Мастильна речовина плівкоутворювальної дії для нарізних з’єднань, нарізний елемент та трубне з’єднання, що її містять
Формула / Реферат
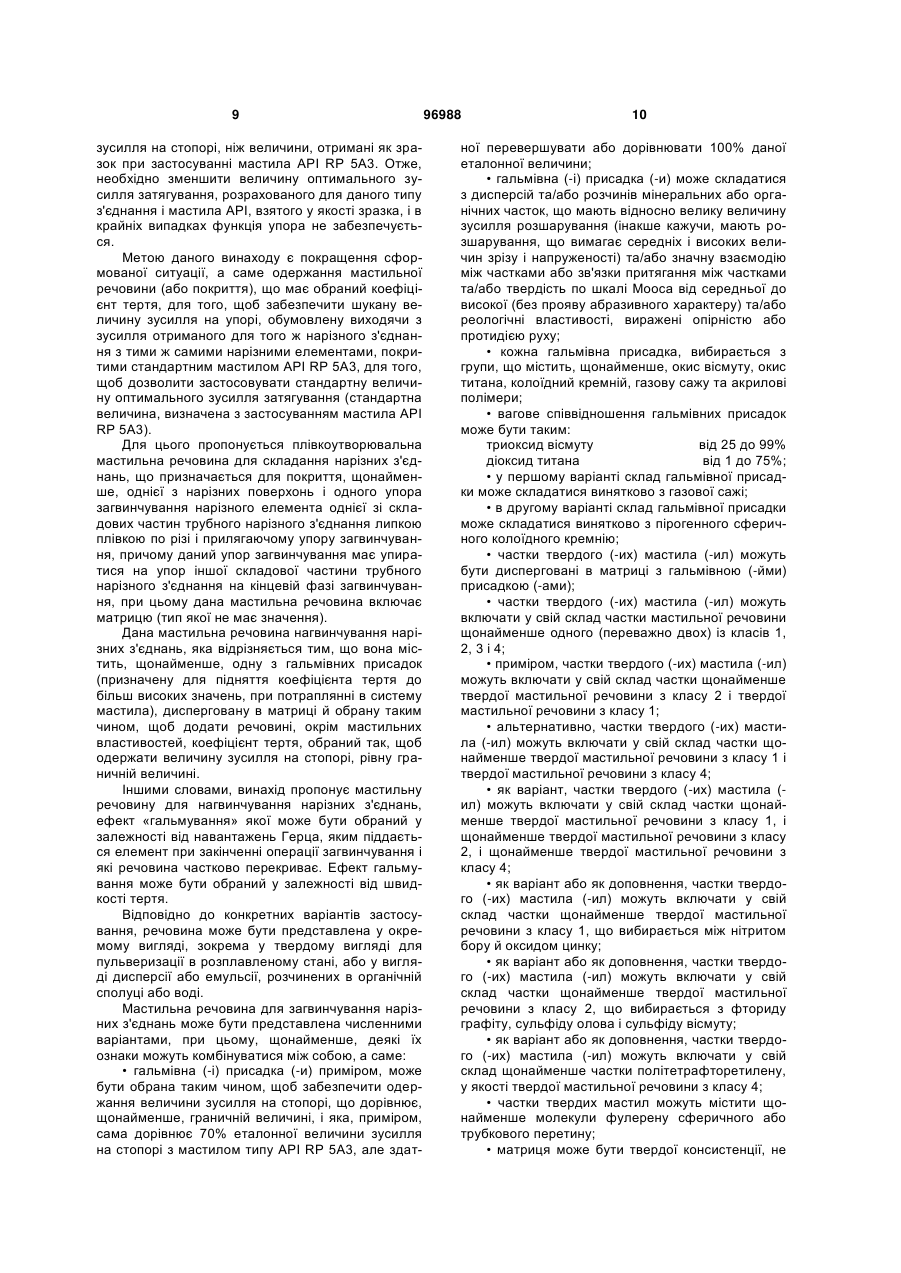
1. Мастильна речовина плівкоутворювальної дії для загвинчування нарізних з'єднань, здатна покривати щонайменше одну різь (FE, FI) і один упор загвинчування (BVM, BVF) нарізного елемента (EM, EF) складової частини (Т2, ТІ) трубного нарізного з'єднання (JF) плівкою у твердому стані, що липне до нарізного з'єднання (FE, FI) і упора загвинчування (BVM, BVF), причому упор загвинчування (BVM, BVF) призначений для опори на інший упор (BVF, BVM) другої складової частини (ТІ, Т2) трубного нарізного з'єднання (JF) при завершенні загвинчування, і мастильна речовина містить матрицю, яка відрізняється тим, що додатково містить щонайменше одну гальмівну присадку, дисперговану в зазначеній матриці і вибрану таким чином, що додає зазначеному складу, на додаток до мастильних властивостей, коефіцієнт тертя, здатний забезпечити одержання величини зусилля на стопорі, рівної щонайменше граничній величині, що складає 70 % еталонної величини зусилля на стопорі мастила типу API RP 5A3, причому кожна гальмівна присадка вибрана з групи, що включає щонайменше оксид вісмуту, оксид титану, колоїдний кремній, акрилові полімери і газову сажу.
2. Мастильна речовина за п. 1, яка відрізняється тим, що гальмівна(ні) присадка(ки) введена(ні) до складу з забезпеченням величини зусилля на стопорі, рівної щонайменше граничній величині, що складає 100 % еталонної величини зусилля на стопорі мастила типу API RP 5A3 для трубного нарізного з'єднання (JF).
3. Мастильна речовина за п. 1 або 2, яка відрізняється тим, що гальмівна(ні) присадка(ки) містить(ять) дисперсії та/або розчини мінеральних або органічних частинок, що мають відносно високе зусилля розшарування та/або високий ступінь взаємодії між частинками або зв'язків притягання між частинками, та/або твердість за шкалою Мооса від середньої до високої, та/або реологічні властивості, виражені опірністю або протидією руху.
4. Мастильна речовина за п. 1, яка відрізняється тим, що масовий склад гальмівних присадок такий, %:
триоксид вісмуту
від 25 до 99
діоксид титану
від 1 до 75.
5. Мастильна речовина за п. 1, яка відрізняється тим, що гальмівною присадкою є газова сажа.
6. Мастильна речовина за п. 1, яка відрізняється тим, що гальмівною присадкою є пірогенний сферичний колоїдний кремній.
7. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що містить частинки твердої(их) мастильної(их) речовини(ин), дисперговані у матриці разом із зазначеною гальмівною присадкою.
8. Мастильна речовина за п. 7, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) містять частинки твердої мастильної речовини щонайменше одного з класів 1, 2, 3 та 4.
9. Мастильна речовина за п. 8, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) у твердому стані містять частинки щонайменше однієї твердої мастильної речовини класу 2 і щонайменше однієї твердої мастильної речовини класу 1.
10. Мастильна речовина за п. 8, яка відрізняється тим, що частинки твердої мастильної(их) речовини(ин) у твердому стані містять частинки щонайменше однієї твердої мастильної речовини класу 2 і щонайменше однієї твердої мастильної речовини класу 4.
11. Мастильна речовина за п. 8, яка відрізняється тим, що частинки твердої мастильної(их) речовини(ин) у твердому стані містять частинки щонайменше однієї твердої мастильної речовини класу 1, щонайменше однієї твердої мастильної речовини класу 2 і щонайменше однієї твердої мастильної речовини класу 4.
12. Мастильна речовина за будь-яким з пп. 8-11, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) містять щонайменше частинки щонайменше однієї твердої мастильної речовини класу 1, вибраної з оксиду цинку і нітриду бору.
13. Мастильна речовина за будь-яким з пп. 8-12, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) містять частинки щонайменше однієї твердої мастильної речовини класу 2, вибраної з фториду графіту, сульфіду олова, сульфіду вісмуту і вольфраму.
14. Мастильна речовина за будь-яким з пп. 8-13, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) містять частинки щонайменше політетрафторетилену як твердої мастильної речовини 4 класу.
15. Мастильна речовина за будь-яким з пп. 8-14, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) містять щонайменше молекули щонайменше одного фулерену зі сферичною або трубчастою структурою.
16. Мастильна речовина за будь-яким з пп. 8-15, яка відрізняється тим, що матриця є не липкою на дотик, має тверду консистенцію і реологічне поводження, і вибирана з групи, що містить пластичний або в'язкопластичний тип.
17. Мастильна речовина за п. 16, яка відрізняється тим, що матриця має точку плавлення в межах 80-400 °С.
18. Мастильна речовина за п. 16 або 17, яка відрізняється тим, що матриця містить щонайменше один термопластичний полімер.
19. Мастильна речовина за п. 18, яка відрізняється тим, що термопластичний полімер вибрано з групи, що включає щонайменше один поліетилен або акрилове в'яжуче.
20. Мастильна речовина за будь-яким з пп. 1-15, яка відрізняється тим, що матриця містить щонайменше термотвердіюче в'яжуче.
21. Мастильна речовина за п. 20, яка відрізняється тим, що термотвердіюче в'яжуче вибрано з групи, що включає щонайменше епоксидні смоли, поліуретан, силікон, алкід уретан і феноло-формальдегідні смоли.
22. Мастильна речовина за будь-яким з пп. 1-15, яка відрізняється тим, що матриця містить щонайменше одне мінеральне в'яжуче.
23. Мастильна речовина за будь-яким з пп. 1-15, яка відрізняється тим, що матриця містить щонайменше одне в'яжуче хелатного типу.
24. Мастильна речовина за будь-яким з пп. 1-15, яка відрізняється тим, що матриця є не липкою на дотик, має тверду консистенцію і містить щонайменше одне в'яжуче з в'язкопружною характеристикою.
25. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше одне металеве мило.
26. Мастильна речовина за п. 25, яка відрізняється тим, що металеве мило вибиране з групи, що містить щонайменше стеарат цинку, стеарат кальцію, стеарат літію, стеарат алюмінію, стеарат вісмуту.
27. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше віск природного, тваринного, мінерального або синтетичного походження.
28. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше один інгібітор корозії.
29. Мастильна речовина за п. 25, яка відрізняється тим, що інгібітор корозії вибрано з групи, що містить щонайменше одну похідну сульфонату кальцію і окисленого кальцію.
30. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця може містити щонайменше рідкий полімер з кінематичною в'язкістю при 100 °С щонайменше рівною 850 мм2/сек.
31. Мастильна речовина за п. 30, яка відрізняється тим, що рідкий полімер вибрано з групи, що містить щонайменше один поліметакрилат алкілу, полібутилен, поліізобутилен або полідіалкілсилоксан.
32. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше один барвник.
33. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше одну поверхнево-активну речовину для зчеплення з поверхнею і однорідності покриття.
34. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше одну протиокиснювальну добавку.
35. Мастильна речовина за будь-яким з пп. 1-19 або 24-34, яка відрізняється тим, що склад матриці є таким, % мас.:
гомополімерний поліетилен
від 5 до 96
карнаубський віск
від 2 до 30
стеарат цинку
від 2 до 30
похідні сульфонату кальцію
від 0 до 50
поліметакрилат алкілу
від 0 до 15
барвник
від 0 до 1
протиокиснювальна добавка
від 0 до 1.
36. Мастильна речовина за будь-яким з пп. 1-19 або 24-34, яка відрізняється тим, що склад термопластичної матриці у вигляді водної емульсії є таким, % мас.:
поліетиленова емульсія
від 0 до 50
акрилова емульсія
від 10 до 80
похідні сульфонату кальцію
від 1 до 40
поліметакрилат алкілу
від 1 до 40
емульсія стеарату цинку
від 10 до 50.
37. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що склад твердих мастильних речовин є таким, % мас.:
фтористий графіт
від 65 до 99
оксид цинку
від 1 до 35.
38. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що склад твердих мастильних речовин є таким, % мас.:
фтористий графіт
від 20 до 99
нітрид бору
від 0 до 30
політетрафторетилен
від 1 до 80.
39. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що склад твердих мастильних речовин є таким, % мас.:
сульфіди олова
від 20 до 99
нітрид бору
від 0 до 30
політетрафторетилен
від 1 до 80.
40. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що склад твердих мастильних речовин є таким, % мас.:
сульфіди вісмуту
від 20 до 99
нітрид бору
від 0 до 30
політетрафторетилен
від 1 до 80.
41. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що має такий склад, % мас.:
термопластична матриця
від 45 до 93
тверда(і) мастильна(ні) речовина(ни)
від 1 до 25
гальмівна(ні) присадка(ки)
від 5 до 20.
42. Мастильна речовина за будь-яким з пп. 1-6, яка відрізняється тим, що матриця має пастоподібну консистенцію і містить щонайменше одну присадку екстремального навантаження хімічної дії.
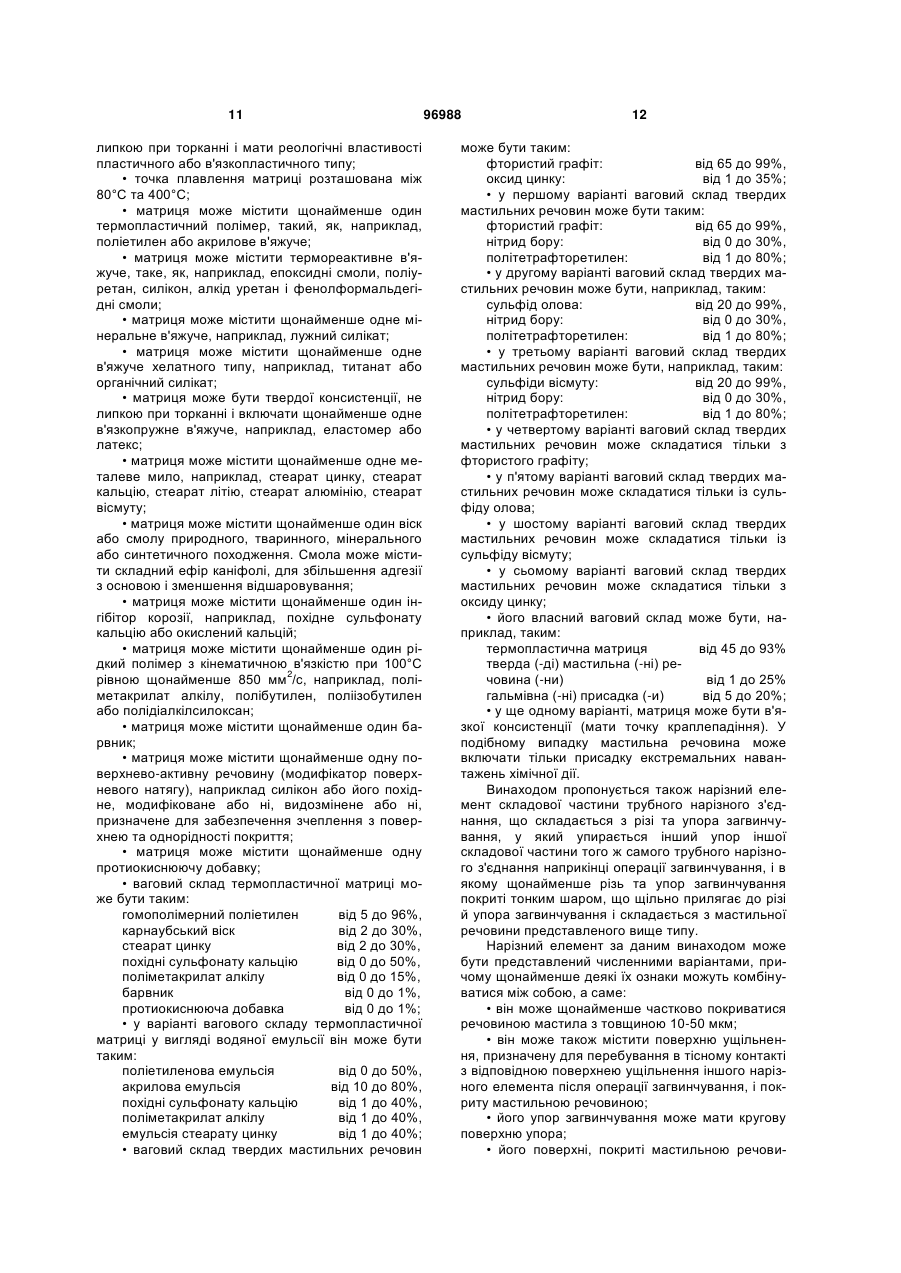
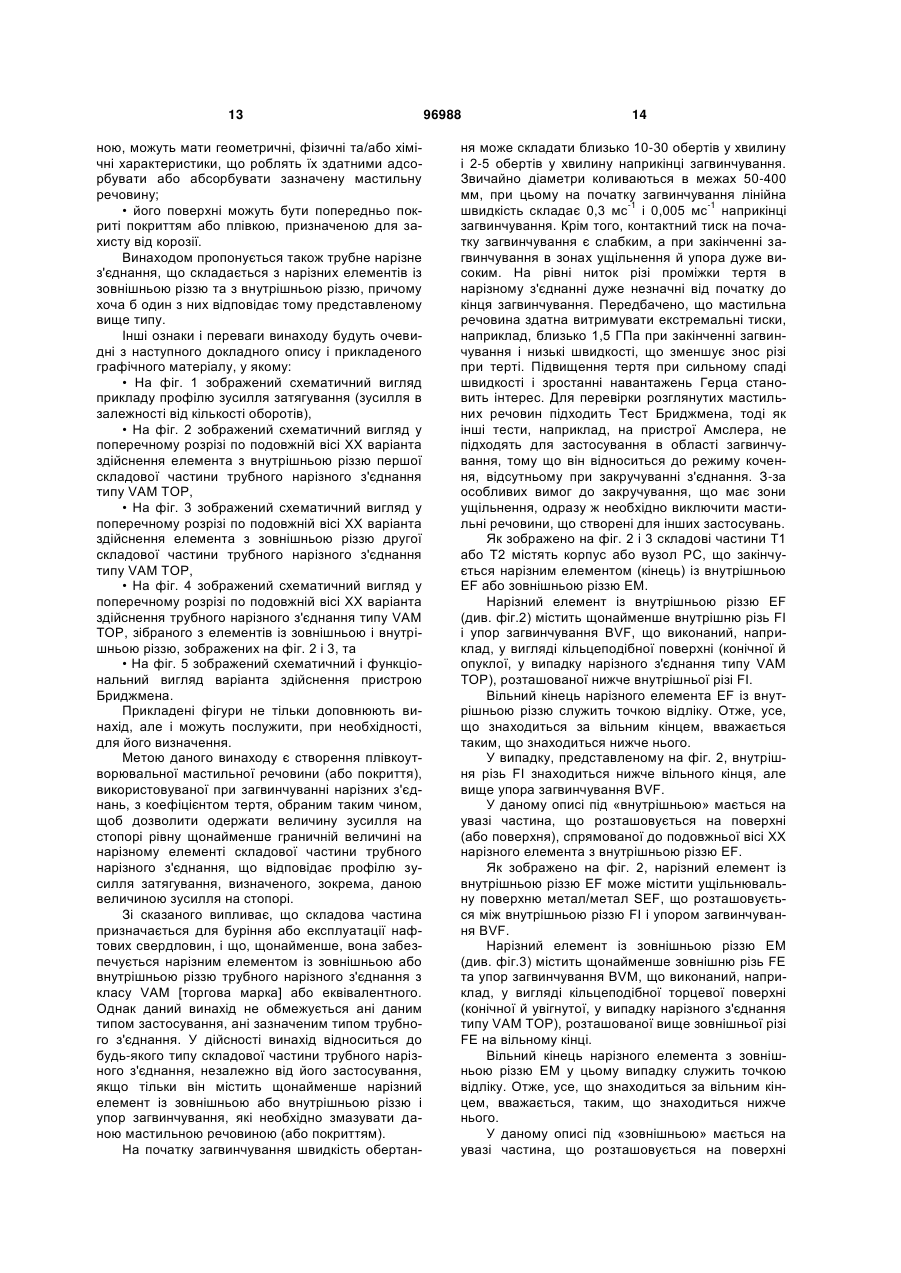
43. Нарізний елемент (EM, EF) складової частини (Т2,Т1) трубного нарізного з'єднання (JF), причому нарізний елемент (EM, EF) має щонайменше одну різь (FE, FI) і один упор загвинчування (BVM, BVF), на який є опертим інший упор (BVF, BVM) другої складової частини (Т1, Т2) трубного нарізного з'єднання (JF) при завершеному загвинчуванні, який відрізняється тим, що щонайменше різь (FE, FI) і упор загвинчування (BVM, BVF) покриті тонким шаром, що липне до поверхні різі (FE, FI) і упора загвинчування (BVM, BVF), і містить мастильну речовину за будь-яким з пп. 1-42.
44. Нарізний елемент за п. 43, який відрізняється тим, що є покритим щонайменше частково мастильною речовиною товщиною 10-50 мкм.
45. Нарізний елемент за п. 43 або 44, який відрізняється тим, що має поверхню ущільнення (SEM, SEF), виконану з можливістю входити в тісний контакт з відповідною поверхнею ущільнення (SEF, SEM) іншого нарізного елемента (EF, ЕМ) після завершення операції загвинчування, і покриту зазначеною мастильною речовиною.
46. Нарізний елемент за будь-яким з пп. 43-45, який відрізняється тим, що упор загвинчування (BVM, BVF) є кільцеподібною поверхнею упора.
47. Нарізний елемент за будь-яким з пп. 43-45, який відрізняється тим, що поверхні, покриті мастильною речовиною, мають структурні, фізичні та/або хімічні характеристики, які забезпечують адсорбування чи абсорбування зазначеної мастильної речовини.
48. Нарізний елемент за будь-яким з пп. 43-47, який відрізняється тим, що поверхні виконані попередньо покритими плівкою або покриттям, і таким чином захищені від корозії.
49. Трубне нарізне з'єднання, що містить нарізний елемент із зовнішньою різзю і елемент із внутрішньою різзю, яке відрізняється тим, що щонайменше один із зазначених нарізних елементів відповідає будь-якому з пп. 43-48.
Текст
1. Мастильна речовина плівкоутворювальної дії для загвинчування нарізних з'єднань, здатна покривати щонайменше одну різь (FE, FI) і один упор загвинчування (BVM, BVF) нарізного елемента (EM, EF) складової частини (Т2, ТІ) трубного нарізного з'єднання (JF) плівкою у твердому стані, що липне до нарізного з'єднання (FE, FI) і упора загвинчування (BVM, BVF), причому упор загвинчування (BVM, BVF) призначений для опори на інший упор (BVF, BVM) другої складової частини (ТІ, Т2) трубного нарізного з'єднання (JF) при завершенні загвинчування, і мастильна речовина містить матрицю, яка відрізняється тим, що додатково містить щонайменше одну гальмівну присадку, дисперговану в зазначеній матриці і вибрану таким чином, що додає зазначеному складу, на додаток до мастильних властивостей, коефіцієнт тертя, здатний забезпечити одержання величини зусилля на стопорі, рівної щонайменше граничній величині, що складає 70 % еталонної величини зусилля на стопорі мастила типу API RP 5A3, причому кожна гальмівна присадка вибрана з групи, що включає щонайменше оксид вісмуту, оксид титану, колоїдний кремній, акрилові полімери і газову сажу. 2 (19) 1 3 вини(ин) у твердому стані містять частинки щонайменше однієї твердої мастильної речовини класу 2 і щонайменше однієї твердої мастильної речовини класу 4. 11. Мастильна речовина за п. 8, яка відрізняється тим, що частинки твердої мастильної(их) речовини(ин) у твердому стані містять частинки щонайменше однієї твердої мастильної речовини класу 1, щонайменше однієї твердої мастильної речовини класу 2 і щонайменше однієї твердої мастильної речовини класу 4. 12. Мастильна речовина за будь-яким з пп. 8-11, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) містять щонайменше частинки щонайменше однієї твердої мастильної речовини класу 1, вибраної з оксиду цинку і нітриду бору. 13. Мастильна речовина за будь-яким з пп. 8-12, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) містять частинки щонайменше однієї твердої мастильної речовини класу 2, вибраної з фториду графіту, сульфіду олова, сульфіду вісмуту і вольфраму. 14. Мастильна речовина за будь-яким з пп. 8-13, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) містять частинки щонайменше політетрафторетилену як твердої мастильної речовини 4 класу. 15. Мастильна речовина за будь-яким з пп. 8-14, яка відрізняється тим, що частинки твердої(их) мастильної(их) речовини(ин) містять щонайменше молекули щонайменше одного фулерену зі сферичною або трубчастою структурою. 16. Мастильна речовина за будь-яким з пп. 8-15, яка відрізняється тим, що матриця є не липкою на дотик, має тверду консистенцію і реологічне поводження, і вибирана з групи, що містить пластичний або в'язкопластичний тип. 17. Мастильна речовина за п. 16, яка відрізняється тим, що матриця має точку плавлення в межах 80-400 °С. 18. Мастильна речовина за п. 16 або 17, яка відрізняється тим, що матриця містить щонайменше один термопластичний полімер. 19. Мастильна речовина за п. 18, яка відрізняється тим, що термопластичний полімер вибрано з групи, що включає щонайменше один поліетилен або акрилове в'яжуче. 20. Мастильна речовина за будь-яким з пп. 1-15, яка відрізняється тим, що матриця містить щонайменше термотвердіюче в'яжуче. 21. Мастильна речовина за п. 20, яка відрізняється тим, що термотвердіюче в'яжуче вибрано з групи, що включає щонайменше епоксидні смоли, поліуретан, силікон, алкід уретан і фенолоформальдегідні смоли. 22. Мастильна речовина за будь-яким з пп. 1-15, яка відрізняється тим, що матриця містить щонайменше одне мінеральне в'яжуче. 23. Мастильна речовина за будь-яким з пп. 1-15, яка відрізняється тим, що матриця містить щонайменше одне в'яжуче хелатного типу. 24. Мастильна речовина за будь-яким з пп. 1-15, яка відрізняється тим, що матриця є не липкою на дотик, має тверду консистенцію і містить що 96988 4 найменше одне в'яжуче з в'язкопружною характеристикою. 25. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше одне металеве мило. 26. Мастильна речовина за п. 25, яка відрізняється тим, що металеве мило вибиране з групи, що містить щонайменше стеарат цинку, стеарат кальцію, стеарат літію, стеарат алюмінію, стеарат вісмуту. 27. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше віск природного, тваринного, мінерального або синтетичного походження. 28. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше один інгібітор корозії. 29. Мастильна речовина за п. 25, яка відрізняється тим, що інгібітор корозії вибрано з групи, що містить щонайменше одну похідну сульфонату кальцію і окисленого кальцію. 30. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця може містити щонайменше рідкий полімер з кінематичною в'язкістю при 100 °С щонайменше рів2 ною 850 мм /сек. 31. Мастильна речовина за п. 30, яка відрізняється тим, що рідкий полімер вибрано з групи, що містить щонайменше один поліметакрилат алкілу, полібутилен, поліізобутилен або полідіалкілсилоксан. 32. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше один барвник. 33. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше одну поверхнево-активну речовину для зчеплення з поверхнею і однорідності покриття. 34. Мастильна речовина за будь-яким з попередніх пунктів, яка відрізняється тим, що матриця містить щонайменше одну протиокиснювальну добавку. 35. Мастильна речовина за будь-яким з пп. 1-19 або 24-34, яка відрізняється тим, що склад матриці є таким, % мас.: гомополімерний поліетилен від 5 до 96 карнаубський віск від 2 до 30 стеарат цинку від 2 до 30 похідні сульфонату кальцію від 0 до 50 поліметакрилат алкілу від 0 до 15 барвник від 0 до 1 протиокиснювальна добавка від 0 до 1. 36. Мастильна речовина за будь-яким з пп. 1-19 або 24-34, яка відрізняється тим, що склад термопластичної матриці у вигляді водної емульсії є таким, % мас.: поліетиленова емульсія від 0 до 50 акрилова емульсія від 10 до 80 похідні сульфонату кальцію від 1 до 40 поліметакрилат алкілу від 1 до 40 емульсія стеарату цинку від 10 до 50. 5 96988 6 37. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що склад твердих мастильних речовин є таким, % мас.: фтористий графіт від 65 до 99 оксид цинку від 1 до 35. 38. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що склад твердих мастильних речовин є таким, % мас.: фтористий графіт від 20 до 99 нітрид бору від 0 до 30 політетрафторетилен від 1 до 80. 39. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що склад твердих мастильних речовин є таким, % мас.: сульфіди олова від 20 до 99 нітрид бору від 0 до 30 політетрафторетилен від 1 до 80. 40. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що склад твердих мастильних речовин є таким, % мас.: сульфіди вісмуту від 20 до 99 нітрид бору від 0 до 30 політетрафторетилен від 1 до 80. 41. Мастильна речовина за будь-яким з пп. 7-36, яка відрізняється тим, що має такий склад, % мас.: термопластична матриця від 45 до 93 тверда(і) мастильна(ні) речовина(ни) від 1 до 25 гальмівна(ні) присадка(ки) від 5 до 20. 42. Мастильна речовина за будь-яким з пп. 1-6, яка відрізняється тим, що матриця має пастоподібну консистенцію і містить щонайменше одну присадку екстремального навантаження хімічної дії. 43. Нарізний елемент (EM, EF) складової частини (Т2,Т1) трубного нарізного з'єднання (JF), причому нарізний елемент (EM, EF) має щонайменше одну різь (FE, FI) і один упор загвинчування (BVM, BVF), на який є опертим інший упор (BVF, BVM) другої складової частини (Т1, Т2) трубного нарізного з'єднання (JF) при завершеному загвинчуванні, який відрізняється тим, що щонайменше різь (FE, FI) і упор загвинчування (BVM, BVF) покриті тонким шаром, що липне до поверхні різі (FE, FI) і упора загвинчування (BVM, BVF), і містить мастильну речовину за будь-яким з пп. 1-42. 44. Нарізний елемент за п. 43, який відрізняється тим, що є покритим щонайменше частково мастильною речовиною товщиною 10-50 мкм. 45. Нарізний елемент за п. 43 або 44, який відрізняється тим, що має поверхню ущільнення (SEM, SEF), виконану з можливістю входити в тісний контакт з відповідною поверхнею ущільнення (SEF, SEM) іншого нарізного елемента (EF, ЕМ) після завершення операції загвинчування, і покриту зазначеною мастильною речовиною. 46. Нарізний елемент за будь-яким з пп. 43-45, який відрізняється тим, що упор загвинчування (BVM, BVF) є кільцеподібною поверхнею упора. 47. Нарізний елемент за будь-яким з пп. 43-45, який відрізняється тим, що поверхні, покриті мастильною речовиною, мають структурні, фізичні та/або хімічні характеристики, які забезпечують адсорбування чи абсорбування зазначеної мастильної речовини. 48. Нарізний елемент за будь-яким з пп. 43-47, який відрізняється тим, що поверхні виконані попередньо покритими плівкою або покриттям, і таким чином захищені від корозії. 49. Трубне нарізне з'єднання, що містить нарізний елемент із зовнішньою різзю і елемент із внутрішньою різзю, яке відрізняється тим, що щонайменше один із зазначених нарізних елементів відповідає будь-якому з пп. 43-48. Винахід відноситься до складових частин трубних нарізних з'єднань, застосовуваних, наприклад, при видобутку нафти, а точніше до мастила частини (-ин) нарізного (-их) елемента (-ів) складових частин трубних нарізних з'єднань, що мають упор загвинчування. Під «складовою частиною» мається на увазі будь-який елемент або додатковий пристрій, що приєднуються за різзю до іншої складової частини, для утворення з іншою складовою частиною трубного нарізного з'єднання. Складовою частиною може бути, наприклад, відносно довга труба (у тому числі довжиною близько десяти метрів), сполучна трубна муфта, довжиною кілька десятків сантиметрів, додаткові пристрої труб (пристрій для підвішування або «hanger», деталь для переходу з одного перетину на інше або «cross-over», запобіжний клапан, з'єднувач бурильної труби «tool joint», і т.ін.). Подібна складова частина може застосовуватись для буріння та експлуатації свердловини. У цьому випадку, складові частини приєднуються одна до іншої для спускання в нафтові або подібні їм свердловини та утворюють бурильну колону, колону обсадних труб («casing»), тюбінгове кріплення («liner») або колону насосно-компресорних труб («tubing») (експлуатаційні колони). Нарізні елементи, виконані на кінцях складової частини (труби або муфти), мають бути захищені від корозії, насамперед, під час перевезення і складування на буровій площадці, тому при відправленні з заводу вони звичайно покриваються мастильними речовинами або захисними оліями. На свердловині вони піддаються численним операціям загвинчування і відгвинчування. Операція загвинчування визначається профілем (або кривою), що виражає зусилля загвинчування (або затягування) у залежності від кількості здійснених оборотів. Приклад профілю зусилля загвинчування, що відповідає верхньому нарізному сполученню (premium) з конічною різзю, представлений схематично на фіг. 1. Як видно, профіль зусилля згвинчування можна розділити на чотири частини. Перша частина P1, протягом якої зовнішня різь елемента з зовнішньою різзю (або «pin») першої складової частини трубного нарізного з'єднання не має відповідного радіального стиску у внутрішній різі елемента з внутрішньою різзю (чи «box»), що 7 відповідає другій складовій частині одного трубного нарізного з'єднання. Друга частина Р2, протягом якої геометрична взаємодія між нитками різі нарізних елементів із зовнішньою та внутрішньою різзю викликає радіальний стиск, що зростає по мірі затягування (здійснюючи незначне, але зростаюче зусилля загвинчування). Третя частина Р3, протягом якої поверхня ущільнення на зовнішній окружності кінцевої частини елемента з зовнішньою різзю радіально взаємодіє з відповідною їй поверхнею ущільнення елемента з внутрішньою різзю для здійснення ущільнення метал/металу. Четверта частина Р4, протягом якої фронтальна поверхня кінцевої частини елемента з зовнішньою різзю аксіально упирається в кільцеподібну поверхню упора загвинчування елемента з внутрішньою різзю. Дана четверта частина Р4 відповідає кінцевій фазі загвинчування. Зусилля загвинчування CAB, що відповідає закінченню третьої частини Р3 і початку четвертої частини Р4 називається стопорним зусиллям стикування (або «shouldering torque»). Зусилля загвинчування CP, що відповідає закінченню четвертої частини Р4 називається зусиллям пластифікації (або «plastification torque»). Понад це зусилля пластифікації CP, вважається, що упор зовнішньої різі (торцева частина елемента з зовнішньою різзю) та/або упор внутрішньої різі (ділянка, що знаходиться за кільцеподібною поверхнею елемента з внутрішньою різзю) стає об'єктом пластичної деформації, що може викликати погіршення показників герметичності контакту між поверхнями ущільнення. Різниця між величинами зусилля пластифікації CP і стопорного зусилля стикування CAB називається зусиллям на стопорі (або «torque on shoulder resistance») CSB (CSB = CP-CAB). Трубне нарізне з'єднання забезпечує оптимальний стиск при остаточному загвинчуванні, що служить запорукою оптимального механічного опору нарізного з'єднання, наприклад, зусиллям розтягання, так само як і несподіваному відгвинчуванню при експлуатації та оптимальних показниках герметичності. Розроблювач нарізного з'єднання прагне до точного визначення з оптимальною величиною зусилля затягування для даного типу з'єднання, що для всіх складань подібного типу має бути нижче зусилля пластифікації (щоб уникнути пластифікації упорів і небажаних наслідків, які з цього випливають), та перевершувати величину стопорного зусилля стикування CAB. Остаточне загвинчування з зусиллям нижче показника CAB дійсно не може гарантувати правильне відносне розташування елементів із зовнішньою та внутрішньою різзю, так само як і достатній стиск їхніх поверхонь ущільнення. Для одного й того ж типу з'єднань діюче значення стопорного зусилля стикування CAB значно коливається від одного складання до іншого, так як воно залежить від фактичного діаметра витків різі і поверхонь ущільнення з зовнішньою та внутрішньою різзю, отже, оптимальне зусилля загвинчування має бути значно вище, ніж стопорне зусилля стикування CAB. Таким чином, чим вище величина зусилля на стопорі CSB, тим вище запас оптимального зусилля затягування і тим надійніше нарізне з'єднання 96988 8 буде чинити опір навантаженням при роботі. Для захисту уразливих частин від заклинювання при операціях загвинчування і відгвинчування, різьбові частини звичайно очищаються від захисного мастила і покривають спеціальними мастилами, такими як API RP 5А3 (раніше API Bull. 5А2). Застосування таких мастил з наповнювачами з важких та/або токсичних металів, наприклад свинцю, має інший недолік необхідність повторного змащення на свердловині, що може викликати забруднення свердловин і навколишнього середовища, при викиді з різі надлишку мастила при загвинчуванні. Були запропоновані інші типи захисту. Так, у документі US 6 933 264 пропонується замінити два послідовних нанесення мастил одним нанесенням тонкого шару мастильної речовини пастоподібної або восковидної консистенції при виробництві нарізних з'єднань (так називаного напівсухого або «semi-dry»), у якій міститься принаймні одна присадка екстремальних навантажень хімічної дії. Подібний тонкий шар являє собою напівсухе покриття, що є незручністю, зв'язаною з необхідністю механічного захисту проти забруднення пилом або піском під час перевезення та складування. Інші документи, наприклад US 4 414 247, US 4 630 849, US 6 027 145, US 6 679 526 В2, US 2004/0166341 A1 і WO 2004/033951 пропонують замінити мастила різноманітними твердими захисними покриттями, що наносяться при виробництві нарізних елементів і містять твердотільну матрицю щільно прилягаючу до підкладки, у якій розсіяні частки твердої (-их) мастильної (-их) речовини (ин), серед них найчастіше згадується дисульфід молібдену MoS2. У документі WO 2006/104251 розкривається нарізне з'єднання, що має шар в'язкої мастильної речовини, покритої сухою міцною плівкою. Плівка не є мастильною речовиною. Шар мастильної речовини не є твердим. Також було запропоновано тверде захисне покриття з меншим ступенем забруднення. Воно складається з матриці мастильної речовини з в'язкопластичними властивостями на основі термопластичних матеріалів, зокрема, що включають частки твердої (-их) мастильної (-их) речовини (ин), принаймні, двох різних класів. Крім того, подібне покриття вирішує проблеми послідовних загвинчування та відгвинчування в умовах забою, так само, як і проблеми захисту нарізних елементів від корозії. Крім того, воно забезпечує змащування дуже високої якості. На жаль, заявник помітив, що при експлуатації, особливо в умовах забою, змащення було настільки добрим, що воно не дозволяло затягувати кінці з внутрішньою та зовнішньою різзю трубного нарізного з'єднання відповідно до зусилля затягування, визначеним для даного трубного з'єднання. Іншими словами, це покриття значно зменшує тертя на упорі загвинчування при його закінченні з великими навантаженнями Герца, називаними «граничним тиском», і при низьких швидкостях тертя, і настільки добре, що зусилля пластифікації досягається набагато швидше, що приводить до значно менших величин 9 зусилля на стопорі, ніж величини, отримані як зразок при застосуванні мастила API RP 5A3. Отже, необхідно зменшити величину оптимального зусилля затягування, розрахованого для даного типу з'єднання і мастила АРІ, взятого у якості зразка, і в крайніх випадках функція упора не забезпечується. Метою даного винаходу є покращення сформованої ситуації, а саме одержання мастильної речовини (або покриття), що має обраний коефіцієнт тертя, для того, щоб забезпечити шукану величину зусилля на упорі, обумовлену виходячи з зусилля отриманого для того ж нарізного з'єднання з тими ж самими нарізними елементами, покритими стандартним мастилом API RP 5A3, для того, щоб дозволити застосовувати стандартну величину оптимального зусилля затягування (стандартна величина, визначена з застосуванням мастила API RP 5А3). Для цього пропонується плівкоутворювальна мастильна речовина для складання нарізних з'єднань, що призначається для покриття, щонайменше, однієї з нарізних поверхонь і одного упора загвинчування нарізного елемента однієї зі складових частин трубного нарізного з'єднання липкою плівкою по різі і прилягаючому упору загвинчування, причому даний упор загвинчування має упиратися на упор іншої складової частини трубного нарізного з'єднання на кінцевій фазі загвинчування, при цьому дана мастильна речовина включає матрицю (тип якої не має значення). Дана мастильна речовина нагвинчування нарізних з'єднань, яка відрізняється тим, що вона містить, щонайменше, одну з гальмівних присадок (призначену для підняття коефіцієнта тертя до більш високих значень, при потраплянні в систему мастила), дисперговану в матриці й обрану таким чином, щоб додати речовині, окрім мастильних властивостей, коефіцієнт тертя, обраний так, щоб одержати величину зусилля на стопорі, рівну граничній величині. Іншими словами, винахід пропонує мастильну речовину для нагвинчування нарізних з'єднань, ефект «гальмування» якої може бути обраний у залежності від навантажень Герца, яким піддається елемент при закінченні операції загвинчування і які речовина частково перекриває. Ефект гальмування може бути обраний у залежності від швидкості тертя. Відповідно до конкретних варіантів застосування, речовина може бути представлена у окремому вигляді, зокрема у твердому вигляді для пульверизації в розплавленому стані, або у вигляді дисперсії або емульсії, розчинених в органічній сполуці або воді. Мастильна речовина для загвинчування нарізних з'єднань може бути представлена численними варіантами, при цьому, щонайменше, деякі їх ознаки можуть комбінуватися між собою, а саме: • гальмівна (-і) присадка (-и) приміром, може бути обрана таким чином, щоб забезпечити одержання величини зусилля на стопорі, що дорівнює, щонайменше, граничній величині, і яка, приміром, сама дорівнює 70% еталонної величини зусилля на стопорі з мастилом типу API RP 5A3, але здат 96988 10 ної перевершувати або дорівнювати 100% даної еталонної величини; • гальмівна (-і) присадка (-и) може складатися з дисперсій та/або розчинів мінеральних або органічних часток, що мають відносно велику величину зусилля розшарування (інакше кажучи, мають розшарування, що вимагає середніх і високих величин зрізу і напруженості) та/або значну взаємодію між частками або зв'язки притягання між частками та/або твердість по шкалі Мооса від середньої до високої (без прояву абразивного характеру) та/або реологічні властивості, виражені опірністю або протидією руху; • кожна гальмівна присадка, вибирається з групи, що містить, щонайменше, окис вісмуту, окис титана, колоїдний кремній, газову сажу та акрилові полімери; • вагове співвідношення гальмівних присадок може бути таким: триоксид вісмуту від 25 до 99% діоксид титана від 1 до 75%; • у першому варіанті склад гальмівної присадки може складатися винятково з газової сажі; • в другому варіанті склад гальмівної присадки може складатися винятково з пірогенного сферичного колоїдного кремнію; • частки твердого (-их) мастила (-ил) можуть бути дисперговані в матриці з гальмівною (-йми) присадкою (-ами); • частки твердого (-их) мастила (-ил) можуть включати у свій склад частки мастильної речовини щонайменше одного (переважно двох) із класів 1, 2, 3 і 4; • приміром, частки твердого (-их) мастила (-ил) можуть включати у свій склад частки щонайменше твердої мастильної речовини з класу 2 і твердої мастильної речовини з класу 1; • альтернативно, частки твердого (-их) мастила (-ил) можуть включати у свій склад частки щонайменше твердої мастильної речовини з класу 1 і твердої мастильної речовини з класу 4; • як варіант, частки твердого (-их) мастила (ил) можуть включати у свій склад частки щонайменше твердої мастильної речовини з класу 1, і щонайменше твердої мастильної речовини з класу 2, і щонайменше твердої мастильної речовини з класу 4; • як варіант або як доповнення, частки твердого (-их) мастила (-ил) можуть включати у свій склад частки щонайменше твердої мастильної речовини з класу 1, що вибирається між нітритом бору й оксидом цинку; • як варіант або як доповнення, частки твердого (-их) мастила (-ил) можуть включати у свій склад частки щонайменше твердої мастильної речовини з класу 2, що вибирається з фториду графіту, сульфіду олова і сульфіду вісмуту; • як варіант або як доповнення, частки твердого (-их) мастила (-ил) можуть включати у свій склад щонайменше частки політетрафторетилену, у якості твердої мастильної речовини з класу 4; • частки твердих мастил можуть містити щонайменше молекули фулерену сферичного або трубкового перетину; • матриця може бути твердої консистенції, не 11 липкою при торканні і мати реологічні властивості пластичного або в'язкопластичного типу; • точка плавлення матриці розташована між 80°C та 400°С; • матриця може містити щонайменше один термопластичний полімер, такий, як, наприклад, поліетилен або акрилове в'яжуче; • матриця може містити термореактивне в'яжуче, таке, як, наприклад, епоксидні смоли, поліуретан, силікон, алкід уретан і фенолформальдегідні смоли; • матриця може містити щонайменше одне мінеральне в'яжуче, наприклад, лужний силікат; • матриця може містити щонайменше одне в'яжуче хелатного типу, наприклад, титанат або органічний силікат; • матриця може бути твердої консистенції, не липкою при торканні і включати щонайменше одне в'язкопружне в'яжуче, наприклад, еластомер або латекс; • матриця може містити щонайменше одне металеве мило, наприклад, стеарат цинку, стеарат кальцію, стеарат літію, стеарат алюмінію, стеарат вісмуту; • матриця може містити щонайменше один віск або смолу природного, тваринного, мінерального або синтетичного походження. Смола може містити складний ефір каніфолі, для збільшення адгезії з основою і зменшення відшаровування; • матриця може містити щонайменше один інгібітор корозії, наприклад, похідне сульфонату кальцію або окислений кальцій; • матриця може містити щонайменше один рідкий полімер з кінематичною в'язкістю при 100°C 2 рівною щонайменше 850 мм /с, наприклад, поліметакрилат алкілу, полібутилен, поліізобутилен або полідіалкілсилоксан; • матриця може містити щонайменше один барвник; • матриця може містити щонайменше одну поверхнево-активну речовину (модифікатор поверхневого натягу), наприклад силікон або його похідне, модифіковане або ні, видозмінене або ні, призначене для забезпечення зчеплення з поверхнею та однорідності покриття; • матриця може містити щонайменше одну протиокиснюючу добавку; • ваговий склад термопластичної матриці може бути таким: гомополімерний поліетилен від 5 до 96%, карнаубський віск від 2 до 30%, стеарат цинку від 2 до 30%, похідні сульфонату кальцію від 0 до 50%, поліметакрилат алкілу від 0 до 15%, барвник від 0 до 1%, протиокиснююча добавка від 0 до 1%; • у варіанті вагового складу термопластичної матриці у вигляді водяної емульсії він може бути таким: поліетиленова емульсія від 0 до 50%, акрилова емульсія від 10 до 80%, похідні сульфонату кальцію від 1 до 40%, поліметакрилат алкілу від 1 до 40%, емульсія стеарату цинку від 1 до 40%; • ваговий склад твердих мастильних речовин 96988 12 може бути таким: фтористий графіт: від 65 до 99%, оксид цинку: від 1 до 35%; • у першому варіанті ваговий склад твердих мастильних речовин може бути таким: фтористий графіт: від 65 до 99%, нітрид бору: від 0 до 30%, політетрафторетилен: від 1 до 80%; • у другому варіанті ваговий склад твердих мастильних речовин може бути, наприклад, таким: сульфід олова: від 20 до 99%, нітрид бору: від 0 до 30%, політетрафторетилен: від 1 до 80%; • у третьому варіанті ваговий склад твердих мастильних речовин може бути, наприклад, таким: сульфіди вісмуту: від 20 до 99%, нітрид бору: від 0 до 30%, політетрафторетилен: від 1 до 80%; • у четвертому варіанті ваговий склад твердих мастильних речовин може складатися тільки з фтористого графіту; • у п'ятому варіанті ваговий склад твердих мастильних речовин може складатися тільки із сульфіду олова; • у шостому варіанті ваговий склад твердих мастильних речовин може складатися тільки із сульфіду вісмуту; • у сьомому варіанті ваговий склад твердих мастильних речовин може складатися тільки з оксиду цинку; • його власний ваговий склад може бути, наприклад, таким: термопластична матриця від 45 до 93% тверда (-ді) мастильна (-ні) речовина (-ни) від 1 до 25% гальмівна (-ні) присадка (-и) від 5 до 20%; • у ще одному варіанті, матриця може бути в'язкої консистенції (мати точку краплепадіння). У подібному випадку мастильна речовина може включати тільки присадку екстремальних навантажень хімічної дії. Винаходом пропонується також нарізний елемент складової частини трубного нарізного з'єднання, що складається з різі та упора загвинчування, у який упирається інший упор іншої складової частини того ж самого трубного нарізного з'єднання наприкінці операції загвинчування, і в якому щонайменше різь та упор загвинчування покриті тонким шаром, що щільно прилягає до різі й упора загвинчування і складається з мастильної речовини представленого вище типу. Нарізний елемент за даним винаходом може бути представлений численними варіантами, причому щонайменше деякі їх ознаки можуть комбінуватися між собою, а саме: • він може щонайменше частково покриватисяречовиною мастила з товщиною 10-50 мкм; • він може також містити поверхню ущільнення, призначену для перебування в тісному контакті з відповідною поверхнею ущільнення іншого нарізного елемента після операції загвинчування, і покриту мастильною речовиною; • його упор загвинчування може мати кругову поверхню упора; • його поверхні, покриті мастильною речови 13 ною, можуть мати геометричні, фізичні та/або хімічні характеристики, що роблять їх здатними адсорбувати або абсорбувати зазначену мастильну речовину; • його поверхні можуть бути попередньо покриті покриттям або плівкою, призначеною для захисту від корозії. Винаходом пропонується також трубне нарізне з'єднання, що складається з нарізних елементів із зовнішньою різзю та з внутрішньою різзю, причому хоча б один з них відповідає тому представленому вище типу. Інші ознаки і переваги винаходу будуть очевидні з наступного докладного опису і прикладеного графічного матеріалу, у якому: • На фіг. 1 зображений схематичний вигляд прикладу профілю зусилля затягування (зусилля в залежності від кількості оборотів), • На фіг. 2 зображений схематичний вигляд у поперечному розрізі по подовжній вісі XX варіанта здійснення елемента з внутрішньою різзю першої складової частини трубного нарізного з'єднання типу VAM ТОР, • На фіг. 3 зображений схематичний вигляд у поперечному розрізі по подовжній вісі XX варіанта здійснення елемента з зовнішньою різзю другої складової частини трубного нарізного з'єднання типу VAM ТОР, • На фіг. 4 зображений схематичний вигляд у поперечному розрізі по подовжній вісі XX варіанта здійснення трубного нарізного з'єднання типу VAM ТОР, зібраного з елементів із зовнішньою і внутрішньою різзю, зображених на фіг. 2 і 3, та • На фіг. 5 зображений схематичний і функціональний вигляд варіанта здійснення пристрою Бриджмена. Прикладені фігури не тільки доповнюють винахід, але і можуть послужити, при необхідності, для його визначення. Метою даного винаходу є створення плівкоутворювальної мастильної речовини (або покриття), використовуваної при загвинчуванні нарізних з'єднань, з коефіцієнтом тертя, обраним таким чином, щоб дозволити одержати величину зусилля на стопорі рівну щонайменше граничній величині на нарізному елементі складової частини трубного нарізного з'єднання, що відповідає профілю зусилля затягування, визначеного, зокрема, даною величиною зусилля на стопорі. Зі сказаного випливає, що складова частина призначається для буріння або експлуатації нафтових свердловин, і що, щонайменше, вона забезпечується нарізним елементом із зовнішньою або внутрішньою різзю трубного нарізного з'єднання з класу VAM [торгова марка] або еквівалентного. Однак даний винахід не обмежується ані даним типом застосування, ані зазначеним типом трубного з'єднання. У дійсності винахід відноситься до будь-якого типу складової частини трубного нарізного з'єднання, незалежно від його застосування, якщо тільки він містить щонайменше нарізний елемент із зовнішньою або внутрішньою різзю і упор загвинчування, які необхідно змазувати даною мастильною речовиною (або покриттям). На початку загвинчування швидкість обертан 96988 14 ня може складати близько 10-30 обертів у хвилину і 2-5 обертів у хвилину наприкінці загвинчування. Звичайно діаметри коливаються в межах 50-400 мм, при цьому на початку загвинчування лінійна -1 -1 швидкість складає 0,3 мс і 0,005 мс наприкінці загвинчування. Крім того, контактний тиск на початку загвинчування є слабким, а при закінченні загвинчування в зонах ущільнення й упора дуже високим. На рівні ниток різі проміжки тертя в нарізному з'єднанні дуже незначні від початку до кінця загвинчування. Передбачено, що мастильна речовина здатна витримувати екстремальні тиски, наприклад, близько 1,5 ГПа при закінченні загвинчування і низькі швидкості, що зменшує знос різі при терті. Підвищення тертя при сильному спаді швидкості і зростанні навантажень Герца становить інтерес. Для перевірки розглянутих мастильних речовин підходить Тест Бриджмена, тоді як інші тести, наприклад, на пристрої Амслера, не підходять для застосування в області загвинчування, тому що він відноситься до режиму кочення, відсутньому при закручуванні з'єднання. З-за особливих вимог до закручування, що має зони ущільнення, одразу ж необхідно виключити мастильні речовини, що створені для інших застосувань. Як зображено на фіг. 2 і 3 складові частини T1 або Т2 містять корпус або вузол PC, що закінчується нарізним елементом (кінець) із внутрішньою EF або зовнішньою різзю EM. Нарізний елемент із внутрішньою різзю EF (див. фіг.2) містить щонайменше внутрішню різь FI і упор загвинчування BVF, що виконаний, наприклад, у вигляді кільцеподібної поверхні (конічної й опуклої, у випадку нарізного з'єднання типу VAM ТОР), розташованої нижче внутрішньої різі FI. Вільний кінець нарізного елемента EF із внутрішньою різзю служить точкою відліку. Отже, усе, що знаходиться за вільним кінцем, вважається таким, що знаходиться нижче нього. У випадку, представленому на фіг. 2, внутрішня різь FI знаходиться нижче вільного кінця, але вище упора загвинчування BVF. У даному описі під «внутрішньою» мається на увазі частина, що розташовується на поверхні (або поверхня), спрямованої до подовжньої вісі XX нарізного елемента з внутрішньою різзю EF. Як зображено на фіг. 2, нарізний елемент із внутрішньою різзю EF може містити ущільнювальну поверхню метал/метал SEF, що розташовується між внутрішньою різзю FI і упором загвинчування BVF. Нарізний елемент із зовнішньою різзю EM (див. фіг.3) містить щонайменше зовнішню різь FE та упор загвинчування BVM, що виконаний, наприклад, у вигляді кільцеподібної торцевої поверхні (конічної й увігнутої, у випадку нарізного з'єднання типу VAM ТОР), розташованої вище зовнішньої різі FE на вільному кінці. Вільний кінець нарізного елемента з зовнішньою різзю EM у цьому випадку служить точкою відліку. Отже, усе, що знаходиться за вільним кінцем, вважається, таким, що знаходиться нижче нього. У даному описі під «зовнішньою» мається на увазі частина, що розташовується на поверхні 15 (або поверхня), спрямованої в напрямку від подовжньої вісі XX нарізного елемента з зовнішньою різзю EM. Як зображено на фіг. 3, нарізний елемент із зовнішньою різзю EM може містити ущільнювальну поверхню метал/метал SEM, що розташовується між упором загвинчування BVM і зовнішньою різзю FE. Слід зазначити, що внутрішня різь FI, так само як і зовнішня різь FE можуть бути розташовані на одній або на багатьох різних нарізних частинах, віддалених одна від іншої аксиально або радіально, і на поверхні циліндричної або конічної форми. Як зображено на фіг. 4, трубне нарізне з'єднання JF утворюється за допомогою нагвинчування нарізного елемента з внутрішньою різзю EF першої складової частини T1 на елемент із зовнішньою різзю EM другої складової частини Т2. Це нагвинчування визначається профілем зусилля загвинчування, зображеного на фіг. 1, що характеризується наявністю стопорного зусилля стикування CAB, зусилля пластифікації CP і зусилля на стопорі CSB (визначення яких приводилися у вступній частині). Загвинчування відбувається за умови, що, щонайменше, на упор загвинчування BVF та/або BVM і внутрішню різь FI та/або зовнішню різь FE, і факультативно поверхні ущільнення метал/метал SEF і SEM на нарізному елементі з внутрішньою різзю EF та/або нарізному елементі з зовнішньою різзю EM було попередньо нанесене мастильні покриття (або речовину) за даним винаходом. Мастильне покриття (або речовина) наноситься переважно на нарізні елементи з внутрішньою різзю EF та/або на елементи з зовнішньою різзю EM при їхньому виготовленні. Мастильна речовина за даним винаходом має плівкоутворювальний характер. Він здатний формувати на основі тонкий шар (плівку), призначений для зчеплення з поверхнею. Він містить матрицю, у якій диспергована щонайменше одна гальмівна присадка. Як це стане видно далі, подібна мастильна речовина призначена для появи властивості «змащеного гальмування» під час режиму тертя при пластифікації упора загвинчування (іншими словами при закінченні фази загвинчування). Матриця, також називана в'яжучим, дозволяє зафіксувати або перенести активну речовину у визначене місце. Вона також служить зв'язувальною речовиною неоднорідної системи і може мати функції, що доповнюють функції активних речовин, які вона поєднує або несе. Вона може бути будьякого типу, зокрема, твердої консистенції, що не липне до рук або ж пастоподібної консистенції (тобто мати точку краплепадіння). Однак переважно, щоб вона мала реологічні властивості пластичного або в'язкопластичного типу й ознаки мастильної речовини. У даному описі під «твердою консистенцією» мається на увазі консистенція (або стан), що не є ані рідкою, ані газоподібною, ані пастоподібною. Більш точно, матриця (або плівка) розглядається в даному описі у твердому стані (або консистенції), коли вона має точку плавлення переважаючу температури, яким піддані складові частини при скла 96988 16 дуванні або використанні, для того, щоб уникнути нашарування атмосферного пилу через липкі властивості, та/або забруднення поверхонь, що знаходяться в контакті з матрицею (або плівкою), та/або забруднення навколишнього середовища при переміщенні, витоку або викиді під тиском при загвинчуванні/відгвинчуванні. Механізми тертя при загвинчуванні і відгвинчуванні трубних нарізних з'єднань є складними через велику розмаїтість швидкостей тертя, що зустрічаються. Дійсно, при загвинчуванні швидкості можуть бути відносно високими і дуже незначними при закінченні загвинчування (фаза затягування) або ж на початку відгвинчування (фаза ослаблення). З іншого боку, навантаження Герца є дуже важливими в ті самі періоди тертя, що приводять до граничних режимів. Варто нагадати, що під «навантаженнями (тиском) Герца» мається на увазі навантаження, що розподіляється по поверхні, що виникає при зіткненні з поверхнею (і яка викликає на ній пружну деформацію). При значних навантаженнях Герца непластичні тверді речовини можуть піддаватися внутрішньому зрушенню, що укорочує їхній термін служби через утому матеріалу, тоді як пластичні тверді речовини піддаються цьому зрушенню за законами пластичної плинності з появою поверхонь тертя. Для вирішення проблем, викликаних кінетичними навантаженнями, про які йшла мова раніше, вигідніше застосовувати матрицю, властивості якої мають пластичний характер із в'язко текучими властивостями при навантаженнях для відповідності будь-якій швидкості. Матриця, створена з безлічі складових, більш ефективна при наявності великої кількості деформацій зрушення. Вона дійсно дозволяє утримувати активні елементи і сприяє утворенню стійких тонких шарів або плівок. Для одержання реологічної властивості в'язкопластичного типу можливо, наприклад, використовувати матрицю у твердому стані, що містить щонайменше один термопластичний полімер (або смолу), що входить у число в'язкопластичних полімерів, як, наприклад, поліетилен або акрилове в'яжуче. Поліетилен становить інтерес, тому що він не викликає труднощів у застосуваннях, зв'язаних з високою в'язкістю в розплавленому стані, у порівнянні з іншими в'язкопластичними полімерами, такими, як поліамід 6, поліамід 11 і поліпропілен. З числа поліетиленів найбільше переважно застосовувати ті, які мають точки плавлення понад 105°С. Допускається застосування матриці з точкою плавлення між 80°C та 400°C включно. Нагадаємо, що термін термопластичний кваліфікує плавкий полімер, як здатний зворотним способом розм'якшуватися і потім розплавлятися при нагріванні і досягненні відповідних температур TG і TF (температура склування та температура плавлення), та тверднути і полімеризуватись при охолодженні. Термопластичні полімери трансформуються при відсутності хімічної реакції на відміну від термотвердіючих полімерів. Термопластичні полімери застосовуються у винаході для одержання тертя в'язкої плинності при навантаженні, зберігаючи статичність, міцної, сухої (такої, що не лип 17 не до рук) і стійкої структури. Крім того, термотвердіючі полімери під дією навантажень не мають або мають незначну характеристику в'язкості. Відзначимо також, що коли матриця повинна мати тверду консистенцію і механічні властивості високої міцності, вона може містити в'яжучі термотвердіючого типу, наприклад, епоксидну смолу, поліуретан, силікон, алкид уретан, фенолоформальдегідну смолу. Як варіант матриці можливо також застосовувати мінеральні в'яжучі, наприклад силікати або хелати, такі як титанати й органічні силікати. У цих випадках речовина також не липне до рук. Матриця може теж мати тверду консистенцію, що не липне до рук і в'язкопружні властивості. У цьому випадку вона містить еластомер або латекс. Для того, щоб відповідати у квазістатичній обстановці граничним потребам змащування в поєднанні з дуже високими навантаженнями тертя, допускається диспергування в матриці щонайменше одного виду твердого мастила. У даному описі під «твердим мастилом» мається на увазі тверда і стійка речовина, яка будучи розташованою між двома тертьовими поверхнями, дозволяє знизити коефіцієнт тертя і зменшити знос і ушкодження поверхонь. Ці речовини можуть класифікуватися в різних категоріях, у залежності від їх механізму дії і структури: • Клас 1: тверді речовини, що зобов'язані своїм мастильним властивостям їх кристалічній структурі, що мають здатність розшарування під дією незначного зусилля зрушення між кристалічним площинами, наприклад, графіт, оксид цинку (Zn) або нітрит бору (BN), • Клас 2: тверді речовини, що зобов'язані своїм мастильним властивостям з одного боку, їх кристалічній структурі, як це відзначалося для класу 1, а з іншого боку хімічним елементам їх складу, що реагують з металевими поверхнями, що додає їм додаткової властивості закріплення на поверхні, що сприяє створенню відносно стійкого мастильного шару, наприклад сірчистий молібден MoS2, фторид графіту, сульфід олова, сульфід вісмуту і дисульфід вольфраму, • Клас 3: тверді речовини, що зобов'язані своїм мастильним властивостям їх хімічній реакційній здатності з металевими поверхнями і здатні створювати складні мастильні сполуки пластичні або піддані розшаруванню, наприклад деякі хімічні склади типу тіосульфатів або Desilube 88, продаваний Desilube Technologies Inc., • Клас 4: тверді речовини, що зобов'язані своїм мастильним властивостям їх пластичному або в'язкопластичному характеру під дією напруги тертя, особливо коли вони піддані зусиллю зрушення, наприклад політетрафторетилен (PTFE), поліетилени, поліпропілени, поліацетати або поліаміди. Подібна класифікація, наприклад, відома з документа «Les lubrifiants solides», Mr Eric Gard а l'Ecole Nationale Superieure des Petroles et Moteurs (Франція). Крім цих класів існує окрема категорія фулеренів, що відноситься до підкласу класу 1 під номенклатурою 1-3. Варто нагадати, що молекули фулеренів мають сферичну або трубчасту форму, 96988 18 одношарову або багатошарову структуру, при цьому вони мають властивість знижувати тертя й утворювати стійкі передатні плівки на поверхнях тертя. Вони включають використання, наприклад, фулеренів або вуглецю фулеренів дисульфідів металів. Як відомо фахівцю в даній галузі техніки, тверді мастильні речовини у режимі сухого і гідродинамічного змащення, при диспергуванні в рідкій або в'язкопластичній речовині, мають тенденцію закріплюватися на поверхнях стабільним образом, змінюючи її характеристики тертя. Вони переносяться на поверхню і зв'язуються з нею хімічним або фізико-хімічним зв'язком, що викликає велику опірність зносу і поліпшення характеристик тертя. Відповідно до характеру твердих речовин, подібний стан додає поверхням захист від зносу, характеристики опірності і зносостійкості під крайніми тисками, що з'являються під впливом сильних навантажень на поверхні (напруга Герца), і низькому коефіцієнті тертя в широкому спектрі навантажень і швидкостей тертя. Ці властивості створювати передатні плівки (шари) застосовуються для такого типу тертя, коли поверхні часто піддаються впливу, як це відбувається при загвинчуванні і відгвинчуванні трубних нарізних з'єднань. Мастильна речовина за даним винаходом містить лише одну тверду мастильну речовину, наприклад, тільки фторид графіту, тільки сульфід олова або тільки сульфід вісмуту, або тільки оксид цинку. Проте, комбіноване застосування, принаймні, двох твердих мастильних речовин, приналежних до різних класів, дозволяє одержати їх спільну дію, а, отже, дуже високі показники змащування. У даному описі під «спільною дією» мається на увазі ситуація, у якій, сполучення твердих мастильних речовин, що мають основні показники, приводить до результатів, що перевершують поєднання основних властивостей даних твердих мастильних речовин, взятих окремо одна від одної. Застосовувані в даному винаході тверді мастильні речовини переважно містять щонайменше сполуки класу 2, що був мало розглянутий до даного моменту, такі як фторид графіту, сульфіди олова або вісмуту. Вони відрізняються від звичайних твердих мастильних речовин, таких як графіт (що сприяє появі корозії), сірчистий молібден (відомий своєю нестійкістю, особливо в присутності вологи і здатністю виділяти окис сірки, що викликає корозію сталі, або сірчистий водень, що може викликати тріщини в сталі під впливом водню («sulfid stress cracking» або SSC)) або дисульфід вольфраму, за рахунок їх високої здатності поєднання з металами і їх властивостей, що виявляються при надвисоких тисках. Застосовувані разом із твердими мастильними речовинами інших класів, вони дозволяють досягти дуже помітних показників. Сполуки зазначеного класу 2 можуть використовуватися у вигляді часток з частками твердої мастильної речовини, щонайменше одного з класів 1, 3 і 4. Таким чином, можливе застосування часток однієї з твердих мастильних речовин класу 19 2 і однієї з твердих мастильних речовин класу 4, або частки однієї з твердих мастильних речовин класу 1 і однієї з твердих мастильних речовин класу 2, або частки однієї з твердих мастильних речовин класу 2 і однієї з твердих мастильних речовин класу 3, або ще частки однієї з твердих мастильних речовин класу 1, однієї з твердих мастильних речовин класу 2 і однієї із твердих мастильних речовин класу 4. В умовах будівельного майданчика спостерігалося збільшення на 50% кількості циклів загвинчування і відгвинчування, коли система містила класи 1, 2 і 4 на відміну від спільних дій класу 2/класу 4. У якості прикладу частки твердої мастильної речовини класу 1 можуть бути частками нітриту бору або оксиду цинку. Інший приклад, частки твердої мастильної речовини класу 2 можуть бути частками фториду графіту, сульфіду олова, сульфіду вольфраму або сульфіду вісмуту. Частками класу 3 можуть бути частки Desilube 88, (доступного від Desilube Technologies Inc.). Як і раніше, у якості прикладу, частками твердої мастильної речовини класу 4 можуть бути частки політетрафторетилену (PTFE). Найбільш ефективними є комбіновані застосування, отримані в наступних комбінаціях: фторид графіту (клас 2)1 PTFE (клас 4)/нітрит бору (клас 1), сульфід олова (клас 2)/ PTFE (клас 4)/нітрит бору (клас 1), сульфід вісмуту (клас 2)/ PTFE (клас A)/ нітрит бору (клас 1), та CFx (клас 2)/ZnO (клас 1)/ PTFE (клас 4). Як це відзначалося раніше, мастильна речовина за даним винаходом містить на додаток до матриці (або в'яжучого) та можливих часток твердої (-их) мастильної (-их) речовини (-ин), щонайменше одну гальмівну присадку (або пігмент). Гальмівна присадка (пігмент) є диспергованою у матриці. Гальмівна (-ні) присадка (-ки) (або пігмент) вибирається в залежності від профілю зусилля загвинчування трубного нарізного з'єднання, у якому вона хоча б частково покриває один з елементів із зовнішньою EM або внутрішньою EF різзю. З більшою точністю вона (-вони) обирається (-ються) таким чином, щоб додати речовині, на додаток до її мастильних властивостей, коефіцієнт тертя, обраний для забезпечення величини зусилля на стопорі CSB рівного, щонайменше, граничній величині. Приміром, якщо розглядати як еталонну величину зусилля на стопорі CSB ту величину, що визначається профілем зусилля загвинчування визначеного і трубного нарізного з'єднання, частково покритого мастилом API RP 5A3 (або і API Bull. 5А2), тоді гранична величина зусилля на стопорі CSB для того ж самого трубного нарізного з'єднання може обиратися рівною щонайменше 70% еталонної величини. Зрозуміло, що в залежності від типу застосування, переважно щоб величина зусилля на стопорі CSB складала близько 70% (мала велику або рівну величину) еталонної величини або близько 100% еталонної величини, або більше ніж 100% еталонної величини. Величина в 70% обирається для того, щоб 96988 20 зберегти достатній запас для того, щоб дозволити застосування найменшого зусилля загвинчування, що дозволяє здійснити якісне затягування. Граничні величини зусилля на стопорі нижче 70% еталонної величини можуть, природно, застосовуватися в деяких випадках. Але вони є недостатніми для випадків, у яких трубні нарізні з'єднання загвинчуються з відносно високими зусиллями. Дійсно, у подібному випадку стає неможливим зібрати нарізне з'єднання з застосуванням стандартного номінального зусилля (що передбачає нанесення на нарізні елементи стандартного мастила АРІ) через ризик, у деяких випадках, що упор загвинчування одного з або ж обох елементів із зовнішньою EM або внутрішньою EF різзю піддасться пластичній деформації (необоротній) або ж критерій правильного загвинчування (співвідношення між стопорним зусиллям стикування CAB і оптимальним зусиллям) перестане дотримуватися. Зрозуміло, що кожна гальмівна присадка вибирається в залежності від специфічних фізичних особливостей, щоб додати речовині за даним винаходом здатність «гальмувати» рух при загвинчуванні в режимі змащення відповідно до профілю зусилля загвинчування трубного нарізного з'єднання, і відповідно і від способу його складання. Дійсно, дві речовини, що труться одна відносно одної і розділені третьою проміжною речовиною (у даному випадку мастильною речовиною), зобов'язані своїми властивостям щонайменше двом факторам: реологічним властивостям третьої речовини і властивостям деяких твердих речовин, включених до складу зазначеної третьої речовини. Реологічні властивості третьої речовини можуть бути гідродинамічними, як у випадку з олією, в'язкопластичними у випадку з деякими восками і деякими полімерами, гранульованими у випадку з деякими непластичними мінеральними складовими або дуже високої твердості. Властивості деяких твердих сполук, що входять до складу третьої речовини змінюються відповідно до деяких параметрів: • концентрації третьої речовини в гідродинамічному або в'язкопластичному середовищі; • твердості або ж здатності деформації під стиском часток твердих сполук, що характеризуються за допомогою величини твердості по шкалі Мооса; • здатності розшарування кристалів твердих сполук при прикладанні більш-менш слабких зусиль, від яких залежить головним чином, кристалічна структура; • взаємодія між частками, що залежить від форми і поверхневої енергії часток твердих сполук і здатності взаємозв'язків між цими частками (притягання між атомами через взаємодію Ван-дерВаальса, у залежності від хімічної природи часток); коли частки протистоять руху; • зворотні реологічні властивості (зі зворотною тиксотропією) деяких органічних присадок з високою молекулярною масою, що дозволяють протистояти зусиллю зрушення, отже, і руху. Переважно, кожна гальмівна присадка складається з дисперсій та/або розчинів мінеральних або 21 органічних часток, що мають, при необхідності, відносно високий показник розшарування (тобто які вимагають середніх або високих величин зрушення або напруги для розшарування) та/або сильну взаємодію між частками або сильні зв'язки притягання між частками, та/або твердість за шкалою Мооса від середньої до високої (без прояву абразивного характеру), та/або реологічні властивості опору або протидії руху в розчині. У мастильній речовині допускається змішування гальмівних присадок, що мають різні фізичні властивості, які спільно сприяють гальмуванню. Отже, у випадку термопластичної матриці (або в'язкопластичної) можливо, наприклад, (не обмежуючись тільки ним), використовувати комбінацію діоксиду титану, структурний характер якого має гальмуючі властивості (розшарування з великим опором) і триоксиду вісмуту із середньою твердістю по шкалі Мооса, щоб не пошкодити нарізні елементи трубного нарізного з'єднання. Використання подібної комбінації дозволяє одержати величину зусилля на стопорі CSB близько 70% 80%. Як ілюстративний приклад, що не обмежує застосування даного винаходу, вагова комбінація гальмівних присадок може бути нижченаведеною: триоксид вісмуту від 20 до 99% діоксид титану від 1 до 75%. Саме собою зрозуміло, що крім триоксиду вісмуту і діоксиду титану можуть застосовуватися й інші гальмівні присадки, особливо в комбінаціях. Наприклад, колоїдний кремній, наприклад, пірогенного сферичного типу, розмір часток якого обчислюється декількома десятками нанометрів (який має високий ступінь взаємодії між частками і високою твердістю по шкалі Мооса) і газова сажа з тими ж гранулометричними характеристиками (що має високий ступінь взаємодії між частками). Застосовуючи тільки колоїдний кремній, як гальмівну присадку, можливо одержати величину зусилля на стопорі CSB близько 90% - 100%. При застосуванні газової сажі, як гальмівної присадки, у сполученні з гальмівною присадкою Aerosil® (доступну від Degussa) можна одержати величину зусилля на стопорі CSB близько 110% - 130%. При застосуванні чистої газової сажі, як гальмівної присадки, можна одержати величину зусилля на стопорі CSB близько 120% - 140%. Також можливо застосовувати як гальмівну присадку акриловий полімер. Далі у описі розглядається те, що мастильна речовина містить твердотільну матрицю, одну або кілька тверду (-их) мастильну (-их) речовину (-ин) і одну або кілька гальмівну (-их) присадку (-ок). Крім того, винахід відноситься також і до мастильної речовини називаної напівсухою (або «semi-dry»), що містить пастоподібну матрицю і щонайменше одну присадку екстремального навантаження хімічної дії (як це, зокрема, описується в патенті US 6,993,264) і одну або кілька гальмівну (-их) присадку (-ок) за даним винаходом. Важливо відзначити, що відповідні пропорції трьох типів складових мастильної речовини залежать головним чином від типу застосованої твердотільної матриці (термопластичний, термотвердіючий або інший). 96988 22 Наприклад, при твердотільній матриці термопластичного типу мастильна речовина може містити матрицю, що складає від близько 45% до близько 93%, тверду (-ді) мастильну (-ні) речовину (ни), що складає від близько 1% до близько 25% і гальмівну (-ні) присадку (-ки), що складає від близько 5% до близько 20%. У якості показового прикладу, що не обмежує даний винахід, ваговий склад термопластичної матриці може бути приблизно таким: гомополімерний поліетилен від 5до 96%, карнаубський віск від 2 до 30%, стеарат цинку від 2 до 30%, похідні сульфонату кальцію від 0 до 50%, поліметакрилат алкілу від 0 до 15%, барвник від 0 до 1%, протиокиснююча добавка від 0 до 1%. Також, у якості показового прикладу, що не обмежує даний винахід, ваговий склад термопластичної матриці у вигляді водяної емульсії може бути приблизно таким: поліетиленова емульсія від 0 до 50%, акрилова емульсія від 10 до 80%, похідні сульфонату кальцію від 1 до 40%, поліметакрилат алкілу від 1 до 40%, емульсія стеарату цинку від 10 до 50%. З іншого боку, зрозуміло, що відносні коливання вагового складу трьох типів складових мастильної речовини, залежать, зокрема, від типів нарізного трубного з'єднання, які речовина має частково покривати і від напруг, яким піддається з'єднання, особливо в умовах забою. Визначення вагових складів кожного з трьох типів складових (тверда матриця, тверда (-і) мастильна (-ні) речовина (-ни), гальмівна (-ні) присадка (-ки)) мастильної речовини можна здійснити по засобах теоретичного моделювання, здійсненого за допомогою програми, установленої на комп'ютері і трибологічних досліджень, проведених за допомогою пристрою, відомого фахівцю в даній галузі (фахівець із трибології) під назвою пристрій Бриджмена. Цей тип пристрою описується, зокрема, у статті D. Kuhlmann-Wilsdorf «Plasic flow between Bridgman anvils under high pressures», J. Mater. Res., Vol. 6, № 12 Dec 1991. Схематичний приклад пристрою Бриджмена зображений на фіг. 5. Цей пристрій містить: • диск DQ, що може обертатися з певною швидкістю, • перше ковадло EC1, бажано конусного типу, жорстко з'єднане з першою стороною диска DQ, • друге ковадло ЕС2, бажано конусного типу, жорстко з'єднане з другою стороною диска DQ і таке, що знаходиться напроти першої сторони, • перший EP1 і другий ЕР2 елемент тиску, наприклад поршні, здатні здійснювати задані осьові тиски Р, • третє ковадло ЕС3, бажано циліндричного типу, жорстко з'єднане зі стороною першого елемента тиску ЕРІ, • четверте ковадло ЕС4, бажано циліндричного типу, жорстко з'єднане зі стороною другого елемента тиску ЕР2. Для дослідження мастильної речовини, нею покриваються два шматки речовини ідентичного 23 тому, з якого складається нарізний елемент, тим самим, одержуючи перший S1 і другий S2 зразки. Потім перший зразок S1 вставляється між вільними сторонами першого EC1 і третього ЕС3 ковадел, а другий зразок 2 вставляється між вільними сторонами другого 2 і четвертого 4 ковадел. Після чого диск DQ приводиться в рух з обраною швидкістю і подається обраний осьовий тиск P (наприклад, порядку 1,5 ГПа) за допомогою першого EP1 і другого ЕР2 елемента тиску, і здійснюється вимір зусилля загвинчування, якому піддаються кожний зі зразків S1 та S2. Осьовий тиск, швидкість обертання і кут обертання обираються в випробуваннях Бриджмена для симуляції тиску Герца і відносної швидкості поверхонь упора при закінченні загвинчування. Завдяки подібному пристрою можливо розмістити різноманітні пари, щоб вимірити відповідні зусилля загвинчування зразків S1 і S2 і перевірити, таким чином, чи збігаються приблизно зразки S1 і S2 із профілем даного зусилля затягування, а особливо, чи дозволяють вони одержати величину зусилля на стопорі CSB рівною, щонайменше, граничній величині, обраної з цього профілю. Зрозуміло, що випробування за допомогою пристрою Бриджмена, дозволяють установити взаємозв'язок між зусиллям, обмірюваним для зразків, покритих мастильною речовиною за даним винаходом і процентне співвідношення зусилля на стопорі CSB, отримане при операціях загвинчування нарізних елементів, покритих тією самою мастильною речовиною. Для поліпшення деяких окремих властивостей речовини, описаної у винаході, її матриця може містити додаткові елементи, такі як ті, що будуть описані далі як приклади. Так, поліпшення пластичності матриці складу може бути отримано додаванням хімічних компонентів, типу металевого мила, наприклад, мила (або стеарати) кальцію, літію, алюмінію, вісмуту і цинку, що, в умовах забою, показують чудові результати по кількості загвинчувань і відгвинчувань, а також повторне агломерування осколків. Варто нагадати, що під «металевим милом» мається на увазі плавкі складові, такі як мила лужних, лужноземельних та інших металів. Наприклад, можливо застосовувати металеве мило таке як стеарат цинку, що сполучається з деякими інгібіторами корозії. Наприклад, для поліпшення мастильних якостей речовини, особливо для оптимізації її властивостей по блокуванню і повторному агломеруванню осколків при операціях загвинчуваннявідгвинчування, матриця може містити природний жир, такий як віск рослинного, тваринного, мінерального або синтетичного походження. Варто нагадати, що в даному описі під «воском» маються на увазі плавкі речовини різного походження (особливо мінеральної природи, одержувані при перегонці нафти, рослинні, тваринного походження або синтетичні), більш-менш пастоподобної консистенції або тверді, а їх точка краплепадіння може змінюватись в значних межах, в залежності від їх природи. Наприклад, можна використовувати рослинний віск. Матриця може мати підвищену адге 96988 24 зію, коли вона містить смолу (мінеральну, рослинну або синтетичну), наприклад, терпенову смолу або її похідні. Варто помітити, що в залежності від необхідного процентного вмісту інгібіторів корозії, може спостерігатися погіршення здібностей уловлювання і повторного агломерування осколків. Для усунення цього недоліку варто застосовувати дуже в'язкі полімери, наприклад поліметакрилат алкілу (РАМА), полібутилен, поліізобутилен, полісилоксан. Так при застосуванні РАМА одержують чудові результати повторного агломерування осколків 2 при його кінематичній в'язкості 850 мм /сек. при 100 °C, і який доступний від ROHMAX за назвою VISCOPLEX 6-950. Наприклад, щоб поліпшити захист поверхні, яку потрібно покрити речовиною для захисту від різноманітних видів корозії, до складу матриці вносять інгібітор корозії. Нагадаємо, що під «інгібітором корозії» мається на увазі присадка, що додає рідкій або твердій речовині, нанесеній на поверхню, здатність захистити її, через хімічний, електрохімічний або фізико-хімічний принцип дії. Як приклад можна використовувати похідне сульфонату кальцію або оксиду кальцію, особливо одне з тих, що походить від об'єднання оксиду кальцію і сульфонату кальцію в середовищі, що складається з восків, нафтових смол або парафинів, такі як продукти доступні від LUBRIZOL за назвою ALOX®2211 Y та ALOX®606. Однак можуть також застосовуватися й інші компоненти, такі як амін, аміноборат, четвертинний амін, надалкалізований сульфонат поліальфаолефін, фосфосилікат стронцію, фосфосилікат цинку, борат карбоксилат. Опірність корозії може бути додатково поліпшена додаванням до обраного інгібітору корозії блокуючих корозію складових іншого типу дії. Як згадувалося раніше, стеарат цинку демонструє здатності спільної дії з інгібіторами корозії і дуже сприяє мастильним властивостям матриці. Основним тестом на антикорозійний захист є тест у сольовому тумані, здійснюваний за нормами ISO 9227, з результатом, оціненим по показнику схильності до корозії ISO EN 2846-3, на пластині обробленій марганцевим фосфатуванням (шар від 2 8 до 20 г/м фосфату). Однак можна поліпшити показники тесту в сольовому тумані відповідно до цих норм (збільшення на 20% часу появи корозії) через подачу в простому водяному розчині часток оксиду цинку нанометричного розміру (у середньому 200 нм). Наприклад, для того, щоб надати речовині можливість постійно блокувати ділянки, що були утворені шорсткостями, і блокувати процес ушкодження поверхонь і його поширення, що створює безупинні структури типу поверхні, що розшаровується, речовина може включати сферичні молекули фулеренів. Варто нагадати, що «фулерени» мають структуру у вигляді замкнутих або розкритих трубок або замкнутих сфер, одношарову або багатошарову. Сферичні фулерени мають розмір у кілька десятків нанометрів при одному шарі і приблизно 100 нанометрів, коли вони багатошарові. Варто помітити, що через розміри і їх здатність до взаємодії, фулерени можуть впливати на рео 25 логію середовища, додаючи йому додаткове явище в'язкої опірності руху. Наприклад, щоб візуально відрізнити оброблені поверхні, матриця повинна містити, щонайменше одну барвну речовину. Будь-який з відомих типів органічних барвників може бути застосований, у випадку якщо його вміст не зменшить показників тертя. Можливий процентний вміст барвників складає близько 1%. Наприклад, щоб уберегти покриття від руйнування через окислювання, наприклад жари й опромінення ультрафіолетовими променями, матриця речовини повинна щонайменше містити протиокиснюючу добавку. Варто нагадати, що поліфенольні складові, похідні нафтиламіну й органічні фосфіти представляють основні класи протиокисних добавок. Наприклад, можливо застосувати суміш складів IRGANOX®L 150 (комбінація протиокисних добавок поліфенольних та амінових) і IRGAFOS®168 (фосфіт трис (2,4-ди-тертбутилфеніл)) компанії Ciba-Geigy. Підготовка під змащення поверхонь частин елементів із зовнішньою EM та внутрішньою EF різзю є переважною. Дійсно, випробування загвинчування і відгвинчування показують, що для правильного розташування передавальної плівки переважно перетворити поверхню, що покривається, таким чином, щоб вона могла адсорбувати і абсорбувати мастильну речовину, за допомогою механічної обробки, такої як піскоструминна або дробоструминна обробка, або за допомогою фізичної або хімічної зміни поверхні реактивною або нереактивною обробкою на основі нанесення кристалічних мінералів на поверхню, наприклад, хімічною атакою кислотою, обробкою фосфотуванням з цинком або марганцем, або оксалуванням покриваючої поверхні, що приводить до хімічного перетворення. З усіх цих обробок поверхні, переважним є фосфатування, тому що воно дозволяє одержати добру поверхню зчеплення, що приводить до утворення стійкої і міцної передатної плівки при терті, а також до утворення основного захисту проти корозії. Також переважним є додаткова підготовка поверхні, що полягає в просочуванні пор поверхні наноматеріалами, розмір яких дозволяє їм проникати в пори. Мета даного просочування полягає в блокуванні і насиченні ділянок, створених пористістю матеріалу, для пасивного захисту поверхні від корозії, при збереженні доброго зчеплення поверхні покриття. Далі наведені два не обмежуючі приклади речовин. Ці приклади адаптуються під нарізні трубні з'єднання типу VAM TOP HC номінального діаметра 177,8 мм (7 футів) і лінійною масою 43,15 кг/м (29 фунтів/фут) із слабо легованої сталі (клас L80), за паспортом, виданому OCTG компанії Vallourec& Mannesmann Tubes. Нарізний елемент із зовнішньою різзю, наприклад, перед нанесенням покриття (речовини), піддали фосфатації цинком (маса шара між 4 та 20 2 г/м ), а нарізний елемент із внутрішньою різзю піддали фосфатації марганцем (маса шару між 8 та 2 20 г/м ). Нарізні елементи з зовнішньою EM і внутрішньою різзю EF попередньо підігрівають до 96988 26 130°C, а потім на них наносять шар мастильної речовини товщиною 35 мкм за допомогою термічного напилювання, при температурі 150°С, що має наступний ваговий склад: • Поліетилен, доступний від CLARIANT під назвою LICOWAX ® PE 520: 9%, • Карнаубський віск: 15%, • Стеарат цинку: 15%, • РАМА, доступний від ROHMAX під назвою VISCOPLEX®6-950: 5%, • Похідна сульфонату кальцію, доступна від LUBRISOL під назвою ALOX® 606:40%, • Фторид графіту: 3,5%, • Оксид цинку: 1%, • Діоксид титану: 5%, • Триоксид вісмуту: 5%, • Силікон: 1%, • Протиокиснюючі добавки, продавані компанією Ciba-Geigy: IRGANOX®L150 0,3% IRGAFOS®168 0,2%. У цьому прикладі, матриця в'язкопластичного типу, тверді мастильні речовини, складаються з оксиду цинку і фториду графіту, а гальмівні присадки представлені діоксидом титану (з високим показником розшарування) і триоксидом вісмуту (з помірною твердістю по шкалі Мооса). В одному з варіантів, мастильна речовина містить від 1 до 60% за вагою, а переважно від 5 до 30% ефірної смоли каніфолі, наприклад DERTOLYNE P2L від компанії LES DERIVES RESINIQUES ET TERPENTIQUES (DRT). Склад може бути наступним: • Карнаубський віск: 14%, • Стеарат цинку: 14%, • Смола Dertolyne P2L: 20%, • Viscoplex 6-950 (Поліалкіл метакрилат): 8%, • Halox SZP 391 (Фосфосилікат калію і стронцію): 29%, • Фторид графіту: 7%, • Bi2O3: 5%, • PTFE: 2%, • Нітрит бору: 1%. Як варіант можливо, наприклад, нанести термічним напилюванням на нарізні елементи з зовнішньою EM і внутрішньою різзю EF попередньо розігрітий до 130°C шар мастильної речовини товщиною 35 мкм, у розплавленому стані при температурі 150°С, що має наступний ваговий склад: • Поліетилен, доступний від CLARIANT під назвою LICOWAX ® PE 520: 26%, • Карнаубський віск: 10%, • Стеарат цинку: 20%, • РАМА, доступний від ROHMAX під назвою VISCOPLEX®6-950: 5%, • Похідна сульфонату кальцію, доступна від LUBRISOL під назвою ALOX® 606: 30%, • Фторид графіту: 3,5%, • Діоксид титану: 5%, • Протиокиснюючі добавки, доступні від CibaGeigy: IRGANOX®L150 0,3% IRGAFOS®168 0,2%. У такому варіанті матриця є в'язкопластичного типу, тверда мастильна речовина містить фторид 27 графіту, гальмівну присадку, що містить діоксид титану. Згадана техніка розпилення в розплавленому стані полягає в підтриманні високої температури і розплавленого стану мастильної речовини та її нанесенні за допомогою пістолета зі стабільною температурою. Мастильна речовина нагрівається до температури на 10°C - 50°C вище його температури плавлення і розпилюється на попередньо нагріту поверхню до температури, що перевершує його температуру плавлення для того, щоб одержати однорідне покриття поверхні. Замість даної техніки розпилення в розплавленому стані, можливо, приміром, нанесення у вигляді водяного розчину. Емульсія й основа можуть мати температуру навколишнього середовища, але знадобиться час для їхнього висихання. Цей час висихання може бути сильно скорочено, якщо мастильну речовину нагріти попередньо від 60°C до 80°C та/або ж саму поверхню від 50°C до 150°C. Винахід не обмежується прикладами мастильної речовини та нарізних елементів (із зовнішньою або внутрішньою різзю), описаними раніше винятково як приклад, але він поширюється на всі варіанти, що може передбачити фахівець у даній галузі техніки не виходячи за межі приведеної нижче 96988 28 формули винаходу. Також винахід стосується й інших типів нарізних елементів, а не тільки тих, що були описані раніше (VAM ТОР). Наприклад, він відноситься також до нарізних елементів трубних нарізних з'єднань із внутрішнім упором у складі сполучних муфт (наприклад, з'єднання типу NEW VAM, VAM АСЕ, DINOVAM, VAM HW ST) або цільних «flush» або «semi-flush» (наприклад, з'єднання типу VAM SL, VAM MUST, VAM HP, VAM HTF). Винаходом можуть також розглядатися елементи нарізних з'єднань бурильних труб та інших бурильних обертових складових частин, що приведені в специфікації АРІ 7 або в більш точних специфікаціях деяких виробників (наприклад, верхні нарізні з'єднання VAM EIS, VAM TAURUS, TORQMASTER ТМ4 і їх похідні та новинки). Крім того, вище описується в основному мастильна речовина, що містить матрицю з твердою консистенцією, одну або кілька тверду (-их) мастильну (-их) речовину (-ин) і одну або кілька гальмівну (-их) присадку (-ок). Також винахід розглядає напівсуху мастильну речовину, що містить матрицю пастоподібної консистенції і щонайменше одну присадку екстремального навантаження хімічної дії й одну або кілька гальмівну (-их) присадку (-ок). 29 Комп’ютерна верстка А. Крулевський 96988 Підписне 30 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFilm-forming lubrication for threaded seals, threaded element and tubular seal containing thereof
Автори англійськоюPinel, Eliette, Gard, Eric, Baudin, Nicolas
Назва патенту російськоюСмазочное вещество пленкообразовательного действия для резьбовых соединений, резьбовой элемент и трубное соединение, которые его содержит
Автори російськоюПинель Элит, Гард Эрик, Баудин Николя
МПК / Мітки
МПК: C10N 30/12, F16L 15/00, C10N 30/06, C10M 169/04
Мітки: плівкоутворювальної, елемент, містять, з'єднань, трубне, нарізний, з'єднання, нарізних, мастильна, дії, речовина
Код посилання
<a href="https://ua.patents.su/15-96988-mastilna-rechovina-plivkoutvoryuvalno-di-dlya-nariznikh-zehdnan-nariznijj-element-ta-trubne-zehdnannya-shho-mistyat.html" target="_blank" rel="follow" title="База патентів України">Мастильна речовина плівкоутворювальної дії для нарізних з’єднань, нарізний елемент та трубне з’єднання, що її містять</a>
Трубний нарізний елемент і трубне нарізне з`єднання
Номер патенту: 73983
Опубліковано: 17.10.2005
Автор: Верділлон Ліонель
МПК: E21B 17/042, F16L 15/00
Мітки: елемент, трубний, нарізний, нарізне, трубне, з'єднання
Формула / Реферат:
1. Трубний нарізний елемент, обхоплюваний або обхоплюючий (2, 51, 62), який має протиутомний профіль різі трубного нарізного з'єднання (100, 200), який виконаний на кінці труби (101, 102, 202) і містить обхоплювану різь (3) на своїй зовнішній периферійній поверхні або обхоплюючу різь (4) на своїй внутрішній периферійній поверхні, так що даний нарізний елемент є обхоплюваним або обхоплюючим, причому цей трубний нарізний елемент містить виріз,...
Надгерметичне трубне нарізне з’єднання, яке містить щонайменше один нарізний елемент з кінцевою кромкою
Номер патенту: 77473
Опубліковано: 15.12.2006
Автори: Дютійєль П'єр, Руссі Габріель, Верже Ерік
МПК: F16L 15/00
Мітки: яке, елемент, нарізне, кінцевою, кромкою, щонайменше, містить, нарізний, з'єднання, надгерметичне, трубне
Формула / Реферат:
1. Надгерметичне трубне нарізне з'єднання (100, 300, 400), яке містить охоплюваний нарізний елемент (1) на кінці першого трубного компонента (101) та охоплюючий нарізний елемент (2) на кінці другого трубного компонента (102, 202), при цьому охоплюваний нарізний елемент містить охоплювану різь (3), щонайменше одну охоплювану ущільнювальну опорну поверхню (5, 15) на своїй зовнішній периферичній поверхні і щонайменше одну охоплювану поверхню...
Трубний нарізний елемент і трубне нарізне з’єднання, виконане на основі нарізного елемента
Номер патенту: 71067
Опубліковано: 15.11.2004
Автор: Верділлон Ліонель
МПК: F16L 15/00
Мітки: з'єднання, трубний, нарізне, виконане, трубне, нарізний, елемента, основі, елемент, нарізного
Формула / Реферат:
1. Трубний нарізний елемент, охоплюваний або охоплюючий, призначений для трубного нарізного з'єднання, який виконаний на кінці труби і який містить зовнішню охоплювану різь або внутрішню охоплюючу різь в залежності від того, є даний нарізний елемент охоплюваним або охоплюючим, профіль витків якої на вигляді у подовжньому перерізі по площині, що проходить через вісь даного нарізного елемента, містить вершину профілю, донну частину западини...
Нарізний елемент для трубного нарізного незаклинюваного з’єднання
Номер патенту: 74590
Опубліковано: 16.01.2006
Автори: Берте Режі, Петело Даніель, Шамбеллан Франсуа, Вердійон Ліонель, Труонг Дін Нгуен
МПК: F16B 33/00, C10M 169/00
Мітки: нарізного, трубного, нарізний, з'єднання, елемент, незаклинюваного
Формула / Реферат:
1. Охоплюваний або охоплюючий нарізний елемент (2) для трубного нарізного незаклинюваного з'єднання, який містить відповідно охоплювану або охоплюючу різь (104, 204), при цьому щонайменше на поверхню (14, 16, 18, 20, 54, 56, 58, 60) ниток (12, 52) різі нанесений тонкий шар (22) мастильної речовини, до того ж поверхня оброблена для забезпечення адсорбції або абсорбції мастильної речовини, який відрізняється тим, що мастильна речовина є...
Багатофункціональна присадка до мастильної композиції та мастильна композиція
Номер патенту: 67780
Опубліковано: 15.07.2004
Автори: Аксьонов Олександр Федотович, Тернова Тамара Василівна, Панін Алєксандр Андрєєвіч, Стельмах Олександр Устимович
МПК: C10M 133/00, C10M 125/00, C10M 159/18
Мітки: мастильна, присадка, композиція, мастильної, композиції, багатофункціональна
Формула / Реферат:
1. Застосування гідроксаматів або їх сумішей, діацилгідроксаматів або їх сумішей, β-дикетонатів або їх сумішей, β-кетоефіратів або їх сумішей, заміщених біля міжкарбонільного атома вуглецю β-дикетонатів або β-кетоефіратів, гідроксаматоефіратів 3d-, 4d-, 4f-металів або фторованих аналогів зазначених сполук як багатофункціональної присадки до мастильної композиції, що забезпечує беззнощувальну і безадгезійну роботу вузла...
Попередній патент: Двигун внутрішнього згоряння зінченка
Наступний патент: Спосіб одержання метилацетату і каталізатор для застосування в способі (варіанти)
Випадковий патент: Пристрій для зберігання і видачі препарату