Спосіб гідратації гіпсових плит і пристрій для його здійснення
Формула / Реферат
1. Спосіб виготовлення гіпсових плит, що включає наступні етапи:
(І) формування плит;
(II) твердіння плит з гідратацією; і
(III) сушіння у процесі обертання плит, в якому сушіння здійснюють у щонайменше одному барабані, який обертається у камері, а щонайменше один барабан містить дві, три або більше відмінних одна від одної секцій сушіння, які частково утворені плитами, або сушіння також здійснюють у щонайменше другому барабані з секціями сушіння, відмінними від одного барабана до іншого.
2. Спосіб за п. 1, в якому сушіння здійснюють з циркуляцією гарячих газів, причому плити формують канали для просування газів.
3. Спосіб за пп. 1 або 2, в якому сушіння також здійснюють у щонайменше другому барабані, причому вказаний другий барабан може містити одну, дві, три або більше відмінних одна від одної секцій сушіння.
4. Спосіб за пп. 1 або 2, в якому використовують рекуперацію схованої теплоти конденсації водяних парів.
5. Спосіб за п. 4, в якому сушіння здійснюють у щонайменше одному першому барабані без використання рекуперації і у щонайменше одному барабані з використанням рекуперації.
6. Спосіб за будь-яким з пп. 1-3, що містить додатково один етап:
(IV) охолоджування плит.
7. Спосіб за п. 6, в якому сушіння здійснюють у декількох барабанах, розташованих послідовно один за одним, а охолоджування частково здійснюють у деякій частині останнього барабана.
8. Пристрій для виготовлення гіпсових плит, що включає у себе зону формування, зону твердіння та гідратації, камеру (15) і щонайменше один барабан, виконаний з можливістю обертання всередині камери (15), в якому:
камера розділена на дві, три або більше різних секцій сушіння, які частково утворені плитами; або
пристрій містить щонайменше другий барабан з секціями сушіння, відмінними від одного барабана до іншого.
9. Пристрій за п. 8, в якому зазначений щонайменше один барабан також містить центральну вісь (13) навколо якої розташована велика кількість гілок (14a, 14b,14с,14d).
10. Пристрій за п. 9, в якому кожна гілка розділена на велику кількість зубців типу зубців гребінки.
11. Пристрій за п. 10, в якому центральна вісь являє собою стовбур, а зубці виконані порожнистими і з'єднані зі стовбуром.
12. Пристрій за п. 10, в якому центральна вісь являє собою стовбур, а зубці виконані порожнистими, з'єднані зі стовбуром і містять розташовані вздовж зубців отвори.
13. Пристрій за будь-яким з пп. 8-12, який містить щонайменше один барабан без використання рекуперації та щонайменше один барабан з використанням рекуперації прихованої теплоти конденсації водяних парів.
14. Пристрій за будь-яким з пп. 8-13, в якому барабан являє собою одну зону охолоджування.
15. Пристрій за п. 14, в якому зона охолоджування відповідає одній чверті окружності барабана, розташованій під середньою горизонталлю, причому камера у випадку необхідності розташована на рівні цієї зони.
16. Пристрій за п. 14, в якому зона охолоджування відповідає одній чверті окружності барабана, розташованій над середньою горизонталлю, причому камера у випадку необхідності розташована на рівні цієї зони.
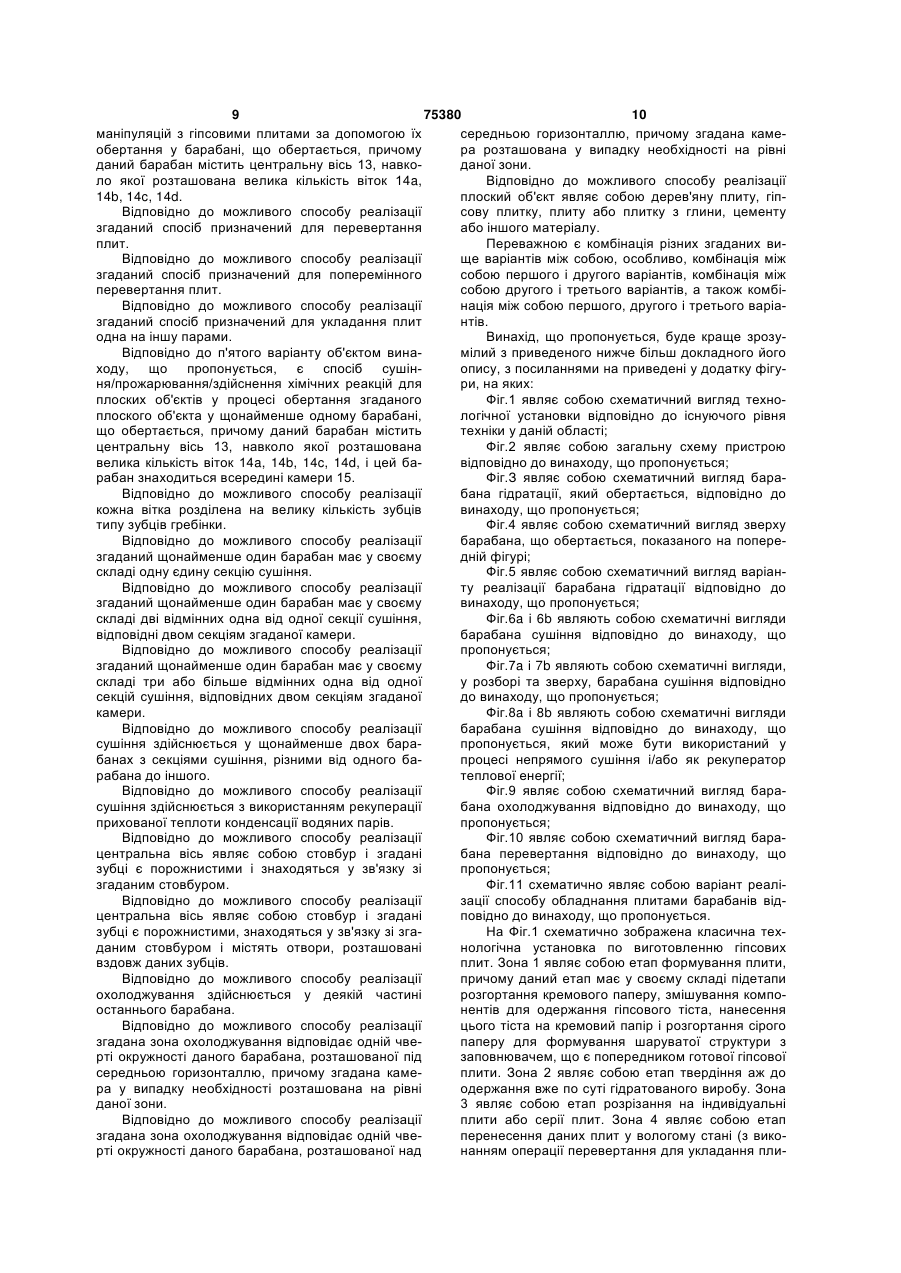
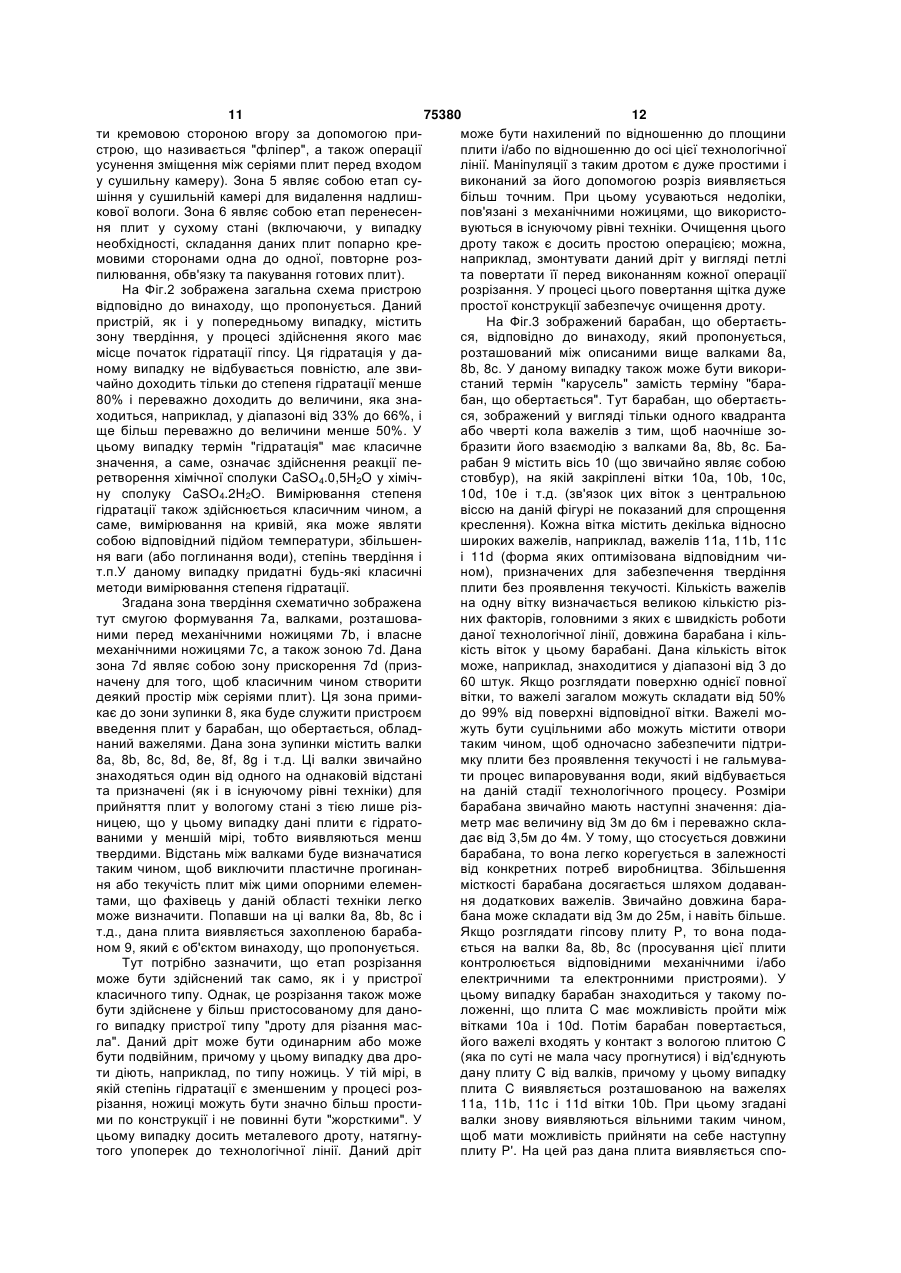
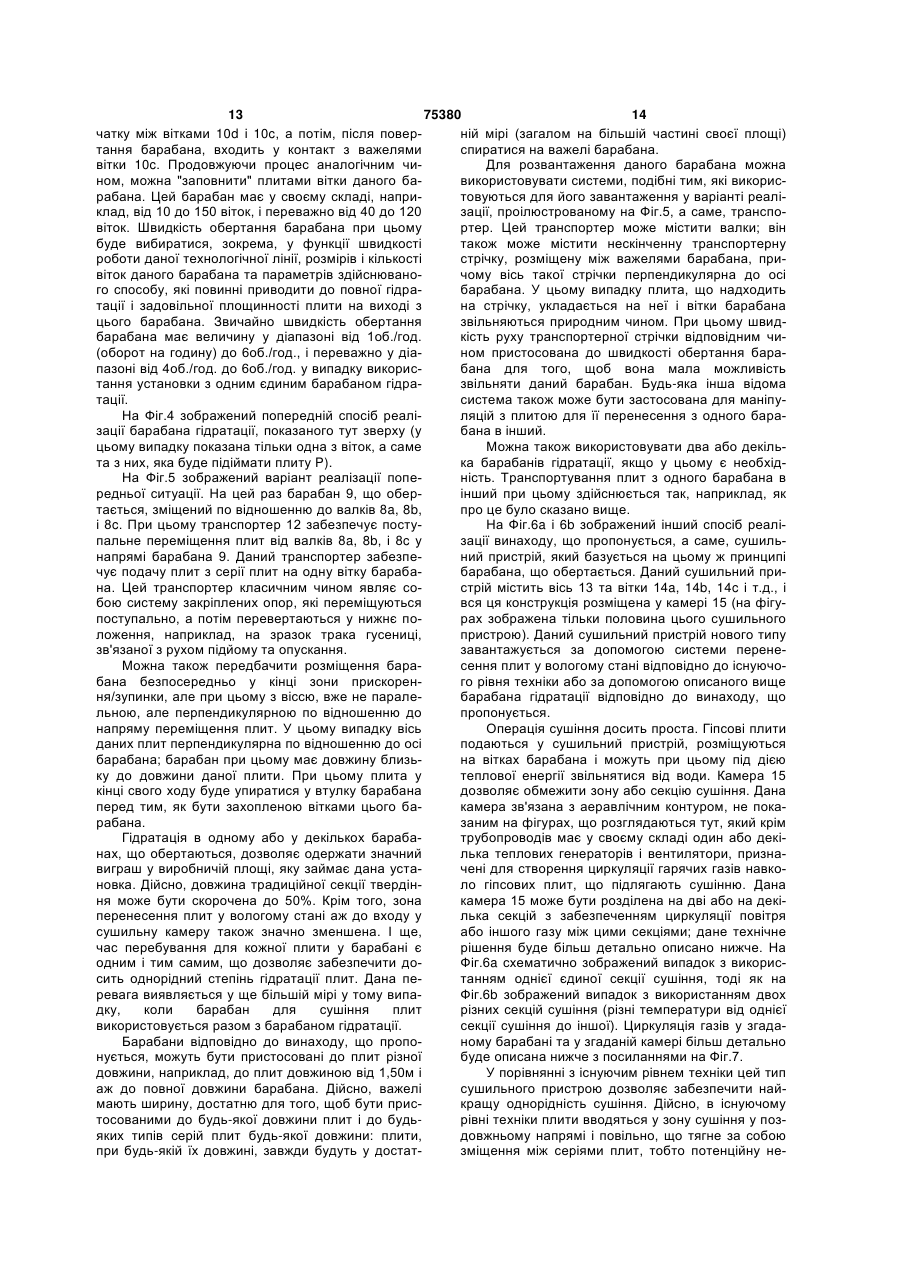
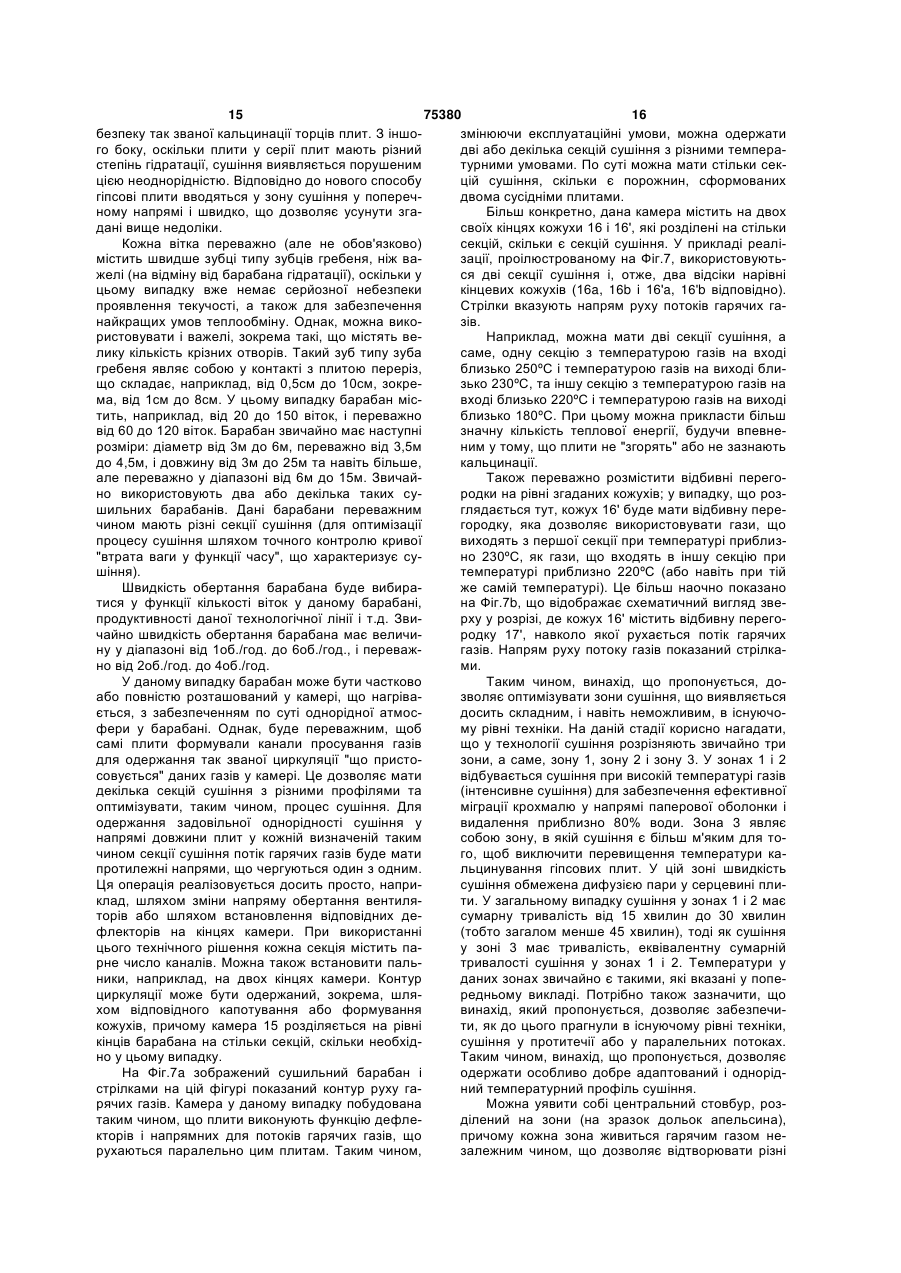
Текст
1. Спосіб виготовлення гіпсових плит, що включає наступні етапи: (І) формування плит; (II) твердіння плит з гідратацією; і (III) сушіння у процесі обертання плит, в якому сушіння здійснюють у щонайменше одному барабані, який обертається у камері, а щонайменше один барабан містить дві, три або більше відмінних одна від одної секцій сушіння, які частково утворені плитами, або сушіння також здійснюють у щонайменше другому барабані з секціями сушіння, відмінними від одного барабана до іншого. 2. Спосіб за п.1, в якому сушіння здійснюють з циркуляцією гарячих газів, причому плити формують канали для просування газів. 3. Спосіб за пп.1 або 2, в якому сушіння також здійснюють у щонайменше другому барабані, причому вказаний другий барабан може містити одну, дві, три або більше відмінних одна від одної секцій сушіння. 4. Спосіб за пп.1 або 2, в якому використовують рекуперацію схованої теплоти конденсації водяних парів. 5. Спосіб за п.4, в якому сушіння здійснюють у щонайменше одному першому барабані без використання рекуперації і у щонайменше одному барабані з використанням рекуперації. 6. Спосіб за будь-яким з пп.1-3, що містить додатково один етап: (IV) охолоджування плит. 7. Спосіб за п.6, в якому сушіння здійснюють у декількох барабанах, розташованих послідовно один 2 (19) 1 3 Даний винахід стосується вдосконаленого способу виготовлення гіпсових плит, а також пристрою для реалізації цього способу. Відомі гіпсові плити, які утворені осердям з щільного гіпсу (щільність якого має величину, наприклад, у діапазоні від 0,6 до 1,0 і звичайно складає 0,7), розташованим на щонайменше одній підкладці типу паперу, і переважно між двома підкладками типу паперу (звичайно одну з цих підкладок умовно називають кремовим папером, а іншу підкладку називають сірим папером). Класичний спосіб виготовлення таких гіпсових плит має у своєму складі перераховані нижче технологічні етапи. Звичайно цей спосіб містить етап формування плити, при цьому даний етап має у своєму складі проміжні етапи, а саме, етап розгортання кремового паперу, етап змішування, що забезпечує одержання тіста, утвореного в основному гіпсом (у напівгідратованому стані) і водою, в яке, для надання цій плиті специфічних експлуатаційних властивостей, додаються різні добавки (зокрема, крохмаль і, у випадку необхідності, одна або декілька речовин, які спінюють, що використовуються для утворення піни); етап нанесення згаданого тіста на кремовий папір; етап розгортання і подальшого накладання сірого паперу для безперервного формування шаруватої структури, що є основою згаданої плити; етап гідратації, твердіння і зчеплення згаданого тіста, у процесі гідратації цього тіста, з двома шарами паперу на спеціальних опорах, які утворюють лінію формування. На кінцевій ділянці цієї лінії формування одержують напівфабрикат даного виробу, який може бути розрізаний відповідним чином за допомогою ножиць, а потім підданий необхідним маніпуляціям, зокрема таким, що включають операцію перевертання одержаної плити таким чином, щоб розмістити поверхню кремового кольору зверху. І нарешті, одержаний таким чином виріб вводиться у сушильну установку для видалення надлишкової вологи з даної плити (так звана операція просушування плити). На виході з цієї сушильної установки дана плита піддається, у вже сухому стані, різним видам обробки доведення її до кондиційного стану для надання їй остаточного товарного вигляду. Якщо кожний етап даного способу має свої власні технічні проблеми, то деякі з цих етапів є у певному значенні критичними, або з точки зору кінетики хімічної реакції, кінематики або способу, які можуть вплинути на характеристики та якість кінцевого продукту, або з точки зору складності, габаритних розмірів технологічного обладнання і труднощів його технічного обслуговування, а також простору, що займає дане технологічне обладнання, або з точки зору декількох згаданих вище проблем в їх сукупності. Отже, етапами, які є найбільш критичними, не вважаючи вихідного етапу формування, виявляються етапи гідратації та твердіння, а також етап перенесення плит у вологому стані та етап просушування у сушильному пристрої для усунення надлишкової вільної вологи. По суті кожний з основних етапів цього способу виготовлення гіпсових плит є критичним для способу, що використовується, і/або для кінцевого продукту. Така степінь критичності є специфічною для 75380 4 способу виготовлення гіпсових плит. Етап від початку гідратації гіпсу до розрізання плити звичайно триває декілька хвилин, наприклад, від 3 до 4 хвилин, або трохи довше, наступний за ним етап перенесення плити у вологому стані та закінчення гідратації аж до входу у сушильну камеру має тривалість від 5 до 10 хвилин. У тому випадку, коли бажано підвищити швидкість роботи даної технологічної лінії таким чином, щоб досягнути величин цієї швидкості, що перевищують 150м/хв. при додержанні звичайної тривалості гідратації, необхідно збільшувати протяжність лінії формування аж до 500м і більше, що істотно підвищує вартість технологічної лінії і ставить численні проблеми кінематики перенесення та позиціонування плит на технологічних машинах. Етап перенесення плит у вологому стані передбачає використання складних пристроїв, які повинні функціонувати у гарячій і вологій атмосфері. Продуктивність технологічної лінії, таким чином, залежить від надійності цих пристроїв, технічне обслуговування яких є досить складним і дорого коштує. У той же час, дані традиційні пристрої, внаслідок своїх конструктивних особливостей, приводять до відмінності часу гідратації у поздовжньому напрямі плити, з одного боку, і зміщенням між серіями плит, з іншого боку, перед входом у сушильну камеру, яку необхідно подолати за допомогою використання складних систем. Потім необхідно усунути ці зміщення для забезпечення однорідного просушування на всій поверхні плит і, зокрема, на кінцях даних плит. При цьому механізми повинні гарантувати, щоб пластини не ламалися на своїх кінцях і не наїжджали одна на одну. Для цього в існуючому рівні техніки виявляється необхідним використання дуже складної механіки і відповідне регулювання швидкості обертання численних привідних двигунів. Етап просушування вимагає використання механічних пристроїв, які повинні функціонувати у вологому середовищі, причому вологість цього середовища може досягати стану повного насичення водяними парами, і дане середовище може мати температуру, яка досягає декількох сотень градусів Цельсію, що знову ж пов'язано з проблемами технічного обслуговування цього обладнання. І нарешті, етап просушування виявляється таким, що споживає досить велику кількість енергії, і було б дуже доцільно мати у розпорядженні такий спосіб і пристрій просушування, які дозволяли б подавати на плити тільки необхідну кількість теплової енергії. Інші етапи здійснення даного технологічного процесу ставлять також і інші проблеми, які вимагають найкращого рішення. Так, наприклад, на етапі розрізання використовуються ножиці у вигляді двох роликів, оснащених різальними кромками, які необхідно регулярно очищати. Цей пристрій є у достатній мірі руйнуючим і механічно грубим по відношенню до гіпсової плити (це також одне з міркувань, яке робить необхідним відносно тривалий процес твердіння, оскільки волога гіпсова плита, що твердіє, яку гідратують, повинна мати мож 5 75380 6 ливість витримувати механічні напруження, що ну, яка знаходиться у діапазоні від 33% до 66%, і виникають внаслідок розрізання і маніпуляцій, які переважно від 33% до 50%. проводяться з даною гіпсовою плитою у зоні її пеУ даному винаході ще пропонується пристрій ренесення у вологому стані). для виготовлення гіпсової плити, що має у своєму Етап перевертання, або фліпер, до нашого часкладі лінійну зону твердіння та часткової гідратасу часто є необхідним. Стоншені кромки гіпсової ції і щонайменше один барабан, який містить плити формуються за допомогою нижнього валка з центральну вісь 9, навколо якої розташована вепотовщеними кромками або стрічки, що являє солика кількість віток 10a, 10b, 10c, 10d. бою контрформу; це вимагає, щоб сторона плити з Відповідно до можливого способу реалізації у кремовим папером знаходилася у нижньому полобарабані кожна вітка розділена на велику кількість женні. Однак, у процесі подальшого сушіння переважелів 11a, 11b, 11c, 11d, причому поверхня, яку важно, щоб дана кремова сторона плити була звезаймають дані важелі, складає від 50% до 99% рху і не зазнавала небезпеки забруднення поверхні відповідної вітки. транспортувальними валками сушильної камери. Відповідно до можливого способу реалізації Буде бажано мати можливість виключити цей даний барабан містить від 10 до 150 віток, і перескладний етап перевертання плити (маючи при важно від 40 до 120 віток. цьому можливість, у випадку необхідності, зберігаВідповідно до можливого способу реалізації ти, якщо це бажано, сучасну конфігурацію з гіпсозона твердіння та гідратації і барабан розташовані вим тістом, яке наноситься на кремовий папір). по двох паралельних одна до одної осях. Етап перенесення плит у сухому стані ставить Відповідно до можливого способу реалізації безумовно менше проблем, ніж перенесення дазона твердіння та барабан з'єднані за допомогою них плит у вологому стані, але і цей етап залишавалків 8a, 8b і 8c, причому дані валки взаємно ється досить складним і пов'язаний зі складним проникають у вітки 10a, 10b, 10c, 10d. технічним обслуговуванням. Відповідно до можливого способу реалізації Технічна задача даного винаходу полягає у пристрій, що пропонується, має у своєму складі створенні способу і пристрою для його здійснення, пристрій розрізання, який містить дріт. які дозволяють усунути перераховані вище проУ даному винаході також пропонується бараблеми і забезпечити також інші переваги з точки бан, що містить центральну вісь 9, навколо якої зору поведінки/якості кінцевого виробу, технічного розташована велика кількість віток 10a, 10b, 10c, обслуговування, вартості експлуатації, капіталовк10d, причому кожна вітка розділена на велику кільладень та умов роботи. Винахід, що пропонується, кість важелів 11a, 11b, 11c, 11d, і поверхня, яку частково базується на принципі, відповідно до якозаймають важелі, складає від 50% до 99% поверхго, на противагу існуючому рівню техніки, де гіпсові ні відповідної вітки. плити переміщуються на великі відстані з викорисВідповідно до можливого способу реалізації танням різного обладнання, дані гіпсові плити вибарабан містить від 10 до 150 віток, і переважно являються практично статичними; при цьому тільвід 40 до 120 віток. ки обладнання є рухомим, звичайно по Відповідно до другого варіанту об'єктом винаобертальному руху. ходу, що пропонується, є спосіб виготовлення гіпВідповідно до першого варіанту об'єктом висових плит, який включає наступні етапи: находу, що пропонується, є спосіб виготовлення (I) формування плити; гіпсових плит, який включає наступні етапи: (II) твердіння плити з гідратацією; (I) формування плити; (III) сушіння у процесі обертання плити. (II) твердіння шляхом гідратації аж до одерВідповідно до можливого способу реалізації жання гідратованого виробу зі степенем гідратації сушіння здійснюють щонайменше в одному бараменше 80%; бані, який обертається всередині камери. (III) продовження гідратації у щонайменше одВідповідно до можливого способу реалізації ному барабані, що обертається; сушіння здійснюють у щонайменше одному бара(IV) сушіння. бані, причому даний щонайменше один барабан Відповідно до можливого способу реалізації містить одну єдину секцію сушіння. гідратація продовжується у згаданому щонайменВідповідно до можливого способу реалізації ше одному барабані аж до одержання цілісності. сушіння здійснюють у щонайменше одному бараВідповідно до можливого способу реалізації бані, причому даний щонайменше один барабан гідратація продовжується у згаданому щонайменмістить дві відмінних одна від одної секції сушіння. ше одному барабані лише частково і продовжуєтьВідповідно до можливого способу реалізації ся аж до одержання цілісності у другому барабані. сушіння здійснюють у щонайменше одному бараВідповідно до можливого способу реалізації бані, причому даний щонайменше один барабан даний спосіб містить, між етапами (II) і (III) проміжмістить три або більше відмінних одна від одної ний етап розрізання. секцій сушіння. Відповідно до можливого способу реалізації Відповідно до можливого способу реалізації даний етап розрізання здійснюється за принципом сушіння здійснюють у щонайменше двох барабадроту. нах. Відповідно до можливого способу реалізації Відповідно до можливого способу реалізації степінь гідратації на виході з етапу (II) складає сушіння здійснюють у щонайменше двох барабаменше 66%. нах з секціями сушіння, різними від одного бараВідповідно до можливого способу реалізації бана до іншого. степінь гідратації на виході з етапу (II) має величиВідповідно до можливого способу реалізації 7 75380 8 кожний барабан може містити одну, дві, три або Відповідно до можливого способу реалізації більше відмінних одна від одної секцій сушіння. зона охолоджування відповідає одній чверті окруВідповідно до переважного способу реалізації жності даного барабана, розташованої вище сересушіння здійснюють у щонайменше одному барадньої горизонталі, причому згадана камера розтабані, причому даний щонайменше один барабан шована у випадку необхідності на рівні цієї зони. містить щонайменше дві відмінних одна від одної Ще у даному винаході пропонується барабан, секції сушіння; цей спосіб реалізації включає у що містить центральну вісь 13, навколо якої розсебе випадок, коли дві різних зони сушіння розтаташована велика кількість віток 14a, 14b, 14c, 14d, шовані в одному і тому ж барабані, а також той причому кожна з цих віток розділена на велику випадок, коли щонайменше два різних барабани кількість зубців типу зубців гребінки, а сам барамістять щонайменше дві різних зони сушіння (щобан знаходиться всередині камери 15. найменше одна зона сушіння на щонайменше Відповідно до можливого способу реалізації один барабан). камера являє собою одну єдину секцію сушіння. Відповідно до можливого способу реалізації Відповідно до можливого способу реалізації сушіння здійснюють у щонайменше одному баракамера розділена на дві різних секції сушіння. бані з використанням рекуперації прихованої тепВідповідно до можливого способу реалізації лоти конденсації водяних парів. камера розділена на три або більше різних секцій Відповідно до можливого способу реалізації сушіння. сушіння здійснюють у щонайменше одному перВідповідно до можливого способу реалізації шому барабані без використання рекуперації та у центральна вісь являє собою стовбур, а зубці є щонайменше одному барабані з використанням порожнистими і знаходяться у зв'язку з даним сторекуперації. вбуром. Відповідно до можливого способу реалізації Відповідно до можливого способу реалізації запропонований спосіб додатково містить один центральна вісь являє собою стовбур, а зубці є етап: порожнистими, знаходяться у зв'язку з даним сто(IV) охолоджування плити. вбуром і мають отвори, розташовані вздовж цих Відповідно до можливого способу реалізації зубців. охолоджування частково здійснюють у деякій часВідповідно до можливого способу реалізації тині останнього барабана. барабан являє собою одну зону охолоджування. У даному винаході пропонується також приВідповідно до можливого способу реалізації стрій для виготовлення гіпсових плит, який має у зона охолоджування відповідає одній чверті окрусвоєму складі зону твердіння та гідратації і баражності даного барабана, розташованої під середбан, що містить центральну вісь 13, навколо якої ньою горизонталлю, причому камера у випадку розташована велика кількість віток 14a, 14b, 14c, необхідності розташована на рівні даної зони. 14d, причому даний барабан знаходиться всереВідповідно до можливого способу реалізації дині камери 15. зона охолоджування відповідає одній чверті окруВідповідно до можливого способу реалізації жності даного барабана, розташованої над середкожна вітка розділена на велику кількість зубців ньою горизонталлю, причому згадана камера у типу зубців гребінки. випадку необхідності розташована на рівні даної Відповідно до можливого способу реалізації зони. камера являє собою одну єдину секцію сушіння. Відповідно до третього варіанту об'єктом виВідповідно до можливого способу реалізації находу, що пропонується, є спосіб охолоджування камера розділена на дві різних секції сушіння. гіпсових плит шляхом їх обертання у барабані, що Відповідно до можливого способу реалізації обертається, причому даний барабан містить камера розділена на три або більше різних секцій центральну вісь 13, навколо якої розташована сушіння. велика кількість віток 14a, 14b, 14c, 14d. Відповідно до можливого способу реалізації Відповідно до можливого способу реалізації центральна вісь являє собою стовбур, а зубці є згаданий спосіб використовується у барабані, що порожнистими і знаходяться у зв'язку зі стовбуром. знаходиться у безпосередньому контакті з навкоВідповідно до можливого способу реалізації лишнім повітрям. центральна вісь являє собою стовбур, а зубці є Відповідно до можливого способу реалізації порожнистими, знаходяться у зв'язку зі згаданим згаданий спосіб використовується у барабані, який стовбуром і містять отвори, розташовані вздовж знаходиться всередині камери. цих зубців. Відповідно до можливого способу реалізації Відповідно до можливого способу реалізації згаданий спосіб використовується в одній чверті згаданий пристрій містить щонайменше один баокружності барабана, розташованої під середньою рабан без використання рекуперації та щонаймегоризонталлю, причому згадана камера у випадку нше один барабан з використанням рекуперації необхідності розташована на рівні даної зони. прихованої теплоти конденсації водяних парів. Відповідно до можливого способу реалізації Відповідно до можливого способу реалізації згаданий спосіб використовується в одній чверті барабан являє собою одну зону охолоджування. окружності барабана, розташованої над середВідповідно до можливого способу реалізації ньою горизонталлю, причому згадана камера у зона охолоджування відповідає одній чверті окрувипадку необхідності розташована на рівні даної жності даного барабана, розташованої нижче сезони. редньої горизонталі, причому камера у випадку Відповідно до четвертого варіанту об'єктом необхідності розташована на рівні цієї зони. винаходу, що пропонується, є спосіб просторових 9 75380 10 маніпуляцій з гіпсовими плитами за допомогою їх середньою горизонталлю, причому згадана камеобертання у барабані, що обертається, причому ра розташована у випадку необхідності на рівні даний барабан містить центральну вісь 13, навкоданої зони. ло якої розташована велика кількість віток 14a, Відповідно до можливого способу реалізації 14b, 14c, 14d. плоский об'єкт являє собою дерев'яну плиту, гіпВідповідно до можливого способу реалізації сову плитку, плиту або плитку з глини, цементу згаданий спосіб призначений для перевертання або іншого матеріалу. плит. Переважною є комбінація різних згаданих виВідповідно до можливого способу реалізації ще варіантів між собою, особливо, комбінація між згаданий спосіб призначений для поперемінного собою першого і другого варіантів, комбінація між перевертання плит. собою другого і третього варіантів, а також комбіВідповідно до можливого способу реалізації нація між собою першого, другого і третього варіазгаданий спосіб призначений для укладання плит нтів. одна на іншу парами. Винахід, що пропонується, буде краще зрозуВідповідно до п'ятого варіанту об'єктом винамілий з приведеного нижче більш докладного його ходу, що пропонується, є спосіб сушінопису, з посиланнями на приведені у додатку фігуня/прожарювання/здійснення хімічних реакцій для ри, на яких: плоских об'єктів у процесі обертання згаданого Фіг.1 являє собою схематичний вигляд техноплоского об'єкта у щонайменше одному барабані, логічної установки відповідно до існуючого рівня що обертається, причому даний барабан містить техніки у даній області; центральну вісь 13, навколо якої розташована Фіг.2 являє собою загальну схему пристрою велика кількість віток 14a, 14b, 14c, 14d, і цей бавідповідно до винаходу, що пропонується; рабан знаходиться всередині камери 15. Фіг.З являє собою схематичний вигляд бараВідповідно до можливого способу реалізації бана гідратації, який обертається, відповідно до кожна вітка розділена на велику кількість зубців винаходу, що пропонується; типу зубців гребінки. Фіг.4 являє собою схематичний вигляд зверху Відповідно до можливого способу реалізації барабана, що обертається, показаного на поперезгаданий щонайменше один барабан має у своєму дній фігурі; складі одну єдину секцію сушіння. Фіг.5 являє собою схематичний вигляд варіанВідповідно до можливого способу реалізації ту реалізації барабана гідратації відповідно до згаданий щонайменше один барабан має у своєму винаходу, що пропонується; складі дві відмінних одна від одної секції сушіння, Фіг.6a і 6b являють собою схематичні вигляди відповідні двом секціям згаданої камери. барабана сушіння відповідно до винаходу, що Відповідно до можливого способу реалізації пропонується; згаданий щонайменше один барабан має у своєму Фіг.7a і 7b являють собою схематичні вигляди, складі три або більше відмінних одна від одної у розборі та зверху, барабана сушіння відповідно секцій сушіння, відповідних двом секціям згаданої до винаходу, що пропонується; камери. Фіг.8a і 8b являють собою схематичні вигляди Відповідно до можливого способу реалізації барабана сушіння відповідно до винаходу, що сушіння здійснюється у щонайменше двох барапропонується, який може бути використаний у банах з секціями сушіння, різними від одного бапроцесі непрямого сушіння і/або як рекуператор рабана до іншого. теплової енергії; Відповідно до можливого способу реалізації Фіг.9 являє собою схематичний вигляд барасушіння здійснюється з використанням рекуперації бана охолоджування відповідно до винаходу, що прихованої теплоти конденсації водяних парів. пропонується; Відповідно до можливого способу реалізації Фіг.10 являє собою схематичний вигляд барацентральна вісь являє собою стовбур і згадані бана перевертання відповідно до винаходу, що зубці є порожнистими і знаходяться у зв'язку зі пропонується; згаданим стовбуром. Фіг.11 схематично являє собою варіант реаліВідповідно до можливого способу реалізації зації способу обладнання плитами барабанів відцентральна вісь являє собою стовбур і згадані повідно до винаходу, що пропонується. зубці є порожнистими, знаходяться у зв'язку зі згаНа Фіг.1 схематично зображена класична техданим стовбуром і містять отвори, розташовані нологічна установка по виготовленню гіпсових вздовж даних зубців. плит. Зона 1 являє собою етап формування плити, Відповідно до можливого способу реалізації причому даний етап має у своєму складі підетапи охолоджування здійснюється у деякій частині розгортання кремового паперу, змішування компоостаннього барабана. нентів для одержання гіпсового тіста, нанесення Відповідно до можливого способу реалізації цього тіста на кремовий папір і розгортання сірого згадана зона охолоджування відповідає одній чвепаперу для формування шаруватої структури з рті окружності даного барабана, розташованої під заповнювачем, що є попередником готової гіпсової середньою горизонталлю, причому згадана камеплити. Зона 2 являє собою етап твердіння аж до ра у випадку необхідності розташована на рівні одержання вже по суті гідратованого виробу. Зона даної зони. 3 являє собою етап розрізання на індивідуальні Відповідно до можливого способу реалізації плити або серії плит. Зона 4 являє собою етап згадана зона охолоджування відповідає одній чвеперенесення даних плит у вологому стані (з викорті окружності даного барабана, розташованої над нанням операції перевертання для укладання пли 11 75380 12 ти кремовою стороною вгору за допомогою приможе бути нахилений по відношенню до площини строю, що називається "фліпер", а також операції плити і/або по відношенню до осі цієї технологічної усунення зміщення між серіями плит перед входом лінії. Маніпуляції з таким дротом є дуже простими і у сушильну камеру). Зона 5 являє собою етап сувиконаний за його допомогою розріз виявляється шіння у сушильній камері для видалення надлишбільш точним. При цьому усуваються недоліки, кової вологи. Зона 6 являє собою етап перенесенпов'язані з механічними ножицями, що використоня плит у сухому стані (включаючи, у випадку вуються в існуючому рівні техніки. Очищення цього необхідності, складання даних плит попарно кредроту також є досить простою операцією; можна, мовими сторонами одна до одної, повторне рознаприклад, змонтувати даний дріт у вигляді петлі пилювання, обв'язку та пакування готових плит). та повертати її перед виконанням кожної операції На Фіг.2 зображена загальна схема пристрою розрізання. У процесі цього повертання щітка дуже відповідно до винаходу, що пропонується. Даний простої конструкції забезпечує очищення дроту. пристрій, як і у попередньому випадку, містить На Фіг.3 зображений барабан, що обертаєтьзону твердіння, у процесі здійснення якого має ся, відповідно до винаходу, який пропонується, місце початок гідратації гіпсу. Ця гідратація у дарозташований між описаними вище валками 8a, ному випадку не відбувається повністю, але зви8b, 8c. У даному випадку також може бути викоричайно доходить тільки до степеня гідратації менше станий термін "карусель" замість терміну "бара80% і переважно доходить до величини, яка знабан, що обертається". Тут барабан, що обертаєтьходиться, наприклад, у діапазоні від 33% до 66%, і ся, зображений у вигляді тільки одного квадранта ще більш переважно до величини менше 50%. У або чверті кола важелів з тим, щоб наочніше зоцьому випадку термін "гідратація" має класичне бразити його взаємодію з валками 8a, 8b, 8c. Базначення, а саме, означає здійснення реакції перабан 9 містить вісь 10 (що звичайно являє собою ретворення хімічної сполуки CaSO4.0,5H2O у хімічстовбур), на якій закріплені вітки 10a, 10b, 10c, ну сполуку CaSO4.2H2O. Вимірювання степеня 10d, 10e і т.д. (зв'язок цих віток з центральною гідратації також здійснюється класичним чином, а віссю на даній фігурі не показаний для спрощення саме, вимірювання на кривій, яка може являти креслення). Кожна вітка містить декілька відносно собою відповідний підйом температури, збільшеншироких важелів, наприклад, важелів 11a, 11b, 11c ня ваги (або поглинання води), степінь твердіння і і 11d (форма яких оптимізована відповідним чит.п.У даному випадку придатні будь-які класичні ном), призначених для забезпечення твердіння методи вимірювання степеня гідратації. плити без проявлення текучості. Кількість важелів Згадана зона твердіння схематично зображена на одну вітку визначається великою кількістю різтут смугою формування 7a, валками, розташованих факторів, головними з яких є швидкість роботи ними перед механічними ножицями 7b, і власне даної технологічної лінії, довжина барабана і кільмеханічними ножицями 7c, а також зоною 7d. Дана кість віток у цьому барабані. Дана кількість віток зона 7d являє собою зону прискорення 7d (призможе, наприклад, знаходитися у діапазоні від 3 до начену для того, щоб класичним чином створити 60 штук. Якщо розглядати поверхню однієї повної деякий простір між серіями плит). Ця зона примивітки, то важелі загалом можуть складати від 50% кає до зони зупинки 8, яка буде служити пристроєм до 99% від поверхні відповідної вітки. Важелі мовведення плит у барабан, що обертається, обладжуть бути суцільними або можуть містити отвори наний важелями. Дана зона зупинки містить валки таким чином, щоб одночасно забезпечити підтри8a, 8b, 8c, 8d, 8e, 8f, 8g і т.д. Ці валки звичайно мку плити без проявлення текучості і не гальмувазнаходяться один від одного на однаковій відстані ти процес випаровування води, який відбувається та призначені (як і в існуючому рівні техніки) для на даній стадії технологічного процесу. Розміри прийняття плит у вологому стані з тією лише різбарабана звичайно мають наступні значення: діаницею, що у цьому випадку дані плити є гідратометр має величину від 3м до 6м і переважно склаваними у меншій мірі, тобто виявляються менш дає від 3,5м до 4м. У тому, що стосується довжини твердими. Відстань між валками буде визначатися барабана, то вона легко корегується в залежності таким чином, щоб виключити пластичне прогинанвід конкретних потреб виробництва. Збільшення ня або текучість плит між цими опорними елеменмісткості барабана досягається шляхом додавантами, що фахівець у даній області техніки легко ня додаткових важелів. Звичайно довжина бараможе визначити. Попавши на ці валки 8a, 8b, 8c і бана може складати від 3м до 25м, і навіть більше. т.д., дана плита виявляється захопленою барабаЯкщо розглядати гіпсову плиту P, то вона поданом 9, який є об'єктом винаходу, що пропонується. ється на валки 8a, 8b, 8c (просування цієї плити Тут потрібно зазначити, що етап розрізання контролюється відповідними механічними і/або може бути здійснений так само, як і у пристрої електричними та електронними пристроями). У класичного типу. Однак, це розрізання також може цьому випадку барабан знаходиться у такому побути здійснене у більш пристосованому для даноложенні, що плита C має можливість пройти між го випадку пристрої типу "дроту для різання масвітками 10a і 10d. Потім барабан повертається, ла". Даний дріт може бути одинарним або може його важелі входять у контакт з вологою плитою C бути подвійним, причому у цьому випадку два дро(яка по суті не мала часу прогнутися) і від'єднують ти діють, наприклад, по типу ножиць. У тій мірі, в дану плиту C від валків, причому у цьому випадку якій степінь гідратації є зменшеним у процесі розплита C виявляється розташованою на важелях різання, ножиці можуть бути значно більш прости11a, 11b, 11c і 11d вітки 10b. При цьому згадані ми по конструкції і не повинні бути "жорсткими". У валки знову виявляються вільними таким чином, цьому випадку досить металевого дроту, натягнущоб мати можливість прийняти на себе наступну того упоперек до технологічної лінії. Даний дріт плиту P'. На цей раз дана плита виявляється спо 13 75380 14 чатку між вітками 10d і 10c, а потім, після поверній мірі (загалом на більшій частині своєї площі) тання барабана, входить у контакт з важелями спиратися на важелі барабана. вітки 10c. Продовжуючи процес аналогічним чиДля розвантаження даного барабана можна ном, можна "заповнити" плитами вітки даного бавикористовувати системи, подібні тим, які викорисрабана. Цей барабан має у своєму складі, напритовуються для його завантаження у варіанті реаліклад, від 10 до 150 віток, і переважно від 40 до 120 зації, проілюстрованому на Фіг.5, а саме, трансповіток. Швидкість обертання барабана при цьому ртер. Цей транспортер може містити валки; він буде вибиратися, зокрема, у функції швидкості також може містити нескінченну транспортерну роботи даної технологічної лінії, розмірів і кількості стрічку, розміщену між важелями барабана, привіток даного барабана та параметрів здійснюваночому вісь такої стрічки перпендикулярна до осі го способу, які повинні приводити до повної гідрабарабана. У цьому випадку плита, що надходить тації і задовільної площинності плити на виході з на стрічку, укладається на неї і вітки барабана цього барабана. Звичайно швидкість обертання звільняються природним чином. При цьому швидбарабана має величину у діапазоні від 1об./год. кість руху транспортерної стрічки відповідним чи(оборот на годину) до 6об./год., і переважно у діаном пристосована до швидкості обертання барапазоні від 4об./год. до 6об./год. у випадку викорисбана для того, щоб вона мала можливість тання установки з одним єдиним барабаном гідразвільняти даний барабан. Будь-яка інша відома тації. система також може бути застосована для маніпуНа Фіг.4 зображений попередній спосіб реаліляцій з плитою для її перенесення з одного баразації барабана гідратації, показаного тут зверху (у бана в інший. цьому випадку показана тільки одна з віток, а саме Можна також використовувати два або декільта з них, яка буде підіймати плиту P). ка барабанів гідратації, якщо у цьому є необхідНа Фіг.5 зображений варіант реалізації попеність. Транспортування плит з одного барабана в редньої ситуації. На цей раз барабан 9, що оберінший при цьому здійснюється так, наприклад, як тається, зміщений по відношенню до валків 8a, 8b, про це було сказано вище. і 8c. При цьому транспортер 12 забезпечує постуНа Фіг.6a і 6b зображений інший спосіб реаліпальне переміщення плит від валків 8a, 8b, і 8c у зації винаходу, що пропонується, а саме, сушильнапрямі барабана 9. Даний транспортер забезпений пристрій, який базується на цьому ж принципі чує подачу плит з серії плит на одну вітку барабабарабана, що обертається. Даний сушильний прина. Цей транспортер класичним чином являє сострій містить вісь 13 та вітки 14a, 14b, 14c і т.д., і бою систему закріплених опор, які переміщуються вся ця конструкція розміщена у камері 15 (на фігупоступально, а потім перевертаються у нижнє порах зображена тільки половина цього сушильного ложення, наприклад, на зразок трака гусениці, пристрою). Даний сушильний пристрій нового типу зв'язаної з рухом підйому та опускання. завантажується за допомогою системи перенеМожна також передбачити розміщення барасення плит у вологому стані відповідно до існуючобана безпосередньо у кінці зони прискоренго рівня техніки або за допомогою описаного вище ня/зупинки, але при цьому з віссю, вже не паралебарабана гідратації відповідно до винаходу, що льною, але перпендикулярною по відношенню до пропонується. напряму переміщення плит. У цьому випадку вісь Операція сушіння досить проста. Гіпсові плити даних плит перпендикулярна по відношенню до осі подаються у сушильний пристрій, розміщуються барабана; барабан при цьому має довжину близьна вітках барабана і можуть при цьому під дією ку до довжини даної плити. При цьому плита у теплової енергії звільнятися від води. Камера 15 кінці свого ходу буде упиратися у втулку барабана дозволяє обмежити зону або секцію сушіння. Дана перед тим, як бути захопленою вітками цього бакамера зв'язана з аеравлічним контуром, не покарабана. заним на фігурах, що розглядаються тут, який крім Гідратація в одному або у декількох барабатрубопроводів має у своєму складі один або декінах, що обертаються, дозволяє одержати значний лька теплових генераторів і вентилятори, признавиграш у виробничій площі, яку займає дана устачені для створення циркуляції гарячих газів навконовка. Дійсно, довжина традиційної секції твердінло гіпсових плит, що підлягають сушінню. Дана ня може бути скорочена до 50%. Крім того, зона камера 15 може бути розділена на дві або на декіперенесення плит у вологому стані аж до входу у лька секцій з забезпеченням циркуляції повітря сушильну камеру також значно зменшена. І ще, або іншого газу між цими секціями; дане технічне час перебування для кожної плити у барабані є рішення буде більш детально описано нижче. На одним і тим самим, що дозволяє забезпечити доФіг.6a схематично зображений випадок з викориссить однорідний степінь гідратації плит. Дана петанням однієї єдиної секції сушіння, тоді як на ревага виявляється у ще більшій мірі у тому випаФіг.6b зображений випадок з використанням двох дку, коли барабан для сушіння плит різних секцій сушіння (різні температури від однієї використовується разом з барабаном гідратації. секції сушіння до іншої). Циркуляція газів у згадаБарабани відповідно до винаходу, що пропоному барабані та у згаданій камері більш детально нується, можуть бути пристосовані до плит різної буде описана нижче з посиланнями на Фіг.7. довжини, наприклад, до плит довжиною від 1,50м і У порівнянні з існуючим рівнем техніки цей тип аж до повної довжини барабана. Дійсно, важелі сушильного пристрою дозволяє забезпечити наймають ширину, достатню для того, щоб бути прискращу однорідність сушіння. Дійсно, в існуючому тосованими до будь-якої довжини плит і до будьрівні техніки плити вводяться у зону сушіння у позяких типів серій плит будь-якої довжини: плити, довжньому напрямі і повільно, що тягне за собою при будь-якій їх довжині, завжди будуть у достатзміщення між серіями плит, тобто потенційну не 15 75380 16 безпеку так званої кальцинації торців плит. З іншозмінюючи експлуатаційні умови, можна одержати го боку, оскільки плити у серії плит мають різний дві або декілька секцій сушіння з різними темперастепінь гідратації, сушіння виявляється порушеним турними умовами. По суті можна мати стільки секцією неоднорідністю. Відповідно до нового способу цій сушіння, скільки є порожнин, сформованих гіпсові плити вводяться у зону сушіння у поперечдвома сусідніми плитами. ному напрямі і швидко, що дозволяє усунути згаБільш конкретно, дана камера містить на двох дані вище недоліки. своїх кінцях кожухи 16 і 16', які розділені на стільки Кожна вітка переважно (але не обов'язково) секцій, скільки є секцій сушіння. У прикладі реалімістить швидше зубці типу зубців гребеня, ніж вазації, проілюстрованому на Фіг.7, використовуютьжелі (на відміну від барабана гідратації), оскільки у ся дві секції сушіння і, отже, два відсіки нарівні цьому випадку вже немає серйозної небезпеки кінцевих кожухів (16a, 16b і 16'a, 16'b відповідно). проявлення текучості, а також для забезпечення Стрілки вказують напрям руху потоків гарячих ганайкращих умов теплообміну. Однак, можна викозів. ристовувати і важелі, зокрема такі, що містять веНаприклад, можна мати дві секції сушіння, а лику кількість крізних отворів. Такий зуб типу зуба саме, одну секцію з температурою газів на вході гребеня являє собою у контакті з плитою переріз, близько 250ºС і температурою газів на виході блищо складає, наприклад, від 0,5см до 10см, зокрезько 230ºС, та іншу секцію з температурою газів на ма, від 1см до 8см. У цьому випадку барабан місвході близько 220ºС і температурою газів на виході тить, наприклад, від 20 до 150 віток, і переважно близько 180ºС. При цьому можна прикласти більш від 60 до 120 віток. Барабан звичайно має наступні значну кількість теплової енергії, будучи впевнерозміри: діаметр від 3м до 6м, переважно від 3,5м ним у тому, що плити не "згорять" або не зазнають до 4,5м, і довжину від 3м до 25м та навіть більше, кальцинації. але переважно у діапазоні від 6м до 15м. ЗвичайТакож переважно розмістити відбивні перегоно використовують два або декілька таких суродки на рівні згаданих кожухів; у випадку, що розшильних барабанів. Дані барабани переважним глядається тут, кожух 16' буде мати відбивну перечином мають різні секції сушіння (для оптимізації городку, яка дозволяє використовувати гази, що процесу сушіння шляхом точного контролю кривої виходять з першої секції при температурі приблиз"втрата ваги у функції часу", що характеризує суно 230ºС, як гази, що входять в іншу секцію при шіння). температурі приблизно 220ºС (або навіть при тій Швидкість обертання барабана буде вибираже самій температурі). Це більш наочно показано тися у функції кількості віток у даному барабані, на Фіг.7b, що відображає схематичний вигляд звепродуктивності даної технологічної лінії і т.д. Звирху у розрізі, де кожух 16' містить відбивну перегочайно швидкість обертання барабана має величиродку 17', навколо якої рухається потік гарячих ну у діапазоні від 1об./год. до 6об./год., і переважгазів. Напрям руху потоку газів показаний стрілкано від 2об./год. до 4об./год. ми. У даному випадку барабан може бути частково Таким чином, винахід, що пропонується, доабо повністю розташований у камері, що нагрівазволяє оптимізувати зони сушіння, що виявляється ється, з забезпеченням по суті однорідної атмосдосить складним, і навіть неможливим, в існуючофери у барабані. Однак, буде переважним, щоб му рівні техніки. На даній стадії корисно нагадати, самі плити формували канали просування газів що у технології сушіння розрізняють звичайно три для одержання так званої циркуляції "що пристозони, а саме, зону 1, зону 2 і зону 3. У зонах 1 і 2 совується" даних газів у камері. Це дозволяє мати відбувається сушіння при високій температурі газів декілька секцій сушіння з різними профілями та (інтенсивне сушіння) для забезпечення ефективної оптимізувати, таким чином, процес сушіння. Для міграції крохмалю у напрямі паперової оболонки і одержання задовільної однорідності сушіння у видалення приблизно 80% води. Зона 3 являє напрямі довжини плит у кожній визначеній таким собою зону, в якій сушіння є більш м'яким для точином секції сушіння потік гарячих газів буде мати го, щоб виключити перевищення температури капротилежні напрями, що чергуються один з одним. льцинування гіпсових плит. У цій зоні швидкість Ця операція реалізовується досить просто, наприсушіння обмежена дифузією пари у серцевині пликлад, шляхом зміни напряму обертання вентиляти. У загальному випадку сушіння у зонах 1 і 2 має торів або шляхом встановлення відповідних десумарну тривалість від 15 хвилин до30 хвилин флекторів на кінцях камери. При використанні (тобто загалом менше 45 хвилин), тоді як сушіння цього технічного рішення кожна секція містить пау зоні 3 має тривалість, еквівалентну сумарній рне число каналів. Можна також встановити пальтривалості сушіння у зонах 1 і 2. Температури у ники, наприклад, на двох кінцях камери. Контур даних зонах звичайно є такими, які вказані у попециркуляції може бути одержаний, зокрема, шляредньому викладі. Потрібно також зазначити, що хом відповідного капотування або формування винахід, який пропонується, дозволяє забезпечикожухів, причому камера 15 розділяється на рівні ти, як до цього прагнули в існуючому рівні техніки, кінців барабана на стільки секцій, скільки необхідсушіння у протитечії або у паралельних потоках. но у цьому випадку. Таким чином, винахід, що пропонується, дозволяє На Фіг.7a зображений сушильний барабан і одержати особливо добре адаптований і однорідстрілками на цій фігурі показаний контур руху ганий температурний профіль сушіння. рячих газів. Камера у даному випадку побудована Можна уявити собі центральний стовбур, розтаким чином, що плити виконують функцію дефледілений на зони (на зразок дольок апельсина), кторів і напрямних для потоків гарячих газів, що причому кожна зона живиться гарячим газом нерухаються паралельно цим плитам. Таким чином, залежним чином, що дозволяє відтворювати різні 17 75380 18 зони нагріву. При цьому нагрів плит здійснюється у зації. Центральна вісь 13 стає стовбуром, в який радіальному напрямі від центрального стовбура і вводять гарячі гази, що насичені водяною парою і гарячі гази розподіляються за допомогою отворів, надходять, зокрема, з перших секцій сушильного розташованих на центральному стовбурі, або за пристрою або з попередніх сушильних барабанів. допомогою зубців барабана (дивись, наприклад, Вітки 14a, 14b, 14c утворені порожнистими зубцяприведену нижче Фіг.8a, на якій зображений даний ми типу зубців гребінки, з'єднаними з центральним спосіб реалізації). стовбуром. Гарячі гази, насичені водяною парою, Можна, і це є переважним, розміщувати декіпри цьому рухаються у даних зубцях типу зубців лька сушильних барабанів послідовно один за гребінки від центра у напрямі назовні та, у випадку одним. Пристрої перенесення гіпсових плит з однеобхідності, ззовні у напрямі до центра. ного барабана в інший вже були описані у попереУ варіанті реалізації, проілюстрованому на дньому викладі з посиланнями на барабан гідраФіг.8a, дані гази збираються за допомогою зовніштації. Наприклад, можна мати перший барабан з ньої камери через калібрований отвір, причому двома секціями сушіння, наприклад, описаного декілька таких каліброваних отворів 17a, 17b, 17c, вище типу, і другий барабан з третьою секцією 17d рівномірно розподілені на периферійній чассушіння. Дана третя секція сушіння має, напритині. Ця зовнішня камера у випадку, що розглядаклад, температуру газів на вході близько 150ºС і ється тут, утворена подвійною стінкою (15, 15') і температуру газів на виході близько 100ºС. Такі з'єднана з вентилятором. Коли барабан повертарозташовані послідовно один за одним барабани ється, відкриті кінці порожнистих зубців регулярно дуже легко можуть бути синхронізовані. проходять проти згаданих вище каліброваних і Концепція сушильного пристрою, що пропонурівномірно розподілених периферійних отворів. ється, допускає велику гнучкість у тому, що стосуПри цьому між ними може встановитися течія поється різних типів сушіння. Так, описаний вище току газу. сушильний пристрій являє собою пристрій прямого У варіанті реалізації, проілюстрованому на або безпосереднього сушіння (при цьому гарячі Фіг.8b, гази здійснюють поворотно-поступальний гази знаходяться у безпосередньому контакті з рух всередині зубців, причому дані зубці обладнані плитами і мають вектор швидкості потоку газів, внутрішніми відбивними перегородками. При цьопаралельний поверхні цих плит). му згадані гази збираються у кільцевому колекторі Інший варіант прямого сушіння також можли13' навколо центрального стовбура. вий з використанням цього типу сушильного приДані гази знаходяться у непрямому контакті з строю. Замість пропускання гарячих газів між плиплитами, укладеними на вітці барабана. У цих тами, як про це вже було сказано у даному описі, умовах водяна пара буде конденсуватися і віддадані гарячі гази вводяться через центральний стовати при цьому у контакті свою приховану теплоту вбур, а потім надходять у зубці, що містять крізні конденсації. При цьому водний конденсат стікає отвори (ці зубці звичайно виконуються таким чивздовж зубців типу зубців гребінки і збирається у ном, щоб поверхня їх контакту з плитами була міцентральному стовбурі, розділеному на відсіки, німальною, тоді як гарячі гази виходять через або у кільцевому колекторі, звідки він видаляється, отвори, розташовані вздовж цих зубців). Форма переважно під дією власної ваги або за допомогою даних зубців адаптована до цього типу сушіння і є насоса. До того ж вода, що конденсується на позаокругленою для того, щоб не допустити перекдвійній стінці камери, буде стікати під дією власної риття поверхнями плит отворів у цих зубцях і заваги. Можна також передбачити збирання водного безпечити проходження газів. Даний типовий споконденсату у центральному стовбурі і його стікансіб сушіння з окремими газовими струменями ня потім через зубці типу зубців гребінки в їх нижволодіє тією перевагою, що він має найкращий ньому положенні. Дана технологія також може букоефіцієнт теплообміну, тобто більш високий енети доповнена відповідно до вказівок [патентного ргетичний коефіцієнт корисної дії сушильного придокумента DE-A-4326877]. Таким чином, можна строю. рекуперувати гарячу водяну пару, яка виробляєтьМожна також сушити гіпсові плити відповідно ся у процесі сушіння. По суті у барабанах, що продо способу непрямого сушіння парою, причому з понуються, можуть бути використані всі класичні мінімальними модифікаціями конструкції барабасистеми рекуперування енергії, які діють як справна. Вибір способу непрямого сушіння дозволяє жні внутрішні теплообмінники. використовувати інші види палива, відмінні від Таким чином, на Фіг.8a і 8b зображений бараприродного газу або легкого вуглеводневого палибан, який може бути використаний для непрямого ва, такі, наприклад, як вугілля, важке вуглеводневе сушіння і/або як рекуператор теплової енергії, припаливо, деревна стружка або будь-які типи відхочому принципова відмінність двох цих режимів дів, які можна спалити у водогрійному котлі. роботи полягає у кількості тепла, що подається У даній конфігурації водяна пара вводиться у одним або декількома пальниками. центральний стовбур, а потім розподіляється у На Фіг.9 зображений барабан сушильного призубцях барабана. Ця пара конденсується внаслістрою, який додатково містить функцію охолоджудок теплообміну з плитами і збирається у центравання плит з наявністю зони введення (E) цих льному стовбурі або у коловому колекторі, після плит, зокрема, по горизонталі, і зони їх виходу. У чого знову подається у водогрійний котел. Баравипадку, що розглядається тут, заштрихована зобан, адаптований до такого типу непрямого сушінна являє собою секцію сушіння. При цьому бараня парою, відносно подібний барабану, описаному бан являє собою на рівні сушильної камери, нанижче з посиланнями на Фіг.8a і 8b. приклад, один додатковий сектор кола. На Фіг.8a і 8b зображений інший спосіб реаліНаприклад, вихід (S) у вигляді отвору на зовнішній 19 75380 20 частині камери має не горизонтальне розташуванякий використовується для перевертання плити у ня, але орієнтований у напрямі вниз. У цьому донормальних умовах, що дозволяє, таким чином, датковому сегменті плита може охолоджуватися позбавитися від традиційно використовуваного природно або примусово для того, щоб виключити перевертального фліпера. Таке перевертання моможливі теплові удари. Таким чином, тут одержуже застосовуватися до будь-яких плит і може бути ють плити кращої якості, ніж при використанні трапоперемінним; при цьому одна плита може бути диційного сушильного пристрою. Крім того, оскільвитягнута з барабана точно під горизонталлю, а ки вихідний отвір зміщений у напрямі вниз, інша плита може бути витягнута після повертання охолоджена таким чином плита природно сама барабана приблизно на 180º, і також під горизонзісковзує на транспортерну стрічку, розташовану таллю. Можна, таким чином, мати поперемінне нижче. перевертання плит, що може виявитися корисним Можна також мати даний сегмент вище горидля укладення плит кремовими сторонами одна до зонталі, причому у цьому випадку охолоджена одної у процесі їх пакування. плита виходить з барабана по горизонталі, наприУ способі реалізації, схематично зображеному клад, на транспортерній стрічці. на Фіг.10, у барабані є вхід (Е), як і для барабана, Можна також передбачити наявність одного показаного на Фіг.9, і два виходи (S1) і (S2). При або декількох повних барабанів, що використовуцьому є можливість витягнути всі плити на рівні ються спеціально для охолоджування, якщо у виходу (S1), але також є можливість витягувати цьому є необхідність. дані плити поперемінно на рівні виходів (S1) і (S2), Таким чином, на виході останнього барабана що дозволяє одержати вже плити, які чергуються, одержують охолоджену плиту, яку можна направ(і полегшити, таким чином, їх перенесення у сухоляти безпосередньо у зону остаточного доведення му стані для попарного складання кремовими стодо кондиції та пакування без проходження через ронами, повернутими одна до одної). У тому випапослідовність важких і шумних пристроїв, які звидку, коли плити завантажені у верхню частину чайно розташовуються на виході з сушильного барабанів, вони частково розташовані на втулці пристрою, а саме, каскад перегрупування плит або центральному стовбурі. У тому випадку, коли різних рівнів, зони прискорення і зупинки, столи дані плити завантажені у нижню частину барабанів перенесення і т.п. (зокрема, у простір між виходами (S1) і (S2)), вони Описані вище сушильні барабани, як і барабамають можливість ковзати по камері або по будьни гідратації, здатні приймати плити різної довжиякій іншій відповідній огорожі, або ж ще вони мони. Для сушильного барабана для забезпечення жуть супроводжуватися в їх русі за допомогою ще більш сприятливих умов переміщення гарячих стрічки, лінійна швидкість руху якої відповідає газів у згаданих вище порожнинах можна, напришвидкості руху плити, що розглядається, на рівні клад, розміщувати плити поперемінно, тобто одну окружності барабана (дані стрічки переважно маплиту торцем впритул до однієї сторони барабана, тимуть траєкторію руху вздовж цього кола). а іншу плиту торцем впритул до іншої сторони цьоНа Фіг.11 зображений спосіб реалізації, в якого барабана. Також переважно використовувати му плити завантажуються у барабани (наприклад, вітки, що являють собою на своїх кінцях (тобто на у барабани гідратації, сушіння, охолоджування, рівні бічних дисків барабана) сегменти, які мають просторового маніпулювання). Відповідно до цього поверхню, достатню для того, щоб кожна плита способу реалізації плити завантажуються вздовж спиралася на даний сегмент, яка б не була її довосі барабанів, причому напрям просування розтажина, і/або мають адаптовану форму (наприклад, шований вздовж однієї і тієї ж лінії (на відміну від у вигляді дефлектора) для виключення можливої описаних вище способів реалізації, в яких заванкальцинації на торці плити внаслідок впливу гарятаження здійснювалося шляхом поступального чих газів продувки. руху після підведення плити до краю барабанів). Використання барабанів, зокрема, на етапі Схематично виконується описана нижче послідовсушіння, дозволяє вивести за межі власне суність операцій. При цьому опис виконується для шильної камери всі органи механізованого привооднієї плити з метою зручності, але даний спосіб ду і захистити їх таким чином від впливу гарячого реалізації застосовний до серії плит одного і того та вологого агресивного навколишнього середож типу; опис виконується з посиланнями на виглявища. ди у розрізі, причому плити надходять вздовж наПотрібно зазначити, що особливо переважним пряму, перпендикулярного до площини креслення. виявляється з'єднання щонайменше одного бараУ момент часу t=0 барабан знаходиться у вихідбана гідратації з щонайменше одним сушильним ному положенні; плита n укладена на важелі або барабаном. Зокрема, у цьому випадку будуть вина відповідну вітку барабана. У момент часу t=t1 користовувати два або три сушильних барабани, механізм, утворений, наприклад, системою валків, причому переважно перший (або другий) з них з переміщується під плиту n (наприклад, внаслідок однією або двома різними секціями та останній поступального руху), причому на фігурі, що розгбарабан з використанням рекуперації теплової лядається тут, зображений тільки один валок, а енергії. Можна також у даному випадку використоінші валки по суті приховані, беручи до уваги вибвувати процес сушіння непрямого типу. раний тут спосіб зображення. У момент часу t=t2 Непрямим чином запропонований барабан коданий механізм піднімається, причому валки вхорисний також для виконання просторових маніпудять у простір між важелями або вітками барабаляцій з гіпсовими плитами у сприятливих навкона, внаслідок чого плита n перестає лежати на лишніх умовах. важелях або вітках барабана. У момент часу t=t3 На Фіг.10 схематично зображений барабан, плита n+1, просуваючись вздовж осі барабана, 21 75380 22 займає місце плити n, виштовхуючи її або за доги, у випадку необхідності; етап (3): етап витримки помогою дії механізованих валків, причому плити n при постійній температурі, необхідний для забезі n+1 переміщуються на валках. У момент часу t=t4 печення однорідності нагрівання і температури згаданий вище механізм знову опускається, внадеталей у сушильній камері; етап (4): вентиляція з слідок чого плита n+1 лягає на важелі або вітки використанням спочатку гарячого повітря, а потім барабана. У момент часу t=t5 даний механізм принавколишнього повітря, необхідний для осушення бирається за край барабана, дозволяючи таким камери перед її розвантаженням. Винахід, що прочином цьому барабану повернутися на необхідний понується, дозволяє забезпечити специфічний кут для того, щоб підняти плиту n-1 у положення температурний профіль у процесі гарячого сушінпочатку здійснення описаного вище специфічного ня. Крім того, винахід, що пропонується, дозволяє способу реалізації. одержати так звані камери типу "FIFO" (First In, Таким чином (а також відповідно до інших споFirst Out), які будуть досить надійними і не являсобів реалізації) можна використовувати всю сукутимуть собою небезпеки переривання процесу. пність окружності барабана, тобто всі 360º, для Винахід, що пропонується, також має на меті здійснення необхідних операцій (гідратація, сушінбудь-які можливі комбінації між одним або декільня, охолоджування, просторові маніпуляції). У кома барабанами гідратації, одним або декількома процесі здійснення частини повороту у нижній чассушильними барабанами (в яких використовується тині барабана плити можуть бути утримані, наприодна або декілька секцій сушіння, а також викориклад, за допомогою вигинів на рівні важелів або стовується або не використовується рекуперація віток, або просто можуть бути направлені за допотеплової енергії), одним або декількома барабамогою зовнішнього кожуха, або ще можуть бути нами охолоджування, а також одним або декільнаправлені на елемент типу гусеничного трака, кома барабанами просторових маніпуляцій. Кільрозташований на нижній частині, причому даний кість барабанів і/або кількість секцій у них у елемент супроводжує рух плит. жодному випадку не є обмежувальною для винаУ даному способі реалізації, як кажуть "на ходу, який пропонується. Так, наприклад, можна 360º", дані, приведені вище відносно часу перебувикористовувати один барабан гідратації, так савання, швидкості обертання і т.п., повинні бути мо, як можна використовувати два або більше таадаптовані відповідним чином (так, наприклад, для ких барабанів. Також можна використовувати один ідентичного часу перебування, швидкість обер(або декілька) барабанів гідратації, зв'язаних з тання може бути зменшена вдвічі у тій мірі, в якій у одним (або декількома) сушильними барабанами, цьому випадку дійсно використовують всі 360º і/або барабанами охолоджування, і/або барабанакола даного барабана, а не тільки 180º). Крім того, ми просторових маніпуляцій; можна також викориу процесі операції сушіння зони 1, 2 і 3 можуть стовувати тільки сушильні барабани; можна також бути згруповані в одному єдиному барабані, якщо з'єднувати дані сушильні барабани з барабанами у цьому є необхідність. охолоджування і/або барабанами просторових І нарешті, тут потрібно зазначити, що винахід, маніпуляцій. Можна використовувати один єдиний який пропонується, у загальному випадку може сушильний барабан так само, як можна викорисзнайти застосування: товувати два, три або більше таких сушильних - у випадку гіпсових плит для будь-яких просбарабанів. Кожний сушильний барабан може місторових маніпуляцій з цими плитами, включаючи тити тільки одну секцію сушіння, але він може таїх перевертання; кож містити одну, дві, три або більше таких секцій. - у випадку сушіння для плоских об'єктів будьКожний сушильний барабан може являти собою якого типу, зокрема, але не обмежувальним чибарабан з безпосереднім нагрівом або з непрямим ном, для невеликих гіпсових плиток, черепиці (нанагрівом. Один або декілька барабанів можуть приклад, з цементу або з глини) і т.п.або виробу, являти собою барабани з рекуперацією теплової для якого має місце хімічна реакція гідравлічного енергії. Можна поєднувати разом всі ці типи (фунрозчину. У цьому останньому випадку термін "сукції та конструкції) барабанів; при цьому допустимі шіння" потрібно розуміти як такий, що охоплює по будь-які комбінації. Винахід, що пропонується, суті будь-яку хімічну реакцію, яка може привести, застосовується, зокрема, до випадку з'єднання зокрема, до твердіння, наприклад, випал. При одного або декількох барабанів гідратації з розтацьому не обов'язково повинно мати місце видашованими вслід за ними одним або декількома лення води, але може відбуватися реакція іншого сушильними барабанами, причому будь-які спосотипу, наприклад, з вивільненням інших газоподібби реалізації, як про це вже було сказано вище, них виділень або без такого вивільнення. Наприможуть бути взяті у поєднанні. клад, мова може йти про гаряче сушіння у випадку Винахід, що пропонується, забезпечує реаліцементних плит. Потрібно зазначити, що у даних зацію наступних переваг, зокрема: випадках гарячого сушіння частіше за все виникає 3 точки зору поведінки та якості, що додаютьнеобхідність мати щонайменше два періоди або ся плиті, яка виготовляється і обробляється: фази "сушіння". Дійсно, відомо, що для твердіння - час гідратації є практично ідентичним для таких плит використовується декілька етапів, севсіх плит на вході у сушильний пристрій; ред яких можна виділити: етап (1): етап спокою, - усунення зміщення між плитами на вході у необхідний для того, щоб забезпечити можливість сушильний пристрій; початку тужавіння перед застосуванням теплового - усунення кальцинації торця плити; впливу; етап (2): етап нагрівання з відносно плав- можливість збільшення кількості секцій суним наростанням температури аж до максимальшіння для того, щоб наблизити температурний ного значення цієї температури з введенням волопрофіль сушіння до ідеального; 23 75380 24 - можливість вбудовування у пристрій зони на сушіння, внаслідок використання системи рекуохолоджування; перування прихованої теплоти конденсації водяної - можливість легко рекуперувати приховану пари; теплову енергію конденсації водяної пари в остан- зниження витрати електричної енергії (встаньому сушильному пристрої; новлена потужність електричного обладнання для - гнучкість вибору способу сушіння (пряме сумеханізованого приводу технологічної установки шіння, непряме сушіння або поєднання двох цих скорочується у 3-4 рази); способів сушіння) у функції вартості джерел енер- зменшення витрати стислого повітря (на стогії, що використовуються; лах перенесення) і пов'язаного з цим технічного - можливість просторових маніпуляцій з плиобслуговування; тами у вологому стані зі зменшеним часом вико- зниження вартості сушіння внаслідок можлинання у порівнянні з класичними технологічними вості використання палива, яке менше коштує, у лініями; випадку застосування сушіння непрямого типу; - практично повне виключення розтріскування - підвищення коефіцієнта використання техноабо пошкодження плити внаслідок швидких або логічного обладнання. різких маніпуляцій або внаслідок ударів об упори. З точки зору безпеки та умов роботи: З точки зору капіталовкладень: - зниження виробничого шуму, зокрема, на - зниження вартості перенесення плит у володвох ділянках перенесення плит і внаслідок вигому стані і, частково, перенесення плит у сухому ключення каскаду обладнання на виході з сушильстані, інтегроване в обладнання, що використовуної установки. При цьому значна частина шуму ється; пов'язана з використанням стислого повітря на - зниження вартості технологічної лінії формустолах перенесення; вання плити внаслідок того, що ця лінія стає більш - підвищення безпеки забезпечується за рахукороткою і/або внаслідок використання у цій лінії нок зменшення кількості деталей, які швидко румеханічних ножиць більш простої конструкції; хаються, як таких, що обертаються (транспортува- використання більш простого (відсутність рульні валки), так і таких, що здійснюють поступальні хомих деталей) сушильного пристрою зі зменшерухи (стіл, що піднімається та опускається). ними габаритами; Потрібно зазначити, що винахід, який пропо- гнучкість технологічної установки відносно її нується, застосовується до індивідуальних плит, а продуктивності внаслідок можливості зміни її довтакож до серій плит. При цьому терміни формужини, кількості барабанів або кількостей віток в вання, розрізання, гідратація, сушіння і т.п., які одному барабані; це дозволяє забезпечити розвідноситься до "плити", зрозуміло, також можуть ширення можливостей даної установки при зменбути віднесені і до "плит з серії плит". шених капіталовкладеннях і швидкому монтажі; Потрібно також зазначити, що термін "гіпсова - зменшення відкритих і закритих виробничих плита", використаний в описі винаходу, що пропоплощ, які займає дана технологічна установка; нується, відноситься до плит на основі гіпсу, і зок- приєднання пристрою рекуперування прихорема, але не обмежувальним чином, до плит з ваної теплоти конденсації водяної пари, що безпеоднією або декількома оболонками з паперу аборечно менше коштує у порівнянні зі звичайною картону (які називаються англійською мовою "wallсушильною установкою (практично інтегрованого в board" "листова суха штукатурка" або "plasterосновну установку). board" "суха штукатурка"), а також з інших матеріЗ точки зору технічного обслуговування: алів, таких, наприклад, як шар скловолокна (так - зниження вартості технічного обслуговування звані плити "feu"), до волокнистих плит (які назина ділянках перенесення плит у вологому стані ваються англійською мовою "fiber-board" "деревоабо перенесення плит у сухому стані; волокниста плита") і т.д. Винахід, що пропонуєть- зниження вартості технічного обслуговування ся, переважним чином застосовується до плит з сушильної установки, оскільки система її механіпокриттям з картону (типу "plaster-board" "суха зованого приводу може розташовуватися зовні від штукатурка"). гарячої і вологої частини даної установки; при Винахід, що пропонується, не обмежується цьому у даному випадку використовується менша описаними у попередньому викладі способами кількість рухомих деталей; його реалізації, але може мати численні інші варі- виключення використання стислого повітря в анти реалізації, легко доступні фахівцеві у даній обладнанні, що пропонується. області техніки. З точки зору вартості експлуатації: - зниження кількості енергії, що затрачається 27 Комп’ютерна верстка М. Ломалова 75380 Підписне 28 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hydration of plaster boards and appliance for its implementation
Автори англійськоюFalinower Charles
Назва патенту російськоюСпособ гидратации гипсовых плит и устройство для его осуществления
Автори російськоюФалиновер Шарль
МПК / Мітки
МПК: B28B 11/00, F26B 15/00
Мітки: гідратації, спосіб, плит, здійснення, пристрій, гіпсових
Код посилання
<a href="https://ua.patents.su/14-75380-sposib-gidrataci-gipsovikh-plit-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідратації гіпсових плит і пристрій для його здійснення</a>
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Павло Антонович, Бехта Наталя Степанівна
Мітки: спосіб, плит, деревностружкових, здійснення, пристрій, виготовлення
Формула / Реферат:
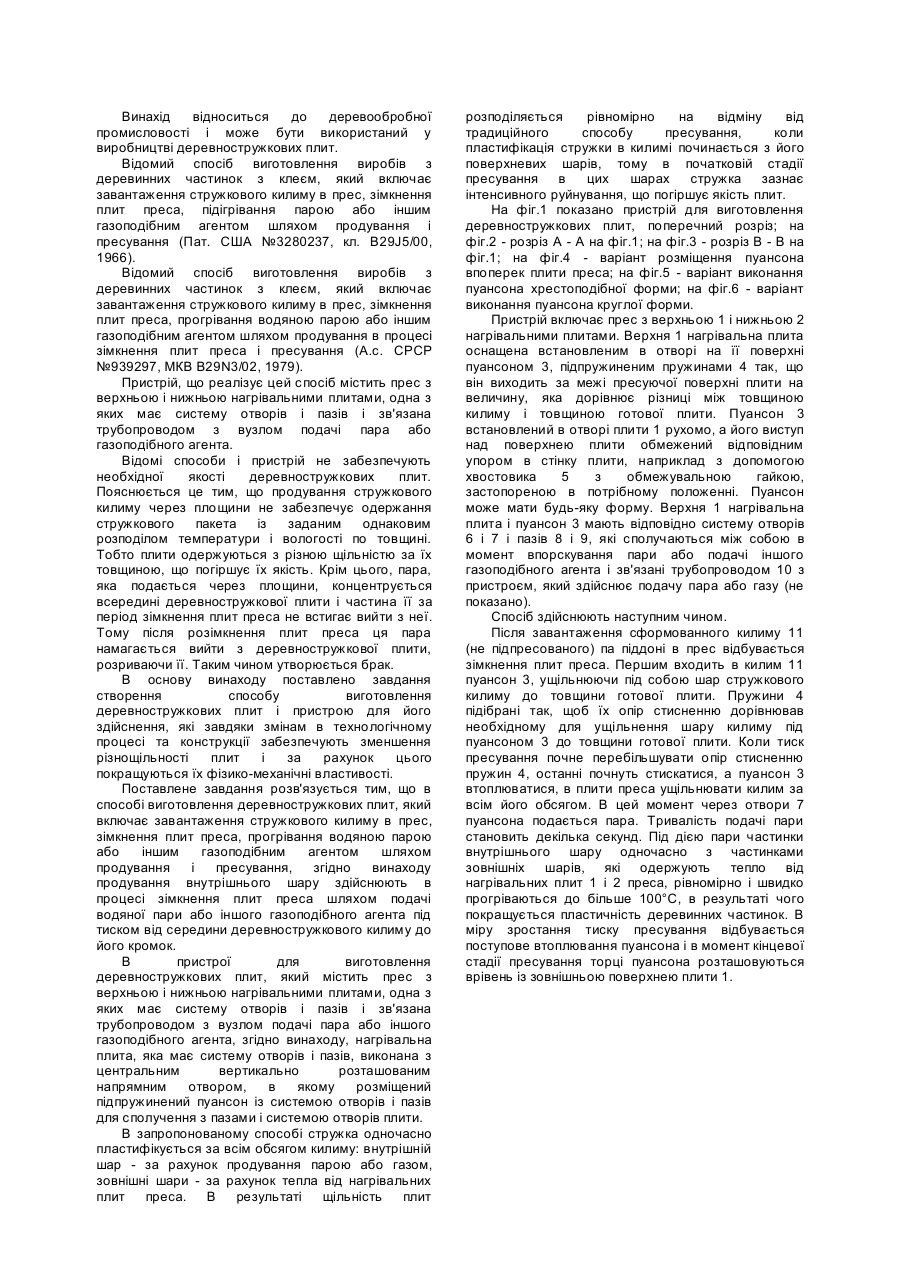
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Спосіб кріпака-шинкарюка досліджень залізобетонних плит, що працюють на згин в двох напрямах, та пристрій для його здійснення
Номер патенту: 48726
Опубліковано: 15.08.2002
Автори: Кріпак Володимир Денисович, Шинкарюк Юрій Миколайович
МПК: G01M 7/08
Мітки: напрямах, працюють, кріпака-шинкарюка, здійснення, плит, згин, двох, досліджень, спосіб, пристрій, залізобетонних
Формула / Реферат:
1. Спосіб досліджень залізобетонних плит, що працюють на згин в двох напрямах, який включає навантаження плити перпендикулярними її горизонтальній площині зусиллями зі створенням деформацій згину, виміри цих деформацій та їх оцінку за величинами параметрів міцності плити, який відрізняється тим, що до досліджуваної плити жорстко приєднують по її краях важелі консольно-балочного типу, потім встановлюють плиту з важелями на опори рами, а...
Пристрій для виготовлення гіпсових звукопоглинаючих плит
Номер патенту: 412
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Гелев Георгій Наумович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович
МПК: B28B 17/00
Мітки: плит, звукопоглинаючих, гіпсових, пристрій, виготовлення
Формула / Реферат:
Устройство для изготовления гипсовых звукопоглощающих плит, содержащее закрепленные на раме вибратор, пружинные амортизаторы и форму, состоящую из основания с верхним, имеющим пазы, и боковыми бортами, вкладышем, выталкивателя изделий, крышки с полостью, перекрытой диафрагмой, эластичного коврика с пуансонами, отличающееся тем, что форма снабжена накидными замками, вкладыш выполнен с жесткостью в 2-4 раза превышающей жесткость пуансонов, а...
Спосіб виготовлення звуковбирих гіпсових плит
Номер патенту: 547
Опубліковано: 15.12.1993
Автори: Гелев Георгій Наумович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович
МПК: B28B 11/00, E04C 2/26, B32B 13/00
Мітки: виготовлення, спосіб, плит, гіпсових, звуковбирих
Формула / Реферат:
Способ изготовления звукопоглощающих гипсовых плит, включающий подачу на бесконечный тяговый орган гипсовых перфорированных полых элементов тыльной стороной вверх, послойную укладку в полость элемента листа бумаги и звукопоглощающего минерального вкладыша, нанесение на ленточную алюминиевую фольгу с помощью намазывающего барабана слоя клея, укладку фольги клеем вниз на заполненный гипсовый элемент, прикатку и поперечную резку фольги в месте...
Пристрій для виготовлення гіпсових звуковбирих плит
Номер патенту: 858
Опубліковано: 15.12.1993
Автори: Кундін Станіслав Ісакович, Гелев Георгій Наумович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Рогова Сара Давидовна, Ягнятинський Лев Євсійович, Ларіонов Михайло Тихонович
МПК: B28B 7/00
Мітки: плит, виготовлення, пристрій, гіпсових, звуковбирих
Формула / Реферат:
Устройство для изготовления гипсовых звукопоглощающих плит, содержащее вибратор, пружинные амортизаторы и форму, состоящую из основания с верхним и боковыми бортами, вкладышем, выталкивателя изделий, крышки с полостью, перекрытой диафрагмой, и эластичного коврика с пуансонами, отличающееся тем, что форма снабжена рамой и установлена вертикально на пружинные амортизаторы, крышка с полостью - накидными замками и шарнирно прикреплена к форме,...
Попередній патент: Механізм приводу ножів триножової різальної машини
Наступний патент: Спосіб одержання вибухових речовин на місці
Випадковий патент: Лінія для виробництва біодизеля