Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Формула / Реферат
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.
2. Пристрій для виготовлення деревностружкових плит, який містить прес з верхньою і нижньою нагрівальними плитами, одна з яких має систему отворів і пазів і зв'язана трубопроводом з вузлом подачі пара або газоподібного агента, який відрізняється тим, що нагрівальна плита, яка має систему отворів і пазів, виконана з центральним вертикально розташованим напрямним отвором, в якому розміщений підпружинений пуансон із системою отворів і пазів для сполучення з пазами і системою отворів плити.
Текст
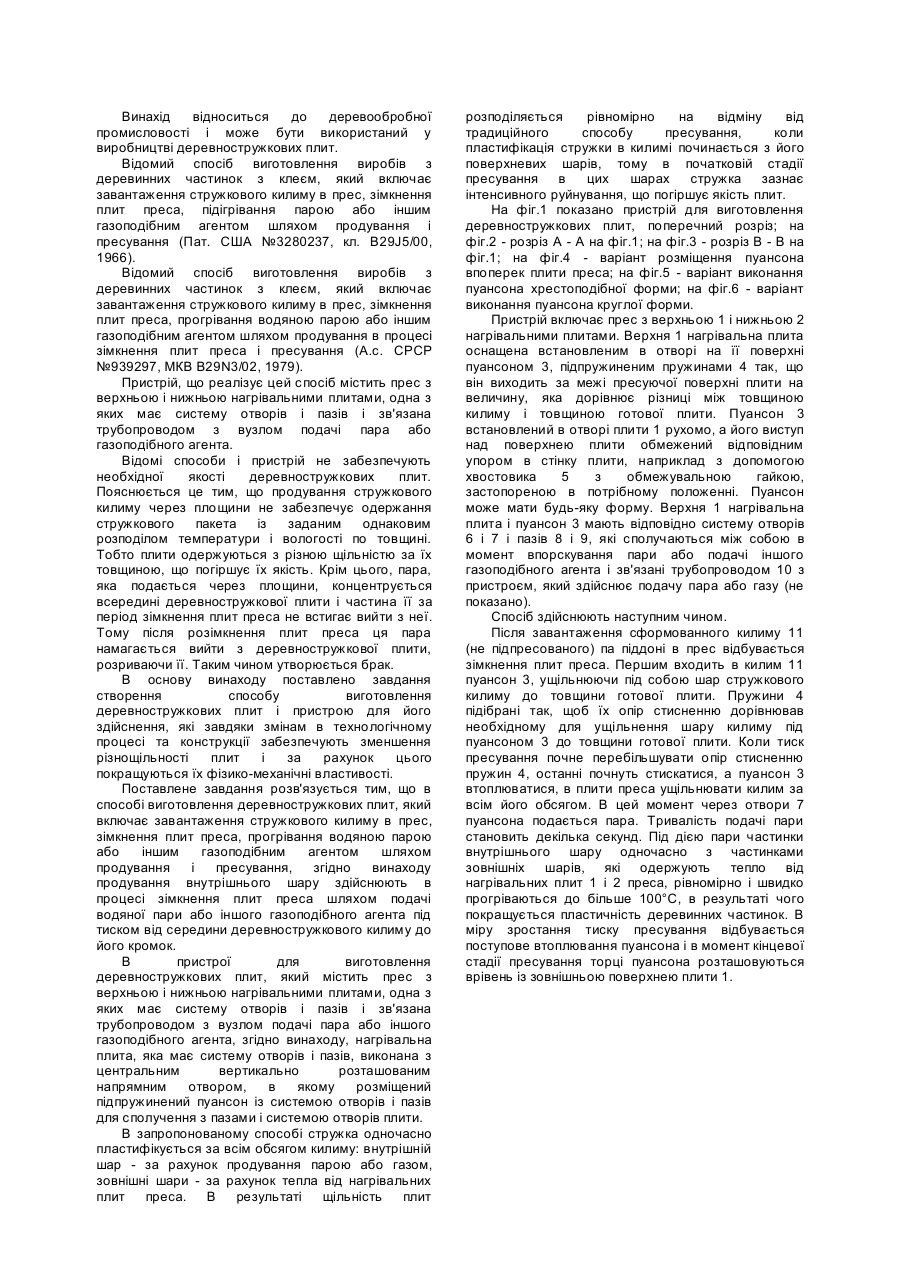
Винахід відноситься до деревообробної промисловості і може бути використаний у виробництві деревностружкових плит. Відомий спосіб виготовлення виробів з деревинних частинок з клеєм, який включає завантаження стружкового килиму в прес, зімкнення плит преса, підігрівання парою або іншим газоподібним агентом шляхом продування і пресування (Пат. США №3280237, кл. B29J5/00, 1966). Відомий спосіб виготовлення виробів з деревинних частинок з клеєм, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або іншим газоподібним агентом шляхом продування в процесі зімкнення плит преса і пресування (А.с. СРСР №939297, МКВ B29N3/02, 1979). Пристрій, що реалізує цей спосіб містить прес з верхньою і нижньою нагрівальними плитами, одна з яких має систему отворів і пазів і зв'язана трубопроводом з вузлом подачі пара або газоподібного агента. Відомі способи і пристрій не забезпечують необхідної якості деревностружкових плит. Пояснюється це тим, що продування стружкового килиму через площини не забезпечує одержання стружкового пакета із заданим однаковим розподілом температури і вологості по товщині. Тобто плити одержуються з різною щільністю за їх товщиною, що погіршує їх якість. Крім цього, пара, яка подається через площини, концентрується всередині деревностружкової плити і частина її за період зімкнення плит преса не встигає вийти з неї. Тому після розімкнення плит преса ця пара намагається вийти з деревностружкової плити, розриваючи її. Таким чином утворюється брак. В основу винаходу поставлено завдання створення способу виготовлення деревностружкових плит і пристрою для його здійснення, які завдяки змінам в технологічному процесі та конструкції забезпечують зменшення різнощільності плит і за рахунок цього покращуються їх фізико-механічні властивості. Поставлене завдання розв'язується тим, що в способі виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або іншим газоподібним агентом шляхом продування і пресування, згідно винаходу продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок. В пристрої для виготовлення деревностружкових плит, який містить прес з верхньою і нижньою нагрівальними плитами, одна з яких має систему отворів і пазів і зв'язана трубопроводом з вузлом подачі пара або іншого газоподібного агента, згідно винаходу, нагрівальна плита, яка має систему отворів і пазів, виконана з центральним вертикально розташованим напрямним отвором, в якому розміщений підпружинений пуансон із системою отворів і пазів для сполучення з пазами і системою отворів плити. В запропонованому способі стружка одночасно пластифікується за всім обсягом килиму: внутрішній шар - за рахунок продування парою або газом, зовнішні шари - за рахунок тепла від нагрівальних плит преса. В результаті щільність плит розподіляється рівномірно на відміну від традиційного способу пресування, коли пластифікація стружки в килимі починається з його поверхневих шарів, тому в початковій стадії пресування в цих шарах стружка зазнає інтенсивного руйнування, що погіршує якість плит. На фіг.1 показано пристрій для виготовлення деревностружкових плит, поперечний розріз; на фіг.2 - розріз А - А на фіг.1; на фіг.3 - розріз В - В на фіг.1; на фіг.4 - варіант розміщення пуансона впоперек плити преса; на фіг.5 - варіант виконання пуансона хрестоподібної форми; на фіг.6 - варіант виконання пуансона круглої форми. Пристрій включає прес з верхньою 1 і нижньою 2 нагрівальними плитами. Верхня 1 нагрівальна плита оснащена встановленим в отворі на її поверхні пуансоном 3, підпружиненим пружинами 4 так, що він виходить за межі пресуючої поверхні плити на величину, яка дорівнює різниці між товщиною килиму і товщиною готової плити. Пуансон 3 встановлений в отворі плити 1 рухомо, а його виступ над поверхнею плити обмежений відповідним упором в стінку плити, наприклад з допомогою хвостовика 5 з обмежувальною гайкою, застопореною в потрібному положенні. Пуансон може мати будь-яку форму. Верхня 1 нагрівальна плита і пуансон 3 мають відповідно систему отворів 6 і 7 і пазів 8 і 9, які сполучаються між собою в момент впорскування пари або подачі іншого газоподібного агента і зв'язані трубопроводом 10 з пристроєм, який здійснює подачу пара або газу (не показано). Спосіб здійснюють наступним чином. Після завантаження сформованного килиму 11 (не підпресованого) па піддоні в прес відбувається зімкнення плит преса. Першим входить в килим 11 пуансон 3, ущільнюючи під собою шар стружкового килиму до товщини готової плити. Пружини 4 підібрані так, щоб їх опір стисненню дорівнював необхідному для ущільнення шару килиму під пуансоном 3 до товщини готової плити. Коли тиск пресування почне перебільшувати опір стисненню пружин 4, останні почнуть стискатися, а пуансон 3 втоплюватися, в плити преса ущільнювати килим за всім його обсягом. В цей момент через отвори 7 пуансона подається пара. Тривалість подачі пари становить декілька секунд. Під дією пари частинки внутрішнього шару одночасно з частинками зовнішніх шарів, які одержують тепло від нагрівальних плит 1 і 2 преса, рівномірно і швидко прогріваються до більше 100°C, в результаті чого покращується пластичність деревинних частинок. В міру зростання тиску пресування відбувається поступове втоплювання пуансона і в момент кінцевої стадії пресування торці пуансона розташовуються врівень із зовнішньою поверхнею плити 1.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of manufacturing wood chip boards
Автори англійськоюBekhta Pavlo Antonovych, Bekhta Natalia Stepanivna
Назва патенту російськоюСпособ изготовления древесностружечных плит и устройство для его осуществления
Автори російськоюБехта Павел Антонович, Бехта Наталья Степановна
МПК / Мітки
Мітки: виготовлення, спосіб, здійснення, деревностружкових, пристрій, плит
Код посилання
<a href="https://ua.patents.su/2-15774-sposib-vigotovlennya-derevnostruzhkovikh-plit-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деревностружкових плит і пристрій для його здійснення</a>
Спосіб та пристрій для виготовлення деревностружкових плит
Номер патенту: 13752
Опубліковано: 25.04.1997
Автори: Бехта Павло Антонович, Бехта Наталія Степанівна
Мітки: деревностружкових, виготовлення, плит, пристрій, спосіб
Формула / Реферат:
(57) 1. Способ изготовления древесностружечных плит, включающий раздельную подачу внутреннего и наружного слоев ковра, формирование полотна ковра и под прессовку с последующим прессованием, отличающийся тем, что подачу стружек внутреннего слоя на участок формирования ковра ленточного пресса осуществляют в потоке перегретого пара или другого газообразного агента между наружными слоями ковра.2. Устройство для изготовления...
Спосіб виготовлення деревностружкових плит і пресованих виробів
Номер патенту: 13152
Опубліковано: 28.02.1997
Автори: Гарасевич Георгій Іванович, Придатко Андрій Борисович, Анненков Володимир Федорович, Іщенко Світлана Степанівна, Бережна Антоніна Анатоліївна, Веселовський Роман Олександрович
МПК: B27N 3/00
Мітки: виготовлення, пресованих, деревностружкових, плит, спосіб, виробів
Формула / Реферат:
(57) Способ изготовления древесностружечных плит и прессованных изделий, включающий сушку измельченной древесины, смешивание ее со связующим на основе полиизоцианата, формирование ковра и горячее прессование, отличающийся тем, что в качестве связующего используют неорганическую и органическую составляющие, причем смешивание измельченной древесины осуществляют сначала с неорганической составляющей связующего, включающей жидкое стекло,...
Спосіб виготовлення тришарових стінових панелей і пристрій для його здійснення
Номер патенту: 4096
Опубліковано: 27.12.1994
Автори: Шаршунов Борис Анатолійович, Гірштіль Генріх Борисович, Ластик Володимир Аркадійович, Бугаєнко Григорій Юхимович, Семенець Віліам Костянтинович
МПК: B32B 13/00, B28B 7/00
Мітки: пристрій, стінових, виготовлення, здійснення, спосіб, тришарових, панелей
Формула / Реферат:
Формула изобретения1. Способ изготовления трехслойных стеновых панелей в кассетных формах с тепловыми отсеками, включающий установку арматурных каркасов со связями наружного и внутреннего слоев на опалубочный щит в горизонтальном положении, формование слоев путем укладки бетонной смеси и виброуплотнения, укладку среднего слоя утеплители, соединение и фиксацию слоев с установкой опалубочного щита в вертикальное положение и термообработку...
Спосіб виготовлення деревинно-мінеральних плит
Номер патенту: 11656
Опубліковано: 25.12.1996
Автори: Герасименко Євгеній Семенович, Кривенко Павло Васильович, Глуховський Віктор Дмитрович, Крючков Яків Самойлович, Румина Галина Вячеславівна, Башев Володимир Афанасіевич, Бабійчук Ігор Павлович
МПК: C04B 18/26, C04B 40/02
Мітки: деревинно-мінеральних, спосіб, плит, виготовлення
Формула / Реферат:
Способ изготовления древесно-минеральных плит, включающий смешивание древесного заполнителя с щелочным компонентом и шлаком, прессование, тепловую обработку при температуре 45-50°С и распалубку, отличающийся тем, что, с целью повышения прочности при статическом изгибе и снижения набухания, древесный заполнитель используют с влажностью 65-150%, а тепловую обработку осуществляют в среде насыщенного пара в течение 5,5-6,5 ч.
Спосіб виготовлення гама-інтерферонів та пристрій для його здійснення
Номер патенту: 8276
Опубліковано: 29.03.1996
Автори: Іваненко Валерій Костянтинович, Кишко Ярослав Григорович, Лазоренко Людмила Віталієвна, Селезньов Олександр Вікторович, Думанський Валентин Дмитрович, Коваленко Ема Олександрівна
МПК: C12R 1/125, A61K 35/14, A61K 38/21, C12N 1/20
Мітки: здійснення, виготовлення, пристрій, гама-інтерферонів, спосіб
Формула / Реферат:
1. Спосіб виготовлення гамма-інтерферонів, що включає в себе отримання продуцентів інтерферону - імуноцитів тварин та їх культивування в присутності індуктора інтерфероногенезу і наступне відділення інтерферонскладової рідини, який відрізняється тим, що культивування проводять при пильності імуноцитів 5•10-5•10 клітин в мл, при цьому як індуктор інтерфероногенезу беруть пектин Bacilius subtilis 6681MB при його концентрації 10-20 мкг на 1...
Попередній патент: З’єднання штанг бурового ставу
Наступний патент: Спосіб діагностики стану кишкового травлення
Випадковий патент: Магнітний сепаратор