Пристосування для виготовлення резинових форм
Формула / Реферат
1. Пристосування для виготовлення резинових форм, яке складається із прямокутного корпусу із прямокутною заливальною наскрізною порожниною, дна і кришки, виконаних у вигляді окремих пласких пластин, який відрізняється тим, що корпус виконаний із кількох прямокутних рамок, однакових у поперечному перерізі та різних за висотою, виконаних з можливістю встановлення одна на одній і жорсткого з’єднання між собою, причому пристосування оснащене наборами пересувних перемичок для розташування у заливальній порожнині корпусу.
2. Пристосування для виготовлення резинових форм за п. 1, який відрізняється тим, що висота перемичок у наборі відповідає висоті рамок, із яких складається корпус.
3. Пристосування для виготовлення резинових форм за п. 1, який відрізняється тим, що у наборі пересувних перемичок є перемички із довжиною, яка дорівнює довжині або ширині заливальної порожнини у корпусі.
4. Пристосування для виготовлення гумових форм за п. 1, який відрізняється тим, що торці кожної перемички виконані з односторонніми або двосторонніми загостреними виступами, які стикуються з формуючими сторонами цієї перемички під скругленим прямим кутом, перемички виконані з довжиною, яка забезпечує щільне прилягання торцевих поверхонь перемичок до стінок заливальної порожнини корпусу або до формуючих сторін інших перемичок.
5. Пристосування для виготовлення резинових форм за п. 1, який відрізняється тим, що перемички виконані набірними, причому довжина кожної набірної перемички визначається набором частин, із яких вона складається.
6. Пристосування для виготовлення резинових форм за п. 1, який відрізняється тим, що кожна рамка у пристосуванні оснащена дном і кришкою у вигляді двох пласких пластин, причому пластини містять на краях фіксуючі центруючі елементи, а на верхніх і нижніх торцях кожної рамки виконані отвори для розміщення у них фіксуючих елементів.
7. Пристосування для виготовлення резинових форм за п. 1, який відрізняється тим, що на внутрішніх сторонах пласких пластин розташовані канали для виводу залишкового матеріалу за межі корпусу.
Текст
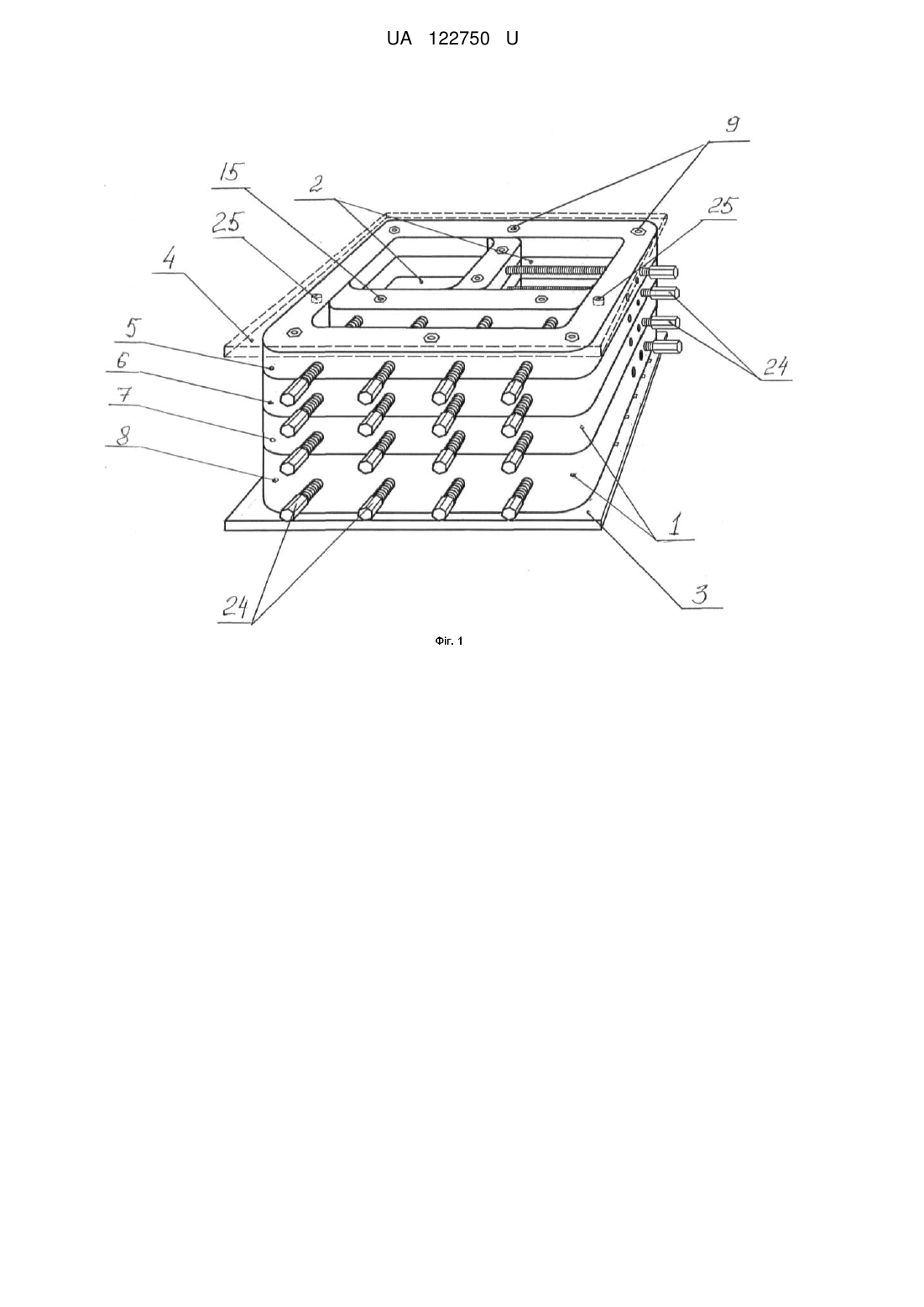
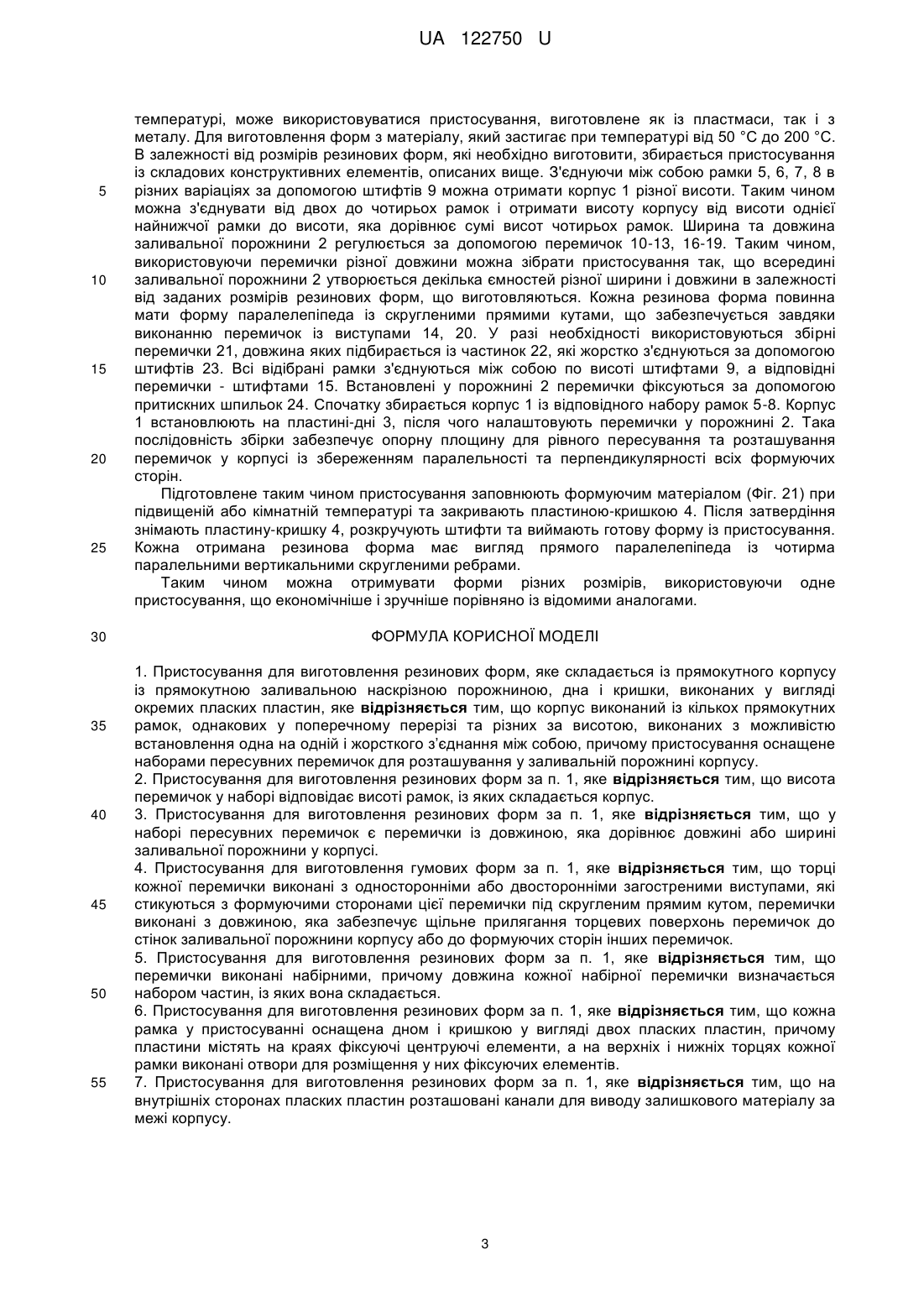
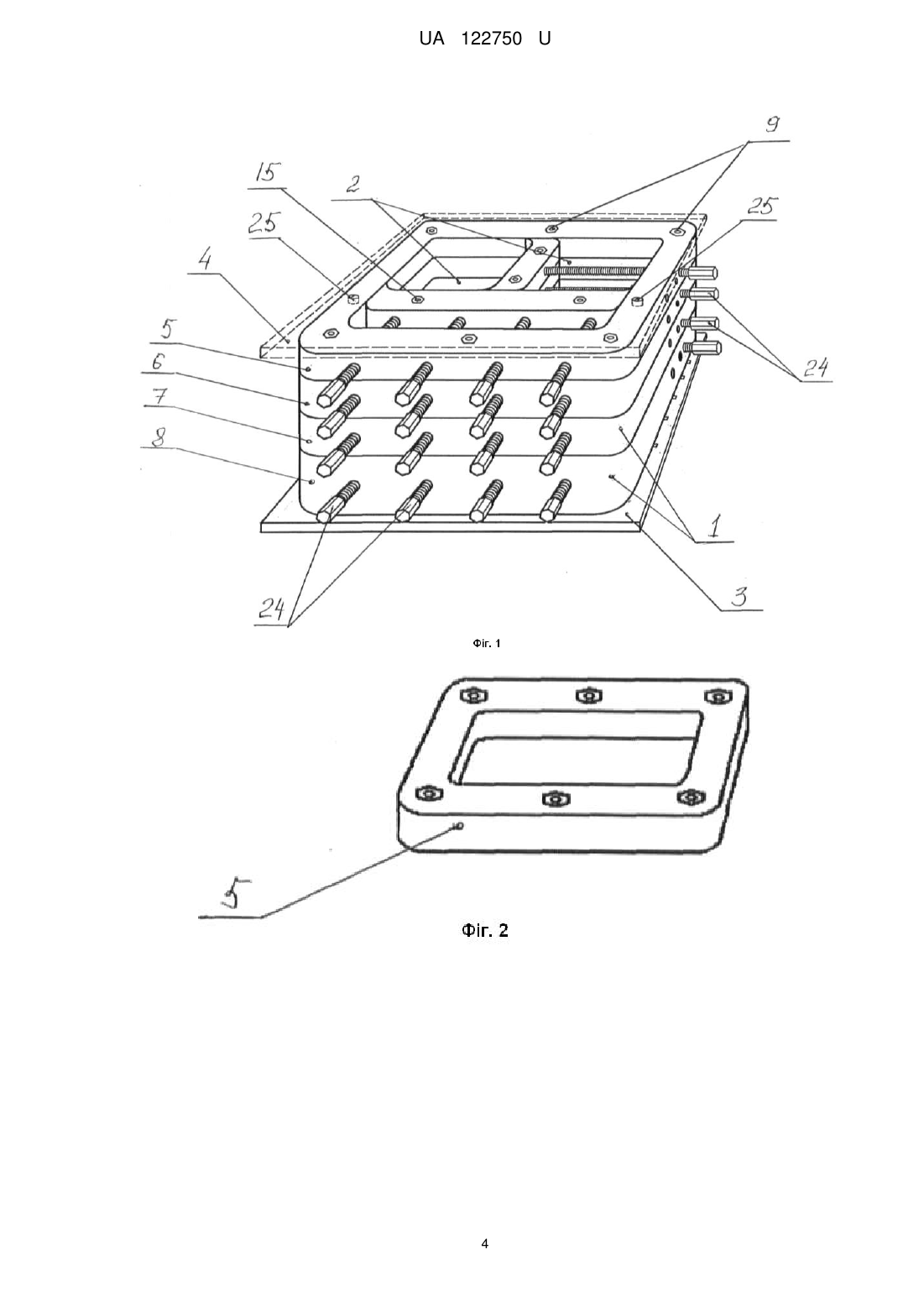
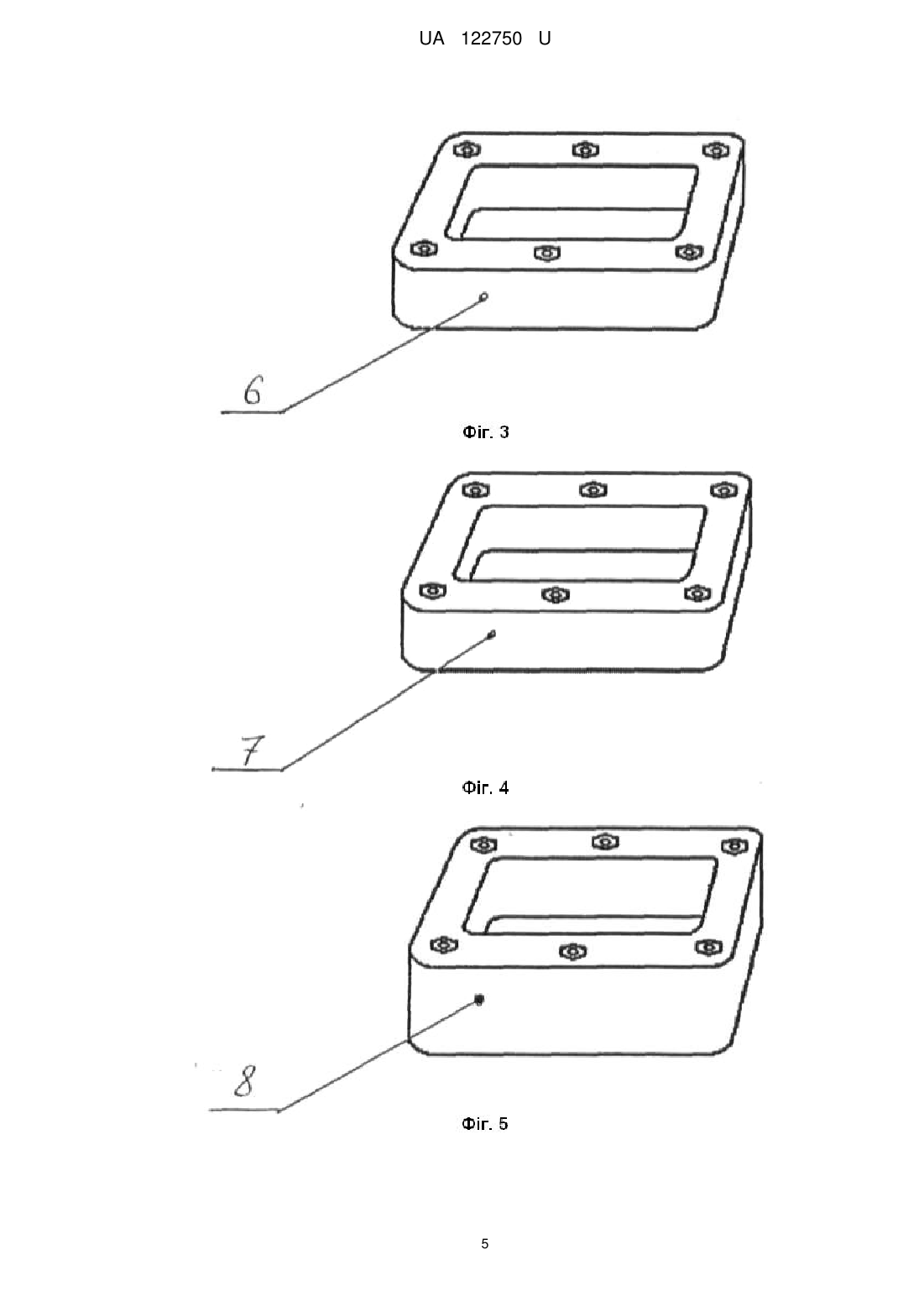
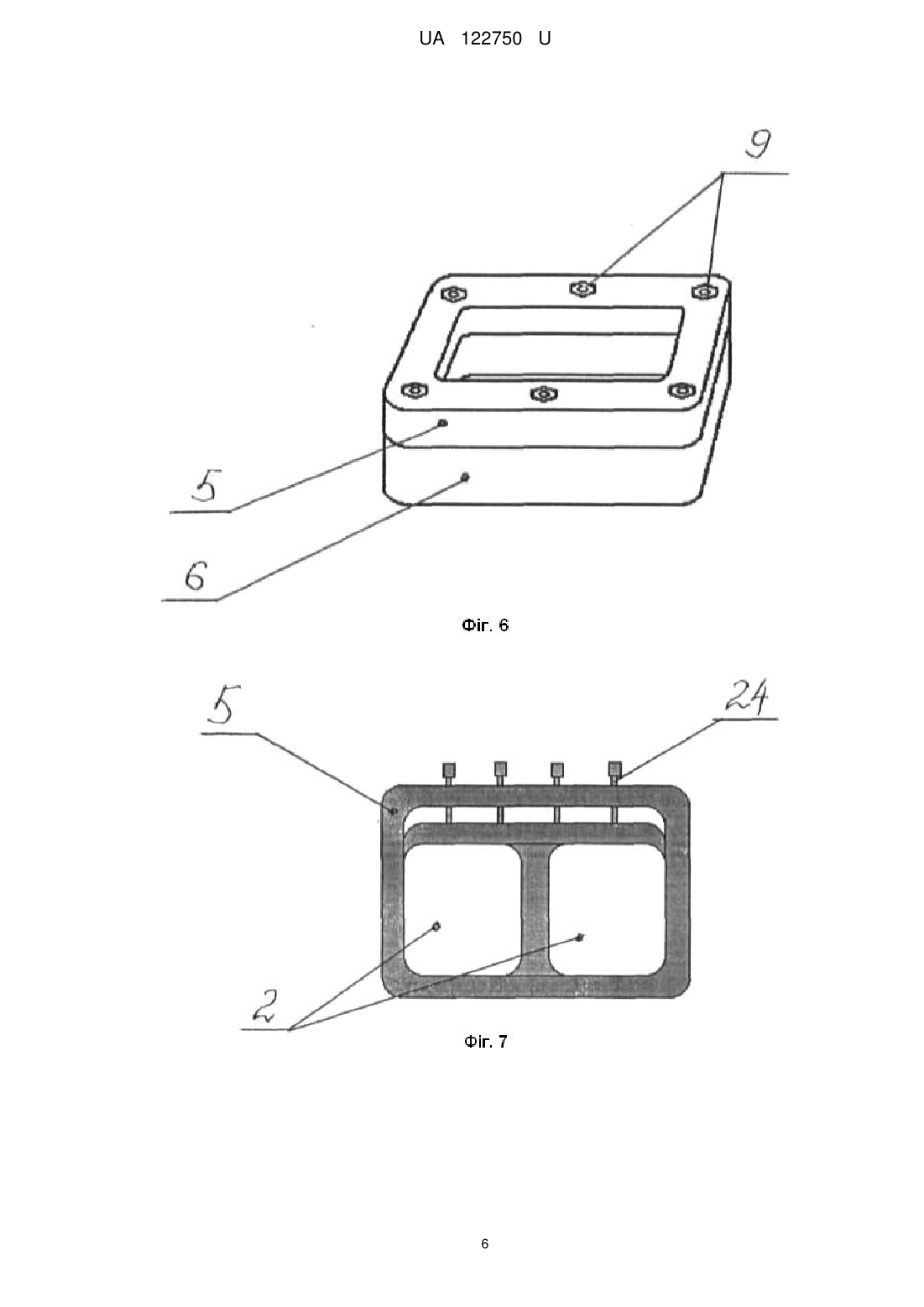
Реферат: UA 122750 U UA 122750 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технологічних процесів формування резинових форм, які можуть бути використані для виготовлення різних деталей, дрібних скульптурних та ювелірних форм. Відома оснастка для виготовлення резинових накладок для оснастки балок підлоги [патент РФ на корисну модель № 87385, опубл. 10.10.2009], яка містить корпус, сердечник, центруючі елементи, які утворюють заливальну порожнину. Корпус виконаний із плит, чотири з яких виконані з формоутворюючими каналами, а дві торцеві центруючі стінки виконані з центруючими елементами у вигляді профілю по контуру центруючої стінки, виступу, отвору. Такий пристрій не підходить для виготовлення невеликих кубічних або паралелепіпедоподібних резинових форм, які використовуються для формування дрібних деталей. Найбільш близьким до запропонованої корисної моделі є пристосування для виготовлення резинових форм, яке складається із прямокутного корпусу із прямокутною заливальною наскрізною порожниною, дна і кришки, виконаних у вигляді окремих пласких пластин [http://www.ruta.nj/doc/5c088a4e-f916-cf20-9614-447a0471a2de/]. До недоліків цього пристосування належать вузькі функціональні можливості, адже розміри та інші характеристики зовнішнього вигляду резинових форм, що виготовляються, обмежені незмінними розмірами внутрішньої порожнини корпусу. В основу запропонованої корисної моделі поставлено задачу розширити функціональні можливості пристосування за рахунок створення можливості для оперативного налаштування і корегування всіх основних розмірів заливальної порожнини пристосування. Поставлена задача вирішується тим, що у пристосуванні для виготовлення резинових форм, яке складається із прямокутного корпусу із прямокутною заливальною наскрізною порожниною, дна і кришки, виконаних у вигляді окремих пласких пластин, згідно з запропонованим рішенням, корпус виконаний із кількох прямокутних рамок, однакових у поперечному перерізі та різних за висотою, виконаних з можливістю встановлення одна на одній і жорсткого з'єднання між собою, причому пристосування оснащене наборами пересувних перемичок для розташування у заливочній порожнині корпусу. При цьому висота перемичок у наборі відповідає висоті рамок, із яких складається корпус. У наборі пересувних перемичок є перемички із довжиною, яка дорівнює довжині або ширині заливальної порожнини у корпусі. Торці кожної перемички виконані з односторонніми або двосторонніми загостреними виступами, які стикуються з формуючими сторонами цієї перемички під скругленим прямим кутом, перемички виконані з довжиною, яка забезпечує щільне прилягання торцевих поверхонь перемичок до стінок заливальної порожнини корпусу або до формуючих сторін інших перемичок. Перемички можуть бути виконані набірними, причому довжина кожної набірної перемички визначається набором частин, із яких вона складається. Кожна рамка у пристосуванні оснащена дном і кришкою у вигляді двох пласких пластин, причому пластини містять на краях фіксуючі центруючі елементи, а на верхніх і нижніх торцях кожної рамки виконані отвори для розміщення у них фіксуючих елементів. Крім того, на внутрішніх сторонах пласких пластин розташовані канали для виводу залишкового матеріалу за межі корпусу. Така конструкція забезпечує широкі можливості для варіації розмірами резинових форм, що виготовляються. Об'єм матеріалу для виготовлення такого пристосування набагато менший, ніж об'єм матеріалу, необхідний для виготовлення пристосувань-аналогів кожного розміру окремо. Завдяки центруючим елементам на краях пластин і центруючим отворам на нижній і верхній стороні рамок забезпечується стикування дна і кришки з контурами рамок та задане розміщення відвідних каналів з максимальною точністю. Вихід залишків формуючого матеріалу за межі пристрою через відвідні канали допомагає запобігти деформації та зберегти цілісність пристосування. Наявність дна і кришки для кожної рамки дозволяє розширити функціональні можливості пристрою, оскільки всі рамки можуть використовуватися як самостійні пристосування, незалежні одне від одного. Запропонована корисна модель пояснюється кресленнями. На Фіг. 1 представлене пристосування, зібране із чотирьох рамок. На Фіг. 2, 3, 4, 5 представлені чотири прямокутні рамки різної висоти, з яких збирається пристосування, показане на Фіг. 1. На Фіг. 6 показано як із двох рамок різної висоти (більш низької рамки (Фіг. 2) і більш високої рамки (Фіг. 3) збирається запропоноване пристосування у одному із найпростіших варіантів без використання внутрішніх перемичок. 1 UA 122750 U 5 10 15 20 25 30 35 40 45 50 55 60 На Фіг. 7, 8, 9 представлений вигляд зверху різних варіантів збірки запропонованого пристосування. У кожному з цих варіантів утворені внутрішні ємності різних розмірів за рахунок використання різних пересувних перемичок та різного взаємного розташування останніх. На Фіг. 10, 11, 12, 13 представлені чотири пересувні перемички з односторонніми загостреними виступами, однакові за формою і різні за висотою. На Фіг. 14 представлений набір перемичок з односторонніми виступами, представлених на Фіг. 10, 11, 12, 13. Всі перемички складені і зафіксовані штифтами одна на одній по висоті таким чином, що утворюють одну високу перемичку. Висота цієї перемички (Фіг. 14) дорівнює висоті пристосування, показаного на Фіг. 1, яке складене із чотирьох рамок. На Фіг. 15, 16, 17, 18 представлені чотири пересувні перемички з двосторонніми загостреними виступами, однакові за формою і різні за висотою. На Фіг. 19 представлений складений набір перемичок з двосторонніми виступами, представлених на Фіг. 15, 16, 17, 18. Всі перемички складені і зафіксовані штифтами одна на одній по висоті таким чином, що утворюють одну високу перемичку. Висота цієї перемички (Фіг. 19) дорівнює висоті пристосування, показаного на Фіг. 1, яке складене із чотирьох рамок. На Фіг. 20 представлена набірна перемичка. На Фіг. 21 представлене запропоноване пристосування, яке містить одну рамку по висоті та дві пересувні перемички всередині, рамка розташована на дні, яке має вигляд пласкої пластини, а над рамкою розташована кришка, яка також має вигляд пласкої пластини. На Фіг 21 пристосування показане під час процесу заповнення його формуючим матеріалом. Пристосування для виготовлення резинових форм складається із прямокутного корпусу 1 із прямокутною заливальною наскрізною порожниною 2, дна 3 і кришки 4 (див. Фіг. 1 - корпус складається із 4-х рамок; Фіг. 21 - корпус складається тільки із одної рамки). Рамки 5, 6, 7, 8 однакові у поперечному перерізі та різні за висотою (див. Фіг. 2, 3, 4, 5). При збірці рамки встановлюються одна на одній і жорстко з'єднуються між собою за допомогою штифтів з гайками 9 (див. Фіг. 6 - з'єднання двох рамок 5 і 6). Пристосування оснащене наборами пересувних перемичок 10-13, 16-19, за допомогою яких у заливальній порожнині 2 можна створювати різні за конфігурацією і розмірами прямокутні ємності (див. Фіг. 7, 8, 9). На Фіг. 10, 11, 12, 13 показані перемички 10, 11, 12, 13, з односторонніми загостреними виступами 14, причому висота кожної перемички відповідає висоті відповідної рамки 5, 6, 7, 8, а довжина перемичок 10, 11, 12, 13 дорівнює довжині або ширині заливальної порожнини 2, або менше вказаних розмірів. Зовнішні сторони односторонніх виступів 14 виконані з можливістю щільного прилягання до внутрішніх стінок корпусу 1. При збірці по висоті перемички від двох і більше перемичок 10-13 встановлюються одна на одній і фіксуються за допомогою штифтів 15 (Фіг. 14). На Фіг. 15, 16, 17, 18 представлений перемички 16, 17, 18, 19 з двосторонніми загостреними виступами 20. Висота кожної перемички 16, 17, 18, 19 дорівнює висоті відповідної рамки 5, 6, 7, 8. Краї кожної перемички 16-19 виконані з двосторонніми загостреними виступами 20, зовнішні сторони яких виконані з можливістю щільного прилягання до внутрішніх стінок корпусу 1. Довжина перемичок 16-19 може відповідати довжині або ширині заливальної порожнини 2, а може бути менше в залежності від заданих варіацій розмірів резинових форм, що виготовляються. Перемички 16-19 за необхідності з'єднуються по висоті штифтами з гайками 15 з утворенням збірної високої перемички (Фіг. 19). Якщо у внутрішній порожнині пристосування, складеного із чотирьох рамок 5, 6, 7, 8 необхідно утворити кілька ємностей, використовуються збірні по висоті перемички, показані на Фіг. 14, 19, які складені по висоті і зафіксовані штифтами 15. Висота збірних перемичок (Фіг. 14, 19) дорівнює висоті пристосування, показаного на Фіг. 1, яке складене із чотирьох рамок. Перемички можуть бути виконані набірними, як перемичка 21 (Фіг. 20), причому довжина кожної набірної перемички 21 визначається набором частин 22, із яких вона складається. Частини 22 набірних перемичок 21 з'єднані між собою штифтами 23. 24 - притискні шпильки для фіксації перемичок у порожнині 2 корпусу 1. Кількість рамок, перемичок, довжина перемичок та довжина частинок збірних перемичок можуть змінюватися та варіюватися в залежності від вимог до конкретної конструкції пристосування. Крім того, за одним з варіантів виконання кожна рамка може бути оснащена окремими дном і кришкою, що надає можливість одночасно працювати з двома-трьома пристосуваннями, використовуючи для кожного окремі дно і кришку. Всі пластини дна і кришки містять на краях фіксуючі центруючі елементи 25, на верхніх і нижніх торцях кожної рамки виконані отвори для розміщення у них фіксуючих елементів, а на внутрішніх сторонах пласких пластин розташовані канали для виводу залишкового матеріалу за межі корпусу, (на кресленнях не показано). Запропоноване пристосування може використовуватися для виготовлення резинових форм із різних матеріалів. Так, для виготовлення форм із матеріалу, що застигає при кімнатній 2 UA 122750 U 5 10 15 20 25 30 35 40 45 50 55 температурі, може використовуватися пристосування, виготовлене як із пластмаси, так і з металу. Для виготовлення форм з матеріалу, який застигає при температурі від 50 °C до 200 °C. В залежності від розмірів резинових форм, які необхідно виготовити, збирається пристосування із складових конструктивних елементів, описаних вище. З'єднуючи між собою рамки 5, 6, 7, 8 в різних варіаціях за допомогою штифтів 9 можна отримати корпус 1 різної висоти. Таким чином можна з'єднувати від двох до чотирьох рамок і отримати висоту корпусу від висоти однієї найнижчої рамки до висоти, яка дорівнює сумі висот чотирьох рамок. Ширина та довжина заливальної порожнини 2 регулюється за допомогою перемичок 10-13, 16-19. Таким чином, використовуючи перемички різної довжини можна зібрати пристосування так, що всередині заливальної порожнини 2 утворюється декілька ємностей різної ширини і довжини в залежності від заданих розмірів резинових форм, що виготовляються. Кожна резинова форма повинна мати форму паралелепіпеда із скругленими прямими кутами, що забезпечується завдяки виконанню перемичок із виступами 14, 20. У разі необхідності використовуються збірні перемички 21, довжина яких підбирається із частинок 22, які жорстко з'єднуються за допомогою штифтів 23. Всі відібрані рамки з'єднуються між собою по висоті штифтами 9, а відповідні перемички - штифтами 15. Встановлені у порожнині 2 перемички фіксуються за допомогою притискних шпильок 24. Спочатку збирається корпус 1 із відповідного набору рамок 5-8. Корпус 1 встановлюють на пластині-дні 3, після чого налаштовують перемички у порожнині 2. Така послідовність збірки забезпечує опорну площину для рівного пересування та розташування перемичок у корпусі із збереженням паралельності та перпендикулярності всіх формуючих сторін. Підготовлене таким чином пристосування заповнюють формуючим матеріалом (Фіг. 21) при підвищеній або кімнатній температурі та закривають пластиною-кришкою 4. Після затвердіння знімають пластину-кришку 4, розкручують штифти та виймають готову форму із пристосування. Кожна отримана резинова форма має вигляд прямого паралелепіпеда із чотирма паралельними вертикальними скругленими ребрами. Таким чином можна отримувати форми різних розмірів, використовуючи одне пристосування, що економічніше і зручніше порівняно із відомими аналогами. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Пристосування для виготовлення резинових форм, яке складається із прямокутного корпусу із прямокутною заливальною наскрізною порожниною, дна і кришки, виконаних у вигляді окремих пласких пластин, яке відрізняється тим, що корпус виконаний із кількох прямокутних рамок, однакових у поперечному перерізі та різних за висотою, виконаних з можливістю встановлення одна на одній і жорсткого з’єднання між собою, причому пристосування оснащене наборами пересувних перемичок для розташування у заливальній порожнині корпусу. 2. Пристосування для виготовлення резинових форм за п. 1, яке відрізняється тим, що висота перемичок у наборі відповідає висоті рамок, із яких складається корпус. 3. Пристосування для виготовлення резинових форм за п. 1, яке відрізняється тим, що у наборі пересувних перемичок є перемички із довжиною, яка дорівнює довжині або ширині заливальної порожнини у корпусі. 4. Пристосування для виготовлення гумових форм за п. 1, яке відрізняється тим, що торці кожної перемички виконані з односторонніми або двосторонніми загостреними виступами, які стикуються з формуючими сторонами цієї перемички під скругленим прямим кутом, перемички виконані з довжиною, яка забезпечує щільне прилягання торцевих поверхонь перемичок до стінок заливальної порожнини корпусу або до формуючих сторін інших перемичок. 5. Пристосування для виготовлення резинових форм за п. 1, яке відрізняється тим, що перемички виконані набірними, причому довжина кожної набірної перемички визначається набором частин, із яких вона складається. 6. Пристосування для виготовлення резинових форм за п. 1, яке відрізняється тим, що кожна рамка у пристосуванні оснащена дном і кришкою у вигляді двох пласких пластин, причому пластини містять на краях фіксуючі центруючі елементи, а на верхніх і нижніх торцях кожної рамки виконані отвори для розміщення у них фіксуючих елементів. 7. Пристосування для виготовлення резинових форм за п. 1, яке відрізняється тим, що на внутрішніх сторонах пласких пластин розташовані канали для виводу залишкового матеріалу за межі корпусу. 3 UA 122750 U 4 UA 122750 U 5 UA 122750 U 6 UA 122750 U 7 UA 122750 U 8 UA 122750 U 9 UA 122750 U 10 UA 122750 U 11 UA 122750 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 45/00
Мітки: виготовлення, пристосування, резинових, форм
Код посилання
<a href="https://ua.patents.su/14-122750-pristosuvannya-dlya-vigotovlennya-rezinovikh-form.html" target="_blank" rel="follow" title="База патентів України">Пристосування для виготовлення резинових форм</a>
Пристосування для витискання продукту з упаковки
Номер патенту: 64963
Опубліковано: 25.11.2011
Автор: Дударєв Ігор Миколайович
МПК: B65D 35/00, B65D 75/28, B65D 85/72, B65D 30/00
Мітки: упаковки, продукту, пристосування, витискання
Формула / Реферат:
Пристосування для витискання продукту з упаковки, яке виконане у формі прямокутної рамки з заокругленнями у місцях з'єднання її довгих та коротких сторін, крім того, середини коротких сторін з'єднано поперечкою, також одну з довгих сторін оснащено ручкою, яку прикріплено до середини цієї довгої сторони, причому сторони прямокутної рамки та поперечку розміщено в одній площині, а форма їх поперечних перерізів довільна, крім того, довгі сторони...
Формувальна суміш для виготовлення ливарних форм для лиття металів, спосіб виготовлення ливарних форм, ливарна форма та її застосування
Номер патенту: 100030
Опубліковано: 12.11.2012
Автори: Кох Дітер, Фрон Маркус, Кьоршген Йорг, Мюллер Дженс
Мітки: лиття, виготовлення, ливарна, застосування, формувальна, суміш, форма, металів, спосіб, форм, ливарних
Формула / Реферат:
1. Формувальна суміш для виготовлення ливарних форм для лиття металів, що містить щонайменше:- вогнетривкий основний формувальний матеріал,- зв'язувальний матеріал, на основі рідкого скла,- частку часток оксиду металу, що вибрана із групи двооксиду кремнію, оксиду алюмінію, оксиду титану та оксиду цинку,яка відрізняється тим, що додатково формувальна суміш містить частку щонайменше одного тенсиду.2....
Пристрій для виготовлення форм
Номер патенту: 50535
Опубліковано: 15.10.2002
Автори: Мікулін Володимир Васильович, Коротун Сергій Анатолійович, Коротун Анатолій Миколайович, Литвинов Іван Арсентійович
МПК: B22C 15/00
Мітки: виготовлення, пристрій, форм
Формула / Реферат:
1. Пристрій для виготовлення форм, що містить модельну плиту з моделями, опоку, наповнювальну рамку, імпульсну головку з ресивером для стиснутого газу і клапаном для імпульсного викиду стиснутого газу й ущільнення формувальної суміші його ударною хвилею, пристрій з колоною для її переміщення і пристрій для затиску, що забезпечує твердий зв'язок між головкою і модельно-опочним оснащенням у процесі ущільнення формувальної суміші, який...
Пристосування для виготовлення відбитків біоматеріалу
Номер патенту: 28294
Опубліковано: 10.12.2007
Автори: Малинівська Броніслава Петрівна, Могілевський Лев Якович, Савченко Борис Іванович, Пушкіна Валентина Олександрівна
МПК: C12Q 1/00
Мітки: відбитків, біоматеріалу, пристосування, виготовлення
Формула / Реферат:
Пристосування для виготовлення відбитків біоматеріалу, що містить пластину з ручкою та стрижні, закріплені перпендикулярно до її нижньої поверхні, яке відрізняється тим, що пластина має прямокутну форму, а стрижні розташовані рівномірно одним рядом на поздовжній осьовій, причому стрижні виконані цільнометалевими й циліндричними зі співвідношенням діаметра та довжини від 2,0-2,5 до 20,0-25,0.
Матеріал для виготовлення трафаретних друкарських форм
Номер патенту: 97333
Опубліковано: 10.03.2015
Автори: Маїк Володимир Зіновійович, Харів Мар'ян Стефанович
МПК: G03F 7/00
Мітки: трафаретних, форм, друкарських, виготовлення, матеріал
Формула / Реферат:
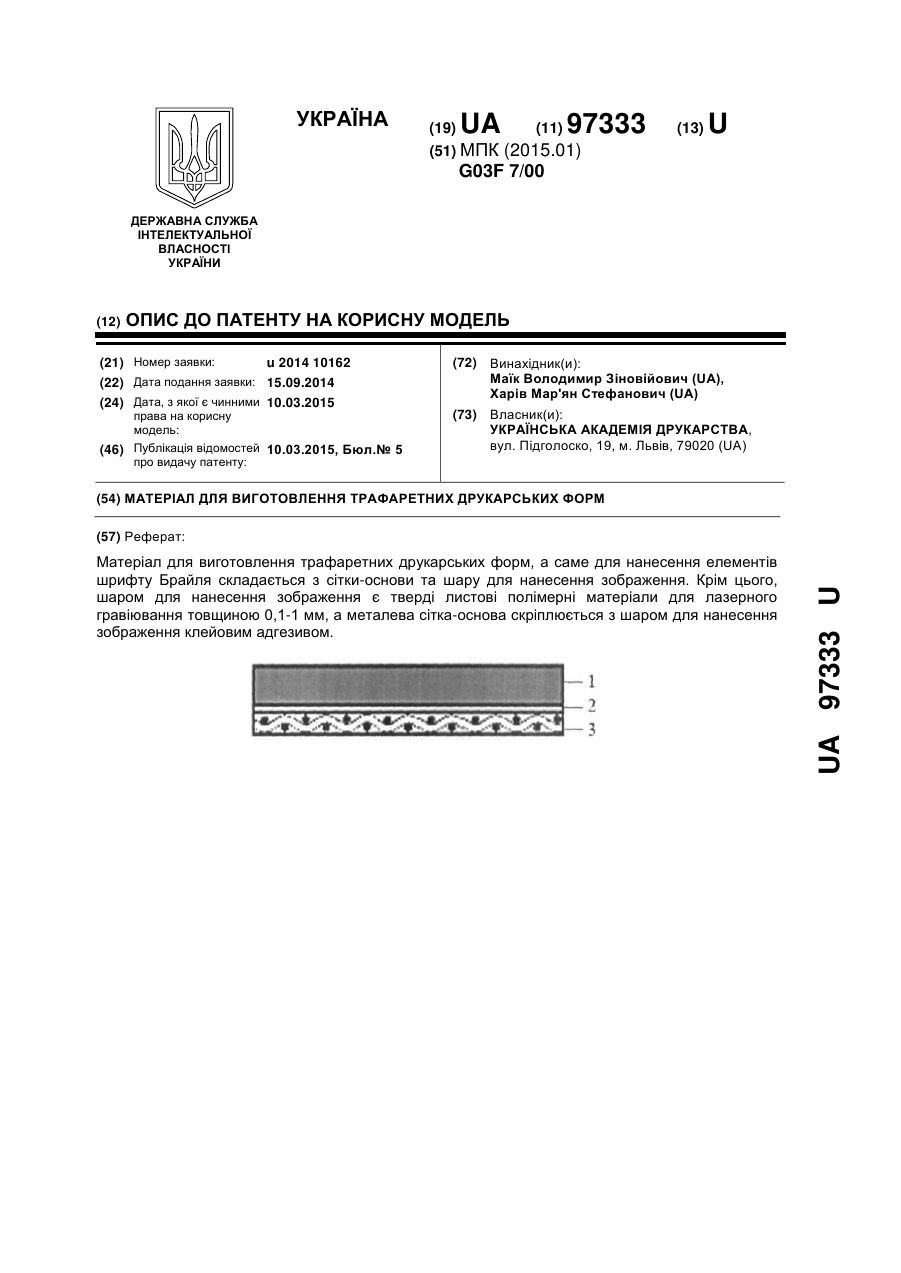
Матеріал для виготовлення трафаретних друкарських форм, а саме для нанесення елементів шрифту Брайля, який складається з сітки-основи та шару для нанесення зображення, який відрізняється тим, що шаром для нанесення зображення є тверді листові полімерні матеріали для лазерного гравіювання товщиною 0,1-1 мм, а металева сітка-основа скріплюється з шаром для нанесення зображення клейовим адгезивом.
Попередній патент: Спосіб збільшення напруги на опорі навантаження при живленні від джерела постійної напруги
Наступний патент: Спосіб визначення безпечності харчових продуктів за генами токсичності бацилярних збудників харчових отруєнь
Випадковий патент: Ніж для кутера