Електродна паста з вуглеводневою основою для електродів в графіті без зв’язувальної речовини
Номер патенту: 109538
Опубліковано: 10.09.2015
Автори: Каваллотті Ірма, Феррарі Сандро, Конті Джузеппе, Дузі Мауріцио

Формула / Реферат
1. Електродна паста неметалевого типу для отримання самоспікних електродів Седерберга, які не є джерелом реакції вуглецевого відновлення, для електротермічного виробництва в печі з занурювальною дугою феросплавів, що складається в основному з:
(A) 10-90 мас. %, відносно маси пасти, суміші, що утворена з
тонкоподрібненого порошкового графіту і/або антрациту, що має розмір частинок менше ніж 0,2 мм щонайменше на 95 %,
щонайменше одного вуглеводу, домішаного до розчинника і/або диспергатора для згаданого вуглеводу;
в суміші з
(B) 90-10 мас. %, відносно маси пасти, неметалевого вуглецевого графітного матеріалу, що не містить металу і/або оксидів металу, що складається в основному з вуглецю в формі порошку, що має розмір частинок більше 0,2 мм.
2. Електродна паста за п. 1, яка містить у складі компонента (А) додаткові добавки, причому вказані добавки являють собою одну або більше добавок, що вибрані з групи, яка складається з неорганічних добавок, металоорганічних добавок на основі Р, В, Si; стеарину; насичених, мононенасичених або поліненасичених жирних кислот; органічних кислот або суміші згаданих сполук, причому згадані добавки знаходяться в загальній кількості, яка становить 0,1-10 мас. % відносно загальної маси пасти, і в кількостях, що становлять 1-5 мас. %, коли мають місце добавки на основі металоїдів і перехідних металів.
3. Паста за п. 1 або 2, в якій розчинник і/або диспергатор для вказаного вуглеводу являє собою воду і/або поліетиленгліколь (ПЕГ).
4. Паста за будь-яким з пп. 1-3, в якій в суміші (А) концентрація тонкого порошку становить 60-30 мас. %, відносно загальної маси суміші (А), концентрація вуглеводу становить 30-50 %, концентрація води і/або ПЕГ становить 5-20 %.
5. Паста за будь-яким з пп. 1-4, в якій концентрація вуглецевого матеріалу (В) становить 60-40 мас. %, відносно маси пасти, концентрація вуглеводу становить 10-30 %, концентрація тонкого порошку становить 5 і 25 %, а вода і/або ПЕГ і необов'язкові добавки становлять частину, що залишилася до 100 %.
6. Паста за будь-яким з пп. 1-5, в якій до вуглеводу суміші (А) додані неорганічні добавки і/або металоорганічні добавки на основі Р, В, Si, додані до вуглеводу суміші (А), вибрані з борної кислоти, кремнієвої кислоти, фосфорної кислоти або фосфату амонію; органічні кислоти вибрані з оцтової кислоти, стеаринової кислоти, пропіонової кислоти, лимонної кислоти або суміші згаданих сполук, причому згадані добавки присутні в загальній кількості 1-8 мас. % відносно загальної маси пасти.
7. Паста за будь-яким з пп. 1-6, в якій вуглевод являє собою сахарозу або вуглевод, що містить одну або більше молекул фруктози.
8. Паста за будь-яким з пп. 1-7, в якій вуглецевий графітовий матеріал (В) вибраний з антрациту і графіту.
9. Спосіб для приготування пасти, яка визначена згідно з будь-яким з пп. 1-8, що включає в себе:
перемішування при 60-90 °C, при збовтуванні вуглеводів, води і/або ПЕГ, тонкоподрібненого порошку графіту і/або антрациту і додаткових добавок (якщо вони присутні), як визначено в пп. 1-8, до одержання суміші, яка являє собою флюїд в гарячому стані і напівтверду або тверду речовину в охолодженому стані, з одержанням тим самим згаданої суміші (А);
додавання згаданої суміші (А) до згаданого вуглецевого матеріалу (В), при збовтуванні або замішуванні, до одержання гомогенної пасти.
10. Спосіб для приготування феросплавів в дуговій печі опору з занурювальною дугою, що включає в себе:
наповнення контейнера пастою, визначеною згідно з будь-яким з пп. 1-8, до заданого рівня;
завантаження згаданої печі мінеральною шихтою;
опускання згаданого контейнера вниз, на рівень поблизу до поверхні шихти, і подачу електрики в формі електричної дуги, наприклад, для розплавлення шихти і отвердження електродної пасти всередині контейнера;
додавання додаткової пасти в контейнер, до досягнення вихідного рівня згаданої пасти.
11. Самоспікний електрод Седерберга, одержаний з пасти, визначеної згідно з будь-яким з пп. 1-8, в електротермічному способі згідно з п. 10.
12. Застосування пасти або суміші (А), визначеної згідно з пп. 1-8, в електротермічних способах одержання металевих матеріалів, переважно феросплавів.
13. Застосування пасти (А)+(В) або суміші (А), визначеної згідно з будь-яким з пп. 1-8, при приготуванні попередньо спечених електродів Седерберга.
Текст
Реферат: Описаний електрод Седерберга з низьким вмістом викидів РАН, що використовується в електротермічних технологіях для виробництва металевих матеріалів, переважно феросплавів, які можна отримувати з електродної пасти на основі вуглецевого матеріалу, тонкоподрібненого графіту, карбогідратів і води і/або ПЕГ. UA 109538 C2 (12) UA 109538 C2 UA 109538 C2 5 10 15 20 25 30 35 40 45 50 55 ОПИС Задача даного винаходу полягає в створенні електродної пасти, придатної для використання в конструюванні електродів самоспікного типу, шляхом так званої технології Седерберга, яка демонструє прийнятні властивості для використання в технологіях виготовлення феросплавів в печі з навантаженою дугою. Точніше кажучи, задачею даного винаходу є створення пасти, заданої вище, яка не включена в класифікацію у вигляді R45, згідно з умовами директиви 94/69/CE, директиви 2006/8/CE від 23 січня 2006 року і подальшим поправкам, і яка придатна для забезпечення дуже низького рівня викидів PAH (polycyclic aromatic hydrocarbons, поліциклічних ароматичних вуглеводнів) в ході її використання в процесі виробництва. Технологія виробництва сплавів заліза основана на принципі виготовлення шляхом електрометалургії, яка полягає в хімічному відновленні одного або більше мінералів, звичайно в формі оксидів, за допомогою бітумінозного вугілля або його похідних, яке, таким чином, виконує функцію відновника. У згаданій технології в електричних печах відновного типу використовується дуга опору, для якої потрібне використання електричної енергії для забезпечення плавильного тепла, що, таким чином, розглядається як "обов'язкове використання електрики", оскільки електричну енергію для цієї технології виробництва не можна замінити чим-небудь іншим. Точніше кажучи, у виробництві феросплавів, таких як феросиліцій, феромарганець і ферохром, використовуються електропечі опору з дугою під флюсом (процес протікає в електродуговій печі), яка на даних етапах виробництва має електроди, занурені в неорганічну шихту печі. У даній технології мінерали заліза, кремнію і марганцю відновлюють і розділяють на відповідні сплави металів. Електроди, що використовуються в цих технологіях, відомі як електроди Седерберга, отримують, переважно, на місці, з самоспікної електродної пасти з основою у вигляді порошкових вуглецевих матеріалів, таких як, наприклад, кальцинований або електрокальцинований антрацит, перемішаний разом із зв'язувальною речовиною (зв'язуючим), як правило, смолою або дьогтем. Відразу після приготування, пасту вміщують в контейнер з відповідним опором, для перетворення електродного матеріалу, яке відбувається в печі, а після завантаження печі шихтою на основі мінералу згаданий контейнер опускають до рівня поблизу поверхні шихти, і потім подають електрику у вигляді електричної дуги: завдяки високим температурам, що генеруються з використанням тепла, яке отримується з електричної дуги, звичайно 1000-2000 °C, шихта плавиться, а електродна паста твердне всередині контейнера. Смола або дьоготь, що використовується для цих електродних паст, має високий вміст поліциклічних ароматичних вуглеводнів (polycyclic aromatic hydrocarbons, PAH), які є небезпечними для здоров'я людини, оскільки вони утворені з множини ароматичних кілець, що також конденсуються один відносно одного: насправді, розпорядження закону в галузі промислової гігієни і контролю за санітарно-гігієнічними умовами, обов'язкові для працівників, в даному конкретному випадку встановлюють, що згадана смола (або дьоготь) класифікується як канцерогенна (R45), якщо містить бензо[a]-пірен в процентному вмісті більше ніж 0,005 мас. % (Einecs no. 200-028-5), і що, таким чином, необхідно вжити всі заходи безпеки, щоб уникнути тривалого впливу згаданих речовин на персонал. Більше того, законодавчий декрет 81/08, зокрема, підрозділ II, Статті 233-245, що стосується безпеки на робочому місці, зобов'язує компанії знаходити заміну речовинам, що класифікуються як R45, або, у випадку, коли ніяких замін на ринку немає, - робити різні дії для захисту працівників на робочому місці, такі як, наприклад, оцінка небезпеки опромінення, вимірювання вмісту канцерогенних або мутагенних агентів, планування, програмування і моніторинг процесів таким чином, щоб не було ніяких викидів канцерогенних або мутагенних агентів в повітря, і здійснювати санітарний контроль. Тому, для відповідності законодавчим вимогам, потрібно провести множину заходів, які викликають велику складність в керуванні установкою, з використанням цих речовин, з очевидними додатковими фінансовими витратами. Також потрібно підкреслити, що на ринку немає в наявності електродних паст, придатних для використання в технології Седерберга, і вони не мають маркування R45. Це додає додатковий недолік технології виробництва матеріалів на основі феросплавів. Більше того, через високі температури в печах з навантаженою дугою, згадані PAH являють собою легкі вуглеводневі компоненти смоли або дьогтю, і вони випаровуються, внаслідок чого, також з точки зору викидів з циклів виробництва феросплавів, використання відомих електродних паст є несприятливим. Фактично, в ході виробництва феросплавів виникає постійне випускання в довкілля і в робоче середовище PAH, таких як бензо(a)пірен, хризен, 1 UA 109538 C2 5 10 15 20 25 30 35 40 45 50 55 дибензантрацен, які вивільняються в ході спікання паст, піддаючи персонал високому ризику виникнення серйозних професійних захворювань. Тому, хоча використання згаданих паст є загальною технологією у виробництві феросплавів в електричній печі опору з відкритою, закритою і напівзакритий дугою, позначення, отримані з галузевих досліджень авторитетними особами, такі як ISPESL, вказані як розв'язання вищезазначеної проблеми використання попередньо кальцинованих електродів. Однак, попередньо кальциновані електроди звичайно не використовують у виробництві феросплавів, як через підвищену складність керування технологією, яка тягне за собою їх використання, так і через їх високу вартість. Більше того, виготовлення попередньо випалених електродів в будьякому випадку вимагає використання смоли і/або дьогтю, що приводить до зміщення проблеми до викидів вище по виробничому ланцюжку. Як розв'язання проблеми викидів PAH, описаних вище, з рівня техніки відомі обидві технології попередньої обробки димів, - зниження рівня викидів PAH і виготовлення паст для електродів, що містять менші кількості PAH. Наприклад, в патентній заявці EP 1120453 приведений опис послаблення виходу PAH з печі, з використанням технологій додаткової обробки димів спеціальними каталізаторами на основі Ni-Mo, нанесеними на глинозем або кремнезем, як альтернатива іншим технологіями додаткової обробки фізичним або біологічним шляхом. Однак, використання додаткової обробки димів тягне за собою збільшення існуючої установки, з подальшим додаванням згаданого блоку додаткової обробки: це відображає збільшення установки і виробничих витрат, з подальшим підвищенням складності керування установкою. Більше того, технології додаткової обробки димів не дозволяють подолати проблему підпадання електродних паст під класифікацію R45. У патентній заявці EP 1130077A2 описана технологія приготування вуглеводневих зв'язуючих з низьким вмістом PAH, в порівнянні з традиційними зв'язуючими, отриманими з бітумінозного вугілля, що включає в себе обробку смоли або дьогтю комбінованими реакціями крекінгу, дегідрування і полімеризації, для зниження вмісту PAH до 95 % в смолі, з отриманням, 3 таким чином, викидів PAH нижчих ніж 6 мг/м . Однак, це вирішення є таким, що дорого коштує. і нездійсненне, внаслідок складності установки для попередньої обробки смоли. Більше того, не описано, як уникнути підпадання основних електродних паст під класифікацію R45. Фактично, зниження вмісту PAH в пасті до 95 % не забезпечує вмісту PAH нижче ніж 0,1 %, як передбачено законом для запобігання виникненню сполук згаданого класу, оскільки цей вміст залежить від концентрації PAH у використовуваній смолі або в дьогті і від кількості смоли в пасті. Патентна заявка CN 101289751 описує використання електродних паст, що містять смолу в максимальній кількості 5 %, і інші додаткові зв'язуючі, такі як кремнійорганічні зв'язуючі і боровуглеці, а також фенолформальдегідні смоли для досягнення значного зниження викидів PAH. Ця електродна паста, хоча і приводить до зниження викидів PAH, не може запобігти підпаданню пасти під класифікацію R45, оскільки присутність смоли в кількості максимум 5 % не гарантує, що паста буде містити PAH, зокрема, бензо(a)пірен, в кількості меншій ніж 0,005 % як вимагає законодавство для запобігання підпаданню пасти під згадану класифікацію: навіть якщо концентрація бензо(a)пірену або інші PAH буде трохи вищою ніж 0,005 %, потрібно обов'язково класифікувати пасту як R45. Більше того, використання фенолформальдегідних смол, хоча вони і приводять до зниження викидів PAH, спричиняє за собою появу токсичних викидів формальдегіду, тоді як використання кремнійорганічних зв'язуючих і/або боровуглеців в передбачених процентних співвідношеннях спричиняє за собою недопустимі витрати на згадану електродну пасту. У Патенті США № 6235184 і в заявці на Патент США US2002/0014404 описана технологія для виробництва попередньо кальцинованих анодів, отриманих з нафтового коксу і виготовлення інших електродів для отримання алюмінію, в якій замість смоли використовується меляса тростинного цукру або, для прикладу, рафінованого цукру: навіть якщо роз'яснюється, що цю технологію також можна поширити і на електроди Седерберга, в яких використана та ж суміш, проте, немає ніяких даних, що стосуються фізичних властивостей електродів Седерберга, отриманих з використанням цього складу. У доповнення, як було указано в патентних заявках WO 03/029496 і WO 2007/018880, використання цукру при приготуванні електродних паст приводить до утворення пор і, отже, до ламкості електродів, що мають низьку густину, високу пористість, високу усадку і погані механічні властивості. Випробування, виконані Заявником, також показали, що використання аналогічного складу у виготовленні електродів Седерберга приводить до виходу матеріалу з характеристиками, 2 UA 109538 C2 5 10 15 20 25 30 35 40 45 50 55 60 нижчими, ніж характеристики промислових електродів, що містять смолу. Потрібно звернутися до порівняльних прикладів, прикладених до даної заявки. У патентних заявках WO 03/029496 і WO 2007/018880 описане використання цукрів з добавками у вигляді конкретних реагентів, таких як фосфати і/або толуолсульфонати, як просочувальні і/або зв'язувальні речовини, при виробництві вуглецьвмісних продуктів на основі нафтового коксу і відходів виробництва, що мають підвищену густину матеріалу і знижену здатність до утворення густої піни. Проте, в згаданих заявках також немає ніяких даних, що стосуються фізичних властивостей електродів Седерберга, отриманих з використанням цього складу. Більше того, в згаданих заявках не указано на те, як уникнути підпадання пасти під класифікацію R-45. Задачею даного винаходу є забезпечення паст для електродів для електротермічного виробництва металів, точніше кажучи, феросплавів, здатних подолати, щонайменше частково, недоліки і ускладнення, пов'язані з відомими пастами, описаними вище, і які здатні приводити до вивільнення PAH в кількостях, набагато нижчих, ніж ті, які встановлені законом для викидів в стандартних дугових печах, і тому не вимагають використання установок для додаткової обробки димів для придушення згаданих PAH. Ще однією задачею даного винаходу є забезпечення такої пасти, яка не має економічних недоліків, в порівнянні зі стандартною пастою, що класифікується як R45, і яка може бути придатна для установок, в яких використовуються електроди Седерберга, без значних змін в технології і в установці. Іншою задачею даного винаходу є забезпечення такої пасти, яка не є канцерогенною і не класифікується як R45. Ще однією задачею даного винаходу є забезпечення такої пасти, яка придатна для забезпечення електродів, що мають хорошу електро- і теплопровідність, і механічні властивості, переважно аналогічні, а більш переважно, поліпшені, застосовно до електродів, отриманих за допомогою відомих паст, в електродах Седерберга для виробництва сплавів заліза. Ці цілі досягаються за допомогою електродних паст, які мають характеристичні ознаки, вказані в незалежному пункті формули винаходу. Додаткові сприятливі ознаки винаходу утворюють об'єкт залежних пунктів формули винаходу. Електродна паста, створення якої є задачею даного винаходу, придатна для створення самоспікних електродів для електротермічного отримання сплавів металів, а точніше, феросплавів, і містить суміш (А) тонкоподрібненого порошкового графіту і/або тонкоподрібненого антрациту (тут і нижче згаданий порошок називається "тонкоподрібненим") і щонайменше одного карбогідрату, змішаного з розчинником і/або диспергатором для згаданого карбогідрату, такого як, наприклад, вода і/або поліетиленгліколь (ПЕГ) з формулою HO(CH2CH2O)nH, який має прийнятну молекулярну масу, причому згаданий компонент також має пластифікуючі і/або розріджуючі властивості. Абревіатура ПЕГ призначена для ідентифікації оліголмерів і полімерів етиленоксиду з молекулярною масою меншою ніж 20000 г/моль. Термін "тонкоподрібнений графіт" тут означає графіт, що має такий розмір частинок, при якому його частинки мають щонайменше на 95 %, переважно щонайменше приблизно на 97 %, розміри, або середній розмір менший ніж 0,2 мм, переважно, менший ніж 0,1 мм. Під терміном "тонкоподрібнений графіт" тут також можна розуміти високодисперсний графіт і мікроподрібнений графіт (ультратонкодисперсний), який звичайно має частинки з розмірами близько 0,025 мм або нижче (25 мікрон) і близько 0,010 мм або нижче. "Тонкоподрібнений антрацит" тут означає порошок, отриманий в результаті подрібнення кальцинованого і/або електрокальцинованого антрациту, що має мінімальний вміст вуглецю 95 %, з розміром частинок, що дорівнює розміру, описаному для "тонкоподрібненого графіту", і який не містить або при нагріванні не випускає речовини, що вважаються канцерогенними. У згаданій суміші (А) концентрація вищезазначеного тонкодисперсного порошку становить 60-30 мас. % відносно загальної маси суміші; концентрація карбогідрату становить 30-50 мас. %; концентрація води або ПЕГ становить 5-20 мас. %. На практиці, згадана суміш (А) діє як зв'язувальна речовина для частинок порошкового вуглецевого матеріалу (В). Є переважним, щоб в суміші (А) тонкодисперсний порошок був мікронізований, а використовуваний диспергатор/розчинник являв собою ПЕГ (із середньозваженою молекулярною масою 1000-4000). Згаданий ПЕГ, а точніше, ПЕГ 1500-4000, є особливо переважним в тому, що він спричиняє додаткове поліпшення механічних властивостей матеріалу (вищий модуль пружності при 3 UA 109538 C2 5 10 15 20 25 30 35 40 45 50 55 60 стисненні), що робить його особливо придатним для витримування умов сильного термічного напруження під час стадії його трансформації. Тут потрібно зробити посилання на приклади. Як альтернатива, як розчинник/диспергатор можна використовувати інший розчинник/диспергатор, з пластифікуючими і/або розріджуючими властивостями для пасти, аналогічної пасти з ПЕГ, такої як, наприклад, термопластичні полімери, в яких відсутні ароматичні кільця, і які в ході процесу піролізу не випускають речовини, що класифікуються як R45, і які мають температуру втрати текучості нижчу ніж 120 °C. Електродна паста згідно з даним винаходом містить, крім іншого, крупну фазу, утворену порошковим вуглецевим матеріалом (В), який рівномірно перемішаний із згаданою сумішшю (А). Частинки порошку згаданого вуглецевого матеріалу (В) мають середній розмір або розміри щонайменше на 95 %, переважно, приблизно на 97 % більші ніж 0,2 мм, переважно, 0,5-20 мм, а більш переважно, 0,5-1 мм. Як "крупний" вуглецевий матеріал тут можна указати матеріали, частинки яких мають розміри навіть більші, ніж 20 мм і аж до 100 мм. Згаданий вуглецевий матеріал (В) в основному виготовлений з вуглецю і не є металевим матеріалом; більше того, є переважним, щоб згаданий матеріал, як правило, не містив метали і/або оксиди металів, оскільки, якщо вони можуть бути присутніми, то вони будуть присутні в кількості звичайно меншій ніж 10 мас. % відносно загальної маси пасти (А)+(В). Фактично, кількість металів і/або оксидів металів повинна бути низькою, оскільки є переважним, щоб електрод, отриманий з пасти (А)+(В), не був джерелом реакції вуглецевого відновлення, які підвищують споживання пасти, а служив лише для процесу перенесення електричного струму. У пасті (А)+(В) для електрода згідно з даним винаходом (що тут і далі називається "пастою") концентрація вуглецевого матеріалу (В) становить 90-10 мас. % відносно загальної маси пасти, переважно, 80-30 мас. %, а більш переважно, 70-35 мас. %, тоді як концентрація суміші (А) в згаданій пасті становить частину, що залишилася до 100 %. Що стосується масового складу результуючої пасти (А)+(В), є переважним, щоб концентрація крупного вуглецевого матеріалу (В) становила 60-40 %, концентрація карбогідрату становила 10-30 %, а концентрація тонкодисперсного порошку становила 5-25 %. Вода, або, переважно, ПЕГ, і необов'язкові добавки мають концентрацію, яка відображає частину вищезазначеного складу, що залишилася до 100 %. Як було указано, суміш (А) дозволяє частинкам вуглецевого матеріалу (В) ефективно зв'язуватися одна з одною, діючи, таким чином, як зв'язуюче для згаданого матеріалу (В). Фактично, суміш (А), яка була приготована заздалегідь, до перемішування з вуглецевим матеріалом (В), демонструє властивість широкої текучості, в широкому діапазоні температур, і вона не піддається розділенню. Реологічні властивості суміші (А) можуть змінюватися, залежно від використання води або ПЕГ, температури, концентрації її компонентів і необов'язкової присутності добавок, як буде описано тут нижче: тому згадані реологічні властивості можуть бути такими, які необхідні для досягнення високої текучості, для зв'язування ефективної матриці (матеріал (В)), звичайно виготовленої із зерен, упакованих в колону, що, в той же час, надає пасті високої щільність і приводить до заповнення пустих просторів "тонкоподрібненим" матеріалом. Потрібно зазначити, що в суміші (А), суміш води (і/або ПЕГ) і карбогідрату являє собою зв'язувальну речовину тонкозернистого порошку: згадана органічна зв'язувальна речовина, здатна до графітизації, має перевагу в тому, що вона лише породжує неметалеві вуглецеві залишки, які не забруднюють феросплав, на відміну від неорганічних зв'язувальних речовин, які не графітизуються, що використовуються в металевих електродах Седерберга. У суміші (А) карбогідрати можна вибирати з моносахаридів, дисахаридів, олігосахаридів і полісахаридів. Точніше кажучи, є переважним, щоб моносахариди були вибрані з рибози, рибулози, глюкози, фруктози, галактози; дисахариди переважно вибирають з целобіози, мальтози, лактози, сахарози, трегалози; полісахариди переважно вибирають з крохмалю, целюлози, хітину, калози, ламінарину, ксилану, манану, фукоїдану і галактоманану. Як олігосахарид можна згадати рафинозу. Точніше кажучи, серед карбогідратів переважними є ті з них, які містять одну або більше молекул фруктози, здатної, таким чином, до карамелізації з підвищенням температури. Як альтернатива похідним карбогідратів і/або карбогідратів, вказаним вище, можна використовувати речовини з високим вмістом цукрів (фруктози і глюкози, або ксилози, лактози і мальтоза) і речовини, здатні до карамелізації при високих температурах, наприклад, мелясу, кленовий сироп, солодовий екстракт і інші речовини з високим вмістом цукрів. Високий вміст цукрів відповідає вмісту щонайменше 50 %, переважно щонайменше 70 %. 4 UA 109538 C2 5 10 15 20 25 30 35 40 45 50 55 60 Як було указано, суміш (А) може містити (не обов'язково) неорганічні і/або органометалеві добавки на основі Р, В, Si, Fe, такі як борна кислота, фосфорна кислота або фосфат амонію, фероцен, (циклопентадієніл-залізо, Fe(C5H5)2), стеарин, насичені жирні кислоти, мононенасичені або поліненасичені жирні кислоти, органічні кислоти, такі як оцтова кислота, пропіонова кислота, лимонна кислота або їх суміш, для підвищення реологічних властивостей згаданої суміші (А) і/або для модифікації виходу вуглецю із цукру в ході піролізу, і/або забезпечення/полегшення протікання (каталітичних) процесів графітизації вуглецевих сполук, таких як карбогідрати. Згадані добавки можна використовувати в загальній кількості 0,1-10 % відносно маси кінцевої пасти, а переважно, 1-8 %. Коли добавка основана на металоїдах і перехідних металах, є переважним, щоб її кількість становила 1-5 %, а більш переважно, 1 %. У особливо переважному варіанті втілення карбогідрат являє собою сахарозу (звичайний цукор), додану (не обов'язково) до органічної кислоти, такої як оцтова і стеаринова кислота, або неорганічної кислоти, такої як борна або кремнієва кислота. У іншому особливо переважному варіанті втілення карбогідрат являє собою сахарозу, розчинену в ПЕГ і домішану до добавки борної кислоти. Вуглецевий матеріал (В), що використовується в пасті згідно з даним винаходом, може являти собою один або більше вуглецевих матеріалів, що графітизуються, тобто, придатних для графітизації, або один або більше графітових матеріалів або їх сумішей, переважно, графітного матеріалу. Матеріал, що графітизується, тут стосується матеріалу, який здатний породжувати кристали графіту після нагрівання при високих температурах, наприклад, 1500-2500 °C, і/або за допомогою електротермічної обробки. Згаданий матеріал, що графітизується, також може містити, щонайменше частково, кристали графіту. Як матеріал, що графітизується, можна згадати, наприклад, викопне (кам'яне) вугілля, кокс, нафтовий кокс, деревне вугілля і аморфне пористе вугілля (активоване вугілля). Термін "кам'яне вугілля" тут призначений для того, щоб відділити різні типи викопного вугілля від низькоякісного вугілля, такого як торф і буре вугілля. Термін "кокс" тут стосується вуглецевого матеріалу, отриманого шляхом піролізу суббітумного викопного вугілля проміжного ряду, здійснюваного при температурах приблизно 1000 °C, за відсутності кисню. Цей процес "ущільнює" структуру вугілля в присутності залишків мінералів, надаючи матеріалу належної механічної консистенції для його використання в металургійних процесах. Якщо піролізоване джерело вуглецю створюється з нафтохімічних потоків (бітумінозних пісків, асфальтенів, і т. д.), то продукт, отриманий шляхом піролізу, задається як нафтовий кокс. Термін "деревне вугілля" тут стосується крихкого вуглецевого матеріалу, надто легковагового і пористого, отриманого в основному шляхом піролізу в присутності кисню при помірних температурах (приблизно 700 °C), які сприяють утворенню аморфного вуглецю з рослинних і тваринних біомас, лігнінових целюлозних мас, відходів від деревообробки, і т. д., після відділення води і летких сполук, які мають органічну природу. Як правило, вони, таким чином, являють собою матеріали, відмінні від графіту, які, з різним виходом, можна графітизувати через термічну і/або електротермічну обробку. Як графітовий матеріал можна згадати графіт і антрацит. Антрацит тут стосується різних видів вугілля, яке має високий вміст вуглецю (90 %), пов'язаний з низькою кількістю леткого матеріалу (2 %), і має по суті кристалічну структуру. Графіт тут стосується алотропної форми вуглецю, де атоми розташовані у вершинах гексагональних комірок, які з'єднані між собою, з утворенням паралельних площин, які можуть легко відшаровуватися. Кристали графіту мають форму сплощених маленьких тонких пластинок з гексагональним контуром. Як вуглецевий матеріал (В), в пасті згідно з даним винаходом можна використовувати суміш вуглецевого матеріалу, що графітизується, з графітизованим матеріалом. У пастах згідно з даним винаходом також можна використовувати як вуглецевий матеріал (В) вугілля анодної або катодної марки із вмістом попелу меншим ніж 0,3 %, що придатне для графітизації при температурі нижчій ніж 2700 °C, і містить менше 0,1 мас. % заліза. Є переважним, щоб вуглецевий матеріал (В), що використовується в пасті згідно з даним винаходом, являв собою кальцинований і/або електрокальцинований графіт і/або антрацит, більш переважно, електрокальцинований антрацит. У пасті за даним винаходом відсутні керамічні матеріали, і вона твердне при впливі високою температурою, завдяки процесу графітизації і/або сплавленню зв'язуючого, з отриманням, таким чином, жорсткого електрода, що вільно спирається (що вільно стоїть). 5 UA 109538 C2 5 10 15 20 25 30 35 40 45 50 55 60 Пасту і зв'язуюче (А) за даним винаходом можна приготовляти за допомогою відомих технологій перемішування порошків з рідинами. Точніше кажучи, при приготуванні зв'язуючого (А) є переважним перемішувати інгредієнти в змішувачі, що підтримується при температурі 60-90 °C протягом декількох годин, до отримання суміші, яка є текучою, будучи гарячою і напівтвердою, або твердою, будучи холодною. Згодом згадане зв'язуюче (А) перемішують з вуглецевим матеріалом (В), при збовтуванні або перемішуванні, для отримання гомогенної пасти, відповідно до даного винаходу. Також можна перемішувати спочатку графітові порошки, вуглецевий матеріал (В), цукор (або інші тверді карбогідрати в порошковій формі) для отримання гомогенної порошкової суміші, а пізніше - додавати до цієї суміші диспергатор і необов'язкові рідкі компоненти (наприклад, оцтову кислоту) при перемішуванні, з отриманням пасти згідно з даним винаходом. Після отримання пасти за даним винаходом можна використовувати її, поміщаючи її в піч для отримання феросплавів замість стандартної електродної пасти, для отримання на місці самоспікного електрода Седерберга. Властивості складу електродної пасти за даним винаходом основані на повній відсутності кам'яновугільної смоли, що використовується згідно з відомим рівнем техніки як зв'язуюче, яка, як було виявлено, класифікується по категорії 2 як канцерогенна, з фразою ризику по R45 "може викликати рака", токсична і яка є первинним джерелом випускання PAH на робочому місці і викидів в атмосферу. Несподівано було виявлено, що паста для електродів Седерберга, що містять також фазу мікронізованого або тонкоподрібненого графіту, приводить до поліпшення властивостей кінцевого матеріалу, оскільки дані, отримані з літератури, передбачає, що в стандартних електродних паст Седерберга, або для створення попередньо спечених електродів, використання фаз матеріалів з розміром частинок тонкодисперсного порошку надає негативний вплив на властивості одного і того ж матеріалу (A. A, Michi, et al. "Alcan Characterization of Pitch Performance for Pitch Binder Evaluation and Process Changes in Aluminium Smelter", Light Metals 2002, Edited by Wolfgang Schneider, TMS, 2002.). Більше того, Заявник несподівано виявив, що пасти вуглецевих матеріалів, що містять згадані карбогідрати без доданих реагентів, і в суміші з тонкоподрібненим порошком, придатні для отримання щільних електродів, з обмеженою усадковою деформацією, що також мають механічні властивості і властивості електро- і теплопровідності, порівнянні з властивостями, забезпеченими відомими пастами, і, наприклад, для забезпечення їх використання як електродів для дугових печей для феросплавів, на відміну від того, що відомо з техніки. Звернемося до прикладів. Якщо не прив'язуватися до якої-небудь теорії, можна передбачити, що: - тонкодисперсна фаза мінімізує втрати маси, виникаючі при розкладанні цукру при високій температурі, і що тому її перемішування з крупною фазою приводить до утворення вуглецевого матеріалу (В), що тягне за собою поліпшення якості структури і механічних властивостей кінцевого електрода, який можна отримати із згаданої пасти; - згадана тонкодисперсна фаза карбонізується у вигляді твердої структури при вищій температурі, в порівнянні з температурами спікання пасти з подальшими невеликими втратами маси під час спікання. Додатково, передбачається, що суміш (А), що містить тонкодисперсний графіт і/або антрацит, який діє як зв'язуюче з крупного матеріалу, здатна ефективно заповнювати простори між крупними частинками вуглецевого матеріалу (В), що звичайно мають більші розміри, ніж у тонкодисперсного порошку, і упаковуватися у вигляді стовпчика і надавати більшої густини пасті. Більше того, передбачається, що згадана паста характеризується стадіями теплового гістерезису, що полягають в розм'якшенні і подальшому затвердінні з коротшою тривалістю, що гарантують в ході процесу виробництва електропровідність, аналогічну або кращу, ніж та, яка має місце згідно з рівнем техніки. Перевагами пасти для електродів згідно з даним винаходом є повна відсутність ароматичних вуглеводневих сполук, які можна класифікувати по фразах ризику згідно R45 в своїй первинній формі і рівню викидів ароматичних вуглеводнів, що класифікуються по фразах ризику R45 при здійсненні технології Седерберга, який в 1000 разів нижчий, ніж у існуючої відомої пасти. Ця паста забезпечує отримання електродів з характеристиками електро- і теплопровідності і механічною міцністю, придатною для використання в печах для виробництва феросплавів. Оскільки при виробництві феросплавів ефективне керування самоспікним електродом має фундаментальне значення, що можна вважати невід'ємною частиною процесу виробництва, 6 UA 109538 C2 5 10 15 20 25 30 35 використання матеріалу, створення якого є задачею даної патентної заявки, аналогічно є основним також і для пригнічення викидів PAH в робоче середовище і у зовнішнє середовище. Точніше кажучи, технології приготування феросплавів, в яких використана паста за даним винаходом, включають в себе: - введення пасти в контейнер, здатний витримувати умови піролізу, що мають місце в печі; - завантаження згаданої печі мінеральною шихтою; - опускання згаданого контейнера вниз, таким чином, щоб він виявився поблизу поверхні шихти, з подальшою подачею електрики в формі електричної дуги і подальшим розплавленням шихти і отвердженням електродної пасти всередині контейнера. Услід за реакцією відновлення, електрод, який утворюється на місці, частково витрачається, і тому необхідно додавати додаткову пасту в контейнер, для забезпечення безперервності процесу. Додавання згаданої пасти може складати критичну точку процесу, з урахуванням різного фізичного стану пасти і спеченого електрода, що, як правило, не гарантує фізичної зв'язаності між двома елементами, з урахуванням також усадки, якій звичайно піддається паста при спіканні: Заявник виявив, що паста за даним винаходом демонструє усадку, порівнянну з відомими пастами, і тому прийнятну для використання пасти як речовини-попередника самоспікних електродів Седерберга. Додатково, згадана паста (А)+(В) здатна досягати майже безпосередньої фізичної зв'язності з електродом, будучи вже спеченою, на відміну від того, що відбувається з відомими пастами. Це дозволяє уникати можливих поломок електрода, які вимагають переривання процесу. Більше того, Заявник також виявив, що зв'язуюче (А), яке використовується в пасті за даним винаходом, також можна використовувати, наприклад, у вигляді пасти для створення самоспікних електродів Седерберга, хоча воно має більшу усадку, в порівнянні з пастою за даним винаходом, і тому його складно використовувати в колоні, що використовується відповідно до поточного стану рівня техніки. Без відступу від об'єму винаходу, фахівці в даній галузі техніки можуть здійснити з пастою всі раніше описані зміни і удосконалення, передбачувані звичайним досвідом і/або природною еволюцією рівня техніки. Далі йдуть деякі необмежуючі приклади, що ілюструють даний винахід. ПРИКЛАДИ Приклад 1 Даний приклад має на меті проілюструвати властивості зв'язуючого (А) електродної пасти за даним винаходом, коли воно використовується саме по собі, тобто, без додавання крупного структуруючого матеріалу (В), з отриманням самоспікних електродів Седерберга. Приготовані пасти зіставлені з пастою Седерберга, що промислово випускається як електродна паста ELKEM і отримується точно так само, яка містить 25 % смоли і 75 % електрокальцинованого антрациту. Ця паста буде далі згадуватися як промислова паста. Властивості даного зв'язуючого (А) були зіставлені з властивостями промислової пасти. Були приготовані зв'язуючі (А) з наступними ознаками: 40 Інгредієнт Крупний антрацит Тонкоподрібнений графіт (0-0,1 мм) Сахароза Оцтова кислота Борна кислота Стеаринова кислота H2O Заготовка 1 (%) 50 40 4 2 4 Заготовка 2 (%) 50 40 2 8 Заготовка 3 (%) 50 42 8 Інгредієнт Крупний антрацит Тонкоподрібнений графіт (0-0,1 мм) Сахароза Оцтова кислота Борна кислота Стеаринова кислота H2O Заготовка 1 (г) 500 400 40 20 40 Заготовка 2 (г) 500 400 20 80 Заготовка 3 (г) 500 420 80 У Заготовці 1 зв'язуюче, сахароза, вода і оцтова кислота були перемішані протягом приблизно 20 хв і витримані в сушильній камері при температурі 80 °C протягом 10 годин. 7 UA 109538 C2 5 10 15 Зв'язуюче було перетворене в гомогенну суміш із в'язкістю і консистенцією, близькою до в'язкості і консистенції меду. Потім було додано 500 г тонкоподрібненого графіту і 20 г стеаринової кислоти, і все це разом було перемішано протягом приблизно 30 хв. У Заготовці 2 зв'язуюче, сахароза, вода і борна кислота були перемішані протягом приблизно 20 хв і витримані при температурі 80 °C протягом 10 годин. Зв'язуюче було перетворено в гомогенну суміш із в'язкістю і консистенцією, близькою до в'язкості і консистенції меду. Потім було додано 500 г тонкоподрібненого графіту і все це перемішано протягом приблизно 30 хв. У Заготовці 3 зв'язуюче, тонкоподрібнений графіт, сахароза і вода були додані і перемішані протягом приблизно 60 хв. Гомогенна суміш з усіх цих зв'язуючих (Заготовка 1, Заготовка 2 і Заготовка 3) була отримана з м'якою консистенцією. Кожна з речовин, - отримані зв'язуючі і промислова паста, була поміщена в графітовий тигель, в кількості 1 кг кожна. Чотири тиглі були нагріті до 900 °C в атмосфері азоту на період часу приблизно 10 годин, зі швидкістю нагрівання приблизно 90 °C/год. По досягненні цієї температури піч була відключена і залишена охолоджуватися на 4 години, а потім матеріал, отриманий таким способом, був витягнутий і виміряний. Отримані фізичні властивості приведені тут нижче: 20 1,22 1,25 1,1 Модуль стиснення на злам (МПа) 18,5 23,7 13,1 1,26 12,1 Густина 3) (г/см Заготовка 1 Заготовка 2 Заготовка 3 Промислова паста (зіставлення) 25 30 35 Електроопір (мкОм) 60 58 63 Втрати маси Теплопровідність в ході спікання (Вт/(м*К)) (%) 8,2 41 7,8 39 6,9 42 77 6,5 23 Всі проаналізовані зв'язуючі (А) демонструють поліпшені властивості механічної міцності, в порівнянні з промисловою пастою. Зв'язуюче в Заготовці 2, зокрема, демонструє приблизно подвійну механічну міцність, в порівнянні з промисловою пастою. Електроопір і теплопровідність також є кращими у випадку зв'язуючих в Заготовці 1, в Заготовці 2 і в Заготовці 3, в порівнянні з промисловою пастою. Зв'язуючі, відомі як Заготовка 1, 2 і 3, відображають, в деяких випадках, значне поліпшення відносно рівня техніки, хоча і демонструють значні втрати в масі, які також позначаються на усадці матеріалу. Приклад 2 Даний приклад ілюструє властивості матеріалу, отриманого шляхом перемішування зв'язуючого з крупною фазою згідно з даним винаходом, з отриманням електродної пасти, в зіставленні з пастою, що містить лише крупну фазу, і з пастою, що містить твердий цукор. Зв'язуюче + крупна фаза = паста Заготовки Далі представлені кількості речовин, що використовуються для отримання пасти Заготовки. 47 Заготовка 6 (%) (зіставлення) 67 Заготовка 7 (%) (зіставлення) 51 20 20 22 25 8 25 1 7 25 8 27 Інгредієнт Заготовка 4 (%) Заготовка 5 (%) Крупний антрацит Тонкоподрібнений графіт (0-0,1 мм) Сахароза Борна кислота H2O 47 8 UA 109538 C2 1400 Заготовка 6 (г) (зіставлення) 2010 Заготовка 7 (г) (зіставлення) 1400 600 600 600 750 240 750 30 210 750 240 750 Інгредієнт 10 15 Заготовка 5 (г) Крупний антрацит Тонкоподрібнений графіт (0-0,1 мм) Сахароза Борна кислота H2O 5 Заготовка 4 (г) 1400 Компоненти зв'язуючого (А) були перемішані протягом приблизно 40 хв, до отримання гомогенної пасти з пластичною консистенцією і вологим зовнішнім виглядом, з використанням тієї ж технології, що була проілюстрована в Прикладі 1, що стосується Сировини 1. Кальцинований порошок антрациту (крупна фаза) потім був доданий до зв'язуючого (А), зі середнім розміром частинок, що приблизно на 97 % складає 0,5-20 мм, при перемішуванні, до отримання гомогенної пасти: були отримані чотири склади, вказані вище (Заготовка 4, Заготовка 5, Заготовка 6 і Заготовка 7). Отримані пасти (Заготовка 4, Заготовка 5, Заготовка 6 і Заготовка 7) були поміщені в чотири графітових тиглі, 3 кг промислової пасти було додано до п'ятого графітового тигля. П'ять тиглів було нагріто до температури 900 °C в атмосфері азоту протягом приблизно 10 годин, зі швидкістю нагрівання приблизно 90 °C/год. По досягненні цієї температури піч була відключена і залишена охолоджуватися на 4 години, а потім матеріал, створений таким шляхом, був витягнутий і проаналізований. Визначення фізичних характеристик матеріалів забезпечило наступні результати: Модуль стиснення на злам (МПа) Електроопір (мкОм) >1,20 >8 5
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode paste for electrodes in binder-free graphite with hydrocarbon base
Автори англійськоюFerrari, Sandro, Cavallotti, Irma, Conti, Giuseppe, Dusi, Maurizio
Автори російськоюФеррари Сандро, Каваллотти Ирма, Конти Джузеппе, Дузи Маурицио
МПК / Мітки
МПК: H05B 7/09
Мітки: електродна, графіті, паста, електродів, речовини, основою, вуглеводневою, зв'язувальної
Код посилання
<a href="https://ua.patents.su/16-109538-elektrodna-pasta-z-vuglevodnevoyu-osnovoyu-dlya-elektrodiv-v-grafiti-bez-zvyazuvalno-rechovini.html" target="_blank" rel="follow" title="База патентів України">Електродна паста з вуглеводневою основою для електродів в графіті без зв’язувальної речовини</a>
Стопорна паста для ніпельного з’єднання електродів
Номер патенту: 67115
Опубліковано: 25.04.2007
Автори: Бондаренко Анатолій Васильович, Петров Роман Борисович, Хромєнков Сєргєй Міхайловіч, Якуб Ігор Михайлович
МПК: C04B 35/515, H05B 7/14, F16B 39/01
Мітки: ніпельного, з'єднання, паста, стопорна, електродів
Формула / Реферат:
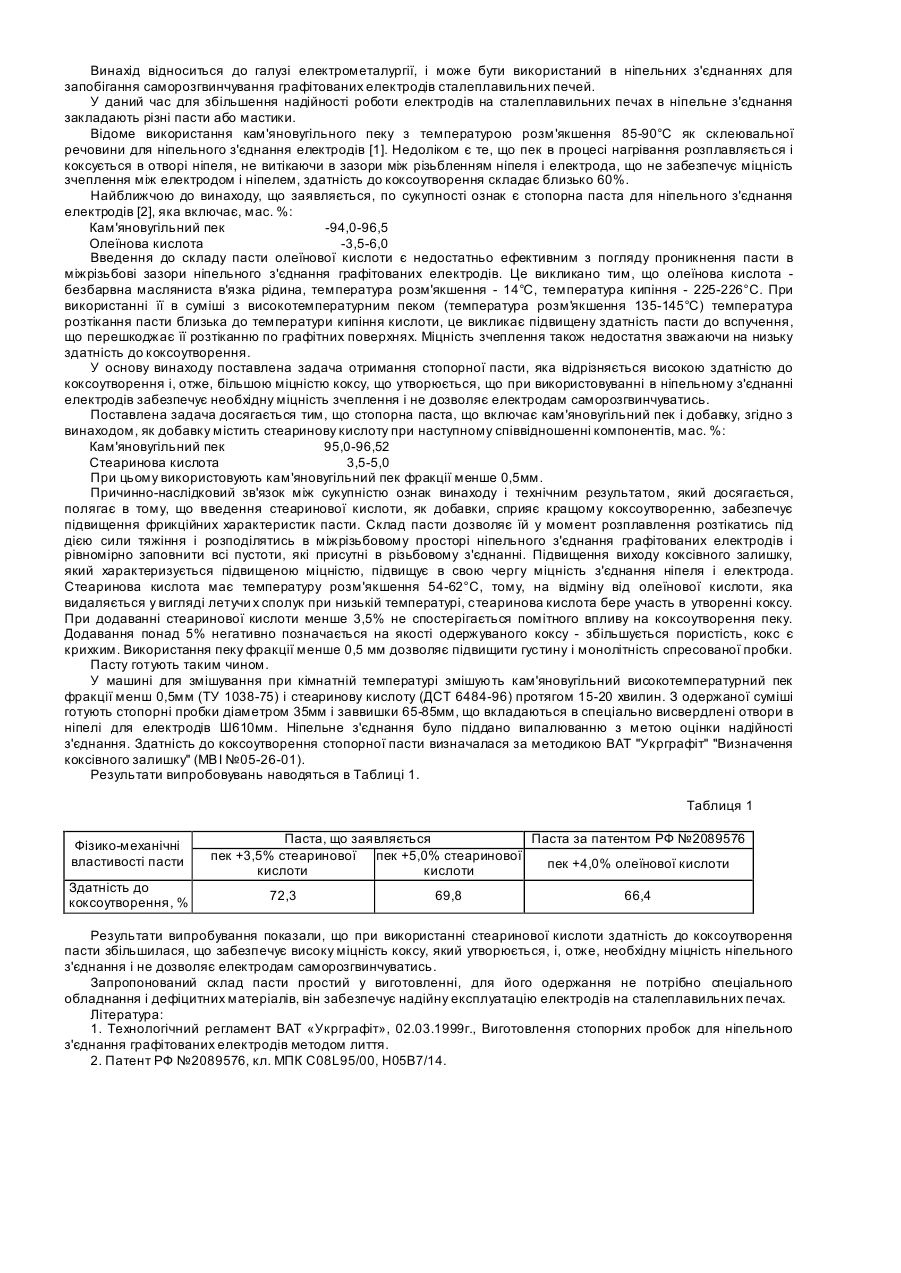
1. Стопорна паста для ніпельного з'єднання електродів, що включає кам'яновугільний пек і добавку, яка відрізняється тим, що як добавку вона містить стеаринову кислоту при такому співвідношенні компонентів, мас. %: кам'яновугільний пек 95,0-96,5 стеаринова кислота 3,5-5,0. 2. Стопорна паста за п. 1, яка відрізняється тим, що вона містить кам'яновугільний пек фракції...
Електродна маса для самовипалювальних електродів
Номер патенту: 69900
Опубліковано: 15.07.2005
Автори: Гріншпунт Олександр Григорович, Малий Євген Іванович, Уразліна Ольга Юріївна
МПК: H05B 7/09, H05B 7/06, C25B 11/00
Мітки: електродна, електродів, самовипалювальних, маса
Формула / Реферат:
Пристрій визначення вертикалі на рухливому об'єкті, заснований на властивості рідинного рівня з повітряною бульбашкою, індексувати горизонтальне положення основи рівня та властивості гіроскопічного датчика зберігати незмінним положення осі гіроскопа у просторі. Відрізняється тим, що при русі об'єкта вимірюють зміну положення бульбашки рідинного рівня оптико - електронним пристроєм, одночасно вимірюють зміну положення корпуса гіроскопічного...
Електродна маса для самовипалювальних електродів
Номер патенту: 67612
Опубліковано: 16.01.2006
Автори: Уразліна Ольга Юріївна, Клименко Фелікс Костянтинович, Єгорова Ангелина Костянтиновна, Малий Євген Іванович
МПК: C01B 31/02, C04B 35/52, C25B 11/00
Мітки: електродів, самовипалювальних, електродна, маса
Формула / Реферат:
1. Спосіб регенерації відпрацьованого каталізатора конверсії оксиду вуглецю або синтезу метанолу на основі оксидів міді, цинку та промотору - оксиду алюмінію, шляхом обробки відпрацьованого каталізатора азотною кислотою та аміачнокарбонатним розчином при перемішуванні, сушіння, прожарювання та формування готового каталізатора, який відрізняється тим, що одержаний після обробки азотною кислотою азотнокислий розчин відпрацьованого каталізатора...
Електродна маса для самовипалювальних електродів рудовідновлювальних електропечей
Номер патенту: 3564
Опубліковано: 27.12.1994
Автори: Зубанов Віталій Тимофійович, Гасик Михайло Іванович, Гріншпунт Олександр Григорович, Кашкуль Володимир Вікторович, Величко Борис Федорович, Дунаєв Георгій Олександрович
МПК: C01B 31/00, C01B 31/04, C01B 31/02
Мітки: маса, самовипалювальних, електродна, рудовідновлювальних, електропечей, електродів
Формула / Реферат:
Электродная масса для самообжигающих электродов рудовосстановительных электропечей, включающая термоантрацит, кокс и каменноугольный пек, отличающаяся тем, что, с целью повышения механической прочности и термостойкости, она до-полнительносодержитнепрокаленныйантрацитпри следующем соотношений компонентов, мас.%:термоантрацит 25-50 ...
Паста для обробляння і шліфування твердих поверхонь
Номер патенту: 26410
Опубліковано: 25.09.2007
Автор: Іванов Олег Олексійович
Мітки: паста, обробляння, шліфування, поверхонь, твердих
Формула / Реферат:
Паста для обробляння і шліфування твердих поверхонь, яка відрізняється тим, що містить подрібнені відходи гранітного виробництва, з крупністю зерен від менш ніж 3мкм до 100мкм.
Попередній патент: Розчин електроліту і способи електролітичного полірування
Наступний патент: Спосіб окислення вуглеводнів киснем
Випадковий патент: Надвисокочастотний корелометр