Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, виконаної у перерізі як тонкий сляб і вертикально відлитої з певною швидкістю розливу, та ливарно-прокатний агрегат для здійснення
Номер патенту: 84128
Опубліковано: 25.09.2008
Автори: Хеннінг Вольфганг, Альтунтоп Зіткі, Колаковскі Манфред, Ріттнер Карл

Формула / Реферат
1. Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, вертикально відлитої з певною швидкістю розливу та виконаної у перерізі як тонкий сляб, при якому заготовку при охолодженні згинають, правлять, при необхідності розрізають упоперек і після вирівнювання температури направляють в першу прокатну кліть для прокатки, який відрізняється тим, що після ділянки підтримки вертикально відлитої та затверділої заготовки, яка має узгоджену зі швидкістю розливу довжину проводки, заготовку правлять з гнуттям на щонайменше одному відрізку і перед поперечним різанням заготовку направляють у вигляді петлі, що підтримується знизу підйомно-опускною роликовою секцією, в розташований з віддаленням приблизно на відстань між кінцями петлі правильно-тягнучий пристрій.
2. Спосіб за п. 1, який відрізняється тим, що при правці заготовки на відрізку або відрізках правки петлю контролюють.
3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що розлив здійснюють зі швидкістю 8-12 м/хв.
4. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що одержують тонкий сляб з товщиною 50-70 мм.
5. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що заготовку на виході з петлі піддають правці з гнуттям.
6. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що при збільшенні швидкості розливу до швидкості подачі заготовки у валки першої прокатної кліті заготовку обтискають до товщини близько 50 мм.
7. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що при більшій ніж 50 мм товщині розливу за допомогою способу LCR бажану товщину прокатки зменшують настільки, що повне затвердіння заготовки закінчується після закінчення ділянки підтримки заготовки.
8. Ливарно-прокатний агрегат, що містить машину для безперервного розливу з кристалізатором, яка встановлена перед прокатним станом і виконана з можливістю відливання виконаної в перерізі як тонкий сляб металевої, зокрема сталевої, заготовки, вертикальну ділянку підтримки заготовки, довжина якої узгоджена зі швидкістю розливу і до якої примикають щонайменше один згинально-тягнучий пристрій, правильно-тягнучий пристрій, пристрій поперечного різання, методична піч і перша прокатна кліть, який відрізняється тим, що між згинально-тягнучим (4) і правильно-тягнучим (6) пристроями міститься вільний простір (10), який проходить від нульового рівня (9) вниз, в якому розташована з можливістю підйому та опускання роликова секція (12), причому секція (12) в найнижчому положенні забезпечує максимальну довжину петлі (11) заготовки (2).
9. Ливарно-прокатний агрегат за п. 8, який відрізняється тим, що правильно-тягнучий пристрій (6) виконаний з можливістю контролю утворення петлі (11) і вирівнювання швидкостей розливу та прокатки.
10. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що використовуваним кристалізатором є конусоподібний CSP-кристалізатор.
11. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що він виконаний з можливістю збільшення швидкості розливу шляхом вбудовування щонайменше одного додаткового сегмента (13) ділянки підтримки заготовки.
12. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що згинально-тягнучий пристрій (4) розташований на окремій опорній конструкції (14).
13. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що він виконаний з можливістю виведення затравки (15) вертикально вниз.
14. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що він виконаний з можливістю виведення затравки (15) на нульовому рівні (9) за правильно-тягнучим пристроєм (6) вгору.
15. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що на нульовому рівні (9) з можливістю поперечного переміщення встановлений допоміжний рольганг для переднього кінця (15) заготовки та головки затравки.
16. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що в зоні згинально-тягнучого пристрою (4) міститься висувний пристрій (16) аварійного вогневого різання.
Текст
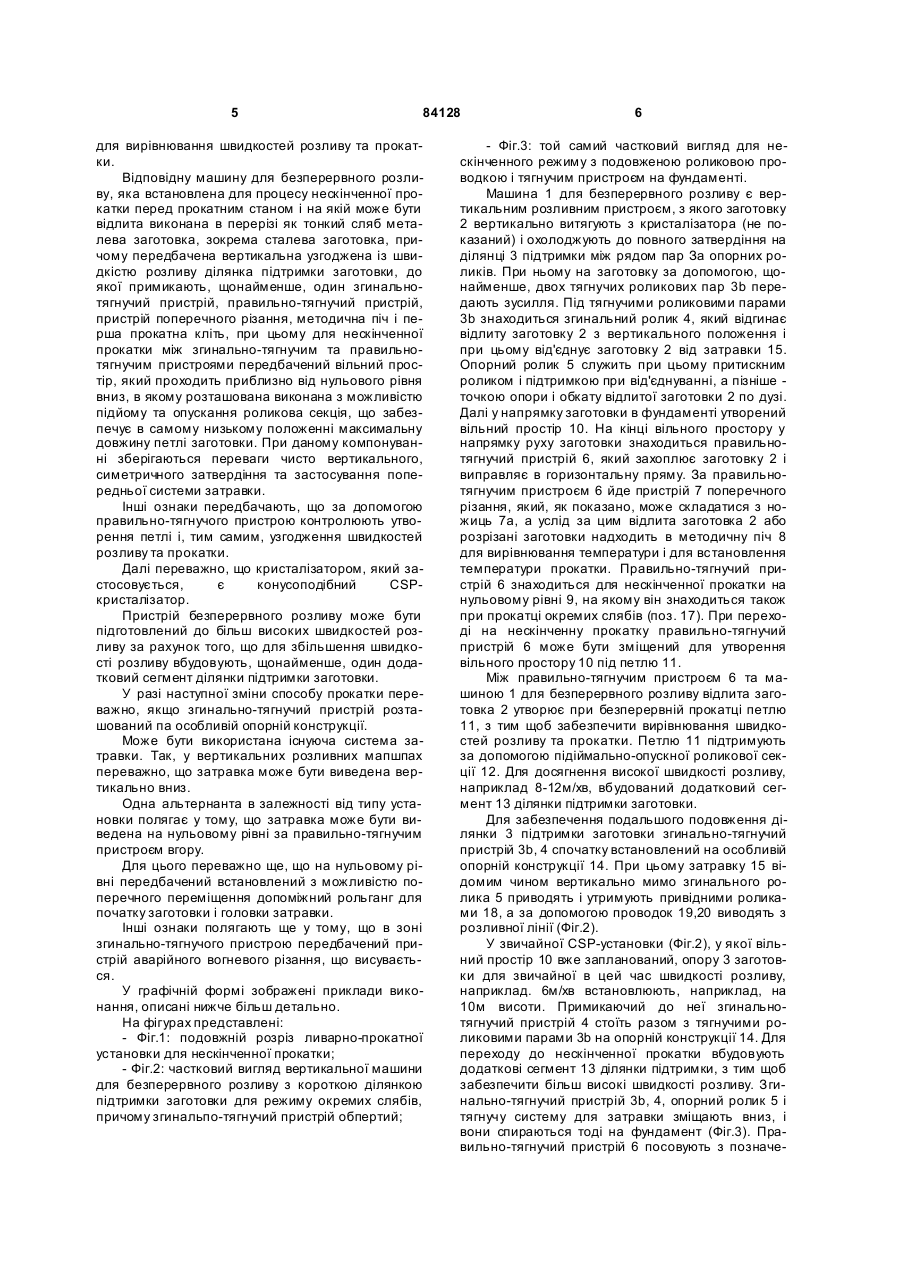
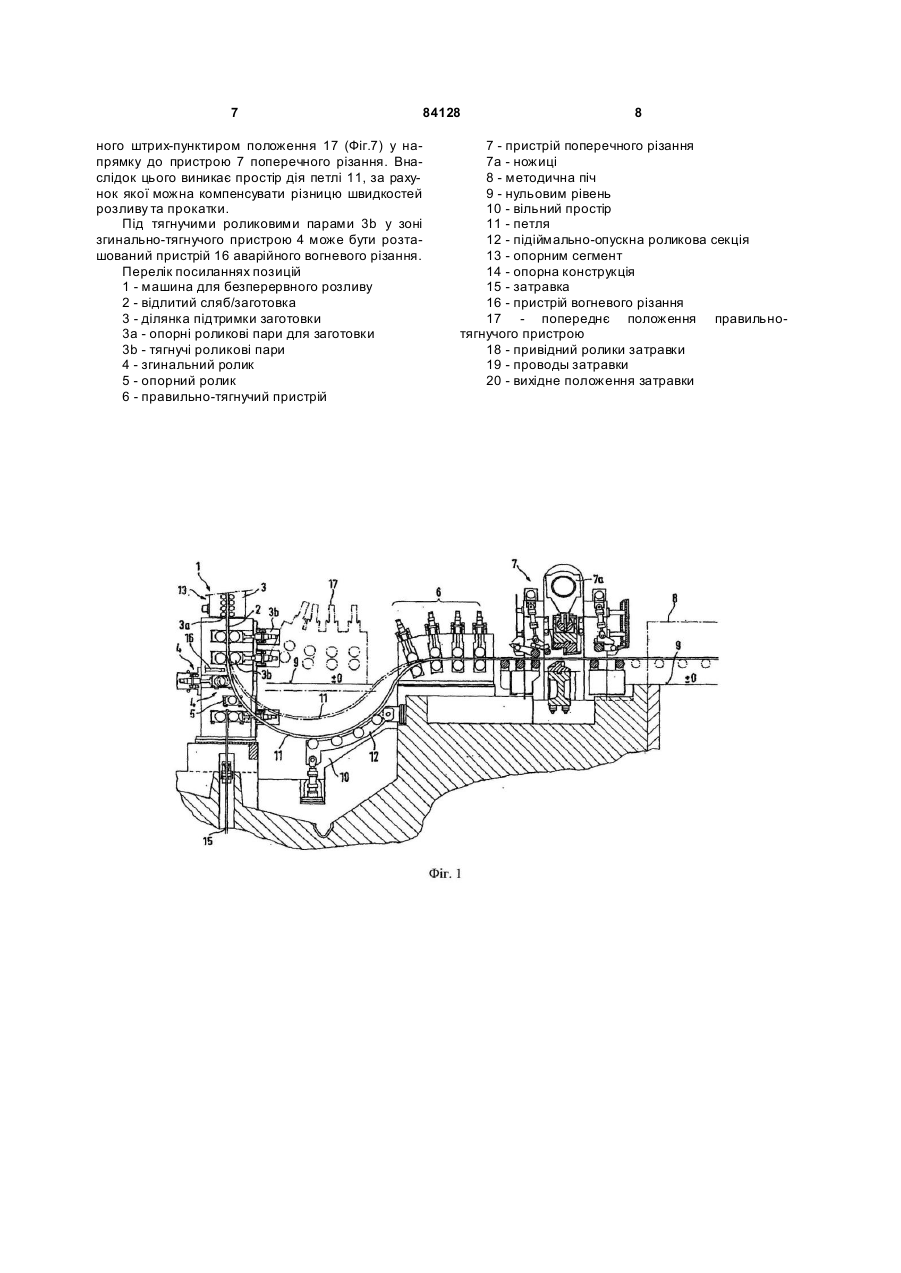
1. Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, вертикально відлитої з певною швидкістю розливу та виконаної у перерізі як тонкий сляб, при якому заготовку при охолодженні згинають, правлять, при необхідності розрізають упоперек і після вирівнювання температури направляють в першу прокатну кліть для прокатки, який відрізняється тим, що після ділянки підтримки вертикально відлитої та затверділої заготовки, яка має узгоджену зі швидкістю розливу довжину проводки, заготовку правлять з гнуттям на щонайменше одному відрізку і перед поперечним різанням заготовку направляють у вигляді петлі, що підтримується знизу підйомно-опускною роликовою секцією, в розташований з віддаленням приблизно на відстань між кінцями 2. Спосіб за п. 1, який відрізняється тим, що при петлі правильно-тягнучий пристрій. правці заготовки на відрізку або відрізках правки петлю контролюють. 3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що розлив здійснюють зі швидкістю 812м/хв. 4. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що одержують тонкий сляб з товщиною 50-70мм. 5. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що заготовку на виході з петлі піддають правці з гнуттям. 2 (19) 1 3 84128 4 тягнучий пристрій (4) розташований на окремій опорній конструкції (14). 13. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що він виконаний з можливістю виведення затравки (15) вертикально вниз. 14. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що він виконаний з можливістю виведення затравки (15) на нульовому рівні (9) за правильно-тягнучим пристроєм (6) вгору. 15. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що на нульовому рівні (9) з можливістю поперечного переміщення встановлений допоміжний рольганг для переднього кінця (15) заготовки та головки затравки. 16. Ливарно-прокатний агрегат за одним із пп. 8 або 9, який відрізняється тим, що в зоні згинально-тягнучого пристрою (4) міститься висувний пристрій (16) аварійного вогневого різання. Винахід відноситься до способу нескінченної прокатки виконаної в перерізі як тонкий сляб, одержаної зі швидкістю прокатки металевої заготовки, зокрема сталевої заготовки, яку при охолоджуванні згинають, правлять, при необхідності розрізають упоперек і після вирівнювання температури направляють у першу прокатну кліть для прокатки, а також до відповідної машини для безперервного розливу. Подібний спосіб застосовують для так званих тонких слябів, товщина яких становить 50-90мм і які розкочують в стрічки. У порівнянні із звичайними установками безперервного розливу та прокатними станами енергію і витрати труда можна зменшити значною мірою. Для цього застосовують переважно два різних способи, що мають, однак, однаковий результат. У першому випадку, відливають тонкий сляб товщиною 90мм і в декілька проходів обтискають до товщини 15мм. Виникаюче під час обтиснення по товщині охолоджування знову компенсують за допомогою відповідної довжини ділянки індукційного нагрівання. Потім тонкий сляб намотують і вміщують у термоізоляційну камеру. Після цього рулон в стані гарячої прокатки знову розмотують і прокатують. У другому випадку, застосовують лійкоподібний кристалізатор, що формує тонкий сляб товщиною близько 50мм. На виході так званого CSP-способу (compact strip production/виробництво компактної стрічки) розташований пристрій поперечного різання, в якому відлиті заготовки розрізають на потрібну довжину, після чого відрізані заготовки вміщують в піч для вирівнювання температури. Тимчасова зупинка прокатного стану компенсується заготовками, що знаходяться в печі для вирівнювання температури. Крім того, заготовки рухаються з більш високою швидкістю, ніж швидкість розливу, так що між ними є проміжки. Крім того, передбачена додаткова довжина печі як буферна зона. При зупиненні прокатного стану розливна машина може продовжувати роботу доти, доки ці вільні простори не будуть заповнені. Вузькими ланками є, наприклад, термін служби валків або при відмінній від швидкості прокатки швидкості розливу - довжина печі (так звана напівбезперервна прокатка). Розрахунок розливної машини повинен бути узгоджений з принципом прокатки. Подальші зміни, такі, наприклад, як перехід до нескінченної прокатки, обумовлюють великі переробки розливної машини аж до фундаменту установки. В основі винаходу лежить задача створення установки безперервного розливу з можливістю подальшої зміни способу прокатки. Так, за допомогою існуючої машини для безперервного розливу повинна забезпечуватися згодом також нескінченна прокатка. Поставлена задача вирішується, згідно з винаходом, за рахунок того, що після ділянки підтримки вертикально відлитої та затверділої заготовки з узгодженою зі швидкістю розливу довжиною проводки, заготовку правлять з гнуттям на одному або декількох відрізках і у вигляді петлі, що підтримується знизу, перед поперечним різанням направляють в розташований з віддаленням приблизно на довжину петлі правильно-тягнучий пристрій. Перевагою такої петлі є створення буфера, за рахунок якого при нескінченній прокатці можуть бути компенсовані відмінності швидкостей безперервного розливу та прокатки. У вертикальній роликовій проводці вжиті заходи, які за рахунок введення одного сегмента дозволяють подовжити ділянку підтримки заготовки для забезпечення більш високих швидкостей розливу. У залежності від необхідної швидкості прокатки петлю можна регулювати. Згідно з іншими ознаками, в зв'язку з більшою довжиною ділянки підтримки розлив можна здійснювати зі швидкістю 8-12м/хв. За допомогою описаного способу можна одержати тонкий сляб з товщиною 50-70мм. Переважно далі, що заготовку на виході з петлі піддають правці з гнуттям. За рахунок цього на основі кута введення, що змінюється, враховується різне провисання петлі. При цьому переважно, що при збільшенні швидкості розливу до швидкості подачі заготовки у валки першої прокатної кліті тонкий сляб обтискають з товщиною близько 50мм. Згідно з іншою альтернативою, нескінченна прокатка може здійснюватися також таким чином, що при більшій ніж 50мм товщині розливу, наприклад 60-70мм, за допомогою способу LCR (LiquidCore-Reduction - обтиснення з рідкою серцевиною) товщин у прокатки зменшують настільки, що повне затвердіння заготовки закінчується без подовження ділянки підтримки. Також в цьому випадку можуть бути вжиті заходи відносно відповідної петлі 5 84128 для вирівнювання швидкостей розливу та прокатки. Відповідну машину для безперервного розливу, яка встановлена для процесу нескінченної прокатки перед прокатним станом і на якій може бути відлита виконана в перерізі як тонкий сляб металева заготовка, зокрема сталева заготовка, причому передбачена вертикальна узгоджена із швидкістю розливу ділянка підтримки заготовки, до якої примикають, щонайменше, один згинальнотягнучий пристрій, правильно-тягнучий пристрій, пристрій поперечного різання, методична піч і перша прокатна кліть, при цьому для нескінченної прокатки між згинально-тягнучим та правильнотягнучим пристроями передбачений вільний простір, який проходить приблизно від нульового рівня вниз, в якому розташована виконана з можливістю підйому та опускання роликова секція, що забезпечує в самому низькому положенні максимальну довжину петлі заготовки. При даному компонуванні зберігаються переваги чисто вертикального, симетричного затвердіння та застосування попередньої системи затравки. Інші ознаки передбачають, що за допомогою правильно-тягнучого пристрою контролюють утворення петлі і, тим самим, узгодження швидкостей розливу та прокатки. Далі переважно, що кристалізатором, який застосовується, є конусоподібний CSPкристалізатор. Пристрій безперервного розливу може бути підготовлений до більш високих швидкостей розливу за рахунок того, що для збільшення швидкості розливу вбудовують, щонайменше, один додатковий сегмент ділянки підтримки заготовки. У разі наступної зміни способу прокатки переважно, якщо згинально-тягнучий пристрій розташований па особливій опорній конструкції. Може бути використана існуюча система затравки. Так, у вертикальних розливних мапшпах переважно, що затравка може бути виведена вертикально вниз. Одна альтернанта в залежності від типу установки полягає у тому, що затравка може бути виведена на нульовому рівні за правильно-тягнучим пристроєм вгору. Для цього переважно ще, що на нульовому рівні передбачений встановлений з можливістю поперечного переміщення допоміжний рольганг для початку заготовки і головки затравки. Інші ознаки полягають ще у тому, що в зоні згинально-тягнучого пристрою передбачений пристрій аварійного вогневого різання, що висувається. У графічній формі зображені приклади виконання, описані нижче більш детально. На фігурах представлені: - Фіг.1: подовжній розріз ливарно-прокатної установки для нескінченної прокатки; - Фіг.2: частковий вигляд вертикальної машини для безперервного розливу з короткою ділянкою підтримки заготовки для режиму окремих слябів, причому згинальпо-тягнучий пристрій обпертий; 6 - Фіг.3: той самий частковий вигляд для нескінченного режиму з подовженою роликовою проводкою і тягнучим пристроєм на фундаменті. Машина 1 для безперервного розливу є вертикальним розливним пристроєм, з якого заготовку 2 вертикально витягують з кристалізатора (не показаний) і охолоджують до повного затвердіння на ділянці 3 підтримки між рядом пар За опорних роликів. При ньому на заготовку за допомогою, щонайменше, двох тягнучих роликових пар 3b передають зусилля. Під тягнучими роликовими парами 3b знаходиться згинальний ролик 4, який відгинає відлиту заготовку 2 з вертикального положення і при цьому від'єднує заготовку 2 від затравки 15. Опорний ролик 5 служить при цьому притискним роликом і підтримкою при від'єднуванні, а пізніше точкою опори і обкату відлитої заготовки 2 по дузі. Далі у напрямку заготовки в фундаменті утворений вільний простір 10. На кінці вільного простору у напрямку руху заготовки знаходиться правильнотягнучий пристрій 6, який захоплює заготовку 2 і виправляє в горизонтальну пряму. За правильнотягнучим пристроєм 6 йде пристрій 7 поперечного різання, який, як показано, може складатися з ножиць 7а, а услід за цим відлита заготовка 2 або розрізані заготовки надходить в методичну піч 8 для вирівнювання температури і для встановлення температури прокатки. Правильно-тягнучий пристрій 6 знаходиться для нескінченної прокатки на нульовому рівні 9, на якому він знаходиться також при прокатці окремих слябів (поз. 17). При переході на нескінченну прокатку правильно-тягнучий пристрій 6 може бути зміщений для утворення вільного простору 10 під петлю 11. Між правильно-тягнучим пристроєм 6 та машиною 1 для безперервного розливу відлита заготовка 2 утворює при безперервній прокатці петлю 11, з тим щоб забезпечити вирівнювання швидкостей розливу та прокатки. Петлю 11 підтримують за допомогою підіймально-опускної роликової секції 12. Для досягнення високої швидкості розливу, наприклад 8-12м/хв, вбудований додатковий сегмент 13 ділянки підтримки заготовки. Для забезпечення подальшого подовження ділянки 3 підтримки заготовки згинально-тягнучий пристрій 3b, 4 спочатку встановлений на особливій опорній конструкції 14. При цьому затравку 15 відомим чином вертикально мимо згинального ролика 5 приводять і утримують привідними роликами 18, а за допомогою проводок 19,20 виводять з розливної лінії (Фіг.2). У звичайної СSР-установки (Фіг.2), у якої вільний простір 10 вже запланований, опору 3 заготовки для звичайної в цей час швидкості розливу, наприклад. 6м/хв встановлюють, наприклад, на 10м висоти. Примикаючий до неї згинальнотягнучий пристрій 4 стоїть разом з тягнучими роликовими парами 3b на опорній конструкції 14. Для переходу до нескінченної прокатки вбудовують додаткові сегмент 13 ділянки підтримки, з тим щоб забезпечити більш високі швидкості розливу. Згинально-тягнучий пристрій 3b, 4, опорний ролик 5 і тягнучу систему для затравки зміщають вниз, і вони спираються тоді на фундамент (Фіг.3). Правильно-тягнучий пристрій 6 посовують з позначе 7 ного штрих-пунктиром положення 17 (Фіг.7) у напрямку до пристрою 7 поперечного різання. Внаслідок цього виникає простір дія петлі 11, за рахунок якої можна компенсувати різницю швидкостей розливу та прокатки. Під тягнучими роликовими парами 3b у зоні згинально-тягнучого пристрою 4 може бути розташований пристрій 16 аварійного вогневого різання. Перелік посиланнях позицій 1 - машина для безперервного розливу 2 - відлитий сляб/заготовка 3 - ділянка підтримки заготовки 3а - опорні роликові пари для заготовки 3b - тягнучі роликові пари 4 - згинальний ролик 5 - опорний ролик 6 - правильно-тягнучий пристрій 84128 8 7 - пристрій поперечного різання 7а - ножиці 8 - методична піч 9 - нульовим рівень 10 - вільний простір 11 - петля 12 - підіймально-опускна роликова секція 13 - опорним сегмент 14 - опорна конструкція 15 - затравка 16 - пристрій вогневого різання 17 - попереднє положення правильнотягнучого пристрою 18 - привідний ролики затравки 19 - проводы затравки 20 - вихідне положення затравки 9 Комп’ютерна в ерстка В. Клюкін 84128 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and corresponding continuous casting machine for continuously rolling metal bar, particularly steel bar, cross section of which is configured as thin slab
Автори англійськоюHenning Wolfgang, Rittner Karl, Altuntop Sitki, Kolakowski Manfred
Назва патенту російськоюСпособ непрерывной прокатки металлической заготовки, в частности, стальной заготовки, выполненной в разрезе как тонкий сляб и вертикально отлитой с определенной скоростью разливки, и литейно-прокатный агрегат для осуществления способа
Автори російськоюХеннинг Вольфганг, Риттнер Карл, Альтунтоп Зитки, Колаковски Манфред
МПК / Мітки
МПК: B22D 11/12, B21B 1/46
Мітки: здійснення, агрегат, розливу, тонкий, сляб, безперервної, перерізі, зокрема, прокатки, заготовки, швидкістю, стальної, ливарно-прокатний, відлитої, металевої, виконано, певною, вертикальної, спосіб
Код посилання
<a href="https://ua.patents.su/5-84128-sposib-bezperervno-prokatki-metalevo-zagotovki-zokrema-stalno-zagotovki-vikonano-u-pererizi-yak-tonkijj-slyab-i-vertikalno-vidlito-z-pevnoyu-shvidkistyu-rozlivu-ta-livarno-prokatni.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, виконаної у перерізі як тонкий сляб і вертикально відлитої з певною швидкістю розливу, та ливарно-прокатний агрегат для здійснення</a>
Спосіб і ливарно-прокатний агрегат для напівнескінченної або нескінченної прокатки неперервнолитої металевої заготовки
Номер патенту: 79621
Опубліковано: 10.07.2007
Автори: Швелленбах Йоахім, Штройбель Ханс, Флеммінг Гюнтер
МПК: B21B 1/46, B21B 13/22
Мітки: прокатки, заготовки, спосіб, неперервнолитої, напівнескінченної, металевої, нескінченної, ливарно-прокатний, агрегат
Формула / Реферат:
1. Спосіб напівнескінченної або нескінченної прокатки неперервнолитої металевої, зокрема стальної заготовки (1а), яку після твердіння розрізають упоперек і мірні довжини (20) заготовки направляють у піч (2) з роликовим подом для нагрівання до температури прокатки і вирівнювання температури в заготовці і мірні довжини (20) заготовки з температуроюпрокатки вводять в лінію прокатного стана (3) для прокатки, причому між закінченням прокатки...
Спосіб та пристрій для безперервного розливу металу з безпосереднім обтисненням металевої заготовки, зокрема сталевої заготовки
Номер патенту: 77269
Опубліковано: 15.11.2006
Автори: Летцель Дірк, Вейєр Аксель, Цайбер Адольф-Густав, Мілевскі Вілфрід, Гертнер Хорст
МПК: B22D 11/20, B22D 11/124, B22D 11/12, B22D 11/22, B22D 11/128
Мітки: безперервного, спосіб, розливу, металу, заготовки, пристрій, обтисненням, металевої, безпосереднім, зокрема, сталевої
Формула / Реферат:
1. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої заготовки (1), зокрема сталевої заготовки, яка має форму прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу...
Ливарно-прокатний агрегат
Номер патенту: 72257
Опубліковано: 15.02.2005
Автори: Остапенко Арнольд Леонтійович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Каушанський Ігор Борисович
МПК: B22D 11/12, B21B 1/46
Мітки: ливарно-прокатний, агрегат
Формула / Реферат:
Ливарно-прокатний агрегат, до складу якого входять дві паралельно розташовані технологічні лінії одержання слябів, кожна з яких складається із співвісно встановлених машини безупинного лиття слябів, підігрівальної печі, поворотної термостатуючої печі з віссю повороту, розміщеною з боку, протилежного вікну завантаження, і встановлена поміж технологічними лініями одержання слябів технологічна лінія передачі і нагромадження слябів з поворотною...
Спосіб і пристрій для намотування тонкої металевої стрічки, зокрема гаряче- або холоднокатаної тонкої стальної стрічки (варіанти)
Номер патенту: 78224
Опубліковано: 15.03.2007
Автори: Тушхофф Маттіас, Гінсберг Клаус, Боймер Клаус
МПК: B21C 47/28, B21C 47/00, B21C 47/24
Мітки: металевої, спосіб, зокрема, варіанти, гаряче, стальної, намотування, пристрій, холоднокатаної, стрічки, тонкої
Формула / Реферат:
1. Спосіб намотування тонкої металевої стрічки (1), зокрема гаряче- або холоднокатаної тонкої стальної стрічки, на регульований в діаметрі намотувальний барабан (3а), причому спочатку внутрішні витки (12) рулону намотують на намотувальний барабан із встановленою величиною діаметра, а після остаточного намотування рулону (11) намотувальний барабан (3а) витягують або рулон (11) знімають, який відрізняється тим, що в одному або декількох...
Пристрій для безперервного розливу металів, зокрема сталі
Номер патенту: 74015
Опубліковано: 17.10.2005
Автори: Мюллер Юрген, Ріттнер Карл, Кнеппе Гюнтер
МПК: B22D 11/12, B22D 11/128, B22D 11/14
Мітки: сталі, пристрій, розливу, металів, безперервного, зокрема
Формула / Реферат:
1. Пристрій для безперервного розливу металів, зокрема сталі, для здійснення способу тверднення „solidified bending” у якому заготовка після повного тверднення піддається згинанню, який містить розташовану за кристалізатором вертикальну пряму напрямну для заготовки, до якої примикає згинально-тягнучий пристрій, згинальні ролики якого встановлені з можливістю переміщення з положення, що звільняє шлях для затравки, у робоче положення або не...
Попередній патент: Пристрій приведення в рух стрічки з кюветами в апараті для аналізу
Наступний патент: Харчова добавка
Випадковий патент: Гіпотензивний препарат теразозин, що має протипухлинну активність