Спосіб виготовлення звуковбирих гіпсових плит
Номер патенту: 547
Опубліковано: 15.12.1993
Автори: Ларіонов Михайло Тихонович, Гелев Георгій Наумович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович
Формула / Реферат
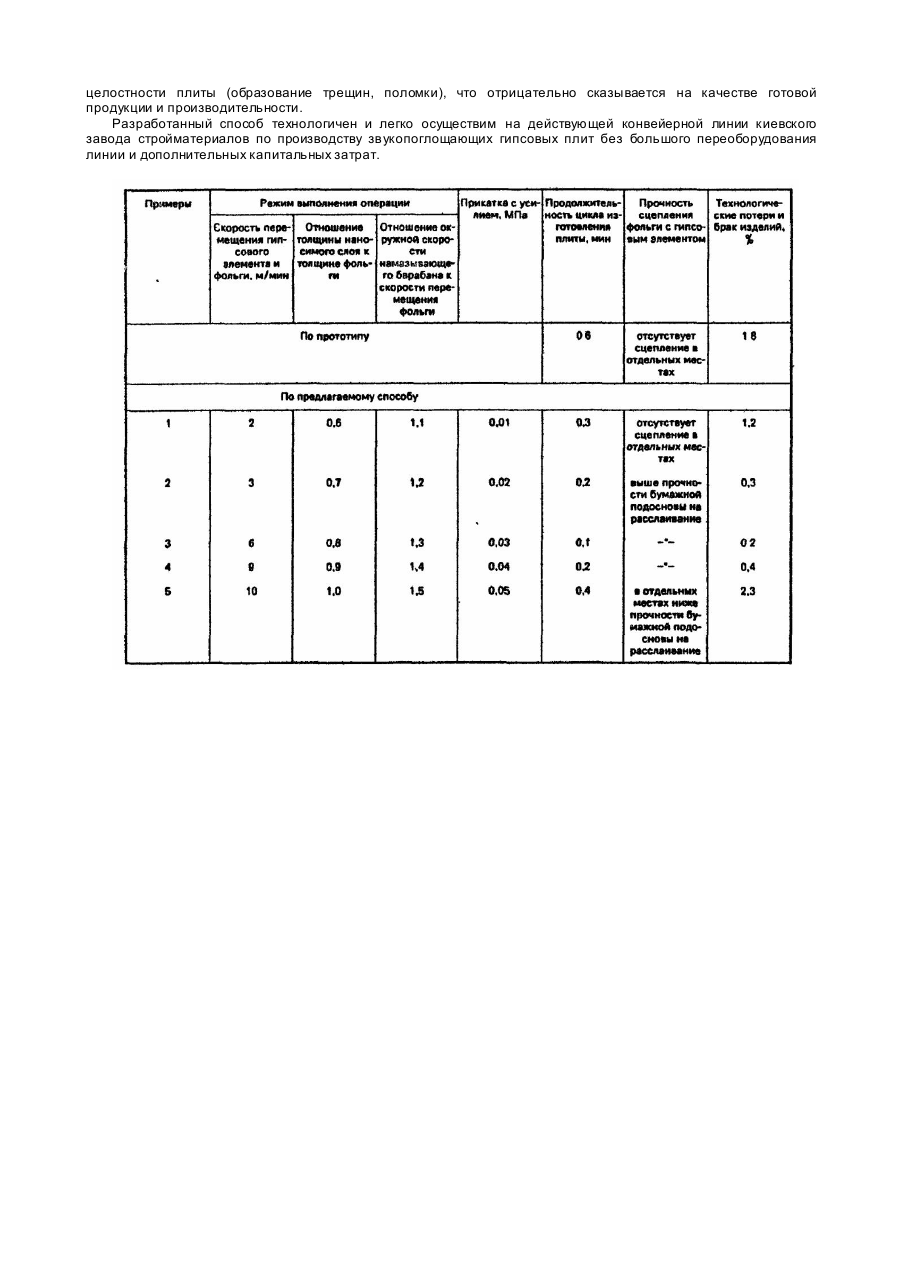
Способ изготовления звукопоглощающих гипсовых плит, включающий подачу на бесконечный тяговый орган гипсовых перфорированных полых элементов тыльной стороной вверх, послойную укладку в полость элемента листа бумаги и звукопоглощающего минерального вкладыша, нанесение на ленточную алюминиевую фольгу с помощью намазывающего барабана слоя клея, укладку фольги клеем вниз на заполненный гипсовый элемент, прикатку и поперечную резку фольги в месте стыка смежных элементов, отличающийся тем, что подачу перфорированного полого элемента и фольги осуществляют синхронно со скоростью 3-9 м/мин, при этом на фольгу наносят слой клея толщиной, равной 0,7...0,9 толщины фольги при совпадении направления перемещения фольги и вращения намазывающего барабана с превышением окружной скорости последнего в 1,2...1,4 раза скорости перемещения фольги, а прикатку фольги осуществляют с усилием 0,02-0,04 МПа.
Текст
Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении звукопоглощающих изделий. Известен способ изготовления звукопоглощающих гипсовых плит, включающий подачу на бесконечный тяговый орган гипсовых перфорированных полых элементов тыльной стороной вверх, послойную укладку в полость элемента листа бумаги и звукопоглощающего минерального вкладыша, нанесение на алюминиевую фольгу слоя клея, укладку фольги клеем вниз на заполненный гипсовый элемент и прижатие фольги к гипсовому элементу [1]. Недостатками такого способа изготовления плит являются длительный цикл изготовления, невысокое качество готовой продукции при больших тр удозатратах. Наиболее близким к предлагаемому является способ изготовления звукопоглощающи х гипсовых плит, включающий подачу на бесконечный тяговый орган гипсовых перфорированных полых элементов тыльной стороной вверх, послойную укладку в полость элемента листа бумаги и звукопоглощающего минерального вкладыша, нанесение на ленточную алюминиевую фольгу с помощью намазывающего барабана слоя клея, укладку фольги клеем вниз на заполненный гипсовый элемент, прикатку и поперечную резку фольги в месте стыка смежных элементов [2]. Недостатками такого способа являются невысокое качество приклейки и низкая прочность сцепления алюминиевой фольги с гипсовым элементом вследствие имеющих место перекосов при укладке листов бумаги и минерального вкладыша, что требует выполнения постоянной корректировки многих операций вручную и приводит к удлинению технологического цикла и снижению производительности. Изобретение направлено на решение следующей задачи: интенсификация процесса изготовления изделий и повышение качества плит путем увеличения прочности Сцепления фольги с гипсовым элементом. При осуществлении изобретения могут быть получены следующие те хнические результаты: - повышена прочность сцепления алюминиевой фольги с гипсовым элементом, что улучшает эксплуатационные свойства и удлиняет срок службы изделий; - сокращен технологический цикл изготовления плит, что увеличивает производительность и удельный съем продукции с единицы производственной площади; - уменьшены технологические потери и брак изделий, что снижает себестоимость готовой продукции. В способе изготовления звукопоглощающих гипсовых плит, включающем подачу на бесконечный тяговый орган гипсовых перфорированных полых элементов тыльной стороной вверх, послойную укладку в полость элемента листа бумаги и звукопоглощающего минерального вкладыша, нанесение на ленточную алюминиевую фольгу с помощью намазывающего барабана слоя клея, укладку фольги клеем вниз на заполненный гипсовый элемент, прикатку и поперечную резку фольги в месте стыка смежных элементов, подачу перфорированного полого элемента и фольги осуществляют синхронно со скоростью 3-9 м/мин, при этом на фольгу наносят слой клея толщиной, равной 0,7...0,9 толщины фольги при совпадении направления перемещения фольги и вращения намазывающего барабана с превышением окружной скорости последнего в 1,2...1,4 раза скорости перемещения фольги, а прикатку фольги осуществляют с усилием 0,02-0,04 МПа. Примеры. Все операции по изготовлению звукопоглощающих гипсовых плит производят в процессе синхронного перемещения в одном направлении гипсового элемента и фольги. При этом сначала в полость гипсового элемента укладывают лист бумаги, затем минеральный вкладыш. Одновременно на бумажную подоснову непрерывной ленты алюминиевой фольги наносят слой клея, после чего ее укладывают на тыльную сторону гипсового элемента, прикатывают и производят поперечную разрезку непрерывной ленты фольги в месте стыка смежных плит. Готовые плиты отводят со скоростью, превышающей скорость перемещения гипсового элемента и фольги в 1,6...2 раза, и направляют на склад готовой продукции. Данные, подтверждающие возможность выполнения способа, приведены в таблице. Полученные по примерам 2...4 звукопоглощающие гипсовые плиты характеризуются более высокой прочностью сцепления алюминиевой фольги с гипсовым элементом при более коротком цикле изготовления и меньших те хнологических потерях и браке изделий. Выполнение в предложенном способе всех операций в процессе синхронного перемещения в одном направлении гипсового элемента и фольги со скоростью 3...9 м/мин обеспечивает получение звукопоглощающих гипсовых плит высокого качества при максимальной производительности. Превышение скорости 9 м/мин снижает производительность, так как в связи с нарушением режимов выполнения других операций образуется большое количество брака, требуются частые остановки и корректировки процесса. Отклонение скорости от оптимального значения в сторону уменьшения также приводит к нарушениям режимов отдельных операций, что улучшает качество приклейки фольги и удлиняет технологический цикл. Выбранное оптимальное отношение между толщиной наносимого слоя клея и толщиной фольги 0,7,..0,9 позволяет при наиболее рациональном расходе клея добиться высокого качества приклейки фольги к гипсовому элементу при высокой интенсивности процесса. Соотношение менее 0,7 не обеспечивает надежную приклейку фольги к гипсовому элементу, что требует постоянной подклейки фольги вручн ую и приводит к снижению качества и удлинению технологического процесса, а соотношение оптимальных значений более 0,9 приводит к выдавливанию избытка клея и необходимости его смывания, к подрывам фольги при складировании, что также увеличивает продолжительность цикла изготовления и снижает качество готовой продукции. Принятое соотношение между окружной скоростью вращения намазывающего барабана и скоростью перемещения фольги 1,2...1,4 обеспечивает получение качественного клеевого слоя хорошо распределенного и частично втертого в бумажную подоснову фольги, что гарантирует высокую прочность приклейки фольги к гипсовому элементу при оптимальном цикле изготовления плиты. При соотношении более 1,4 происходит разрушение клеевого слоя, а при соотношений менее 1,2 не достигается надежное внедрение клея в бумажную подоснову. Все это ухудшает качество приклейки фольги и снижает производительность процесса. Прикатка алюминиевой фольги к гипсовому элементу с усилием 0,02...0,04 МПа принята из условия качественной и быстрой склейки фольги с элементом. Выполнение прикатки с усилием менее 0,02 МПа не обеспечивает быструю надежную склейку плиты, а прикатка с усилием более 0,04 МПа приводит к нарушению целостности плиты (образование трещин, поломки), что отрицательно сказывается на качестве готовой продукции и производительности. Разработанный способ технологичен и легко осуществим на действующей конвейерной линии киевского завода стройматериалов по производству звукопоглощающих гипсовых плит без большого переоборудования линии и дополнительных капитальных затрат.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the sound-absorbing plaster blocks
Автори англійськоюBurlyka Anatolii Pylypovych, Helev Heorhii Naumovych, Larionov Mykhailo Tykhonovych, Fridman Roman Arkadiiovych
Назва патенту російськоюСпособ изготовления звукопоглощающих гипсовых плит
Автори російськоюБурлыка Анатолий Филиппович, Гелев Георгий Наумович, Ларионов Михаил Тихонович, Фридман Роман Аркадьевич
МПК / Мітки
МПК: E04C 2/26, B32B 13/00, B28B 11/00
Мітки: звуковбирих, виготовлення, плит, гіпсових, спосіб
Код посилання
<a href="https://ua.patents.su/2-547-sposib-vigotovlennya-zvukovbirikh-gipsovikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення звуковбирих гіпсових плит</a>
Пристрій для виготовлення гіпсових звуковбирих плит
Номер патенту: 858
Опубліковано: 15.12.1993
Автори: Кундін Станіслав Ісакович, Бурлика Анатолій Пилипович, Рогова Сара Давидовна, Фрідман Роман Аркадійович, Ягнятинський Лев Євсійович, Гелев Георгій Наумович, Ларіонов Михайло Тихонович
МПК: B28B 7/00
Мітки: виготовлення, гіпсових, пристрій, плит, звуковбирих
Формула / Реферат:
Устройство для изготовления гипсовых звукопоглощающих плит, содержащее вибратор, пружинные амортизаторы и форму, состоящую из основания с верхним и боковыми бортами, вкладышем, выталкивателя изделий, крышки с полостью, перекрытой диафрагмой, и эластичного коврика с пуансонами, отличающееся тем, что форма снабжена рамой и установлена вертикально на пружинные амортизаторы, крышка с полостью - накидными замками и шарнирно прикреплена к форме,...
Лінія для виготовлення звукопоглинаючих гіпсових плит
Номер патенту: 511
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Рогова Сара Давидовна, Гелев Георгій Наумович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович
МПК: B28B 11/00, B28B 11/04, E04F 13/00
Мітки: лінія, виготовлення, плит, звукопоглинаючих, гіпсових
Формула / Реферат:
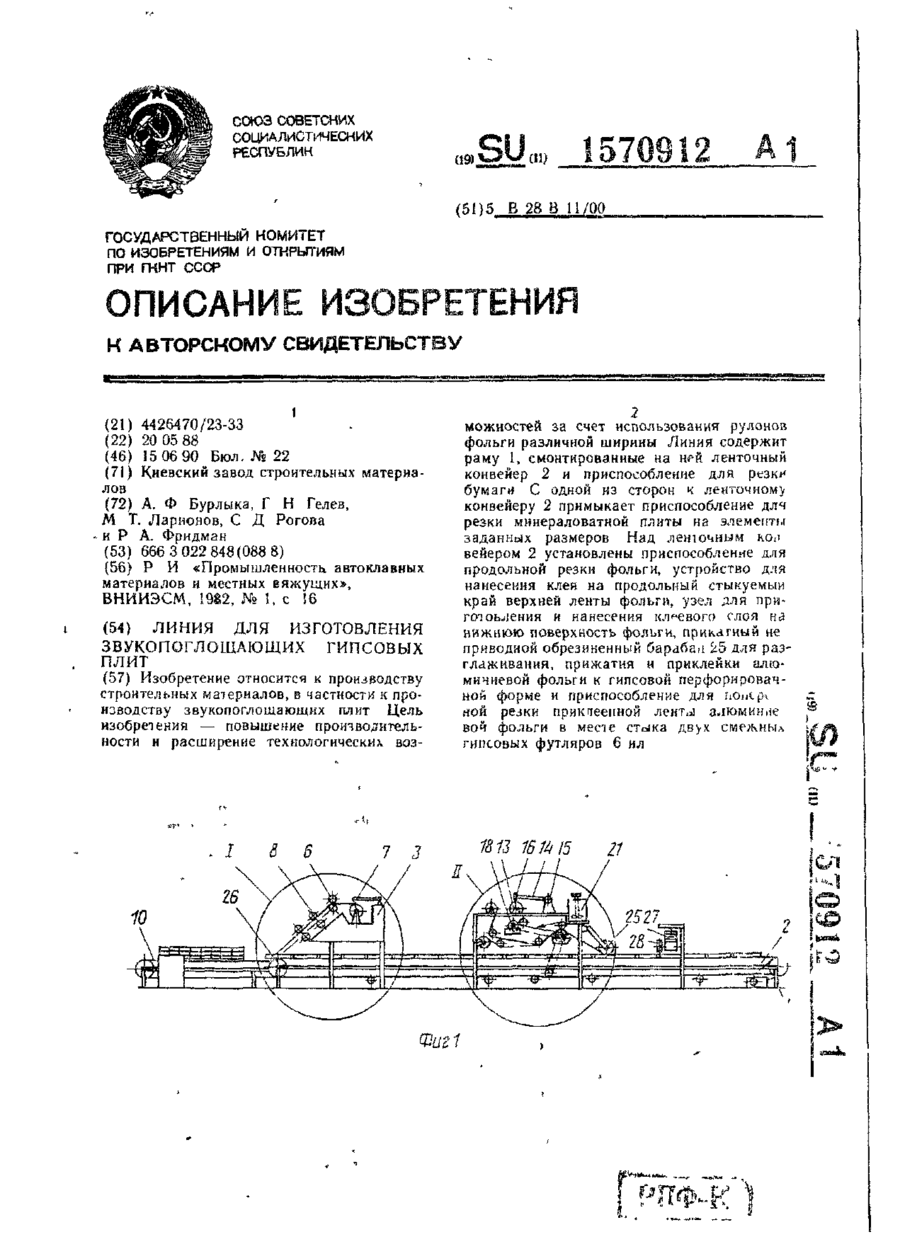
Ф о р м у л а и з о б р е т е н и я Линия для изготовления звукопоглощающих гипсовых плит, содержащая раму с установленным на ней бесконечным тяговым органом для подачи гипсовых форм, приспособления для поперечной резки бумаги и минерало-ватной плиты, узел для приготовления и нанесения клея и механизм подачи алюминиевой фольги, о т л и ч а ю щ а я с я тем, что, с целью повышения производительности и расширения технологических...
Пристрій для виготовлення гіпсових звукопоглинаючих плит
Номер патенту: 412
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович
МПК: B28B 17/00
Мітки: гіпсових, виготовлення, плит, пристрій, звукопоглинаючих
Формула / Реферат:
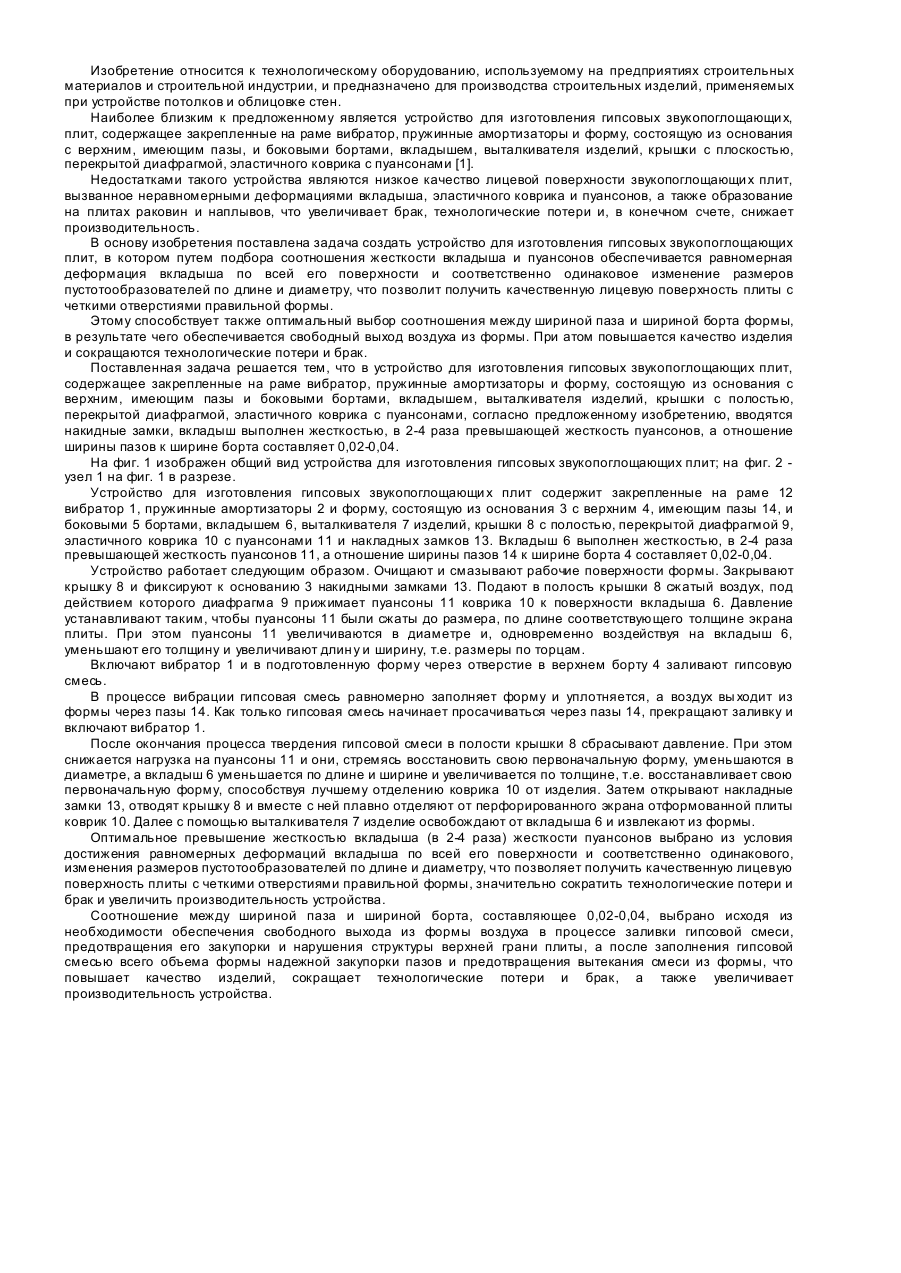
Устройство для изготовления гипсовых звукопоглощающих плит, содержащее закрепленные на раме вибратор, пружинные амортизаторы и форму, состоящую из основания с верхним, имеющим пазы, и боковыми бортами, вкладышем, выталкивателя изделий, крышки с полостью, перекрытой диафрагмой, эластичного коврика с пуансонами, отличающееся тем, что форма снабжена накидными замками, вкладыш выполнен с жесткостью в 2-4 раза превышающей жесткость пуансонов, а...
Конвейєр для виготовлення декоративних гіпсових плит
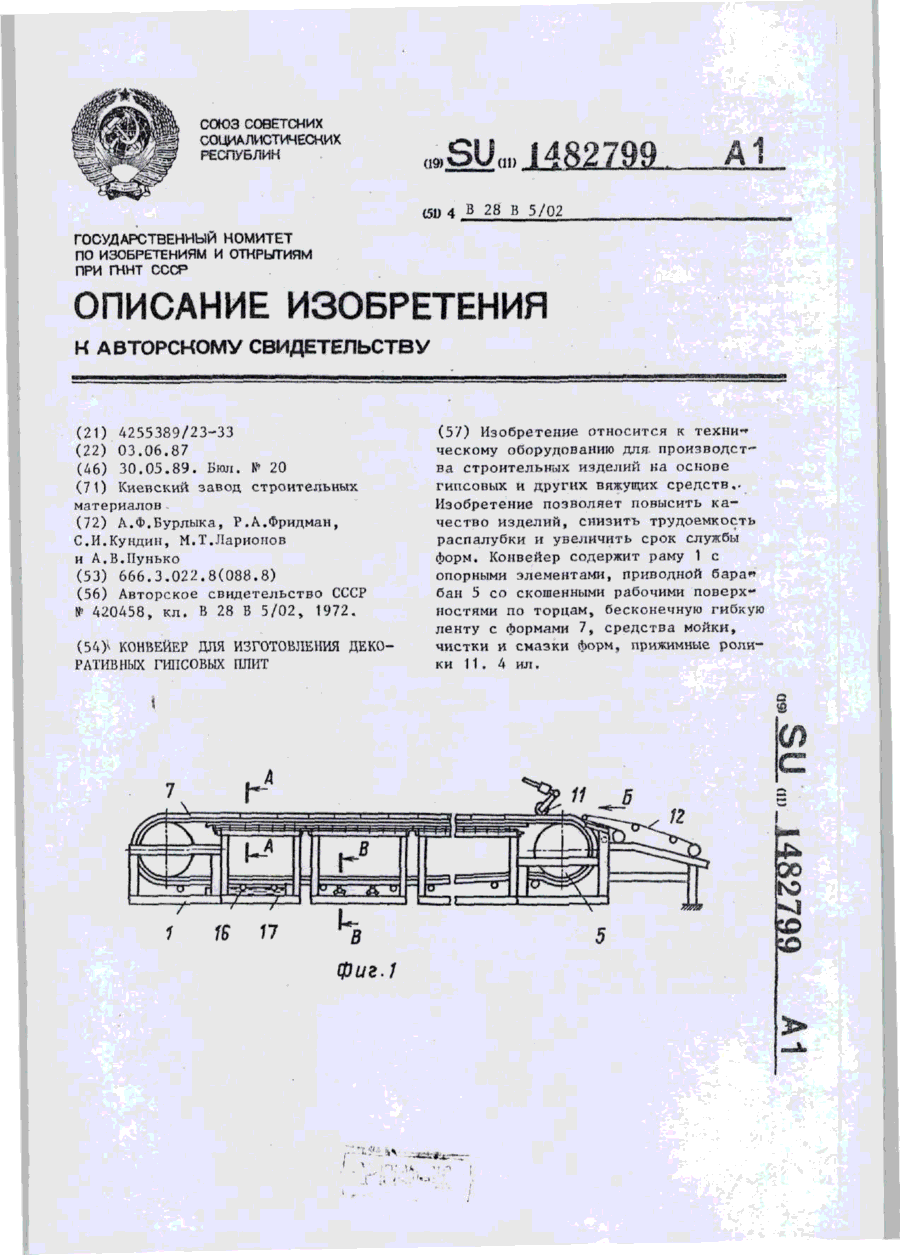
Номер патенту: 507
Опубліковано: 30.04.1993
Автори: Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович, Кундін Станіслав Ісакович, Бурлика Анатолій Пилипович, Пунько Олександр Володимирович
МПК: B28B 5/00
Мітки: гіпсових, виготовлення, декоративних, плит, конвейєр
Текст:
...об- і разом, На начальном участке конвейера формы 7 заполняются гипсовой смесью. По мере продвижения форм 7 к приводному барабану 5 гипсовая смеет твердеет. При ,входе ленты 6 ка приводной барабан 5 отгибается передняя поперечная стенка 9 формы 7 и одновременно под действием прижимных роликов 11 постепенно отгибаются продольные < стенки 8 формы 7. При этом происходит расформовка плит, после чего они поступают На наклонный транспортер 12...
Спосіб для отримання заготовок мінераловатних плит
Номер патенту: 335
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович, Гелев Георгій Наумович
МПК: B28B 1/52
Мітки: плит, мінераловатних, отримання, спосіб, заготовок
Формула / Реферат:
Способ получения заготовок минераловатных плит путем укладки на стол, прижима к столу и горизонтальной и вертикальной резки в процессе их горизонтального перемещения, отличающийся тем, что, с целью повышения качества заготовок и производительности процесса, плиты укладывают послойно с нанесением клея на контактирующие поверхности прижатие осуществляют с удельным давлением 0,3-0,4 кгс/см2, горизонтальное перемещение производят со...
Попередній патент: Обладнання для дозування сипких матеріалів
Наступний патент: Спосіб очистки хромовмісних стічних вод
Випадковий патент: Установка для збереження якісних показників непастеризованого молока