Спосіб виготовлення стільникової конструкції з композиційного термоконструкційного матеріалу та стільникова конструкція з композиційного термоконструкційного матеріалу
Формула / Реферат
1. Способ изготовления сотовой конструкции из композиционного термоконструкционного материала, содержащего волокнистую структуру, уплотненную матрицей, причем волокна упомянутой волокнистой структуры изготовлены из материала, выбранного из углерода или различных видов керамики, и тот же материал использован для матрицы композиционного материала, включающий операции изготовления трехмерной силовой структуры, выполнения в ней разрезов в форме щелей, располагающихся в шахматном порядке и проникающих на всю толщину структуры, растягивания структуры с нанесенными на нее разрезами в поперечном направлении по отношению к линиям выполненных разрезов для формирования ячеек, стенки, которых образованы краями расходящихся при растягивании структуры разрезов, отличающийся тем, что изготовление трехмерной силовой структуры производят путем укладки друг на друга волокнистых двухмерных пластов материала с последующим соединением их между собой посредством волокон, насквозь пронизывающих пласты, которые после выполнения разрезов и растягивания удерживают в растянутом состоянии и уплотняют материалом матрицы для получения жесткой сотовой конструкции.
2. Способ по п.1, отличающийся тем, что используют двухмерные пласты трехмерной силовой структуры, содержащие слои ткани.
3. Способ по п.2, отличающийся тем, что разрезы выполняют паралельно одному из направлений расположения волокон в основе или в утке слоев ткани в пластах волокнистой силовой структуры.
4. Способ по п.2, отличающийся тем, что разрезы выполняют в направлении, наклонном относительно направлений расположения волокон в основе или в утке слоев ткани в пластах волокнистой силовой структуры.
5. Способ по п.1, отличающийся тем, что двухмерные пласты трехмерной силовой структуры содержат однонаправленные листы с направлениями, наклонными относительно друг друга.
6. Способ по одному из пп.1 - 5, отличающийся тем, что связь между пластами трехмерной силовой структуры осуществляют простегиванием.
7. Способ по одному из пп.1 - 6, отличающийся тем, что разрезы выполняют перпендикулярно к слоям.
8. Способ по одному из пп.1 - 6, отличающийся тем, что разрезы выполняют в плоскостях, являющихся наклонными относительно перпендикуляра к слоям.
9. Способ по одному из пп.1 - 8, отличающийся тем, что покрытую разрезами в шахматном порядке и растянутую соответствующим образом структуру уплотняют матрицей путем химической инфильтрации в парообразной фазе при удерживании ее в этом растянутом состоянии.
10. Способ по одному из пп.1 - 9, отличающийся тем, что покрытую разрезами и растянутую соответствующим образом структуру снабжают по меньшей мере одним волокнистым слоем на каждой стороне, параллельной пластам данной структуры, и совокупность элементов, образованную растянутой структурой и покрывающими ее с двух сторон волокнистыми слоями, уплотняют матрицей для получения жесткой панели, содержащей сердцевину сотовой конструкции, обладающую собственной жесткостью и покрытую жесткой оболочкой с каждой стороны.
11. Способ по п.10, отличающийся тем, что волокнистый слой, размещенный на каждой стороне структуры, связывают с ней при помощи простегивания.
12. Способ по одному из пп.1 - 11, отличающийся тем, что разрезы выполняют в плоскости силовой структуры.
13. Способ по одному из пп.1 - 11, отличающийся тем, что разрезы выполняют в цилиндрической силовой структуре.
14. Способ по п.13, отличающийся тем, что разрезы выполняют в меридиональных плоскостях, а силовую структуру растягивают периферически.
15. Способ по п.13, отличающийся тем, что разрезы выполняют в плоскостях, перпендикулярных оси силовой структуры, а силовую структуру растягивают паралельно ее оси.
16. Способ по одному из пп.1 - 11, отличающийся тем, что покрытую разрезами структуру выполняют конической.
17. Сотовая конструкция из композиционного термоконструкционного материала, содержащая волокнистую силовую структуру с ячейками, уплотненную матрицей, причем волокна силовой структуры изготовлены из материала, выбранного среди углерода или различных видов керамики, и тот же выбор используется для материала матрицы данного композиционного материала, отличающаяся тем, что волокнистая силовая структура представляет собой трехмерную структуру, образованную из двухмерных пластов, связанных между собой волокнами, пронизывающими пласты насквозь, причем ячейки сотовой структуры выполнены через пласты насквозь.
18. Конструкция по п.17, отличающаяся тем, что двухмерные пласты содержат слои ткани, в которых сохраняется целостность нитей основы или нитей утка.
19. Конструкция по п.17, отличающаяся тем, что двухмерные пласты содержат однонаправленные листы, имеющие направления, наклонные относительно друг друга.
20. Конструкция по одному из пп.17 - 19, отличающаяся тем, что она содержит две жесткие оболочки, покрывающие обе стороны структуры, параллельные пластам волокнистой силовой структуры, и закрывающие ее ячейки.
Текст
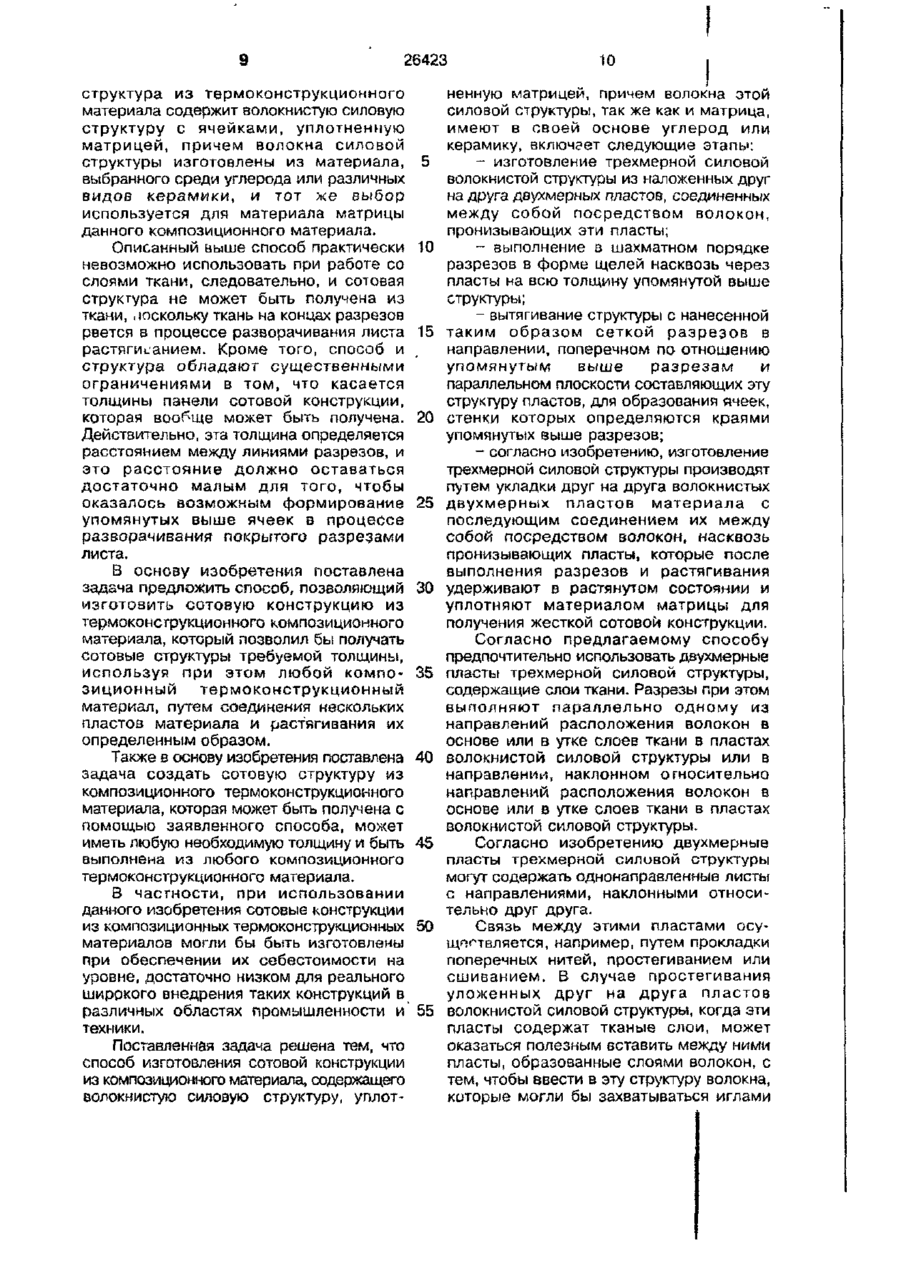
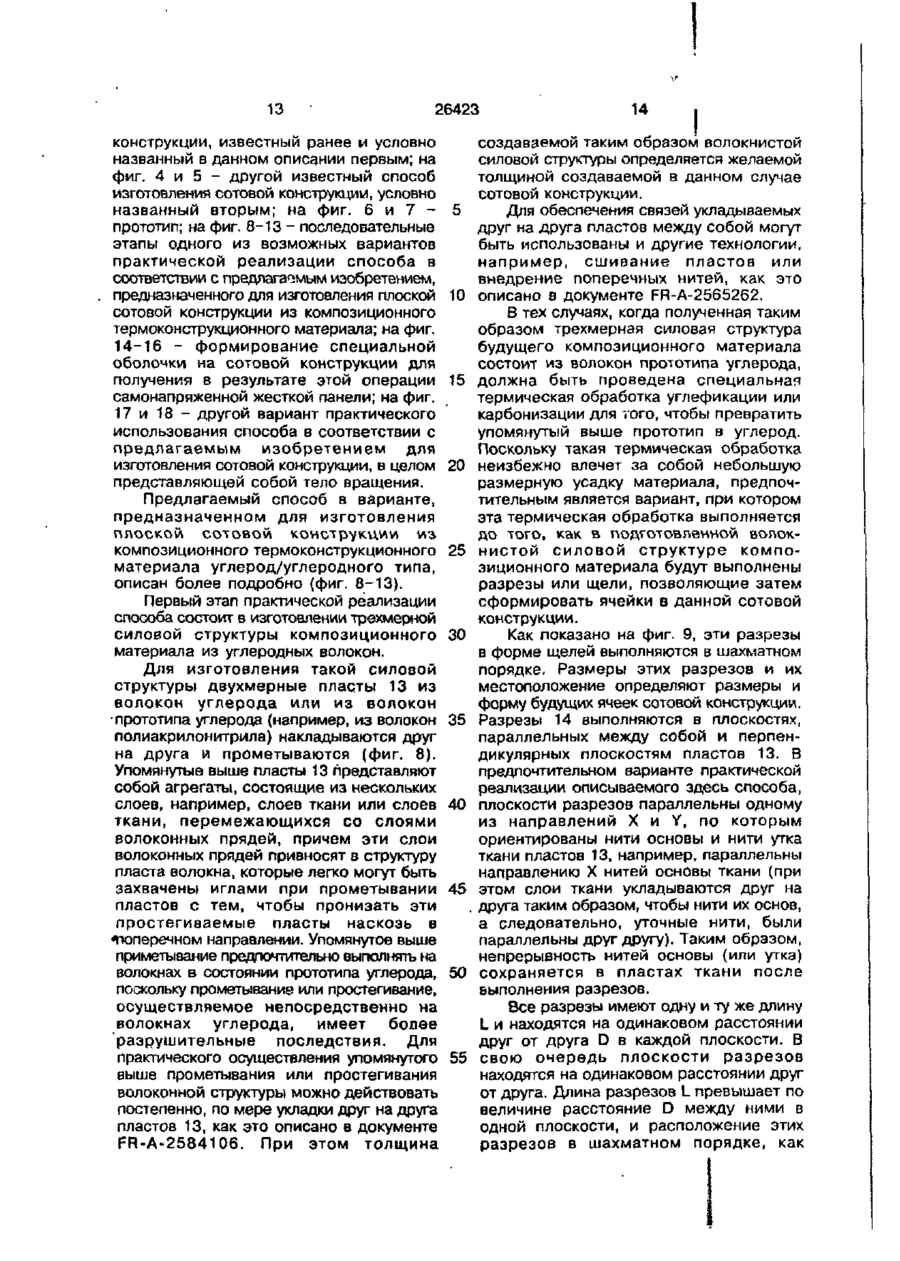
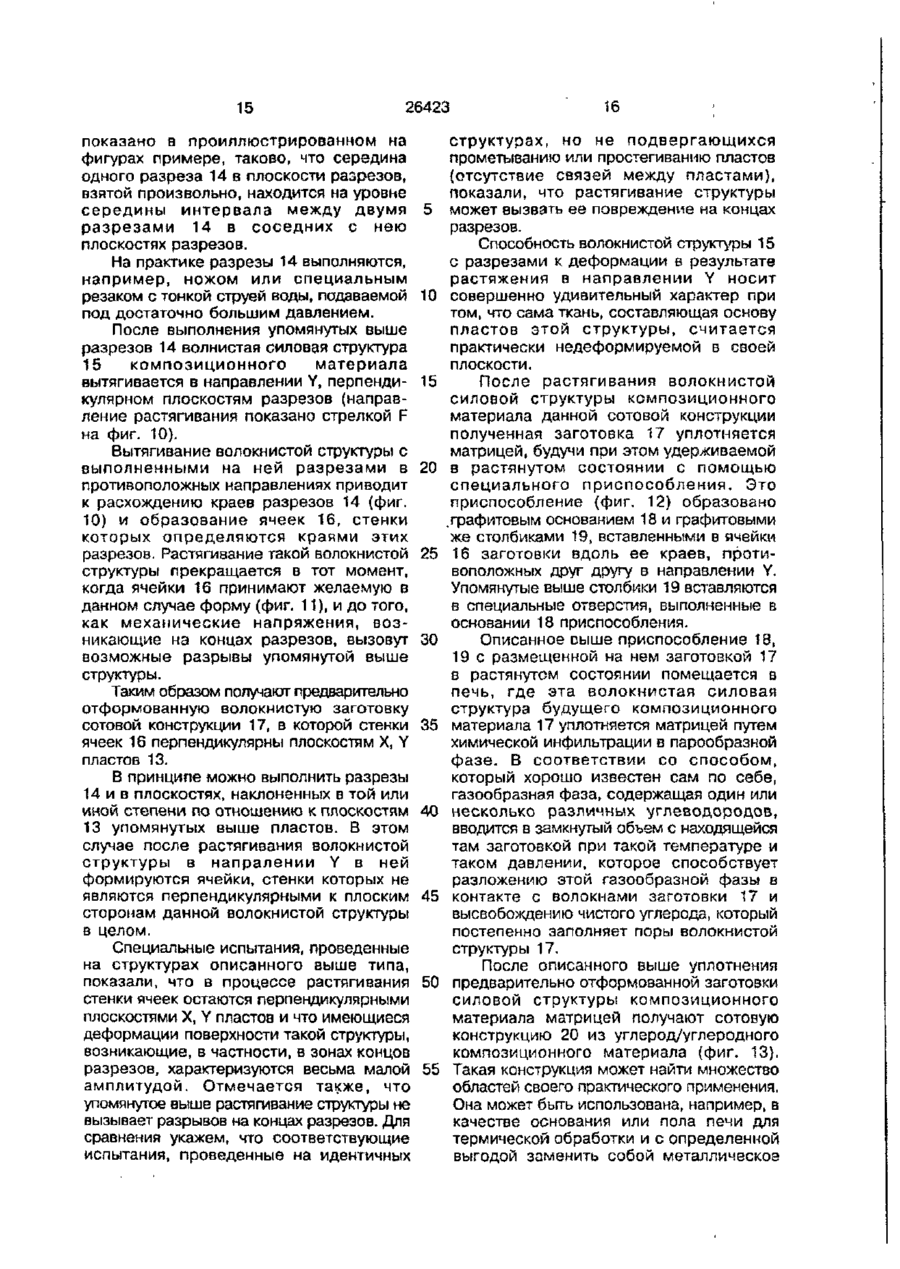
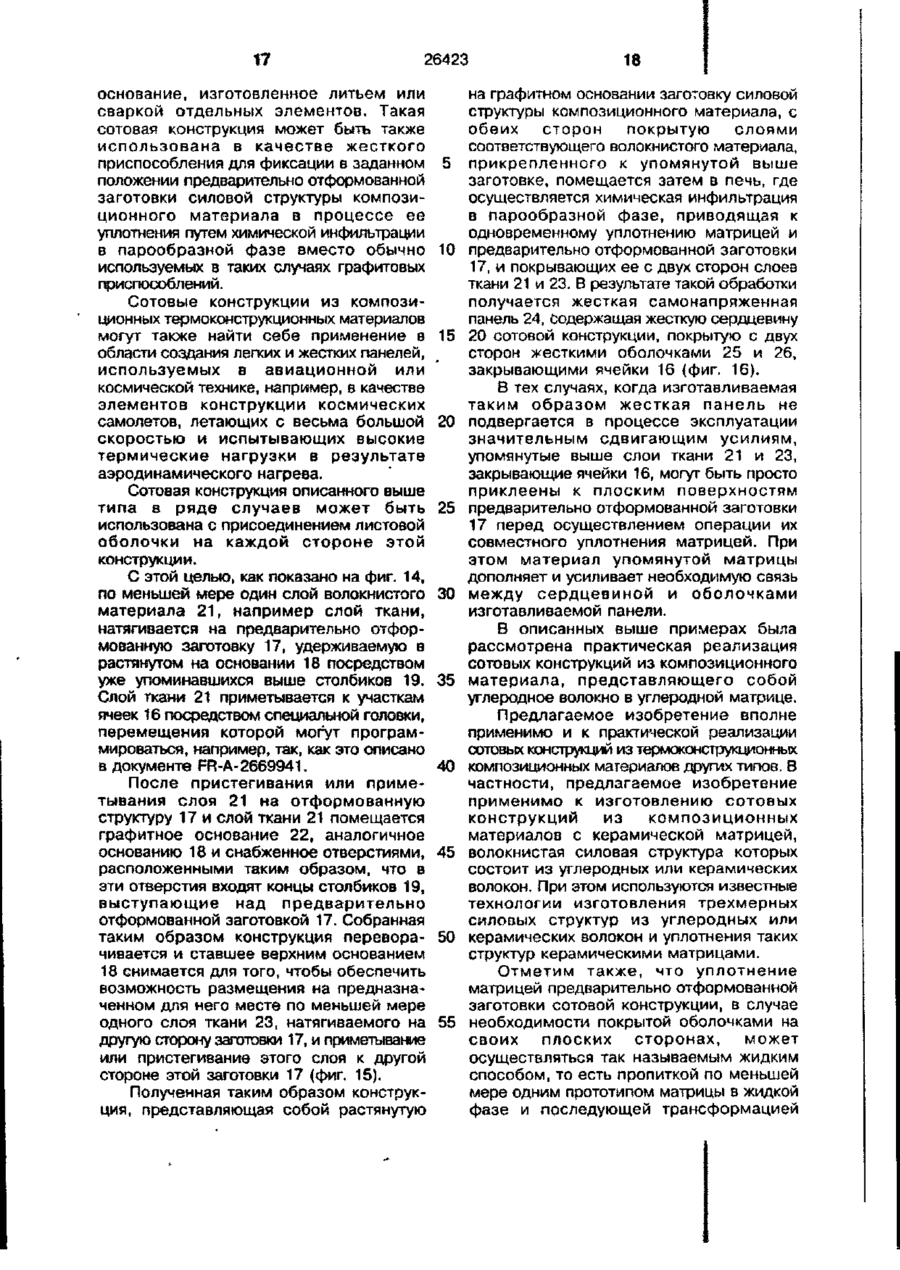
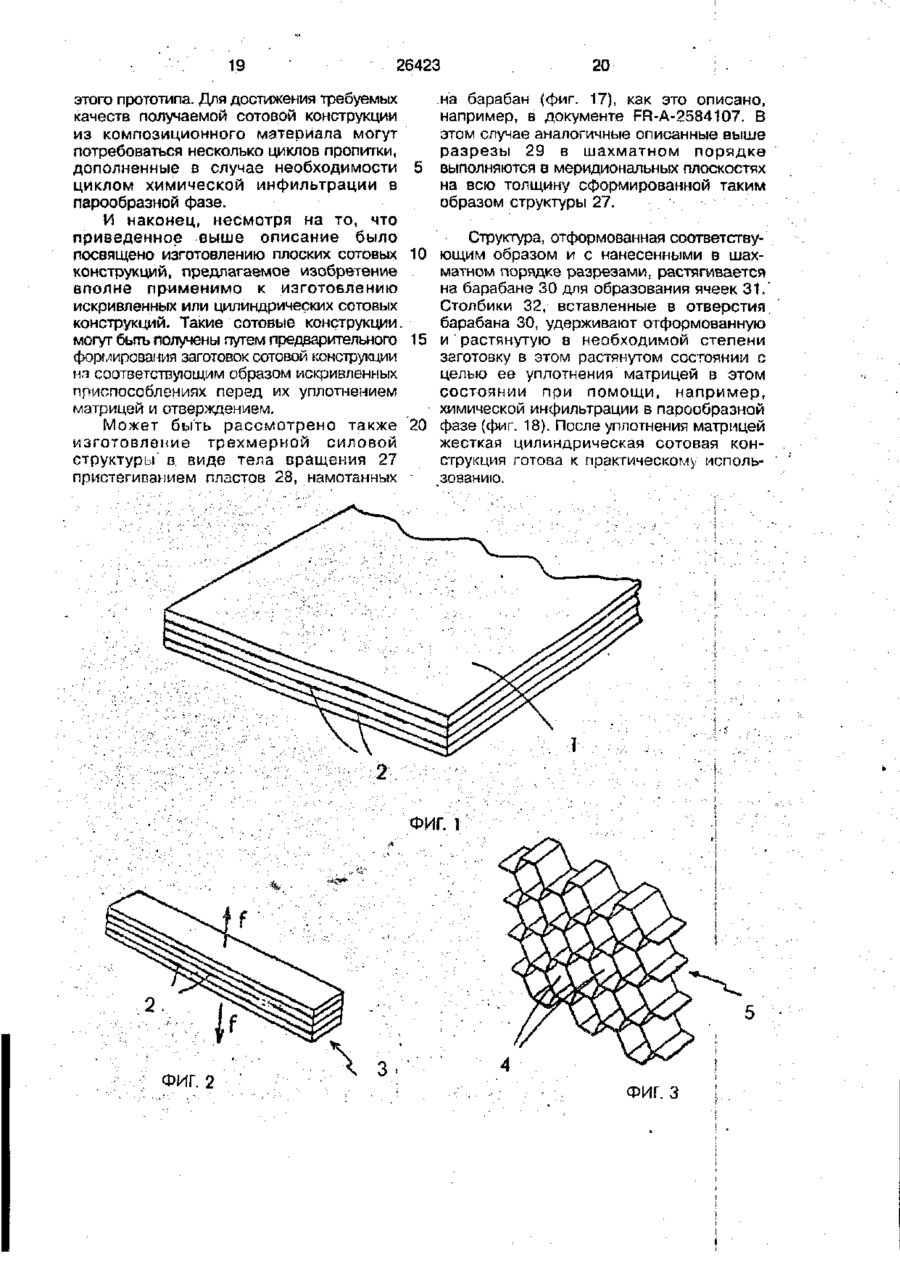
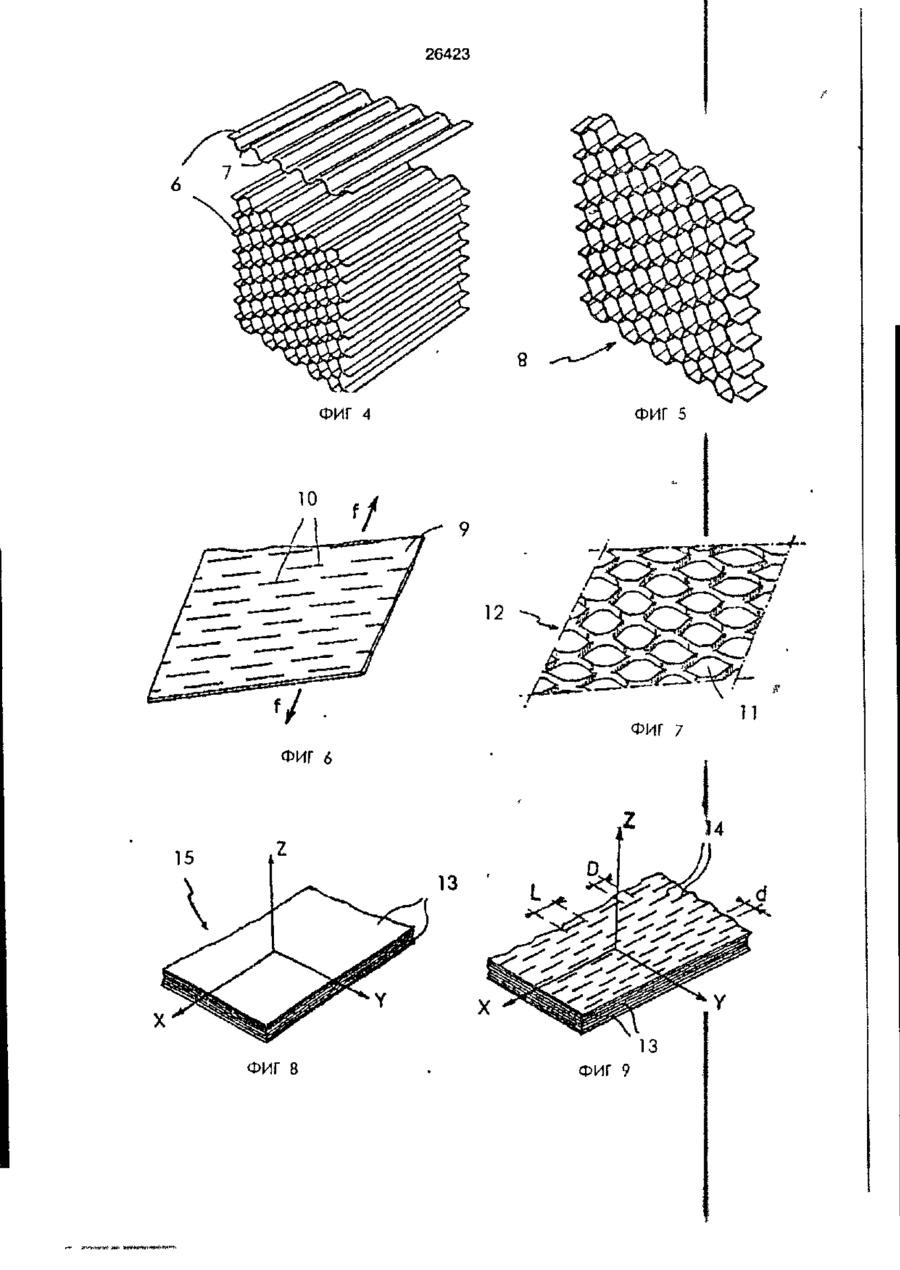
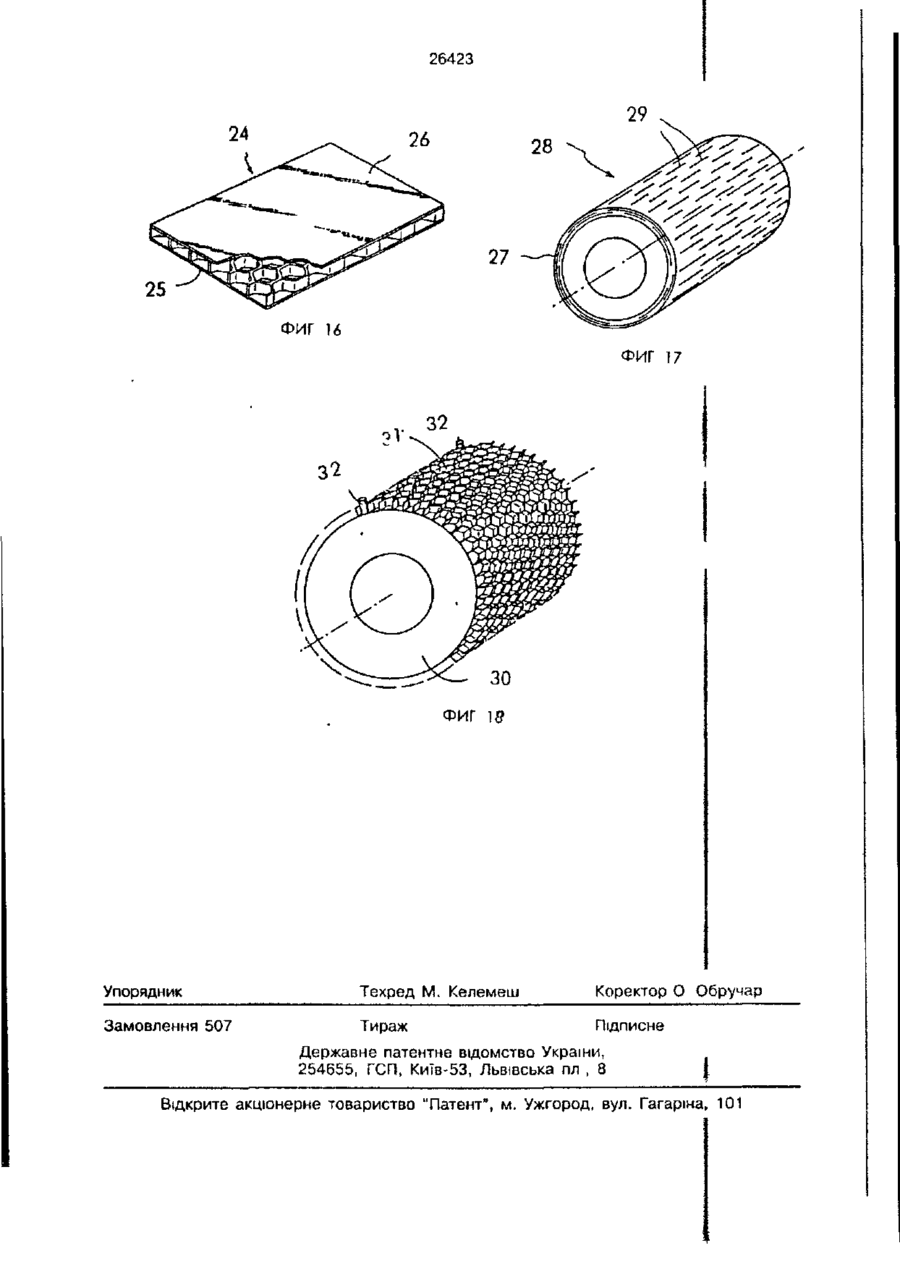
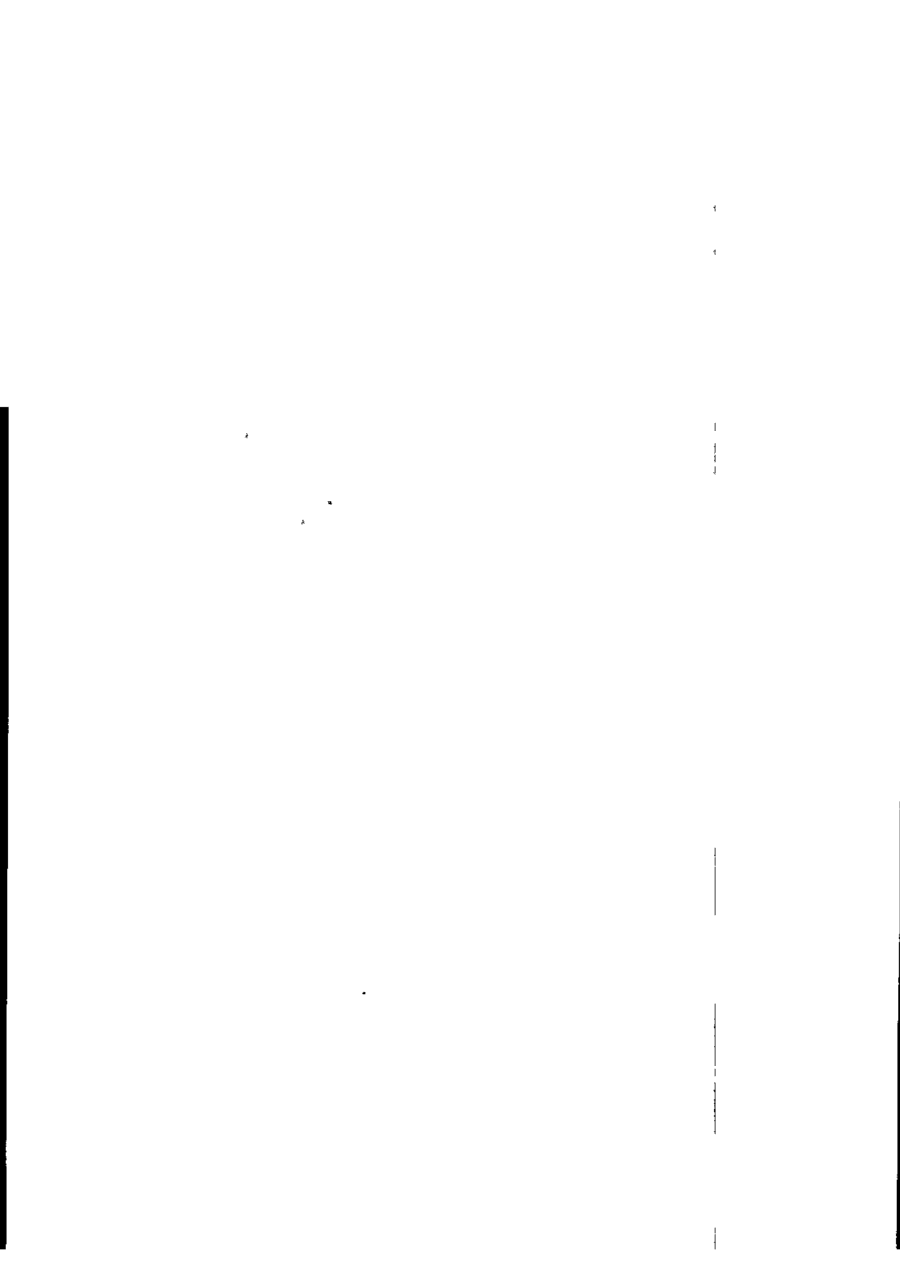
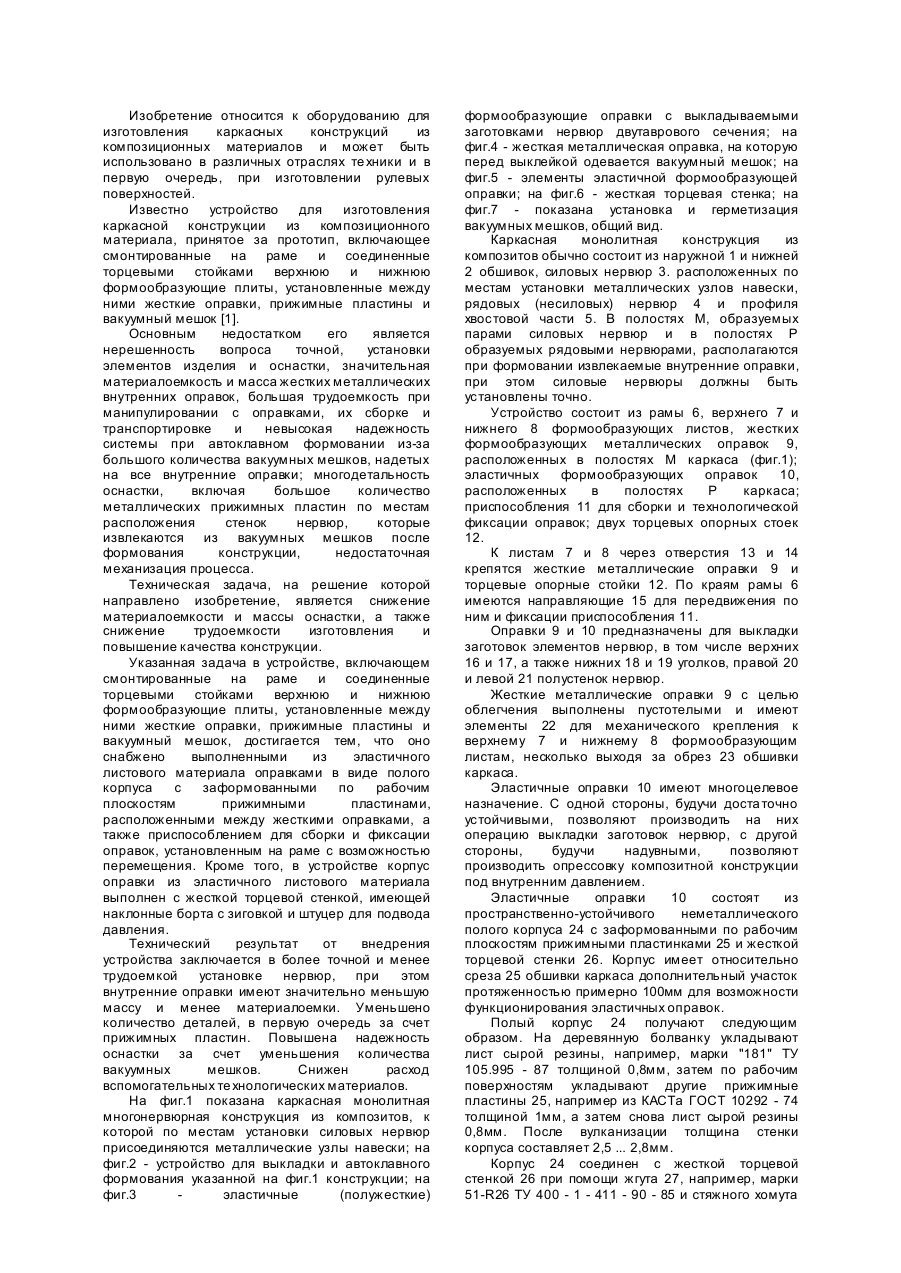
1. Способ изготовления сотовой конструкции из композиционного термоконструкционного мзтериапа, содержащего волокнистую структуру, уплотненную матрицей, причем волокна упомянутой волокнистой структуры изготовлены из материала, выбранного из углерода или различних видов керамики, и тот же материал использован для матрицы композиционного материала, включающий операции изготовления трехмерной силовой структуры, выполнения в ней разрезов в форме щелей, располагающихся в шахматном порядке и проникающих на всю толщину структуры, растягивания структуры с нанесенными на нее разрезами в поперечном направлении по отношению к линиям выполненных разрезов для формирования ячеек, стенки которых образованы краями расходящихся при растягивании структуры разрезов, о тл и ч а ю щ и й с я тем, что изготовление трехмерной силовой структуры производят путем укладки друг иа друга волокнистых двухмерных пластов материала с последующим соединением их между собой посредством волокон, насквозь пронизывающих пласты, которые после выполнения разрезов и растягивания удерживают в растянутом состоянии и уплотняют материалом матрицы для получения жесткой сотовой конструкции. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что используют двухмерные пласты трехмерной силовой структуры, содержащие слои ткани. 3. Способ по п. 2, о т л и ч а ю щ и й с я тем, что разрезы выполняют паралельно одному из направлений расположения волокон в основе или в утке слоев ткани в пластах волокнистой силовой структуры. 4. Способ по п. 2, о т л и ч а ю щ и й с я тем, что разрезы выполняют в направлении, наклонном относительно направлений расположения волокон в основе или в утке слоев ткани в пластах волокнистой силовой структуры. 5. Способ по п. 1, о т л и ч а ю щ и й с я тем, что двухмерные пласты трехмерной силовой структуры содержат однонаправленные листы с направлениями, наклонными оносительно друг друга. 6. Способ по одному из пп. 1-5, о тл и ч а ю щ и й с я тем, что связь между пластами трехмерной силовой структуры осуществляют простегиванием. 7. Способ по одному из пп. 1-6, о тли ч а ю щ и й с я тем, что разрезы выполняют перпендикулярно к слоям. 8. Способ по одному из пп. 1-6, о тл и ч а ю щ и й с я тем, что разрезы выполняют в плоскостях, являющихся наклонными относительно перпендикуляра к слоям. 9. Способ по одному из пп. 1-8, о тл и ч а ю щ и й с я тем, что покрытую разрезами в шахматном порядке и 26423 растянутую соответствующим образом структуру уплотняют матрицей путем химической инфильтрации в парообразной фазе при удерживании ее в этом растянутом состоянии. 10. Способ по одному из пл.1-9, о тл и ч а ю щ и й с я тем, что покрытую разрезами и растянутую соответствующим образом структуру снабжают по меньшей мере одним волокнистым слоем на каждой стороне, параллельной пластам данной структуры, и совокупность элементов, образованную растянутой структурой и покрывающими ее с двух сторон волокнистыми слоями, уплотняют матрицей для получения жесткой панели, содержащей сердцевину сотовой конструкции, обладающую собственной жесткостью и покрытую жесткой оболочкой с каждой стороны. 11. Способ по п. 10, о т л и ч а ю щ и й с я тем, что волокнистый слой, размещенный на каждой стороне структуры, связывают с ней при помощи простегивания. 12. Способ по одному из пп.1-11, о тл и ч а ю щ и й с я тем, что разрезы выполняют в плоскости силовой структуры. 13. Способ по одному из пп.1-11, о тл и ч а ю щ и й с я тем, что разрезы выполняют в цилиндрической силовой структуре. 14. Способ по п. 13, о т л и ч а ю щ и й с я тем, что разрезы выполняют в меридиональных плоскостях, а силовую структуру растягивают периферически. 15. Способ по п. 13, о т л и ч а ю щ и й с я тем, что разрезы выполняют в плоскостях, перпендикулярных оси силовой структуры, а силовую структуру растягивают паралельно ее оси. 16. Способ по одному из пп. 1-11, о т л и ч а ю щ и й с я тем, что покрытую разрезами структуру выполняют конической. 17. Сотовая конструкция из композиционного термоконструкционного материала, содержащая волокнистую силовую структуру с ячейками, уплотненную матрицей, причем волокна силовой структуры изготовлены из материала, выбранного среди углерода или различных видов керамики, и тот же выбор используется для материала матрицы данного композиционного материала, о тл и ч а ю щ а я с я тем, что волокнистая силовая структура представляет собой трехмерную структуру, образованную из двухмерных пластов, связанных между собой волокнами, пронизывающими пласты насквозь, причем ячейки сотовой структуры выполнены через пласты насквозь.18. Конструкция по п. 17, о т л и ч аю щ а я с я тем, что двухмерные пласты содержат слои ткани, в которых сохраняется целостность нитей основы или нитей утка. 19. Конструкция по п. 17, о т л и ч аю щ а я с я тем, что двухмерные пласты содержат однонаправленные листы, имеющие направления, наклонные относительно друг друга. 20. Конструкция по одному из пп.1719, о т л и ч а ю щ а я с я тем, что она содержит две жесткие оболочки, покрывающие обе стороны структуры, параллельные пластам волокнистой силовой структуры, и закрывающие ее ячейки. Изобретение касается изготовления ционными композиционными материалами сотовой конструкции или структуры из являются углерод-углеродные композиты термоконструкционного композиционного (С-С) и композиты с керамической материала. матрицей (CMC). Термоконструкционные композиционные 5 Упомянутые выше углерод-углеродные материалы характеризуются спецификомпозиционные материалы образованы ческими механическими свойствами, силовой структурой или предварительно которые делают эти материалы приотформованной заготовкой из углеродных годными для создания конструкционных волокон, уплотненной углеродной же элементов, а также присущей им 10 матрицей. Композиты с керамической способностью сохранять свои механиматрицей образованы предварительно ческие свойства при достаточно высоких отформованной заготовкой из тех или иных температурах. Типичными термоконструкжаростойких волокон (это могут быть 26423 углеродные волокна или керамические волокна), уплотненной керамической матрицей. Для изготовления композиционных материалов с керамической матрицей чаще всего используется карбид кремния (SiC). Упомянутая выше предварительно отформованная заготовка композиционных материалов типов (С-С) и (CMC) изготавливается путем наложения друг на друга или штабелирования однонаправленных (полотнища нитей или волоконных жгутов, располагающихся параллельно друг другу) или многонаправленных (слои ткани, волоконные переплетения или слои валяных волокон) пластов. Такие структуры могут изготавливаться также наматыванием нескольких слоев нитей или лент, а также изготовлением специальной трехмерной ткани. В случае наложения упомянутых выше пластов друг на друга эти пласты могут быть скреплены друг с другом прометыванием, сшиванием или введением поперечно расположенных нитей. Эти предварительно отформованные заготовки могут вырабатываться на основе углеродных или керамических волокон или, говоря более обобщенно, на основе волокон из прототипов углерода или керамики, причем трансформация прототипа осуществляется после выполнения текстильных операций, необходимых для изготовления упомянутых выше предварительно отформованных заготовок композиционного материала. Уплотнение предварительно отформованной заготовки имеет целью по мере возможности заполнить пористость этой волоконной структуры материалом, образующим матрицу данного композита. -Это уплотнение может быть практически реализовано путем пропитки предварительно отформованной заготовки некоторой жидкой субстанцией, содержащей прототип материала матрицы с последующей трансформацией этого прототипа или путем химической инфильтрации в парообразной фазе. Упомянутые выше технологии изготовления лоедварительно отформованных волоконных заготовок из углерода или керамики и уплотнения этих заготовок углеродной или керамической матрицей в настоящее время широко известны. Известно несколько способов изготовления сотовых конструкций. Первый из упомянутых выше способов (он проиллюстрирован на приведенных в приложении к данному описанию фиг 1 3) состоит в наложении друг на друга а виде пакета или штабеля и склеивании в 5 10 15 20 25 30 35 40 45 50 55 шахматном порядке листов 1. Склеивание осуществляется вдоль параллельных друг другу полос 2, причем полосы клея, наносимого на одну сторону листа, смещены на некоторое расстояние по отношению к полосам клея, наносимым на другую сторону этого же листа (фиг. 1). Склеенные таким образом листы разрезают на куски 3 в направлении, перпендикулярном расположению упомянутых выше клеевых полос. Каждый из отрезанных от пакета кусков растягивается затем в направлении, перпендикулярном поверхности листов (по направлению стрелки f на фиг. 2) для создания в результате деформации полос каждого листа шестигранных в сечении ячеек 4 (фиг. 3). Таким образом получается сотовая панель 5, с каждой стороны которой может быть приклеен лист металла или композиционного материала. Описанный выше способ используется для изготовления металлических сотовых конструкций. Склеенные листы 1 разрезаются на полосовые заготовки, а шестигранные ячейки 4 формируются в результате пластической деформации металла. Этот способ также может быть применен при использовании картонных или бумажных листов. При использовании листов бумаги после складывания их в стопку и склеивания в шахматном порядке такая бумажная заготовка может быть пропитана, например, фенольной смолой. Структурирование этой пропитывающей смолы осуществляется после образования внутренних ячеек (это может быть выполнено как до, так и после разрезания пакета на отдельные куски). Для изготовления сотовой конструкции из термоконструкционного композиционного материала можно было бы рассмотреть применение способа аналогичного типа с использованием волоконных двумерных пластов, например, сложенных в стопку и склеенных в шахматном порядке слоев ткани из волокон соответствующего материала. При этом уплотнение и отверждение конструкции могло бы осуществляться после вытягивания и формирования шестигранных ячеек. Каждый пласт при таком способе изготовления должен быть, как правило, образован несколькими слоями упомянутой выше ткани, что приводит к необходимости осуществления связи между этими слоями для исключения их возможного взаимного разделения или 26423 расслоения в процессе вытягивания. Кроме того, операция склеивания упомянутых выше пластов при заданной точности и равномерности на ткани достагочно трудно реализуема, и в момент вытягивания склеенного пакета возможен отрыв ткани в отдельных местах вследствие локальных дефектов склеивания. Необходимо отметить также, что в процессе выполнения операции уплотнения предварительно отформованной заготовки после вытягивания существует определенная опасность того, что исходные термические напряжения могут повлечь за собой разрушение клеевого слоя и нарушение склеивания. Технологическое решение, состоящее в сшивании в шахматном порядке пластов из ткани перед их склеиванием в том же самом порядке, позволяет устранить некоторые из отмеченных выше недостатков, однако практическая реализация такой технологии оказывается весьма затруднительной. Второй известный на сегодняшний , день способ изготовления сотовых конструкций состоит в использовании рифленых или желобчатых листов, изготовленных, например, из металлической фольги (фиг 4 и 5). Эти рифленые листы 6 накладываются друг на друга стопкой и склеиваются или свариваются вдоль их граней 7, находящихся во взаимном контакте (фиг. 4). После такого соединения листов сотовые панели 8 в готовом виде получаются непосредственно разрезанием блока листов 6 в направлении, перпендикулярном рифлениям или желобам листов (фиг. 5). Этот способ может оказаться пригодным для изготовления сотовых конструкций из композиционных материалов при использовании упомянутых выше рифленых или желобчатых листов, которые сами изготовлены из этих композиционных материалов. Такие рифленые листы могут быть получены соответствующим предварительным формованием пластов из нескольких соединенных друг с другом слоев ткани и последующим уплотнением путем, например, формования предварительно пропитанных смолой соответствующего состава слоев ткани. Однако, после получения упомянутых выше рифленых листов из композиционного материала необходимо обеспечить эффективное склеивание этих листов таким образом, чтобы клеевое соединение было способно 5 10 15 20 25 30 35 40 45 50 55 8 выдержать воздействие тех эксплуатационных температур, которым могут подвергаться изделия из термоконструкционных материалов. Кроме того, упомянутые выше операции предварительного изготовления соответствующим образом рифленых листов оказываются весьма длительными, трудоемкими и, что существенным образом сказывается на себестоимости такой сотовой конструкции. Наиболее близким к заявляемому является способ изготовления сотовых конструкций из композиционного термоконструкционного материала, содержащего волокнистую структуру, волокна которой изготовлены из материала, выбранного из углерода или различных видов керамики, и уплотненную матрицей, выполненной из того же материала. Способ состоит в использовании листа 9 (фиг. 6 и 7), в котором выполнены разрезы 10. Эти разрезы выполняют в шахматном порядке вдоль параллельных линий (фиг. 6). Все упомянутые выше разрезы имеют одинаковую длину и отстоят друг от друга на одинаковом расстоянии вдоль каждой линии. Разрезы, располагающиеся вдоль одной линии, смещены по отношению к разрезам, расположенным на соседних с ней линиях, и каждый разрез имеет длину, превышающую расстояние, разделяющее два соседних разреза на одной линии. После нанесения описанной выше сетки разрезов лист 9 развертывают путем его растягивания в направлении, перпендикулярном линиям разрезов (это направление указывают стрелки f на фиг. 6). В результате сопровождающей такое растягивание листа пластической деформации металла формируются ячейки 11 на месте выполненных ранее разрезов (фиг. 7). Степень развертывания такого листа ограничена с тем, чтобы не вызвать появления, в частности, на концах разрезов 10, нежелательных механических напряжений, способных привести к разрезу листа. Ось каждой ячейки развернутого таким образом листа несколько наклонена по отношению к исходной плоскости этого листа. Угол этого наклона обычно составляет менее 90* и внутренние стенки ячеек не являются перпендикулярными общей плоскости полученной таким образом панели сотовой конструкции 12. Сотовая структура, полученная известным способом, описана в той же заявке. Как описано выше, сотовая 26423 структура из термоконструкционного материала содержит волокнистую силовую структуру с ячейками, уплотненную матрицей, причем волокна силовой структуры изготовлены из материала, выбранного среди углерода или различных видов керамики, и тот же выбор используется для материала матрицы данного композиционного материала. Описанный выше способ практически невозможно использовать при работе со слоями ткани, следовательно, и сотовая структура не может быть получена из ткани, поскольку ткань на концах разрезов рвется в процессе разворачивания листа растягиванием. Кроме того, способ и структура обладают существенными ограничениями в том, что касается толщины панели сотовой конструкции, которая вообще может быть получена. Действительно, эта толщина определяется расстоянием между линиями разрезов, и это расстояние должно оставаться достаточно малым для того, чтобы оказалось возможным формирование упомянутых выше ячеек в процессе разворачивания покрытого разрезами листа. В основу изобретения поставлена задача предложить способ, позволяющий изготовить сотовую конструкцию из термоконсгрукционного композиционного материала, который позволил бы получать сотовые структуры требуемой толщины, используя при этом любой композиционный термоконструкционный материал, путем соединения нескольких пластов материала и растягивания их определенным образом. Также в основу изобретения поставлена задача создать сотовую структуру из композиционного термоконструкционного материала, которая может быть получена с помощью заявленного способа, может иметь любую необходимую толщину и быть выполнена из любого композиционного термоконструкционного материала. В частности, при использовании данного изобретения сотовые конструкции из композиционных термоконструкционных материалов могли бы быть изготовлены при обеспечении их себестоимости на уровне, достаточно низком для реального широкого внедрения таких конструкций в различных областях промышленности и техники. Поставленная задача решена тем, что способ изготовления сотовой конструкции из композиционного материала, содержащего волокнистую силовую структуру, уплот 5 10 ненную матрицей, причем волокна этой силовой структуры, так же как и матрица, имеют в своей основе углерод или керамику, включает следующие этапы: - изготовление трехмерной силовой волокнистой структуры из наложенных друг на друга двухмерных пластов, соединенных 10 15 20 25 30 35 40 45 50 55 между собой посредством волокон, пронизывающих эти пласты; - выполнение з шахматном порядке разрезов в форме щелей насквозь через пласты на всю толщину упомянутой выше структуры; - вытягивание структуры с нанесенной таким образом сеткой разрезов в направлении, поперечном по отношению упомянутым выше разрезам и параллельном плоскости составляющих эту структуру пластов, для образования ячеек, стенки которых определяются краями упомянутых выше разрезов; - согласно изобретению, изготовление трехмерной силовой структуры производят путем укладки друг на друга волокнистых двухмерных пластов материала с последующим соединением их между собой посредством волокон, насквозь пронизывающих пласты, которые после выполнения разрезов и растягивания удерживают в растянутом состоянии и уплотняют материалом матрицы для получения жесткой сотовой конструкции. Согласно предлагаемому способу предпочтительно использовать двухмерные пласты трехмерной силовой структуры, содержащие слои ткани. Разрезы при этом выполняют параллельно одному из направлений расположения волокон в основе или в утке слоев ткани в пластах волокнистой силовой структуры или в направлении, наклонном относительно направлений расположения волокон в основе или в утке слоев ткани в пластах волокнистой силовой структуры. Согласно изобретению двухмерные пласты трехмерной силовой структуры могут содержать однонаправленные листы с направлениями, наклонными относительно друг друга. Связь между этими пластами осуществляется, например, путем прокладки поперечных нитей, простегиванием или сшиванием. В случае простегивания уложенных друг на друга пластов волокнистой силовой структуры, когда эти пласты содержат тканые слои, может оказаться полезным вставить между ними пласты, образованные слоями волокон, с тем, чтобы ввести в эту структуру волокна, которые могли бы захватываться иглами 11 26423 при прокалывании структуры и располагаться в поперечном направлении в толще простегиваемой структуры. Волокнистые силовые структуры композиционных материалов, образованные двухмерными пластами, наложенными друг на друга и связанными между собой поперечными связями при помощи, например, сшивания, сами по себе хорошо известны. Кроме того, предварительно отформованная сотовая структура получается простым выполнением разрезов в шахматном порядке на заготовке силовой структуры композиционного материала и растягиванием этой заготовки. Согласно изобретению разрезы можно выполнять перпендикулярно к слоям или в плоскостях, являющихся наклонными относительно перпендикуляра к слоям. Покрытую разрезами в шахматном порядке и растянутую соответствующим образом структуру, согласно изобретению, можно уплотнить матрицей путем химической инфильтрации в парообразной фазе при удерживании ее в этом растянутом состоянии, далее указанную структуру можно снабдить по меньшей мере одним волокнистым слоем на каждой стороне, параллельной пластам данной структуры, и совокупность элементов, образованную растянутой структурой и покрывающими ее с двух сторон волокнистыми слоями, уплотнить матрицей для получения жесткой панели, содержащей сердцевину сотовой конструкции, обладающую собственной жесткостью и покрытую жесткой оболочкой с каждой стороны. При этом предпочтительно волокнистый слой, размещенный на каждой стороне структуры, связать с ней при помощи простегивания. Разрезы, согласно изобретению, возможно выполнять как в плоской силовой структуре, так и в цилиндрической силовой структуре. В последнем случае разрезы выполняют в плоскостях, перпендикулярных оси силовой структуры, а силовую структуру растягивают параллельно ее оси. Покрытую разрезами структуру, согласно изобретению, можно выполнять конической. Заявленный способ отличается от способа, проиллюстрированного на фиг. 1, 2 и 3 тем, что в соответствии с предлагаемым изобретением вытягивание заготовки осуществляется в направлении, параллельном плоскостям пластов, а не перпендикулярном к ним. 5 10 15 20 25 30 35 40 45 50 55 12 Способ в соответствии с предлагаемым изобретением отличается также и от способа, проиллюстрированного на фиг. 6 и 7. Действительно, при использовании этого известного способа стенки ячеек образованы частями листа, расположенными между двумя линиями разрезов. Следствием развертывания листа с надрезами при помощи его растягивания является постепенный наклон этих стенок относительно исходной плоскости листа одновременно с его расширением. Иначе обстоит дело при использовании способа в соответствии с предлагаемым изобретением. Здесь вытягивание подготовленной силовой структуры приводит к взаимному расхождению краев каждого рззреза и образованию ячеек, стенки которых образованы краями разрезов. Толщина ячеистой сотовой конструкции, получающейся при использовании способа в соответствии с предлагаемым изобретением, определяется толщиной упомянутой выше волокнистой силовой структуры и не подвержена тем ограничениям, которые характерны для способа изготовления' сотовых конструкций, соответствующего фиг. 6 и 7, где толщина сотовой конструкции определяется по необходимо.сти ограниченным расстоянием между двумя соседними линиями выполняемых на листе разрезов. В соответствии с предлагаемым изобретением сотовая конструкция из композиционного термоконструкционного материала, содержащая волокнистую силовую структуру, уплотненную соответствующей матрицей, согласно изобретению, представляет собой трехмерную структуру, сформированную из двухмерных пластов, соединенных между собой пронизывающими эти пласты волокнами, причем ячейки такой сотовой конструкции формируются через все упомянутые выше пласты насквозь. Двухмерные пласты структуры, согласно изобретению, могут содержать слои ткани, в которых сохраняется целостность нитей основы или нитей утка, или однонаправленные листы, имеющие направления, наклонные относительно друг друга. Для укрепления структура может быть снабжена двумя жесткими оболочками, покрывающими ее обе стороны, параллельные пластам и закрывающие ее ячейки. На фиг. 1-3 иллюстрируется описанный выше способ изготовления сотовой 13 26423 конструкции, известный ранее и условно названный в данном описании первым; на фиг. 4 и 5 - другой известный способ изготовления сотовой конструкции, условно названный вторым; на фиг. 6 и 7 прототип; на фиг. 8-13 - последовательные этапы одного из возможных вариантов практической реализации способа в соответствии с предлагаемым изобретением, предназначенного для изготовления плоской сотовой конструкции из композиционного термоконструкционного материала; на фиг. 14-16 - формирование специальной оболочки на сотовой конструкции для получения в результате этой операции самонапряженной жесткой панели; на фиг. 17 и 18 - другой вариант практического использования способа в соответствии с предлагаемым изобретением для изготовления сотовой конструкции, в целом представляющей собой тело вращения. Предлагаемый способ в варианте, предназначенном для изготовления плоской сотовой конструкции из композиционного термоконструкционного материала углерод/углеродного типа, описан более подробно (фиг. 8-13). Первый этап практической реализации способа состоит в изготовлении трехмерной силовой структуры композиционного материала из углеродных волокон. Для изготовления такой силовой структуры двухмерные пласты 13 из волокон углерода или из волокон прототипа углерода (например, из волокон полиакрилонитрила) накладываются друг на друга и прометываются (фиг. 8). Упомянутые выше пласты 13 представляют собой агрегаты, состоящие из нескольких слоев, например, слоев ткани или слоев ткани, перемежающихся со слоями волоконных прядей, причем эти слои волоконных прядей привносят в структуру пласта волокна, которые легко могут быть захвачены иглами при прометывании пластов с тем, чтобы пронизать эти простегиваемые пласты наскозь в поперечном направлении. Упомянутое выше приметывание предпочтительно выполнять на волокнах в состоянии прототипа углерода, поскольку прометывание или простегивание, осуществляемое непосредственно на волокнах углерода, имеет более разрушительные последствия. Для практического осуществления упомянутого выше прометывания или простегивания волоконной структуры можно действовать постепенно, по мере укладки друг на друга пластов 13, как это описано в документе FR-A-2584106. При этом толщина 5 10 15 20 25 30 35 40 45 50 55 14 создаваемой таким образом волокнистой силовой структуры определяется желаемой толщиной создаваемой в данном случае сотовой конструкции. Для обеспечения связей укладываемых друг на Друга пластов между собой могут быть использованы и другие технологии, например, сшивание пластов или внедрение поперечных нитей, как это описано в документе FR-A-2565262. В тех случаях, когда полученная таким образом трехмерная силовая структура будущего композиционного материала состоит из волокон прототипа углерода, должна быть проведена специальная термическая обработка углефикации или карбонизации для того, чтобы превратить упомянутый выше прототип в углерод. Поскольку такая термическая обработка неизбежно влечет за собой небольшую размерную усадку материала, предпочтительным является вариант, при котором эта термическая обработка выполняется до того, как в подготовленной волокнистой силовой структуре композиционного материала будут выполнены разрезы или щели, позволяющие затем сформировать ячейки в данной сотовой конструкции. Как показано на фиг. 9, эти разрезы в форме щелей выполняются в шахматном порядке. Размеры этих разрезов и их местоположение определяют размеры и форму будущих ячеек сотовой конструкции. Разрезы 14 выполняются в плоскостях, параллельных между собой и перпендикулярных плоскостям пластов 13. В предпочтительном варианте практической реализации описываемого здесь способа, плоскости разрезов параллельны одному из направлений X и Y, по которым ориентированы нити основы и нити утка ткани пластов 13, например,параллельны направлению X нитей основы ткани (при этом слои ткани укладываются друг на друга таким образом, чтобы нити их основ, а следовательно, уточные нити, были параллельны друг другу). Таким образом, непрерывность нитей основы (или утка) сохраняется в пластах ткани после выполнения разрезов. Все разрезы имеют одну и ту же длину L и находятся на одинаковом расстоянии друг от друга D в каждой плоскости. В свою очередь плоскости разрезов находятся на одинаковом расстоянии друг от друга. Длина разрезов L превышает по величине расстояние D между ними в одной плоскости, и расположение этих разрезов в шахматном порядке, как 15 26423 показано в проиллюстрированном на фигурах примере, таково, что середина одного разреза 14 в плоскости разрезов, взятой произвольно, находится на уровне середины интервала между двумя разрезами 14 в соседних с нею плоскостях разрезов. На практике разрезы 14 выполняются, например, ножом или специальным резаком с тонкой струей воды, подаваемой под достаточно большим давлением. После выполнения упомянутых выше разрезов 14 волнистая силовая структура 15 композиционного материала вытягивается в направлении Y, перпендикулярном плоскостям разрезов (направление растягивания показано стрелкой F на фиг. 10). Вытягивание волокнистой структуры с выполненными на ней разрезами в противоположных направлениях приводит к расхождению краев разрезов 14 (фиг. 10) и образование ячеек 16, стенки которых определяются краями этих разрезов. Растягивание такой волокнистой структуры прекращается в тот момент, когда ячейки 16 принимают желаемую в данном случае форму (фиг. 11), и до того, как механические напряжения, возникающие на концах разрезов, вызовут возможные разрывы упомянутой выше структуры. Таким образом получают предварительно отформованную волокнистую заготовку сотовой конструкции 17, в которой стенки ячеек 16 перпендикулярны плоскостям X, Y пластов 13. В принципе можно выполнить разрезы 14 и в плоскостях, наклоненных в той или иной степени по отношению к плоскостям 13 упомянутых выше пластов. В этом случае после растягивания волокнистой структуры в напралении Y в ней формируются ячейки, стенки которых не являются перпендикулярными к плоским сторонам данной волокнистой структуры в целом. Специальные испытания, проведенные на структурах описанного выше типа, показали, что в процессе растягивания стенки ячеек остаются перпендикулярными плоскостями X, Y пластов и что имеющиеся деформации поверхности такой структуры, возникающие, в частности, в зонах концов разрезов, характеризуются весьма малой амплитудой. Отмечается также, что упомянутое выше растягивание структуры не вызывает разрывов на концах разрезов. Для сравнения укажем, что соответствующие испытания, проведенные на идентичных 16 структурах, но не подвергающихся прометыванию или простегиванию пластов (отсутствие связей между пластами), показали, что растягивание структуры 5 может вызвать ее повреждение на концах разрезов. Способность волокнистой структуры 15 с разрезами к деформации в результате растяжения в направлении Y носит 10 совершенно удивительный характер при том, что сама ткань, составляющая основу пластов этой структуры, считается практически недеформируемой в своей 15 20 25 30 35 40 45 50 55 ПЛОСКОСТИ. После растягивания волокнистой силовой структуры композиционного материала данной сотовой конструкции полученная заготовка 17 уплотняется матрицей, будучи при этом удерживаемой в растянутом состоянии с помощью специального приспособления. Это приспособление (фиг. 12) образовано .графитовым основанием 18 и графитовыми же столбиками 19, вставленными в ячейки 16 заготовки вдоль ее краев, противоположных друг другу в направлении Y. Упомянутые выше столбики 19 вставляются в специальные отверстия, выполненные в основании 18 приспособления. Описанное выше приспособление 18, 19 с размещенной на нем заготовкой 17 в растянутом состоянии помещается в печь, где эта волокнистая силовая структура будущего композиционного материала 17 уплотняется матрицей путем химической инфильтрации в парообразной фазе. В соответствии со способом, который хорошо известен сам по себе, газообразная фаза, содержащая один или несколько различных углеводородов, вводится в замкнутый объем с находящейся там заготовкой при такой температуре и таком давлении, которое способствует разложению этой газообразной фазы в контакте с волокнами заготовки 17 и высвобождению чистого углерода, который постепенно заполняет поры волокнистой структуры 17. После описанного выше уплотнения предварительно отформованной заготовки силовой структуры композиционного материала матрицей получают сотовую конструкцию 20 из углерод/углеродного композиционного материала (фиг. 13). Такая конструкция может найти множество областей своего практического применения. Она может быть использована, например, в качестве основания или пола печи для термической обработки и с определенной выгодой заменить собой металлическое 17 26423 основание, изготовленное литьем или сваркой отдельных элементов. Такая сотовая конструкция может быть также использована в качестве жесткого приспособления для фиксации в заданном положении предварительно отформованной заготовки силовой структуры композиционного материала в процессе ее уплотнения путем химической инфильтрации в парообразной фазе вместо обычно используемых в таких случаях графитовых приспособлений. Сотовые конструкции из композиционных термоконструкционных материалов могут также найти себе применение в области создания легких и жестких панелей, используемых в авиационной или космической технике, например, в качестве элементов конструкции космических самолетов, летающих с весьма большой скоростью и испытывающих высокие термические нагрузки в результате аэродинамического нагрева. Сотовая конструкция описанного выше типа в ряде случаев может быть использована с присоединением листовой оболочки на каждой стороне этой конструкции. С этой целью, как показано на фиг. 14, по меньшей мере один слой волокнистого материала 2 1 , например слой ткани, натягивается на предварительно отформованную заготовку 17, удерживаемую в растянутом на основании 18 посредством уже упоминавшихся выше столбиков 19. Слой ткани 21 приметывается к участкам ячеек 16 посредством специальной головки, перемещения которой могут программироваться, например, так, как это описано в документе FR-A-2669941. После пристегивания или приметывания слоя 21 на отформованную структуру 17 и слой ткани 21 помещается графитное основание 22, аналогичное основанию 18 и снабженное отверстиями, расположенными таким образом, что в эти отверстия входят концы столбиков 19, выступающие над предварительно отформованной заготовкой 17. Собранная таким образом конструкция переворачивается и ставшее верхним основанием 18 снимается для того, чтобы обеспечить возможность размещения на предназначенном для него месте по меньшей мере одного слоя ткани 23, натягиваемого на другую сторону заготовки 17, и приметывание или пристегивание этого слоя к другой стороне этой заготовки 17 (фиг. 15). Полученная таким образом конструкция, представляющая собой растянутую 5 10 15 20 25 30 35 40 45 50 55 18 на графитном основании заготовку силовой структуры композиционного материала, с обеих сторон покрытую слоями соответствующего волокнистого материала, прикрепленного к упомянутой выше заготовке, помещается затем в печь, где осуществляется химическая инфильтрация в парообразной фазе, приводящая к одновременному уплотнению матрицей и предварительно отформованной заготовки 17, и покрывающих ее с двух сторон слоев ткани 21 и 23. В результате такой обработки получается жесткая самонапряженная панель 24, содержащая жесткую сердцевину 20 сотовой конструкции, покрытую с двух сторон жесткими оболочками 25 и 26, закрывающими ячейки 16 {фиг. 16). В тех случаях, когда изготавливаемая таким образом жесткая панель не подвергается в процессе эксплуатации значительным сдвигающим усилиям, упомянутые выше слои ткани 21 и 23, закрывающие ячейки 16, могут быть просто приклеены к плоским поверхностям предварительно отформованной заготовки 17 перед осуществлением операции их совместного уплотнения матрицей. При этом материал упомянутой матрицы дополняет и усиливает необходимую связь между сердцевиной и оболочками изготавливаемой панели. В описанных выше примерах была рассмотрена практическая реализация сотовых конструкций из композиционного материала, представляющего собой углеродное волокно в углеродной матрице. Предлагаемое изобретение вполне применимо и к практической реализации сотовых конструкций из термоконструкционньк композиционных материалов других типов. В частности, предлагаемое изобретение применимо к изготовлению сотовых конструкций из композиционных материалов с керамической матрицей, волокнистая силовая структура которых состоит из углеродных или керамических волокон. При этом используются известные технологии изготовления трехмерных силовых структур из углеродных или керамических волокон и уплотнения таких структур керамическими матрицами. Отметим также, что уплотнение матрицей предварительно отформованной заготовки сотовой конструкции, в случае необходимости покрытой оболочками на своих плоских сторонах, может осуществляться так называемым жидким способом, то есть пропиткой по меньшей мере одним прототипом матрицы в жидкой фазе и последующей трансформацией 19 26423 этого прототипа. Для достижения требуемых качеств получаемой сотовой конструкции из композиционного материала могут потребоваться несколько циклов пропитки, дополненные в случае необходимости циклом химической инфильтрации в парообразной фазе. И наконец, несмотря на то, что приведенное выше описание было посвящено изготовлению плоских сотовых конструкций, предлагаемое изобретение вполне применимо к изготовлению искривленных или цилиндрических сотовых конструкций. Такие сотовые конструкции, могут быть получены путем предварительного формирования заготовок сотовой конструкции н.1 соответствующим образом искривленных приспособлениях перед их уплотнением матрицей и отверждением. Может быть рассмотрено также изготовление трехмерной силовой структуры' в виде тела вращения 27 пристегиванием пластов 28, намотанных 20 .на барабан (фиг. 17), как это описано, например, в документе FR-A-2584107. В этом случае аналогичные описанные выше разрезы 29 в шахматном порядке 5 выполняются в меридиональных плоскостях на всю толщину сформированной таким образом структуры 27. Структура, отформованная соответству10 ющим образом и с нанесенными в шахматном порядке разрезами, растягивается на барабане 30 для образования ячеек 31." Столбики 32, вставленные в отверстия барабана 30, удерживают отформованную 15 и растянутую в необходимой степени заготовку в этом растянутом состоянии с целью ее уплотнения матрицей в этом состоянии при помощи, например, химической инфильтрации в парообразной 20 фазе (фиг. 18). После уплотнения матрицей жесткая цилиндрическая сотовая конструкция готова к практическому использованию. ФИГ. 1 2. ФИГ. 2 ФИГ. 3 26423 8 ФИГ 4 ФИГ 5 12 ФИГ 7 13 ФИГ 8 ' ФИГ 9 26423 ФИГ 10 ФИГ. 1} 19 20 18 ^ ^ 19 ФИГ. VI 19 ФИГ. 13 21 22 23 17 ФИГ. 15 26423 28 27 ФИГ 16 ФИГ 17 , 32 Упорядник Техред М. Келемеш Коректор О Обручар Замовлення 507 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл , 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вуя. Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюDelage Andre, Georges Jean-Michel, Maumus Jean-Pierre
Автори російськоюДелаж Андрэ, Жорж Жан-Мишель, Момю Жан-Пьер
МПК / Мітки
МПК: B01J 35/00, B31D 1/00, B29D 31/00, B32B 3/12, E04C 2/34, C04B 35/83, B32B 18/00
Мітки: спосіб, матеріалу, стільникова, термоконструкційного, стільникової, конструкція, виготовлення, композиційного, конструкції
Код посилання
<a href="https://ua.patents.su/14-26423-sposib-vigotovlennya-stilnikovo-konstrukci-z-kompozicijjnogo-termokonstrukcijjnogo-materialu-ta-stilnikova-konstrukciya-z-kompozicijjnogo-termokonstrukcijjnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стільникової конструкції з композиційного термоконструкційного матеріалу та стільникова конструкція з композиційного термоконструкційного матеріалу</a>
Пристрій для виготовлення каркасної конструкції з композиційного матеріалу
Номер патенту: 18334
Опубліковано: 25.12.1997
Автори: Забашта Володимир Федорович, Скрябіна Діана Миколаївна, Страшинський Анатолій Вікторович, Шульга Микола Федорович, Петропольський Віктор Сергійович
МПК: B29C 43/10, B29C 43/20, B29L 9/00
Мітки: конструкції, пристрій, матеріалу, виготовлення, каркасної, композиційного
Формула / Реферат:
1. Устройство для изготовления каркасной конструкции из композиционного материала, включающее смонтированные на раме и соединенные торцевыми стойками верхнюю и нижнюю формообразующие плиты, установленные между ними жесткие оправки, прижимные пластины и вакуумный мешок, отличающееся тем, что оно снабжено выполненными из эластичного листового материала оправками в виде полого корпуса с заформированными по рабочим плоскостям прижимными...
Спосіб одержання порошкового композиційного матеріалу
Номер патенту: 13130
Опубліковано: 28.02.1997
Автори: Краснянський Григорій Єфимович, Рунова Раїса Федорівна, Максунов Сергій Євгенович, Купрієнко Олена Павлівна
Мітки: матеріалу, порошкового, одержання, композиційного, спосіб
Формула / Реферат:
(57) Способ получения порошкового композиционного материала, включающий гидратацию дисперсного силикатного вещества нестабильной кристаллической структуры, его смешивание в количестве 75-80 об.% с металлическим порошком и формование материала, отличающийся тем, что после формования через материал пропускают переменный электрический ток промышленной частоты напряжением 200-230В в течение 3-10с.
Спосіб виготовлення алмазомісткого композиційного матеріалу
Номер патенту: 1997
Опубліковано: 20.12.1994
Автори: Вовчановський Іван Федорович, Сімкін Едуард Семенович, Скляр Світлана Йосипівна, Петрига Петро Васильович, Фінкельштейн Євген Михайлович, Дабіжа Євген Вікторович, Ципін Нехем'ян Веніамінович, Богданов Роберт Константинович, Свечніков Олексій Олексійович
Мітки: спосіб, виготовлення, матеріалу, композиційного, алмазомісткого
Формула / Реферат:
Способ изготовления алмазосодержащего композиционного материала, включающий смешивание алмазных частиц и металлической связки, прессование и спекание спрессованных заготовок, сопровождающееся пропиткой, отличающийся тем, что перед смешиванием на алмазные частицы наносят последовательно, слои молибдена, а затем - основную составляющую металлической связки в потоке плазмы тлеющего разряда.
Спосіб одержання листового армованого композиційного матеріалу
Номер патенту: 13280
Опубліковано: 28.02.1997
Автори: Карпенко Олег Олександрович, Пінашина Валентина Олександрівна, Коковіхін Юрій Іванович, Коваленко Сергій Григорович, Парадня Павло Вікторович
МПК: B23K 20/04
Мітки: одержання, композиційного, матеріалу, листового, спосіб, армованого
Формула / Реферат:
(57) Способ получения листового армированного композиционного материала, включающий сборку пакета из листа армирующего материала и размещенных с двух его сторон листов обкладок с предварительно подготовленными поверхностями и его прокатку, отличающийся тем, что в качестве листов обкладок используют материал, предел прочности которого составляет 0,05...0,5 предела прочности армирующего материала, толщиной 1...3 толщины листа армирующего...
Пристрій для гарячого пресування алмазовмісного композиційного матеріалу на основі тугоплавких сполук перехідних металів та їх сплавів при високих тисках
Номер патенту: 13634
Опубліковано: 25.04.1997
Автори: Сімкін Едуард Семенович, Ципін Нехем'ян Веніамінович, Вовчановський Іван Федорович, Нагорний Петро Арсенійович, Боримський Олександр Іванович, Новіков Микола Васильович
МПК: B30B 15/16, B22F 3/15
Мітки: гарячого, основі, алмазовмісного, тугоплавких, матеріалу, сполук, високих, металів, пресування, тисках, пристрій, сплавів, перехідних, композиційного
Формула / Реферат:
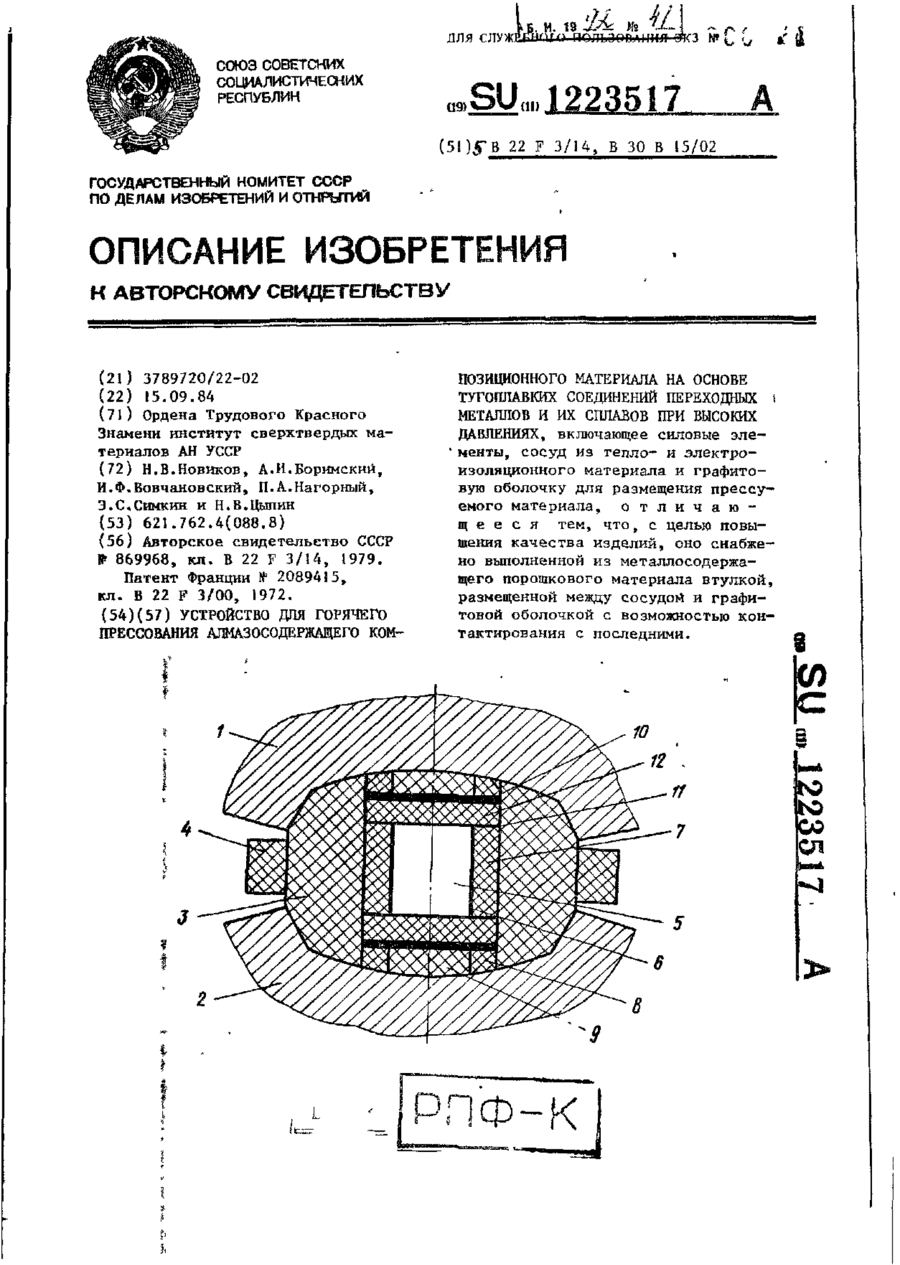
Устройство для горячего прессования алмазосодержащего композиционного материала на основе тугоплавких соединений переходных металлов и их сплавов при высоких давленнях, включающее силовые элементы, сосуд из тепло- и электроизоляционного материала и графитовую оболочку для размещения прессуемого материала, отличающееся тем, что, с целью повышения качества изделий, оно снабжено выполненной из металлосодержащего порошкового материала втулкой,...
Попередній патент: Циліндричне металеве волокно, тіло з металевих волокон, спосіб виготовлення циліндричних металевих волокон і спосіб виготовлення тіла з циліндричних металевих волокон
Наступний патент: Спосіб розволокнення натуральних шкір та пристрій для його здійснення
Випадковий патент: Пружний гнучкий гвинтовий робочий орган