Пристрій для виготовлення каркасної конструкції з композиційного матеріалу
Номер патенту: 18334
Опубліковано: 25.12.1997
Автори: Забашта Володимир Федорович, Скрябіна Діана Миколаївна, Петропольський Віктор Сергійович, Шульга Микола Федорович, Страшинський Анатолій Вікторович


Формула / Реферат
1. Устройство для изготовления каркасной конструкции из композиционного материала, включающее смонтированные на раме и соединенные торцевыми стойками верхнюю и нижнюю формообразующие плиты, установленные между ними жесткие оправки, прижимные пластины и вакуумный мешок, отличающееся тем, что оно снабжено выполненными из эластичного листового материала оправками в виде полого корпуса с заформированными по рабочим плоскостям прижимными пластинами, расположенными между жесткими оправками, а также приспособлением для сборки и фиксации оправок, установленным на раме с возможностью перемещения.
2. Устройство для изготовления каркасной конструкции из композиционного материала, отличающееся тем, что корпус оправки из эластичного листового материала выполнен с жесткой торцевой стенкой, имеющей наклонные борта с зиговкой и штуцер для подвода давления.
Текст
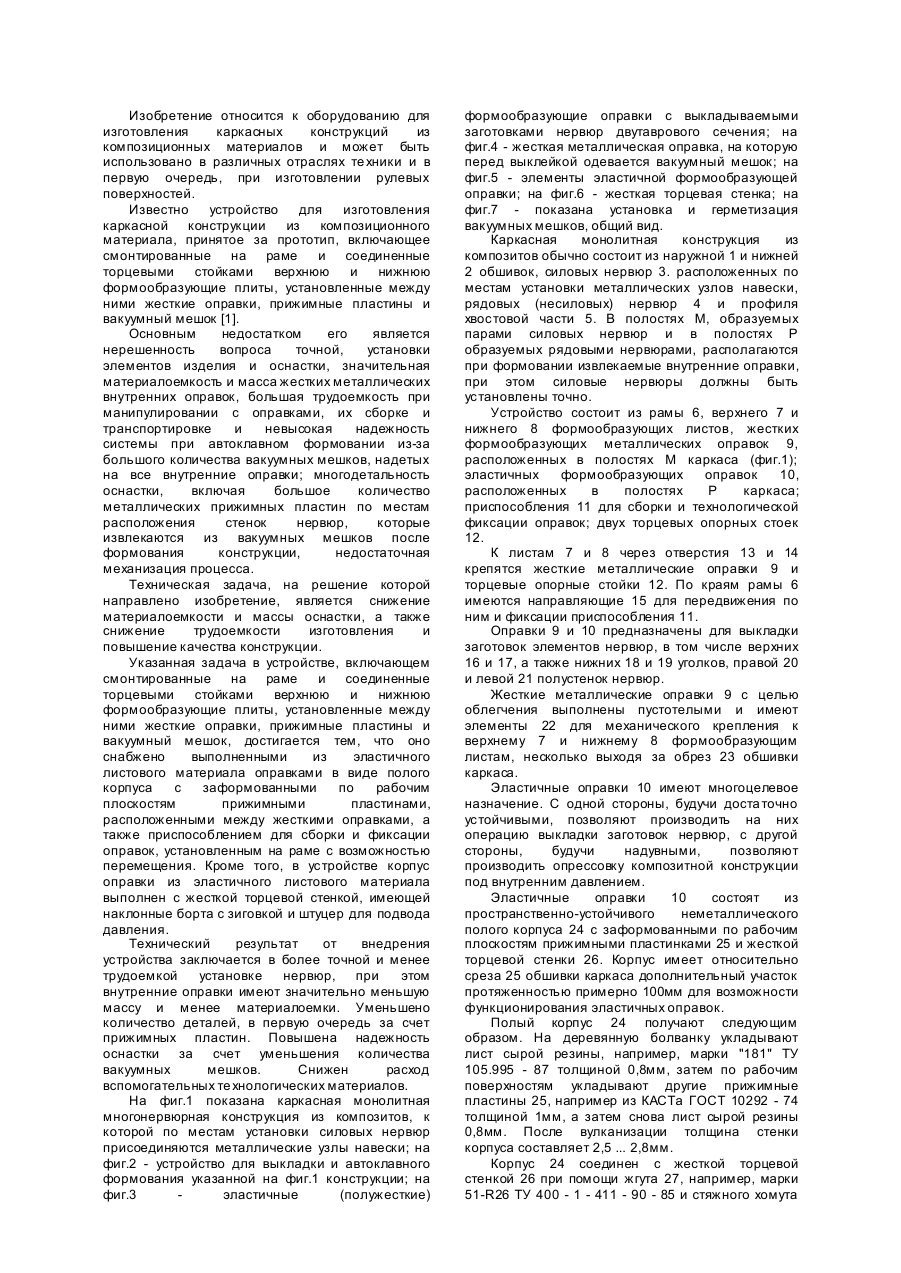
Изобретение относится к оборудованию для изготовления каркасных конструкций из композиционных материалов и может быть использовано в различных отраслях те хники и в первую очередь, при изготовлении рулевых поверхностей. Известно устройство для изготовления каркасной конструкции из композиционного материала, принятое за прототип, включающее смонтированные на раме и соединенные торцевыми стойками верхнюю и нижнюю формообразующие плиты, установленные между ними жесткие оправки, прижимные пластины и вакуумный мешок [1]. Основным недостатком его является нерешенность вопроса точной, установки элементов изделия и оснастки, значительная материалоемкость и масса жестких металлических внутренних оправок, большая трудоемкость при манипулировании с оправками, их сборке и транспортировке и невысокая надежность системы при автоклавном формовании из-за большого количества вакуумных мешков, надетых на все внутренние оправки; многодетальность оснастки, включая большое количество металлических прижимных пластин по местам расположения стенок нервюр, которые извлекаются из вакуумных мешков после формования конструкции, недостаточная механизация процесса. Техническая задача, на решение которой направлено изобретение, является снижение материалоемкости и массы оснастки, а также снижение трудоемкости изготовления и повышение качества конструкции. Указанная задача в устройстве, включающем смонтированные на раме и соединенные торцевыми стойками верхнюю и нижнюю формообразующие плиты, установленные между ними жесткие оправки, прижимные пластины и вакуумный мешок, достигается тем, что оно снабжено выполненными из эластичного листового материала оправками в виде полого корпуса с заформованными по рабочим плоскостям прижимными пластинами, расположенными между жесткими оправками, а также приспособлением для сборки и фиксации оправок, установленным на раме с возможностью перемещения. Кроме того, в устройстве корпус оправки из эластичного листового материала выполнен с жесткой торцевой стенкой, имеющей наклонные борта с зиговкой и штуцер для подвода давления. Технический результат от внедрения устройства заключается в более точной и менее трудоемкой установке нервюр, при этом внутренние оправки имеют значительно меньшую массу и менее материалоемки. Уменьшено количество деталей, в первую очередь за счет прижимных пластин. Повышена надежность оснастки за счет уменьшения количества вакуумных мешков. Снижен расход вспомогательных те хнологических материалов. На фиг.1 показана каркасная монолитная многонервюрная конструкция из композитов, к которой по местам установки силовых нервюр присоединяются металлические узлы навески; на фиг.2 - устройство для выкладки и автоклавного формования указанной на фиг.1 конструкции; на фиг.3 эластичные (полужесткие) формообразующие оправки с выкладываемыми заготовками нервюр двутаврового сечения; на фиг.4 - жесткая металлическая оправка, на которую перед выклейкой одевается вакуумный мешок; на фиг.5 - элементы эластичной формообразующей оправки; на фиг.6 - жесткая торцевая стенка; на фиг.7 - показана установка и герметизация вакуумных мешков, общий вид. Каркасная монолитная конструкция из композитов обычно состоит из наружной 1 и нижней 2 обшивок, силовых нервюр 3. расположенных по местам установки металлических узлов навески, рядовых (несиловых) нервюр 4 и профиля хвостовой части 5. В полостях M, образуемых парами силовых нервюр и в полостях P образуемых рядовыми нервюрами, располагаются при формовании извлекаемые внутренние оправки, при этом силовые нервюры должны быть установлены точно. Устройство состоит из рамы 6, верхнего 7 и нижнего 8 формообразующих листов, жестких формообразующих металлических оправок 9, расположенных в полостях M каркаса (фиг.1); эластичных формообразующих оправок 10, расположенных в полостях P каркаса; приспособления 11 для сборки и технологической фиксации оправок; двух торцевых опорных стоек 12. К листам 7 и 8 через отверстия 13 и 14 крепятся жесткие металлические оправки 9 и торцевые опорные стойки 12. По краям рамы 6 имеются направляющие 15 для передвижения по ним и фиксации приспособления 11. Оправки 9 и 10 предназначены для выкладки заготовок элементов нервюр, в том числе верхних 16 и 17, а также нижних 18 и 19 уголков, правой 20 и левой 21 полустенок нервюр. Жесткие металлические оправки 9 с целью облегчения выполнены пустотелыми и имеют элементы 22 для механического крепления к верхнему 7 и нижнему 8 формообразующим листам, несколько выходя за обрез 23 обшивки каркаса. Эластичные оправки 10 имеют многоцелевое назначение. С одной стороны, будучи доста точно устойчивыми, позволяют производить на них операцию выкладки заготовок нервюр, с другой стороны, будучи надувными, позволяют производить опрессовку композитной конструкции под внутренним давлением. Эластичные оправки 10 состоят из пространственно-устойчивого неметаллического полого корпуса 24 с заформованными по рабочим плоскостям прижимными пластинками 25 и жесткой торцевой стенки 26. Корпус имеет относительно среза 25 обшивки каркаса дополнительный участок протяженностью примерно 100мм для возможности функционирования эластичных оправок. Полый корпус 24 получают следующим образом. На деревянную болванку укладывают лист сырой резины, например, марки "181" ТУ 105.995 - 87 толщиной 0,8мм, затем по рабочим поверхностям укладывают другие прижимные пластины 25, например из КАСТа ГОСТ 10292 - 74 толщиной 1мм, а затем снова лист сырой резины 0,8мм. После вулканизации толщина стенки корпуса составляет 2,5 ... 2,8мм. Корпус 24 соединен с жесткой торцевой стенкой 26 при помощи жгута 27, например, марки 51-R26 ТУ 400 - 1 - 411 - 90 - 85 и стяжного хомута 28. Стенка 26 изготовлена из металлического листа, например, марки АМЦ толщиной 2,5мм и имеет замкнутую коробчатую форму с дном 29, наклонными бортами 30, на которых выполнена зиговка 31. По центру дна установлен штуцер 32, через который во внутрь оправки подается давление. Наклон стенок и зиговка необходимы для возможности плотной укладки оправок по дистанции и для надежной герметизации места соединения "корпус торцевая сменка". Эластичные оправки 10 по сравнению с алюминиевыми обеспечивают снижение массы в 5 ... 7 раз. На металлических оправках 9 устанавливают вакуумные мешки 33, например, из ткани АТОМ-1 ТУ 17 - 21 - 91 - 76. Небольшие куски ткани 34 приклеены к внутренней стороне бортов 30 и присоединены к внутренним мешкам 33 и к общему наружному вакуумному мешку 35, создавая замкнутую полость, к которой подключена вакуумная система автоклава. Склейку мешков производят с помощью липкого жгута 36, например 51-Г27. Устройство работает следующим образом. На верхний 7 и нижний 8 формующие листы укладывают заготовки обшивок каркаса 1 и 2, например из углепластика марки КМУ-11. На раме 6 устройства устанавливают приспособление 11, перемещаемое по направляющим 15. На внутренних оправках 9 и 10 производят выкладку заготовок нервюр; при этом на оправки 9 предварительно одевают вакуумные мешки. Оправки поочередно поджимают по боковым сторонам к торцевой стойке 12 с помощью приспособления 11 и в это время в одной или нескольких эластичных оправках создают вакуум до 0,3кг/см 2. Оправки за счет поджима и вакуумного разрежения точно устанавливаются в требуемых местах. После установки всех оправок с выложенными заготовками нервюр на нижнем формовочном листе 8 с пакетом обшивки 2, устанавливают профиль 5 по задней кромке, а затем верхний формовочный лист 7 с пакетом обшивки 1. Жесткие металлические оправки 9 дополнительно крепят к верхнему листу 7. После сборки каркасной конструкции и герметизации места стыка внутренних оправок между собой, производят установку и склейку вакуумного мешка 35, который затем склеивают с помощью липкого жгута с вн утренними мешками 33 и присоединяют к раме 6. В автоклаве сжатый воздух через штуцер 32 попадает во внутрь оправок 10, в результате их расширения происходит формование композитных элементов каркаса. Одновременно давление попадает и под мешки 33, установленные на металлических оправках 9 и эти мешки также производят опрессовку каркаса. После автоклавного формования каркаса снимают верхний лист 7, затем извлекают полужесткие оправки 10, для чего внутри их кратковременно создают небольшое разрежение (до 0,3кг/см 2), в результате чего они отходят от отпрессованных стенок каркаса. В последнюю очередь извлекают оправки 9 и каркас снимают с нижнего листа 8.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing the frame structures from composite material
Автори англійськоюStrashynskyi Anatolii Viktorovych, Petropolskyi Viktor Serhiovych, Zabashta Volodymyr Fedorovych, Shulha Mykola Fedorovych, Skriabina Diana Mykolaivna
Назва патенту російськоюУстройство для изготовления каркасных конструкций из композиционного материала
Автори російськоюСтрашинский Анатолий Викторович, Петропольский Виктор Сергеевич, Забашта Владимир Федорович, Шульга Николай Федорович, Скрябина Диана Николаевна
МПК / Мітки
МПК: B29C 43/20, B29C 43/10, B29L 9/00
Мітки: композиційного, конструкції, каркасної, пристрій, виготовлення, матеріалу
Код посилання
<a href="https://ua.patents.su/4-18334-pristrijj-dlya-vigotovlennya-karkasno-konstrukci-z-kompozicijjnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення каркасної конструкції з композиційного матеріалу</a>
Пристрій для гарячого пресування алмазовмісного композиційного матеріалу на основі тугоплавких сполук перехідних металів та їх сплавів при високих тисках
Номер патенту: 13634
Опубліковано: 25.04.1997
Автори: Боримський Олександр Іванович, Вовчановський Іван Федорович, Новіков Микола Васильович, Сімкін Едуард Семенович, Ципін Нехем'ян Веніамінович, Нагорний Петро Арсенійович
МПК: B22F 3/15, B30B 15/16
Мітки: гарячого, композиційного, пристрій, пресування, алмазовмісного, високих, матеріалу, сполук, основі, сплавів, перехідних, металів, тугоплавких, тисках
Формула / Реферат:
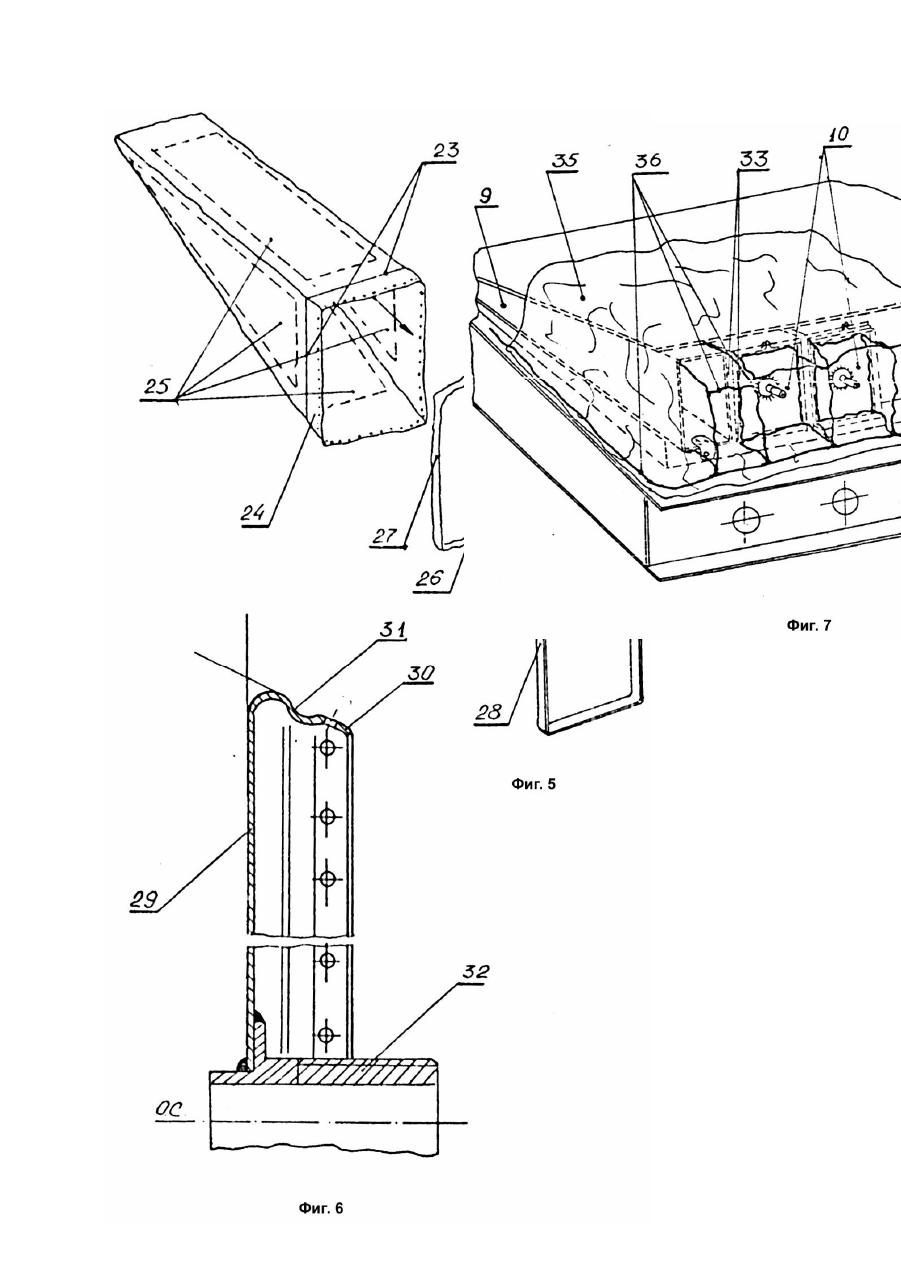
Устройство для горячего прессования алмазосодержащего композиционного материала на основе тугоплавких соединений переходных металлов и их сплавов при высоких давленнях, включающее силовые элементы, сосуд из тепло- и электроизоляционного материала и графитовую оболочку для размещения прессуемого материала, отличающееся тем, что, с целью повышения качества изделий, оно снабжено выполненной из металлосодержащего порошкового материала втулкой,...
Спосіб виготовлення алмазомісткого композиційного матеріалу
Номер патенту: 1997
Опубліковано: 20.12.1994
Автори: Ципін Нехем'ян Веніамінович, Богданов Роберт Константинович, Скляр Світлана Йосипівна, Сімкін Едуард Семенович, Свечніков Олексій Олексійович, Петрига Петро Васильович, Вовчановський Іван Федорович, Дабіжа Євген Вікторович, Фінкельштейн Євген Михайлович
Мітки: матеріалу, алмазомісткого, спосіб, композиційного, виготовлення
Формула / Реферат:
Способ изготовления алмазосодержащего композиционного материала, включающий смешивание алмазных частиц и металлической связки, прессование и спекание спрессованных заготовок, сопровождающееся пропиткой, отличающийся тем, что перед смешиванием на алмазные частицы наносят последовательно, слои молибдена, а затем - основную составляющую металлической связки в потоке плазмы тлеющего разряда.
Спосіб виготовлення складеної попередньонапруженої конструкції
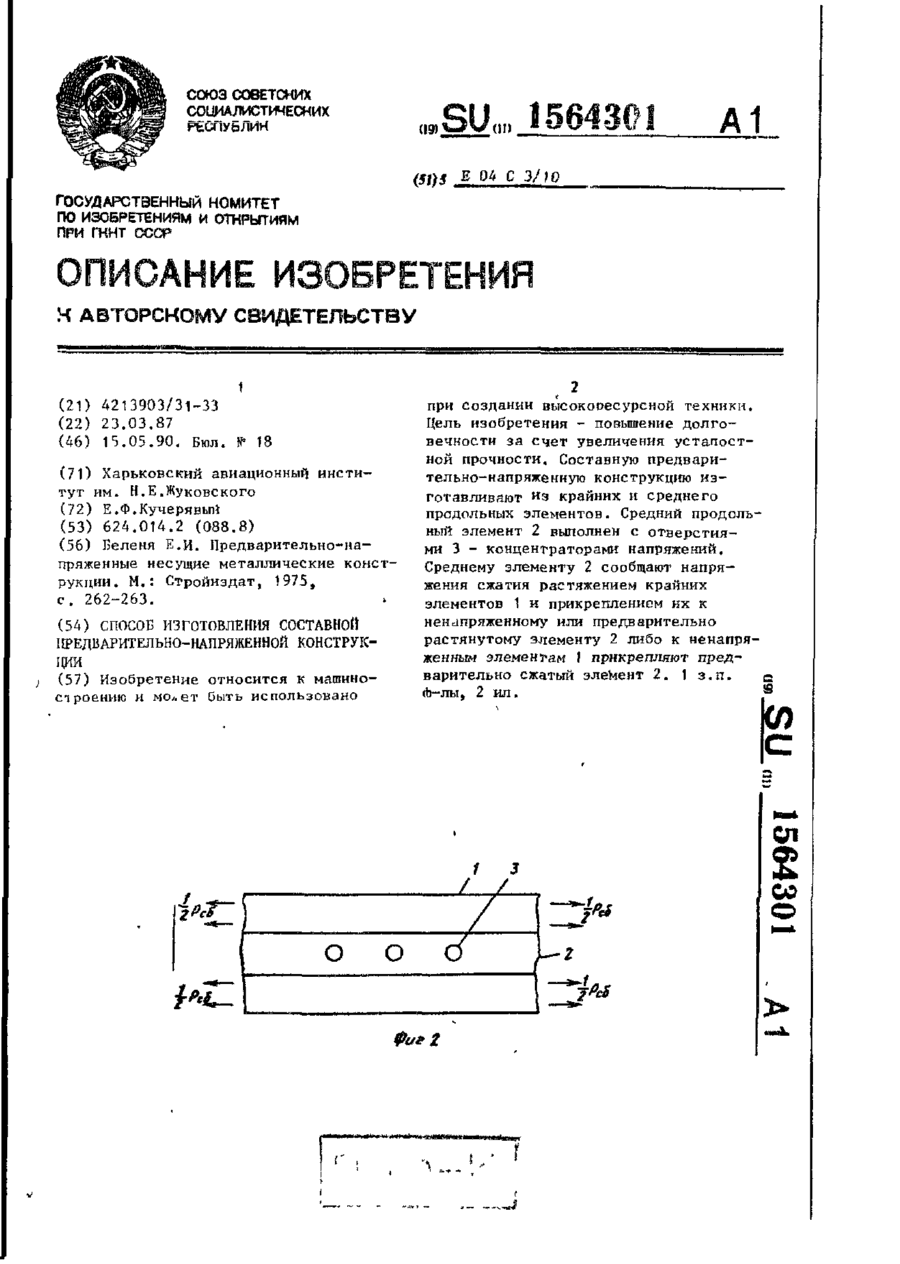
Номер патенту: 1428
Опубліковано: 25.03.1994
Автор: Кучерявий Євген Федорович
МПК: E04C 3/04
Мітки: складеної, попередньонапруженої, виготовлення, спосіб, конструкції
Формула / Реферат:
1. Способ изготовления составной предварительно напряженной конструкции из нескольких составляющих продольных элементов с предварительным их деформированием и сборку их в единую конструкцию с сохранением напряженного состояния предварительно деформисчет осуществления их предварительного сжатия и/или предварительного растяжения элементов без концентраторов напряжений. 2. Способ по п. 1 , отличающийся тем, что элементы без...
Стержень із композиційного матеріалу
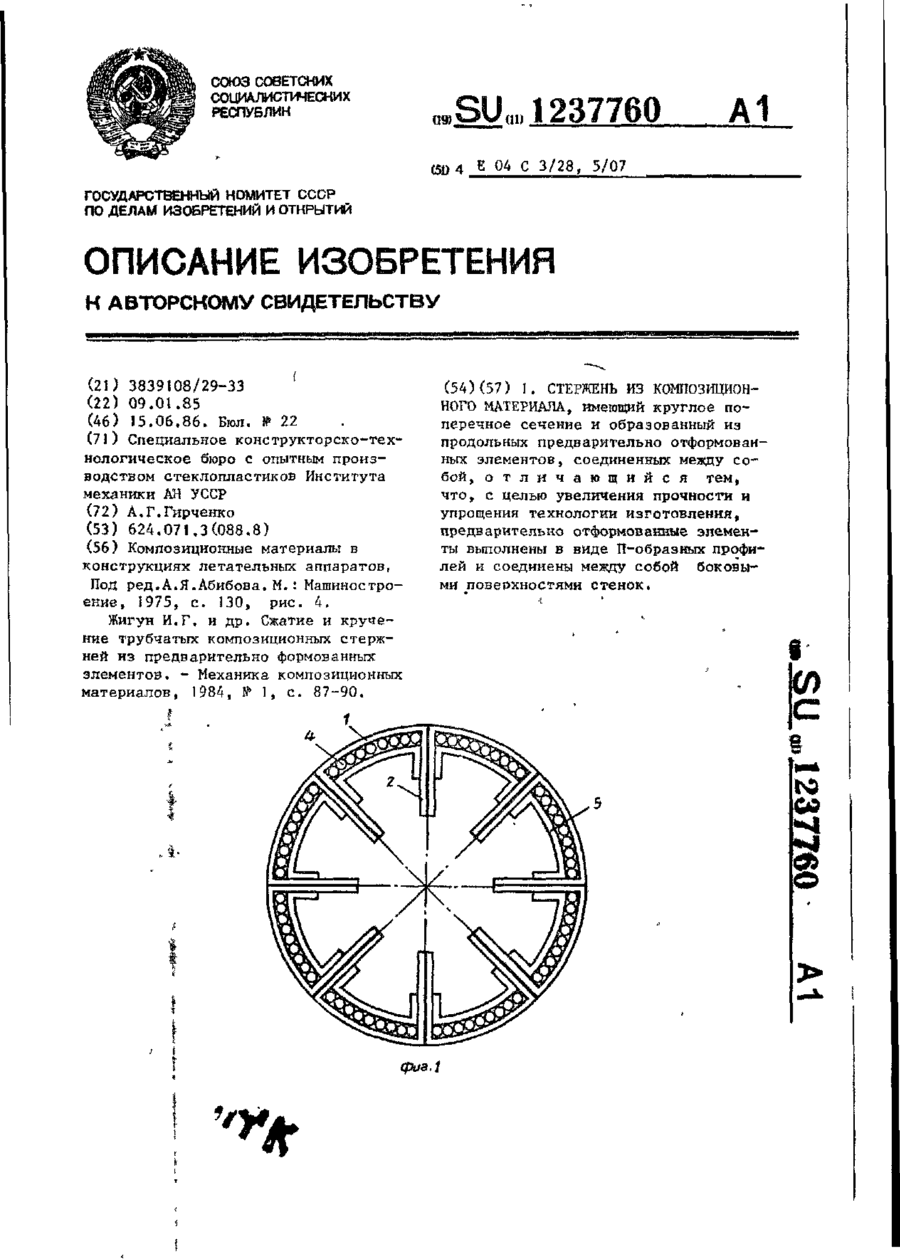
Номер патенту: 7459
Опубліковано: 29.09.1995
Автор: Гірченко Анатолій Георгійович
Мітки: композиційного, матеріалу, стержень
Формула / Реферат:
1. Стержень из композиционного материала, имеющий круглое поперечное сечение и образованный из продольных предварительно отформованных элементов, соединенных между собой, отличающийся тем, что, с целью увеличения прочности и упрощения технологии изготовления, предварительно отформованные элементы выполнены в виде П-образных профилей и соединены между собой боковыми поверхностями стенок.2. Стержень по п.1, отличающийся тем, что...
Пристрій для виготовлення виробів з пластичного матеріалу
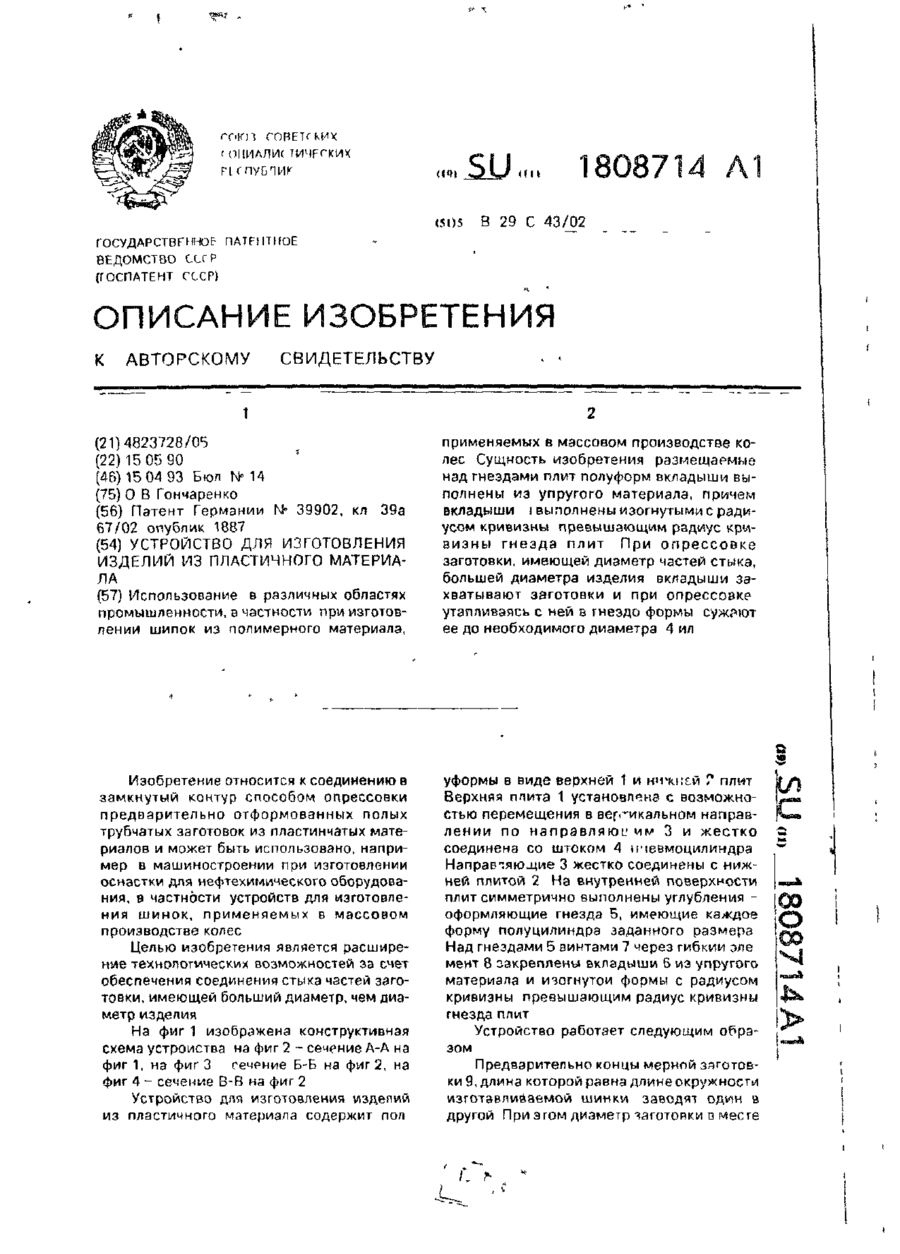
Номер патенту: 16840
Опубліковано: 29.08.1997
Автор: Гіріна Ольга Василівна
МПК: B29C 43/02
Мітки: пластичного, пристрій, виробів, матеріалу, виготовлення
Формула / Реферат:
Устройство для изготовления изделий из пластичного материала путем опрессовки, содержащее подвижные от силового механизма полуформы в виде плит с оформляющими гнездами и вкладышами в виде пластин, размещенными над гнездами, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения соединения стыка частей заготовки, имеющей больший диаметр, чем диаметр изделия, вкладыши выполнены из упругого материала, при этом...
Попередній патент: Установка для розподілу дрібнодисперсних матеріалів у киплячому шарі
Наступний патент: Спосіб формування листових деталей з композитів з синусоїдальними гофрами
Випадковий патент: Спосіб обробки культі червоподібного відростка при лапароскопічній апендектомії