Інтегральна двошарова преформа для виготовлення “балонів в контейнері”, процес її виготовлення, інструмент типу обичайки осердя, призначений для виготовлення преформи, апарат для виготовлення преформи, формован
Номер патенту: 96624
Опубліковано: 25.11.2011
Автори: Ван Хове Сара, Пеірсман Деніел, Верпоортен Руді

Формула / Реферат
1. Інтегральна двошарова преформа для виготовлення "балонів в контейнері", що формуються роздувом як одне ціле, яка містить:
внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в будь-яку точку поверхні поділу цих двох шарів; і
температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару.
2. Преформа за п. 1, яка відрізняється тим, що щонайменше один з внутрішнього і зовнішнього шарів являє собою частково кристалічний матеріал.
3. Преформа за п. 1, яка відрізняється тим, що внутрішній і зовнішній шари складаються з різних матеріалів.
4. Преформа за п. 1, яка відрізняється тим, що внутрішній і зовнішній шари складаються з того самого матеріалу.
5. Преформа за п. 1, яка відрізняється тим, що внутрішній і зовнішній шари складаються з матеріалу, вибраного з PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), РА (поліамід), РР (поліпропілен), РЕ (поліетилен), HDPE (поліетилен високої щільності), EVOH (співполімер етилену і вінілового спирту), PGAc (полігліколь ацетат), PLA (полімолочна кислота), а також їх співполімерів або сумішей.
6. Преформа за п. 1, яка відрізняється тим, що щонайменше одна точка поверхні поділу є вентиляційним каналом у формі клина з широкою стороною на рівні його отвору, який стає все тоншим у міру проникнення глибше в посудину, доки внутрішній і зовнішній шари не зустрічаються з утворенням поверхні поділу.
7. Преформа за п. 6, яка відрізняється тим, що передбачений більше ніж один вентиляційний канал по краю горловини преформи.
8. Преформа за п. 1, яка відрізняється тим, що внутрішній і зовнішній шари з'єднуються поверхнею поділу суттєво по всій внутрішній поверхні зовнішнього шару.
9. Преформа за п. 1, яка відрізняється тим, що внутрішній і зовнішній шари фіксуються один до одного за допомогою засобів механічного блокування, розміщених на ділянці шийки преформи.
10. Процес виготовлення, який включає наступні послідовні етапи:
лиття під тиском внутрішнього шару на осердя;
лиття під тиском зовнішнього шару на внутрішній шар і
знімання сформованої у такий спосіб преформи з осердя,
з можливістю отримання преформи, що містить:
внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в якусь точку поверхні поділу цих двох шарів;
причому температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару.
11. Процес за пунктом 10, який відрізняється тим, що вказане осердя передбачає формування вентиляційних каналів для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою.
12. Інструмент типу обичайки осердя, який призначений для виготовлення преформи, що містить:
внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в якусь точку поверхні поділу цих двох шарів,
причому температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару;
і який містить стрижневу ливарну форму, основа якої оснащена щонайменше одним штифтом, призначеним для формування вентиляційного каналу на поверхні поділу між першим і другим шарами вказаної преформи.
13. Інструмент за пунктом 12, який відрізняється тим, що містить більше одного штифтів, розміщених по периметру основи осердя.
14. Інструмент за пунктом 12, який відрізняється тим, що штифти мають клиноподібну форму.
15. Апарат для виготовлення преформи, який містить:
опорні елементи, оснащені щонайменше двома подібними пуансонами;
щонайменше першу і другу оболонкові негативні форми, кожна з яких сполучена з екструдером, так що перша оболонкова форма розрахована на отримання внутрішнього шару, а друга оболонкова форма - на отримання зовнішнього шару поверх внутрішнього;
щонайменше одну необов'язкову позицію для видалення преформи і
засоби для переміщення опорних елементів таким чином, щоб кожне осердя розміщувалось послідовно навпроти першої оболонкової форми, другої оболонкової форми і, необов'язково, позиції для видалення преформи,
при цьому апарат виготовлений з можливістю отримання преформи, що містить:
внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в якусь точку поверхні поділу цих двох шарів,
причому температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару.
16. Апарат за пунктом 15, який відрізняється тим, що вказані засоби для переміщення опорних елементів надають лінійного руху опорним елементам.
17. Апарат за пунктом 15, який відрізняється тим, що вказані засоби для переміщення опорних елементів надають ротаційного руху опорним елементам.
18. Формований роздувом як одне ціле "балон в контейнері", придатний для видачі рідини, що міститься у внутрішньому балоні, шляхом стискання цього балона під контролем тиску у просторі між внутрішнім балоном і зовнішнім контейнером, при цьому "балон в контейнері" виготовлений з використанням преформи, отриманої формуванням роздувом, який містить:
внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в якусь точку поверхні поділу цих двох шарів,
причому температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару.
Текст
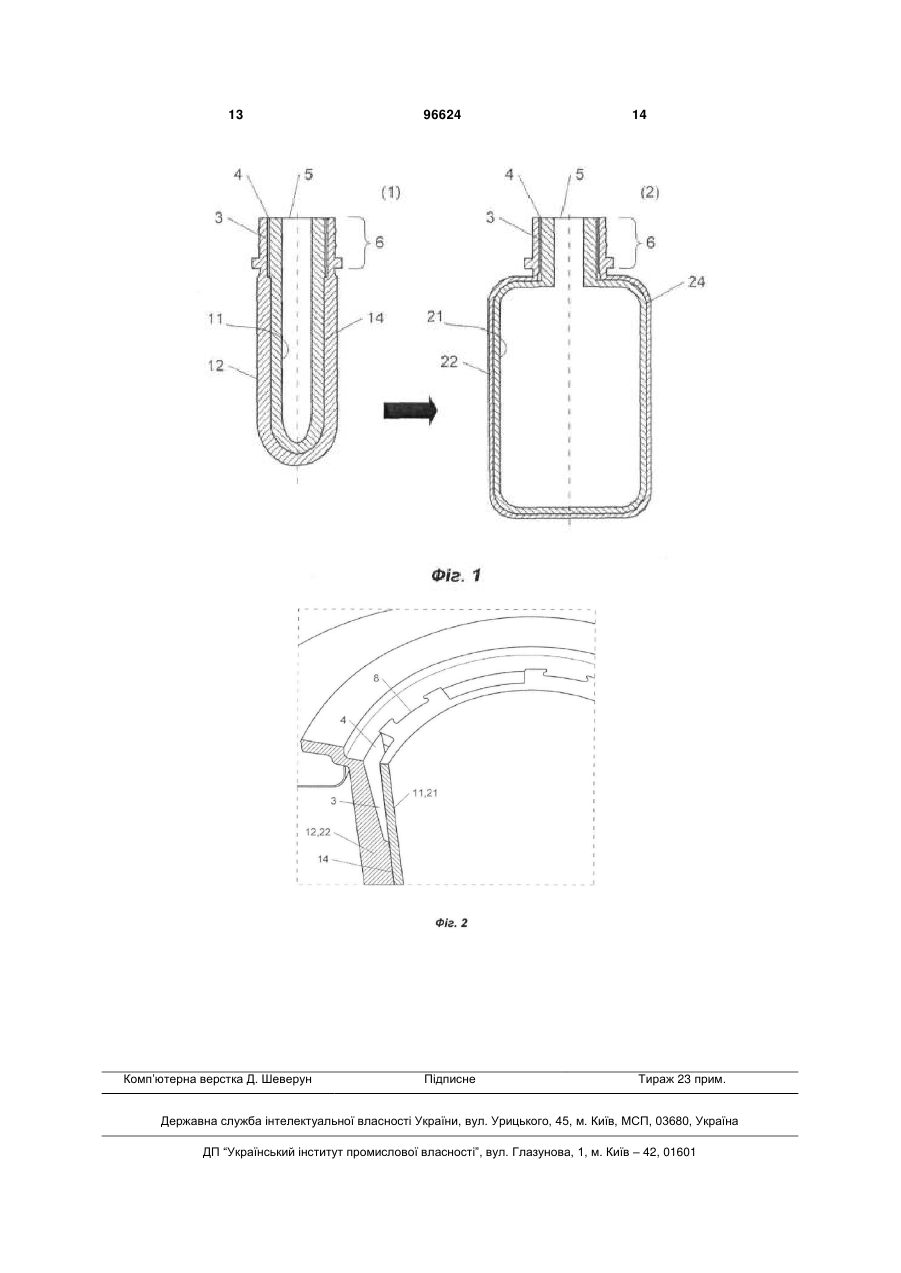
1. Інтегральна двошарова преформа для виготовлення "балонів в контейнері", що формуються роздувом як одне ціле, яка містить: внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в будь-яку точку поверхні поділу цих двох шарів; і температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару. 2. Преформа за п. 1, яка відрізняється тим, що щонайменше один з внутрішнього і зовнішнього шарів являє собою частково кристалічний матеріал. 3. Преформа за п. 1, яка відрізняється тим, що внутрішній і зовнішній шари складаються з різних матеріалів. 4. Преформа за п. 1, яка відрізняється тим, що внутрішній і зовнішній шари складаються з того самого матеріалу. 2 (19) 1 3 96624 4 чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в якусь точку поверхні поділу цих двох шарів; причому температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару. 11. Процес за пунктом 10, який відрізняється тим, що вказане осердя передбачає формування вентиляційних каналів для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою. 12. Інструмент типу обичайки осердя, який призначений для виготовлення преформи, що містить: внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в якусь точку поверхні поділу цих двох шарів, причому температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару; і який містить стрижневу ливарну форму, основа якої оснащена щонайменше одним штифтом, призначеним для формування вентиляційного каналу на поверхні поділу між першим і другим шарами вказаної преформи. 13. Інструмент за пунктом 12, який відрізняється тим, що містить більше одного штифтів, розміщених по периметру основи осердя. 14. Інструмент за пунктом 12, який відрізняється тим, що штифти мають клиноподібну форму. 15. Апарат для виготовлення преформи, який містить: опорні елементи, оснащені щонайменше двома подібними пуансонами; щонайменше першу і другу оболонкові негативні форми, кожна з яких сполучена з екструдером, так що перша оболонкова форма розрахована на отримання внутрішнього шару, а друга оболонкова форма - на отримання зовнішнього шару поверх внутрішнього; щонайменше одну необов'язкову позицію для видалення преформи і засоби для переміщення опорних елементів таким чином, щоб кожне осердя розміщувалось послідовно навпроти першої оболонкової форми, другої оболонкової форми і, необов'язково, позиції для видалення преформи, при цьому апарат виготовлений з можливістю отримання преформи, що містить: внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в якусь точку поверхні поділу цих двох шарів, причому температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару. 16. Апарат за пунктом 15, який відрізняється тим, що вказані засоби для переміщення опорних елементів надають лінійного руху опорним елементам. 17. Апарат за пунктом 15, який відрізняється тим, що вказані засоби для переміщення опорних елементів надають ротаційного руху опорним елементам. 18. Формований роздувом як одне ціле "балон в контейнері", придатний для видачі рідини, що міститься у внутрішньому балоні, шляхом стискання цього балона під контролем тиску у просторі між внутрішнім балоном і зовнішнім контейнером, при цьому "балон в контейнері" виготовлений з використанням преформи, отриманої формуванням роздувом, який містить: внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в якусь точку поверхні поділу цих двох шарів, причому температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару. Даний винахід загалом стосується нових розробок в галузі формування балонів (м'яких резервуарів) у тарі і, зокрема, інтегральних двошарових преформ, які є особливо ефективними для виготовлення формованих роздувом як одне ціле балонів у контейнері. «Балон в контейнері», який також може називатись «балон в пляшці» чи «балон у коробці» в залежності від геометрії зовнішньої посудини, - всі ці терміни входять в значення «балон в контейнері» і стосуються родини упаковок для роздачі рідини, які містять зовнішній контейнер з отвором для сполучення з атмосферою, горловину і внутрішній балон, здатний зминатись, з'єднаний з контейнером і отвором для сполучення з атмосферою на ділянці вказаної горловини. Така система повинна включати щонайменше один вентиляційний канал для рідинного сполучення з атмосферою простору між внутрішнім балоном і зовнішнім контейнером, що необхідно для контролю тиску в цьому простору, стискання внутрішнього балону і видачі рідини, яка в ньому міститься. Традиційно, «балон а контейнері» виготовлявся і все ще виготовляється шляхом незалежного виготовлення внутрішнього балону, оснащеного спеціальним вузлом для закривання шийки, і структуро утворюючого контейнеру (звичайно у вигляді пляшки). Такий балон вводиться в отвір повністю сформованої пляшки і фіксується до неї за допомогою вузла для закривання шийки, який включає один отвір до внутрішнього простору балона і вентиляційні канали для вільного сполучення простору між внутрішнім балоном і зовнішнім контейнером з атмосферою. Приклади таких конструкцій 5 можна знайти, між іншим, в патентах США №№ 3484011, 3450254, 4330066 і 4892230. Ці види «балонів в контейнерах» мають ту перевагу, що їх можна використовувати багаторазово, але вони є дуже дорогими і трудомісткими у виготовленні. В останній час розробки фокусувались на виготовленні «балонів в контейнерах» шляхом їх формування роздувом як єдиного цілого, що дозволяє уникнути трудомісткого етапу введення балону в контейнер. Для цього за допомогою полімерної преформи з кількох шарів формують роздувом контейнер, який включає внутрішній шар і зовнішній шар, адгезія між якими є досить слабкою і які легко роз'єднуються при введенні газу в простір між ними. Такий «внутрішній шар» і «зовнішній шар» кожний можуть складатись з одного шару чи з кількох шарів, але в будь-якому випадку їх можна легко ідентифікувати, принаймні після роз'єднання. Описана технологія пов'язана з численними проблемами, і було запропоновано багато альтернативних технічних рішень. Багатошарова преформа може бути отримана екструзією чи литтям під тиском (порівняйте патент США №6238201, патент Японії №А11010719, патент Японії №А9208688, патент США № 6649121) Якщо перший спосіб забезпечує перевагу з точки зору продуктивності, то другому віддають перевагу, коли потрібна точна товщина стінки, що є типовою вимогою до контейнерів для розливу пива. Преформи для виготовлення «балонів в контейнерах» шляхом їх формування роздувом як єдиного цілого чітко відрізняються від преформ для виготовлення формуванням роздувом шаруватих контейнерів, як описано, наприклад, в патенті ЕР1547768, де різні шари не повинні роз'єднуватись у товщі шарів. «Балон в контейнері» складається із зовнішньої структуроутворюючої оболонки, яка містить гнучкий балон, здатний зминатись. Звідси виходить, що зовнішній шар має бути суттєво товщим, ніж внутрішній балон. Таке саме співвідношення можна звичайно знайти також у преформі, де внутрішній шар є суттєво більш тонким, ніж зовнішній шар. Більш того, в певних випадках преформа вже включає вентиляційні канали яких ніколи не було в преформах для виготовлення шаруватих контейнерів (порівняйте ЕРА1356915). Формування вентиляційних каналів для рідинного сполучення простору між балоном і пляшкою з атмосферою, залишається критичним етапом у виготовленні «балонів в контейнерах» формуванням роздувом як єдиного цілого, і було запропоновано кілька рішень цієї проблеми (дивись, наприклад, патент США №5301838, патент США №5407629, патент Японії №А8001761, ЕРА1356915, патент США №6649121, патент Японії №А10180853) Однією значною проблемою у виготовленні «балонів в контейнерах» формуванням роздувом як єдиного цілого є вибір матеріалів для внутрішнього і зовнішнього шарів, який вимагає врахування строгих критеріїв сумісності з точки зору обробки, з одного боку, і несумісності з точки зору 96624 6 адгезії, з іншого боку. Ці критерії деколи буває важко задовольнити в комбінації. Преформа звичайно складається з двох окремих преформ, які виготовляються незалежно одна від одної, а потім внутрішню преформу вставляють у зовнішню преформу, як показано в патенті Японії №А10180853 або в публікації WO91/08099. Таке рішення дає велику свободу в дизайні шийки і вентиляційних каналів, а також у виборі матеріалів для внутрішнього і зовнішнього шарів сумісність з точки зору обробки між матеріалами внутрішнього і зовнішнього шарів стосується тільки операції формування роздувом. Однак такий підхід є дорогим,оскільки він вимагає двох окремих технолопчних ліній і складальної лінії. Заміна вищеописаної преформи, що передбачає складання, інтегральною преформою, отриманою литтям під тиском одного шару поверх іншого, забезпечує низку потенційних переваг з точки зору витрат виробництва. Однак виникають інші проблеми, які потребують вирішення. Зокрема, вибір матеріалів для внутрішнього і зовнішнього шарів стає більш складним, оскільки вони повинні бути сумісними як з точки зору процесу лиття під тиском, так і з точки зору процесу формування роздувом. У патенті США №5301838 описана складна, отримувана литтям під тиском, п'ятишарова, інтегральна преформа, яка складається з трьох шарів з PET (поліетилену терефталату), перекладених двома тонкими шарами з матеріалу, вибраного з групи, що містить EVOH (сополімер етилену і вінілового спирту), РР (поліпропілен), РЕ (поліетилен), РА6 (поліамід-6). Таке рішення, однак, є досить складним і вимагає, щоб матеріал тонких шарів мав «невелику, якщо взагалі якусь, афінність (тобто тенденцію хімічно зв'язуватись чи прикріплятись) до суміжних шарів [PET]», що надмірно обмежує вибір матеріалів, які можуть бути використані. В ЕРА1356915 і в патенті США №6649121 пропонується вибирати матеріали для внутрішнього і зовнішнього шарів преформи таким чином, щоб температура плавлення зовнішнього шару була вищою, ніж температура плавлення внутрішнього шару, Тп, зовн. > Т п, внутр, щоб між шарами не формувався міцний зв'язок, коли внутрішній шар виливається під тиском на зовнішній шар, який було сформовано першим у порожнині форми також питтям під тиском. Приклади матеріалів для зовнішнього шару, наведені авторами, включають поліетилен терефталат та сополімер етилену і вінілового спирту, тоді як поліетилен наводився як приклад матеріалу для внутрішнього шару. З вищесказаного можна зробити той висновок, що відчувається потреба а нових технічних рішеннях щодо виготовлення інтегральних преформ з матеріалів, сумісних з точки зору технології, як лиття під тиском, так і формування роздувом, і отримання «балонів в контейнерах» з поліпшеними властивостями щодо роз'єднання шарів. Даний винахід визначається в незалежних пунктах формули винаходу, що додаються. Кращі варіанти здійснення винаходу визначаються в залежних пунктах формули винаходу. Конкретно, даний винахід стосується Інтегральної преформи з 7 двох шарів і «балону в контейнері», який виготовляється формуванням роздувом з використанням такої преформи. Преформа включає внутрішній шар і зовнішній шар, і з неї роздувом формується контейнер з двох шарів. Отриманий таким чином внутрішній шар вказаного контейнеру відділяється від отриманого таким чином зовнішнього шару після введення газу в якусь точку на поверхні поділу цих двох шарів Температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару. Переважно, преформа містить щонайменше один вентиляційний канал, який проходить паралельно поверхні поділу між внутрішнім і зовнішнім шарами, і отвір для сполучення з атмосферою в місці, суміжному до горловини преформи, орієнтований коаксіально до горловини. Даний винахід стосується також процесу виготовлення преформи, як її визначено вище, який включає наступні послідовні етапи: - Формування литтям під тиском внутрішнього шару на осерді; - Формування литтям під тиском зовнішнього шару на внутрішньому шарі; - Знімання сформованої таким чином преформи з осердя; при цьому температура плавлення внутрішнього шару вища чи така сама, як температура плавлення зовнішнього шару. Вищеописаний процес переважно здійснюється для виготовлення вказаної преформи, що містить щонайменше один вентиляційний канал з поверхні поділу, з використанням інструменту типу обичайки осердя, який характеризується тим, що включає стрижневу ливарну форму, основа якої має щонайменше один штифт, переважно клиноподібної форми, призначений для формування вентиляційного каналу на поверхні поділу між першим і другим шарами вказаної преформи. Даний винахід стосується також апарату для виготовлення преформи, як її визначено вище, який включає: - опорні елементи, оснащені щонайменше двома подібними осердями (стрижнями): - щонайменше першу і другу оболонкові форми (матриці), кожна з яких сполучена з екструдером, причому перша оболонкова форма призначена для отримання в комбінації з осердям внутрішнього шару, а друга оболонкова форма для отримання зовнішнього шару поверх внутрішнього; - факультативно, щонайменше одне місце для видалення; - засоби для переміщення опорних елементів таким чином, щоб кожне осердя могло послідовно розміщуватись навпроти першої оболонкової форми, другої оболонкової форми і, факультативно, місця для видалення. Фіг. 1 - це схематичне зображення поперечного розрізу преформи і «балона в контейнері», отриманого після формування роздувом. Фіг. 2 - вигляд ділянки горловини і шийки преформи або «балону в контейнері» в перспективі у відповідності з кращим варіантом здійснення даного винаходу. З посиланням на Фіг. 1 і Фіг. 2, що приклада 96624 8 ються, далі описується виготовлений як одне ціле формуванням роздувом «балон в контейнері», а також преформа (1) і (1') для його виготовлення. Преформа (1) містить внутрішній шар (11) і зовнішній шар (12). з'єднані щонайменше на рівні ділянки шийки (6) поверхнею поділу (показана на правому боці). Ділянка між внутрішнім і зовнішнім шарами (11) і (12) може являти собою або поверхню поділу (14), де обидва шари суттєво контактують один з одним, або зазор (14'), який має рідинне сполучення щонайменше одним вентиляційним каналом (3) з атмосферою в (4). Описано багато геометричних форм вентиляційних каналів, і не так важливо, яку геометрію обрати. Краще, однак, щоб вентиляційний канал розміщувався суміжно до горловини (5) преформи і був орієнтований коаксіально горловині, як показано на Фіг. 1. Ще краще, щоб вентиляційні канали мали клиноподібну форму з широкою стороною на рівні отвору (4) преформи і ставали тим тоншими, чим глибше проникають в посудину, аж поки два шари не зустрінуться, утворюючи поверхню поділу (14) щонайменше на рівні ділянки шийки, як показано на Фіг. 2. Така геометрія забезпечує більш ефективне і відтворюване від'єднання внутрішнього балону після користування «балоном в контейнері». Контейнер може мати один чи кілька вентиляційних каналів, рівномірно розподілених по краю горловини «балону в контейнері». Краще, коли є кілька вентиляційних каналів, оскільки це забезпечує більш рівномірне роз'єднання поверхні поділу між внутрішнім і зовнішнім шарами (21) і (22) «балону в контейнері» (2) при вдуванні газу під тиском через вказані вентиляційні канали. Переважно, преформу оснащують двома вентиляційними каналами, розміщеними діаметрально протилежно по краю горловини посудини. Краще мати три, а найкраще щонайменше чотири вентиляційні канали, рівномірно розміщені по краю горловини. Преформа за цим винаходом являє собою інтегральну преформу, отриману литтям під тиском одного шару поверх другого шару. Таке технічне рішення забезпечує низку переваг над збірними преформами. Наприклад, вона не потребує етапу складання, І для ії виготовлення достатньо всього однієї виробничої позиції, тоді як збірна преформа потребує щонайменше дві позиції. Кращими матеріалами для шарів преформи і «балону в контейнері» за цим винаходом є поліефіри, такі як PET (поліетилен терефталат), PEN (поліетилен нафталат), РТТ (політриметилен терефталат), PTN (політриметилен нафталат); поліаміди, такі як РА6, РА66, РА11, РА12; поліолефіни, такі як РЕ, РР, EVON (дивись вище); полімери, що піддаються біологічному розкладанню, такі як полігліколь ацетат (PGAc), полімолочна кислота (PLA); а також їх сополімери і суміші. Вимога до вибору матеріалів внутрішнього і зовнішнього шарів згідно з цим винаходом полягає в тому, щоб температура плавлення зовнішнього шару була нижчою, ніж температура плавлення внутрішнього шару, Тп, зовн. Тп, внутр. Ця умова є повною протилежністю тій вимозі, яку ставили ЕРА1356915 і патент США №6649121. Це розходження з відомими технічними рішеннями обумовлене відкриттям, втіленим у 9 даному винаході, яке полягає в тому, що інтегральну преформу можна ефективно виготовляти при наступній послідовності етапів: - лиття під тиском спочатку внутрішнього шару на осердя; - наступне лиття під тиском зовнішнього шару на внутрішній шар; і - знімання сформованої таким чином преформи з осердя. Такий підхід є більш виграшним, ніж запропонований в ЕРА1356915 і патенті США №6649121, з наступних міркувань. Як вже говорилось в огляді рівня техніки, «балон в контейнері» має містити щонайменше один вентиляційний канал з поверхні поділу для сполучення з атмосферою цієї поверхні подіну між внутрішнім і зовнішнім шарами. У галузі виготовлення контейнерів для розливу рідин збірні (тобто не сформовані роздувом як єдине ціле) «балони в контейнері», використовувані дотепер, традиційно і з практичних причин оснащались вентиляційними каналами, розміщеними суміжно до горловини «балону в контейнері» і орієнтованими коаксіально до неї. Для того, щоб поступово замінити традиційні збірні «балони в контейнерах» такими, що сформовані роздувом як єдине ціле, а також для того, щоб споживач мав можливість зберегти той самий пристрій для встановлення «балону в контейнері», переважно залишене таке саме розміщення вентиляційних каналів. Процес за цим винаходом дозволяє виготовляти інтегральні преформи з вентиляційними каналами, які забезпечують рідинне сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою, за умови використання відповідного інструменту. Цей інструмент належить до типу обичайка осердя і включає стрижневу ливарну форму, на основі якої передбачений щонайменше один штифт для формування вентиляційного каналу на поверхні поділу між першим і другим шарами преформи. Осердя може мати один штифт, але переважно встановлюється більше ніж один штифт, щоб мати кілька вентиляційних отворів по краю горловини контейнеру. Ці штифти переважно мають клиноподібну форму, що, з одного боку, забезпечує переваги, про які вже йшлося, а з іншого боку забезпечує більш легке видалення сформованої інтегральної преформи з ливарного стрижня (осердя). Розміри штифтів залежать від розміру «балону в контейнері» і, зокрема, його горловини і краю. Для типового побутового дозатору напоїв ємністю біля 56 літрів штифти мають висоту від приблизно 5 до 75 мм, переважно від 5 до 50 мм, а найкраще від 10 до 20 мм, а їх основа, яка формує отвір вентиляційного каналу, переважно має дугоподібну форму і довжину від 3 до 15 мм, краще від 5 до 10 мм при ширині від 0,5 до 5 мм, краще від 0,5 до 2 мм. Переважно, інтегральна преформа за цим винаходом включає засоби (8) механічного блокування для фіксації внутрішнього шару по відношенню до зовнішнього. Це забезпечує більш легке і безпечне користування преформою і полегшує видалення преформи з осердя ливарної форми. Преформу за цим винаходом можна виготовляти напівбезперервно на апараті, який включає: 96624 10 - опорні елементи, оснащені щонайменше двома подібними осердями (стрижнями) переважно такого типу, як описаний вище, - щонайменше першу і другу оболонкові форми (матриці), кожна з яких сполучена з екструдером, причому перша оболонкова форма призначена для отримання в комбінації з осердям внутрішнього шару, а друга оболонкова форма для отримання зовнішнього шару поверх внутрішнього; - факультативно, щонайменше одну позицію для видалення; - засоби для переміщення опорних елементів таким чином, щоб кожне осердя могло послідовно розміщуватись навпроти першої оболонкової форми, другої оболонкової форми і, факультативно, позиції для видалення. Апарат за цим винаходом може включати окрему позицію для видалення преформи, наприклад для забезпечення її подальшого охолодження перед видаленням. Якщо ж преформа видаляється після формування другого шару і відкриття ливарної форми, то можна обійтися без такої позиції. Засоби для переміщення опорних елементів від однієї оболонкової форми до іншої і, факультативно, до позиції для видалення преформи можуть бути лінійними з використанням «човника» або ротаційними з використанням «каруселі». Два шари (11) і (12) преформи за цим винаходом з'єднуються поверхнею поділу (14) суттєво по всій внутрішній поверхні зовнішнього шару. Хоча внутрішній і зовнішній шари преформи можуть злипатись по цій поверхні поділу (14), внутрішній і зовнішній шари (21) і (22) «балону в контейнері» (2), виготовленого формуванням роздувом преформи (1), легко роз'єднуються після введення стисненого газу в якійсь точці поверхні поділу. Загалом вважається, що кращі результати досягаються тоді, коли щонайменше один з внутрішнього і зовнішнього шарів являє собою частково кристалічний полімер. Нами було встановлено, що відмінних результатів щодо роз'єднання внутрішнього і зовнішнього шарів «балону в контейнері» можна досягти також в разі інтегральних преформ, коли обидва ці шари складаються з одного і того ж матеріалу. Це суперечить існуючим поглядам щодо вибору матеріалів внутрішнього і зовнішнього шарів, які, цитуючи патент Японії №А2005047172, мають виготовлятись з «синтетичних смол, що не склеюються між собою». Нами було показано, що відмінні «балони в контейнері» можуть формуватись роздувом як єдине ціле при використанні для внутрішнього і зовнішнього шарів одного і того ж матеріалу. Відповідно, згідно до даного винаходу, температура плавлення внутрішнього шару може бути такою самою, як і температура плавлення зовнішнього шару. Той самий полімер може передбачатись для контакту з будь-якого боку поверхні поділу між внутрішнім і зовнішнім шарами в наступних випадках: - внутрішній і зовнішній шари складаються з однакового матеріалу (наприклад, поліетилену терефталату (PET), незалежно від класу PET, який 11 використано для внутрішнього і зовнішнього шарів, або - внутрішній і зовнішній шари складаються з суміші чи сополімеру, що мають принаймні один спільний полімер, за умови, що цей спільний полімер знаходиться на поверхні поділу, тоді як відмінний полімер суттєво відсутній на цій поверхні (наприклад, 0,85 PET + 0,15 РА6 для внутрішнього шару і 0,8 PET + 0,2 РЕ для зовнішнього). Присутність в якомусь шарі добавок в невеликих кількостях не вважається підставою для того, щоб вважати матеріал відмінним, оскільки вони суттєво не змінюють поверхню поділу. «Балон в контейнері» (2) за цим винаходом можна виготовити шляхом забезпечення преформи, як ЇЇ описано вище; доведення вказаної преформи до температури формування роздувом; фіксації нагрітої до потрібної температури преформи на рівні ділянки шийки за допомогою фіксуючих засобів в інструменті для формування роздувом; і формуванням роздувом нагрітої преформи для отримання «балону в контейнері». Внутрішній і зовнішній шари (21) і (22) отриманого у такий спосіб «балону в контейнері» з'єднуються один з одним поверхнею розподілу (24) по суттєво всій внутрішній поверхні зовнішнього шару. Вказана поверхня поділу (24) має рідинне сполучення з атмосферою через вентиляційні канали (3), які зберігали свою початкову геометрію впродовж всього процесу формування роздувом, оскільки ділянка шийки преформи, де розміщуються вентиляційні канали, жорстко утримується засобами для фіксації і не розтягується під час роздуву. Суттєво важливим є те, щоб роз'єднання поверхні поділу (24) між внутрішнім і зовнішнім шарами (21) і (22) було стабільним і відтворюваним, коли через вентиляційні канали вводиться стиснений газ. Успіх вказаної операції залежить від низки параметрів, зокрема від сили зчеплення на поверхні поділу, кількості, геометрії і розміщення вентиляційних каналів, а також від тиску газу, який вводиться. Звичайно, ключовою проблемою є сила зчеплення, яку можна модулювати як шляхом вибору матеріалу для внутрішнього і зовнішнього шарів, так і параметрами процесу під час формування роздувом. Використовуване вікно тискучасу-температури має, звичайно, першорядне значення і сильно залежить від матеріалу, обраного для внутрішнього і зовнішнього шарів. Перед литтям під тиском зовнішнього шару на внутрішній шар на зовнішню поверхню внутрішнього шару може бути нанесений агент для роз'єднання. Цей агент розміщується на поверхні поділу і полегшує роз'єднання внутрішнього і зовнішнього шарів. Може бути використаний будьякий агент для роз'єднання, що є на ринку, підходить до матеріалу, використаного для преформи, і 96624 12 витримує температуру роздуву, наприклад агент на основі силікону чи ПТФЕ (наприклад, Freekote), Застосування агенту для роз'єднання є особливо корисним з точки зору можливості поліпшення конструкції внутрішнього шару. Дійсно, зменшення сили зчеплення на поверхні поділу полегшує від'єднання внутрішнього шару від зовнішнього і, відповідно, зменшує зусилля, яке діє на внутрішній шар під час роз'єднання. Завдяки цьому можна конструювати внутрішній шар дуже тонким і гнучким без ризику його пошкодження при роз'єднанні. Очевидно, гнучкість внутрішнього шару є ключовим параметром для видачі порцій рідини. Більш того, дуже тонкий внутрішній шар дозволяє зекономити на матеріальних витратах. Преформу за даним винаходом було виготовлено шляхом інжекції розплаву в порожнину першої форми, охолоджену для формування внутрішнього шару преформи. Осердя з внутрішнім шаром на ньому перемістили до другої порожнини, охолодженої до такої самої температури, що й перша порожнина, і інжектували розплав поверх внутрішнього шару на осерді, після чого сформовану таким чином преформу видалили. Вона включала вентиляційні канали (3) і засоби фіксації (8), як показано на Фіг. 2. Преформу, виготовлену як описано вище, нагріли в печі, що містить ряд інфрачервоних ламп, а потім зафіксували у формі для формування роздувом, стінки якої підтримували при бажаній температурі. У преформу вдули повітря під тиском. Отриманий у такий спосіб «балон в контейнері» було наповнено рідиною і приєднано до пристрою для дозованої видачі напоїв, оснащеного джерелом стисненого повітря, для того, щоб визначити тиск, необхідний для роз'єднання внутрішнього і зовнішнього шарів Тиск роз'єднання було визначено наступним чином. Вентиляційні канали поверхні поділу «балону в контейнері» сполучили з джерелом стисненого повітря. Повітря під постійним тиском подавали через ці вентиляційні канали і спостерігали за поверхнею поділу між внутрішнім і зовнішнім шарами; тиск підвищували ступінчасто, доки не було досягнуто тиску роз'єднання. Тиск роз'єднання визначається як тиск, при якому внутрішній балон відділяється від зовнішнього шару по всій поверхні їх поділу і сплющується, Поверхні роз'єднаних у такий спосіб шарів були обстежені щодо слідів зчеплення. Тиск роз'єднання для вищеописаного «балону в контейнері» становив біля 05±0,1 бар надмірного тиску і асоціювався з невеликою кількістю слідів адгезивного руйнування між внутрішнім і зовнішнім шарами. Цей приклад демонструє, що інтегральні преформи за цим винаходом забезпечують виготовлення «балонів в контейнері» відмінної якості. 13 Комп’ютерна верстка Д. Шеверун 96624 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюIntegral two-layer preform for production of integrally blow-molded bag-in-container, process for its manufacturing, tool of core cowling type designed for manufacturing preform, apparatus for manufacturing preform bag-in-container
Автори англійськоюvan Hove, Sarah, Peirsman, Daniel, Verpoorten, Rudi
Назва патенту російськоюИнтегральная двухслойная преформа для изготовления «баллонов в контейнере», процесс ее изготовления, инструмент типа обечайки сердечника, предназначенный для изготовления преформы, сформированный раздувом в виде одного целого, «баллон в контейнере»
Автори російськоюван Ховэ Сара, Пеирсман Дениэл, Верпоортен Руди
МПК / Мітки
МПК: B65D 77/06, B29C 45/16, B65D 25/14, B29C 49/06, B29B 11/14, B29C 49/22
Мітки: контейнері, двошарова, процес, типу, обичайки, формован, призначений, преформа, інструмент, апарат, осердя, виготовлення, преформи, балонів, інтегральна
Код посилання
<a href="https://ua.patents.su/7-96624-integralna-dvosharova-preforma-dlya-vigotovlennya-baloniv-v-kontejjneri-proces-vigotovlennya-instrument-tipu-obichajjki-oserdya-priznachenijj-dlya-vigotovlennya-preformi-aparat-dly.html" target="_blank" rel="follow" title="База патентів України">Інтегральна двошарова преформа для виготовлення “балонів в контейнері”, процес її виготовлення, інструмент типу обичайки осердя, призначений для виготовлення преформи, апарат для виготовлення преформи, формован</a>
Сформований роздувом як єдине ціле “балон в контейнері”, що включає внутрішній та зовнішній шари, який містить поглинаючі енергію добавки, преформа для його виготовлення і процес для його виготовлення
Номер патенту: 95670
Опубліковано: 25.08.2011
Автори: Пеірсман Деніел, Ван Хове Сара, Верпоортен Руді
МПК: B29C 35/08, B29B 11/14, B65D 25/14, B29C 49/22, B65D 77/06, B29C 49/06
Мітки: роздувом, шарі, внутрішній, енергію, виготовлення, преформа, єдине, балон, добавки, зовнішній, поглинаючі, контейнері, містить, включає, процес, ціле, сформований
Формула / Реферат:
1. Преформа для формування роздувом "балона в контейнері", яка містить:внутрішній шар і зовнішній шар, з яких після формування роздувом отримується двошаровий контейнер, внутрішній шар якого від'єднується від зовнішнього шару після введення газу в якусь точку поверхні поділу між двома шарами; іщонайменше один з внутрішнього і зовнішнього шарів включає принаймні одну добавку, яка дозволяє внутрішньому і зовнішньому...
Сформований роздувом як єдине ціле “балон в контейнері”, що має точку механічної фіксації балона; процес його виготовлення та інструмент для цього
Номер патенту: 95669
Опубліковано: 25.08.2011
Автори: Пеірсман Деніел, Ван Хове Сара, Верпоортен Руді
МПК: B65D 77/06, B29C 49/22, B65D 25/14, B29B 11/14, B29C 49/06
Мітки: інструмент, виготовлення, ціле, цього, фіксації, процес, сформований, точку, має, балона, роздувом, контейнері, механічної, балон, єдине
Формула / Реферат:
1. Сформований роздувом як єдине ціле "балон в контейнері", виготовлений з використанням отриманої литтям під тиском багатошарової преформи, що містить:внутрішній шар, що утворює балон, зовнішній шар, що утворює контейнер;єдиний отвір, горловину, для рідинного сполучення об'єму, визначеного балоном, з атмосферою; іщонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між...
Сформований роздувом як одне ціле “балон в контейнері”, що має вентиляційні канали поверхні поділу, відкриті в атмосферу в місці, суміжному з горловиною балона; преформа для його виготовлення; і процеси для виг
Номер патенту: 96019
Опубліковано: 26.09.2011
Автори: Ван Хове Сара, Верпоортен Руді, Пеірсман Деніел
МПК: B29C 49/22, B65D 77/06, B29B 11/14, B29C 35/08, B65D 25/14, B29C 49/06
Мітки: балона, поверхні, балон, має, контейнері, ціле, відкриті, одне, процесі, горловиною, вентиляційні, роздувом, атмосферу, виг, каналі, місці, виготовлення, поділу, преформа, суміжному, сформований
Формула / Реферат:
1. Сформований роздувом як єдине ціле "балон в контейнері" (2), що включає: внутрішній шар, який утворює балон, зовнішній шар, який утворює контейнер, і горловину для рідинного сполучення об'єму, що визначається балоном, з атмосферою, причому вказаний контейнер має щонайменше один вентиляційний канал поверхні поділу для рідинного сполучення поверхні поділу між внутрішнім і зовнішнім шарами з атмосферою;вказаний щонайменше...
Інструмент для закатки горловин балонів
Номер патенту: 30609
Опубліковано: 15.04.2003
Автори: Щіпіцин Вадим Михайлович, Іванов Анатолій Іванович, Хаустов Георгій Йосипович, Макатьора Володимир Сергійович, Ігнатенко Генадій Анатолійович
МПК: B21D 41/00, B21D 51/16
Мітки: закатки, горловин, балонів, інструмент
Формула / Реферат:
Інструмент для закатки горловин балонів у вигляді поворотної основи, на робочій поверхні якої розташовані формувальна частина та калібрувальна частина, що має циліндричну поверхню, який відрізняється тим, що формувальна частина виконана у вигляді частини увігнутої кульової поверхні з радіусом, який дорівнює 1,3-1,4 радіуса заготовки, обмеженої спряженими лініями переходу, які утворені перерізом кульової поверхні площиною, паралельною основі ,...
Інструмент для закатки горловин балонів
Номер патенту: 67340
Опубліковано: 15.06.2004
Автори: Сергєєв Віктор Володимирович, Іванов Анатолій Іванович, Білецький Володимир Никифорович, Макатьора Володимир Сергійович
МПК: B21D 51/16, B21D 41/00
Мітки: горловин, інструмент, балонів, закатки
Формула / Реферат:
Інструмент для закатки горловин балонів, що складається з поворотної основи, на робочій поверхні якої розміщені формувальна і підпираюча ділянки, який відрізняється тим, що на робочій поверхні інструмента виконана калібруюча горловину ділянка, сполучена з підпираючою ділянкою, а зона робочої поверхні всіх ділянок інструмента, що обмежує їх по ширині, утворена площиною, перпендикулярною основі інструмента і паралельною його подовжній осі, при...
Попередній патент: Поглинальний апарат автозчепного пристрою залізничного транспортного засобу
Наступний патент: Повітророзподільник
Випадковий патент: Хірургічна голка