Преформа для виготовлення пластикових ємностей видувним формуванням
Формула / Реферат
1. Преформа без підтримуючого кільця для виготовлення пластикових ємностей видувним формуванням, яка має, в основному, довгасте тіло (2), один подовжній кінець якого виконаний закритим, причому своїм протилежним подовжнім кінцем тіло (2) преформи прилягає до забезпеченої зливним отвором (4) шийки (3), на зовнішній стінці (5) якої виконані кріпильні засоби (6) для фіксації з відповідними засобами зачеплення кришки геометричним замиканням, яка відрізняється тим, що на переході (15) від тіла (2) преформи до шийки (3) приформований огинаючий щонайменше на окремих ділянках кільцеподібно фланець (8), який радіально виступає за зовнішню стінку (7) тіла (2) преформи, при цьому в зоні між фланцем (8) і кріпильними засобами (6) шийка (3) має огинальну кільцеву канавку (9), обмежену фланцем (8), а в напрямку кріпильних засобів (6) - зовнішнім заплечиком (10), який проходить навскоси від дна кільцевої канавки (9) до зовнішньої стінки (7) шийки (3) і утворює на внутрішній стінці (11) шийки (3) огинаючий щонайменше на окремих ділянках кільцеподібний внутрішній заплечик (12), який проходить, якщо дивитися в напрямку тіла (2) преформи, аксіально над кільцевою канавкою (9) і переходить у внутрішню стінку (13) тіла (2) преформи, в основному, вільно від піднутрень.
2. Преформа за п. 1, яка відрізняється тим, що кільцева канавка (9) має відносно зовнішньої стінки (5) шийки (3) радіальну глибину (t) близько 0,1-1 мм, переважно близько 0,8 мм.
3. Преформа за п. 1 або 2, яка відрізняється тим, що кільцева канавка (9) має найбільшу осьову ширину (а) близько 0,3-3 мм, переважно близько 1,5 мм.
4. Преформа за одним з попередніх пунктів, яка відрізняється тим, що шийка (3) має по дну кільцевої канавки (9) товщину (d) стінки, що відповідає 0,5-1,5 кратній товщині (w) стінки шийки (3) по кріпильних засобах (6).
5. Преформа за п. 4, яка відрізняється тим, що товщина (d) стінки шийки (3) по дну кільцевої канавки (9), в основному, відповідає товщині (w) стінки шийки (3) по кріпильних засобах (6).
6. Преформа за одним з попередніх пунктів, яка відрізняється тим, що виміряна по внутрішньому заплечику (12), який проходить над кільцевою канавкою (9), товщина (х) стінки відповідає 0,5-1,5 кратній товщині (w) стінки шийки (3) по кріпильних засобах (6).
7. Преформа за п. 6, яка відрізняється тим, що виміряна по внутрішньому заплечику (12), який проходить над кільцевою канавкою (9), товщина (х) стінки, в основному, відповідає товщині (w) стінки шийки (3) по кріпильних засобах (6).
8. Преформа за одним з попередніх пунктів, яка відрізняється тим, що ділянка її тіла (2), яка прилягає до фланця (8), має товщину (b) стінки, яка, в основному, відповідає 0,5-1,5-кратній товщині (w) стінки шийки (3) по кріпильних засобах (6).
9. Преформа за п. 8, яка відрізняється тим, що товщина (b) стінки ділянки тіла (2) преформи, яка прилягає до фланця (8), в основному, відповідає товщині (w) стінки шийки (3) по кріпильних засобах (6).
10. Преформа за одним з попередніх пунктів, яка відрізняється тим, що шийка (3) має виміряну по кріпильних засобах (6) товщину (w) стінки близько 0,4-2 мм.
11. Преформа за одним з попередніх пунктів, яка відрізняється тим, що кільцева канавка (9) виконана звуженою від зовнішньої стінки (5) шийки (3) радіально до свого дна.
12. Преформа за одним з попередніх пунктів, яка відрізняється тим, що внутрішній заплечик (12), який проходить над кільцевою канавкою (9), виконаний ступінчастим і має щонайменше одну кільцеподібно огинаючу конічну поверхню.
13. Преформа за одним з пп. 1-12, яка відрізняється тим, що внутрішній заплечик (12), який проходить над кільцевою канавкою (9), виконаний у вигляді єдиної кільцеподібно огинаючої конічної поверхні.
14. Преформа за одним з попередніх пунктів, яка відрізняється тим, що внутрішній заплечик (12) проходить щонайменше на окремих ділянках паралельно до зовнішнього заплечика (10).
15. Преформа за одним з попередніх пунктів, яка відрізняється тим, що зовнішній заплечик (10) має ступінчастий зовнішній контур.
16. Преформа за одним з попередніх пунктів, яка відрізняється тим, що зовнішній заплечик (10) утворює з її віссю кут приблизно 10° - приблизно 60°.
17. Преформа за одним з попередніх пунктів, яка відрізняється тим, що вона виготовлена переважно відливанням під тиском одно- або багатошаровою з матеріалу групи, що складається з ПЕТ, ПЕТ-Г, ПЕВД, ПП, ПС, ПВХ, співполімерів вказаних пластиків, біопластиків, наприклад, ПЕФ, наповнених пластиків і сумішей названих пластиків.
18. Преформа за одним з попередніх пунктів, яка відрізняється тим, що вона призначена для виготовлення пластикових пляшок.
19. Спосіб виготовлення пластикової ємності двоступеневим способом видувного формування, при якому спочатку в окремому процесі виготовляють преформу (1) за одним з попередніх пунктів, а потім окремо за часом і/або просторово преформу (1) видувним формуванням деформують в пластикову ємність.
20. Спосіб за п. 19, призначений для виготовлення пластикових пляшок.
21. Пластикова ємність виготовлена способом видувного формування з преформи (1) за одним з пп. 1-18.
22. Ємність за п. 21, що має шийку (33) зі зливним отвором (34) і закритий дном тулуб (32), яка відрізняється тим, що ємність (31) має центр ваги (S), розташований в тулубі (32) таким чином, що уявна перша пряма (g), яка перпендикулярна до виконаної в дні поверхні (35) опори і на якій лежить центр ваги (S), утворює з другою прямою (h), яка визначається заданою в зоні зовнішнього краю дна ємності точкою (Т) перекидання і центром ваги (S), кут (δ) більше 12°.
23. Ємність за п. 22, яка відрізняється тим, що утворений прямими (g, h) кут (δ) більше 16°.
24. Ємність за п. 22, яка відрізняється тим, що утворений прямими (g, h) кут (δ) більше 20°.
25. Ємність за одним з пп. 21-24, яка відрізняється тим, що її тулуб має відмінний від кругової форми переріз.
26. Ємність за п. 25, яка відрізняється тим, що її тулуб має овальний переріз.
27. Ємність за будь-яким з пп. 21-26, що представляє собою пластикову пляшку.
28. Ємність за будь-яким з пп. 21-27, виготовлена способом двоступеневого видувного формування.
Текст
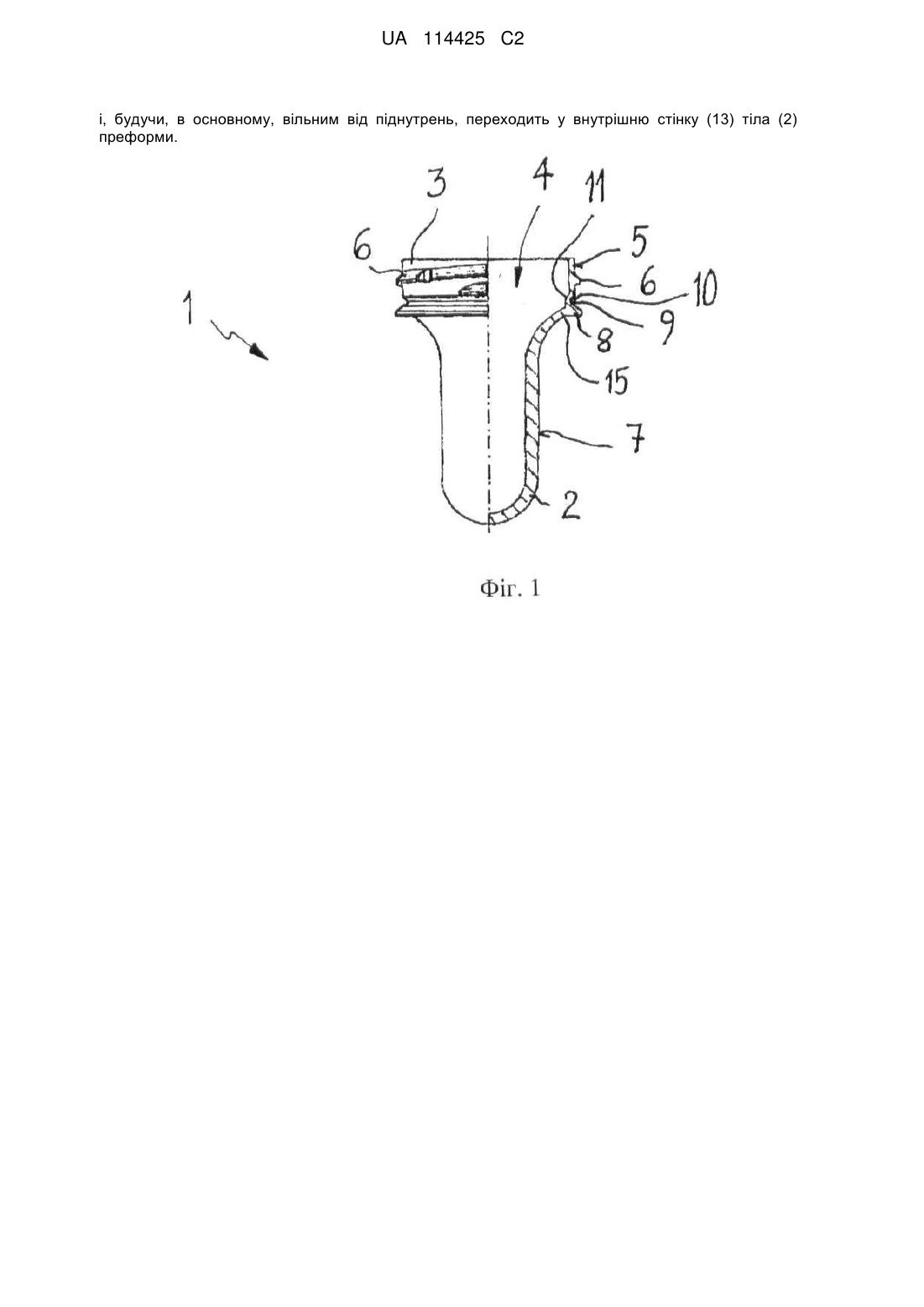
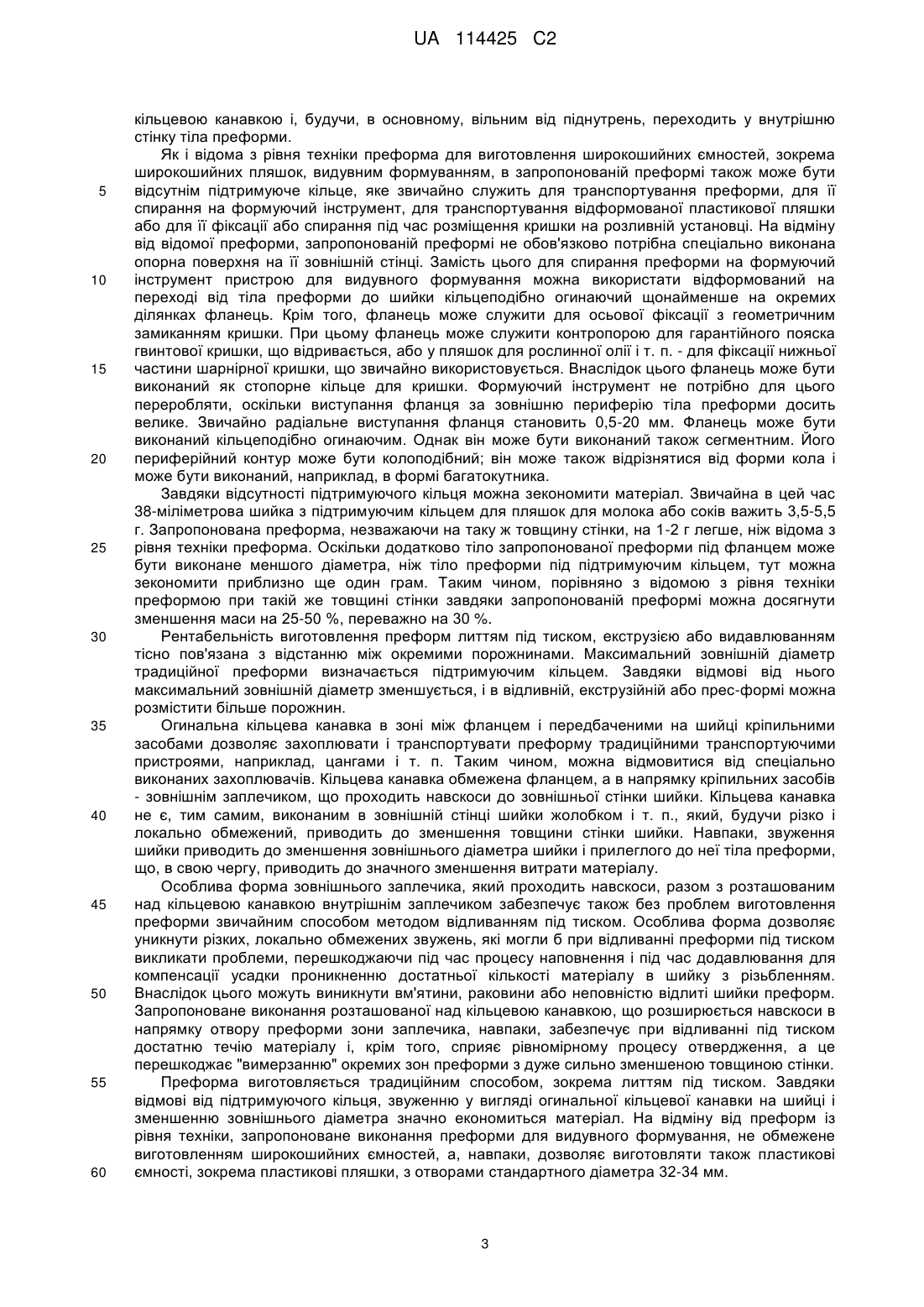
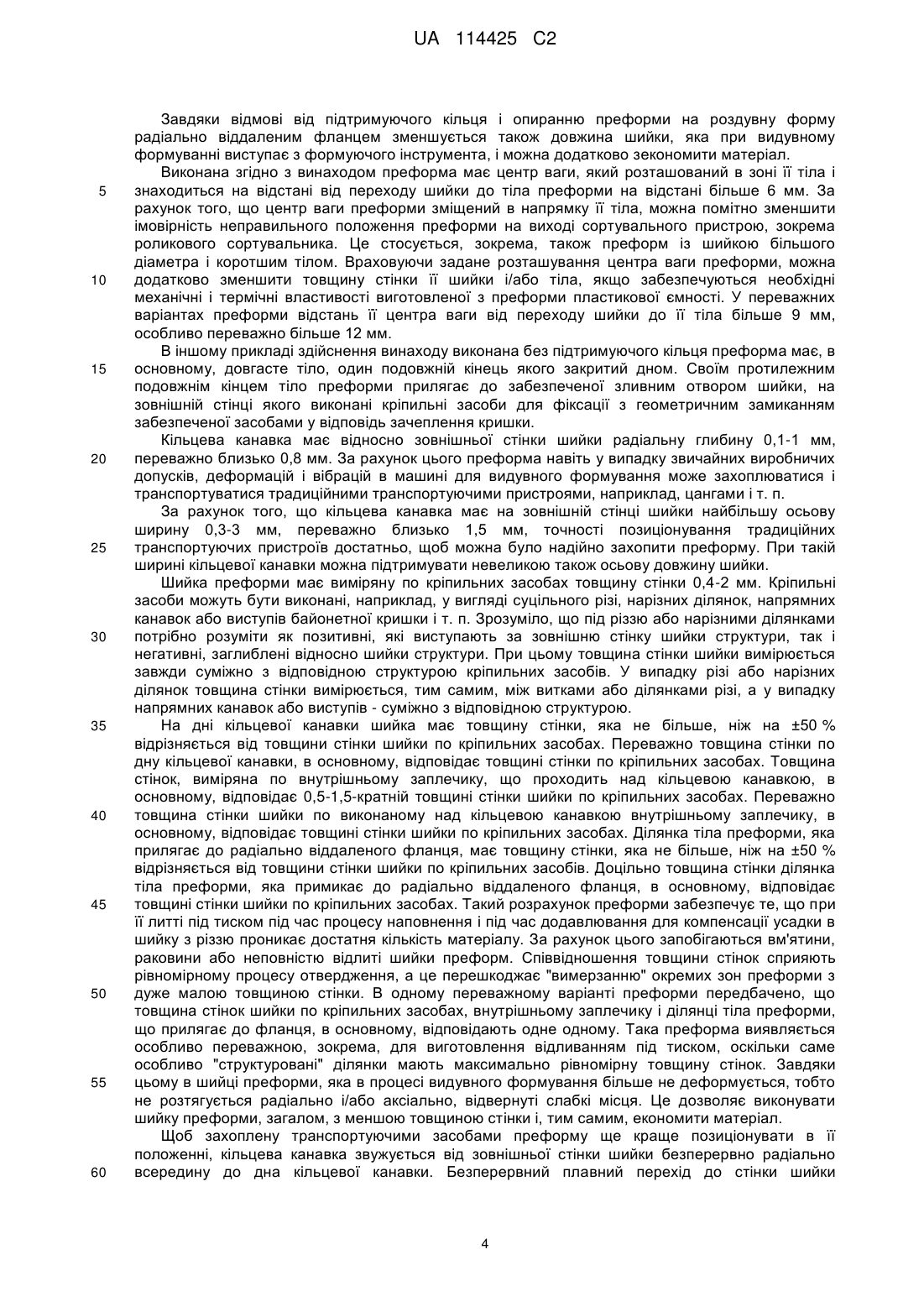
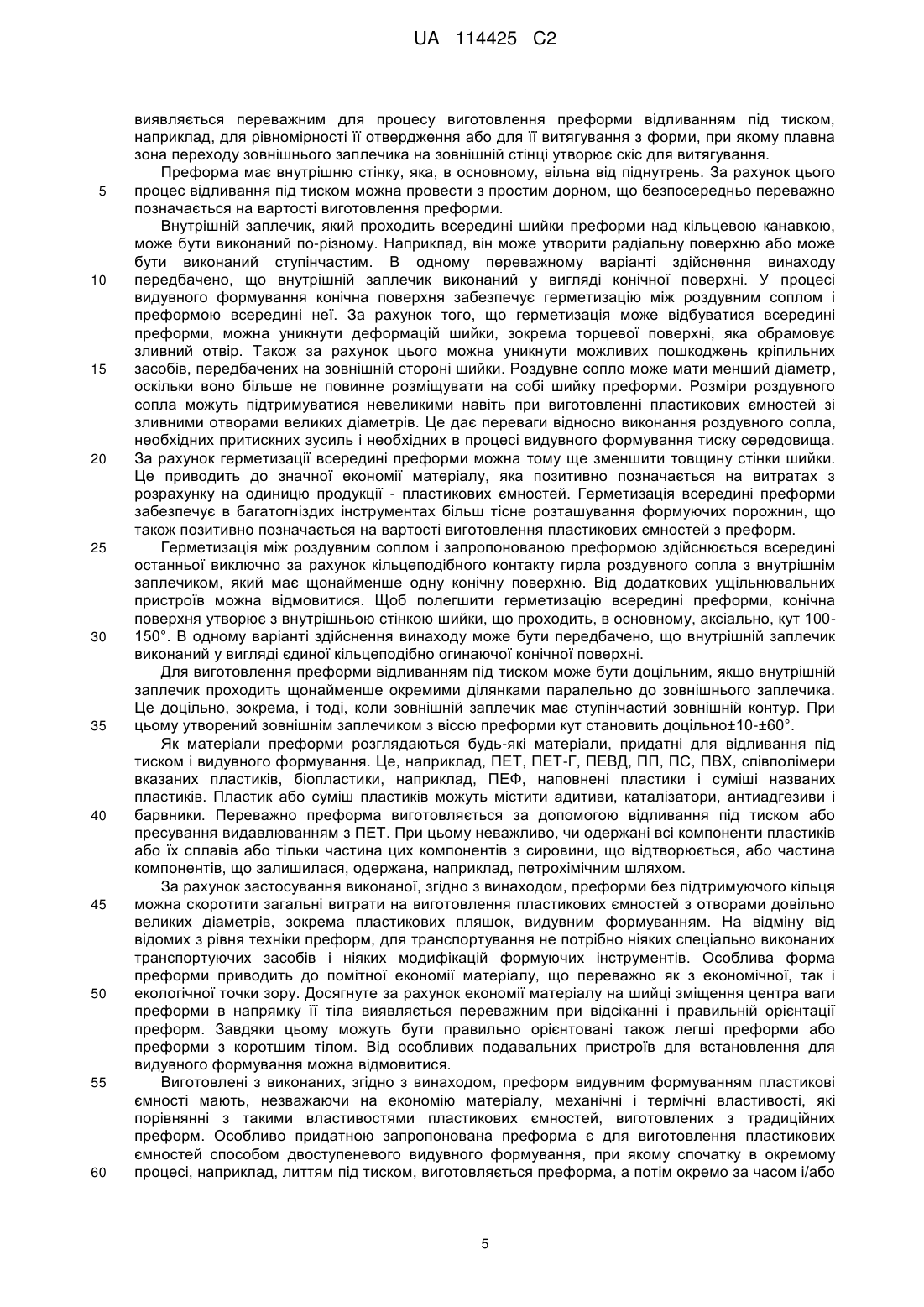
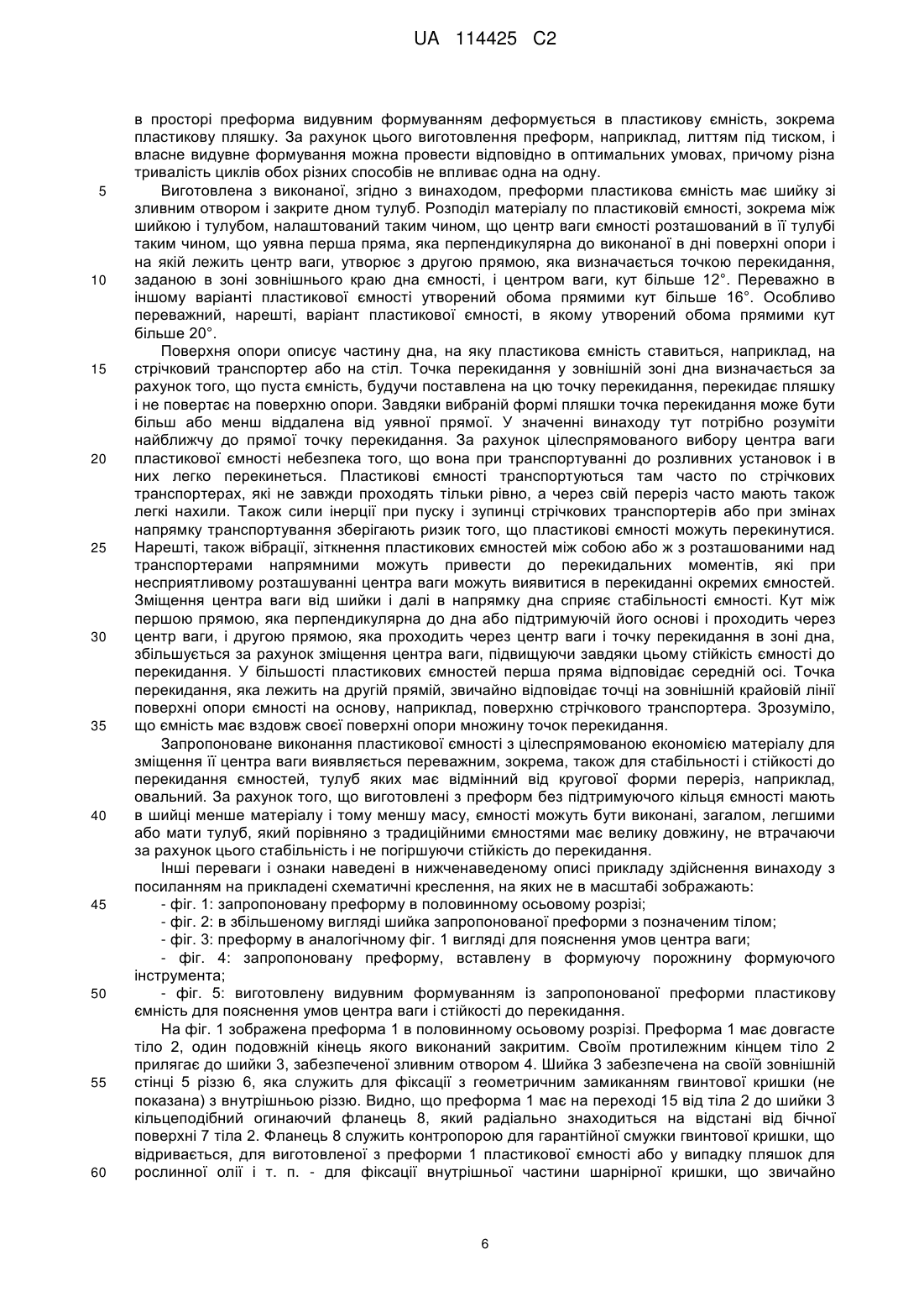
Реферат: Преформа для виготовлення пластикових ємностей, зокрема пластикових пляшок, видувним формуванням, що має, в основному, довгасте тіло (2), один подовжній кінець якого виконаний закритим, а на своєму протилежному подовжньому кінці тіло (2) преформи прилягає до забезпеченої зливним отвором (4) шийки (3), на зовнішній стінці (5) якого виконані кріпильні засоби (6) для фіксації з геометричним замиканням забезпеченої засобами у відповідь зачеплення кришки. Преформа (1) без підтримуючого кільця має на переході (15) від тіла (2) преформи до шийки (3) кільцеподібно огинаючий щонайменше на окремих ділянках фланець (8), який радіально виступає за зовнішню стінку (7) тіла (2) преформи. У зоні між фланцем (8) і кріпильними засобами (6) на шийці (3) виконана огинальна кільцева канавка (9). Вона обмежена фланцем (8), а в напрямку кріпильних засобів (6) - зовнішнім заплечиком, який проходить навскоси від дна кільцевої канавки (9) до зовнішньої стінки (7) шийки (3). Зовнішній заплечик (10), який проходить навскоси, утворює на внутрішній стінці (11) шийки (3) кільцеподібно огинаючий щонайменше на окремих ділянках внутрішній заплечик (12), який проходить, якщо дивитися в напрямку тіла (2) преформи, аксіально над кільцевою канавкою (9) UA 114425 C2 (12) UA 114425 C2 і, будучи, в основному, вільним від піднутрень, переходить у внутрішню стінку (13) тіла (2) преформи. UA 114425 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується преформи без підтримуючого кільця для виготовлення пластикових ємностей видувним формуванням відповідно до обмежувальної частини п. 1 формули. Велика кількість використовуваних сьогодні пластикових пляшок і подібних пластикових ємностей виготовляється видувним формуванням. У цьому способі так звана преформа звичайно довгастої трубчастої форми, яка на одному своєму подовжньому кінці має дно, а на іншому - шийку з відформованою різзю і т. п., вставляється в формуючу порожнину роздувної форми і роздувається середовищем, що подається під надмірним тиском. При цьому преформа додатково витягується в осьовому напрямку за допомогою введеної в отвір шийки розтягуючого дорна. Після закінчення процесу витягування і роздування готова пластикова ємність витягується з роздувної форми. Перед видувним формуванням преформа виготовляється звичайно окремо литтям під тиском. Преформи можуть виготовлятися також видавлюванням або ж екструзійно-видувним формуванням. У так званому одноступінчатому процесі видувного формування преформа без проміжного охолоджування і зберігання безпосередньо після свого виготовлення формується в пластикову ємність. Однак у більшості випадків пластикові ємності виготовляються двоступеневим способом, при якому в окремому процесі преформи спочатку виготовляються, охолоджуються і тимчасово зберігаються для подальшого використання. Виготовлення пластикових ємностей відбувається в процесі окремого за часом і простором видувного формування. У цьому подальшому процесі видувного формування преформи знову нагріваються для виготовлення з них пластикових пляшок. Наприклад, для цього за допомогою інфрачервоного випромінювання за допомогою осьового і/або радіального розтягнення преформи встановлюється потрібний температурний профіль, який необхідний для процесу видувного формування. Після вставляння преформи в формуючий інструмент вона радіально відформовується за допомогою газу, що подається під надмірним тиском і при цьому розтягуючим дорном розтягується в осьовому напрямку. Після цього готова пластикова ємність витягується з форми. Велика кількість відомих преформ містить підтримуюче кільце, яке відділяє довгасте тіло преформи від шийки. Підтримуюче кільце служить для транспортування преформи і виготовленої з неї пластикової ємності. У пристрої для видувного формування преформа спирається за допомогою підтримуючого кільця на формуючий інструмент, так що в формуючу порожнину направлене тільки тіло преформи. Шийка в процесі видувного формування звичайно більше не змінюється. Між підтримуючим кільцем і виконаною на шийці різзю відформоване так зване стопорне кільце, яке у готової пластикової ємності служить контропорою для гарантійної кришки. Такі гарантійні кришки добре відомі, наприклад, в пляшках для напоїв. При відгвинчуванні гарантійної кришки її кільцеподібна ділянка, для якої стопорне кільце утворює контро пору, щонайменше частково відділяється від іншої кришки. За рахунок цього навіть у випадку повторно закоркованої пляшки споживач бачить, що вона одного разу вже була відкоркована. При виготовленні виробів масового виробництва, наприклад, пластикових пляшок з поліетилентерефталату (ПЕТ), витрата матеріалу є вирішальним фактором конкурентоздатності і екобалансу. За рахунок дуже великих партій пластикових пляшок, що виготовляються, зменшення маси матеріалу в діапазоні десятих часток грама може дуже швидко привести до економії матеріалу в діапазоні декількох тон. Тому в минулому робилися спроби зменшення маси преформ для пластикових пляшок, зокрема ПЕТ-пляшок. Вважалося, що за допомогою відомих з рівня техніки преформ досягався оптимум і виготовлені з преформ пластикові пляшки досягали також необхідної механічної міцності і термостабільності. Недолік попередніх спроб зменшення маси матеріалу полягає в тому, що вони вимагали модифікацій установок для видувного формування і розливних установок. Це є надто незадовільним станом як з точки зору експлуатантів установок для видувного формування, так і з точки зору експлуатантів установок для розливання напоїв у виготовлені з преформ пластикові пляшки. У WO 2006/027092 А1 описана, наприклад, преформа для широкошийних ємностей, яка має сильно розширену порівняно з її тілом шийку. У цієї преформи підтримуюче кільце відсутнє. Спирання преформи на формуючий інструмент відбувається на переході від тіла преформи до розширеної шийки. Для транспортування преформи і виготовленої з неї пластикової ємності потрібні спеціально виконані захоплювачі, захоплювальна поверхня яких відповідає периферійному контуру виступаючої з формуючого інструмента шийки. За рахунок відсутності підтримуючого кільця ця преформа забезпечує, правда, економію матеріалу. Однак ця, виконана спеціально для виготовлення широкошийних ємностей преформа вимагає спеціально виконаних захоплювачів для транспортування преформи і виготовленої з неї пластикової ємності. Вони повинні входити в довільно орієнтовану, як правило, нарізну структуру, не 1 UA 114425 C2 5 10 15 20 25 30 35 40 45 50 55 60 стикаючись при цьому з різзю. Крім того, не повинна змінюватися орієнтація подовжньої осі взятої захоплювачами преформи, щоб уникнути перекосу останньої. Що стосується тієї обставини, що захоплювачі беруться за дві протилежні одна до одної ділянки шийки і залежно від осьового положення точок зіткнення дуже легко може виникнути перекидальний момент, то зрозуміло, що придатні для відомої преформи захоплювачі повинні мати відносно складну конструкцію і тому, загалом, сильно підвищують апаратні витрати. Після свого виготовлення преформи звичайно безладно заповнюються і транспортуються у великогабаритній тарі, наприклад, картонних коробках, мішках, гітербоксах, октабінах і т. д. Для подальшої переробки видувним формуванням преформи з тари заповнюються у встановлену перед пристроєм для видувного формування лійку і відсікаються. Через лійку преформи потрапляють в більшості випадків на підіймальний стрічковий транспортер, за допомогою якого вони малими кількостями періодично або безперервно транспортуються до роликового сортувальника. У ньому преформи орієнтуються відповідно до свого центра ваги таким чином, що вони, висячи в прорізі своїм тілом вниз, окремо ковзають назустріч пристрою для видувного формування. Преформи утримуються в роликовому сортувальникові за допомогою підтримуючого кільця або порівнянного радіального виступу між шийкою і тілом преформи. Якщо центр ваги преформи лежить точно під підтримуючим кільцем або радіальним виступом в зоні тіла преформи, то преформи правильно орієнтуються і покидають роликовий сортувальник своїм тілом вниз. Щоб досягнути тому правильної орієнтації преформ, відома з рівня техніка преформа виконується з відносно довгим тілом. Однак при видувному формуванні це може привести до несприятливого співвідношення довжини і витягнення, що може негативно позначитися на міцності формованої пластикової ємності. Щоб додати формованій пластиковій ємності необхідну міцність, існує, з іншого боку, побажання мати преформи з коротшим тілом. Однак що ближче центр ваги преформ до підтримуючого кільця або радіального виступу, то вища небезпека того, що такі преформи можуть зайняти неправильне положення. Зокрема, також у випадку преформ з великим діаметром отвору і довгою зовнішньою різзю, а також з маленьким легким тілом це може привести до великих проблем. Тому на виході роликового сортувальника передбачені пристрої, за допомогою яких можна перевірити правильну орієнтацію преформ. Неправильно орієнтовані преформи відділяються і знову подаються на роликовий сортувальник. Однак, якщо кількість неправильно орієнтованих преформ дуже велика, то більшість сортувальних систем відмовляє. Задачею винаходу є вирішення частково суперечливих проблем з преформами з рівня техніки. Преформа для виготовлення будь-яких пластикових ємностей, наприклад, пластикових пляшок, видувним формуванням повинна бути вдосконалена таким чином, щоб у сортувальновідсікаючих пристроях, наприклад, у роликових сортувальниках, можна було зменшити кількість неправильно орієнтованих преформ. Додатково повинна бути також ще більше зменшена витрата матеріалу преформ. Преформа повинна забезпечувати також виготовлення пластикових ємностей зі стандартними маленькими зливними отворами. При цьому повинні бути відвернуті модифікації установок для видувного формування і розливних установок. Також повинні бути відсутніми спеціально виконані захоплювачі для преформ і виготовлених з них пластикових ємностей. Преформа повинна виготовлятися масово-технічно звичайними способами, зокрема видувним формуванням, видавлюванням або екструзійно-видувним формуванням. Ці задачі вирішуються за допомогою преформи без підтримуючого кільця для виготовлення пластикових ємностей, зокрема пластикових пляшок, видувним формуванням, яка має перераховані в п. 1 формули ознаками. Удосконалення і/або переважні варіанти здійснення винаходу є об'єктом залежних пунктів. Завдяки винаходу створена преформа без підтримуючого кільця для виготовлення пластикових ємностей, зокрема пластикових пляшок, видувним формуванням, що має, в основному, довгасте тіло, один подовжній кінець якого виконаний закритим. На своєму протилежному подовжньому кінці тіло преформи прилягає до забезпеченої зливним отвором шийки, на зовнішній стінці якої виконані кріпильні засоби для фіксації з геометричним замиканням забезпеченої відповідним засобами зачеплення кришки. На переході від тіла преформи до шийки відформований кільцеподібно огинаючий щонайменше на окремих ділянках фланець, який радіально виступає за зовнішню стінку тіла преформи. У зоні між фланцем і кріпильними засобами шийка преформи має огинальну кільцеву канавку. Остання обмежена фланцем, а в напрямку кріпильних засобів - зовнішнім заплечиком, який проходить навскіс від дна кільцевої канавки до зовнішньої стінки шийки. Косий зовнішній заплечик утворює на внутрішній стінці шийки внутрішній заплечик, що кільцеподібно огинає щонайменше на окремих ділянках, який проходить, якщо дивитися в напрямку тіла преформи, аксіально над 2 UA 114425 C2 5 10 15 20 25 30 35 40 45 50 55 60 кільцевою канавкою і, будучи, в основному, вільним від піднутрень, переходить у внутрішню стінку тіла преформи. Як і відома з рівня техніки преформа для виготовлення широкошийних ємностей, зокрема широкошийних пляшок, видувним формуванням, в запропонованій преформі також може бути відсутнім підтримуюче кільце, яке звичайно служить для транспортування преформи, для її спирання на формуючий інструмент, для транспортування відформованої пластикової пляшки або для її фіксації або спирання під час розміщення кришки на розливній установці. На відміну від відомої преформи, запропонованій преформі не обов'язково потрібна спеціально виконана опорна поверхня на її зовнішній стінці. Замість цього для спирання преформи на формуючий інструмент пристрою для видувного формування можна використати відформований на переході від тіла преформи до шийки кільцеподібно огинаючий щонайменше на окремих ділянках фланець. Крім того, фланець може служити для осьової фіксації з геометричним замиканням кришки. При цьому фланець може служити контропорою для гарантійного пояска гвинтової кришки, що відривається, або у пляшок для рослинної олії і т. п. - для фіксації нижньої частини шарнірної кришки, що звичайно використовується. Внаслідок цього фланець може бути виконаний як стопорне кільце для кришки. Формуючий інструмент не потрібно для цього переробляти, оскільки виступання фланця за зовнішню периферію тіла преформи досить велике. Звичайно радіальне виступання фланця становить 0,5-20 мм. Фланець може бути виконаний кільцеподібно огинаючим. Однак він може бути виконаний також сегментним. Його периферійний контур може бути колоподібний; він може також відрізнятися від форми кола і може бути виконаний, наприклад, в формі багатокутника. Завдяки відсутності підтримуючого кільця можна зекономити матеріал. Звичайна в цей час 38-міліметрова шийка з підтримуючим кільцем для пляшок для молока або соків важить 3,5-5,5 г. Запропонована преформа, незважаючи на таку ж товщину стінки, на 1-2 г легше, ніж відома з рівня техніки преформа. Оскільки додатково тіло запропонованої преформи під фланцем може бути виконане меншого діаметра, ніж тіло преформи під підтримуючим кільцем, тут можна зекономити приблизно ще один грам. Таким чином, порівняно з відомою з рівня техніки преформою при такій же товщині стінки завдяки запропонованій преформі можна досягнути зменшення маси на 25-50 %, переважно на 30 %. Рентабельність виготовлення преформ литтям під тиском, екструзією або видавлюванням тісно пов'язана з відстанню між окремими порожнинами. Максимальний зовнішній діаметр традиційної преформи визначається підтримуючим кільцем. Завдяки відмові від нього максимальний зовнішній діаметр зменшується, і в відливній, екструзійній або прес-формі можна розмістити більше порожнин. Огинальна кільцева канавка в зоні між фланцем і передбаченими на шийці кріпильними засобами дозволяє захоплювати і транспортувати преформу традиційними транспортуючими пристроями, наприклад, цангами і т. п. Таким чином, можна відмовитися від спеціально виконаних захоплювачів. Кільцева канавка обмежена фланцем, а в напрямку кріпильних засобів - зовнішнім заплечиком, що проходить навскоси до зовнішньої стінки шийки. Кільцева канавка не є, тим самим, виконаним в зовнішній стінці шийки жолобком і т. п., який, будучи різко і локально обмежений, приводить до зменшення товщини стінки шийки. Навпаки, звуження шийки приводить до зменшення зовнішнього діаметра шийки і прилеглого до неї тіла преформи, що, в свою чергу, приводить до значного зменшення витрати матеріалу. Особлива форма зовнішнього заплечика, який проходить навскоси, разом з розташованим над кільцевою канавкою внутрішнім заплечиком забезпечує також без проблем виготовлення преформи звичайним способом методом відливанням під тиском. Особлива форма дозволяє уникнути різких, локально обмежених звужень, які могли б при відливанні преформи під тиском викликати проблеми, перешкоджаючи під час процесу наповнення і під час додавлювання для компенсації усадки проникненню достатньої кількості матеріалу в шийку з різьбленням. Внаслідок цього можуть виникнути вм'ятини, раковини або неповністю відлиті шийки преформ. Запропоноване виконання розташованої над кільцевою канавкою, що розширюється навскоси в напрямку отвору преформи зони заплечика, навпаки, забезпечує при відливанні під тиском достатню течію матеріалу і, крім того, сприяє рівномірному процесу отвердження, а це перешкоджає "вимерзанню" окремих зон преформи з дуже сильно зменшеною товщиною стінки. Преформа виготовляється традиційним способом, зокрема литтям під тиском. Завдяки відмові від підтримуючого кільця, звуженню у вигляді огинальної кільцевої канавки на шийці і зменшенню зовнішнього діаметра значно економиться матеріал. На відміну від преформ із рівня техніки, запропоноване виконання преформи для видувного формування, не обмежене виготовленням широкошийних ємностей, а, навпаки, дозволяє виготовляти також пластикові ємності, зокрема пластикові пляшки, з отворами стандартного діаметра 32-34 мм. 3 UA 114425 C2 5 10 15 20 25 30 35 40 45 50 55 60 Завдяки відмові від підтримуючого кільця і опиранню преформи на роздувну форму радіально віддаленим фланцем зменшується також довжина шийки, яка при видувному формуванні виступає з формуючого інструмента, і можна додатково зекономити матеріал. Виконана згідно з винаходом преформа має центр ваги, який розташований в зоні її тіла і знаходиться на відстані від переходу шийки до тіла преформи на відстані більше 6 мм. За рахунок того, що центр ваги преформи зміщений в напрямку її тіла, можна помітно зменшити імовірність неправильного положення преформи на виході сортувального пристрою, зокрема роликового сортувальника. Це стосується, зокрема, також преформ із шийкою більшого діаметра і коротшим тілом. Враховуючи задане розташування центра ваги преформи, можна додатково зменшити товщину стінки її шийки і/або тіла, якщо забезпечуються необхідні механічні і термічні властивості виготовленої з преформи пластикової ємності. У переважних варіантах преформи відстань її центра ваги від переходу шийки до її тіла більше 9 мм, особливо переважно більше 12 мм. В іншому прикладі здійснення винаходу виконана без підтримуючого кільця преформа має, в основному, довгасте тіло, один подовжній кінець якого закритий дном. Своїм протилежним подовжнім кінцем тіло преформи прилягає до забезпеченої зливним отвором шийки, на зовнішній стінці якого виконані кріпильні засоби для фіксації з геометричним замиканням забезпеченої засобами у відповідь зачеплення кришки. Кільцева канавка має відносно зовнішньої стінки шийки радіальну глибину 0,1-1 мм, переважно близько 0,8 мм. За рахунок цього преформа навіть у випадку звичайних виробничих допусків, деформацій і вібрацій в машині для видувного формування може захоплюватися і транспортуватися традиційними транспортуючими пристроями, наприклад, цангами і т. п. За рахунок того, що кільцева канавка має на зовнішній стінці шийки найбільшу осьову ширину 0,3-3 мм, переважно близько 1,5 мм, точності позиціонування традиційних транспортуючих пристроїв достатньо, щоб можна було надійно захопити преформу. При такій ширині кільцевої канавки можна підтримувати невеликою також осьову довжину шийки. Шийка преформи має виміряну по кріпильних засобах товщину стінки 0,4-2 мм. Кріпильні засоби можуть бути виконані, наприклад, у вигляді суцільного різі, нарізних ділянок, напрямних канавок або виступів байонетної кришки і т. п. Зрозуміло, що під різзю або нарізними ділянками потрібно розуміти як позитивні, які виступають за зовнішню стінку шийки структури, так і негативні, заглиблені відносно шийки структури. При цьому товщина стінки шийки вимірюється завжди суміжно з відповідною структурою кріпильних засобів. У випадку різі або нарізних ділянок товщина стінки вимірюється, тим самим, між витками або ділянками різі, а у випадку напрямних канавок або виступів - суміжно з відповідною структурою. На дні кільцевої канавки шийка має товщину стінки, яка не більше, ніж на ±50 % відрізняється від товщини стінки шийки по кріпильних засобах. Переважно товщина стінки по дну кільцевої канавки, в основному, відповідає товщині стінки по кріпильних засобах. Товщина стінок, виміряна по внутрішньому заплечику, що проходить над кільцевою канавкою, в основному, відповідає 0,5-1,5-кратній товщині стінки шийки по кріпильних засобах. Переважно товщина стінки шийки по виконаному над кільцевою канавкою внутрішньому заплечику, в основному, відповідає товщині стінки шийки по кріпильних засобах. Ділянка тіла преформи, яка прилягає до радіально віддаленого фланця, має товщину стінки, яка не більше, ніж на ±50 % відрізняється від товщини стінки шийки по кріпильних засобів. Доцільно товщина стінки ділянка тіла преформи, яка примикає до радіально віддаленого фланця, в основному, відповідає товщині стінки шийки по кріпильних засобах. Такий розрахунок преформи забезпечує те, що при її литті під тиском під час процесу наповнення і під час додавлювання для компенсації усадки в шийку з різзю проникає достатня кількість матеріалу. За рахунок цього запобігаються вм'ятини, раковини або неповністю відлиті шийки преформ. Співвідношення товщини стінок сприяють рівномірному процесу отвердження, а це перешкоджає "вимерзанню" окремих зон преформи з дуже малою товщиною стінки. В одному переважному варіанті преформи передбачено, що товщина стінок шийки по кріпильних засобах, внутрішньому заплечику і ділянці тіла преформи, що прилягає до фланця, в основному, відповідають одне одному. Така преформа виявляється особливо переважною, зокрема, для виготовлення відливанням під тиском, оскільки саме особливо "структуровані" ділянки мають максимально рівномірну товщину стінок. Завдяки цьому в шийці преформи, яка в процесі видувного формування більше не деформується, тобто не розтягується радіально і/або аксіально, відвернуті слабкі місця. Це дозволяє виконувати шийку преформи, загалом, з меншою товщиною стінки і, тим самим, економити матеріал. Щоб захоплену транспортуючими засобами преформу ще краще позиціонувати в її положенні, кільцева канавка звужується від зовнішньої стінки шийки безперервно радіально всередину до дна кільцевої канавки. Безперервний плавний перехід до стінки шийки 4 UA 114425 C2 5 10 15 20 25 30 35 40 45 50 55 60 виявляється переважним для процесу виготовлення преформи відливанням під тиском, наприклад, для рівномірності її отвердження або для її витягування з форми, при якому плавна зона переходу зовнішнього заплечика на зовнішній стінці утворює скіс для витягування. Преформа має внутрішню стінку, яка, в основному, вільна від піднутрень. За рахунок цього процес відливання під тиском можна провести з простим дорном, що безпосередньо переважно позначається на вартості виготовлення преформи. Внутрішній заплечик, який проходить всередині шийки преформи над кільцевою канавкою, може бути виконаний по-різному. Наприклад, він може утворити радіальну поверхню або може бути виконаний ступінчастим. В одному переважному варіанті здійснення винаходу передбачено, що внутрішній заплечик виконаний у вигляді конічної поверхні. У процесі видувного формування конічна поверхня забезпечує герметизацію між роздувним соплом і преформою всередині неї. За рахунок того, що герметизація може відбуватися всередині преформи, можна уникнути деформацій шийки, зокрема торцевої поверхні, яка обрамовує зливний отвір. Також за рахунок цього можна уникнути можливих пошкоджень кріпильних засобів, передбачених на зовнішній стороні шийки. Роздувне сопло може мати менший діаметр, оскільки воно більше не повинне розміщувати на собі шийку преформи. Розміри роздувного сопла можуть підтримуватися невеликими навіть при виготовленні пластикових ємностей зі зливними отворами великих діаметрів. Це дає переваги відносно виконання роздувного сопла, необхідних притискних зусиль і необхідних в процесі видувного формування тиску середовища. За рахунок герметизації всередині преформи можна тому ще зменшити товщину стінки шийки. Це приводить до значної економії матеріалу, яка позитивно позначається на витратах з розрахунку на одиницю продукції - пластикових ємностей. Герметизація всередині преформи забезпечує в багатогніздих інструментах більш тісне розташування формуючих порожнин, що також позитивно позначається на вартості виготовлення пластикових ємностей з преформ. Герметизація між роздувним соплом і запропонованою преформою здійснюється всередині останньої виключно за рахунок кільцеподібного контакту гирла роздувного сопла з внутрішнім заплечиком, який має щонайменше одну конічну поверхню. Від додаткових ущільнювальних пристроїв можна відмовитися. Щоб полегшити герметизацію всередині преформи, конічна поверхня утворює з внутрішньою стінкою шийки, що проходить, в основному, аксіально, кут 100150°. В одному варіанті здійснення винаходу може бути передбачено, що внутрішній заплечик виконаний у вигляді єдиної кільцеподібно огинаючої конічної поверхні. Для виготовлення преформи відливанням під тиском може бути доцільним, якщо внутрішній заплечик проходить щонайменше окремими ділянками паралельно до зовнішнього заплечика. Це доцільно, зокрема, і тоді, коли зовнішній заплечик має ступінчастий зовнішній контур. При цьому утворений зовнішнім заплечиком з віссю преформи кут становить доцільно±10-±60°. Як матеріали преформи розглядаються будь-які матеріали, придатні для відливання під тиском і видувного формування. Це, наприклад, ПЕТ, ПЕТ-Г, ПЕВД, ПП, ПС, ПВХ, співполімери вказаних пластиків, біопластики, наприклад, ПЕФ, наповнені пластики і суміші названих пластиків. Пластик або суміш пластиків можуть містити адитиви, каталізатори, антиадгезиви і барвники. Переважно преформа виготовляється за допомогою відливання під тиском або пресування видавлюванням з ПЕТ. При цьому неважливо, чи одержані всі компоненти пластиків або їх сплавів або тільки частина цих компонентів з сировини, що відтворюється, або частина компонентів, що залишилася, одержана, наприклад, петрохімічним шляхом. За рахунок застосування виконаної, згідно з винаходом, преформи без підтримуючого кільця можна скоротити загальні витрати на виготовлення пластикових ємностей з отворами довільно великих діаметрів, зокрема пластикових пляшок, видувним формуванням. На відміну від відомих з рівня техніки преформ, для транспортування не потрібно ніяких спеціально виконаних транспортуючих засобів і ніяких модифікацій формуючих інструментів. Особлива форма преформи приводить до помітної економії матеріалу, що переважно як з економічної, так і екологічної точки зору. Досягнуте за рахунок економії матеріалу на шийці зміщення центра ваги преформи в напрямку її тіла виявляється переважним при відсіканні і правильній орієнтації преформ. Завдяки цьому можуть бути правильно орієнтовані також легші преформи або преформи з коротшим тілом. Від особливих подавальних пристроїв для встановлення для видувного формування можна відмовитися. Виготовлені з виконаних, згідно з винаходом, преформ видувним формуванням пластикові ємності мають, незважаючи на економію матеріалу, механічні і термічні властивості, які порівнянні з такими властивостями пластикових ємностей, виготовлених з традиційних преформ. Особливо придатною запропонована преформа є для виготовлення пластикових ємностей способом двоступеневого видувного формування, при якому спочатку в окремому процесі, наприклад, литтям під тиском, виготовляється преформа, а потім окремо за часом і/або 5 UA 114425 C2 5 10 15 20 25 30 35 40 45 50 55 60 в просторі преформа видувним формуванням деформується в пластикову ємність, зокрема пластикову пляшку. За рахунок цього виготовлення преформ, наприклад, литтям під тиском, і власне видувне формування можна провести відповідно в оптимальних умовах, причому різна тривалість циклів обох різних способів не впливає одна на одну. Виготовлена з виконаної, згідно з винаходом, преформи пластикова ємність має шийку зі зливним отвором і закрите дном тулуб. Розподіл матеріалу по пластиковій ємності, зокрема між шийкою і тулубом, налаштований таким чином, що центр ваги ємності розташований в її тулубі таким чином, що уявна перша пряма, яка перпендикулярна до виконаної в дні поверхні опори і на якій лежить центр ваги, утворює з другою прямою, яка визначається точкою перекидання, заданою в зоні зовнішнього краю дна ємності, і центром ваги, кут більше 12°. Переважно в іншому варіанті пластикової ємності утворений обома прямими кут більше 16°. Особливо переважний, нарешті, варіант пластикової ємності, в якому утворений обома прямими кут більше 20°. Поверхня опори описує частину дна, на яку пластикова ємність ставиться, наприклад, на стрічковий транспортер або на стіл. Точка перекидання у зовнішній зоні дна визначається за рахунок того, що пуста ємність, будучи поставлена на цю точку перекидання, перекидає пляшку і не повертає на поверхню опори. Завдяки вибраній формі пляшки точка перекидання може бути більш або менш віддалена від уявної прямої. У значенні винаходу тут потрібно розуміти найближчу до прямої точку перекидання. За рахунок цілеспрямованого вибору центра ваги пластикової ємності небезпека того, що вона при транспортуванні до розливних установок і в них легко перекинеться. Пластикові ємності транспортуються там часто по стрічкових транспортерах, які не завжди проходять тільки рівно, а через свій переріз часто мають також легкі нахили. Також сили інерції при пуску і зупинці стрічкових транспортерів або при змінах напрямку транспортування зберігають ризик того, що пластикові ємності можуть перекинутися. Нарешті, також вібрації, зіткнення пластикових ємностей між собою або ж з розташованими над транспортерами напрямними можуть привести до перекидальних моментів, які при несприятливому розташуванні центра ваги можуть виявитися в перекиданні окремих ємностей. Зміщення центра ваги від шийки і далі в напрямку дна сприяє стабільності ємності. Кут між першою прямою, яка перпендикулярна до дна або підтримуючій його основі і проходить через центр ваги, і другою прямою, яка проходить через центр ваги і точку перекидання в зоні дна, збільшується за рахунок зміщення центра ваги, підвищуючи завдяки цьому стійкість ємності до перекидання. У більшості пластикових ємностей перша пряма відповідає середній осі. Точка перекидання, яка лежить на другій прямій, звичайно відповідає точці на зовнішній крайовій лінії поверхні опори ємності на основу, наприклад, поверхню стрічкового транспортера. Зрозуміло, що ємність має вздовж своєї поверхні опори множину точок перекидання. Запропоноване виконання пластикової ємності з цілеспрямованою економією матеріалу для зміщення її центра ваги виявляється переважним, зокрема, також для стабільності і стійкості до перекидання ємностей, тулуб яких має відмінний від кругової форми переріз, наприклад, овальний. За рахунок того, що виготовлені з преформ без підтримуючого кільця ємності мають в шийці менше матеріалу і тому меншу масу, ємності можуть бути виконані, загалом, легшими або мати тулуб, який порівняно з традиційними ємностями має велику довжину, не втрачаючи за рахунок цього стабільність і не погіршуючи стійкість до перекидання. Інші переваги і ознаки наведені в нижченаведеному описі прикладу здійснення винаходу з посиланням на прикладені схематичні креслення, на яких не в масштабі зображають: - фіг. 1: запропоновану преформу в половинному осьовому розрізі; - фіг. 2: в збільшеному вигляді шийка запропонованої преформи з позначеним тілом; - фіг. 3: преформу в аналогічному фіг. 1 вигляді для пояснення умов центра ваги; - фіг. 4: запропоновану преформу, вставлену в формуючу порожнину формуючого інструмента; - фіг. 5: виготовлену видувним формуванням із запропонованої преформи пластикову ємність для пояснення умов центра ваги і стійкості до перекидання. На фіг. 1 зображена преформа 1 в половинному осьовому розрізі. Преформа 1 має довгасте тіло 2, один подовжній кінець якого виконаний закритим. Своїм протилежним кінцем тіло 2 прилягає до шийки 3, забезпеченої зливним отвором 4. Шийка 3 забезпечена на своїй зовнішній стінці 5 різзю 6, яка служить для фіксації з геометричним замиканням гвинтової кришки (не показана) з внутрішньою різзю. Видно, що преформа 1 має на переході 15 від тіла 2 до шийки 3 кільцеподібний огинаючий фланець 8, який радіально знаходиться на відстані від бічної поверхні 7 тіла 2. Фланець 8 служить контропорою для гарантійної смужки гвинтової кришки, що відривається, для виготовленої з преформи 1 пластикової ємності або у випадку пляшок для рослинної олії і т. п. - для фіксації внутрішньої частини шарнірної кришки, що звичайно 6 UA 114425 C2 5 10 15 20 25 30 35 40 45 50 55 60 використовується і називається також стопорним кільцем. У зоні між фланцем 8 і різзю 6 шийка 3 має огинальну кільцеву канавку 9, яка обмежена фланцем 8 і заглибленням 10 в зовнішній стінці 7 шийки 3. Кільцева канавка 9 служить для зачеплення звичайних транспортуючих засобів, наприклад, захоплювачів, для транспортування преформи 1. Преформа 1 може бути виконана одно- або багатошаровою. Розглядаються будь-які придатні для відливання під тиском і видувного формування матеріали, наприклад, ПЕТ, ПЕТ-Г, ПЕВД, ПП, ПВХ або наповнені пластики, які можуть бути одержані щонайменше частково з відтворюваної сировини. Переважно преформа 1 виготовлена відливанням під тиском. На фіг. 2 зображена шийка 3 преформи 1 в збільшеному вигляді. Для кращої наглядності відсутня штриховка розрізу. Кільцева канавка, обмежена, з одного боку, фланцем 8, а, з іншого боку, - заглибленням 10 в зовнішній стінці 7 шийки 3, також позначена позицією 9. За рахунок кільцевої канавки 9 на внутрішній стінці 11 шийки 3 виконаний кільцеподібно огинаючий внутрішній заплечик 12, який без піднутрень переходить у внутрішню стінку 13 тіла 2 преформи. Кільцева канавка 9 виконана таким чином, що внутрішній заплечик 12, якщо дивитися в напрямку тіла 2 преформи, проходить перед ним над кільцевою канавкою 9. При цьому внутрішній заплечик 12 проходить паралельно до кільцевої канавки 9. В даному прикладі внутрішній заплечик 12 виконаний у вигляді кільцеподібно огинаючої конічної поверхні, яка утворює з внутрішньою стінкою 11 шийки 3 кут 100-150°. Виконаний у вигляді конічної поверхні внутрішній заплечик 12 може використовуватися при видувному формуванні як герметизуюча поверхня від гирла роздувного сопла. Внутрішній заплечик 12 проходить, в основному, паралельно до зовнішнього заплечика 10. При цьому зовнішній заплечик 10 може бути виконаний ступінчастим. Відповідно ступінчастим може бути виконаний також внутрішній заплечик 12, причому він має щонайменше одну кільцеподібно огинаючу конічну поверхню. Незалежно від контуру зовнішнього заплечика 10 внутрішній заплечик 12 виконаний переважно у вигляді кільцеподібно огинаючої конічної поверхні. Зовнішній заплечик 10 утворює з віссю преформи кут ±10 - ±60°. Шийка 3 преформи 1 має виміряну між витками різі 6 товщину w стінки 0,4-2 мм. Виміряна по дну кільцевої канавки товщина стінки шийки 3 позначена буквою d. Вона відрізняється не більше, ніж на ±50 % від товщини w. Переважно товщина d, в основному, відповідає товщині w або трохи більша неї. Товщина х стінки, виміряна по внутрішньому заплечику 12, який проходить над кільцевою канавкою 9, в основному, відповідає 0,5-1,5-кратній товщині w. Переважно товщина х, в основному, відповідає товщині w. Ділянка тіла 2 преформи, яка прилягає до фланця 8, має товщину b стінки, яка також не більше, ніж на ±50 % відрізняється від товщини w. Доцільно товщина b ділянки тіла 2 преформи, що прилягає до стопорного кільця 7, в основному, відповідає товщині w. Огинальна кільцева канавка 9 має відносно зовнішньої стінки 5 шийки 3 максимальну радіальну глибину t 0,1-1,1 мм, переважно близько 0,8 мм. Виміряна в осьовому напрямку преформи 1 найбільша осьова ширина а становить 0,3-3 мм, переважно близько 1,5 мм. Огинальна кільцева канавка 9 звужується в напрямку свого дна і утворює переважно плавний перехід до зовнішньої стінки 5 шийки 3. Зображена на фіг. 3 в аналогічному фіг. 1 вигляді преформа також позначена позицією 1. Її тіло позначене поз. 2, а шийка, яка прилягає до нього, - позицією 3. Перехід між тілом 2 преформи і шийкою 3 позначений позицією 15 і знаходиться на впаданні приблизно радіально віддаленого фланця 8 в тіло 2. Преформа 1 має центр ваги G, розташований в зоні тіла 2 і віддалений від переходу 15 на відстань s, яка більша 6 мм, переважно більша 9 мм, особливо переважно більша 12 мм. Оскільки преформа 1 являє собою в більшості випадків, в основному, обертально-симетричне тіло, центр ваги G лежить звичайно в зоні позначеної штрихпунктиром подовжньої осі А або середньої осі преформи 1. На фіг. 4 схематично зображена запропонована преформа 1, вставлена в формуючу порожнину 21 формуючого інструмента 20 пристрою для видувного формування. Преформа 1 зображена аналогічно з фіг. 1 в половинному осьовому розрізі. Радіальне виступання виконаного на преформі 1 фланця 8 відносно бічної поверхні 7 її тіла 2 становить 0,5-20 мм. Великий розкид радіального виступання фланця 8 виникає залежно від зовнішньої периферії тіла 2. Що менша зовнішня периферія тіла 2, то більше при заданому діаметрі шийки радіальне виступання фланця 8 відносно зовнішньої стінки 7 тіла 2. Що менший зовнішній діаметр тіла 2, то менша витрата матеріалу навіть при великій товщині стінки тіла 2. Радіального виступання фланця 8 достатньо, щоб преформа 1 при видувному формуванні могла спиратися на формуючий інструмент 20. Тіло 2 преформи знаходиться всередині формуючої порожнини 21 і за допомогою середовища, що подається під надмірним тиском, звичайно повітря, роздувається аксіально і радіально. У той же час тіло 2 розтягується в осьовому напрямку за допомогою 7 UA 114425 C2 5 10 15 20 25 30 35 40 введеного розтягуючого дорна (не показаний). По закінченні процесу розтягування і роздування готова пластикова ємність витягується. Виконана на шийці 3 огинальна кільцева канавка 9 забезпечує зачеплення традиційно виконаних транспортуючих пристроїв, наприклад, захоплювачів, для транспортування преформи 1 і виготовленої з неї пластикової ємності, що визначено на фіг. 4 стрілками 22. На фіг. 5 зображена пластикова ємність, наприклад, пластикова пляшка 31, виготовлена видувним формуванням з виконаної, згідно з винаходом, преформи. Ємність 31 має тулуб 32, закритий дном 30. До тулуба 32 прилягає забезпечена зливним отвором 34 шийка 33, в основному, відповідна шийці преформи, з якої вона виготовлена, яка в більшості випадків більше не змінюється в процесі видувного формування і під час цього процесу виступає з формуючої порожнини. Ємність 31 має центр ваги S, який за рахунок співвідношень маси шийки 3 і тулуба 32 розташований в зоні тулуба 32. Центр ваги S ємності 31 розташований в тулубі 32 таким чином, що уявна перша пряма g, яка перпендикулярна до виконаної на дні 30 поверхні 35 опори і на якій лежить центр ваги S, утворює з уявною другою прямою h, яка визначається заданою в зоні зовнішнього краю дна 30 точкою Т перекидання і центром ваги S, кут δ більше 12°. В іншому варіанті ємності 31 утворений прямими g і h кут δ переважно більше 16°. Нарешті, особливо переважний варіант ємності 31, в якому утворений прямими g і h кут δ більше 20°. У більшості пластикових ємностей пряма g співпадає з подовжньою віссю або середньою віссю ємності 31. Точка Т перекидання, яка лежить на прямій h, звичайно відповідає точці на зовнішній крайовій лінії поверхні 35 опори ємності 31 на основу U, наприклад, поверхня стрічкового транспортера. Це позначено на фіг. 5 штриховою прямою h'. Зрозуміло, що ємність 31 має вздовж своєї поверхні 35 опори на основу U множину точок Т перекидання. Виготовлена із запропонованої преформи ємність може бути виконана, в основному, обертальносиметричною. Її тулуб може мати також відмінний від обертальної симетрії переріз, наприклад, овальний. Таким чином, запропонована преформа для виготовлення пластикових ємностей, зокрема пластикових пляшок, видувним формуванням, має, в основному, довгасте тіло, один подовжній кінець якого виконаний закритим. Своїм протилежним подовжнім кінцем тіло преформи прилягає до забезпеченої зливним отвором шийки, на зовнішній стінці якого виконані кріпильні засоби для фіксації з геометричним замиканням забезпеченої засобами у відповідь зачеплення кришки. Преформа має центр ваги, який розташований в зоні її тіла і знаходиться на відстані від переходу шийки до тіла преформи на відстані більше 6 мм, переважно більше 9 мм, особливо переважно більше 12 мм. Ці умови виникають, зокрема, у преформи без підтримуючого кільця, яка має на переході від свого тіла до шийки кільцеподібно огинаючий щонайменше на окремих ділянках фланець, який радіально виступає за зовнішню стінку тіла преформи. У зоні між фланцем і кріпильними засобами шийка має огинальну кільцеву канавку. Вона обмежена фланцем, а в напрямку кріпильних засобів - зовнішнім заплечиком, який проходить навскоси від дна кільцевої канавки до зовнішньої стінки шийки. Зовнішній заплечик, який проходить навскоси, утворює на внутрішній стінці шийки кільцеподібно огинаючий щонайменше на окремих ділянках внутрішній заплечик, який, якщо дивитися в напрямку тіла преформи, проходить аксіально над кільцевою канавкою і, в основному, будучи вільний від піднутрень, переходить у внутрішню стінку тіла преформи. ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Преформа без підтримуючого кільця для виготовлення пластикових ємностей видувним формуванням, яка має, в основному, довгасте тіло (2), один подовжній кінець якого виконаний закритим, причому своїм протилежним подовжнім кінцем тіло (2) преформи прилягає до забезпеченої зливним отвором (4) шийки (3), на зовнішній стінці (5) якої виконані кріпильні засоби (6) для фіксації з відповідними засобами зачеплення кришки геометричним замиканням, яка відрізняється тим, що на переході (15) від тіла (2) преформи до шийки (3) приформований огинаючий щонайменше на окремих ділянках кільцеподібно фланець (8), який радіально виступає за зовнішню стінку (7) тіла (2) преформи, при цьому в зоні між фланцем (8) і кріпильними засобами (6) шийка (3) має огинальну кільцеву канавку (9), обмежену фланцем (8), а в напрямку кріпильних засобів (6) - зовнішнім заплечиком (10), який проходить навскоси від дна кільцевої канавки (9) до зовнішньої стінки (7) шийки (3) і утворює на внутрішній стінці (11) шийки (3) огинаючий щонайменше на окремих ділянках кільцеподібний внутрішній заплечик (12), який проходить, якщо дивитися в напрямку тіла (2) преформи, аксіально над кільцевою канавкою (9) і переходить у внутрішню стінку (13) тіла (2) преформи, в основному, вільно від піднутрень. 8 UA 114425 C2 5 10 15 20 25 30 35 40 45 50 55 60 2. Преформа за п. 1, яка відрізняється тим, що кільцева канавка (9) має відносно зовнішньої стінки (5) шийки (3) радіальну глибину (t) близько 0,1-1 мм, переважно близько 0,8 мм. 3. Преформа за п. 1 або 2, яка відрізняється тим, що кільцева канавка (9) має найбільшу осьову ширину (а) близько 0,3-3 мм, переважно близько 1,5 мм. 4. Преформа за одним з попередніх пунктів, яка відрізняється тим, що шийка (3) має по дну кільцевої канавки (9) товщину (d) стінки, що відповідає 0,5-1,5 кратній товщині (w) стінки шийки (3) по кріпильних засобах (6). 5. Преформа за п. 4, яка відрізняється тим, що товщина (d) стінки шийки (3) по дну кільцевої канавки (9), в основному, відповідає товщині (w) стінки шийки (3) по кріпильних засобах (6). 6. Преформа за одним з попередніх пунктів, яка відрізняється тим, що виміряна по внутрішньому заплечику (12), який проходить над кільцевою канавкою (9), товщина (х) стінки відповідає 0,5-1,5 кратній товщині (w) стінки шийки (3) по кріпильних засобах (6). 7. Преформа за п. 6, яка відрізняється тим, що виміряна по внутрішньому заплечику (12), який проходить над кільцевою канавкою (9), товщина (х) стінки, в основному, відповідає товщині (w) стінки шийки (3) по кріпильних засобах (6). 8. Преформа за одним з попередніх пунктів, яка відрізняється тим, що ділянка її тіла (2), яка прилягає до фланця (8), має товщину (b) стінки, яка, в основному, відповідає 0,5-1,5-кратній товщині (w) стінки шийки (3) по кріпильних засобах (6). 9. Преформа за п. 8, яка відрізняється тим, що товщина (b) стінки ділянки тіла (2) преформи, яка прилягає до фланця (8), в основному, відповідає товщині (w) стінки шийки (3) по кріпильних засобах (6). 10. Преформа за одним з попередніх пунктів, яка відрізняється тим, що шийка (3) має виміряну по кріпильних засобах (6) товщину (w) стінки близько 0,4-2 мм. 11. Преформа за одним з попередніх пунктів, яка відрізняється тим, що кільцева канавка (9) виконана звуженою від зовнішньої стінки (5) шийки (3) радіально до свого дна. 12. Преформа за одним з попередніх пунктів, яка відрізняється тим, що внутрішній заплечик (12), який проходить над кільцевою канавкою (9), виконаний ступінчастим і має щонайменше одну кільцеподібно огинаючу конічну поверхню. 13. Преформа за одним з пп. 1-12, яка відрізняється тим, що внутрішній заплечик (12), який проходить над кільцевою канавкою (9), виконаний у вигляді єдиної кільцеподібно огинаючої конічної поверхні. 14. Преформа за одним з попередніх пунктів, яка відрізняється тим, що внутрішній заплечик (12) проходить щонайменше на окремих ділянках паралельно до зовнішнього заплечика (10). 15. Преформа за одним з попередніх пунктів, яка відрізняється тим, що зовнішній заплечик (10) має ступінчастий зовнішній контур. 16. Преформа за одним з попередніх пунктів, яка відрізняється тим, що зовнішній заплечик (10) утворює з її віссю кут приблизно 10° - приблизно 60°. 17. Преформа за одним з попередніх пунктів, яка відрізняється тим, що вона виготовлена переважно відливанням під тиском одно- або багатошаровою з матеріалу групи, що складається з ПЕТ, ПЕТ-Г, ПЕВД, ПП, ПС, ПВХ, співполімерів вказаних пластиків, біопластиків, наприклад, ПЕФ, наповнених пластиків і сумішей названих пластиків. 18. Преформа за одним з попередніх пунктів, яка відрізняється тим, що вона призначена для виготовлення пластикових пляшок. 19. Спосіб виготовлення пластикової ємності двоступеневим способом видувного формування, при якому спочатку в окремому процесі виготовляють преформу (1) за одним з попередніх пунктів, а потім окремо за часом і/або просторово преформу (1) видувним формуванням деформують в пластикову ємність. 20. Спосіб за п. 19, призначений для виготовлення пластикових пляшок. 21. Пластикова ємність виготовлена способом видувного формування з преформи (1) за одним з пп. 1-18. 22. Ємність за п. 21, що має шийку (33) зі зливним отвором (34) і закритий дном тулуб (32), яка відрізняється тим, що ємність (31) має центр ваги (S), розташований в тулубі (32) таким чином, що уявна перша пряма (g), яка перпендикулярна до виконаної в дні поверхні (35) опори і на якій лежить центр ваги (S), утворює з другою прямою (h), яка визначається заданою в зоні зовнішнього краю дна ємності точкою (Т) перекидання і центром ваги (S), кут (δ) більше 12°. 23. Ємність за п. 22, яка відрізняється тим, що утворений прямими (g, h) кут (δ) більше 16°. 24. Ємність за п. 22, яка відрізняється тим, що утворений прямими (g, h) кут (δ) більше 20°. 25. Ємність за одним з пп. 21-24, яка відрізняється тим, що її тулуб має відмінний від кругової форми переріз. 26. Ємність за п. 25, яка відрізняється тим, що її тулуб має овальний переріз. 9 UA 114425 C2 27. Ємність за будь-яким з пп. 21-26, що представляє собою пластикову пляшку. 28. Ємність за будь-яким з пп. 21-27, виготовлена способом двоступеневого видувного формування. 10 UA 114425 C2 11 UA 114425 C2 Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Назва патенту англійськоюPreform for producing plastic containers in a stretch blow moulding process
Автори англійськоюSiegl, Robert
Автори російськоюЗигль Роберт
МПК / Мітки
МПК: B29B 11/14, B29C 49/06, B29K 27/06, B29B 11/06, B65D 41/04, B29K 67/00
Мітки: формуванням, ємностей, преформа, видувним, пластикових, виготовлення
Код посилання
<a href="https://ua.patents.su/14-114425-preforma-dlya-vigotovlennya-plastikovikh-ehmnostejj-viduvnim-formuvannyam.html" target="_blank" rel="follow" title="База патентів України">Преформа для виготовлення пластикових ємностей видувним формуванням</a>
Преформа для виробництва пластикових ємностей способом двоетапного формування з роздуванням і витягуванням і пластикова ємність
Номер патенту: 106407
Опубліковано: 26.08.2014
Автор: Зігль Роберт
МПК: B29C 49/06, B29C 49/64, B29B 11/12, B29B 11/08, B29C 49/12, B29B 11/10, B29B 11/14
Мітки: пластикових, формування, роздуванням, пластикова, ємностей, двоетапного, ємність, витягуванням, способом, виробництва, преформа
Формула / Реферат:
1. Преформа (1) для виробництва пластикових ємностей способом двоетапного формування з роздуванням і витягуванням, з видовженим корпусом (2) преформи, один подовжній кінець якої ущільнений основою (3) преформи, а до її іншого подовжнього кінця прикріплена горлова ділянка (4) з нарізними сегментами (5) або аналогічними позитивними виступами, яка відрізняється тим, що виготовлена з пластику, що використовується в способі формування з...
Композиція для ємностей та преформа або ємність
Номер патенту: 81055
Опубліковано: 26.11.2007
Автори: Мехта Санджай, Хуанг Ксіаоян, Скіралді Дейвід А., Ліу Чженгуо
МПК: C08K 3/10, C08K 3/18, C08K 3/22, B29D 23/00, B29D 22/00, C08K 3/30, C08L 33/00, C08K 5/00, C08K 3/08
Мітки: композиція, ємностей, ємність, преформа
Формула / Реферат:
1. Композиція для ємностей, що включає поліефір, від 1 до 10 мас. % частково ароматичного поліаміду, від 0,1 до 2,0 мол. % співполіефіру, що містить сульфонат металу, і від 20 до 500 частин на мільйон солі кобальту.2. Композиція за п. 1, де частково ароматичний поліамід містить мета-ксилілен.3. Композиція за п. 2, де мета-ксиліленовий поліамід є мета-ксиліленадипамідом.4. Композиція за п. 1, де частково ароматичний...
Інтегральна двошарова преформа для виготовлення “балонів в контейнері”, процес її виготовлення, інструмент типу обичайки осердя, призначений для виготовлення преформи, апарат для виготовлення преформи, формован
Номер патенту: 96624
Опубліковано: 25.11.2011
Автори: Ван Хове Сара, Пеірсман Деніел, Верпоортен Руді
МПК: B65D 25/14, B29C 49/22, B65D 77/06, B29C 45/16, B29C 49/06, B29B 11/14
Мітки: інструмент, балонів, осердя, призначений, типу, преформа, виготовлення, формован, процес, контейнері, преформи, апарат, обичайки, двошарова, інтегральна
Формула / Реферат:
1. Інтегральна двошарова преформа для виготовлення "балонів в контейнері", що формуються роздувом як одне ціле, яка містить:внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в будь-яку точку поверхні поділу цих двох шарів;...
Преформа і складена прес-форма для виготовлення преформи
Номер патенту: 97153
Опубліковано: 10.01.2012
Автори: Вітц Жан-Крістоф, Сіґлер Лоран Крістель, Дірлінґ Брюс Клайв
МПК: B29C 49/48, B29C 49/02
Мітки: виготовлення, складена, прес-форма, преформа, преформи
Формула / Реферат:
1. Преформа (300, 400, 900, 1100), призначена для подальшого видувного формування, яка містить: горловинну частину (302, 402, 902, 1102);ливникову частину (306, 406, 906, 1106) ; ікорпусну частину (304, 404, 904, 1104), розташовану між горловинною частиною (302, 402, 902, 1102) і ливниковою частиною (306, 406, 906, 1106);ливникова частина (306, 406, 906, 1106) зв'язана конусоподібною формою, яка вибирається таким...
Сформований роздувом як єдине ціле “балон в контейнері”, що включає внутрішній та зовнішній шари, який містить поглинаючі енергію добавки, преформа для його виготовлення і процес для його виготовлення
Номер патенту: 95670
Опубліковано: 25.08.2011
Автори: Пеірсман Деніел, Ван Хове Сара, Верпоортен Руді
МПК: B65D 25/14, B65D 77/06, B29C 35/08, B29B 11/14, B29C 49/06, B29C 49/22
Мітки: єдине, поглинаючі, контейнері, балон, добавки, роздувом, ціле, сформований, включає, преформа, внутрішній, процес, зовнішній, енергію, виготовлення, містить, шарі
Формула / Реферат:
1. Преформа для формування роздувом "балона в контейнері", яка містить:внутрішній шар і зовнішній шар, з яких після формування роздувом отримується двошаровий контейнер, внутрішній шар якого від'єднується від зовнішнього шару після введення газу в якусь точку поверхні поділу між двома шарами; іщонайменше один з внутрішнього і зовнішнього шарів включає принаймні одну добавку, яка дозволяє внутрішньому і зовнішньому...
Попередній патент: Стабілізована водна композиція водоосвітлювача і способи її використання
Наступний патент: Вантажний люк літального апарата
Випадковий патент: Спосіб розмірної обробки отворів електричною дугою