Спосіб виготовлення сталевих волокон
Формула / Реферат
1. Спосіб виготовлення сталевих волокон, переважно для застосування як добавки до бетону, а також їх подачі при виробництві сталефібробетону, при якому спочатку рулонну штабу (1) для формування сталевих волокон (2) з однієї або обох сторін насікають для отримання жил (4) сталевих волокон, які спочатку з'єднані між собою перемичками (5), при цьому для подальшого перетворення перемичок (5) в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відокремленні утворюють шорсткуваті в зламі роздільні поверхні з малою кількістю задирок, стрічку сталевих волокон піддають циклічному згинальному процесу, при якому кожну перемичку (5) піддають багаторазовій згинальній деформації навколо її поздовжньої осі таким чином, що в зоні перемичок (5) утворюються надриви в результаті утомного руйнування, і виникає роздільна перемичка, причому жили (4) сталевих волокон при насіканні забезпечують анкерувальними пелюстками, які утворюють за рахунок розривів при насіканні.
2. Спосіб за п. 1, який відрізняється тим, що жили (4) сталевих волокон формують поперек поздовжнього напрямку рулонної штаби (1).
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що стрічку жил (4) сталевих волокон, яка проходить після насікання по всій ширині рулонної штаби (1), розділяють розділювальними ножами (8) з утворенням двох або більше стрічок сталевих волокон.
4. Спосіб за п. 3, який відрізняється тим, що стрічку жил (4) сталевих волокон розділяють перед циклічним згинальним процесом (6).
5. Спосіб за одним із пп. 1-4, який відрізняється тим, що після циклічного згинального процесу стрічки сталевих волокон пропускають через формувальний валик (9) для надання жилам (4) сталевих волокон форми відповідно до їх призначення.
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що після повного конфекціонування стрічки сталевих волокон намотують шар за шаром.
7. Спосіб за одним із пп. 1-6, який відрізняється тим, що роз'єднання стрічок сталевих волокон на сталеві волокна (2) здійснюють на місці приготування бетону.
8. Спосіб за п. 1, який відрізняється тим, що жили (4) сталевих волокон формують в поздовжньому напрямку рулонної штаби (1).
9. Спосіб за п. 1 або п. 8, який відрізняється тим, що після циклічного згинального процесу верхньої і/або нижньої стороні штаби (1) при необхідності надають шорсткості за типом накатки.
10. Спосіб за одним із пп. 1, 8 або 9, який відрізняється тим, що потім орієнтовані в поздовжньому напрямку рулонної штаби (1) жили (4) сталевих волокон відокремлюють одну від одної.
11. Спосіб за одним із пп. 1, 8-10, який відрізняється тим, що жили (4) сталевих волокон після їх відокремлення одна від одної піддають за допомогою формувального інструмента (13) формоутворенню відповідно до їх призначення.
12. Спосіб за одним із пп. 1, 8-11, який відрізняється тим, що жили (4) сталевих волокон після їх формоутворення відрізають на потрібний розмір сталевих волокон (2).
13. Спосіб за одним із пп. 1-12, який відрізняється тим, що насікання здійснюють V-подібно.
14. Спосіб за п. 13, який відрізняється тим, що кут W насічок становить 30°-120°.
15. Спосіб за п. 13, який відрізняється тим, що кут W насічок становить близько 60°.
16. Спосіб за одним із пп. 1-15, який відрізняється тим, що товщина перемички (5) складає 20-95 % товщини штаби (1).
17. Спосіб за одним із пп. 1-15, який відрізняється тим, що глибину V-подібних насічок вибирають так, щоб вона відповідала міцності вихідного матеріалу та призначенню сталевих волокон.
18. Спосіб за одним із пп. 1-17, який відрізняється тим, що циклічний згинальний процес включає в себе односторонню відносно площини стрічки (1) сталевих волокон, багаторазову згинальну деформацію аж до утомного руйнування в зоні перемичок (5).
19. Спосіб за одним із пп. 1-17, який відрізняється тим, що циклічний згинальний процес включає в себе двосторонню відносно площини смуги (1) сталевих волокон багаторазову згинальну деформацію аж до появи втомних надривів в зоні перемичок (5).
20. Спосіб за одним із пп. 1-19, який відрізняється тим, що багаторазову згинальну деформацію перемичок (5) здійснюють на однакові кутові значення.
21. Спосіб за одним із пп. 1-19, який відрізняється тим, що багаторазову згинальну деформацію перемичок (5) здійснюють на зростаючі або спадні кутові значення.
22. Спосіб за одним із пп. 1-21, який відрізняється тим, що багаторазову згинальну деформацію перемичок (5) здійснюють під кутом, меншим, ніж кут W насічок.
23. Спосіб за одним із пп. 1-22, який відрізняється тим, що роздільні перемички локально руйнують за рахунок невеликого, зустрічно спрямованого відхилення жил (4) сталевих волокон, які лежать поруч одна з одною.
24. Спосіб за одним із пп. 1-23, який відрізняється тим, що як вихідний матеріал застосовують штабовий напівфабрикат з металу.
25. Стрічка сталевих волокон або жил сталевих волокон з металу, яка складається з декількох розташованих паралельно одна одній жил сталевих волокон, що з'єднані перемичками між собою, і виготовлена способом за одним із пп. 1-24, причому вона виготовлена із застосовуваного як вихідний матеріал штабового напівфабрикату, який для утворення спочатку ще з'єднаних між собою перемичками (5) жил (4) сталевих волокон насічений з одного або обох боків і при насіканні забезпечений анкерувальними пелюстками, причому перемички (5) за рахунок багатократної згинальної деформації за допомогою циклічного згинального процесу деформовані в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відокремленні утворюють шорсткуваті в зламі роздільні поверхні з малою кількістю задирок і мають утомне руйнування, а жили (4) сталевих волокон або стрічки сталевих волокон піддані формоутворенню, причому в процесі відокремлення сталевих волокон від стрічки сталевих волокон або стрічки жил (4) сталевих волокон виникають придатні як добавки до бетону сталеві волокна (2).
26. Стрічка сталевих волокон або жил сталевих волокон за п. 25, яка відрізняється тим, що як металевий матеріал передбачені матеріали на основі високоякісної сталі або заліза.
27. Стрічка сталевих волокон або жил сталевих волокон за п. 25, яка відрізняється тим, що як металевий матеріал передбачені металеві штаби з покриттям, зокрема оцинкована або обміднена сталева штаба.
28. Сталеве волокно, виготовлене способом за одним із пп. 1-24, причому воно виготовлене із застосовуваного як вихідний матеріал штабового напівфабрикату, який для утворення спочатку ще з'єднаних між собою перемичками (5) жил (4) сталевих волокон насічений з одного або обох боків і при насіканні обладнаний анкерувальними пелюстками, причому перемички (5) за рахунок багатократної згинальної деформації за допомогою циклічного згинального процесу деформовані в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відокремленні утворюють шорсткуваті в зламі роздільні поверхні з малою кількістю задирок і мають утомне руйнування.
29. Волокно за п. 28, яке відрізняється тим, що воно має придатну для добавки до бетону форму.
Текст
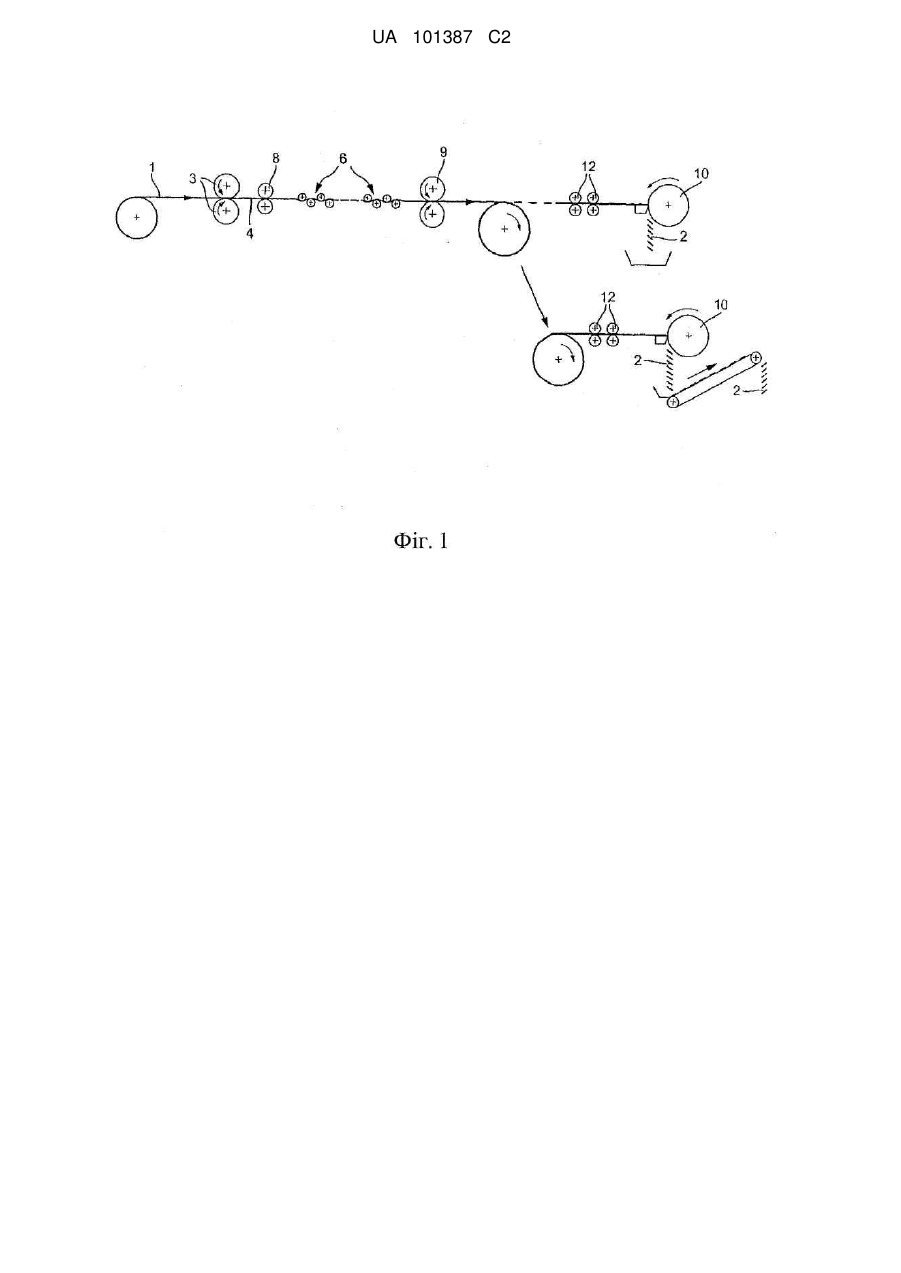
Реферат: Запропонований спосіб виготовлення сталевих волокон, переважно для застосування як добавки до бетону, а також їх подачі при виробництві сталефібробетону, який відрізняється тим, що спочатку рулонна штаба (1) для формування сталевих волокон (2) насікається з однієї або обох сторін, в результаті чого утворюються жили (4) сталевих волокон, які спочатку з'єднані між собою перемичками (5), при цьому для подальшого перетворення перемичок (5) в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відділенні утворюють шорсткі в зламі роздільні поверхні з малою кількістю задирок, стрічка сталевих волокон піддається циклічному згинальному процесу, при якому кожна перемичка (5) піддається багаторазовій згинальній деформації навколо своєї подовжньої осі таким чином, що в зоні перемичок утворюються надриви в результаті утомного руйнування, і, тим самим, виникає роздільна перемичка. UA 101387 C2 (12) UA 101387 C2 UA 101387 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до способу виготовлення стальних волокон, переважно, для застосування як добавки для бетону, а також їх подачі при виробництві сталефібробетону, при якому спочатку рулонну штабу для формування сталевих волокон з одного або обох бокыв насікають для отримання жил сталевих волокон, які спочатку з'єднані між собою перемичками, при цьому для подальшого перетворення перемичок в тонкі, легко выдокремлюваны одна від одноъ розділові перемички, які при відділенні утворюють шорсткуваті в зламі розділові поверхні з малою кількістю задирок, стрічку сталевих волокон піддають циклічному згинальному процесу, при якому кожну перемичку піддають багаторазовій згинальній деформації навколо її поздовжньої осі таким чином, що в зоні перемичок утворюються надриви в результаті томного руйнування, і виникає розділова перемичка. Такий спосіб відомий з WO 2008/135002 A. У багатьох галузях виявилося переважним додавати до бетону стальні волокна замість звичайних арматурних сіток або додатково до них, завдяки чому можна запобігти, зокрема, утворенню мікротріщин в свіжому бетоні. Крім того, за рахунок простоти використання виникає величезна економія праці і підвищується термін служби бетону. У залежності від випадків застосування можуть досягатися також вищі міцність на розтягнення і вигин, а також несуча здатність. Проте, виготовлення стальних волокон є трудомісткою справою, оскільки їх доводиться фрезерувати, вирізати з листів або штаб, вирубувати і деформувати або у вигляді дротяних волокон окремо або в пакеті деформувати, згинати і відрізати на потрібну довжину. У основі винаходу лежить задача створення способу описаного вище роду, який забезпечував би простої і рентабельне виготовлення стальних волокон. Ця задача вирішується згідно з винаходом за рахунок того, що спочатку рулонна штаба для формування стальних волокон з однієї або обох сторін насікається, в результаті чого утворюються жили стальних волокон, які спочатку ще з'єднані між собою перемичками, потім для подальшого перетворення перемичок в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відділенні утворюють шорсткі в зламі роздільні поверхні з малою кількістю задирок, штаба піддається циклічному згинальному процесу, при якому кожна перемичка піддається багаторазовій згинальній деформації навколо своєї подовжньої осі таким чином, що в зоні перемичок утворюються надриви в результаті утомного руйнування і, тим самим, виникає роздільна перемичка. Перевага, що досягається за рахунок винаходу, полягає, в основному, в тому, що як вихідний матеріал для стальних волокон застосовується рулонна штаба, завдяки чому в розпорядженні є не тільки оптимальний вихідний матеріал, але і, крім того, може здійснюватися формування великого числа жил стальних волокон. При цьому в рамках винаходу як інша перевага виникає можливість постачання жил стальних волокон при насіканні анкерувальними пелюстками, що утворюються за рахунок переривань при насіканні. Ці анкерувальні пелюстки являють собою, тим самим, локальні збільшення перерізу в результаті осідання при насіканні, а також в порівнянні з насіченим перерізом стальних волокон. Ці переривання можуть бути передбачені біля насічних носиків в прокатному інструменті, завдяки чому утворення жил стальних волокон з анкерувальними пелюстками можливе за одну операцію, причому позиціонування анкерувальних пелюсток на кінцях стальних волокон є особливо ефективним. Згідно з першим варіантом здійснення винаходу спосіб здійснюється таким чином, що жили стальних волокон формуються упоперек подовжнього напрямку рулонної штаби. При цьому згідно з іншим переважним варіантом здійснення винаходу існує можливість того, що забезпечена анкерувальними пелюстками після насікання, стрічка жил стальних волокон, що проходить по всій ширині рулонної штаби, розділяється відрізними ножами з утворенням двох або більше стрічок стальних волокон. При цьому далі переважно, якщо розділення на декілька стрічок стальних волокон відбувається перед циклічним згинальним процесом. У подальшому перебігу способу рекомендується, щоб стрічки стальних волокон після циклічного згинального процесу пропускалися через формувальний валик для формоутворення стальних волокон (зігнуті кінці, осаджені кінці, хвилеподібна форма і т. д.) відповідно до призначення. При такому перебігу способу існує далі можливість намотування стрічок стальних волокон після повного конфекціонування. Якщо стрічка стальних волокон має форму пластини, то в розпорядженні є велике число впорядкованих, легко і швидко відокремлюваних стальних волокон, придатних для компактного і хорошого транспортування до місця призначення. Тому, згідно з винаходом далі передбачено, що роз'єднання стрічок на стальні волокна відбувається 1 UA 101387 C2 5 10 15 20 25 30 35 40 45 50 55 60 на місці приготування бетону. За рахунок цього можуть не знадобитися пристрої і заходи, за допомогою яких сьогодні повинно запобігатися утворення "їжаків" (грудок стальних волокон) в бетоні. Зрозуміло, можливе також розділення вже на виробничій лінії, якщо це бажано або необхідно. Згідно з одним альтернативним варіантом здійснення винаходу, жили стальних волокон можуть бути формовані також в подовжньому напрямку рулонної штаби. При цьому після згинального процесу при необхідності верхній і/або нижній стороні штаби простим чином додається шорсткість по типу накатки, причому це порівнянним чином можливо також в описаній вище альтернативі з розташованими упоперек подовжнього напрямку рулонної штаби жилами стальних волокон. Цим досягається краще зчеплення з бетоном. Після цих етапів способу стрічка стальних волокон може бути намотана шар за шаром, а подальші етапи способу можуть здійснюватися тоді на місці приготування бетону за допомогою придатного пристрою. Далі в способі передбачено, що потім орієнтовані в подовжньому напрямку штаби жили стальних волокон відділяються одна від одної. У подальшому ході способу передбачено, що жили стальних волокон після їх відділення піддаються за допомогою формувального інструмента наданню форми відповідно до призначення. При цьому мова може йти про вигин кінців стальних волокон, хвилеподібну форму, що проходить в подовжньому напрямку, і т. п. Нарешті, при такому ході способу жили стальних волокон після надання їм форми відрізаються на потрібну довжину, в результаті чого окремі стальні волокна готові до подальшого застосування. Насікання рулонної штаби здійснюється, переважно, V-подібно, причому кут W при вершині о насічок повинен становити 30-120 . Особливо оптимальним виявився при цьому кут W при о вершині насічок близько 60 . Товщина перемички повинна становити, переважно, 20-95 % товщини штаби. Глибина V-подібних насічок вибирається в рамках винаходу, переважно, так, щоб вона відповідала міцності рулонної штаби і призначенню стальних волокон. Далі в рамках винаходу виявилося переважним, якщо циклічний згинальний процес включає в себе односторонню відносно площини стрічки стальних волокон, багаторазову згинальну деформацію аж до появи утомних надривів в зоні перемичок біля основи насічок. Як альтернатива згинальний процес може включати в себе також двосторонню відносно площини стрічки стальних волокон, багаторазову згинальну деформацію аж до появи утомних надривів в зоні перемичок біля основи насічок. Циклічний згинальний процес може протікати таким чином, що відбувається багаторазова згинальна деформація перемичок на однакові кутові значення. У залежності від випадку застосування і характеру матеріалу замість цього може бути також переважним, якщо багаторазова згинальна деформація перемичок відбувається з однієї або обох сторін на зростаючі або ж спадні кутові значення. Доцільно багаторазова згинальна деформація перемичок повинна відбуватися під кутом, меншим, ніж кут насічки. Щоб повністю відділити одну від одної жили стальних волокон, роздільна перемичка може бути зруйнована за рахунок невеликого, зустрічно спрямованого відхилення жил стальних волокон, які лежать поруч одна з одною. У разі жил стальних волокон, які лежать упоперек напрямку штаби, роздільна перемичка може бути розділена в розділювальному пристрої за принципом застібки-блискавки, в результаті чого стальні волокна відділяються, тоді як у разі жил стальних волокон, які лежать вздовж напрямку штаби, розділення відбувається за допомогою формувальних роликів за рахунок невеликого, зустрічно спрямованого відхилення жил стальних волокон, які лежать поруч одна з одною, після чого стальні волокна формуються і відрізаються по довжині. Як вихідний матеріал застосовується, переважно, штабовий напівфабрикат з металу. У конструктивному відношенні задача, що лежить в основі винаходу, вирішується за допомогою металевої стрічки, що складається з декількох розташованих паралельно одна одній, з'єднаних перемичками між собою жил стальних волокон, що виготовлена способом за одним з пунктів формули і відрізняється тим, що вона виготовлена зі штабового напівфабрикату, що застосовується як вихідний матеріал, який для утворення жил стальних волокон насічений з однієї або з обох сторін і при насіканні забезпечується анкерувальними пелюстками, причому перемички за рахунок багаторазової згинальної деформації за допомогою циклічного згинального процесу деформовані в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відділенні утворюють шорсткі в зламі роздільні поверхні з малою 2 UA 101387 C2 5 10 15 20 25 30 35 40 45 50 55 кількістю задирок і мають утомне руйнування або утомні надриви, причому стрічки зі стальних волокон або стрічки з жил стальних волокон піддані формоутворенню, причому при роз'єднанні стрічок зі стальних волокон або стрічок з жил стальних волокон виникають придатні як добавка до бетону стальні волокна. За рахунок циклічного згинального процесу біля основ насічок виникають утомні надриви, в результаті чого перемички послаблюються. Перемички, що залишилися, які називаються розділювальними перемичками, виконуються дуже тонкими, оскільки вони лежать в зоні нейтрального волокна під час згинального процесу; жили стальних волокон можуть, тим самим, пізніше легко відділитися одна від одної і надійно відокремитися. Як металевий матеріал тут передбачені матеріали на основі високоякісної сталі або заліза в будь-яких загальноприйнятих на ринку міцнісних станах. Наскільки цього вимагає призначення, як металевий матеріал можуть бути передбачені також металеві штаби з покриттям, зокрема оцинкована або обміднена стальна штаба. При цьому, зокрема, рекомендується передбачити як металевий матеріал такі матеріали, за допомогою яких за рахунок прокатки досягалося б, при необхідності, для відповідної групи матеріалів особливо високі значення міцності. Нарешті, винахід належить до виготовленого описаним способом стального волокна. Воно відрізняється тим, що виготовлене зі штабового напівфабрикату, що застосовується як вихідний матеріал, який для утворення спочатку ще з'єднаних між собою перемичками жил стальних волокон насічений з однієї або обох сторін і при насіканні забезпечується анкерувальними пелюстками, причому перемички за рахунок багаторазової згинальної деформації за допомогою циклічного згинального процесу деформовані в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відділенні утворюють шорсткі в зламі роздільні поверхні з малою кількістю задирок і мають утомне руйнування. У результаті це стальне волокно утворює зовсім новий тип стальних волокон. При цьому рекомендується, щоб стальне волокно мало придатну для добавки до бетону форму. Нижче винахід більш детально пояснюється на прикладах його здійснення, зображених на кресленнях, на яких представлено: - фіг. 1: схематично хід способу в першому варіанті з жилою стальних волокон, яка лежить упоперек напрямку штаби; - фіг. 2: відповідний фіг. 1 хід способу в альтернативному варіанті з жилою стальних волокон, яка лежить вздовж напрямку штаби; - фіг. 3: докладний вигляд насічного валика в розгортці; - фіг. 4: частина призначеної для виготовлення стрічки стальних волокон або стрічки жил стальних волокон насіченої штаби в перерізі з вже виконаними насічками; - фіг. 5: піддана циклічному згинальному процесу, призначена для виготовлення стрічки стальних волокон або стрічки жил стальних волокон насічена штаба в стані згинальної деформації, причому на фіг. 5а жили стальних волокон лежать вздовж напрямку штаби, а на фіг. 5b - упоперек напрямку штаби; - фіг. 6: пристрій для розділення розділювальних перемичок стрічки стальних волокон або стрічки жил стальних волокон; - фіг. 7: частина розрізу дротяної стрічки в зоні насічок; - фіг. 8: розділювальний пристрій для роз'єднання стальних волокон; - фіг. 9: різні види окремого стального волокна; - фіг. 10: по-різному деформовані окремі стальні волокна; - фіг. 11: стальне волокно з кінцевим збільшенням перерізу в порівнянні з перерізом іншого стального волокна. Схематично зображений на фіг. 1 і 2 спосіб служить для виготовлення стальних волокон 2, які знаходять застосування, переважно, як добавка до бетону. Для цього спочатку рулонна штаба 1 для формування стальних волокон 2 насікається між валиками 3 з однієї або обох сторін, в результаті чого утворюються жили 4 стальних волокон з анкерувальними пелюстками 7. При цьому жили 4 стальних волокон спочатку з'єднані між собою перемичками 5, як це показано на фіг. 4. Для подальшого перетворення перемичок 5 в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відділенні утворюють шорсткі в зламі роздільні поверхні з малою кількістю задирок, утворена жилами 4 стальних волокон стрічка піддається циклічному згинальному процесу, при якому кожна перемичка 5 піддається багаторазовій згинальній деформації навколо своєї подовжньої осі, як це позначено позицією 6. За рахунок цього в зоні перемичок 5 утворюються надриви в результаті утомного руйнування, в результаті чого виникає 3 UA 101387 C2 5 10 15 20 25 30 35 40 45 50 55 роздільна перемичка. Між насічками здійснюється дряпання поверхні з тим, щоб для подовження основи насічок викликати також і там утомне руйнування. При своєму насіканні жили 4 стальних волокон можуть бути додатково забезпечені анкерувальними пелюстками 7 у вигляді збільшень перерізу в порівнянні з перерізом стальних волокон, як це показано на фіг. 3 і 9. Вони служать для кращого зчеплення стальних волокон 2 з бетоном і можуть позиціонуватися в придатному місці відповідно до мети застосування. На фіг. 9 також позицією 15 позначена поверхня зламу в результаті згинання. У варіанті на фіг. 1 жили 4 стальних волокон формуються упоперек подовжнього напрямку рулонної штаби 1. В залежності від потрібного положення стальних волокон 2 вони можуть пройти по всій ширині рулонної штаби 1; однак можуть бути передбачені також розділювальні ножі 8, за допомогою яких стрічка жил стальних волокон розділяється на дві або більше стрічок стальних волокон. Це розділення стрічки жил стальних волокон доцільно здійснювати перед згинальним процесом. Після циклічного згинального процесу стрічка жил стальних волокон або стрічки стальних волокон проходить/проходять через формувальний валик 9, за допомогою якого стальні волокна 2 набувають відповідної подальшому призначенню форми. Згідно з фіг. 10 кінці стальних волокон 2 можуть бути виконані, наприклад, зігнутими; точно так само стальні волокна 2 можуть бути деформовані в хвилеподібну форму або іншим придатним чином. Зокрема, кінці стальних волокон можуть бути видозмінені, а саме розширені, як це показано на фіг. 11. Це розширення або потовщення приводить до особливо ефективного зчеплення з бетоном. Після повного конфекціонування стрічки стальних волокон намотуються шар за шаром, в результаті чого вони просто і компактно можуть бути транспортовані надалі до місця призначення. Роз'єднання стрічок стальних волокон на стальні волокна 2 відбувається, тим самим, тільки на місці приготування бетону, для чого може використовуватися роз'єднувальний пристрій по фіг. 8. При цьому мова йде про щвидкообертове зубчате колесо 10, яке відділяє окремі стальні волокна 2. В результаті виникає та перевага, що, коли роз'єднання відбувається на місці приготування бетону, окремі стальні волокна 2 можуть бути розподілені в бетоні більш однорідно, в той час як в іншому випадку, коли стальні волокна 2 постачаються вже роз'єднаними, вони схильні до утворення "їжаків" і, тим самим, розподілені в бетоні нерівномірно. Однак існує також можливість формування жил 4 стальних волокон в подовжньому напрямку рулонної штаби 1, як це схематично показане на фіг. 2. У принципі, спосіб протікає аналогічним чином; тут передбачена додаткова валкова пара 11, яка після циклічного згинального процесу при необхідності додає шорсткості верхній і/або нижній стороні штаби 1 по типу накатки. Однак це, в принципі, аналогічним чином можливо також в першому варіанті способу. Однак тут услід за циклічним згинальним процесом орієнтовані в подовжньому напрямку штаби 1 жили 4 стальних волокон відділяються одна від одної на позиції 12. Після цього відділення також відбувається формоутворення за допомогою спеціального формувального інструмента 13, який додає стальним волокнам 2 необхідної для подальшого використання форми. Після цього формоутворення жили 4 стальних волокон відрізаються на потрібний розмір за допомогою ротаційних ножиць 14, так, що стальні волокна 2 вже в роз'єднаному стані можуть бути упаковані і транспортовані до подальшого місця призначення. Стрічка жил стальних волокон може бути після циклічного згинального процесу намотана шар за шаром, а роз'єднання стальних волокон може здійснюватися потім на місці приготування бетону за допомогою придатного пристрою, що відділяє, деформує і відрізає їх. Насікання рулонної штаби здійснюється V-подібно, причому кут W насічок може становити о о 30-120 ; переважний кут W насічок близько 60 . Товщина перемички 5, що залишилася, спочатку становить звичайно 20-95 % товщини штаби. Глибина V-подібних насічок вибирається в рамках винаходу, переважно, так, щоб вона відповідала міцності і призначенню стальних волокон. Циклічний згинальний процес може протікати різним чином; так, можливо, щоб одностороння відносно площини штаби 1 багаторазова згинальна деформація відбувалася доти, доки не відбудеться утомне руйнування в зоні перемичок 5. Точно так само під час згинального процесу може відбуватися двостороння відносно площини штаби 1 багаторазова згинальна деформація перемичок 5, причому вона може відбуватися або на однакові кутові 4 UA 101387 C2 5 10 15 20 25 30 значення, або на зростаючі або спадні кутові значення. Подробиці показані, зокрема, на фіг. 5а і 5b. Багаторазова згинальна деформація перемичок 5 в будь-якому випадку повинна відбуватися під кутом, меншим, ніж кут W насічок. Роздільні перемички у випадку подовжньо орієнтованих стальних волокон можуть бути потім локально зруйновані за рахунок невеликого, зустрічно спрямованого відхилення лежачих поруч одна з одною жил стальних волокон упоперек штаби 1, що може здійснюватися відповідними формувальними роликами (фіг. 6). У разі орієнтованих упоперек стальних волокон їх роз'єднання відбувається в розділювальному пристрої (фіг. 8) як останній етап способу. Як вихідний матеріал звичайно застосовується штабовий напівфабрикат з металу, причому тут рекомендуються матеріали на основі високоякісної сталі або заліза в будь-яких загальноприйнятих на ринку міцнісних станах. Наскільки цього вимагають особливі цілі, для цього можуть застосовуватися також металеві штаби з покриттям, зокрема оцинкована або обміднена стальна штаба. У будь-якому випадку доцільно як металевий матеріал передбачити такі матеріали, за допомогою яких за рахунок прокатки може досягатися для кожної групи матеріалів особливо високі значення міцності. Нарешті об'єктом винаходу є також виготовлене описаним способом стальне волокно. Воно виготовлене зі штабового напівфабрикату, що застосовується як вихідний матеріал, який для утворення спочатку ще з'єднаних між собою перемичками 5 жил 4 стальних волокон насічений з однієї або обох сторін. При насіканні вони забезпечуються анкерувальними пелюстками. Останні є такими, що залишилися при насіканні за рахунок відповідної форми інструментів більшими ділянками перерізу стального волокна, які при насіканні навіть ще трохи осаджуються. Анкерувальні пелюстки позиціонуються, переважно, на кінцях стальних волокон, причому для цього у випадку поперечних стальних волокон існує можливість насікти їх кінці ще і упоперек і при цьому ще трохи осадити. За рахунок багаторазової згинальної деформації під час циклічного згинального процесу перемички 5 надриваються з обох сторін в результаті утомного руйнування, а перемички, що залишилися, - роздільні перемички - відділяються пізніше практично без деформації, так, що роздільні поверхні мають мало задирок і шорсткі в зламі. Верхня і нижня сторони стальних волокон можуть бути ще накочені, а, крім того, стальним волокнам може бути додана форма, придатна для добавки до бетону і для їх призначення. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Спосіб виготовлення сталевих волокон, переважно для застосування як добавки до бетону, а також їх подачі при виробництві сталефібробетону, при якому спочатку рулонну штабу (1) для формування сталевих волокон (2) з однієї або обох сторін насікають для отримання жил (4) сталевих волокон, які спочатку з'єднані між собою перемичками (5), при цьому для подальшого перетворення перемичок (5) в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відокремленні утворюють шорсткуваті в зламі роздільні поверхні з малою кількістю задирок, стрічку сталевих волокон піддають циклічному згинальному процесу, при якому кожну перемичку (5) піддають багаторазовій згинальній деформації навколо її поздовжньої осі таким чином, що в зоні перемичок (5) утворюються надриви в результаті утомного руйнування, і виникає роздільна перемичка, причому жили (4) сталевих волокон при насіканні забезпечують анкерувальними пелюстками, які утворюють за рахунок розривів при насіканні. 2. Спосіб за п. 1, який відрізняється тим, що жили (4) сталевих волокон формують поперек поздовжнього напрямку рулонної штаби (1). 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що стрічку жил (4) сталевих волокон, яка проходить після насікання по всій ширині рулонної штаби (1), розділяють розділювальними ножами (8) з утворенням двох або більше стрічок сталевих волокон. 4. Спосіб за п. 3, який відрізняється тим, що стрічку жил (4) сталевих волокон розділяють перед циклічним згинальним процесом (6). 5. Спосіб за одним із пп. 1-4, який відрізняється тим, що після циклічного згинального процесу стрічки сталевих волокон пропускають через формувальний валик (9) для надання жилам (4) сталевих волокон форми відповідно до їх призначення. 6. Спосіб за одним із пп. 1-5, який відрізняється тим, що після повного конфекціонування стрічки сталевих волокон намотують шар за шаром. 7. Спосіб за одним із пп. 1-6, який відрізняється тим, що роз'єднання стрічок сталевих волокон на сталеві волокна (2) здійснюють на місці приготування бетону. 5 UA 101387 C2 5 10 15 20 25 30 35 40 45 50 55 60 8. Спосіб за п. 1, який відрізняється тим, що жили (4) сталевих волокон формують в поздовжньому напрямку рулонної штаби (1). 9. Спосіб за п. 1 або п. 8, який відрізняється тим, що після циклічного згинального процесу верхньої і/або нижньої стороні штаби (1) при необхідності надають шорсткості за типом накатки. 10. Спосіб за одним із пп. 1, 8 або 9, який відрізняється тим, що потім орієнтовані в поздовжньому напрямку рулонної штаби (1) жили (4) сталевих волокон відокремлюють одну від одної. 11. Спосіб за одним із пп. 1, 8-10, який відрізняється тим, що жили (4) сталевих волокон після їх відокремлення одна від одної піддають за допомогою формувального інструмента (13) формоутворенню відповідно до їх призначення. 12. Спосіб за одним із пп. 1, 8-11, який відрізняється тим, що жили (4) сталевих волокон після їх формоутворення відрізають на потрібний розмір сталевих волокон (2). 13. Спосіб за одним із пп. 1-12, який відрізняється тим, що насікання здійснюють V-подібно. 14. Спосіб за п. 13, який відрізняється тим, що кут W насічок становить 30°-120°. 15. Спосіб за п. 13, який відрізняється тим, що кут W насічок становить близько 60°. 16. Спосіб за одним із пп. 1-15, який відрізняється тим, що товщина перемички (5) складає 2095 % товщини штаби (1). 17. Спосіб за одним із пп. 1-15, який відрізняється тим, що глибину V-подібних насічок вибирають так, щоб вона відповідала міцності вихідного матеріалу та призначенню сталевих волокон. 18. Спосіб за одним із пп. 1-17, який відрізняється тим, що циклічний згинальний процес включає в себе односторонню відносно площини стрічки (1) сталевих волокон, багаторазову згинальну деформацію аж до утомного руйнування в зоні перемичок (5). 19. Спосіб за одним із пп. 1-17, який відрізняється тим, що циклічний згинальний процес включає в себе двосторонню відносно площини смуги (1) сталевих волокон багаторазову згинальну деформацію аж до появи втомних надривів в зоні перемичок (5). 20. Спосіб за одним із пп. 1-19, який відрізняється тим, що багаторазову згинальну деформацію перемичок (5) здійснюють на однакові кутові значення. 21. Спосіб за одним із пп. 1-19, який відрізняється тим, що багаторазову згинальну деформацію перемичок (5) здійснюють на зростаючі або спадні кутові значення. 22. Спосіб за одним із пп. 1-21, який відрізняється тим, що багаторазову згинальну деформацію перемичок (5) здійснюють під кутом, меншим, ніж кут W насічок. 23. Спосіб за одним із пп. 1-22, який відрізняється тим, що роздільні перемички локально руйнують за рахунок невеликого, зустрічно спрямованого відхилення жил (4) сталевих волокон, які лежать поруч одна з одною. 24. Спосіб за одним із пп. 1-23, який відрізняється тим, що як вихідний матеріал застосовують штабовий напівфабрикат з металу. 25. Стрічка сталевих волокон або жил сталевих волокон з металу, яка складається з декількох розташованих паралельно одна одній жил сталевих волокон, що з'єднані перемичками між собою, і виготовлена способом за одним із пп. 1-24, причому вона виготовлена із застосовуваного як вихідний матеріал штабового напівфабрикату, який для утворення спочатку ще з'єднаних між собою перемичками (5) жил (4) сталевих волокон насічений з одного або обох боків і при насіканні забезпечений анкерувальними пелюстками, причому перемички (5) за рахунок багатократної згинальної деформації за допомогою циклічного згинального процесу деформовані в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відокремленні утворюють шорсткуваті в зламі роздільні поверхні з малою кількістю задирок і мають утомне руйнування, а жили (4) сталевих волокон або стрічки сталевих волокон піддані формоутворенню, причому в процесі відокремлення сталевих волокон від стрічки сталевих волокон або стрічки жил (4) сталевих волокон виникають придатні як добавки до бетону сталеві волокна (2). 26. Стрічка сталевих волокон або жил сталевих волокон за п. 25, яка відрізняється тим, що як металевий матеріал передбачені матеріали на основі високоякісної сталі або заліза. 27. Стрічка сталевих волокон або жил сталевих волокон за п. 25, яка відрізняється тим, що як металевий матеріал передбачені металеві штаби з покриттям, зокрема оцинкована або обміднена сталева штаба. 28. Сталеве волокно, виготовлене способом за одним із пп. 1-24, причому воно виготовлене із застосовуваного як вихідний матеріал штабового напівфабрикату, який для утворення спочатку ще з'єднаних між собою перемичками (5) жил (4) сталевих волокон насічений з одного або обох боків і при насіканні обладнаний анкерувальними пелюстками, причому перемички (5) за рахунок багатократної згинальної деформації за допомогою циклічного згинального процесу 6 UA 101387 C2 5 деформовані в тонкі, легко відокремлювані одна від одної роздільні перемички, які при відокремленні утворюють шорсткуваті в зламі роздільні поверхні з малою кількістю задирок і мають утомне руйнування. 29. Волокно за п. 28, яке відрізняється тим, що воно має придатну для добавки до бетону форму. 7 UA 101387 C2 8 UA 101387 C2 9 UA 101387 C2 10 UA 101387 C2 11 UA 101387 C2 12 UA 101387 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 13
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of steel fibers
Автори англійськоюStahl, Karl-Hermann
Назва патенту російськоюСпособ изготовления стальных волокон
Автори російськоюШталь Карл-Херманн
МПК / Мітки
МПК: B23D 31/00, E04C 5/01, B23P 17/00
Мітки: виготовлення, волокон, сталевих, спосіб
Код посилання
<a href="https://ua.patents.su/15-101387-sposib-vigotovlennya-stalevikh-volokon.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сталевих волокон</a>
Циліндричне металеве волокно, тіло з металевих волокон, спосіб виготовлення циліндричних металевих волокон і спосіб виготовлення тіла з циліндричних металевих волокон
Номер патенту: 26404
Опубліковано: 30.08.1999
Автор: Файв Джеймс А.
МПК: B22F 3/00, B22F 1/00, H01G 9/00
Мітки: тіло, циліндричних, виготовлення, металеве, металевих, циліндричне, волокон, тіла, волокно, спосіб
Формула / Реферат:
1. Цилиндрическое металлическое волокно, состоящее из тантала или ниобия, или их сплавов, отличающееся тем, что оно имеет круглое поперечное сечение до 3 микрон в диаметре.2. Волокно по п.1,отличающееся тем, что оно имеет диаметр от 0,2 до 1,0 микрон.3. Волокно по п.1,отличающееся тем, что оно имеет диаметр до 0,33 микрон.4. Волокно по одному из предыдущих пунктов, отличающееся тем, что оно имеет длину до 400...
Спосіб виготовлення листів із арамідних волокон, водна дисперсія арамідних волокон для його здійснення та спосіб виготовлення водної дисперсії (варіанти)
Номер патенту: 61947
Опубліковано: 15.12.2003
Автори: Аллен Ронні, Рамачандран Сешадрі
МПК: D21H 13/00
Мітки: водна, дисперсії, варіанти, дисперсія, волокон, виготовлення, водної, листів, спосіб, арамідних, здійснення
Формула / Реферат:
1. Спосіб виготовлення листів з арамідних волокон, що включає створення водної дисперсії арамідних волокон, який відрізняється тим, що створюють однорідну водну дисперсію арамідних волокон шляхом перемішування розчину, який містить арамідні волокна у концентрації від 0,001 до 5 мас.% від загальної маси дисперсії та воду, значення рН якої більше за 10, а потім з водної дисперсії арамідних волокон вилучають воду крізь пористий носій, формуючи...
Спосіб виготовлення неперервних волокон з розплаву гірських порід

Номер патенту: 18548
Опубліковано: 15.11.2006
Автори: Дідук Ірина Іванівна, Гаврилюк Микола Семенович, Тутаков Олег Васильович, Чувашов Юрій Миколайович
МПК: C03B 37/00, C03B 37/02
Мітки: волокон, спосіб, виготовлення, неперервних, порід, розплаву, гірських
Формула / Реферат:
Спосіб виготовлення неперервних волокон з розплаву гірських порід, що включає приготування розплаву, витягування з розплаву елементарних неперервних волокон, замаслювання їх та намотку, який відрізняється тим, що на елементарні неперервні волокна зовні перпендикулярно напрямку їх витягування діють струмом високої частоти, при цьому при переміщенні сформованих неперервних волокон з вертикального положення у горизонтальне на них діють струмом у...
Спосіб виготовлення сталевих безшовних труб
Номер патенту: 7171
Опубліковано: 15.06.2005
Автори: Кобиляшний Андрій Миколайович, Шперлін Павло Ільїч, Черняк Сергій Аркадійович
МПК: B21C 23/02
Мітки: виготовлення, безшовних, спосіб, труб, сталевих
Формула / Реферат:
1. Спосіб виготовлення сталевих безшовних труб, що включає нагрівання заготовки, нанесення скломаси, одержання порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, який відрізняється тим, що після пресування здійснюють низькотемпературну термообробку труб з попереднім охолодженням на повітрі, а також наступну теплу прокатку на готовий розмір при...
Спосіб виготовлення сталевих механічних деталей і сталь для виготовлення цих деталей
Номер патенту: 58499
Опубліковано: 15.08.2003
Автор: Пішар Клод
МПК: C23C 8/06, C22C 38/60, C21D 1/06, C22C 38/00, C23C 8/08
Мітки: цих, деталей, спосіб, виготовлення, механічних, сталь, сталевих
Формула / Реферат:
1. Спосіб виготовлення сталевих механічних деталей, згідно з яким отримують стальну заготівку деталі і проводять обробку шляхом цементації або нітроцементації, можливо при високій температурі, щонайменше частини поверхні заготівки деталі з подальшим гартуванням в маслі або газі, який відрізняється тим, що хімічний склад сталі, з якої складається деталь, містить у ваговому відношенні:0,15%
Попередній патент: Магнітний фільтр для очищення рідких і газових середовищ
Наступний патент: Комплексний мікробний препарат ековітал для інокуляції насіння бобових культур
Випадковий патент: Колосник спекальної тележки конвейєрної машини