Спосіб каталітичної ізомеризації с8 – ароматичних вуглеводнів
Номер патенту: 27705
Опубліковано: 16.10.2000
Автори: Йон Ханс-Хайно, Томе Роланд, Бекер Карл, Тіслер Арно, Нойбауер Ханс-Дітер
Формула / Реферат
(57) Способ каталитической изомеризации C8-ароматических углеводородов при температуре 523-773К и давлении 0,1-5,0Мпа в присутствии катализатора, полученного декатионированием синтетического кристаллического алюмосиликата с последующим его смешиванием с неорганическим связующим и модифицированием металлом или оксидом металла IV или VI группы Периодической системы элементов, отличающийся тем, что используют катализатор, полученный на основе синтетического кристаллического алюмосиликата следующего состава: 1-3М2О:АlО3:15-40 SiO2-1-40H2O, где М - катион щелочного металла, причем в рентгенодифрактограмме этого алюмосиликата присутствуют сигналы, которые по крайней мере соответствуют следующим значениям межплоскостных расстояний:
Межплоскостное расстояние
Å Относительная интенсивность
11,20±0,30
Сильная
10,20±0,30
Сильная
9,80±0,20
Слабая
3,85±0,10
Очень слабая
3,83±0,10
Сильная
3,75±0,10
Сильная
3,73±0,10
Сильная
3,60±0,10
Слабая
3,06±0,05
Слабая
3,00+0,05
Слабая
3,01±0,02
Слабая
1,99±0,02
Слабая
молярное соотношение SiO2/Аl2O3 на поверхности кристаллов этого алюмосиликата выше или равно молярному соотношению SiO2/AI2O3 внутри кристаллов, и в спектре 29-Si-твердое тело – масс ЯМР имеются линии поглощения около -100, -106, -112 и-116 мин-1 относительно стандарта - тетра-метилсилана.
Текст
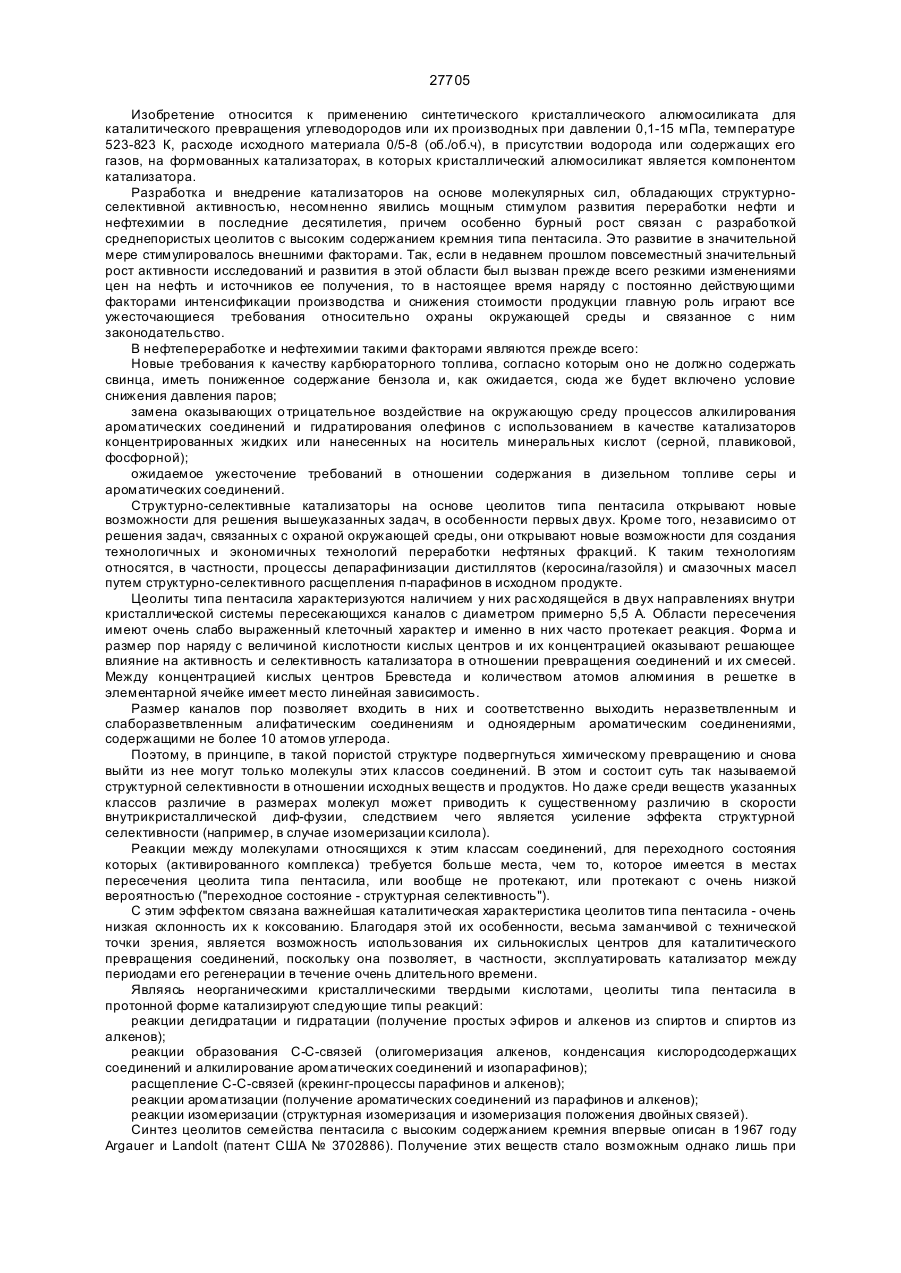
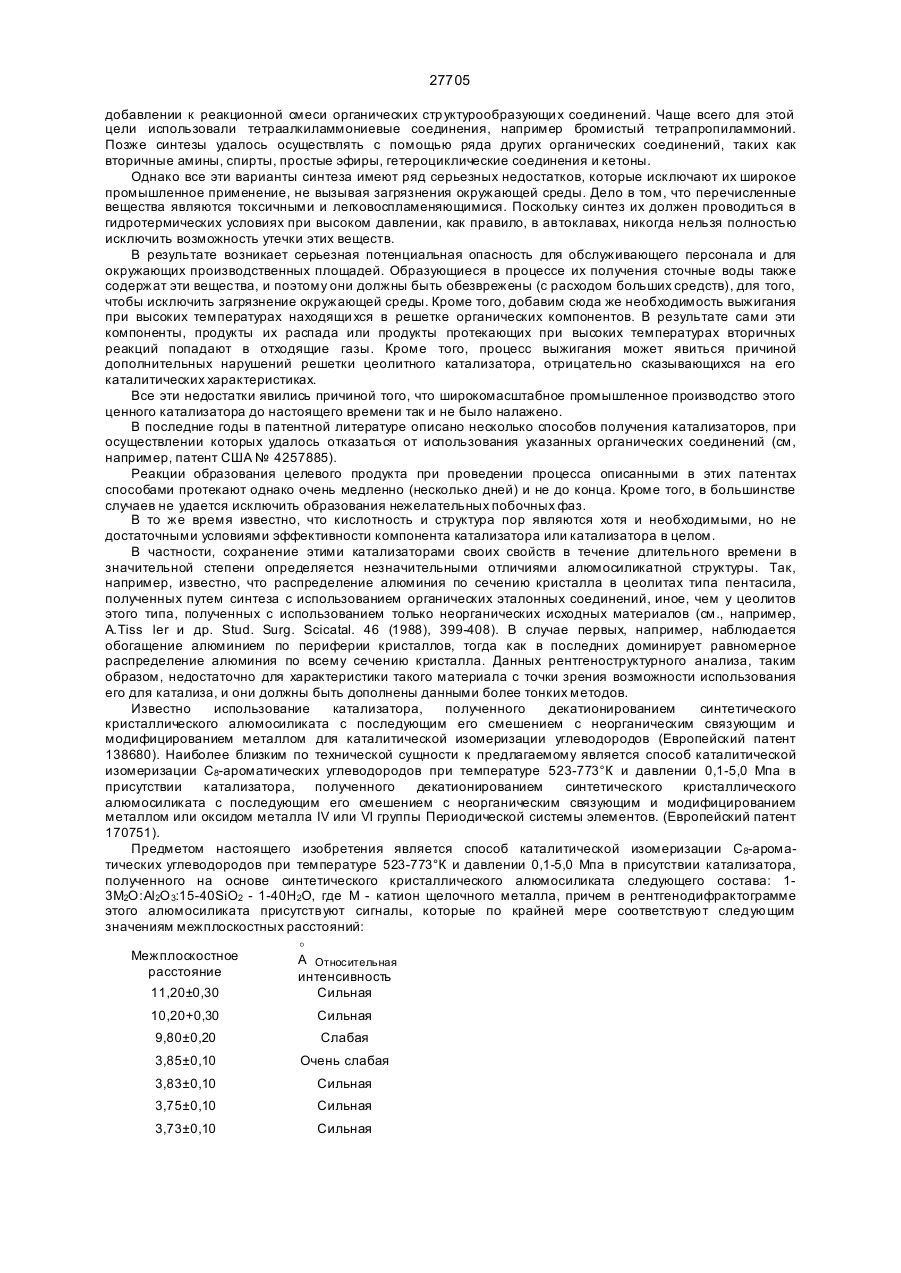
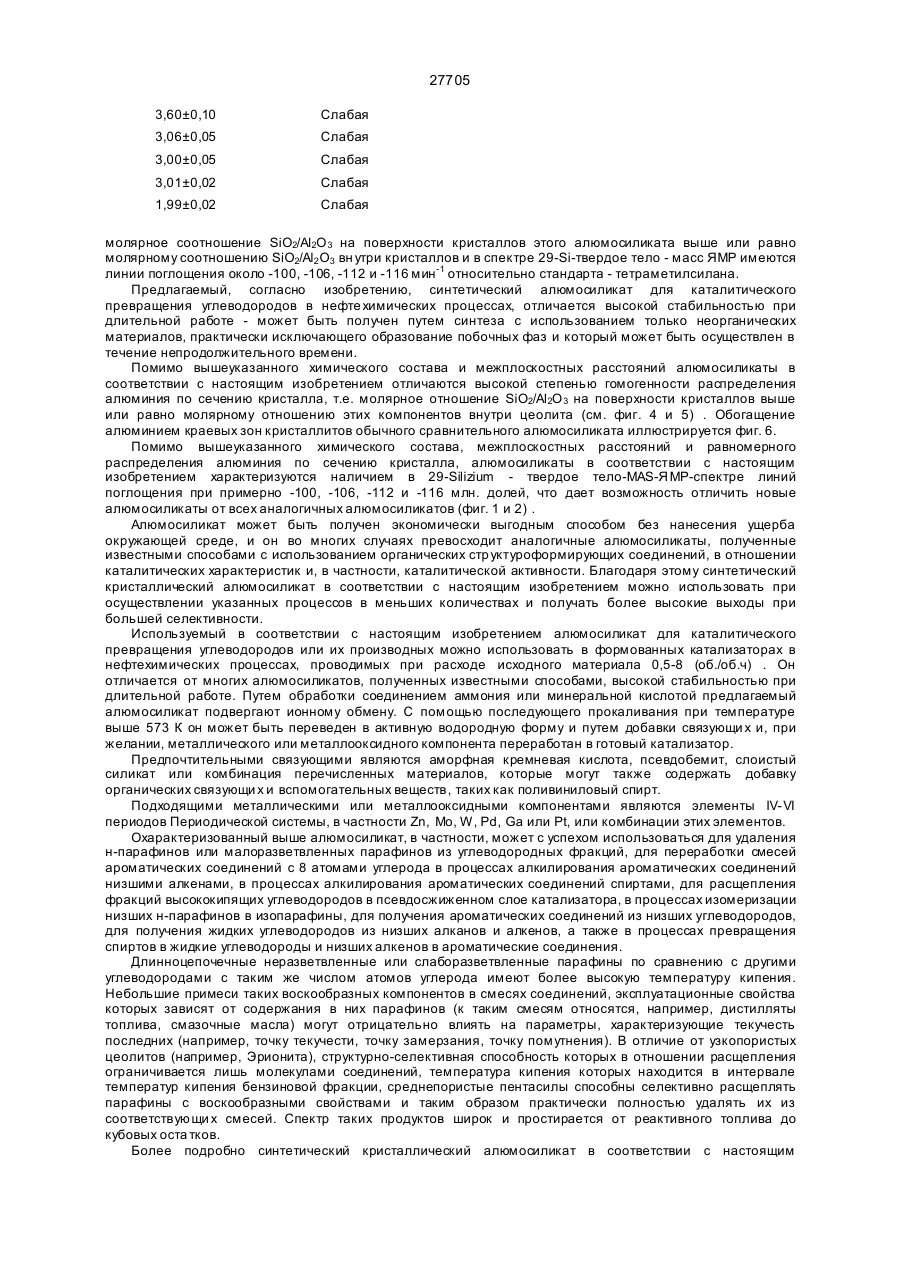
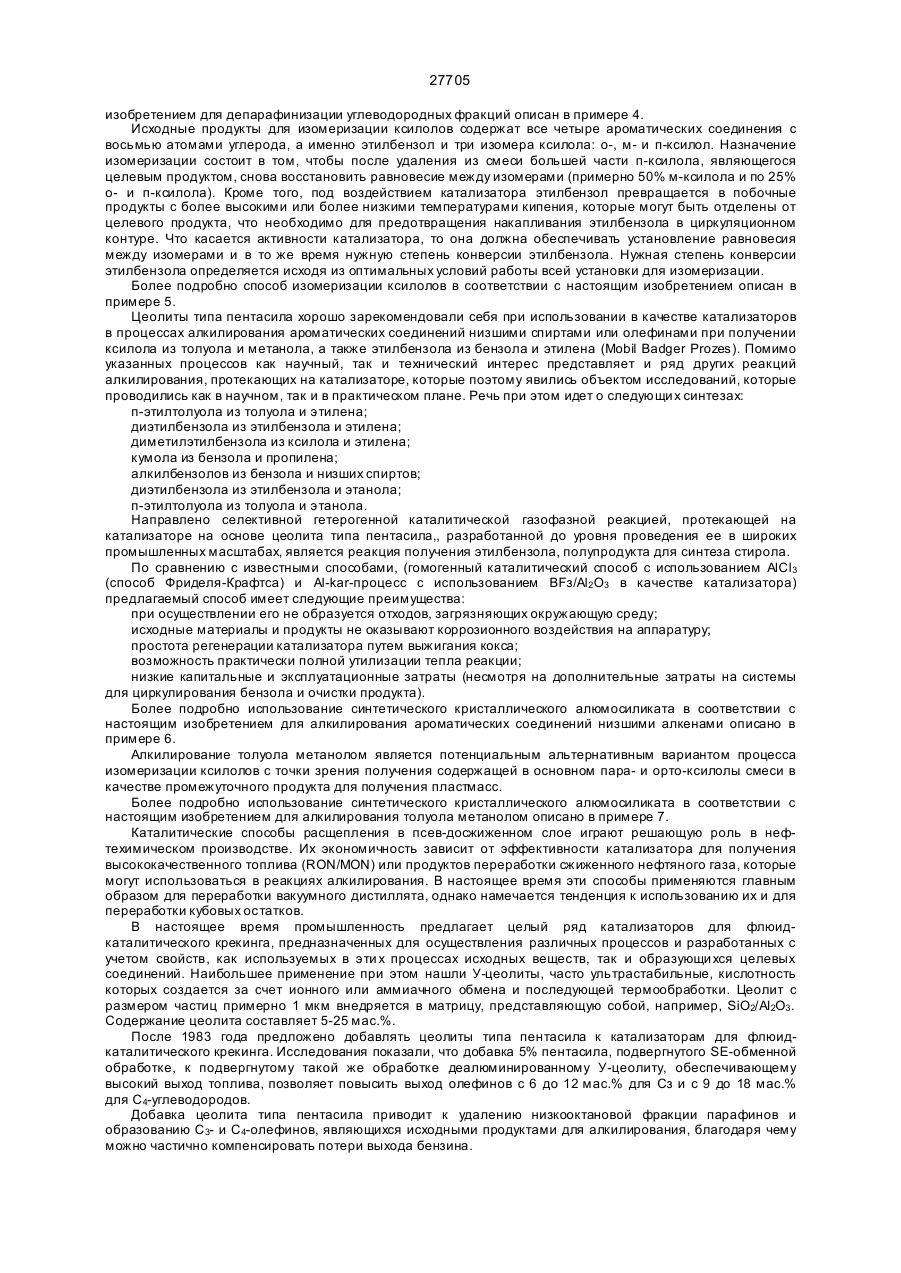
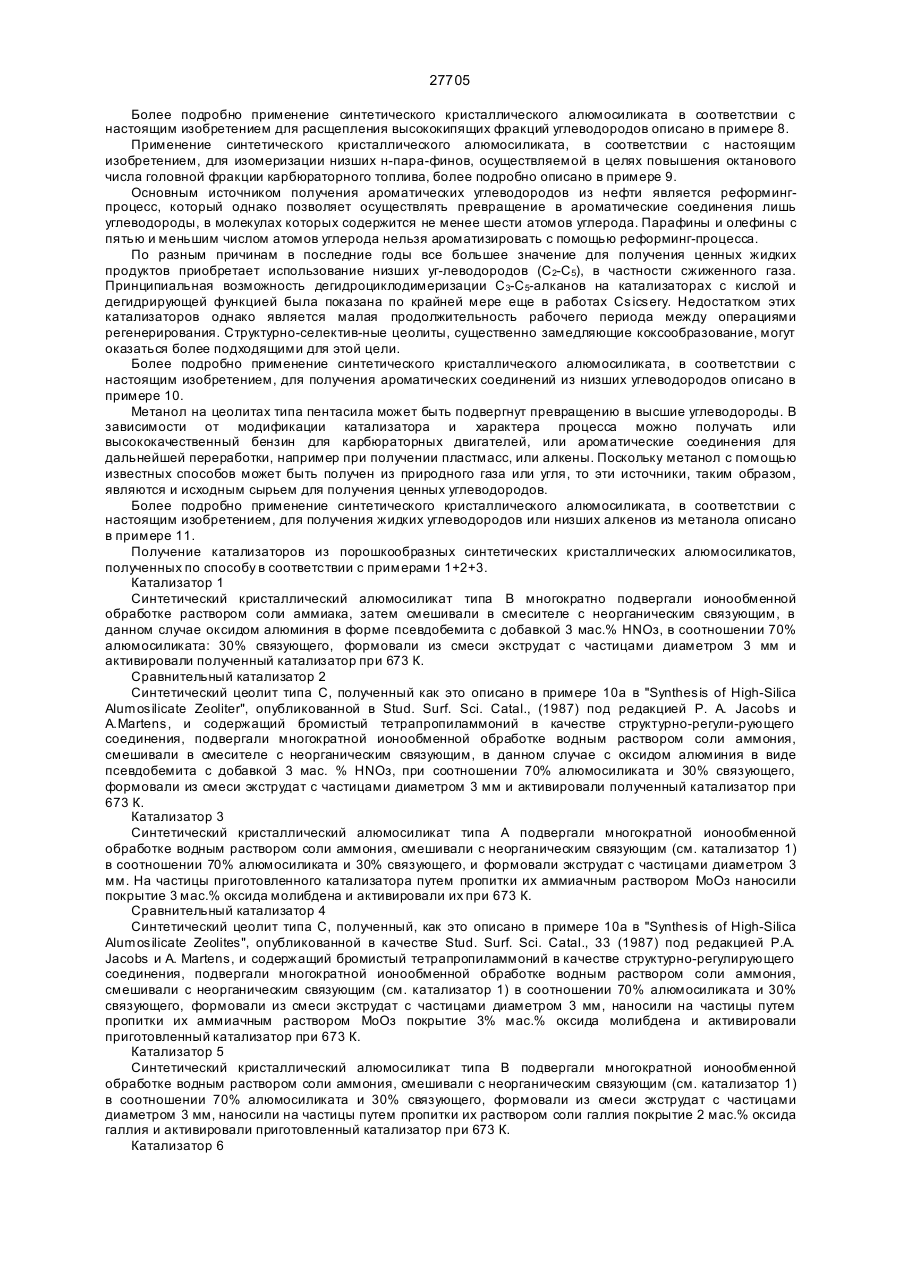
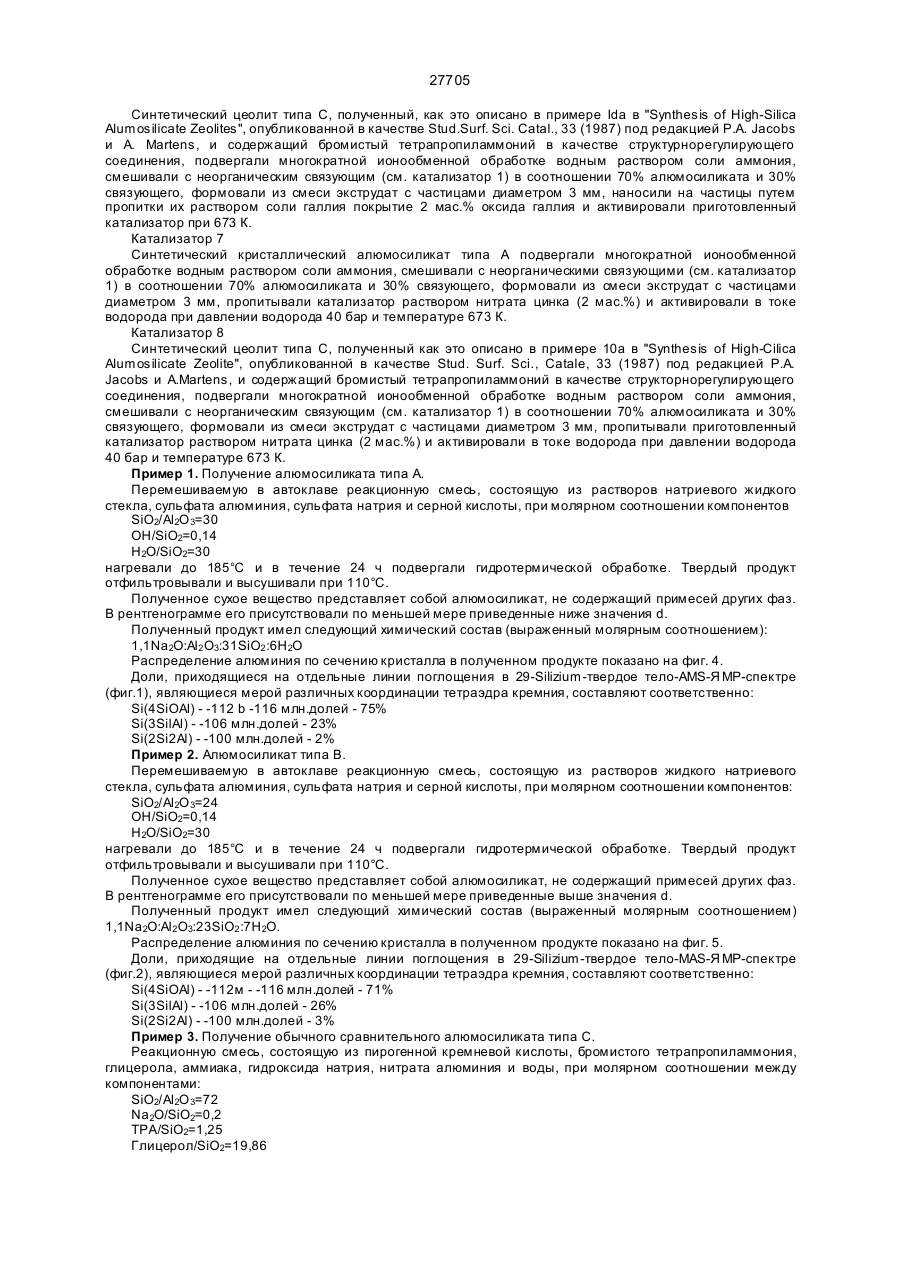
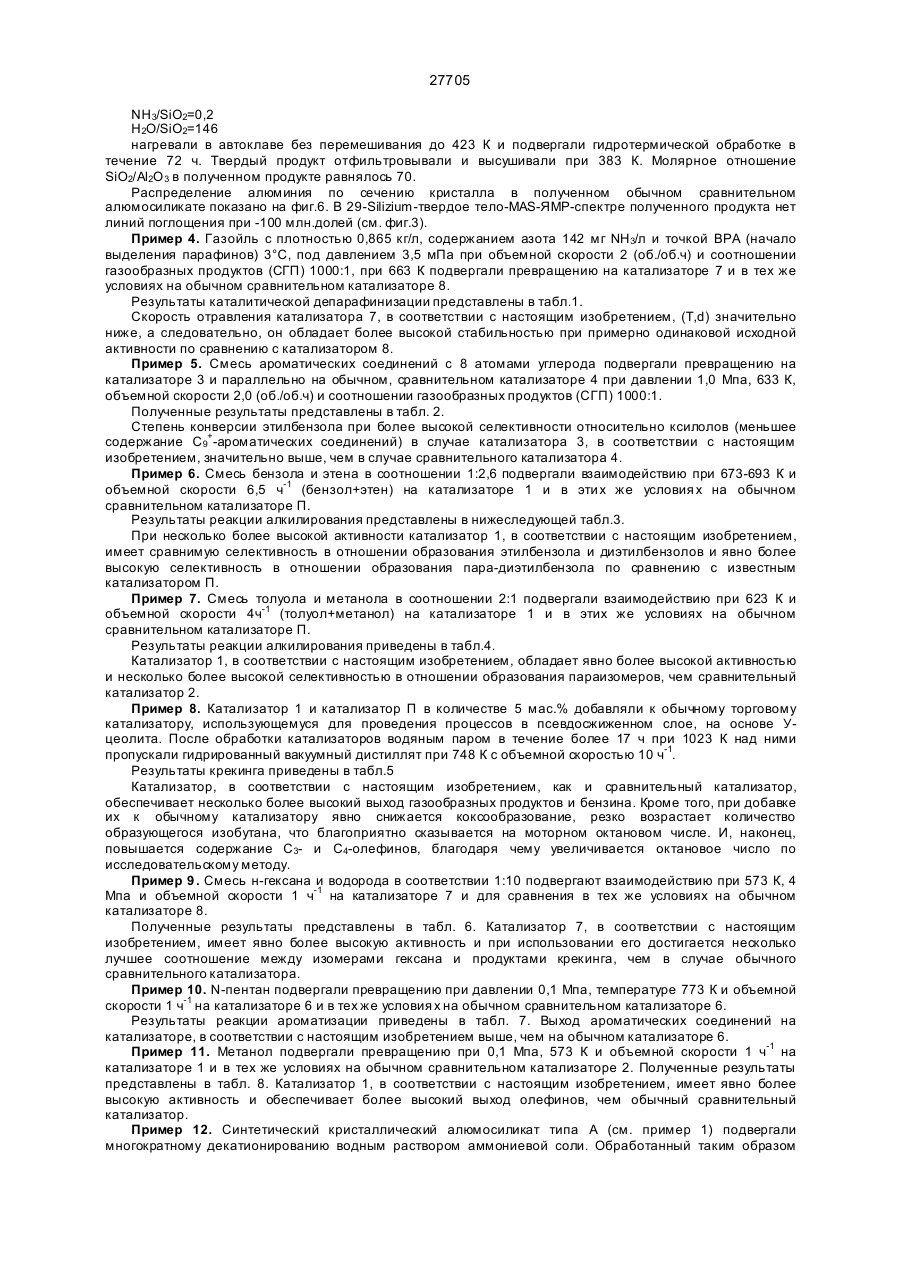
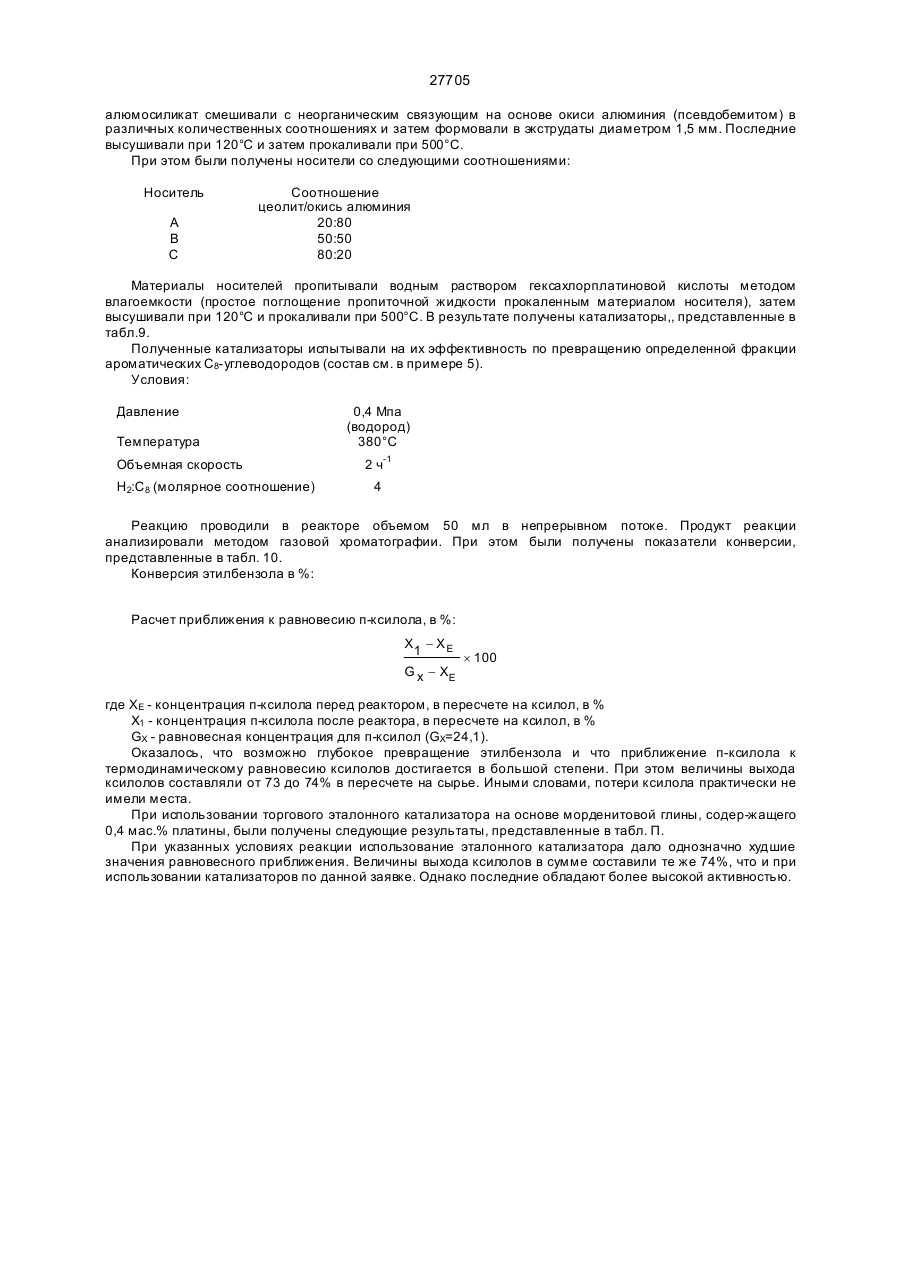
27705 Изобретение относится к применению синтетического кристаллического алюмосиликата для каталитического превращения углеводородов или их производных при давлении 0,1-15 мПа, температуре 523-823 К, расходе исходного материала 0/5-8 (об./об.ч), в присутствии водорода или содержащих его газов, на формованных катализаторах, в которых кристаллический алюмосиликат является компонентом катализатора. Разработка и внедрение катализаторов на основе молекулярных сил, обладающих структурноселективной активностью, несомненно явились мощным стимулом развития переработки нефти и нефтехимии в последние десятилетия, причем особенно бурный рост связан с разработкой среднепористых цеолитов с высоким содержанием кремния типа пентасила. Это развитие в значительной мере стимулировалось внешними факторами. Так, если в недавнем прошлом повсеместный значительный рост активности исследований и развития в этой области был вызван прежде всего резкими изменениями цен на нефть и источников ее получения, то в настоящее время наряду с постоянно действующими факторами интенсификации производства и снижения стоимости продукции главную роль играют все ужесточающиеся требования относительно охраны окружающей среды и связанное с ним законодательство. В нефтепереработке и нефтехимии такими факторами являются прежде всего: Новые требования к качеству карбюраторного топлива, согласно которым оно не должно содержать свинца, иметь пониженное содержание бензола и, как ожидается, сюда же будет включено условие снижения давления паров; замена оказывающих о трицательное воздействие на окружающую среду процессов алкилирования ароматических соединений и гидратирования олефинов с использованием в качестве катализаторов концентрированных жидких или нанесенных на носитель минеральных кислот (серной, плавиковой, фосфорной); ожидаемое ужесточение требований в отношении содержания в дизельном топливе серы и ароматических соединений. Структурно-селективные катализаторы на основе цеолитов типа пентасила открывают новые возможности для решения вышеуказанных задач, в особенности первых двух. Кроме того, независимо от решения задач, связанных с охраной окружающей среды, они открывают новые возможности для создания технологичных и экономичных технологий переработки нефтяных фракций. К таким технологиям относятся, в частности, процессы депарафинизации дистиллятов (керосина/газойля) и смазочных масел путем структурно-селективного расщепления п-парафинов в исходном продукте. Цеолиты типа пентасила характеризуются наличием у них расходящейся в двух направлениях внутри кристаллической системы пересекающихся каналов с диаметром примерно 5,5 А. Области пересечения имеют очень слабо выраженный клеточный характер и именно в них часто протекает реакция. Форма и размер пор наряду с величиной кислотности кислых центров и их концентрацией оказывают решающее влияние на активность и селективность катализатора в отношении превращения соединений и их смесей. Между концентрацией кислых центров Бревстеда и количеством атомов алюминия в решетке в элементарной ячейке имеет место линейная зависимость. Размер каналов пор позволяет входить в них и соответственно выходить неразветвленным и слаборазветвленным алифатическим соединениям и одноядерным ароматическим соединениями, содержащими не более 10 атомов углерода. Поэтому, в принципе, в такой пористой структуре подвергнуться химическому превращению и снова выйти из нее могут только молекулы этих классов соединений. В этом и состоит суть так называемой структурной селективности в отношении исходных веществ и продуктов. Но даже среди веществ указанных классов различие в размерах молекул может приводить к существенному различию в скорости внутрикристаллической диф-фузии, следствием чего является усиление эффекта структурной селективности (например, в случае изомеризации ксилола). Реакции между молекулами относящихся к этим классам соединений, для переходного состояния которых (активированного комплекса) требуется больше места, чем то, которое имеется в местах пересечения цеолита типа пентасила, или вообще не протекают, или протекают с очень низкой вероятностью ("переходное состояние - структурная селективность"). С этим эффектом связана важнейшая каталитическая характеристика цеолитов типа пентасила - очень низкая склонность их к коксованию. Благодаря этой их особенности, весьма заманчивой с технической точки зрения, является возможность использования ихсильнокислых центров для каталитического превращения соединений, поскольку она позволяет, в частности, эксплуатировать катализатор между периодами его регенерации в течение очень длительного времени. Являясь неорганическими кристаллическими твердыми кислотами, цеолиты типа пентасила в протонной форме катализируют следующие типы реакций: реакции дегидратации и гидратации (получение простых эфиров и алкенов из спиртов и спиртов из алкенов); реакции образования С-С-связей (олигомеризация алкенов, конденсация кислородсодержащих соединений и алкилирование ароматических соединений и изопарафинов); расщепление С-С-связей (крекинг-процессы парафинов и алкенов); реакции ароматизации (получение ароматических соединений из парафинов и алкенов); реакции изомеризации (структурная изомеризация и изомеризация положения двойных связей). Синтез цеолитов семейства пентасила с высоким содержанием кремния впервые описан в 1967 году Argauer и Landolt (патент США № 3702886). Получение этих веществ стало возможным однако лишь при 27705 добавлении к реакционной смеси органических стр уктурообразующи х соединений. Чаще всего для этой цели использовали тетраалкиламмониевые соединения, например бромистый тетрапропиламмоний. Позже синтезы удалось осуществлять с помощью ряда других органических соединений, таких как вторичные амины, спирты, простые эфиры, гетероциклические соединения и кетоны. Однако все эти варианты синтеза имеют ряд серьезных недостатков, которые исключают их широкое промышленное применение, не вызывая загрязнения окружающей среды. Дело в том, что перечисленные вещества являются токсичными и легковоспламеняющимися. Поскольку синтез их должен проводиться в гидротермических условиях при высоком давлении, как правило, в автоклавах, никогда нельзя полностью исключить возможность утечки этих веществ. В результате возникает серьезная потенциальная опасность для обслуживающего персонала и для окружающих производственных площадей. Образующиеся в процессе их получения сточные воды также содержат эти вещества, и поэтому они должны быть обезврежены (с расходом больших средств), для того, чтобы исключить загрязнение окружающей среды. Кроме того, добавим сюда же необходимость выжигания при высоких температурах находящи хся в решетке органических компонентов. В результате сами эти компоненты, продукты их распада или продукты протекающих при высоких температурах вторичных реакций попадают в отходящие газы. Кроме того, процесс выжигания может явиться причиной дополнительных нарушений решетки цеолитного катализатора, отрицательно сказывающихся на его каталитических характеристиках. Все эти недостатки явились причиной того, что широкомасштабное промышленное производство этого ценного катализатора до настоящего времени так и не было налажено. В последние годы в патентной литературе описано несколько способов получения катализаторов, при осуществлении которых удалось отказаться от использования указанных органических соединений (см, например, патент США № 4257885). Реакции образования целевого продукта при проведении процесса описанными в этих патентах способами протекают однако очень медленно (несколько дней) и не до конца. Кроме того, в большинстве случаев не удается исключить образования нежелательных побочных фаз. В то же время известно, что кислотность и структура пор являются хотя и необходимыми, но не достаточными условиями эффективности компонента катализатора или катализатора в целом. В частности, сохранение этими катализаторами своих свойств в течение длительного времени в значительной степени определяется незначительными отличиями алюмосиликатной структуры. Так, например, известно, что распределение алюминия по сечению кристалла в цеолитах типа пентасила, полученных путем синтеза с использованием органических эталонных соединений, иное, чем у цеолитов этого типа, полученных с использованием только неорганических исходных материалов (см., например, A.Tiss ler и др. Stud. Surg. Scicatal. 46 (1988), 399-408). В случае первых, например, наблюдается обогащение алюминием по периферии кристаллов, тогда как в последних доминирует равномерное распределение алюминия по всему сечению кристалла. Данных рентгеноструктурного анализа, таким образом, недостаточно для характеристики такого материала с точки зрения возможности использования его для катализа, и они должны быть дополнены данными более тонких методов. Известно использование катализатора, полученного декатионированием синтетического кристаллического алюмосиликата с последующим его смешением с неорганическим связующим и модифицированием металлом для каталитической изомеризации углеводородов (Европейский патент 138680). Наиболее близким по технической сущности к предлагаемому является способ каталитической изомеризации С8-ароматических углеводородов при температуре 523-773°К и давлении 0,1-5,0 Мпа в присутствии катализатора, полученного декатионированием синтетического кристаллического алюмосиликата с последующим его смешением с неорганическим связующим и модифицированием металлом или оксидом металла IV или VI группы Периодической системы элементов. (Европейский патент 170751). Предметом настоящего изобретения является способ каталитической изомеризации С 8-ароматических углеводородов при температуре 523-773°К и давлении 0,1-5,0 Мпа в присутствии катализатора, полученного на основе синтетического кристаллического алюмосиликата следующего состава: 13М2О:Аl2O 3:15-40SiO2 - 1-40Н2О, где М - катион щелочного металла, причем в рентгенодифрактограмме этого алюмосиликата присутствуют сигналы, которые по крайней мере соответствуют следующим значениям межплоскостных расстояний: o Межплоскостное A Относительная расстояние интенсивность 11,20±0,30 Сильная 10,20+0,30 Сильная 9,80±0,20 Слабая 3,85±0,10 Очень слабая 3,83±0,10 Сильная 3,75±0,10 Сильная 3,73±0,10 Сильная 27705 3,60±0,10 Слабая 3,06±0,05 Слабая 3,00±0,05 Слабая 3,01±0,02 Слабая 1,99±0,02 Слабая молярное соотношение SiО2/Al2О 3 на поверхности кристаллов этого алюмосиликата выше или равно молярному соотношению SiО2/Al2 О3 вн утри кристаллов и в спектре 29-Si-твердое тело - масс ЯМР имеются линии поглощения около -100, -106, -112 и -116 мин -1 относительно стандарта - тетраметилсилана. Предлагаемый, согласно изобретению, синтетический алюмосиликат для каталитического превращения углеводородов в нефте химических процессах, отличается высокой стабильностью при длительной работе - может быть получен путем синтеза с использованием только неорганических материалов, практически исключающего образование побочных фаз и который может быть осуществлен в течение непродолжительного времени. Помимо вышеуказанного химического состава и межплоскостных расстояний алюмосиликаты в соответствии с настоящим изобретением отличаются высокой степенью гомогенности распределения алюминия по сечению кристалла, т.е. молярное отношение SiО2/Al2О 3 на поверхности кристаллов выше или равно молярному отношению этих компонентов внутри цеолита (см. фиг. 4 и 5) . Обогащение алюминием краевых зон кристаллитов обычного сравнительного алюмосиликата иллюстрируется фиг. 6. Помимо вышеуказанного химического состава, межплоскостных расстояний и равномерного распределения алюминия по сечению кристалла, алюмосиликаты в соответствии с настоящим изобретением характеризуются наличием в 29-Silizium - твердое тело-МАS-Я МР-спектре линий поглощения при примерно -100, -106, -112 и -116 млн. долей, что дает возможность отличить новые алюмосиликаты от всех аналогичных алюмосиликатов (фиг. 1 и 2) . Алюмосиликат может быть получен экономически выгодным способом без нанесения ущерба окружающей среде, и он во многих случаях превосходит аналогичные алюмосиликаты, полученные известными способами с использованием органических стр уктуроформирующих соединений, в отношении каталитических характеристик и, в частности, каталитической активности. Благодаря этому синтетический кристаллический алюмосиликат в соответствии с настоящим изобретением можно использовать при осуществлении указанных процессов в меньших количествах и получать более высокие выходы при большей селективности. Используемый в соответствии с настоящим изобретением алюмосиликат для каталитического превращения углеводородов или их производных можно использовать в формованных катализаторах в нефтехимических процессах, проводимых при расходе исходного материала 0,5-8 (об./об.ч) . Он отличается от многих алюмосиликатов, полученных известными способами, высокой стабильностью при длительной работе. Путем обработки соединением аммония или минеральной кислотой предлагаемый алюмосиликат подвергают ионному обмену. С помощью последующего прокаливания при температуре выше 573 К он может быть переведен в активную водородную форму и путем добавки связующи х и, при желании, металлического или металлооксидного компонента переработан в готовый катализатор. Предпочтительными связующими являются аморфная кремневая кислота, псевдобемит, слоистый силикат или комбинация перечисленных материалов, которые могут также содержать добавку органических связующи х и вспомогательных веществ, таких как поливиниловый спирт. Подходящими металлическими или металлооксидными компонентами являются элементы IV-VI периодов Периодической системы, в частности Zn, Mo, W, Pd, Ga или Pt, или комбинации этих элементов. Охарактеризованный выше алюмосиликат, в частности, может с успехом использоваться для удаления н-парафинов или малоразветвленных парафинов из углеводородных фракций, для переработки смесей ароматических соединений с 8 атомами углерода в процессах алкилирования ароматических соединений низшими алкенами, в процессах алкилирования ароматических соединений спиртами, для расщепления фракций высококипящих углеводородов в псевдосжиженном слое катализатора, в процессах изомеризации низших н-парафинов в изопарафины, для получения ароматических соединений из низших углеводородов, для получения жидких углеводородов из низших алканов и алкенов, а также в процессах превращения спиртов в жидкие углеводороды и низших алкенов в ароматические соединения. Длинноцепочечные неразветвленные или слаборазветвленные парафины по сравнению с другими углеводородами с таким же числом атомов углерода имеют более высокую температуру кипения. Небольшие примеси таких воскообразных компонентов в смесях соединений, эксплуатационные свойства которых зависят от содержания в них парафинов (к таким смесям относятся, например, дистилляты топлива, смазочные масла) могут отрицательно влиять на параметры, характеризующие текучесть последних (например, точку текучести, точку замерзания, точку помутнения). В отличие от узкопористых цеолитов (например, Эрионита), структурно-селективная способность которых в отношении расщепления ограничивается лишь молекулами соединений, температура кипения которых находится в интервале температур кипения бензиновой фракции, среднепористые пентасилы способны селективно расщеплять парафины с воскообразными свойствами и таким образом практически полностью удалять их из соответствующи х смесей. Спектр таких продуктов широк и простирается от реактивного топлива до кубовых оста тков. Более подробно синтетический кристаллический алюмосиликат в соответствии с настоящим 27705 изобретением для депарафинизации углеводородных фракций описан в примере 4. Исходные продукты для изомеризации ксилолов содержат все четыре ароматических соединения с восьмью атомами углерода, а именно этилбензол и три изомера ксилола: о-, м- и п-ксилол. Назначение изомеризации состоит в том, чтобы после удаления из смеси большей части п-ксилола, являющегося целевым продуктом, снова восстановить равновесие между изомерами (примерно 50% м-ксилола и по 25% о- и п-ксилола). Кроме того, под воздействием катализатора этилбензол превращается в побочные продукты с более высокими или более низкими температурами кипения, которые могут быть отделены от целевого продукта, что необходимо для предотвращения накапливания этилбензола в циркуляционном контуре. Что касается активности катализатора, то она должна обеспечивать установление равновесия между изомерами и в то же время нужную степень конверсии этилбензола. Нужная степень конверсии этилбензола определяется исходя из оптимальных условий работы всей установки для изомеризации. Более подробно способ изомеризации ксилолов в соответствии с настоящим изобретением описан в примере 5. Цеолиты типа пентасила хорошо зарекомендовали себя при использовании в качестве катализаторов в процессах алкилирования ароматических соединений низшими спиртами или олефинами при получении ксилола из толуола и метанола, а также этилбензола из бензола и этилена (Mobil Badger Prozes). Помимо указанных процессов как научный, так и технический интерес представляет и ряд других реакций алкилирования, протекающих на катализаторе, которые поэтому явились объектом исследований, которые проводились как в научном, так и в практическом плане. Речь при этом идет о следующи х синтезах: п-этилтолуола из толуола и этилена; диэтилбензола из этилбензола и этилена; диметилэтилбензола из ксилола и этилена; кумола из бензола и пропилена; алкилбензолов из бензола и низших спиртов; диэтилбензола из этилбензола и этанола; п-этилтолуола из толуола и этанола. Направлено селективной гетерогенной каталитической газофазной реакцией, протекающей на катализаторе на основе цеолита типа пентасила,, разработанной до уровня проведения ее в широких промышленных масштабах, является реакция получения этилбензола, полупродукта для синтеза стирола. По сравнению с известными способами, (гомогенный каталитический способ с использованием АlСl3 (способ Фриделя-Крафтса) и Al-kar-процесс с использованием ВFз/Аl2 О3 в качестве катализатора) предлагаемый способ имеет следующие преимущества: при осуществлении его не образуется отходов, загрязняющих окружающую среду; исходные материалы и продукты не оказывают коррозионного воздействия на аппаратуру; простота регенерации катализатора путем выжигания кокса; возможность практически полной утилизации тепла реакции; низкие капитальные и эксплуатационные затраты (несмотря на дополнительные затраты на системы для циркулирования бензола и очистки продукта). Более подробно использование синтетического кристаллического алюмосиликата в соответствии с настоящим изобретением для алкилирования ароматических соединений низшими алкенами описано в примере 6. Алкилирование толуола метанолом является потенциальным альтернативным вариантом процесса изомеризации ксилолов с точки зрения получения содержащей в основном пара- и орто-ксилолы смеси в качестве промежуточного продукта для получения пластмасс. Более подробно использование синтетического кристаллического алюмосиликата в соответствии с настоящим изобретением для алкилирования толуола метанолом описано в примере 7. Каталитические способы расщепления в псев-доcжиженном слое играют решающую роль в нефтехимическом производстве. Их экономичность зависит от эффективности катализатора для получения высококачественного топлива (RON/MON) или продуктов переработки сжиженного нефтяного газа, которые могут использоваться в реакциях алкилирования. В настоящее время эти способы применяются главным образом для переработки вакуумного дистиллята, однако намечается тенденция к использованию их и для переработки кубовых остатков. В настоящее время промышленность предлагает целый ряд катализаторов для флюидкаталитического крекинга, предназначенных для осуществления различных процессов и разработанных с учетом свойств, как используемых в эти х процессах исходных веществ, так и образующи хся целевых соединений. Наибольшее применение при этом нашли У-цеолиты, часто ультрастабильные, кислотность которых создается за счет ионного или аммиачного обмена и последующей термообработки. Цеолит с размером частиц примерно 1 мкм внедряется в матрицу, представляющую собой, например, SiO2/Al2O3 . Содержание цеолита составляет 5-25 маc.%. После 1983 года предложено добавлять цеолиты типа пентасила к катализаторам для флюидкаталитического крекинга. Исследования показали, что добавка 5% пентасила, подвергнутого SE-обменной обработке, к подвергнутому такой же обработке деалюминированному У-цеолиту, обеспечивающему высокий выход топлива, позволяет повысить выход олефинов с 6 до 12 маc.% для Сз и с 9 до 18 маc.% для С4-углеводородов. Добавка цеолита типа пентасила приводит к удалению низкооктановой фракции парафинов и образованию С3- и C4-олефинов, являющихся исходными продуктами для алкилирования, благодаря чему можно частично компенсировать потери выхода бензина. 27705 Более подробно применение синтетического кристаллического алюмосиликата в соответствии с настоящим изобретением для расщепления высококипящих фракций углеводородов описано в примере 8. Применение синтетического кристаллического алюмосиликата, в соответствии с настоящим изобретением, для изомеризации низших н-пара-финов, осуществляемой в целях повышения октанового числа головной фракции карбюраторного топлива, более подробно описано в примере 9. Основным источником получения ароматических углеводородов из нефти является реформингпроцесс, который однако позволяет осуществлять превращение в ароматические соединения лишь углеводороды, в молекулах которых содержится не менее шести атомов углерода. Парафины и олефины с пятью и меньшим числом атомов углерода нельзя ароматизировать с помощью реформинг-процесса. По разным причинам в последние годы все большее значение для получения ценных жидких продуктов приобретает использование низших уг-леводородов (C2-C5), в частности сжиженного газа. Принципиальная возможность дегидроциклодимеризации С 3-С5-алканов на катализаторах с кислой и дегидрирующей функцией была показана по крайней мере еще в работах Csicsery. Недостатком этих катализаторов однако является малая продолжительность рабочего периода между операциями регенерирования. Структурно-селектив-ные цеолиты, существенно замедляющие коксообразование, могут оказаться более подходящими для этой цели. Более подробно применение синтетического кристаллического алюмосиликата, в соответствии с настоящим изобретением, для получения ароматических соединений из низших углеводородов описано в примере 10. Метанол на цеолитах типа пентасила может быть подвергнут превращению в высшие углеводороды. В зависимости от модификации катализатора и характера процесса можно получать или высококачественный бензин для карбюраторных двигателей, или ароматические соединения для дальнейшей переработки, например при получении пластмасс, или алкены. Поскольку метанол с помощью известных способов может быть получен из природного газа или угля, то эти источники, таким образом, являются и исходным сырьем для получения ценных углеводородов. Более подробно применение синтетического кристаллического алюмосиликата, в соответствии с настоящим изобретением, для получения жидких углеводородов или низших алкенов из метанола описано в примере 11. Получение катализаторов из порошкообразных синтетических кристаллических алюмосиликатов, полученных по способу в соответствии с примерами 1+2+3. Катализатор 1 Синтетический кристаллический алюмосиликат типа В многократно подвергали ионообменной обработке раствором соли аммиака, затем смешивали в смесителе с неорганическим связующим, в данном случае оксидом алюминия в форме псевдобемита с добавкой 3 маc.% НNОз, в соотношении 70% алюмосиликата: 30% связующего, формовали из смеси экструдат с частицами диаметром 3 мм и активировали полученный катализатор при 673 К. Сравнительный катализатор 2 Синтетический цеолит типа С, полученный как это описано в примере 10а в "Synthesis of High-Silica Alumosilicate Zeoliter", опубликованной в Stud. Surf. Sci. Catal., (1987) под редакцией Р. A. Jacobs и A.Martens, и содержащий бромистый тетрапропиламмоний в качестве структурно-регули-рующего соединения, подвергали многократной ионообменной обработке водным раствором соли аммония, смешивали в смесителе с неорганическим связующим, в данном случае с оксидом алюминия в виде псевдобемита с добавкой 3 маc. % НNОз, при соотношении 70% алюмосиликата и 30% связующего, формовали из смеси экструдат с частицами диаметром 3 мм и активировали полученный катализатор при 673 К. Катализатор 3 Синтетический кристаллический алюмосиликат типа А подвергали многократной ионообменной обработке водным раствором соли аммония, смешивали с неорганическим связующим (см. катализатор 1) в соотношении 70% алюмосиликата и 30% связующего, и формовали экструдат с частицами диаметром 3 мм. На частицы приготовленного катализатора путем пропитки их аммиачным раствором МоОз наносили покрытие 3 маc.% оксида молибдена и активировали их при 673 К. Сравнительный катализатор 4 Синтетический цеолит типа С, полученный, как это описано в примере 10а в "Synthesis of High-Silica Alumosilicate Zeolites", опубликованной в качестве Stud. Surf. Sci. Catal., 33 (1987) под редакцией Р.A. Jacobs и A. Martens, и содержащий бромистый тетрапропиламмоний в качестве структурно-регулирующего соединения, подвергали многократной ионообменной обработке водным раствором соли аммония, смешивали с неорганическим связующим (см. катализатор 1) в соотношении 70% алюмосиликата и 30% связующего, формовали из смеси экструдат с частицами диаметром 3 мм, наносили на частицы путем пропитки их аммиачным раствором МoОз покрытие 3% маc.% оксида молибдена и активировали приготовленный катализатор при 673 К. Катализатор 5 Синтетический кристаллический алюмосиликат типа В подвергали многократной ионообменной обработке водным раствором соли аммония, смешивали с неорганическим связующим (см. катализатор 1) в соотношении 70% алюмосиликата и 30% связующего, формовали из смеси экструдат с частицами диаметром 3 мм, наносили на частицы путем пропитки их раствором соли галлия покрытие 2 маc.% оксида галлия и активировали приготовленный катализатор при 673 К. Катализатор 6 27705 Синтетический цеолит типа С, полученный, как это описано в примере Ida в "Synthesis of High-Silica Alumosilicate Zeolites", опубликованной в качестве Stud.Surf. Sci. Catal., 33 (1987) под редакцией Р.A. Jacobs и A. Martens, и содержащий бромистый тетрапропиламмоний в качестве структурнорегулирующего соединения, подвергали многократной ионообменной обработке водным раствором соли аммония, смешивали с неорганическим связующим (см. катализатор 1) в соотношении 70% алюмосиликата и 30% связующего, формовали из смеси экструдат с частицами диаметром 3 мм, наносили на частицы путем пропитки их раствором соли галлия покрытие 2 маc.% оксида галлия и активировали приготовленный катализатор при 673 К. Катализатор 7 Синтетический кристаллический алюмосиликат типа А подвергали многократной ионообменной обработке водным раствором соли аммония, смешивали с неорганическими связующими (см. катализатор 1) в соотношении 70% алюмосиликата и 30% связующего, формовали из смеси экструдат с частицами диаметром 3 мм, пропитывали катализатор раствором нитрата цинка (2 мас.%) и активировали в токе водорода при давлении водорода 40 бар и температуре 673 К. Катализатор 8 Синтетический цеолит типа С, полученный как это описано в примере 10а в "Synthesis of High-Cilica Alumosilicate Zeolite", опубликованной в качестве Stud. Surf. Sci., Catale, 33 (1987) под редакцией Р.A. Jacobs и A.Martens, и содержащий бромистый тетрапропиламмоний в качестве структорнорегулирующего соединения, подвергали многократной ионообменной обработке водным раствором соли аммония, смешивали с неорганическим связующим (см. катализатор 1) в соотношении 70% алюмосиликата и 30% связующего, формовали из смеси экструдат с частицами диаметром 3 мм, пропитывали приготовленный катализатор раствором нитрата цинка (2 мас.%) и активировали в токе водорода при давлении водорода 40 бар и температуре 673 К. Пример 1. Получение алюмосиликата типа А. Перемешиваемую в автоклаве реакционную смесь, состоящую из растворов натриевого жидкого стекла, сульфата алюминия, сульфата натрия и серной кислоты, при молярном соотношении компонентов SiО2/Al2О 3=30 OH/SiO2=0,14 H2O/SiO2=30 нагревали до 185°С и в течение 24 ч подвергали гидротермической обработке. Твердый продукт отфильтровывали и высушивали при 110°С. Полученное сухое вещество представляет собой алюмосиликат, не содержащий примесей других фаз. В рентгенограмме его присутствовали по меньшей мере приведенные ниже значения d. Полученный продукт имел следующий химический состав (выраженный молярным соотношением): 1,1Na2O:Аl2 О3:31SiO2 :6Н2О Распределение алюминия по сечению кристалла в полученном продукте показано на фиг. 4. Доли, приходящиеся на отдельные линии поглощения в 29-Silizium-твердое тело-АМS-Я МР-спектре (фиг.1), являющиеся мерой различных координации тетраэдра кремния, составляют соответственно: Si(4SiOAl) - -112 b -116 млн.долей - 75% Si(3SilAl) - -106 млн.долей - 23% Si(2Si2Al) - -100 млн.долей - 2% Пример 2. Алюмосиликат типа В. Перемешиваемую в автоклаве реакционную смесь, состоящую из растворов жидкого натриевого стекла, сульфата алюминия, сульфата натрия и серной кислоты, при молярном соотношении компонентов: SiО2/Al2О 3=24 OH/SiO2=0,14 Н2O/SiO2=30 нагревали до 185°С и в течение 24 ч подвергали гидротермической обработке. Твердый продукт отфильтровывали и высушивали при 110°С. Полученное сухое вещество представляет собой алюмосиликат, не содержащий примесей других фаз. В рентгенограмме его присутствовали по меньшей мере приведенные выше значения d. Полученный продукт имел следующий химический состав (выраженный молярным соотношением) 1,1Na2O:Аl2 О3:23SiO2 :7Н2О. Распределение алюминия по сечению кристалла в полученном продукте показано на фиг. 5. Доли, приходящие на отдельные линии поглощения в 29-Silizium-твердое тело-МАS-Я МР-спектре (фиг.2), являющиеся мерой различных координации тетраэдра кремния, составляют соответственно: Si(4SiOAl) - -112м - -116 млн.долей - 71% Si(3SilAl) - -106 млн.долей - 26% Si(2Si2Al) - -100 млн.долей - 3% Пример 3. Получение обычного сравнительного алюмосиликата типа С. Реакционную смесь, состоящую из пирогенной кремневой кислоты, бромистого тетрапропиламмония, глицерола, аммиака, гидроксида натрия, нитрата алюминия и воды, при молярном соотношении между компонентами: SiО2/Al2О 3=72 Na2O/SiO2=0,2 TPA/SiO2=1,25 Глицерол/SiO2=19,86 27705 NH3/SiO2=0,2 H2O/SiO2=146 нагревали в автоклаве без перемешивания до 423 К и подвергали гидротермической обработке в течение 72 ч. Твердый продукт отфильтровывали и высушивали при 383 К. Молярное отношение SiО2/Al2О 3 в полученном продукте равнялось 70. Распределение алюминия по сечению кристалла в полученном обычном сравнительном алюмосиликате показано на фиг.6. В 29-Silizium-твердое тело-МАS-ЯМР-спектре полученного продукта нет линий поглощения при -100 млн.долей (см. фиг.3). Пример 4. Газойль с плотностью 0,865 кг/л, содержанием азота 142 мг NН3/л и точкой ВРА (начало выделения парафинов) 3°С, под давлением 3,5 мПа при объемной скорости 2 (об./об.ч) и соотношении газообразных продуктов (СГП) 1000:1, при 663 К подвергали превращению на катализаторе 7 и в тех же условиях на обычном сравнительном катализаторе 8. Результаты каталитической депарафинизации представлены в табл.1. Скорость отравления катализатора 7, в соответствии с настоящим изобретением, (T,d) значительно ниже, а следовательно, он обладает более высокой стабильностью при примерно одинаковой исходной активности по сравнению с катализатором 8. Пример 5. Смесь ароматических соединений с 8 атомами углерода подвергали превращению на катализаторе 3 и параллельно на обычном, сравнительном катализаторе 4 при давлении 1,0 Мпа, 633 К, объемной скорости 2,0 (об./об.ч) и соотношении газообразных продуктов (СГП) 1000:1. Полученные результаты представлены в табл. 2. Степень конверсии этилбензола при более высокой селективности относительно ксилолов (меньшее содержание С9+-ароматических соединений) в случае катализатора 3, в соответствии с настоящим изобретением, значительно выше, чем в случае сравнительного катализатора 4. Пример 6. Смесь бензола и этена в соотношении 1:2,6 подвергали взаимодействию при 673-693 К и объемной скорости 6,5 ч-1 (бензол+этен) на катализаторе 1 и в эти х же условия х на обычном сравнительном катализаторе П. Результаты реакции алкилирования представлены в нижеследующей табл.3. При несколько более высокой активности катализатор 1, в соответствии с настоящим изобретением, имеет сравнимую селективность в отношении образования этилбензола и диэтилбензолов и явно более высокую селективность в отношении образования пара-диэтилбензола по сравнению с известным катализатором П. Пример 7. Смесь толуола и метанола в соотношении 2:1 подвергали взаимодействию при 623 К и объемной скорости 4ч-1 (толуол+метанол) на катализаторе 1 и в этих же условиях на обычном сравнительном катализаторе П. Результаты реакции алкилирования приведены в табл.4. Катализатор 1, в соответствии с настоящим изобретением, обладает явно более высокой активностью и несколько более высокой селективностью в отношении образования параизомеров, чем сравнительный катализатор 2. Пример 8. Катализатор 1 и катализатор П в количестве 5 маc.% добавляли к обычному торговому катализатору, использующемуся для проведения процессов в псевдосжиженном слое, на основе Уцеолита. После обработки катализаторов водяным паром в течение более 17 ч при 1023 К над ними пропускали гидрированный вакуумный дистиллят при 748 К с объемной скоростью 10 ч-1. Результаты крекинга приведены в табл.5 Катализатор, в соответствии с настоящим изобретением, как и сравнительный катализатор, обеспечивает несколько более высокий выход газообразных продуктов и бензина. Кроме того, при добавке их к обычному катализатору явно снижается коксообразование, резко возрастает количество образующегося изобутана, что благоприятно сказывается на моторном октановом числе. И, наконец, повышается содержание С3- и С4-олефинов, благодаря чему увеличивается октановое число по исследовательскому методу. Пример 9 . Смесь н-гексана и водорода в соответствии 1:10 подвергают взаимодействию при 573 К, 4 Мпа и объемной скорости 1 ч-1 на катализаторе 7 и для сравнения в тех же условиях на обычном катализаторе 8. Полученные результаты представлены в табл. 6. Катализатор 7, в соответствии с настоящим изобретением, имеет явно более высокую активность и при использовании его достигается несколько лучшее соотношение между изомерами гексана и продуктами крекинга, чем в случае обычного сравнительного катализатора. Пример 10. N-пентан подвергали превращению при давлении 0,1 Мпа, температуре 773 К и объемной скорости 1 ч-1 на катализаторе 6 и в тех же условия х на обычном сравнительном катализаторе 6. Результаты реакции ароматизации приведены в табл. 7. Выход ароматических соединений на катализаторе, в соответствии с настоящим изобретением выше, чем на обычном катализаторе 6. Пример 11. Метанол подвергали превращению при 0,1 Мпа, 573 К и объемной скорости 1 ч-1 на катализаторе 1 и в тех же условиях на обычном сравнительном катализаторе 2. Полученные результаты представлены в табл. 8. Катализатор 1, в соответствии с настоящим изобретением, имеет явно более высокую активность и обеспечивает более высокий выход олефинов, чем обычный сравнительный катализатор. Пример 12. Синтетический кристаллический алюмосиликат типа А (см. пример 1) подвергали многократному декатионированию водным раствором аммониевой соли. Обработанный таким образом 27705 алюмосиликат смешивали с неорганическим связующим на основе окиси алюминия (псевдобемитом) в различных количественных соотношениях и затем формовали в экструдаты диаметром 1,5 мм. Последние высушивали при 120°С и затем прокаливали при 500°С. При этом были получены носители со следующими соотношениями: Носитель A B C Соотношение цеолит/окись алюминия 20:80 50:50 80:20 Материалы носителей пропитывали водным раствором гексахлорплатиновой кислоты методом влагоемкости (простое поглощение пропиточной жидкости прокаленным материалом носителя), затем высушивали при 120°С и прокаливали при 500°С. В результате получены катализаторы,, представленные в табл.9. Полученные катализаторы испытывали на их эффективность по превращению определенной фракции ароматических С8-углеводородов (состав см. в примере 5). Условия: Давление Температура Объемная скорость Н2:С8 (молярное соотношение) 0,4 Мпа (водород) 380°С 2 ч-1 4 Реакцию проводили в реакторе объемом 50 мл в непрерывном потоке. Продукт реакции анализировали методом газовой хроматографии. При этом были получены показатели конверсии, представленные в табл. 10. Конверсия этилбензола в %: Расчет приближения к равновесию п-ксилола, в %: X1 - X E ´ 100 G x - XE где ХЕ - концентрация п-ксилола перед реактором, в пересчете на ксилол, в % Х1 - концентрация п-ксилола после реактора, в пересчете на ксилол, в % GX - равновесная концентрация для п-ксилол (GX=24,1). Оказалось, что возможно глубокое превращение этилбензола и что приближение п-ксилола к термодинамическому равновесию ксилолов достигается в большой степени. При этом величины выхода ксилолов составляли от 73 до 74% в пересчете на сырье. Иными словами, потери ксилола практически не имели места. При использовании торгового эталонного катализатора на основе морденитовой глины, содер-жащего 0,4 маc.% платины, были получены следующие результаты, представленные в табл. П. При указанных условиях реакции использование эталонного катализатора дало однозначно худшие значения равновесного приближения. Величины выхода ксилолов в сумме составили те же 74%, что и при использовании катализаторов по данной заявке. Однако последние обладают более высокой активностью. 27705 Таблица 1 Результаты Плотность (кг/л) ВРА(°С) DТ/d(К) Исходный материал 0,865 3°С Катализатор 7 0,859 -15/-25 0,17 Катализатор 8 0,858 -15/-25 0,48 DТ/d определяли через 30 дней после начала опыта. Таблица 2 Результаты Неароматич. соединения % бензол (%) толуол (%) этилбензол (%) пара-ксилол (%) мета-ксмлол (%) орто-ксилол (%) + С9-ароматич. соединения (%) ксилолов (%) Исходный материал Катализатор 3 Катализатор 4 1,09 0,71 23,75 9,73 47,57 16,44 0,45 14,39 6,62 2,79 17,89 40,38 16,29 0,71 5,32 5,04 12,24 16,01 38,12 15,27 0,71 1,35 7,29 73,74 74,5 69,4 Таблица 3 Результаты Степень конверсии бензола (%) Степень конверсии этена (%) Селективность в отношении превращения бензола в этилбензол и диэтилбензол (%) Селективность в отношении превращения этена в этилбензол и диэтилбензол (%) Содержание пара-диэтилбензола в образующи х диэтилбензолах (%) Катализатор I 28 81 95 Катализатор Il 26 72 92 90 90 85 60 Таблица 4 Результаты степень конверсии метанола (%) степень конверсии толуола (%) бензол (%) толуол (%) мета-ксилол (%) пара-ксилол (%) орто-ксилол (%) S C8-ароматических соединений Катализатор I 100 30 1 51 8 11 7 26 Катализатор II 80 17 0,5 61 4 3,9 3,0 11 27705 Таблица 5 Результаты метан (%) этан (%) этен (%) пропан (%) пропан (%) н-бутан (%) Изо-бутан (%) S С4 (%) С5-С2 (бензин) (%) Кокс Обычный катализатор 0,5 0,7 0,6 3,3 2,7 2,0 6,7 1,5 50,2 8,4 С добавкой катализатора I 0,5 0,7 0.5 4,7 2,9 1,9 7,9 1,8 48,5 5,8 С добавкой 5% катализатора II 0,5 0,7 0,5 3,5 2,8 1,9 6,8 1,7 48,20 8,1 Таблица 6 Результаты степень конверсии н-гексана изомеры гексана/продукты крекинга Катализатор 7 48 1,3 Катализатор 8 25 1,2 Таблица 7 Результаты жидкий продукт (%) газообразный продукт (%) углерод (%) ароматические соединения Катализатор 5 45 54,1 0,9 44,5 Катализатор 6 39,2 60,3 0,5 38,5 Таблица 8 Результаты степень конверсии олефины ароматические соединения Катализатор 1 99% 33% 12% Катализатор 2 70% 23% 15% Таблица 9 Катализатор I II III IV V VI VII VIII IX Носитель А А А В В В С С С Платина, в мас.% (сухая основа) 0,01 0,025 0,04 0,01 0,025 0,04 0,01 0,025 0,04 27705 Таблица 10 Катализатор Конверсия этилбензола I II III IV V VI VII VilI IX 20 25 29 40 47 50 70 76 79 Приближение к равновесию пксилола 96 99 100 99 100 100 100 100 100 Таблица 11 Катализатор Конверсия этилбензола, в % Этанол 40 Приближение к равновесию п-ксилола, в % 90 Таблица 12 Межплоскостные расстояния (А) 11,2±0,3 10,2±0,3 9,8±0,2 3,85±0,1 3,85±0,1 3,75±0,1 3,73±0,1 3,60±0,1 3,06±0,05 3,00±0.05 2,01±0,02 1,99±0,02 Относительная интенсивность (J/Jo) сильная сильная слабая очень сильная сильная сильная сильная слабая слабая слабая слабая слабая 27705 Фиг. 1 Фиг. 2 27705 Фиг. 3 Фиг. 4 27705 Фиг. 5 27705 Фиг. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of catalytic isomerization of c8-aromatic hydrocarbons
Автори англійськоюTisler Arno, Tome Roland, Becker Karl, Neubauer Hans-Diter, Jon Hans-Haino
Назва патенту російськоюСпособ каталитической изомеризации с8-ароматических углеводородов
Автори російськоюТислер Арно, Томе Роланд, Бекер Карл, Нойбауер Ханс-Дитер, Йон Ханс-Хайно
МПК / Мітки
МПК: C01B 39/00, C07C 5/00, C07C 1/00, B01J 29/00, C10G 45/58, C10G 35/00, C07C 2/00
Мітки: ароматичних, ізомеризації, спосіб, каталітичної, вуглеводнів
Код посилання
<a href="https://ua.patents.su/15-27705-sposib-katalitichno-izomerizaci-s8-aromatichnikh-vuglevodniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб каталітичної ізомеризації с8 – ароматичних вуглеводнів</a>
Спосіб приготування каталізатора для одержання ароматичних вуглеводнів
Номер патенту: 18598
Опубліковано: 25.12.1997
Автор: Нільс Йорген Блом
МПК: B01J 21/04, B01J 23/08, B01J 23/04, B01J 27/04, B01J 37/08, B01J 21/08
Мітки: вуглеводнів, ароматичних, каталізатора, одержання, спосіб, приготування
Формула / Реферат:
1. Способ приготовления катализатора для получения ароматических углеводородов, включающий нагревание смеси, содержащей источник оксида кремния, источник оксида алюминия, галлия или их смеси, источник оксида натрия и/или калия или любого другого катиона, способного к замене натрия или калия, и воду, при температуре 95 - 190°C до образования кристаллов цеолита с последующими выделением и сушкой полученных кристаллов, отличающийся тем, что...
Спосіб очистки газів від поліциклічних ароматичних вуглеводнів
Номер патенту: 8557
Опубліковано: 30.09.1996
Автори: Соколенко Валерій Олексійович, Кукушкін Сергій Вікторович, Карпушин Микола Михайлович
МПК: B01D 53/34
Мітки: поліциклічних, очистки, вуглеводнів, газів, спосіб, ароматичних
Формула / Реферат:
Способ очистки газов от полициклических ароматических углеводородов, включающий их двухступенчатое окисление, отличающийся тем, что, с целью упрощения процесса при обеспечении высокой степени очистки, окисление ведут световым облучением электродугового разряда в диапазоне волн 120-2000 им.
Спосіб отримання компонента моторного палива на основі ароматичних бензольних вуглеводнів
Номер патенту: 10231
Опубліковано: 25.12.1996
Автори: Овсій Святослав Євгенович, Данилов Сергій Миколайович, Шустиков Валентин Іванович, Войтенко Борис Іванович, Ковальова Наталія Іванівна, Рубчевський Валерій Миколайович, Чернишов Юрій Олексійович, Билков Валентин Григорович, Ковальов Євген Тихонович
МПК: C10L 1/04
Мітки: вуглеводнів, палива, бензольних, ароматичних, отримання, моторного, компонента, спосіб, основі
Формула / Реферат:
Способ получения компонента моторного топлива на основе ароматических бензольных углеводородов, предусматривающий ректификацию исходного сырья, последующую очистку фракций от непредельных и сернистых соединений, отличающийся тем, что в качестве исходного сырья используют ароматические углеводороды каменноугольного сырого бензола, при ректификации отбирают две фракции в интервалах температур 79-82°С и 82-110°С, а затем выделяют целевой...
Спосіб одержання цеолітного каталізатора ізомеризації нормальних парафінових вуглеводнів
Номер патенту: 24297
Опубліковано: 07.07.1998
Автори: Ільїн Володимир Георгійович, Манза Іван Андрійович, Соломаха Володимир Миколайович, Бобонич Федір Михайлович, Левчук Микола Миколайович, Цуприк Іванна Миколаївна, Волошина Юлія Геннадіївна, Патриляк Казимир Іванович
МПК: B01J 37/08, C07C 5/00, B01J 29/00, B01J 37/02
Мітки: вуглеводнів, парафінових, цеолітного, каталізатора, одержання, ізомеризації, нормальних, спосіб
Формула / Реферат:
Спосіб одержання цеолітного каталізатора ізомеризації нормальних парафінових вуглеводнів, що включає обробку вихідного матеріалу амонійвмісними сполуками, прожарювання, обробку кислотою, нанесення паладія і/або платини та активацію в потоці водню, який відрізняється тим, що оброблену амонійвмісними сполуками каталітичну композицію перед кислотною обробкою попередньо прожарюють при 623 - 973К.
Спосіб одержання вуглеводнів бензинової фракції с5-с10
Номер патенту: 19738
Опубліковано: 25.12.1997
Автори: Стружко Віра Лук'янівна, Павленко Микола Володимирович, Косенко Олена Іванівна, Луньов Микола Кирилович
МПК: B01J 23/75, C07C 1/00, B01J 21/06, B01J 32/00, B01J 21/08
Мітки: вуглеводнів, с5-с10, одержання, спосіб, фракції, бензинової
Формула / Реферат:
Способ получения углеводородов бензиновой фракции С5-С10 из синтез-газа на катализаторе, содержащем кобальт, нанесенный на силика гель и промотированный цирконием, при температуре 230-290°С, давление 10-50 атм, объемной скорости 400-800 ч-1 и мольном отношении Н2/СО в реакционной смеси (1,6—5,2):1, отличающийся тем, что используют катализатор, содержащий силикагель со средним диаметром пор от 8 до 13 им, который модифицируют катионами...
Попередній патент: Композиція, що містить виділений фактор лелістада, вакцинна композиція для вакцинації тварин (варіанти), діагностичний набір для виявлення антитіла
Наступний патент: Амідинові похідні бензолу, що мають гіпоглікемічну активність, та їх фармацевтично прийнятні солі
Випадковий патент: Спосіб лікування табакокуріння