Ротаційний пристрій з декількома напрямними і спосіб ротаційного штампування

Формула / Реферат
1. Пристрій ротаційного штампування, оснащений парою центральних роторів і одним або кількома матрицетримачами, встановленими з можливістю повороту на кожному роторі для багатократного штампування тонколистової металевої заготовки, що рухається по лінійній траєкторії, і який містить опорні елементи роторів для забезпечення опори роторів щонайменше на одному їх кінці, матрицетримачі на вказаних роторах, напрямні матрицетримачів і два кулачкові диски, розташовані поряд з кожним опорним елементом ротора щонайменше на одному кінці для надання напряму вказаним напрямним матрицетримачів, який відрізняється тим, що напрямні матрицетримачів містять передні і задні напрямні ролики, встановлені на передній і задній кромках матрицетримачів поряд з опорними елементами роторів, а також тим, що утворені проходи в кулачкових дисках для проходження напрямних роликів.
2. Пристрій ротаційного штампування за п. 1, який відрізняється тим, що оснащений двома опорними елементами для кожного ротора, по одному на кожному кінці ротора, а кулачкові диски встановлені на одному з вказаних опорних елементів, при цьому інші опорні елементи не оснащені такими кулачковими дисками.
3. Пристрій ротаційного штампування за п. 1, який відрізняється тим, що оснащенийщонайменше першим цілісним кулачковим диском і другим кулачковим диском, що складається щонайменше з двох частин, при цьому другий кулачковий диск утворює прохід, виконаний з можливістю пропускання напрямних матрицетримачів.
4. Пристрій ротаційного штампування за п. 1, який відрізняється тим, що оснащений двигуном з регульованою швидкістю обертання і містить керуючий пристрій для періодичного зниження і збільшення швидкості обертання двигуна синхронно з переміщенням тонколистової металевої заготовки.
5. Пристрій ротаційного штампування за п. 3, який відрізняється тим, що оснащений другим кулачковим диском, який має в основному овальну кулачкову частину і напівзігнуту частину кулачка, розташовану на відстані від вказаної овальної частини, і напрямний канал, утворений між вказаною овальною частиною і напівзігнутою частиною.
6. Пристрій ротаційного штампування за п. 1, який відрізняється тим, що передні напрямні ролики встановлені на валиках з можливістю обертання.
7. Пристрій ротаційного штампування за п. 4, який відрізняється тим, що пристрій регулювання двигуна встановлений з можливістю збільшення швидкості обертання двигуна до зімкнення матрицетримачів і зниження швидкості обертання двигуна безпосередньо перед зімкненням матрицетримачів і до досягнення мертвої точки і подальшого збільшення швидкості обертання двигуна від мертвої точки до точки розмикання матрицетримачів і подальшого зниження швидкості обертання двигуна.
8. Пристрій ротаційного штампування за п. 1, який відрізняється тим, що оснащений опорним елементом, який забезпечує опору першого кінця кожного ротора, при цьому другий кінець кожного ротора не оснащений опорним елементом і при цьому два ротори встановлено для обертання в протилежних напрямах один відносно іншого для забезпечення захоплення тонколистової металевої заготовки, що проходить між ними.
9. Спосіб штампування тонколистової металевої заготовки шляхом пропускання її між двома роторами пристрою ротаційного штампування, які мають опорні елементи, причому на роторах встановлено з можливістю повороту один або кілька матрицетримачів зі штампами, поряд з кожним опорним елементом ротора щонайменше на одному кінці розташовано два кулачкові диски для надання напряму матрицетримачам, який відрізняється тим, що на передній і задній кромках матрицетримачів поряд з опорними елементами роторів встановлені передні і задні напрямні ролики, в кулачкових дисках виконані проходи для проходження напрямних роликів, причому спосіб включає стадії:
- надання обертового переміщення вказаним роторам у протилежних напрямах при заданій першій швидкості обертання;
- збільшення швидкості обертання роторів до зімкнення матрицетримачів;
- поступове зниження швидкості обертання безпосередньо перед зімкненням матрицетримачів і до досягнення мертвої точки;
- поступове збільшення швидкості обертання від мертвої точки до точки розмикання; і
- подальше зниження швидкості обертання до заданої першої швидкості обертання.
10. Спосіб за п. 9, який відрізняється тим, що включає стадії зімкнення встановлених на матрицетримачах штампів у взаємно паралельних площинах і утримання вказаних штампів у вказаних паралельних площинах аж до розмикання штампів.
Текст
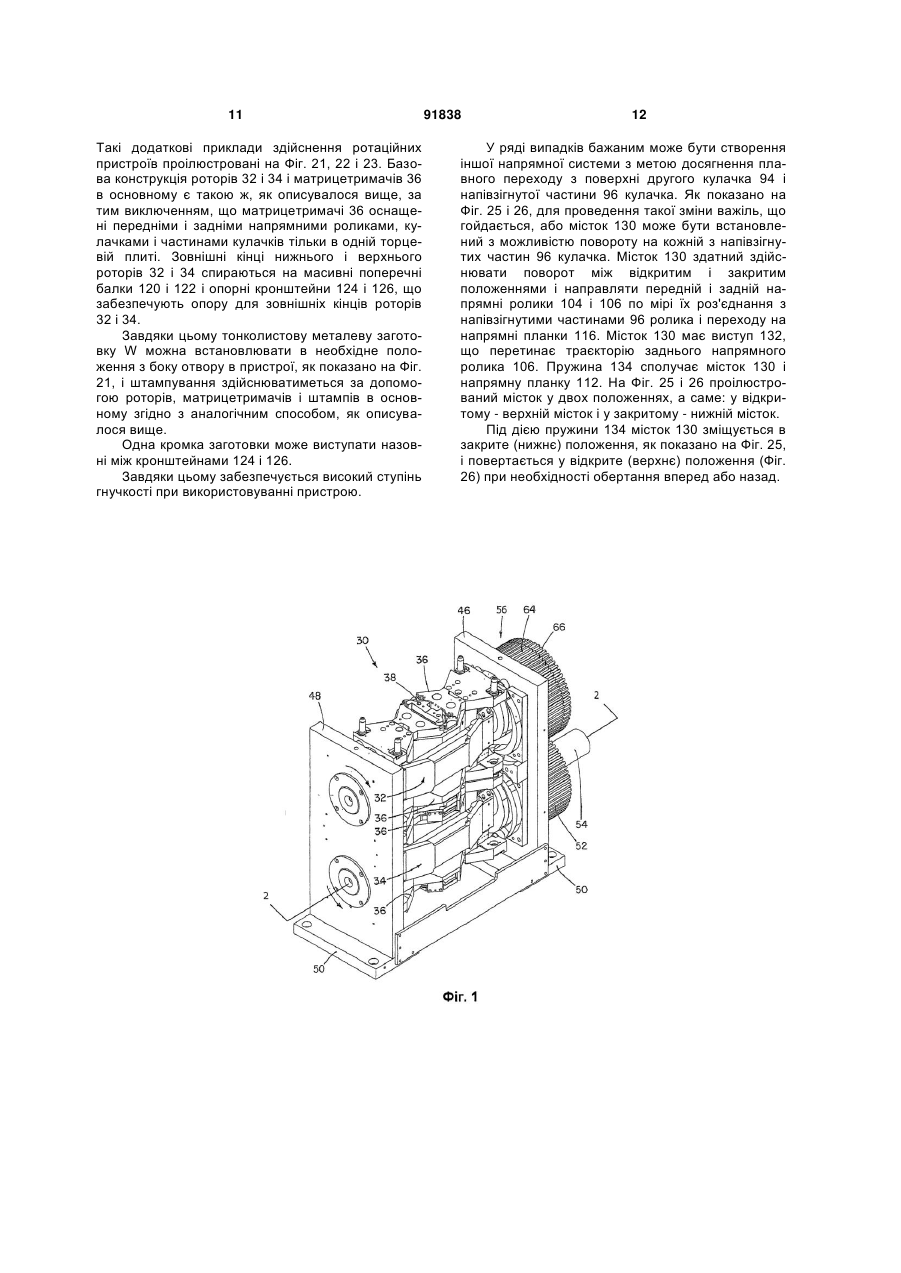
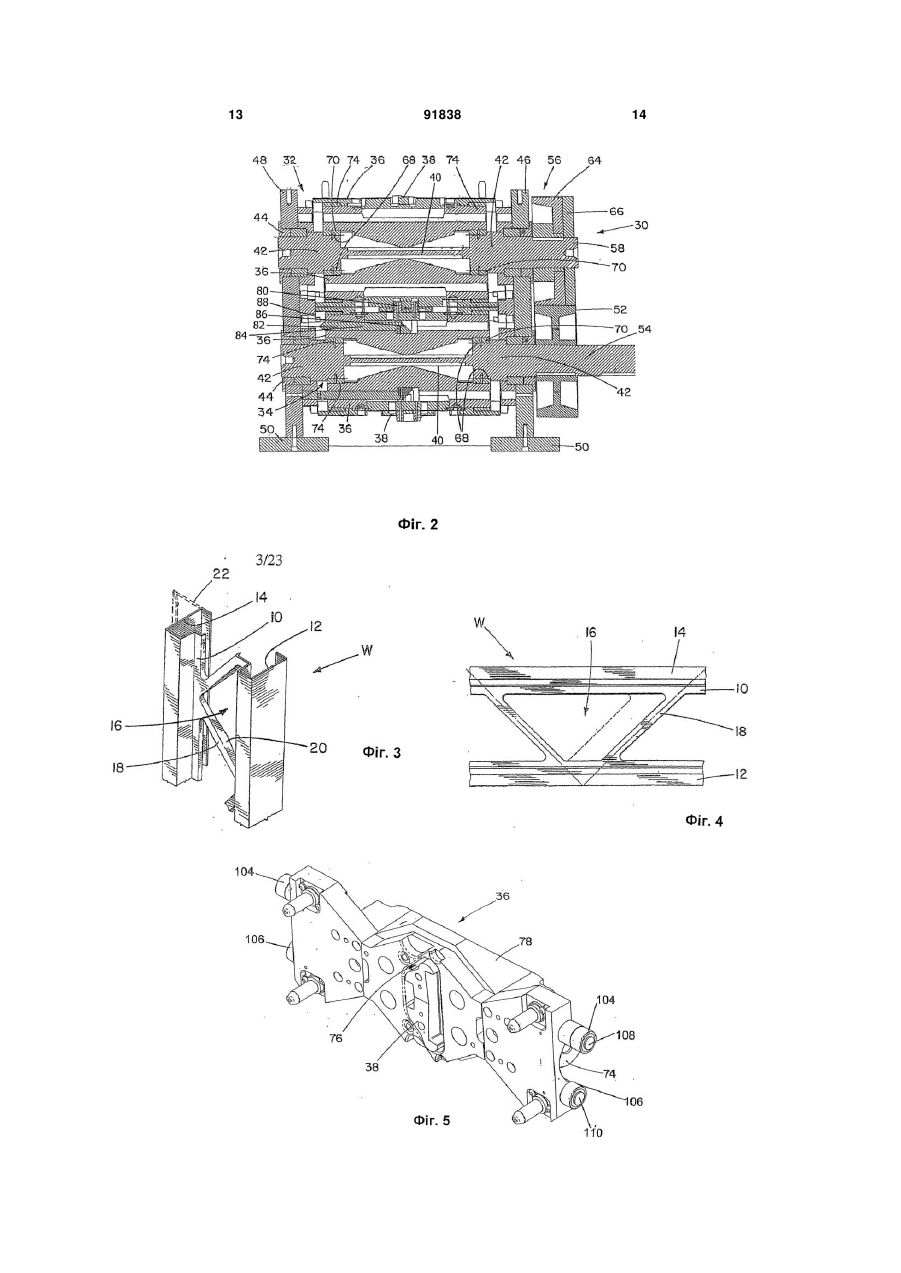
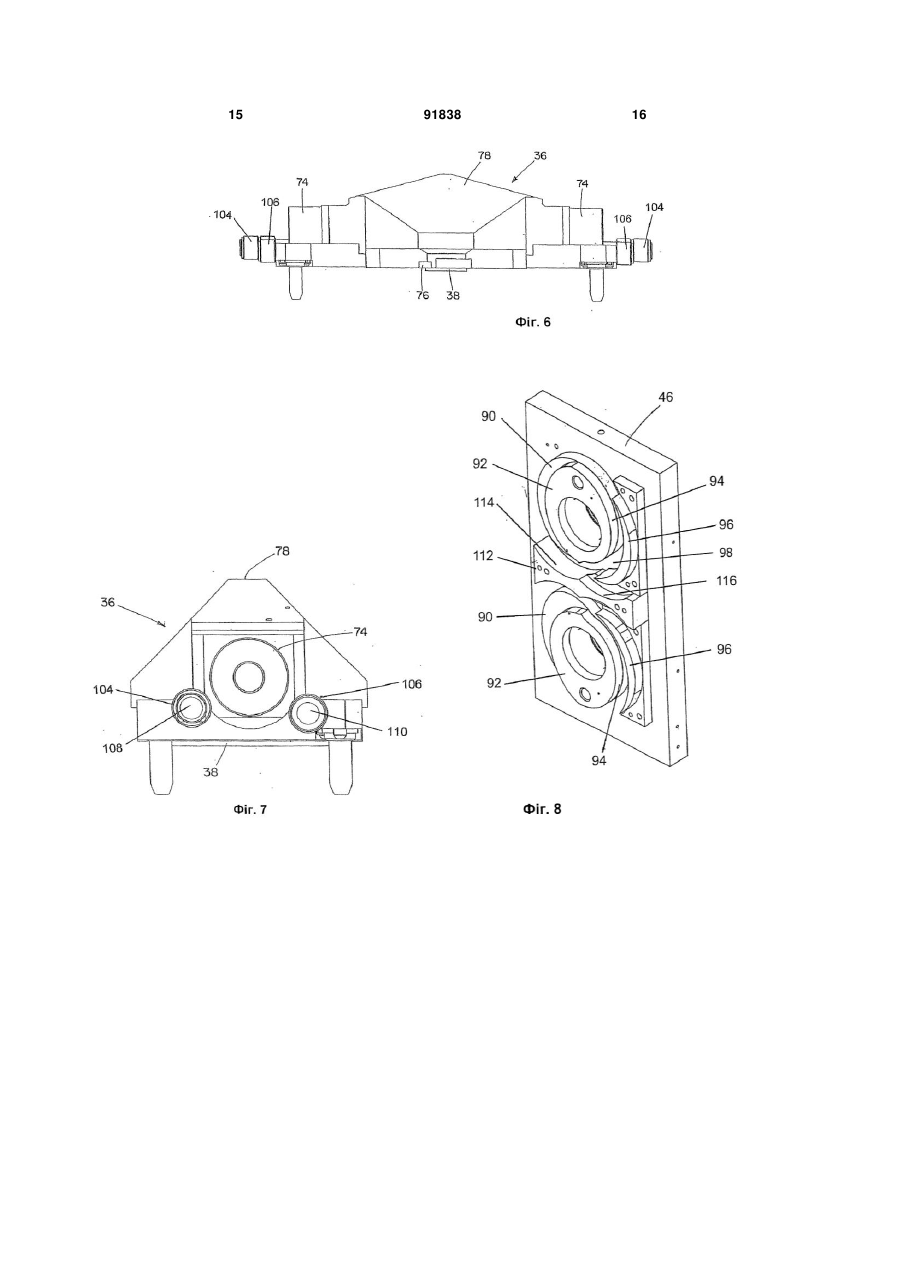
1. Пристрій ротаційного штампування, оснащений парою центральних роторів і одним або кількома матрицетримачами, встановленими з можливістю повороту на кожному роторі для багатократного штампування тонколистової металевої заготовки, що рухається по лінійній траєкторії, і який містить опорні елементи роторів для забезпечення опори роторів щонайменше на одному їх кінці, матрицетримачі на вказаних роторах, напрямні матрицетримачів і два кулачкові диски, розташовані поряд з кожним опорним елементом ротора щонайменше на одному кінці для надання напряму вказаним напрямним матрицетримачів, який відрізняється тим, що напрямні матрицетримачів містять передні і задні напрямні ролики, встановлені на передній і задній кромках матрицетримачів поряд з опорними елементами роторів, а також тим, що утворені проходи в кулачкових дисках для проходження напрямних роликів. 2. Пристрій ротаційного штампування за п. 1, який відрізняється тим, що оснащений двома опорними елементами для кожного ротора, по одному на кожному кінці ротора, а кулачкові диски встановлені на одному з вказаних опорних елементів, при цьому інші опорні елементи не оснащені такими кулачковими дисками. 3. Пристрій ротаційного штампування за п. 1, який відрізняється тим, що оснащений щонайменше першим цілісним кулачковим диском і другим кулачковим диском, що складається щонайменше з двох частин, при цьому другий кулачковий диск утворює прохід, виконаний з можливістю пропускання напрямних матрицетримачів. 4. Пристрій ротаційного штампування за п. 1, який відрізняється тим, що оснащений двигуном з ре 2 (19) 1 3 91838 4 дження напрямних роликів, причому спосіб включає стадії: - надання обертового переміщення вказаним роторам у протилежних напрямах при заданій першій швидкості обертання; - збільшення швидкості обертання роторів до зімкнення матрицетримачів; - поступове зниження швидкості обертання безпосередньо перед зімкненням матрицетримачів і до досягнення мертвої точки; - поступове збільшення швидкості обертання від мертвої точки до точки розмикання; і - подальше зниження швидкості обертання до заданої першої швидкості обертання. 10. Спосіб за п. 9, який відрізняється тим, що включає стадії зімкнення встановлених на матрицетримачах штампів у взаємно паралельних площинах і утримання вказаних штампів у вказаних паралельних площинах аж до розмикання штампів. Даний винахід стосується штампування листового металу з використанням пристрою ротаційного штампування за допомогою встановлених на ротаційному пристрої штампів для створення обертання і подальшого контакту з листовим металом, і такого пристрою, в якому є декілька напрямних для ротаційного пристрою, і способу штампування листового металу. Передумови створення винаходу Стояки з листового металу (тонкостінних профілів) з простим С-подібним профілем виготовляли протягом тривалого періоду, щонайменше, починаючи з 1930-х років. В патентах США №2088781 і Канади № 1192015 були висунуті пропозиції по штампуванню отворів у стояках з листового металу. Штампування вказаних отворів є складною задачею. В машинах, що оснащені штампами і рухаються по круговій траєкторії, листовий метал переміщується по лінійній траєкторії. Протягом нетривалого періоду часу відбувається незначне змінення між лінійною швидкістю штампів як таких і лінійною швидкістю листового металу. Вказане змінення швидкості викликає деформацію листового металу. Крім того, в ротаційних пристроях площини кожного з штампів в будь-якій парі повинні бути зведені паралельно один до одного безпосередньо перед змиканням на листовому металі, і вони повинні знаходитися в паралельному положенні протягом всього часу змикання і після розмикання протягом певного періоду часу. Самі штампи встановлені на матрицетримачах, які встановлені на поворотних опорах. Напрямні ролики встановлені як вздовж передньої, так і задньої кромок матрицетримачів. Передній і задній напрямні ролики повинні переміщатися по різних траєкторіях при їх обертанні. Також існує необхідність в регулюванні швидкості обертання для узгодження лінійних швидкостей матрицетримачів з лінійною швидкістю листового металу. Крім того, також бажаним може бути створення ротаційного пристрою, в якому тільки один кінець кожного з валів спирається на опорні елементи, тоді як протилежний кінець кожного валу не має опори. Такий тип «відкритого (консольного, одностоякового) ротаційного пристрою» може мати переваги у порівнянні з більш відомою конструкцією. Короткий опис винаходу Винахід включає пристрій ротаційного штампування, оснащений парою центральних роторів і одним або декількома матрицетримачами, встановленими з можливістю повороту на роторах, опорними елементами роторів для забезпечення опори роторів, щонайменше, на одному їх кінці, який відрізняється тим, що він містить напрямні матрицетримачів, розташовані на одному кінці матрицетримачів поряд з опорними елементами роторів, і, щонайменше, два кулачкові диски, розташовані поряд з кожним опорним елементом ротора, для надання напрямку напрямним матрицетримачів. Переважно є два опорні елементи ротора поодинці на кожному кінці роторів, і кулачкові диски встановлені на одному з вказаних опорних елементів. Переважно є перший кулачковий диск і другий кулачковий диск, що складається з двох деталей, які створюють паз (прохід) для напрямних матрицетримачів. Переважно ротори приводяться у рух електродвигуном з регульованою швидкістю обертання і включають пристрій управління для регулювання швидкості обертання двигуна синхронно з переміщенням тонколистової металевої заготовки. Переважно, щоб пристрій управління збільшував швидкість обертання двигуна в одному положенні і знижував швидкість обертання двигуна по досягненню другого положення, а потім знову збільшував швидкість обертання двигуна. Переважно є два ротори, при цьому кожний має перший кінець і другий кінець, і опорний елемент ротора, який забезпечує опору одного кінця, і два окремі опорні елементи, які забезпечують опору іншого кінця. Переважно є декілька матрицетримачів і декілька роторів. Переважно є напрямний місток на других поворотних напрямних кулачках для забезпечення контакту з напрямним роликом в одному положенні при обертанні. Винахід також передбачає створення способу штампування тонколистової металевої заготовки. Короткий опис малюнків Фіг. 1 - вид у перспективі ротаційного пристрою, який ілюструє винахід; Фіг. 2 - вид в розрізі по лінії 2-2 на Фіг. 1; 5 Фіг. 3 - вид у перспективі однієї форми заготовки стояка, тип якого може бути виготовлений за допомогою пристрою на Фіг. 1 і 2; Фіг. 4 - вид збоку по Фіг. 3; Фіг. 5 - вид у перспективі матрицетримача, ілюструючий встановлений штамп без ротаційного пристрою; Фіг. 6 - вид збоку матрицетримача; Фіг. 7 - вид спереду одного кінця матрицетримача; Фіг. 8 - вид у перспективі пластини опорного елемента ротора і кулачків на правому кінці на Фіг. 1; Фіг. 9 - вид у вертикальній проекції опорного елемента ротора на Фіг. 8; Фіг. 10 - вид у перспективі лівої пластини опорного елемента ротора пристрою на Фіг. 1; Фіг. 11 - вид у вертикальній проекції опорного елемента на Фіг. 10; Фіг. 12 - вид у перспективі першої і другої частин кулачкового диска; Фіг. 13 - вид у вертикальній проекції частин кулачкового диска на Фіг. 12; Фіг. 14 - вид у перспективі напівзігнутої частини кулачка; Фіг. 15 - вид у вертикальній проекції напівзігнутої частини кулачкового диска на Фіг. 14; Фіг. 16 - вид у перспективі цільної напрямної кулачка; Фіг. 17 - вид збоку на Фіг. 16; Фіг. 18 - вид знизу на Фіг. 16; Фіг. 19 - вид у вертикальній проекції правої опорної пластини на Фіг. 8; Фіг. 20 - вид у перспективі на Фіг. 19, ілюструючий кулачкові ролики верхнього і нижнього роторів при їх положенні у верхньої мертвої точки; Фіг. 21 - вид у перспективі іншого прикладу здійснення пристрою, сконструйованого для односторонньої обробки тонколистової металевої заготовки; Фіг. 22 - вид збоку пристрою на Фіг. 21; Фіг. 23 - вид спереду пристрою на Фіг. 21; Фіг. 24 - таблиця, в якій приведені значення змін швидкості обертання до, під час і після контакту до точки відділення штампів від листового металу; Фіг. 25 - вид у перспективі іншого прикладу здійснення; Фіг. 26 - вид збоку на Фіг. 25; Фіг. 27 - блок-схема регулятора швидкості для збільшення і зниження швидкості обертання роторів. Опис конкретного прикладу здійснення Даний винахід стосується ротаційного пристрою для ротаційного штампування різних форм і отворів у тонколистовій металевій заготовці. Наприклад, при вирубанні отворів у тонкостінних профілях необхідно дотримувати довжину відрізка між двома отворами. Пристрій передбачає засіб для позиціювання отворів і засіб для тимчасового пропуску отвору з метою збереження більш довгого відрізка листового металу, на якому може бути виконано різання. Тонколистова металева заготовка W має центральну перемичку 10 і два бічні вигини кромки 91838 6 12 і 14. Центральна перемичка сформована з рядом отворів 16. В даному випадку вказані отвори мають в цілому трикутну форму, і орієнтація кожного трикутника змінюється по довжині перемичок. Завдяки цьому розпірки 18 з листового металу розташовані між суміжними отворами 16. Вказані розпірки 18 мають в цілому зигзагоподібну або діагональну форму, розташовуючись по довжині тонколистової металевої заготовки W. Відбортовки 20 сформовані навколо отворів 16. Поздовжні бічні вигини кромки 12 і 14 виконані поздовжньо безперервно по довжині тонколистової металевої заготовки W. Один такий вигин може бути достатнім, або в інших випадках може бути виконано два або три такі вигини з метою забезпечення більш високої міцності або для інших різних цілей вживання. У ряді випадків одна з бокових кромок може бути заломленою назовні, утворюючи крюк 22, як показано лінією уявного контура. Такий крюк 22 використовують при виготовленні комбінованих будівельних панелей з бетону і стояків з тонкостінного профілю. Типові анкерні фланці показані в патенті США №4602467. Вказаний патент стосується відомих стояків з С-подібним профілем. Анкерні штамповані деталі 22 використовують при виготовленні тонкостінних панелей для огорожі будівель. Стояки, або деталі W закладають на певній відстані один від одного, наприклад 16 дюймів, або два фути по довжині панелі, і верхня і нижня деталі також зв'язані з прямокутною сіткою. Деталі W, або стояки з тонкостінних профілів були проілюстровані в патентах США №№2088781 і 2167666. Проте, стояк вказаного загального типу є лише одним з багатьох виробів, що виготовляються. Висока продуктивність, чудова точність виготовлення і, крім того, гнучкість виробництва дозволяють виготовляти деталі різної ширини, різної довжини і з різними штампованими деталями. На Фіг. 1 і 2 проілюстровано ротаційний пристрій ЗО. Ротаційний пристрій 30 включає верхній і нижній центральні ротори 32 і 34 в складанні. В даному прикладі здійснення кожний ротор має два матрицетримача 36. Кожний матрицетримач 36 служить опорою штампу 38. Штампи 38 аналогічні практично в усіх відношеннях відомим рухомим і нерухомим штампам, що використовуються в стаціонарних пресах, тобто пресах, які здійснюють поворотно поступальне переміщення у вертикальному напрямі, але не здійснюють обертання. В даному прикладі здійснення кожний з центральних роторів 32 і 34 включають відносно тонкий центральний вал 40 і два масивні кінцеві опорні вали 42. Кожний з кінцевих опорних валів 42 встановлений у відповідних опорних системах 44, і у свою чергу опорні системи 44 встановлені в торцевих плитах 46 і 48. Торцеві плити 46 і 48 звичайно встановлюють на станинах 50 так, щоб забезпечувався їх монтаж у виробничій лінії. Верхній і нижній ротори 32 і 34 сполучені за допомогою нижньої привідної шестерні 52, встановленої на хвостовику 54 нижнього кінцевого опорного валу 42 ротора, і верхнього вузла зубчастої передачі 56, встановленого на хвостовику 58 верхнього 7 кінцевого опорного валу 42 ротора Хвостовик 54 кінцевого валу нижнього ротора призначений для приєднання до будь-якого прийнятного двигуна 60 і редуктору. Звичайно в даному випадку двигун може бути електричним двигуном постійного струму (Фіг. 26) Двигун 60 оснащений регулятором швидкості обертання 62, який забезпечує точне регулювання і зміну швидкості обертання двигуна. Робота регулятора швидкості обертання 62 у свою чергу контролюється центральним процесором. Верхній вузол зубчастої передачі 56 включає основну шестерню 64 і зовнішню безлюфтову компенсаційну шестерню 66. Безлюфтова компенсаційна шестерня 66 може бути приведена в обертання з можливістю регулювання по відношенню до основної шестерні 64 і закріплена так, щоб забезпечувалася вибірка будь-яких люфтів між верхнім вузлом зубчастої передачі 56 і нижньою привідною шестернею 52. Кожному з чотирьох кінцевих опорних валів 42 надана в основному одна і та ж форма, за виключення хвостовиків валів. Кожний з кінцевих опорних валів 42 має два опорних поглиблення 68, розташованих один від одного на відстані під кутом 180° навколо осі кожного ротора. Всередині кожного опорного поглиблення є опора, або втулка 70, утримувана в положенні прийнятною заглушкою. Кожний з матрицетримачів 36 на Фіг. 5, 6 і 7 оснащений кінцевим коротким валом 74 на кожному своєму кінці. Кінцевий короткий вал 74 встановлений в опорах 68 в опорних поглибленнях 68 кінцевих опорних валів 42. Завдяки цьому кожний з матрицетримачів 36 здатний повертатися навколо осі, що проходить між двома короткими валами 74. Кожний матрицетримач 36 утворений по всій своїй довжині в цілому плоскою приймальною зоною 76 на Фіг. 5, зверненою назовні по відношенню до роторів 32 і 34. На зворотному боці кожного матрицетримача 36 для кожного матрицетримача 36 виконаний в цілому опуклий профіль 78. Як на верхньому, так і на нижньому роторі 32 і 34 встановлені окремі матрицетримач і 36, кожний з яких оснащений штампом фасону 38. Проте, винахід не обмежений використовуванням двох матрицетримачів на кожному роторі. В даному випадку використовували чотири матрицетримачі. Два ротори обертаються в протилежних напрямках, при цьому один обертається за годинниковою стрілкою, тоді як другий ротор - проти годинникової стрілки, і вони сполучені за допомогою шестерень 52 і 56. Таким чином, верхні і нижні штампи 38 на матрицетримачах 36 зводять до поєднання один з одним приблизно в самій найближчій точці двох роторів 32 і 34, тобто приблизно при 180 і 360 градусах відповідно, і потім їх поступово відводять один від одного. Матрицетримачі знаходяться на максимальній відстані один від одного приблизно при 90 і 270 градусах. Штампи 38 на матрицетримачах 36 на верхньому роторі 32 звичайно є рухомими штампами, тоді як штампи 38 на нижньому роторі 34 звичайно є нерухомими штампами, або штампами з поглибленням. Частини листового металу, які фактично вирубують з тонколистової металевої 91838 8 заготовки, утворюють відходи, або так звані вирубки з-під штампу, і вказані вирубки з-під штампу тимчасово знаходяться в поглибленні штампів 38 на нижньому роторі 34 і віддаляються за допомогою прийнятних виштовхувальних шпильок 80, опис яких буде приведений нижче. Виштовхувальні шпильки 80 штампів приводяться в рух поперечними стрижнями 82 виштовхувача, встановленими в нижньому роторі 34 і мають кінцеві ділянки 82, що проходять у зовнішньому напрямі до одного кінця нижнього ротора 34. Внутрішні кінці 84 стрижнів 82 виконані з похилою поверхнею 86, і при переміщенні стрижнів 82 у всередину похилі поверхні 86 входять у зачеплення з виштовхувальними шпильками 80, внаслідок чого вони виштовхують вирубки зі штампу 38. Під дією зусилля пружин стрижень 82 відходить у зворотному напрямі, і відведення виштовхувальних шпильок 80 також проводиться за допомогою пружин. Послідовна робота кожного стрижня 82 виштовхувача штампу досягається за допомогою робочого ролика 88, встановленого на торцевій плиті 48 (Фіг. 2). Напрямний механізм матрицетримача Напрямний механізм матрицетримачів 36 включає перші кулачки 90 і другі кулачки 92, встановлені на торцевих плитах 46 і 48 поряд з кожним кінцем кожного з роторів 32 і 34. Перші кулачки 90 є цільними пластинами, що мають в основному овальну форму, як показано на малюнках. З Фіг. 12, 13 і 14 видно, що другі кулачки 92 включають першу в цілому овальну за формою центральну частину 94 кулачка і другу напівзігнуту частину 96 кулачка (Фіг. 15, 16 і 17). Овальна частина 94 і напівзігнута частина 96 утворюють роликовий канал 98 між ними, і у кожного кінця простору є фактично прохід 100 і 102. Пояснення функції проходів буде приведено нижче. Перші і другі кулачки 90 і 92 і напівзігнуті частини 96 мають дзеркальне розташування на обох правій і лівій бічних опорних плитах 46 і 48 і також суміщені як з нижнім ротором 34, так і з верхнім ротором 32. Таким чином, є чотири перші кулачки 90, чотири другі кулачки 94 і чотири напівзігнуті частини 96. Кожний з матрицетримачів 36 оснащений передніми напрямними роликами 104 і задніми напрямними роликами 106, які розташовані у контакті з передньою і задньою кромками своїх відповідних матрицетримачів 36 і які знаходяться на рівній відстані на протилежних сторонах від центральної осі короткого валу 40 матрицетримачів. Передні напрямні ролики 104 встановлені на валиках 108, які зміщують передні напрямні ролики назовні по відношенню до своїх відповідних матрицетримачів 36. Задні напрямні ролики 106 встановлені на валиках 110, які розташовують задні напрямні ролики 106 ближче поряд зі своїми відповідними матрицетримачами у порівнянні з передніми напрямними роликами 104. Такий зсув передніх і задніх напрямних роликів дозволяє переднім і заднім напрямним роликам котитися по відповідних першому і другому кулачках 90 і 92 і, таким чином, відстежувати передню і задню напрямні поверхні, що мають різні профілі, утворю 9 вані відповідно першим і другим напрямними кулачками 90 і 92. Фахівцям в даній області техніки повинне бути очевидно, що по мірі обертання роторів 32 і 34, матрицетримачі здійснюють оборот на 360 градусів разом зі своїми відповідними переднім і заднім напрямним роликам 104 і 106, вступаючи у контакт з відповідними першим і другим кулачками 90 і 92. Напрямні поверхні, утворювані переднім і заднім напрямними роликами 104 і 106, перетинаються двічі при кожному оберті на 360 градусів. Перетин вказаних двох поверхонь відбувається в проходах 100 і 102, утворюваних між другим кулачковим диском 94 і напівзігнутою частиною 96 кулачка. Напівзігнуті частини 96 кулачка утворені додатковими напрямними планками 112 для переднього і заднього напрямних роликів в точці змикання і розмикання матрицетримачів (див. Фіг. 15, 16 і 17). Такі напрямні планки 112 утворені двома верхніми і двома нижніми пологими напівзігнутими поверхнями 114 і 116, розташування яких забезпечує контакт з переднім і заднім напрямними роликами 104 і 106 відповідно від точки безпосередньо перед змиканням, під час змикання і розмикання після розходження матрицетримачів. Вказані напрямні планки 112 виконані у згоді з напівзігнутими частинами 96 кулачка і встановлені разом з першим і другим напрямними кулачками 90 і 92, як показано на Фіг. 19. Робота пристрою В процесі роботи нижній і верхній ротори 32 і 34 обертаються в протилежних напрямках, як показано, наприклад, стрілками на Фіг. 1, і тонколистова металева заготовка, позначена W, проходить між ними Обертання нижнього і верхнього роторів приводить в обертання їх відповідні нижні і верхні матрицетримачі 36, пара нижніх і верхніх матрицетримачів 36 поступово сходяться до контакту з листовим металом. Як тільки відбувається їх змикання, штампи 38 пробивають і (або) штампують метал і потім знову розмикаються, відходячи від кожної сторони листового металу W. Під час змикання і розмикання верхніх і нижніх матрицетримачів 36 лінійні швидкості матрицетримачів 36 змінюються в незначному ступені і точно не відповідають лінійній швидкості листового металу, що рухається з постійною швидкістю. Безпосередньо перед змиканням на листовому металі матрицетримачі 36 переміщатимуться лінійно з більш низькою швидкістю. При розташуванні роторів 32 і 34 у верхній і нижній мертвих точках (180 і 360 градусів) лінійна швидкість матрицетримачів відповідатиме лінійній швидкості тонколистової металевої заготовки W. Потім відбувається зниження лінійної швидкості матрицетримачів 36 по відношенню до швидкості тонколистової Металевої заготовки після їх розмикання. З метою вирішення вказаної проблеми робота двигуна 60 регулюється за допомогою регулятора швидкості 62 і центрального процесора для миттєвого збільшення швидкості обертання нижнього і верхнього роторів 32 і 34 в точці безпосередньо перед змиканням і для подальшого поступового зниження швидкості обертання роторів по мірі того, як ротори відводять матрицетримачі 36 до ни 91838 10 жньої і верхньої мертвих точок, і потім двигун знову збільшує швидкість обертання роторів при розведенні матрицетримачів. Потім регулятор швидкості 62 регулює швидкість двигуна, підтримуючи її нормальною до тих пір, поки наступна пара матрицетримачів 36 не почне переміщатися безпосередньо до точки змикання. Таке послідовне миттєве підвищення швидкості з подальшим зниженням, за яким слідує підвищення швидкості і потім знову зниження відбувається відповідно до приростів, при цьому максимальний приріст має місце в положенні максимального кутового зсуву матрицетримачів відносно 180 і 360 градусів Під час змикання і розмикання кожний приріст поступово знижується по мірі поступового зменшення кутового зсуву матрицетримачів 36 від точки перед контактом до мертвої точки і потім знову поступово підвищується від мертвої точки до точки розмикання. Прирости змін швидкості приведені в таблиці на Фіг. 24. Завдяки цьому матрицетримачі мають нагоду переміщатися по зігнутій траєкторії в точці безпосередньо до змикання і після розмикання, в якій їх лінійна швидкість ідентична лінійній швидкості тонколистової металевої заготовки. Така особливість механізму регулювання також дозволяє роторам 32 і 34 миттєво зупинятися або здійснювати рух з пропусками з метою створення інтервалу між штампованими деталями в тонколистовій металевій заготовці. Необхідно виготовляти стояки певної довжини. На верхньому і нижньому кінці кожного стояка метал повинен бути суцільним без яких-небудь отворів Шляхом програмування центрального процесора двигун може бути вмить зупинений в точці, в якій, наприклад, розташовування матрицетримачів, складає приблизно 90° і 180° на будь-якій стороні верхньої або нижньої мертвої точки. В цій точці тонколистова металева заготовка W має нагоду вільно проходити між роторами 32 і 34. Тонколистова металева заготовка W звичайно відрізається на задану довжину прийнятними ножицями (не показані), розташованими за роторами 32 і 34. Робота ножиць може бути синхронізованою з пропусками отворів, формованими в тонколистовій металевій заготовці, з метою забезпечення заданої довжини деталі. Додаткова особливість керованості двигуна, що регулює швидкість обертання роторів 32 і 34, полягає в тому, що вона дозволяє змінювати відстань центрів отворів і штампованих деталей, виконаних в тонколистовій металевій заготовці W. Центральний процесор перепрограмується для забезпечення роботи роторів 32 і 34 з достатньою швидкістю між верхньою і нижньою мертвими точками з нетривалими зупинками при знаходженні матрицетримачів в положенні 90° і 270°. Це дозволить тонколистовій металевій заготовці пройти між роторами без дії на неї матрицетримачів і штампування. Додаткові приклади здійснення винаходу У ряді випадків бажаним може з'явитися створення «відкритого (консольного, одностоякового) ротаційного пристрою», в якому забезпечується опора тільки одного кінця ротора, тоді як інший кінець ротора не оснащений опорним елементом. 11 Такі додаткові приклади здійснення ротаційних пристроїв проілюстровані на Фіг. 21, 22 і 23. Базова конструкція роторів 32 і 34 і матрицетримачів 36 в основному є такою ж, як описувалося вище, за тим виключенням, що матрицетримачі 36 оснащені передніми і задніми напрямними роликами, кулачками і частинами кулачків тільки в одній торцевій плиті. Зовнішні кінці нижнього і верхнього роторів 32 і 34 спираються на масивні поперечні балки 120 і 122 і опорні кронштейни 124 і 126, що забезпечують опору для зовнішніх кінців роторів 32 і 34. Завдяки цьому тонколистову металеву заготовку W можна встановлювати в необхідне положення з боку отвору в пристрої, як показано на Фіг. 21, і штампування здійснюватиметься за допомогою роторів, матрицетримачів і штампів в основному згідно з аналогічним способом, як описувалося вище. Одна кромка заготовки може виступати назовні між кронштейнами 124 і 126. Завдяки цьому забезпечується високий ступінь гнучкості при використовуванні пристрою. 91838 12 У ряді випадків бажаним може бути створення іншої напрямної системи з метою досягнення плавного переходу з поверхні другого кулачка 94 і напівзігнутої частини 96 кулачка. Як показано на Фіг. 25 і 26, для проведення такої зміни важіль, що гойдається, або місток 130 може бути встановлений з можливістю повороту на кожній з напівзігнутих частин 96 кулачка. Місток 130 здатний здійснювати поворот між відкритим і закритим положеннями і направляти передній і задній напрямні ролики 104 і 106 по мірі їх роз'єднання з напівзігнутими частинами 96 ролика і переходу на напрямні планки 116. Місток 130 має виступ 132, що перетинає траєкторію заднього напрямного ролика 106. Пружина 134 сполучає місток 130 і напрямну планку 112. На Фіг. 25 і 26 проілюстрований місток у двох положеннях, а саме: у відкритому - верхній місток і у закритому - нижній місток. Під дією пружини 134 місток 130 зміщується в закрите (нижнє) положення, як показано на Фіг. 25, і повертається у відкрите (верхнє) положення (Фіг. 26) при необхідності обертання вперед або назад. 13 91838 14 15 91838 16 17 91838 18 19 91838 20 21 91838 22 23 91838 24 25 91838 26 27 Комп’ютерна верстка Г. Паяльніков 91838 Підписне 28 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRotary apparatus with multiple guides and method of rotary forming
Автори англійськоюBodnar Ernest R.
Назва патенту російськоюРотационное устройство с несколькими направляющими и способ ротационной штамповки
Автори російськоюБоднар Ернест Р.
МПК / Мітки
МПК: B21D 5/08
Мітки: пристрій, декількома, штампування, ротаційного, напрямними, спосіб, ротаційний
Код посилання
<a href="https://ua.patents.su/14-91838-rotacijjnijj-pristrijj-z-dekilkoma-napryamnimi-i-sposib-rotacijjnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Ротаційний пристрій з декількома напрямними і спосіб ротаційного штампування</a>
Пристрій для ротаційного штампування і спосіб ротаційного штампування
Номер патенту: 44841
Опубліковано: 15.03.2002
Автор: Суріна Майкл
МПК: B21D 28/36
Мітки: ротаційного, пристрій, штампування, спосіб
Формула / Реферат:
1. Пристрій для ротаційного штампування заготовки, що рухається з постійною лінійною швидкістю, який має пару нижніх і верхніх штампових несучих засобів, кожен із яких змонтований з можливістю обертання так, що вони можуть повертатися разом з протилежних боків заготовки, і що має множину штампових тримачів, змонтованих із можливістю хитання на кожному з штампових несучих засобів, причому штампові тримачі пристосовані так, щоб мати можливість...
Пристрій для штампування обкатуванням
Номер патенту: 31594
Опубліковано: 10.04.2008
Автори: Гожій Сергій Петрович, Довгалюк Леонід Валерійович
МПК: B21D 37/04
Мітки: штампування, обкатуванням, пристрій
Формула / Реферат:
Пристрій для штампування обкатуванням, що містить корпус із змонтованим в ньому механізмом обкатувального руху інструмента у вигляді встановленої на підшипниках косої шайби з нахиленою розточкою, яка служить для встановлення з можливістю обертання обкатувального інструмента, який відрізняється тим, що в корпусі вздовж центральної осі встановлений механізм притискання заготовки, що складається з силової частини та притискача, причому притискач...
Спосіб штампування на гвинтовому фрикційному двоопераційному штампувальному пресі без зворотного ходу
Номер патенту: 31399
Опубліковано: 10.04.2008
Автор: Корчак Олена Сергіївна
МПК: B30B 1/00
Мітки: пресі, фрикційному, двоопераційному, штампувальному, спосіб, ходу, штампування, зворотного, гвинтовому
Формула / Реферат:
Спосіб штампування на гвинтовому фрикційному двоопераційному штампувальному пресі без зворотного ходу шляхом виконання операцій штампування послідовно, який відрізняється тим, що операції штампування виконуються на ходу донизу та при переміщенні повзуна уверх за один хід повзуна.
Пристрій для секційного штампування коліс
Номер патенту: 5151
Опубліковано: 15.02.2005
Автори: Гришко Юрий Володимирович, Волошин В'ячеслав Степанович, Кухар Володимир Валентинович, Каргін Борис Сергійович, Самотугін Сергій Савелович, Ткачов Ростислав Олегович
МПК: B21J 5/00
Мітки: коліс, секційного, пристрій, штампування
Формула / Реферат:
Пристрій для секційного штампування коліс, що складається з нижнього штампа у вигляді остаточного рівчака і верхнього штампа у вигляді секцій, який відрізняється тим, що секції верхнього штампа виконані у вигляді 2-х сегментів, розташованих діаметрально протилежно і сполучених між собою по зовнішньому і внутрішньому колах.
Пристрій для радіально-ротаційного профілювання
Номер патенту: 48522
Опубліковано: 25.03.2010
Автори: Маркевич Андрій Геннадійович, Драгобецький Володимир В'ячеславович, Бойко Юрій Олександрович, Мосьпан Денис Владиславович
МПК: B26F 1/00
Мітки: профілювання, радіально-ротаційного, пристрій
Формула / Реферат:
Пристрій для радіально-ротаційного профілювання, що містить внутрішні ролики, які посаджені на горизонтальні вали і мають зустрічний осьовий рух, та три зовнішні - радіальний рух, який відрізняється тим, що на першій та другій профілюючих поверхнях зовнішніх роликів виконані сегменти висотою не менше 0,2 товщини заготовки: на першій - у формі рівнобедреного трикутника, на другій - у формі рівнобедреної трапеції, крім цього, між зовнішніми...
Попередній патент: Сонячний колектор
Наступний патент: Фільтрувальний елемент для рідкого середовища та фільтраційна установка з таким елементом
Випадковий патент: Контактна вставка для струмоприймачів електрорухомого складу