Спосіб виготовлення стрижнів і форм для ливарної промисловості та суміш формувальних матеріалів для їх виготовлення


Формула / Реферат
1. Спосіб виготовлення стрижнів і форм для ливарної промисловості, де
- забезпечують текучий вогнестійкий основний формувальний матеріал,
- наносять кислоту на текучий вогнестійкий основний формувальний матеріал, причому отримують покритий кислотою вогнестійкий основний формувальний матеріал,
- наносять зв'язувальну речовину, що твердне в кислоті, на покритий кислотою вогнестійкий основний формувальний матеріал, причому отримують вогнестійкий основний формувальний матеріал, покритий зв'язувальною речовиною,
- формують вогнестійкий основний формувальний матеріал, покритий зв'язувальною речовиною, для отримання сформованого тіла, та
- піддають твердненню сформоване тіло,
де кислота являє собою суміш метансульфонової кислоти та щонайменше однієї додаткової кислоти, що не містить сірку, при цьому кислота, що не містить сірку, являє собою органічну кислоту.
2. Спосіб за п. 1, де частку метансульфонової кислоти в кислоті вибирають так, щоб вона складала менше ніж 70 мас. %.
3. Спосіб за п. 1 або п. 2, де зв'язувальна речовина, що твердне в кислоті, включає фуранову зв'язувальну речовину холодного тверднення або фенольну зв'язувальну речовину холодного тверднення.
4. Спосіб за п. 1, де органічна кислота має pKs меншe ніж 4.
5. Спосіб за п. 1, де органічна кислота являє собою насичену карбоксильну кислоту.
6. Спосіб за п. 1, де органічна кислота включає окрім карбоксильної групи щонайменше ще одну електроноакцепторну групу.
7. Спосіб за п. 6, де щонайменше ще одну електроноакцепторну групу вибирають з груп: з карбоксильної групи, гідроксильної групи та альдегідної групи.
8. Спосіб за будь-яким з пп. 1, 4-7, де органічну кислоту вибирають з групи: лимонна кислота, молочна кислота, гліколева кислота та гліоксилова кислота.
9. Спосіб за будь-яким з попередніх пунктів, де кислоту додають у формі водного розчину, та концентрація кислоти у водному розчині складає щонайменше 30 мас. %.
10. Спосіб за будь-яким з попередніх пунктів, де тверднення сформованого тіла проводять при температурі менше ніж 40 °C.
11. Суміш формувальних матеріалів для виготовлення ливарних форм, яка щонайменше включає:
- текучий вогнестійкий основний формувальний матеріал,
- отверджувач, який включає суміш метансульфонової кислоти та щонайменше одну додаткову кислоту, що не містить сірку, та
- зв'язувальну речовину, що твердне в кислоті,
при цьому, кислота, що не містить сірку, являє собою органічну кислоту.
Текст
Реферат: Даний винахід стосується способу виготовлення стрижнів і форм для ливарної промисловості, де забезпечують текучий вогнестійкий основний формувальний матеріал. Кислоту наносять на текучий вогнестійкий основний формувальний матеріал, таким чином отримуючи покритий кислотою вогнестійкий основний формувальний матеріал. Зв'язувальну речовину, що твердне в кислоті, наносять на покритий кислотою вогнестійкий основний формувальний матеріал, таким чином отримуючи вогнестійкий основний формувальний матеріал, покритий зв'язувальною речовиною. Вогнестійкий основний формувальний матеріал, покритий зв'язувальною речовиною, формують для отримання сформованого тіла та сформоване тіло піддають твердненню, причому кислота являє собою суміш метансульфонової кислоти та щонайменше однієї додаткової кислоти, що не містить сірку, при цьому, додаткова кислота, що не містить сірку, є органічною. Даний винахід додатково стосується суміші формувальних матеріалів, яку застосовують у вказаному способі. За допомогою способу або суміші формувальних матеріалів можна виготовити ливарні форми, що мають зменшене виділення шкідливих сполук під час виливання. UA 101502 C2 (12) UA 101502 C2 UA 101502 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до способу виготовлення стрижнів і форм для ливарної промисловості, і суміші формувальних матеріалів, такої як застосовують у способі. Ливарні форми для виготовлення металевих тіл складаються з частин, які називають стрижні та форми. Ливарна форма представляє собою по суті негативну форму виливка, що необхідно виготовити, а стрижні застосовують для створення порожнин у виливку, в той час як форми відображають зовнішню границю. При цьому, різні вимоги висуваються до стрижнів та форм. Форми мають порівняно велику площу поверхні для розсіювання газів, що утворюються під дією гарячого металу під час виливання. Стрижні звичайно мають лише дуже малу площу поверхні, крізь яку ці гази можуть розсіюватися. Таким чином, якщо утвориться надлишкова кількість газів, є небезпека, що газ вийде зі стрижня у рідкий метал, призводячи до дефектів виливання. Отже, внутрішні порожнини часто відображаються стрижнями, які зміцнені за допомогою зв'язувальних речовин, що застосовуються у способі виготовлення в холодних ящиках, інакше кажучи зв'язувальної речовини на основі поліуретану, в той час як зовнішній контур виливання представлений менш коштовними формами, такими як форма з формувального матеріалу, форма, яку зв'язують із застосуванням фуранової смоли або фенольної смоли, або сталевою виливницею. Ливарні форми складаються з вогнестійкого матеріалу, наприклад, кварцового піску, зерна якого зв'язані придатною зв'язувальною речовиною після вилучення з форми для надання достатньої механічної міцності ливарній формі. Отже, ливарні форми виготовляють із застосуванням вогнестійкого основного формувального матеріалу, який реагує з придатною зв'язувальною речовиною. Суміш формувальних матеріалів, отримана з основного формувального матеріалу та зв'язувальної речовини, є переважно текучою настільки, щоб її можна було ввести в придатну порожнисту форму та ущільнити там. Зв'язувальна речовина забезпечує міцне зв'язування разом частинок основного формувального матеріалу так, що ливарна форма має необхідну механічну стабільність. Як органічні, так і неорганічні зв'язувальні речовини можна застосовувати у виготовленні ливарних форм, і такі зв'язувальні речовини можна піддати твердненню холодним або гарячим способом. В даному контексті, способи, які виконують в основному при кімнатній температурі, без нагріву суміші формувальних матеріалів, називають холодними способами. Тверднення звичайно здійснюють хімічною реакцією, яка може починатися, наприклад, з пропускання газоподібного каталізатору крізь суміш формувальних матеріалів, що повинна бути піддана твердненню, або додавання рідкого каталізатору до суміші формувальних матеріалів. В гарячих способах суміш формувальних матеріалів після операції формування нагрівають до температури, яка є достатньо високою, наприклад, для витиснення розчинника, який міститься в зв'язувальній речовині, або для початку хімічної реакції, в якій зв'язувальну речовину піддають твердненню поперечним зшиванням. В даний час, застосовують широке розмаїття органічних зв'язувальних речовин для виготовлення ливарних форм, включаючи, наприклад, поліуретан, фуранову смолу або зв'язувальні речовини на основі епоксидноакрилових смол, з якими зв'язувальну речовину піддають твердненню додаванням каталізатора. Вибір придатної зв'язувальної речовини визначають за формою та розміром виливка, що потрібно виготовити, умовами виготовлення, та матеріалом, який застосовують для виливання. Таким чином, наприклад, зв'язувальні речовини на основі поліуретану часто застосовують у виготовленні великої кількості невеликих виливків, тому що вони забезпечують швидкі за часом цикли і, таким чином, також серійне виробництво. Способи, в яких суміш формувальних матеріалів піддають твердненню теплом або наступним додаванням каталізатора, мають перевагу в тому, що обробка суміші формувальних матеріалів не підлягає ніяким особливим часовим обмеженням. Суміш формувальних матеріалів можна виготовити спочатку в достатньо високих кількостях, які потім обробляють впродовж довгого періоду часу, звичайно декілька годин. Суміш формувальних матеріалів піддають твердненню лише після закінчення операції формування, причому реакція повинна бути якомога швидшою при цьому. Ливарну форму можна видалити з інструменту формування безпосередньо після тверднення, так що можна досягти короткої тривалості циклу. Проте, щоб ливарна форма мала добру міцність, тверднення суміші формувальних матеріалів в ливарній формі повинне проводитись рівномірно. Якщо суміш формувальних матеріалів потрібно піддати твердненню наступним додаванням каталізатора, ливарну форму після операції формування піддають дії газоподібного каталізатора. З цією метою газоподібний каталізатор подають крізь ливарну форму. Суміш формувальних матеріалів піддається твердненню безпосередньо після контакту з каталізатором і може, таким чином, бути видалена з інструменту формування дуже швидко. Чим більша ливарна форма, тим більш складнішим стає подавання достатньої кількості 1 UA 101502 C2 5 10 15 20 25 30 35 40 45 50 55 каталізатору до всіх ділянок ливарної форми для забезпечення того, що суміш формувальних матеріалів буде піддана твердненню. Періоди часу піддавання дії газу збільшуються, і все ж можливо виникнення в ливарній формі ділянок, які недостатньо піддаються дії газоподібного каталізатора або навіть зовсім не піддаються його дії. Отже, кількість каталізатора значно збільшується у міру того, як стає більшою ливарна форма. Подібні труднощі зустрічаються в способах гарячого тверднення. В цьому випадку всі ділянки ливарної форми треба нагрівати до достатньо високої температури. В міру того, як ливарна форма збільшується у розмірі, час, за який її треба нагріти до обумовленої температури, що дозволяє тверднення, стає більшим. Тільки тоді можна забезпечити, щоб ливарна форма також всередині мала необхідну міцність. Крім того, в міру того, як розмір ливарної форми зростає, обладнання, яке треба застосовувати для тверднення, стає дуже складним. Отже, коли ливарні форми виготовляють для великих виливків, таких як блоки двигуна для морських дизелів або великі частини машин, такі як втулки ротора для повітряних турбін, в основному застосовують зв'язувальні речовини холодного тверднення. В способі холодного тверднення вогнестійкий основний формувальний матеріал спочатку покривають каталізатором. Потім додають зв'язувальну речовину та змішуванням рівномірно наносять на зерна суміші вогнестійких формувальних матеріалів, що до цього покрили каталізатором. Суміш формувальних матеріалів можна потім формувати для отримання сформованого тіла. Через те, що зв'язувальна речовина та каталізатор обидва розподілені рівномірно по суміші формувальних матеріалів, тверднення проходить з високим ступенем однорідності навіть для великих форм. Через те, що каталізатор додають до суміші формувальних матеріалів до операції формування, суміш формувальних матеріалів починає тверднення одразу після виготовлення. Щоб досягти часу обробки, придатного для промислового застосування, однією вимогою є те, що компоненти суміші формувальних матеріалів повинні бути підігнані один до одного дуже точно. Це дозволяє контролювати швидкість реакції для заданої кількості зв'язувальної речовини та вогнестійкого основного формувального матеріалу шляхом зміни типу та кількості каталізатору, або навіть додаванням затримуючих компонентів. Крім того, суміш формувальних матеріалів треба обробляти в ретельно контрольованих умовах, тому що швидкість тверднення підлягає, наприклад, дії температури суміші формувальних матеріалів. Класичні зв'язувальні речовини холодного тверднення є на основі фуранових смол і фенольних смол. Вони комерційно доступні як двокомпонентні системи, в яких один компонент включає реакційноздатну фуранову смолу або фенольну смолу, та інший компонент включає кислоту, яка діє як каталізатор для тверднення реакційноздатного смоляного компонента. Фуранові та фенольні смоли мають дуже добрі дісоціаційні властивості під час виливання. Фуранова або фенольна смола руйнується під впливом тепла рідкого металу, і ливарна форма втрачає свою міцність. В результаті, дуже легко висипати стрижні з порожнин після виливання, після струшування ливарного виробу, в разі потреби. Істотний компонент реактивних фуранових смол, що представляє собою основний компонент "фуранових зв'язувальних речовин холодного тверднення", являє собою фурфуриловий спирт. З кислотним каталізатором фурфуриловий спирт здатний реагувати сам з собою з формуванням полімеру. В основному, фурфуриловий спирт, що застосовують для виготовлення фуранових зв'язувальних речовин холодного тверднення, не є чистим, інші сполуки додають до фурфурилового спирту та вводять в смолу полімеризацією. Прикладами таких сполук є альдегіди, такі як формальдегід або фурфурол, кетони, такі як ацетон, феноли, сечовина або також поліоли, такі як цукрові спирти або етиленгліколь. Також інші компоненти можна додати до смол для модифікації властивостей смоли, таких як її еластичність. Наприклад, меламін можна додати для зв'язування вільного формальдегіду. Фуранові зв'язувальні речовини холодного тверднення звичайно отримують за допомогою способу, в якому преконденсати, що включають фурфурил, спочатку створюють, наприклад, з сечовини, формальдегіду та фурфурилового спирту в кислотному середовищі. Умови реакції вибирають такі, що має місце тільки обмежена полімеризація фурфурилового спирту. Ці преконденсати потім розріджують у фурфуриловому спирті. Резоли також можна застосовувати для виготовлення фуранових зв'язувальних речовин холодного тверднення. Резоли отримують полімеризацією сумішей фенолу і формальдегіду. Ці резоли потім розріджують фурфуриловим спиртом. Другий компонент фуранових зв'язувальних речовин холодного тверднення є кислотою. Ця кислота не тільки нейтралізує лужні компоненти, що містяться у вогнестійкому основному 2 UA 101502 C2 5 10 15 20 25 30 35 40 45 50 55 60 формувальному матеріалі, вона також каталізує поперечне зшивання реакційноздатних фуранових смол. Кислоти, які найчастіше застосовують, представляють собою ароматичні сульфонові кислоти, та в деяких специфічних випадках фосфорну кислоту або також сірчану кислоту. Фосфорну кислоту застосовують в концентрованій формі, інакше кажучи в концентраціях вищих ніж 75 %. Проте, вона придатна лише для каталітичного тверднення фуранових смол, що мають порівняно високий вміст сечовинного компонента. Вміст азоту в смолах цього типу складає більше ніж 2,0 мас.%. Як порівняно сильну кислоту, сірчану кислоту можна додати до слабших кислот як ініціатор тверднення фуранових смол. Проте, ароматична характеристика сірчистих сполук виділяється під час виливання. Також існує небезпека, що ливарний матеріал може абсорбувати деяку частку сірки, що буде впливати на його властивості матеріалу. Сполуки, які звичайно застосовують як каталізатори, представляють собою сульфонові кислоти. Толуолсульфонову кислоту, ксилолсульфонову кислоту та бензолсульфонову кислоту застосовують насамперед через те, що вони легкодоступні та сильнокислотні. Вибір каталізатора має значний вплив на властивості зв'язувальної речовини. Наприклад, швидкість тверднення можна регулювати кількістю, а також силою кислоти. Більші кількості кислоти або сильніші кислоти прискорюють швидкість тверднення. Втім, якщо застосовують забагато каталізатору, фуранова смола стає ламкою під час тверднення, і це, в свою чергу, шкодить міцності ливарної форми. Якщо застосовують дуже мало каталізатору, смола не піддається повному твердненню, або тверднення займає дуже багато часу, та це, в свою чергу, послаблює міцність ливарної форми. Коли виготовляють ливарні форми, найчастіше, лише стрижні роблять зі свіжої формувальної суміші, в той час як перероблену формувальну суміш застосовують для форм. Вогнестійкі основні формувальні матеріали, що стали твердими за допомогою фуранових зв'язувальних речовин холодного тверднення, дуже легко піддаються повторній обробці. Обробку проводять або механічно, механічним очищенням оболонки, що утворена з залишкової зв'язувальної речовини, або тепловою обробкою застосовуваної формувальної суміші. За допомогою механічної обробки або поєднання механічного та термічного способів можна досягти коефіцієнта рециркуляції близько 100 %. Другою великою групою зв'язувальних речовин холодного тверднення, що піддаються твердненню кислотними каталізаторами, є фенольні смоли, і реакційноздатним смоляним компонентом у них є резоли, інакше кажучи фенольні смоли, що були виготовлені з надлишком формальдегіду. Фенольні смоли помітно менш реакційноздатні, ніж фуранові смоли, та як каталізатори потребують сильні сульфонові кислоти. Фенольні смоли мають порівняно високу в'язкість, яка зростає додатково, якщо смолу зберігають тривалий час. Ця в'язкість значно зростає, зокрема, при температурах нижче 20 С, що означає, що формувальну суміш треба нагрівати для того, щоб зв'язувальна речовина була здатна рівномірно розподілитися по поверхні зерен формувальної суміші. Після того, як фенольну зв'язувальну речовину холодного тверднення нанесли на вогнестійкий основний формувальний матеріал, суміш формувальних матеріалів потрібно обробити настільки негайно, наскільки можливо, щоб запобігти необхідності компенсування втрати якості суміші формувальних матеріалів через передчасне тверднення, що в свою чергу може призвести до втрати міцності у ливарних форм, виготовлених з суміші формувальних матеріалів. У випадку, коли застосовують фенольні зв'язувальні речовини холодного тверднення, плинність суміші формувальних матеріалів є зазвичай низькою. Суміш формувальних матеріалів при виготовленні ливарної форми повинна, таким чином, бути ущільнена дуже ретельно для отримання ливарних форм, які є настільки міцними, наскільки можливо. Суміш формувальних матеріалів має бути виготовлена та оброблена при температурах у діапазоні від 15 до 35 С. Якщо температура занизька, суміш формувальних матеріалів складно обробити через високу в'язкість фенольної смоли холодного тверднення. При температурах вище 35 С час обробки скорочують через передчасне тверднення зв'язувальної речовини. Після виливання суміші формувальних матеріалів на основі фенольних зв'язувальних речовин холодного тверднення також можна повторно переробити і в цьому випадку також можна застосовувати механічний або термічний способи, або поєднання механічного та термічного способів. Як було пояснено раніше, кислота, яку застосовують як каталізатор у фуранових і фенольних способах холодного тверднення, значно впливає на властивості ливарної форми. Кислота має бути достатньо сильною для забезпечення достатньої швидкості реакції під час тверднення ливарної форми. Процес тверднення повинен легко контролюватись так, щоб також можна було встановити достатньо довгий час обробки. Це дуже важливо при виробництві 3 UA 101502 C2 5 10 15 20 25 30 35 40 45 50 55 60 ливарних форм для дуже великих виливків, конструювання яких займає порівняно довгий період часу. До того ж кислота не повинна ставати концентрованою у регенерованій речовині при регенерації застосовуваних формувальних сумішей. Якщо кислоту вводять у суміш формувальних матеріалів через регенеровані речовини, це скорочує час обробки та послаблює міцність ливарної форми, яку виготовили з регенерованої речовини. Отже, тільки невелика кількість кислот є придатною для застосування як каталізатори у способах холодного тверднення. Якщо розглядати це з економічного боку, єдині кислоти, які придатні задля практичних цілей, представляють собою ароматичні сульфонові кислоти, серед яких толуолсульфонова кислота, ксилолсульфонова кислота та бензолсульфонова кислота є особливо важливими. Фосфорна кислота та сірчана кислота є вторинної важливості. Як пояснювали раніше, фосфорна кислота є тільки придатною для тверднення певних сортів фуранових смол. Проте, фосфорна кислота не придатна для тверднення фенольних смол. Додатковою вадою фосфорної кислоти є її здатність накопичувати регенеровану речовину, роблячи більш складним повторне застосування регенерованого матеріалу. Застосування сірчаної кислоти, як під час виливання, так і під час термічної регенерації, призводить до виділення двоокису сірки, речовини, яка є агресивною, шкідливою для здоров'я та погано пахне. Під час виливання, ствердла зв'язувальна речовина повинна зруйнуватися так, щоб ливарна форма втратила свою міцність. Ароматичні сульфокислоти, що застосовують як каталізатор, зокрема р-толуолсульфонова кислота, бензолсульфонова кислота та ксилолсульфонова кислота, руйнуються під впливом тепла та регенеруючої атмосфери, створеної під час виливання, вивільняючи окрім діоксиду сірки також ароматичні забруднювачі, такі як бензол, толуол або ксилол (БТК). Частка цих побічних продуктів розпаду також залишається у застосовуваній формувальній суміші та може бути вивільнена під час повторної обробки. У патенті № WO 97/31732 описують суміш фуранових формувальних матеріалів холодного тверднення, що самотвердне, для виготовлення ливарних форм, що, окрім смоли, яка включає фуран, містить метансульфонову кислоту як каталітичну кислоту. Метансульфонову кислоту також можна застосовувати у суміші з органічною сульфокислотою або неорганічною кислотою. Приклади органічних сульфонових кислот включають р-толуолсульфонову кислоту, бензолсульфонову кислоту та ксилолсульфонову кислоту. Прикладом неорганічної кислоти може бути сірчана кислота. Наприклад, метансульфонова кислота має більшу кислотну силу, ніж р-толуолсульфонова кислота. У випадку, коли застосовують цю кислоту, фуранову зв'язувальну речовину холодного тверднення піддають твердненню відповідно більш швидко, і тверднення можна досягти за прийнятні періоди навіть при низьких температурах, інакше кажучи, при температурах нижче 25 С. Проте, застосування метансульфонової кислоти пов'язано зі значними труднощами, зокрема під час виготовлення дуже великих ливарних форм, через її сильну реакційну здатність, тому що вона діє як засіб швидкого тверднення і, таким чином, дозволяє тільки відносно недовгі періоди обробки. Інша вада в тому, що застосування метансульфонової кислоти або метансульфонової кислоти, змішаної з органічними сульфоновими кислотами, призводить до вивільнення діоксиду сірки під час виливання. Зокрема, через їх канцерогенний ефект, шкідливим ароматичним речовинам надали надзвичайно низькі значення МРК (МРК = максимальна робоча концентрація). Значення МРК 3 3 для бензолу складає лише 3,2 мг/м , значення для толуолу та ксилолу складає 190 мг/м і 440 3 мг/мм відповідно. Тепер це стало проблемою у ливарному виробництві, тому що необхідні дуже ускладнені екстракційні установки та фільтри для забезпечення узгодженості з цими граничними значеннями. Метою даного винаходу, таким чином, було надання способу виготовлення стрижнів і форм для ливарної промисловості, що дозволяє створення ливарних форм, випускаючи менше шкідливих речовин під час виливання, ніж випускається при застосуванні загальноприйнятих на даний час ароматичних сульфонових кислот. Дана мета вирішується за допомогою способу, що має ознаки за п. 1. Переважні варіанти здійснення описані у залежних пунктах формули винаходу. Несподівано з'ясували, що коли суміші метансульфонової кислоти, щонайменше, з однією іншою кислотою, що не містить сірку, застосовують як каталізатор для тверднення фуранових і фенольних зв'язувальних речовин холодного тверднення, то, по-перше, в цілому, смола, яка міститься в зв'язувальній речовині, твердне повністю, оскільки кислотна сила кислоти, що не містить сірку, занизька сама по собі безпосередньо для функціонування як каталізатор для поперечного зшивання фуранових або фенольних смол, і, по-друге, час тверднення можна контролювати, що дозволяє встановити часи обробки, що є достатньо довгими, щоб дозволити суміші формувальних матеріалів бути обробленою навіть для більших ливарних форм. 4 UA 101502 C2 5 10 15 20 25 30 35 40 45 50 55 60 Особлива перевага способу за даним винаходом полягає у тому, що виділення шкідливих речовин, зокрема виділення діоксиду сірки та токсичних ароматичних речовин, таких як бензол, толуол або ксилол під час виливання, може бути радикально зменшено. Як наслідок, заповнення даними токсичними речовинами застосовуваної формувальної суміші також можна зменшити. Відповідно, згідно з даним винаходом, надається спосіб виготовлення стрижнів і форм для ливарної промисловості, де - забезпечують текучий, вогнестійкий основний формувальний матеріал; - наносять кислоту на текучий, вогнестійкий основний формувальний матеріал, при чому отримують покритий кислотою, вогнестійкий основний формувальний матеріал; - наносять зв'язувальну речовину, яка твердне з допомогою кислоти, на покритий кислотою вогнестійкий основний формувальний матеріал, при чому отримують суміш формувальних матеріалів; - надають форму суміші формувальних матеріалів для отримання сформованого тіла; та - піддають твердненню сформоване тіло. Згідно з даним винаходом кислота, яку застосовують як каталізатор для тверднення смоли, представляє собою суміш метансульфонової кислоти і, щонайменш, однієї додаткової кислоти, що не містить сірку. Причому кислота, що не містить сірку, представляє собою органічну кислоту. Велику частку речовин, що застосовують у способі за даним винаходом, вже застосовують у сумішах формувальних матеріалів для отримання ливарних форм, таким чином, можливо застосовувати досвід спеціаліста в даній галузі. Таким чином, наприклад, всі вогнестійкі речовини, що звичайно застосовуються для виготовлення сформованих тіл для ливарної промисловості, можна застосовувати як вогнестійкий основний формувальний матеріал. Прикладами придатних вогнестійких основних формувальних матеріалів є кварцовий пісок, цирконовий пісок, олівіновий пісок, алюмосилікатний пісок та хромітовий пісок, а також їх суміші. Переважно застосовують кварцовий пісок. Частинки вогнестійкого основного формувального матеріалу повинні бути такого розміру, щоб пористість сформованого тіла, виготовленого з суміші формувальних матеріалів, була достатньою, щоб дозволити летким сполукам виходити під час виливання. Переважно, щонайменш, 70 мас.% за вагою, особливо переважно, щонайменш, 80 мас.% вогнестійкого основного формувального матеріалу має розмір частинок 290 мкм. Середній розмір частинок вогнестійкого основного формувального матеріалу повинен переважно бути від 100 до 350 мкм. Розмір частинок можна визначити, наприклад, ситовим аналізом. Вогнестійкий основний формувальний матеріал повинен бути доступний у текучій формі, так щоб каталізатор і зв'язувальну речовину, що твердне в кислоті, можна було швидко нанести на зерна вогнестійкого основного формувального матеріалу, наприклад, у змішувачі. Переважно, регенеровані застосовувані формувальні суміші застосовують як вогнестійкий основний формувальний матеріал. Більші агрегати видаляють з застосовуваної формувальної суміші та застосовувану формувальну суміш розділяють на його складові зерна, в разі потреби. Після механічної та/або термічної обробки застосовувані формувальні суміші знепилюють та їх можна потім знову застосовувати. рН баланс регенерованої, застосовуваної формувальної суміші переважно тестують перед її повторним застосуванням. Зокрема під час термічної регенерації побічні продукти, які містяться у формувальній суміші, такі як карбонати, можна перетворити у відповідні оксиди, які потім реагують як лужні метали та нейтралізують кислоту, яку додали до зв'язувальної речовини як каталізатор. Так само, при механічній регенерації, наприклад, кислоту можна залишити у застосовуваній формувальній суміші, але її потрібно враховувати при утворенні зв'язувальної речовини для того, щоб не скорочувати час обробки суміші формувальних матеріалів. Вогнестійкий основний формувальний матеріал повинен переважно бути сухим, тому що реакція тверднення затримується водою. Вогнестійкий основний формувальний матеріал переважно містить менш ніж 1 мас.%. Для попередження зв'язувальної речовини від передчасного тверднення вогнестійкий основний формувальний матеріал не повинен бути занадто гарячий. Вогнестійкий основний формувальний матеріал переважно повинен мати температуру у діапазоні від 20 до 35 С. У разі потреби вогнестійкий основний формувальний матеріал можна нагріти або охолодити. Кислоту потім наносять на текучий вогнестійкий матеріал і, таким чином, отримують покритий кислотою вогнестійкий основний формувальний матеріал. Кислоту наносять на вогнестійкий основний формувальний матеріал звичайними способами, наприклад, розпиленням кислоти на вогнестійкий основний формувальний матеріал. Кількість кислоти 5 UA 101502 C2 5 10 15 20 25 30 35 40 45 50 55 60 переважно вибирають у діапазоні від 5 до 45 мас.%, особливо переважно у діапазоні від 20 до 30 мас.% відносно ваги зв'язувальної речовини та розраховують як чисту кислоту, інакше кажучи, не враховуючи жодного застосовуваного розчинника. Якщо кислота вже не знаходиться у рідкій формі, та її в'язкість вже не є достатньо низькою, щоб її можна було наносити на зерна вогнестійкого основного формувального матеріалу у формі тонкої плівки, кислоту розчиняють у придатному розчиннику. Прикладами таких розчинників є вода або спирти, або суміші води і спирту. Проте, зокрема, якщо застосовують воду, розчин отримують у найбільш можливій концентрованій формі так, щоб можна було мінімізувати кількість води, що введена у зв'язувальну речовину і, відповідно, у суміш формувальних матеріалів. Суміш вогнестійкого основного формувального матеріалу та кислоти ретельно гомогенізують для забезпечення того, щоб кислота розподілялась по зернах рівномірно. Зв'язувальну речовину, що твердне в кислоті, потім наносять на вогнестійкий основний формувальний матеріал, що вже покритий кислотою. Кількість зв'язувальної речовини переважно вибирають у діапазоні від 0,25 до 5 мас.%, зокрема переважно у діапазоні від 1 до 3 мас.% відносно вогнестійкого основного формувального матеріалу та розраховують як компонент смоли. Всі зв'язувальні речовини, що тверднуть під дією кислоти, зокрема, такі зв'язувальні речовини, що тверднуть в кислоті, які вже загально застосовуються для виготовлення сумішей формувальних матеріалів для ливарної промисловості, можна застосовувати як зв'язувальну речовину, що твердне в кислоті. Зв'язувальна речовина може окрім смоли, що здатна поперечно зшиватись, також містити інші зазвичай застосовувані компоненти, наприклад, розчинники для регулювання в'язкості, або наповнювачі, що замінюють частину смоли, що здатна поперечно зшиватись. Зв'язувальну речовину наносять на вогнестійкий основний формувальний матеріал, що вже покритий кислотою, та розподіляють шляхом руху суміші так, щоб отримати тонку плівку на зернах вогнестійкого основного формувального матеріалу. Кількості зв'язувальної речовини та кислоти вибирають так, щоб з одного боку ливарна форма мала достатню міцність, а з іншого боку, щоб досягти достатнього часу обробки для суміші формувальних матеріалів. Наприклад, придатним є час обробки у діапазоні від 5 до 45 хвилин. Вогнестійкий основний формувальний матеріал, покритий зв'язувальною речовиною, потім формують традиційними способами для отримання сформованого тіла. Для цього суміш формувальних матеріалів можна ввести у придатну форму та ущільнити там. Сформованому тілу, отриманому таким чином, потім дають стверднути. Згідно з даним винаходом суміш метансульфонової кислоти і, щонайменш, однієї додатково кислоти, що не містить сірку, застосовують як каталізатор. Застосування цієї суміші дозволяє знизити як виділення ароматичних забруднювачів, зокрема БТК, так і виділення діоксиду сірки під час виливання. Хоча сильнокислотна частка метансульфонової кислоти зменшена, її реакційна здатність все ще залишається достатньою для тверднення зв'язувальної речовини за період часу, який є придатним для промислових застосувань. Будь-яку кислоту можна застосовувати як додаткову кислоту, що не містить сірку, за умови, що вона не включає сірковмісні групи. Можна застосовувати як неорганічну, так і органічну кислоти, причому особливо при застосуванні органічних кислот досягається добра реакційна здатність системи зв'язувальних речовин, хоча такі органічні кислоти зазвичай мають порівняно низьку кислотну силу. Частка кислоти, що застосовують як каталізатор, яка представлена метансульфоновою кислотою, залежить від реакційної здатності смоли, яку застосовують в зв'язувальній речовині, від, щонайменше, однієї кислоти, що не містить сірку, яку застосовують разом з метансульфоновою кислотою, та від кількості застосовуваної кислоти. Для мінімізації частки сірчаних виділень під час виливання при достатній реакційній здатності та, таким чином, достатньо короткому часі тверднення, частку метансульфонової кислоти в кислоті, що застосовують як каталізатор, вибирають так, щоб вона складала переважно менше ніж 70 мас.%, переважно менше ніж 65 мас.%, особливо переважно менше ніж 60 мас.%, і зокрема переважно менше ніж 55 мас.%. З іншого боку, щоб досягти достатньо високої реакційної здатності, частку метансульфонової кислоти в кислоті, яку застосовують як каталізатор, вибирають так, щоб вона складала переважно більше ніж 20 мас.% переважно більше ніж 30 мас.%, особливо переважно більше ніж 35 мас.%, та зокрема переважно більше ніж 40 мас.%. Відповідно, частку кислоти, що не містить сірку, вибирають так, щоб вона складала переважно більше ніж 30 мас.%, переважно більше ніж 35 мас.%, особливо переважно більше ніж 40 мас.%, та зокрема переважно більше ніж 45 мас.%. 6 UA 101502 C2 5 10 15 20 25 30 35 40 45 50 55 60 Окрім метансульфонової кислоти та кислоти, що не містить сірку, кислота, що застосовується як каталізатор, може також містити невелику частку додаткової ароматичної сульфонової кислоти. Цю частку вибирають так, щоб, вона складала переважно менше ніж 20 мас.%, переважно менше ніж 10 мас.%, та особливо переважно менше ніж 5 мас.%. Особливо переважно якщо кислота, яку застосовують як каталізатор, не містить ароматичної сульфонової кислоти. Прикладами ароматичних сульфонових кислот є толуолсульфонова кислота, бензолсульфонова кислота та ксилолсульфонова кислота. Всі пропорції належать до відповідних безводних кислот. Як пояснили раніше, будь-яку зв'язувальну речовину, що здатна тверднути за допомогою кислотного каталізу, можна застосовувати у способі відповідно за даним винаходом. Проте, фуранову зв'язувальну речовину холодного тверднення або фенольну речовину холодного тверднення переважно застосовують як зв'язувальну речовину, що твердне в кислоті. Будь-які фуранові смоли, такі як ті, що вже застосовуються у системах фуранових зв'язувальних речовин холодного тверднення, можна застосовувати як фуранову зв’язувальну речовину холодного тверднення. Фуранові смоли, що застосовують у технічних фуранових зв'язувальних речовинах холодного тверднення, звичайно є преконденсатами або сумішами фурфурилового спирту з додатковими мономерами або преконденсатами. Преконденсати, які містяться у фуранових зв'язувальних речовинах холодного тверднення, отримують за загально відомим способом. Згідно з переважним варіантом здійснення фурфуриловий спирт застосовують у поєднанні з сечовиною та/або формальдегідом або преконденсатами сечовини/формальдегіду. Формальдегід можна застосовувати як у мономерній формі, наприклад у формі формалінового розчину, так і у формі його полімерів, таких як триоксан або параформальдегід. З формальдегідом або замість нього можна також застосовувати інші альдегіди або також кетони. Придатними альдегідами є наприклад ацетальдегід, пропіональдегід, бутиральдегід, акролеїн, кротональдегід, бензальдегід, саліцилальдегід, коричний альдегід, гліоксаль і суміші цих альдегідів. Формальдегід є переважним, причому його застосовують переважно у формі параформальдегіду. Всі кетони, що проявляють достатню реакційну здатність, можна застосовувати як кетоновий компонент. Прикладами кетонів є метилетилкетон, метилпропілкетон і ацетон, де переважно застосовують ацетон. Названі альдегіди та кетони можна застосовувати як окремі сполуки або також у поєднанні один з одним. Молярне співвідношення альдегіду, зокрема формальдегіду, або кетону до фурфурилового спирту може бути вибрано у межах широких діапазонів. Переважно 0,4-4 моль фурфурилового спирту, переважно 0,5-2 моль фурфурилового спирту можна застосовувати на моль альдегіду для виготовлення фуранових смол. Фурфуриловий спирт, формальдегід і сечовину можна нагріти до кипіння, наприклад після встановлення значення рН вище 4,5, для виготовлення преконденсатів, де воду безперервно відганяють з реакційної суміші. Час реакції може складати декілька годин, наприклад 2 години. При таких умовах реакції майже не виникає полімеризації фурфурилового спирту. Проте, фурфуриловий спирт конденсується у смолу разом з формальдегідом і сечовиною. Відповідно до альтернативного способу, фурфуриловий спирт, формальдегід і сечовина реагують при підвищеному теплі та зі значенням рН значно нижче 4,5, наприклад зі значенням рН 2,0, де воду, утворену під час конденсації, можна відганяти при зменшеному тиску. Продукт реакції має порівняно високу в'язкість, і для виготовлення зв'язувальної речовини його розбавляють у фурфуриловому спирті до встановлення необхідної в'язкості. Також можна застосовувати гібридні форми цих способів виготовлення. Також можливо ввести фенол у преконденсат. Для цього фенол спочатку можна піддати реакції з формальдегідом у лужному середовищі для отримання резольної смоли. Цей резол може потім прореагувати або бути змішаним з фурфуриловим спиртом або смолою, що включає фуранову групу. Такі смоли, що включають фуран, можна, наприклад, отримати за допомогою способів, описаних вище. Вищі феноли, наприклад резорцин, крезоли або навіть бісфенол А, також можна застосовувати для виготовлення преконденсату. Частку фенолу або вищих фенолів, включених у зв'язувальну речовину, переважно вибирають у діапазоні до 45 мас.%, переважно до 20 мас.%, особливо переважно до 10 мас.%. Згідно з одним варіантом здійснення даного винаходу частку фенолу або вищих фенолів можна вибрати таку, щоб вона складала більше ніж 2 мас.%, згідно з іншим варіантом здійснення - більше ніж 4 мас.%. Також можливо застосовувати конденсати з альдегідів і кетонів, які потім змішують з фурфуриловим спиртом для виготовлення зв'язувальної речовини. Такі конденсати можна 7 UA 101502 C2 5 10 15 20 25 30 35 40 45 50 55 виготовити шляхом реакції альдегідів і кетонів при лужних умовах. Формальдегід, зокрема у формі параформальдегіду, переважно застосовують як альдегід. Ацетон переважно застосовують як кетон. Проте, також можна застосовувати інші альдегіди та кетони. Відноснемолярне співвідношення між альдегідом і кетоном переважно вибрано у діапазоні від 7:1 до 1:1, переважно від 1,2:1 до 3,0:1. Конденсацію переважно проводять при лужних умовах зі значеннями рН у діапазоні від 8 до 11,5, переважно від 9 до 11. Придатною основою, наприклад, є карбонат натрію. Кількість фурфурилового спирту, який міститься у фурановій зв'язувальній речовині холодного тверднення, визначають, з одного боку, прагненням знизити частку наскільки можливо, через витрати. З іншого боку, висока частка фурфурилового спирту приводить до покращеної міцності ливарної форми. Проте, якщо частка фурфурилового спирту в зв'язувальній речовині є дуже високою, отримані ливарні форми є ламкими та погано обробляються. Частку фурфурилового спирту в зв'язувальній речовині переважно вибирають таку, щоб вона була у діапазоні від 30 до 95 мас.%, переважно від 50 до 90 мас.%, і особливо переважно від 60 до 85 мас.%. Частку сечовини та/або формальдегіду в зв'язувальній речовині переважно вибирають таку, щоб вона була у діапазоні від 2 до 70 мас.%, переважно від 5 до 45 мас.%, та особливо переважно від 15 до 30 мас.%. Ці частки включають як незв'язані частки цих сполук в зв'язувальній речовині, так і частки, що зв'язані в смолі. Додаткові добавки можна додати до фуранових смол, наприклад, етиленгліколь або подібні аліфатичні поліоли, наприклад, цукроспирти, такі як сорбіт, які діють як наповнювачі та заміщують частину фурфурилового спирту. Якщо добавки таких наповнювачів забагато, у найбільш несприятливому випадку міцність ливарної форми послаблюється і реакційна здатність знижується. Частку цих наповнювачів в зв'язувальній речовині, таким чином, переважно вибирають таку, щоб вона складала менше ніж 25 мас.%, переважно менше ніж 15 мас.%, та особливо переважно менше ніж 10 мас.%. Для економії на витратах, при цьому без надмірного впливу на міцність ливарної форми, частку наповнювачів, згідно з одним варіантом здійснення, вибирають таку, щоб вона складала більше ніж 5 мас.%. Фуранові зв'язувальні речовини холодного тверднення можуть надалі містити воду. Проте, оскільки вода затримує тверднення суміші формувальних матеріалів, і вода утворюється як побічний продукт реакції під час тверднення, частку води переважно вибирають наскільки можливо низькою. Частка води в зв'язувальній речовині переважно складає менше ніж 20 мас.%, переважно менше ніж 15 мас.%. З економічної точки зору, кількість води, більша ніж 5 мас.% в зв'язувальній речовині, є припустимою. У способі згідно з даним винаходом, резоли застосовують як фенольні смоли. Резоли є сумішами гідроксиметилфенолів, які сполучені через метиленові та метиленефірні містки, та можуть бути отримані реакцією альдегідів і фенолів у молярному співвідношенні 1:
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing cores and molds for foundry industry and mold material mixture for manufacture thereof
Автори англійськоюFrohn, Marcus, Koch, Diether, Gieniec, Antoni
Назва патенту російськоюСпособ изготовления стержней и форм для литейной промышленности и смесь формовочных материалов для их изготовления
Автори російськоюФрон Маркус, Кох Дитер, Гиник Антони
МПК / Мітки
МПК: B22C 1/10, B22C 1/22, B22C 9/10, B22C 9/12, B22C 3/00
Мітки: формувальних, форм, промисловості, ливарної, суміш, спосіб, стрижнів, виготовлення, матеріалів
Код посилання
<a href="https://ua.patents.su/16-101502-sposib-vigotovlennya-strizhniv-i-form-dlya-livarno-promislovosti-ta-sumish-formuvalnikh-materialiv-dlya-kh-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стрижнів і форм для ливарної промисловості та суміш формувальних матеріалів для їх виготовлення</a>
Спосіб одержання лужно-силікатних формувальних сумішей для ливарних оболонкових форм та стрижнів в нагрітій оснастці
Номер патенту: 58795
Опубліковано: 15.08.2003
Автори: Юрченко Олег Васильович, Макаревич Олександр Павлович
МПК: B22C 1/16
Мітки: ливарних, сумішей, оболонкових, оснастці, стрижнів, форм, лужно-силікатних, нагрітій, формувальних, спосіб, одержання
Формула / Реферат:
1. Спосіб одержання лужно-силікатних формувальних сумішей для ливарних оболонкових форм та стрижнів в нагрітій оснастці, яка включає введення та змішування компонентів формувальної суміші, що містить вогнетривкий наповнювач, водний розчин лугу та аморфний кремнезем, який відрізняється тим, що суміш додатково містить технологічні домішки, а змішування всіх компонентів формувальної суміші проводять одночасно.2. Спосіб по п. 1, який...
Суміш для виготовлення ливарних форм і стрижнів
Номер патенту: 41742
Опубліковано: 15.06.2004
Автори: Погребной Олег Вікторович, Кучеренко Володимир Олександрович
Мітки: стрижнів, суміш, ливарних, виготовлення, форм
Формула / Реферат:
1. Суміш для виготовлення ливарних форм і стрижнів на основі двоокису кремнію, що містить вогнестійку глину, їдкий натр, рідке скло та домішку, що містить вуглець, яка відрізняється тим, що як домішку суміш містить РАДОЛ - модифіковане гідроксидом натрію буре вугілля при наступному співвідношенні компонентів в мас.%: рідке скло 6,0 - 7,0 їдкий натр 0,6 - 1,0 ...
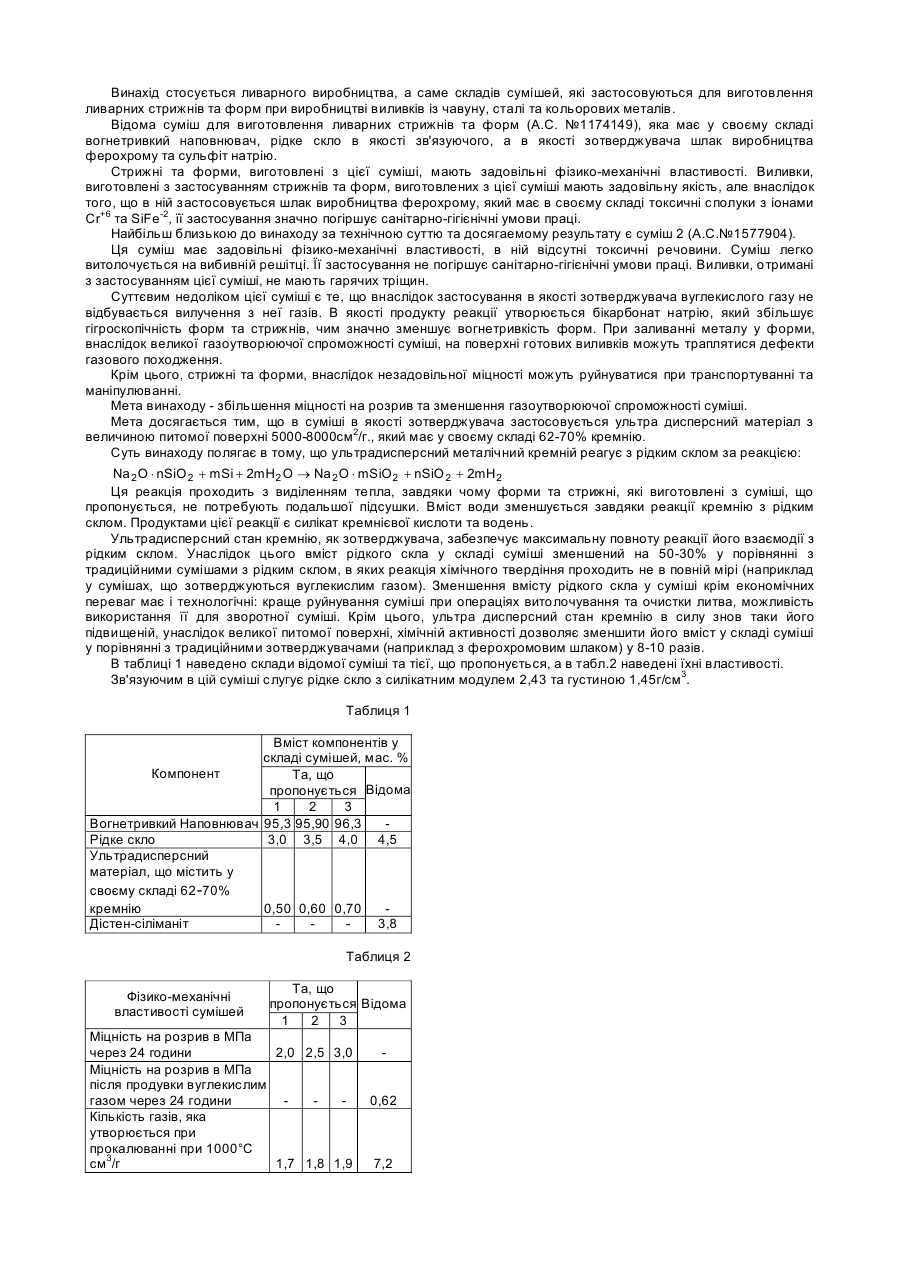
Холоднотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 33696
Опубліковано: 15.02.2001
Автори: Лещенко Олександр Дмитрович, Кузовов Олексій Федорович, Косяк Анатолій Терентійович, Шрамко Михайло Семенович, Сажнєв Володимир Миколайович, Варшавський Юрій Борисович
МПК: B22C 1/16
Мітки: виготовлення, суміш, стрижнів, ливарних, холоднотвердіюча, форм
Текст:
...оптимальні умови твердіння стрижнів та гарантує задовільні фізикомеханічні властивості суміші та гото вих ливарних стрижнів. Зменшення її нижче 0,20 мас. частин призводить до збільшення часу твердіння стрижнів. Завдяки цьому збільшується кількість браку. Збільшення ортофосфорної кислоти в складі холоднотвердіючої суміші більш ніж 0,60 мас ч. різко зменшує живучість суміші, що значно ускладнює технологію виготовлення стрижнів. В табл. 1...
Самотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 64125
Опубліковано: 16.02.2004
Автори: Кузовов Олексій Федорович, Шрамко Михайло Семенович, Лещенко Олександр Дмитрович, Восковець Вячеслав Григорович, Сажнєв Володимир Миколайович
МПК: B22C 1/00
Мітки: ливарних, суміш, форм, виготовлення, стрижнів, самотвердіюча
Формула / Реферат:
Самотвердіюча суміш для виготовлення стрижнів та форм, яка складається з вогнетривкого наповнювача, отверджувача, зв'язуючого, який відрізняється тим, що як отверджувач застосовується ультрадисперсний матеріал, що містить у собі 62-70 % кремнію при наступному співвідношенні компонентів, мас. %: вогнетривкий наповнювач 95,3-96,5 ультрадисперсний матеріал, що містить у собі 62-70 % кремнію ...
Самотвердіюча суміш для виготовлення ливарних форм і стрижнів
Номер патенту: 17135
Опубліковано: 15.09.2006
Автори: Денисов Олександр Володимирович, Клімкін Леонід Миколайович, Городчиков Вячеслав Миколайович, Волокита Володимир Якович, Підгорна Валентина Миколаївна
МПК: B22C 1/00
Мітки: форм, суміш, ливарних, стрижнів, виготовлення, самотвердіюча
Формула / Реферат:
Самотвердіюча суміш для виготовлення ливарних форм і стрижнів, що містить вогнетривкий наповнювач, каталізатор і зв’язувальне у вигляді рідкого скла, яка відрізняється тим, що як вогнетривкий наповнювач застосовують ставролітовий концентрат, а як каталізатор використовують ацетат етиленгліколю при наступному співвідношенні компонентів, мас. %: рідке скло 4,0-5,0 ацетат етиленгліколю ...
Попередній патент: Засіб для лікування захворювань, викликаних патогенними мікроорганізмами та запальними процесами, рогальських
Наступний патент: Наноклістрон
Випадковий патент: Хіназолінові сполуки, спосіб їх одержання (варіанти), фармацевтична композиція на їх основі