розливання (VC) до рівня швидкості втягування (VW) заготовки у лінію прокатного стана (3).
9. Ливарно-прокатний агрегат для напівнескінченної або нескінченної прокатки неперервнолитої металевої, зокрема стальної, заготовки (1а), в якому передбачене поперечне різання заготовки після твердіння на мірні довжини (20), причому передбачене нагрівання заготовки до температури прокатки і вирівнювання температури у заготовці в печі з роликовим подом, при цьому передбачена подача заготовок з температурою прокатки у лінію прокатного стана (3), передбачена машина безперервного розливання (1), що виконана з можливістю по суті безперервної роботи, при цьому між машиною безперервного розливання (1) і лінією прокатного стана (3) передбачена піч (2) з роликовим подом, яка виконана з буферною довжиною (23) з щонайменше одношаровим роликовим подом (24), причому на вході і/або виході печі передбачений пристрій (14) поперечного різання заготовки, який відрізняється тим, що за пристроєм (14) поперечного різання заготовки передбачений пристрій (15) видалення окалини, далі розташована лінія прокатного стана (3), і за лінією прокатного стана (3) розташовані ділильний пристрій (16), ділянка охолоджування (17) і моталки (18), при цьому роликовий під (24) виконаний щонайменше двошаровим, при цьому передбачені роликові напрямні секції (11, 13) на вході (12а) і виході (12b) печі (2) з роликовим подом, причому кожна роликова напрямна секція обладнана згинальними і/або правильними засобами.
10. Агрегат за п. 9, який відрізняється тим, що роликова напрямна секція (11) забезпечує подачу на одному висотному рівні кратних мірних довжин (21) заготовки від виходу (9) машини безперервного розливання (1) через піч (2) з роликовим подом у лінію прокатного стана (3).
Текст
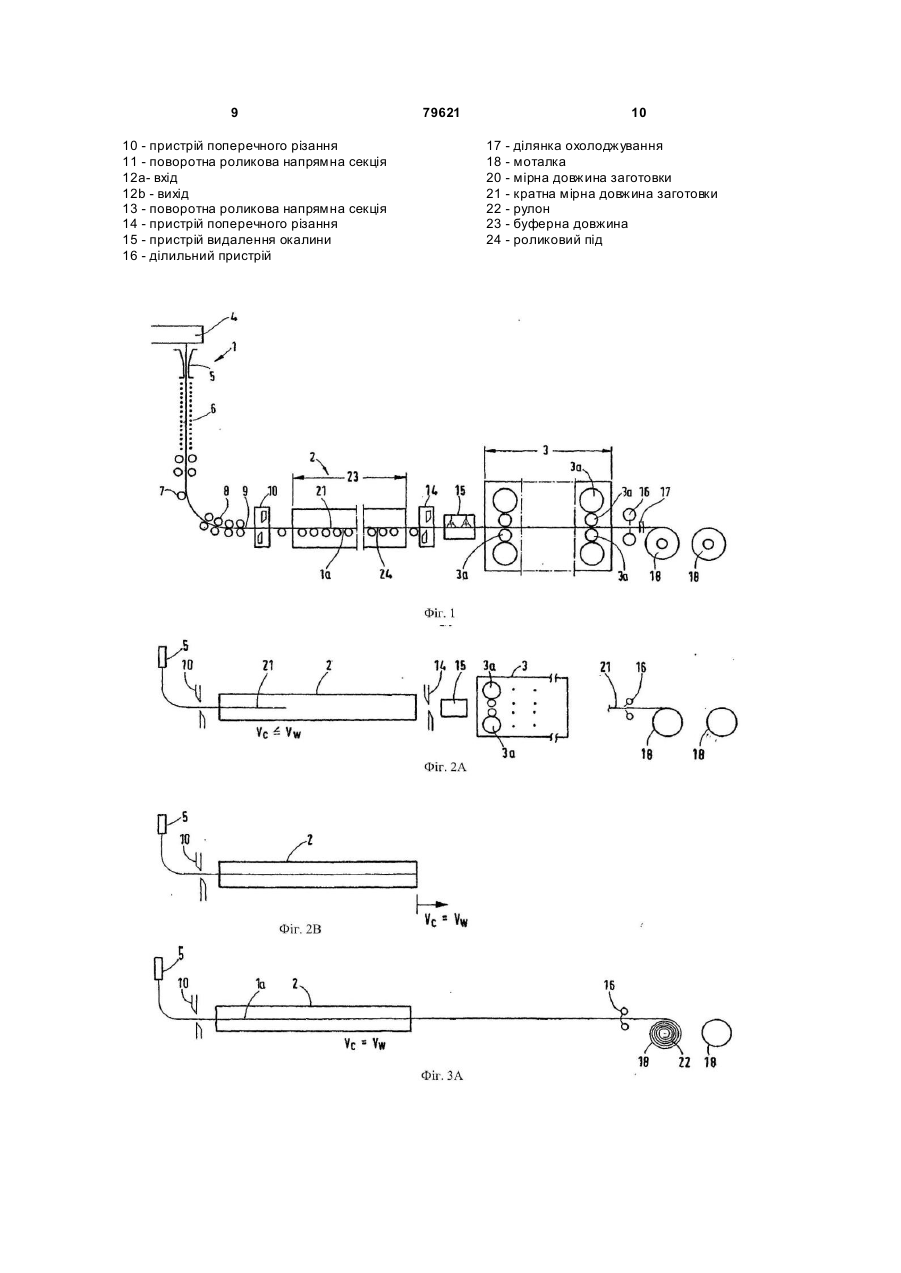
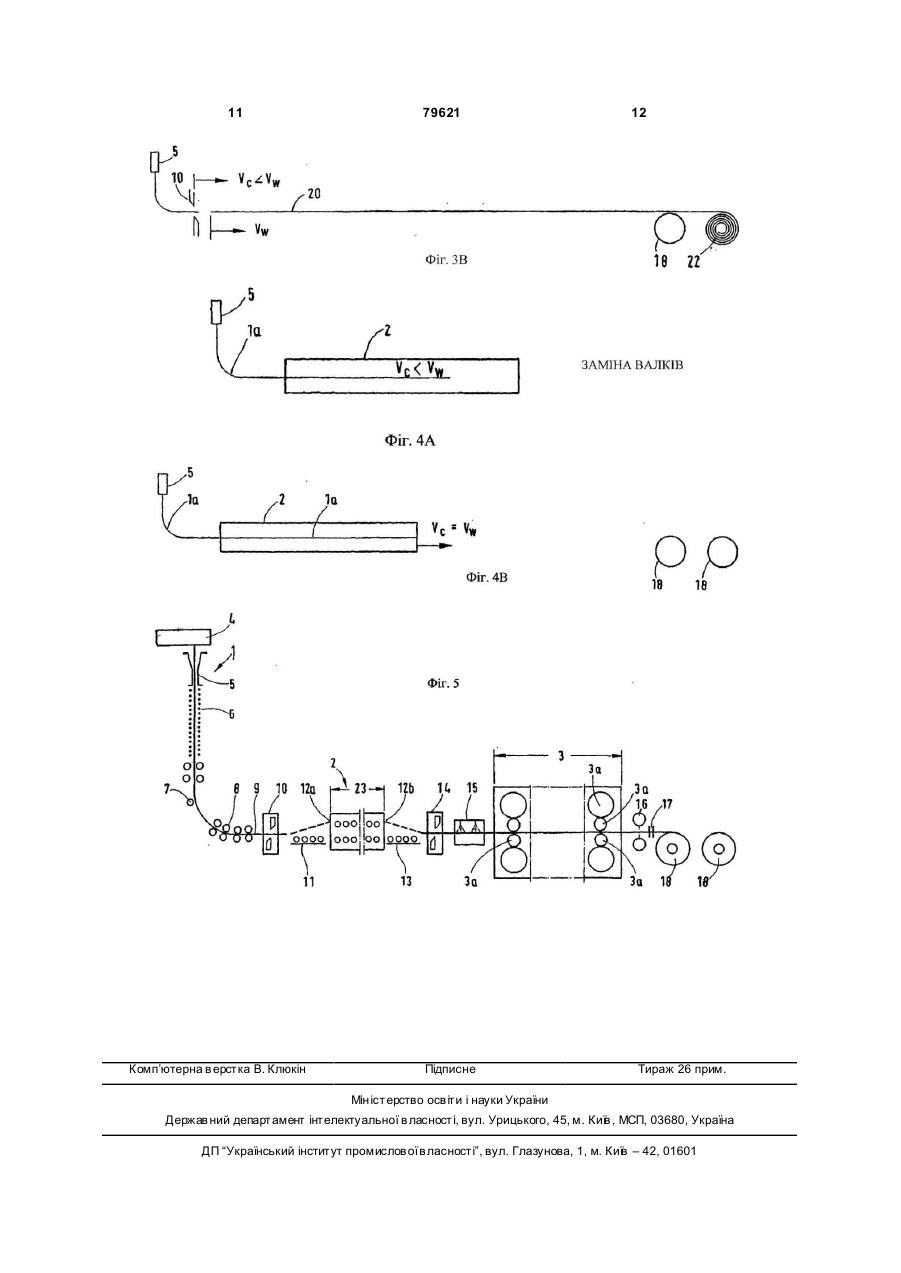
1. Спосіб напівнескінченної або нескінченної прокатки неперервнолитої металевої, зокрема стальної заготовки (1а), яку після твердіння розрізають упоперек і мірні довжини (20) заготовки направляють у піч (2) з роликовим подом для нагрівання до температури прокатки і вирівнювання температури в заготовці і мірні довжини (20) заготовки з температурою прокатки вводять в лінію прокатного стана (3) для прокатки, причому між закінченням прокатки попередньої кратної мірної довжини (21) заготовки і подачею у лінію прокатного стана (3) нової мірної довжини (20) заготовки або кратної мірної довжини (21) заготовки залишається деякий буферний час, достатній для заміни валків, причому зменшують швидкість розливання (VC) в залежності від швидкості втягування (VW) заготовки у лінії прокатного стана (3) і/або в залежності від часу зміни валків, враховуючи час калібрування і буферну довжину (23) печі (2) з роликовим подом, і/або в залежності від кінцевої товщини прокату, який відрізняється тим, що для забезпечення достатнього буферного часу для заміни валків між етапами прокатки, протягом послідовного розливання серії плавок після різання заготовки упоперек, підвищують кінцеву товщину прокату і/або швидкість втягування (VW) заготовки у лінію прокатного стана. 2 (19) 1 3 79621 4 передбачене нагрівання заготовки до температури прокатки і вирівнювання температури у заготовці в печі з роликовим подом, при цьому передбачена подача заготовок з температурою прокатки у лінію прокатного стана (3), передбачена машина безперервного розливання (1), що виконана з можливістю по суті безперервної роботи, при цьому між машиною безперервного розливання (1) і лінією прокатного стана (3) передбачена піч (2) з роликовим подом, яка виконана з буферною довжиною (23) з щонайменше одношаровим роликовим подом (24), причому на вході і/або виході печі передбачений пристрій (14) поперечного різання заготовки, який відрізняється тим, що за пристроєм (14) поперечного різання заготовки передбачений пристрій (15) видалення окалини, далі розташова на лінія прокатного стана (3), і за лінією прокатного стана (3) розташовані ділильний пристрій (16), ділянка охолоджування (17) і моталки (18), при цьому роликовий під (24) виконаний щонайменше двошаровим, при цьому передбачені роликові напрямні секції (11, 13) на вході (12а) і виході (12b) печі (2) з роликовим подом, причому кожна роликова напрямна секція обладнана згинальними і/або правильними засобами. 10. Агрегат за п. 9, який відрізняється тим, що роликова напрямна секція (11) забезпечує подачу на одному висотному рівні кратних мірних довжин (21) заготовки від виходу (9) машини безперервного розливання (1) через піч (2) з роликовим подом у лінію прокатного стана (3). Винахід відноситься до способу і ливарнопрокатного агрегату для напівнескінченної або нескінченної прокатки литого металу, зокрема неперервнолитої сталевої заготовки, яка після кристалізації, у випадку необхідності, розрізається упоперек, при цьому мірні довжини неперервнолитої заготовки направляють у піч з роликовим подом для нагрівання і вирівнювання температури відповідно до температури прокатки, і після досягнення температури прокатки вводять у лінію прокатного стану для прокатки, причому лиття заготовки продовжують без перериву під час прокатки. Подібний спосіб відомий з [документа ЕР 0 264 459 В1]. При цьому способі мірні довжини неперервнолитої заготовки нагромаджують у тунельній печі за допомогою транспортування у поперечному напрямі. Мірні довжини неперервнолитої заготовки нагромаджують протягом періоду часу, який відповідає багаторазовому, наприклад, чотириразовому часу їх розливання. Далі, спосіб реалізовують таким чином, що прокатка кожної мірної довжини неперервнолитої заготовки проходить у відрізок часу, який відповідає дробовій частці, наприклад, одній п'ятій частині від часу її розливання і, отже, прокатка проводиться не безперервно і, при цьому, процес прокатки через кожний проміжок часу, який відповідає різниці між часом розливання і прокатки, переривається на час паузи. Цей спосіб пристосований до процесу лиття і не узгоджений з процесом прокатки. В основі винаходу лежить задача привести процес нескінченної і напівнескінченної прокатки до таких умов прокатки, при яких поліпшується узгодження за часом з процесом безперервного розливання заготовки. Поставлена задача вирішується, відповідно до винаходу, за допомогою того, що для заміни валків знижують швидкість розливання таким чином, що між кінцем прокатки попередньої кратної мірної довжини заготовки і введенням нової мірної або кратної мірної довжини заготовки у прокатний стан витримують деякий буферний час, достатній для заміни валків. За допомогою цього у процесі на півнескінченної і нескінченної прокатки утворюється буферний час для неминучої заміни валків. Також враховується утворення у процесі нескінченної або напівнескінченної прокатки прокатаного матеріалу збільшеної довжини, за рахунок чого з однієї кратної мірної довжини заготовки виробляють декілька рулонів. На буферний час для зміни валків може ще впливати те, що швидкість розливання зменшують в залежності від швидкості втягування заготовки у лінію прокатного стану і/або в залежності від часу зміни валків, включаючи час калібрування і/або від буферної довжини печі з роликовим подом, і/або від кінцевої товщини прокатуваного матеріалу після різання упоперек. Відповідно до іншого варіанту запропоновано, що буферна довжина печі з роликовим подом сформована, щонайменше, в одній площині садки (одношаровий роликовий під). Далі, для досягнення бажаного буферного часу переважно, щоб швидкість розливання Vc, яка відповідає швидкості втягування Vw прокатного стану, була зменшена на величину, що дорівнює або більше значення, яке визначається за наступною формулою: 1 DV = V w (м / хв.), D t / L + 1/ V w де визначено: AV = зменшення швидкості розливання Vw = швидкість втягування прокатного стану Δt = час зміни валків L = довжина тунельної печі. Подальший виграш за часом може бути досягнутий тим, що між етапами прокатки, протягом послідовного розливання однієї серії плавок, після різання упоперек підвищують кінцеву товщину прокату і/або швидкість втягування у лінію прокатного стану. Подальше здійснення способу передбачає, що для оптимізації показників продуктивності проводиться сумісне варіювання як швидкості розливання, так і кінцевої товщини прокату. 5 79621 При цьому, крім іншого, є переважним, якщо кінцева товщина прокату зростає максимально з коефіцієнтом 2,5. Інший буферний час може бути досягнутий при підвищенні кінцевої товщини прокату максимально з коефіцієнтом 2 і зниженні швидкості розливання, як мінімум, на 30%. Спосіб може бути на практичному прикладі застосований таким чином, що після різання заготовки упоперек знижують швидкість розливання і/або підвищують швидкість втягування у лінію прокатного стану, і/або збільшують кінцеву товщину прокату, після закінчення прокатки замінюють зношені валки у лінії прокатного стану і після успішної заміни валків підіймають швидкість розливання до рівня швидкості втягування заготовки у лінію прокатного стану. Необхідний для реалізації способу ливарнопрокатний агрегат для напівнескінченної або нескінченної прокатки неперервнолитої металевої або сталевої заготовки, яка після кристалізації у випадку необхідності може бути розрізана упоперек на мірні довжини, причому мірні довжини неперервнолитої заготовки можуть витримуватися для нагрівання у печі з роликовим подом і нагріватися до температури прокатки при рівномірному розподілі температури у заготовці і можуть бути введені у лінію прокатного стану, передбачає установку один за одним машини безперервного розливання, пристрою для різання заготовки упоперек, печі з роликовим подом, подальших допоміжних пристроїв, лінії прокатного стану і, у кінці моталки. Ливарно-прокатний агрегат може бути приведений у дію за описаним вище способом тоді, коли між машиною безперервного розливання і лінією прокатного стану передбачені: піч з роликовим подом, щонайменше, з одношаровим роликовим подом, на вході і/або виході якої розташовані пристрої для різання упоперек з подальшим пристроєм видалення окалини, за яким йде лінія прокатного стану, і за лінією прокатного стану - ділильний пристрій, ділянка охолоджування і моталки. В іншому варіанті виконання ливарнопрбкатного агрегату з, щонайменше, двошаровим роликовим подом на вході і йиході печі з роликовим подом розташовані, щонайменше, дві поворотні роликові напрямні секції, кожна - із засобами відхилення і/або правки заготовки. Неперервнолитий матеріал таким чином може бути точно проведений на відповідний шар роликового поду. Проведення заготовки може бути виконане так, що кратні мірні довжини заготовки можуть на одному висотному рівні подаватися від випуску машини безперервного розливання через роликову напрямну печі з роликовим подом аж до прокатного стану. На кресленнях наведені приклади виконання винаходу, які пояснюють технічні деталі способу і пристрою, відповідно до винаходу. Показано: Фіг.1 - ливарно-прокатний агрегат з піччю з одношаровим роликовим подом у бічній проекції, Фіг.2А - часткова бічна проекція, на якій показана неперервнолита заготовка, причому швид 6 кість розливання дорівнює або менше швидкості прокатки, Фіг.2В - та ж проекція при підвищеній до швидкості прокатки швидкості транспортування мірної довжини литої заготовки, Фіг.3А - нескінченне розливання і прокатка при однаковій швидкості розливання і прокатки і при наявності двох моталок, Фіг.3В - нескінченне розливання і прокатка з двома моталками, Фіг.4А - ситуація при заміні валків і при зменшеній швидкості розливання, Фіг.4В - ситуація після закінчення заміни валків і при збільшеній швидкості розливання, Фіг.5 - ливарно-прокатний агрегат у бічній проекції, як на Фіг.1, в альтернативній формі виконання. На Фіг.1 наведений ливарно-прокатний агрегат у бічній проекції, що складається з машини 1 безперервного розливання, в якій виробляють неперервнолиту заготовку 1а печі 2 з роликовим подом 2 і лінією прокатного стану 3 з відповідними допоміжними пристроями, У машині 1 безперервного розливання здійснюється подача металу з розливного ковша (не показаний) у проміжний ківш 4, за яким розташовані кристалізатор 5. опорний роликовий блок 6 зі згинальним пристроєм 7, а також правильна" машина 8. На виході 9 розташований пристрій 10 поперечного різання і за ним (як альтернатива на Фіг.5) - поворотна роликова1 напрямна секція 11 для входу 12а печі 2 з роликовим подом. На її виході 12Ь розташовані такі ж поворотна роликова напрямна секція 13 і пристрій 14 поперечного різання. В основній формі виконання винаходу, за Фіг.1, агрегат працює без поворотних роликових напрямних секцій 11, 13. Лінія прокатного стану 3 починається після пристрою 14 поперечного різання пристроєм 15 видалення окалини. За ним йде лінія прокатного стану 3, що містить від п'яти до семи прокатних клітей. За прокатними клітями, після ділильного пристрою 16 передбачені ділянка 17 охолоджування і дві моталки 18, що йдуть за нею. Спосіб передбачає напівнескінченну або нескінченну прокатку після розливання рідкого металу, зокрема, рідкої сталі у неперервно литу заготовку 1а, яку після кристалізації і пристрою 10 поперечного різання, у вигляді мірних довжин 20 литої заготовки подають у піч 2 з роликовим подом. Кожну мірну довжину 20 литої заготовки нагрівають у печі 2 з роликовим подом до досягнення рівномірного розподілу температури і при температурі прокатки подають для прокатування у лінію прокатного стану 3. Протягом цього часу розливання заготовки здійснюють без переривань. Для випадку, коли валки За зношені, для зміни валків знижують швидкість розливання Vc таким чином, що між закінченням прокатки попередньої кратної мірної довжини 21 заготовки і подачею у лінію прокатного стану 3 нової мірної довжини 20 заготовки або кратної мірної довжини 21 заготовки залишається деякий буферний час, достатній для зміни валків. З кратної мірної довжини 21 заготовки може бути виготовлено декілька рулонів 22. 7 79621 Швидкість розливання Vc зменшують після різання упоперек, наприклад, в залежності від швидкості втягування Vw заготовки у лінію прокатного стану 3 і/або від часу кожної зміни валків, з урахуванням часу калібрування, і/або в залежності від буферної довжини 23 печі 2 з роликовим подом 2, і/або від кінцевої товщини прокату. Буферна довжина 23 печі 2 з роликовим подом може бути сформована, щонайменше, в одній площині 24 садки (Фіг.1). На Фіг.2А швидкість розливання Vc встановлена такою, що дорівнює або менше, ніж швидкість втягування Vw заготовки у лінію прокатного стану 3. Як тільки піч з роликовим подом виявляється завантаженою, швидкість Vc може бути знову підвищена до швидкості втягування Vw, як це показано на Фіг.2В. На Фіг.3А наведена нескінченна прокатка. Неперервнолиту заготовку 1а з швидкістю розливання Vc, яка дорівнює швидкості втягування Vw, пропускають у першу кліть прокатного стану і прокатують, потім розрізають у подільнику 16, охолоджують і згортають. Після різання упоперек у пристрої 10 поперечного різання, заготовка 1а, як це показано на Фіг.3В, може розливатися зі зниженою швидкістю розливання Vc, і відділена раніше мірна довжина 20 заготовки може бути прокатана зі швидкістю втягування Vw і змотана. Швидкість розливання Vc може бути зменшена на величину, що дорівнює або більше значення, яке визначається за наступною формулою: 1 DV = V w (м / хв.), D t / L + 1/ V w де: V=зменшення швидкості розливання (м/хв.) Vwшвидкість втягування прокатного стану = (м/хв.) Δt=час зміни валків (хв.) L=довжина тунельної печі (м). При швидкості втягуванняVw=10м/хв., часі зміни валків t=10хв. і довжині печі з роликовим подом L=200м швидкість розливання Vc повинна бути знижена, щонайменше, на 3,33м/хв., як показує розрахунок за наведеною вище формулою. Заміна валків наведена на Фіг.4А. Швидкість розливання Vc, за наведеним вище розрахунком, складає 6,67 м/хв. і, відповідно, менша за величиною, ніж швидкість втягування Vw. Після зміни валків, Фіг.4В, швидкість розливання Vc знову підвіщують до швидкості втягування Vс. Між етапами прокатки, протягом послідовного розливання серії плавок, після різання упоперек, може бути підвищена кінцева товщина прокату і/або швидкість втягування Vw заготовки у лінію прокатного стану 3. Однак можна також для-Ьптимізації показників продуктивності застосовувати комбінацію варіювання як швидкості розливання Vc, так і кінцевої товщини прокату. При цьому кінцева товщина прокату може зростати, максимально, з коефіцієнтом 8 2,5. Інша можливість полягає у тому, що кінцеву товщин у прокату підвищують, максимально, з коефіцієнтом 2 і знижують швидкість розливання, мінімально, на 30%. У наступному прикладі виконання передбачено, що після різання заготовки упоперек знижують швидкість розливання Vc і/або підвищують швидкість втягування Vw заготовки у лінію прокатного стану 3, і/або збільшують кінцеву товщину прокату, після закінчення прокатки замінюють зношені валки 3а лінії прокатного стану 3, і після успішної зміни валків підіймають швидкість розливання Vc до рівня швидкості втягування Vw заготовки у лінію прокатного стану 3. Ливарно-прокатний агрегат для напівнескінченної або нескінченної прокатки неперервнолитої металевої або сталевої заготовки 1а, яка у твердому стані у випадку необхідності може бути поперечно розрізана на мірні довжини 20 заготовки, причому мірні довжини 20 заготовки можуть витримуватися для нагрівання у печі 2 з роликовим подом і бути нагрітими до температури прокатки при рівномірному розподілі температури і потім можуть бути введені у лінію прокатного стану 3, передбачає безперервне розливання заготовки на машині 1 безперервного розливання. При цьому між машиною 1 безперервного розливання і лінією прокатного стану 3 передбачені: піч 2 з, щонайменше, одношаровим роликовим подом 24, на вході 12а і/або виході 12b якої розташовані пристрій 14 поперечного різання з подальшим пристроєм 15 видалення окалини, за яким йде перша кліть прокатного стану, і за лінією прокатного стану 3 - ділильний пристрій 16, ділянка охолоджування 17 і моталки 18. Розташовані на вхідній і вихідній сторонах роликові напрямні секції 11, 13 обладнані згинальними і/або правильними засобами 7, 8, які можуть бути направлені і/або настроєні на кожний шар роликового поду 24. Так поворотні роликові напрямні секції 11, 13 на вході 12а і виході 12b печі 2 з роликовим подом 2, що містить, щонайменше, двошаровий роликовий під 24, кожна обладнані згинальними і/або правильними засобами 7, 8 (Фіг.5). Відповідно до альтернативного конструктивного виконання, згідно з Фіг.5, кратні мірні довжини 21 заготовки від виходу 9 машини 1 безперервного розливання можуть подаватися на декілька шарів роликового поду 24 за допомогою поворотної роликової напрямної секції 11, а після печі 2 з роликовим подом через поворотну роликову напрямну секцію 13 у лінію прокатного стану 3. Перелік використаних позначень 1 - машина безперервного розливання 1а - неперервнолита заготовка 2 - піч з роликовим подом 3 - лінія прокатного стану 3а - валок 4 - проміжний ківш 5 - кристалізатор 6 - опорний роликовий блок 7 - згинальний пристрій 8 - правильна машина 9 - вихід 9 10 - пристрій поперечного різання 11 - поворотна роликова напрямна секція 12а- вхід 12b - вихід 13 - поворотна роликова напрямна секція 14 - пристрій поперечного різання 15 - пристрій видалення окалини 16 - ділильний пристрій 79621 10 17 - ділянка охолоджування 18 - моталка 20 - мірна довжина заготовки 21 - кратна мірна довжина заготовки 22 - рулон 23 - буферна довжина 24 - роликовий під 11 Комп’ютерна в ерстка В. Клюкін 79621 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and casting roller plant for the semi-endless or endless rolling by casting of a metal strip
Автори англійськоюStreubel, Hans
Назва патенту російськоюСпособ и литейно-прокатный агрегат для полунепрерывной или непрерывной прокатки непрерывнолитой металлической заготовки
Автори російськоюШтройбель Ханс
МПК / Мітки
МПК: B21B 1/46, B21B 13/22
Мітки: агрегат, прокатки, нескінченної, заготовки, напівнескінченної, спосіб, неперервнолитої, ливарно-прокатний, металевої
Код посилання
<a href="https://ua.patents.su/6-79621-sposib-i-livarno-prokatnijj-agregat-dlya-napivneskinchenno-abo-neskinchenno-prokatki-neperervnolito-metalevo-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб і ливарно-прокатний агрегат для напівнескінченної або нескінченної прокатки неперервнолитої металевої заготовки</a>
Ливарно-прокатний агрегат
Номер патенту: 72257
Опубліковано: 15.02.2005
Автори: Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Остапенко Арнольд Леонтійович, Стеч Володимир Станіславович, Каушанський Ігор Борисович
МПК: B21B 1/46, B22D 11/12
Мітки: агрегат, ливарно-прокатний
Формула / Реферат:
Ливарно-прокатний агрегат, до складу якого входять дві паралельно розташовані технологічні лінії одержання слябів, кожна з яких складається із співвісно встановлених машини безупинного лиття слябів, підігрівальної печі, поворотної термостатуючої печі з віссю повороту, розміщеною з боку, протилежного вікну завантаження, і встановлена поміж технологічними лініями одержання слябів технологічна лінія передачі і нагромадження слябів з поворотною...
Універсальний ливарно-прокатний стан

Номер патенту: 50818
Опубліковано: 15.11.2002
Автори: Донченко Анатолій Григорович, Рудь Володимир Павлович, Шрамко Микола Карпович, Мірошніченко Сергій Павлович, Ткаченко Олександр Павлович, Шестопалов Олександр Васильович, Хейфец Григорій Рувимович, Фаренбрух Альберт Володимирович, Работніков Петро Олександрович
Мітки: універсальний, стан, ливарно-прокатний
Формула / Реферат:
1. Універсальний ливарно-прокатний стан, який має ділянки відділення неперервного лиття заготовок, яке містить печі неперервного плавлення металу, міксери неперервного плавлення металу, машину неперервного лиття заготовок з кристалізатором, кліть обтискну, ножиці летючі, рольганги стана і транспортні рольганги, також ділянки стана гарячої прокатки, який містить піч для нагріву зливків, реверсивну кліть ДУО, рольганги стана та завантажувальні...
Спосіб прокатки заготовки

Номер патенту: 18944
Опубліковано: 25.12.1997
Автор: Рождественський Юрій Васильович
МПК: B21B 27/02
Мітки: заготовки, прокатки, спосіб
Формула / Реферат:
Способ прокатки заготовки, включающий ее зачистку от дефектов, нагрев заготовки до температуры прокатки, прокатку ее в двух горизонтальных приводных валках, прокатку в двух неприводных вертикальных валках, при этом плоскости осей вращения вертикальных и горизонтальных валков смещены, отличающийся тем, что заготовку прокатывают в вертикальных валках, оси вращения которых расположены в плоскости, смещенной по ходу прокатки относительно...
Спосіб та пристрій для безперервного розливу металу з безпосереднім обтисненням металевої заготовки, зокрема сталевої заготовки
Номер патенту: 77269
Опубліковано: 15.11.2006
Автори: Летцель Дірк, Вейєр Аксель, Мілевскі Вілфрід, Гертнер Хорст, Цайбер Адольф-Густав
МПК: B22D 11/124, B22D 11/128, B22D 11/22, B22D 11/12, B22D 11/20
Мітки: металу, металевої, розливу, безперервного, заготовки, пристрій, спосіб, безпосереднім, обтисненням, сталевої, зокрема
Формула / Реферат:
1. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої заготовки (1), зокрема сталевої заготовки, яка має форму прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу...
Ливарно-прокатний модуль
Номер патенту: 41954
Опубліковано: 15.10.2001
Автори: Остапенко Арнольд Леонтійович, Дюдкін Дмитро Олександрович, Белобров Юрій Миколайович, Бейгельзімер Емануіл Юхимович, Деркач Дмитро Олександрович, Стеч Володимир Станіславович
МПК: B21B 1/46, B22D 11/128, B22D 11/14
Мітки: ливарно-прокатний, модуль
Формула / Реферат:
1.Литейно-прокатный модуль, включающий несколько паралельно расположенных технологических линий получения слябов (ТЛПС), каждая из которых состоит из соосно расположенных машины непрерывного литья слябов, подогревательной печи, подвижной термостатирующей печи, выполненной с возможностью поворота, и прокатный стан, соосно расположенный с одной из ТЛПС, отличающийся тем, что между технологическими линиями получения слябов и параллельно им...
Попередній патент: Спосіб хірургічного лікування розпластаності переднього відділу стопи з вальгусним відхиленням першого пальця
Наступний патент: Електророзрядна селективна ексимерна лампа з випромінюванням у червоній області спектра
Випадковий патент: Спосіб модифікації фільтруючого завантаження для освітлення природних і стічних вод