Спосіб виготовлення саше
Номер патенту: 114435
Опубліковано: 12.06.2017
Автори: Махапатра Саміран, Даґаонкар Маной Вілас, Джамбекар Гіріш Умакант, Тендулкар Махеш Субхаш

Формула / Реферат
1. Спосіб виготовлення саше, що містить принаймні два відділення в машині для формування, наповнення і запечатування, причому зазначене саше виготовляється за допомогою способу, що містить етапи, на яких:
і) намотують зовнішній зварюваний матеріал і зварюваний матеріал внутрішньої перегородки на запечатувальний елемент, причому зварювані матеріали є гнучкими;
іі) запечатують зварювані матеріали в подовжньому напрямку так, що внутрішні поверхні зовнішніх зварюваних матеріалів з'єднуються із зварюваним матеріалом внутрішньої перегородки для утворення принаймні двох туб, накладених одна на одну;
ііі) запечатують зазначені туби уздовж бічного напрямку для утворення принаймні двох відділень;
iv) вводять виміряні кількості матеріалу, що містить коагулюючий агент, у одне відділення, та матеріалу, що містить дезінфікуючий компонент, у друге відділення, причому ці компоненти разом є придатними для очищення води;
v) забезпечують туби другим бічним герметизуючим швом для утворення саше з принаймні двома відділеннями;
причому зовнішній зварюваний матеріал містить багатошаровий матеріал, що має товщину принаймні 60 мкм і при цьому містить принаймні три шари, вибирані з полімерного шару і шару алюмінієвої фольги, і при цьому зварювані матеріали вибирають з непроникних багатошарових матеріалів.
2. Спосіб за п. 1, який відрізняється тим, що товщина зовнішнього зварюваного матеріалу знаходиться в діапазоні 100-800 мкм.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що введення виміряних кількостей матеріалів здійснюють за допомогою дозуючої трубки, яка має сплюснутий випуск.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що матеріали принаймні з двох бункерів подають в окремі штамповані чашки, які, у свою чергу, подають їх до дозуючих трубок.
5. Спосіб за 4, який відрізняється тим, що штамповані чашки концентрично розташовані на столі, що обертається.
6. Спосіб за п. 5, який відрізняється тим, що зовнішнє коло концентрично розташованих штампованих чашок має один певний розмір, і внутрішнє коло концентрично розташованих штампованих чашок має інший певний розмір, і штамповані чашки кожного кола штампованих чашок виконані з можливістю прийому одного і того ж матеріалу.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що запечатувальний елемент містить механічно керовані протилежні ролики, що обертаються, або пневматично керовані запечатувальні шари.
8. Спосіб очищення води, що містить етапи, на яких:
a) одного разу розкривають саше, виготовлене за допомогою способу за п. 1;
b) змішують введені матеріали з водою;
c) дозволяють зваженим часткам осісти;
d) відділяють надосадову рідину від часток, що осіли.
Текст
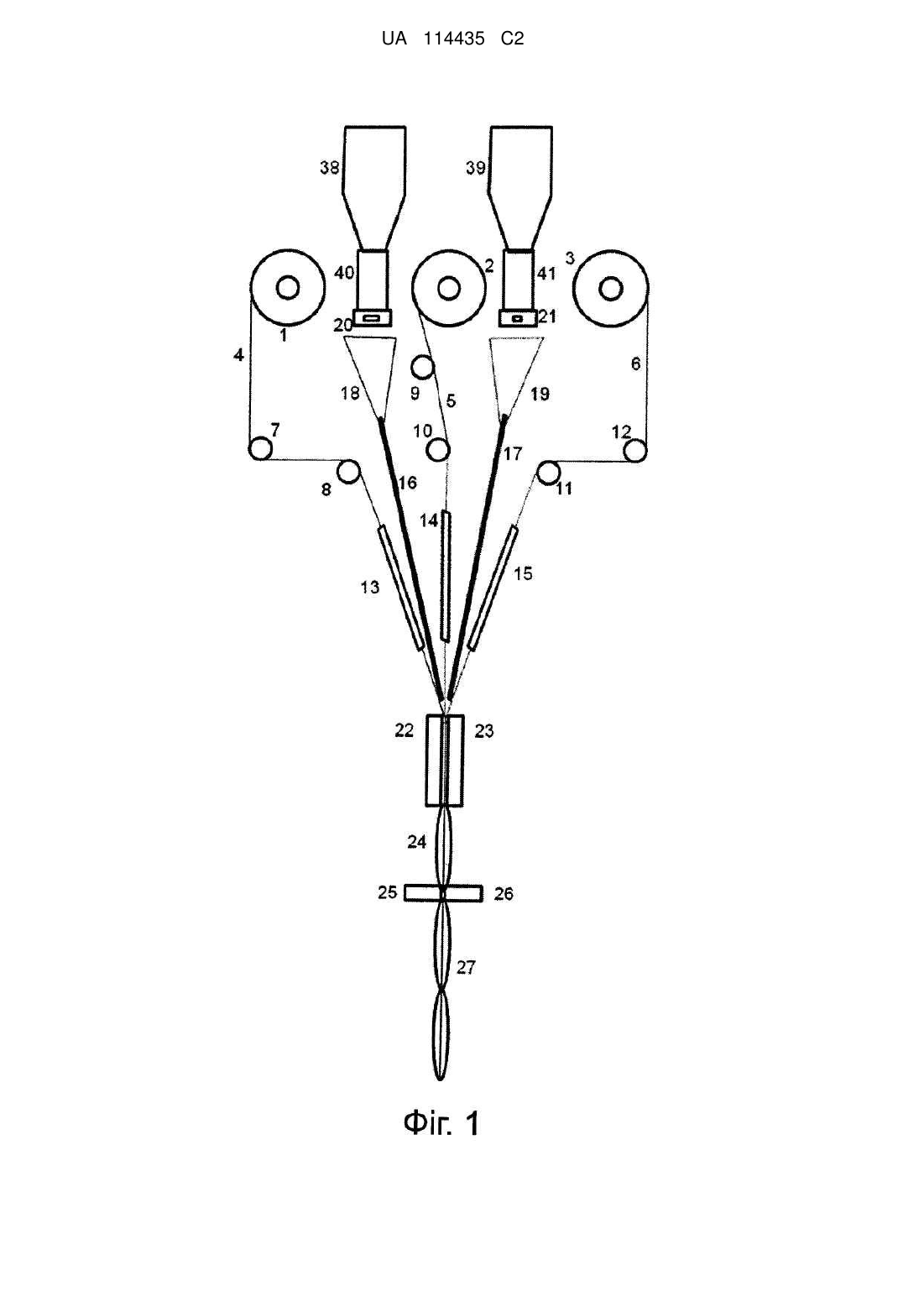
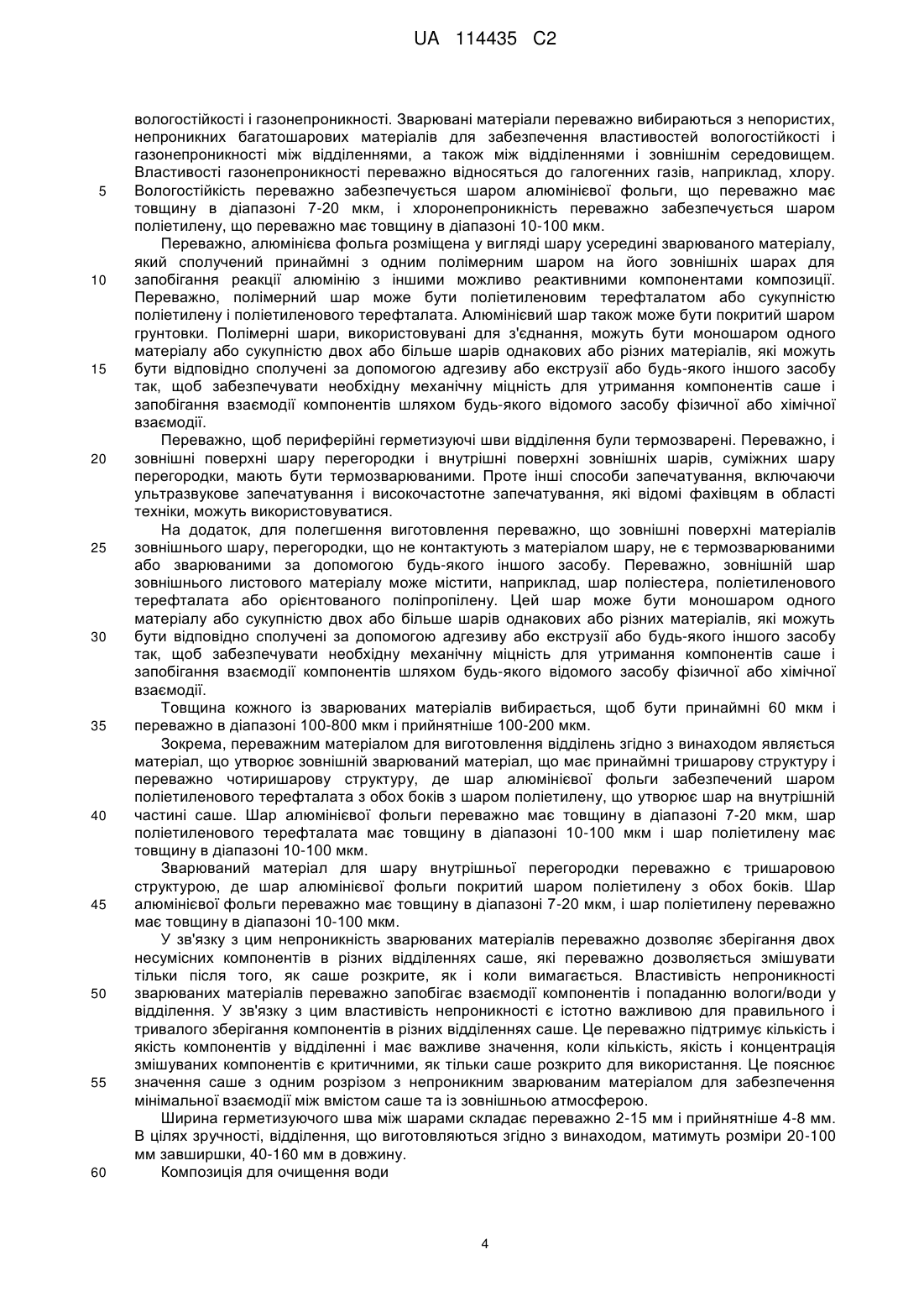
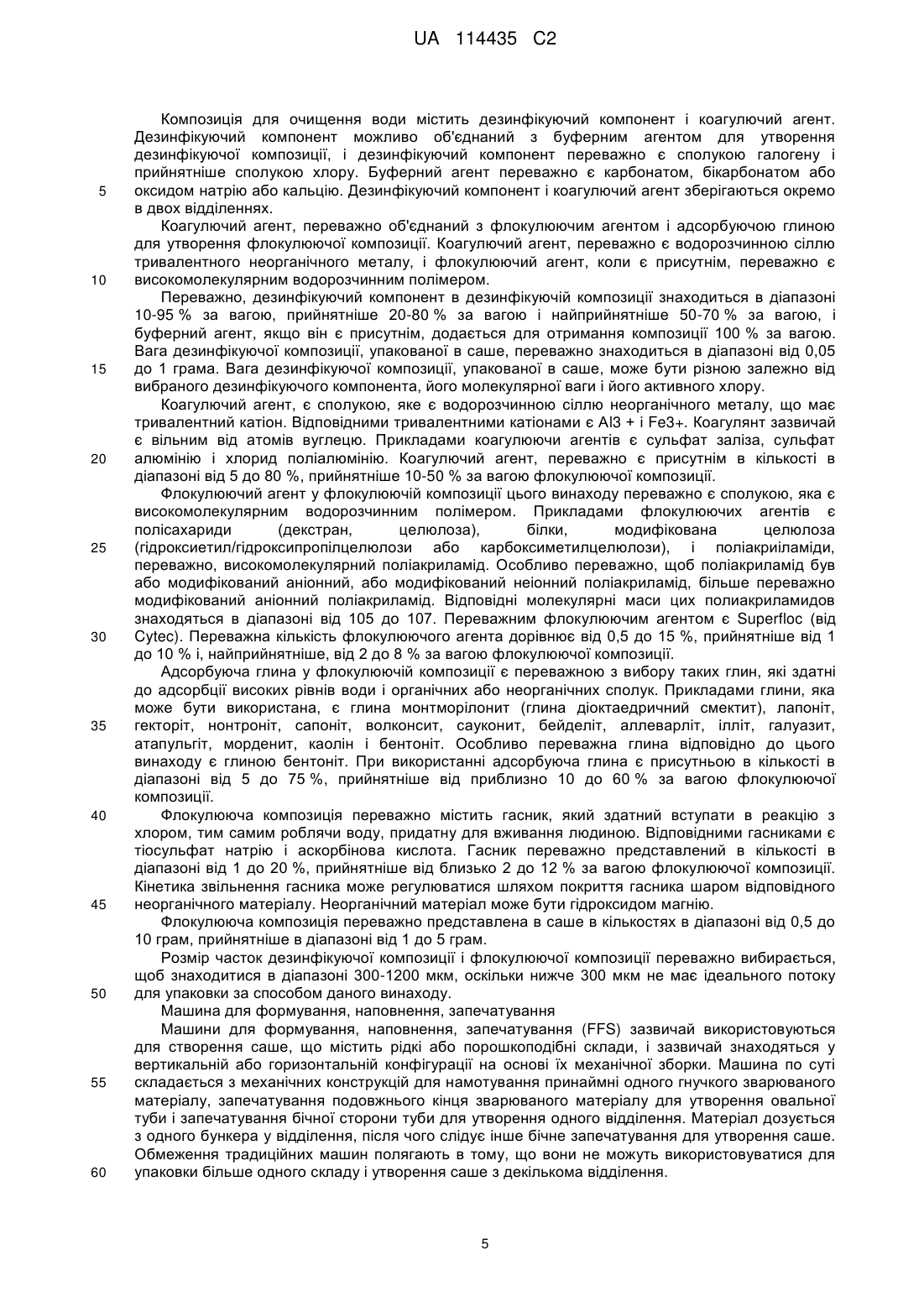
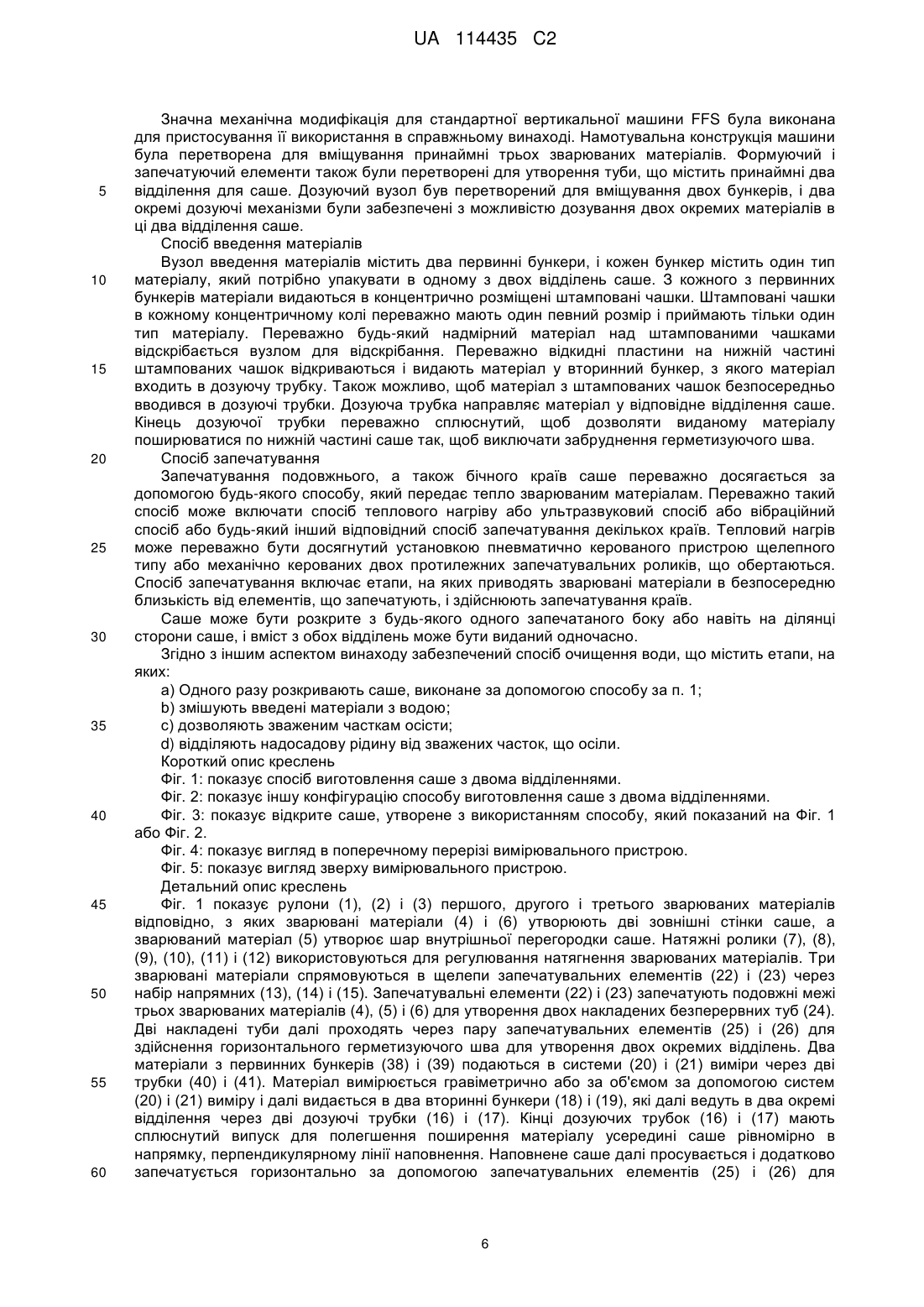
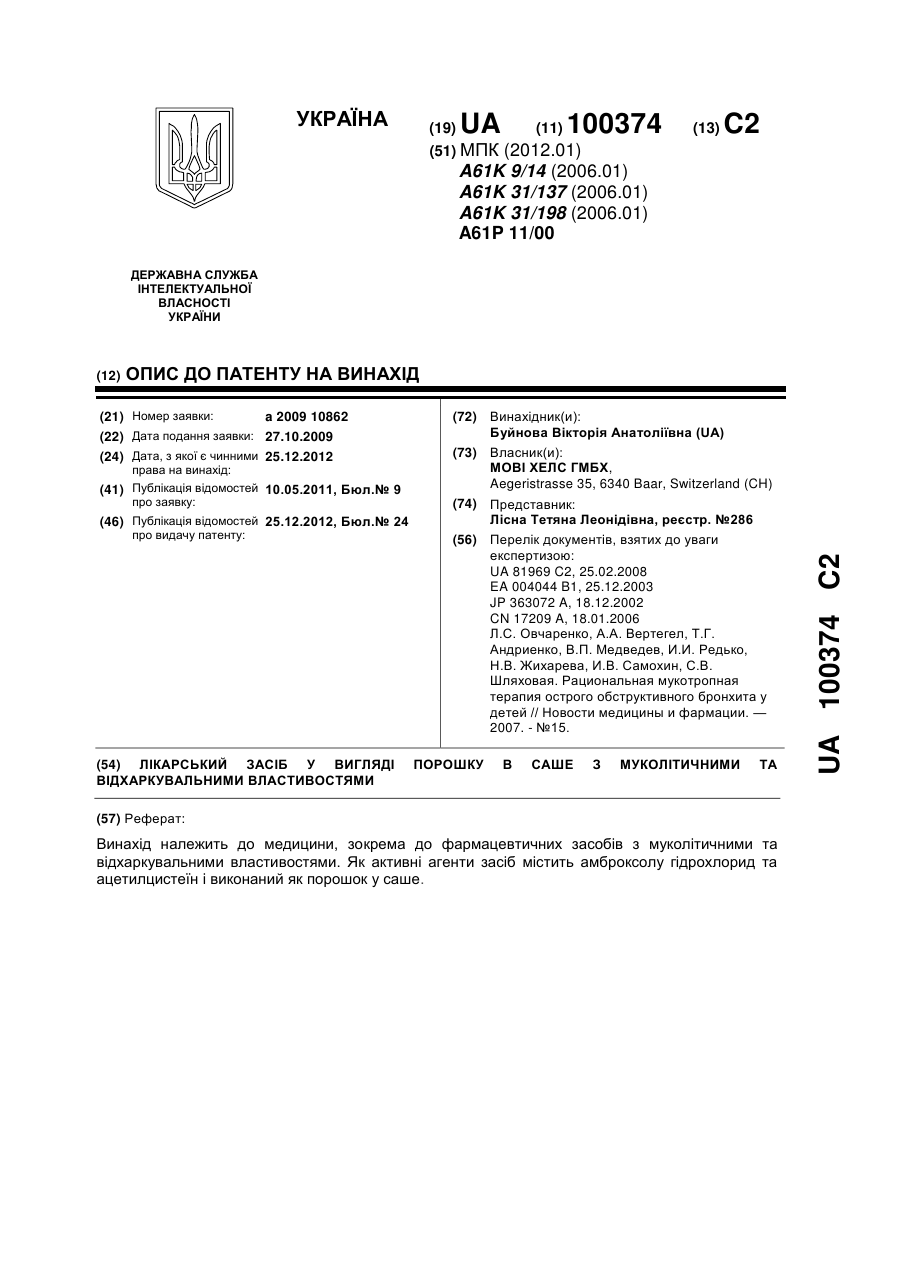
Реферат: Винахід стосується способу виготовлення саше з двома відділеннями для упаковки двох матеріалів, використовуваних як композиції для очищення води, де зварювані матеріали підбираються для запобігання взаємодії матеріалів, що зберігаються в двох відділеннях, а також взаємодії із зовнішньою атмосферою. Композиції для очищення води, упаковані в цих саше, особливо корисні для видалення мікроорганізмів, наприклад бактерій, вірусів і цист, щоб робити воду придатною для споживання людиною. Зокрема, винахід стосується способу формування, наповнення і запечатування для виготовлення саше, що містить принаймні два відділення, де зварювані матеріали, використовувані для утворення зовнішніх стінок і шару внутрішньої перегородки, підбираються для запобігання взаємодії матеріалів, що зберігаються у відділеннях, а також взаємодії із зовнішньою атмосферою. UA 114435 C2 (12) UA 114435 C2 UA 114435 C2 5 10 15 20 25 30 35 40 45 50 55 60 Область техніки, до якої відноситься винахід Даний винахід стосується способу виготовлення саше, що містить принаймні два відділення для упаковки двох або більше за матеріали. Особливо використовується для упаковки композицій для очищення води. Композиції для очищення води, упаковані в цих саше, особливо корисні для видалення мікроорганізмів, наприклад, бактерій, вірусів і цист, та хімічних забрудників, наприклад, миш'яку, щоб робити воду придатною для споживання людиною. Зокрема, винахід стосується способу виготовлення саше, що містить принаймні два відділення, в яких зварювані матеріали, використовувані для утворення зовнішніх стінок і шару внутрішньої перегородки, підбирають для запобігання взаємодії матеріалів, що зберігаються у відділеннях, а також взаємодії із зовнішньою атмосферою. Головним чином винахід був розроблений для використання в сфері застосування питної води і буде описаний далі з посиланням на це застосування. Проте буде взято до уваги, що винахід не обмежується цією особливою областю використання. Рівень техніки Будь-яке обговорення відомого рівня техніки в усьому описі жодним чином не повинне розглядатися як визнання того, що такий відомий рівень техніки є широко відомим або утворює частину загальновідомого знання в області техніки. Значна частина населення людей у світі живе в країнах, що розвиваються і слаборозвинених, де є гостра нестача питної води, що відповідає гігієнічним критеріям. Високий відсоток цих людей живе в сільських районах, де відсутні системи очищення води, подібні до тих, які забезпечені міськими муніципальними очисними спорудами питної води. Багатьом людям доводиться залежати безпосередньо від ґрунтових і підземних водних джерел, таких як свердловини, трубчасті колодязі, ставки і річки. Часто ці водні джерела забруднені стічними водами, промисловими і сільськогосподарськими відходами. Велика кількість фізичних і хімічних способів очищення води відомі і використовуються на муніципальному, місцевому і національному рівнях. Способи хімічного очищення включають використання хімікатів, що включають коагулянти і флокулянти для осадження зважених і розчинених домішок і біоциди для знищення мікроорганізмів. ЕР1980538 (Unilever, 2008 p.) розкриває суміш для флокуляції і дезінфекції, що є взаємно несумісними, які мають бути відокремлені одне від одного. Саше були виготовлені за допомогою способу формування, наповнення і запечатування для утворення спільного саше, виконаного з можливістю упаковки суміші для флокуляції і суміші для дезінфекції поруч один з одним і корисного для видачі послідовно вмісту саше. Також розкрита упаковка невеликих кількостей твердої дезинфікуючої речовини на основі хлору в стабільному стані впродовж тривалого періоду часу. Ці саше мають бути розкриті з одного кінця до іншого і тільки в певному напрямку для того, щоб компоненти з обох відділень були видані одночасно у воду. Навіть якщо саше було розкрито з одного кінця до іншого, компоненти з обох відділень видаватимуться тільки в одному напрямку, тоді як відкриття в іншому напрямку дозволятиме видачу матеріалу тільки з одного відділення. Одним з ризиків під час використання було додавання у воду або суміші для дезінфекції, або суміші для флокуляції, і вода, що виходить, не могла бути мікробіологічно безпечною для пиття. Це не розкриває вирішення проблеми упаковки двох компонентів в дуже невеликих кількостях і збереження їх від взаємодії один з одним, а також з атмосферою при забезпеченні того, що компоненти можуть бути видані одночасно в одній операції незалежно від напрямку, в якому саше розкривається, оскільки вони розміщені поруч один з одним. US2401110 (Howard, Α., 1946 p.) розкриває пакет, утворений з багатошарового матеріалу для утворення двох відділень для того, щоб мати відокремлені компоненти, і щоб наповнення одного відділення не впливало на наповнення другого. Один розріз видає компоненти обох відділень. Проте описаний спосіб виготовлення полягає в тому, що одне відділення наповнюють і запечатують, далі перевертають і друге відділення наповнюють і запечатують. При виконанні таким чином два герметизуючі шви відповідають за характеристику саше, безпеку продукту, оскільки воно засноване на запечатуванні двох країв. Це пакет, як вказує назва, для упаковки великих об'ємів матеріалу, наприклад, супів, локшини і таке інше. Хоча є згадка про розділення двох матеріалів в двох відділеннях, це не вирішує проблему упаковки дуже невеликих кількостей матеріалу і взаємодії двох матеріалів і того, як захищати їх від взаємодії один з одним або із зовнішньою атмосферою під час зберігання і перед використанням. Автори даного винаходу розробили спосіб виготовлення саше для упаковки компонентів композиції для очищення води, наприклад, компонентів для флокуляції і дезінфекції в двох відділеннях, які розміщені поєднаним спереду і ззаду чином з багатошаровим матеріалом в якості шару перегородки. У цій конструкції навіть якщо саше розкривається з будь-якого одного 1 UA 114435 C2 5 10 15 20 25 30 35 40 45 50 55 60 боку, компоненти з обох відділень видаються разом у воду, і спосіб виготовлення саше являється простим способом, що включає формування двох відділень з наступним завантаженням матеріалів в одній операції. Ці саше виготовляються шляхом вибору певних зварюваних матеріалів, використовуючи процес формування, наповнення і запечатування. Зварювані матеріали містять гнучкий багатошаровий матеріал, що містить принаймні три шари, вибираних з полімерного шару і шару алюмінієвої фольги, для забезпечення мінімальної взаємодії між вмістом саше, а також із зовнішньою атмосферою. Також переважною була виявлена розробка дозуючої трубки так, щоб саше наповнювалося рівномірно, і матеріал, що вводиться, не перешкоджав операції запечатування. Автори винаходу також розробили дозуючий механізм для забезпечення одночасного завантаження двох різних кількостей двох різних матеріалів у відділення саше. Завданням даного винаходу є забезпечення способу формування, взаємодії, наповнення і запечатування для виготовлення саше, що містять принаймні два відділення для упаковки дуже невеликих кількостей матеріалів. Іншим завданням даного винаходу є забезпечення процесу формування, наповнення і запечатування для виготовлення саше, що містять принаймні два відділення для упаковки дуже невеликих кількостей двох композицій, що містять компоненти для коагуляції і дезінфекції, відповідно для очищення води. Іншим завданням даного винаходу є забезпечення способу виготовлення саше, що містять принаймні два відділення, які можуть бути розкриті з будь-якого одного боку і видавати компоненти з обох відділень одночасно у воду. Іншим завданням даного винаходу є вибір багатошарових матеріалів, що утворюють саше для забезпечення мінімальної взаємодії між вмістом саше, а також із зовнішньою атмосферою. Суть винаходу Згідно із справжнім винаходом забезпечений спосіб виготовлення саше, що містить принаймні два відділення, в машині для формування, наповнення і запечатування, причому зазначене саше виготовляється за допомогою способу, що містить етапи, на яких, : і. намотують зовнішній зварюваний матеріал і зварюваний матеріал внутрішньої перегородки на запечатувальний елемент, причому зварювані матеріали є гнучкими; іі. запечатують зварювані матеріали в подовжньому напрямку так, що самі внутрішні поверхні зовнішніх зварюваних матеріалів з'єднуються із зварюваним матеріалом внутрішньої перегородки для утворення принаймні двох туб, накладених одна на одну; ііі. запечатують зазначені туби уздовж бічного напрямку для утворення принаймні двох відділень; iv. вводять виміряні кількості матеріалів у відділення; ν. забезпечують туби другим бічним герметизуючим швом для утворення саше з принаймні двома відділеннями; причому зовнішній зварюваний матеріал містить багатошаровий матеріал, що має товщину принаймні 60 мкм, при цьому містить принаймні три шари, вибираних з полімерного шару і шару алюмінієвої фольги. Ознаки і переваги винаходу стануть очевидними фахівцям в області техніки з читання наступного далі детального опису і прикладеної формули винаходу. Щоб уникнути сумнівів, будь-яка ознака одного аспекту даного винаходу може бути використовуваною в будь-якому іншому аспекті винаходу. Слово "містить" означає "той, що включає", але що необов'язково "складається з" або "складений з". Іншими словами, перераховані етапи або варіанти не обов'язково мають бути вичерпними. Слід зазначити, що приклади, варіант виконання і фігури, приведені в описі нижче, призначені для пояснення винаходу і не призначені для обмеження винаходу цими прикладами по суті. Детальний опис винаходу Даний винахід стосується способу виготовлення саше, що містять принаймні два відділення, використовуючи машину для формування, наповнення, запечатування, і переважно для упаковки матеріалів, використовуваних в композиціях для очищення води, де зварювані матеріали підбираються для запобігання взаємодії матеріалів, що зберігаються в двох відділеннях, а також взаємодії із зовнішньою атмосферою. Спосіб виготовлення саше згідно з винаходом може бути використаний для створення саше з двома або більшою кількістю відділень. Залежно від необхідної кількості відділень кількість використовуваних зварюваних матеріалів може бути змінена, і механізми, що запечатують, також можуть бути вибрані відповідно. Спосіб виготовлення саше, що містять принаймні два відділення, містить подачу трьох окремих зварюваних матеріалів. Переважно зварювані матеріали з першого і другого рулонів 2 UA 114435 C2 5 10 15 20 25 30 35 40 45 50 55 60 утворюють зовнішні стінки саше, а зварюваний матеріал з третього рулону утворює внутрішню перегородку для саше. Три зварювані матеріали повністю запечатуються по периферії, тим самим утворюючи два відділення. Шар внутрішньої перегородки переважно вибирається так, що він має по суті рівномірну міцність на тих частинах його поверхонь, які контактують з цими двома відділеннями. У цьому варіанті виконання відділення з гнучкими стінками можуть мати вигляд двох окремих відділень або саше, пов'язаних "спина до спини", з однією стінкою (тобто шаром внутрішньої перегородки матеріалу) між відділеннями, що забезпечує обмежені об'єми двох саше. Шар внутрішньої перегородки переважно має рівномірну міцність на розрив тих частин його поверхонь, які контактують з двома відділеннями; тобто він переважно не має яких-небудь слабких місць на цих частинах поверхні, які можуть полегшувати розрив і змішування вмісту двох відділень до відкриття саше. Переважно, саше зазвичай має квадратну або прямокутну форму, хоча інші форми можуть бути розглянуті. Саше згідно з винаходом є переважно придатним для використання з будь-якими композиціями двох компонентів, які вимагають, що два компоненти композиції повинні зберігатися окремо до використання. Спосіб виготовлення саше, що містить принаймні два відділення, в машині для формування, наповнення і запечатування, причому зазначене саше виготовляється за допомогою способу, що містить етапи, на яких: і. намотують зовнішній зварюваний матеріал і зварюваний матеріал внутрішньої перегородки на запечатувальний елемент, причому зварювані матеріали є гнучкими; іі. запечатують зварювані матеріали в подовжньому напрямку так, що найвнутрішні поверхні зовнішніх зварюваних матеріалів з'єднуються із зварюваним матеріалом внутрішньої перегородки для утворення принаймні двох туб, накладених одна на одну; ііі. запечатують зазначені туби уздовж бічного напрямку для утворення принаймні двох відділень; iv. вводять виміряні кількості матеріалів у відділення; ν. забезпечують туби другим бічним герметизуючим швом для утворення саше з принаймні двома відділеннями; причому зовнішній зварюваний матеріал містить багатошаровий матеріал, що має товщину принаймні 60 мкм, при цьому містить принаймні три шари, вибираних з полімерного шару і шару алюмінієвої фольги. Переважно, що спосіб виготовлення саше згідно з винаходом використовується для отримання послідовності саше безперервним чином. Саше можуть бути виготовлені в одній смузі, або може бути множина смуг. Переважно забезпечувати перфорації на поперечній стінці, якщо воно є однією смугою, і на обох поперечній і подовжній стінках, якщо воно знаходяться у формі множини смуг, для легкого відділення саше, коли потрібно. Даний винахід забезпечує безперервний спосіб виготовлення саше з декількома відділеннями, використовуючи спосіб формування, наповнення і запечатування. Зварювані матеріали Усі зварювані матеріали є гнучкими; переважно необхідна гнучкість може бути такою, яка сприяє простій і одночасній видачі компонентів з обох відділень. Зварювані матеріали переважно виконані з пластикового або полімерного матеріалу; Пластикові матеріали можуть містити один або більше шарів термопластичних матеріалів. Переважно, усі шари матеріалу є такими, що вони легко розриваються, так, щоб при використанні один кінець або частина одного кінця саше могла бути легко відірвана, і обидві композиції могли бути видані разом. Придатні зварювані матеріали містять неполярні термопластичні смоли, поліолефінові смоли, наприклад, полімер, що містить блоки, отримані з принаймні одного з етилену, пропілену, бутилену, стіролу, бензолу і октану. Неполярна смола також може містити сполуку одного або більше полімерів, включаючи поліетилен, поліпропілен, етиленові/пропіленові співполімери, етиленові/пропиленові/ бутиленові терполімери і поліетиленовий терефталат. Поліетилен може бути поліетиленом низької/середньої/високої щільності або сукупністю двох або більше щільностей і може бути моношаром або сукупністю двох або більше шарів, які можуть бути відповідно сполучені за допомогою адгезиву або екструзії або будь-якого іншого засобу так, щоб забезпечувати необхідну механічну міцність для утримання компонентів саше і запобігання взаємодії компонентів із зовнішнім середовищем і між відділеннями шляхом будьякого відомого засобу фізичної або хімічної взаємодії. Зварювані матеріали, використовувані для утворення саше є плівковими або листовими матеріалами, і містять шар або сукупність шарів, що переважно мають властивості 3 UA 114435 C2 5 10 15 20 25 30 35 40 45 50 55 60 вологостійкості і газонепроникності. Зварювані матеріали переважно вибираються з непористих, непроникних багатошарових матеріалів для забезпечення властивостей вологостійкості і газонепроникності між відділеннями, а також між відділеннями і зовнішнім середовищем. Властивості газонепроникності переважно відносяться до галогенних газів, наприклад, хлору. Вологостійкість переважно забезпечується шаром алюмінієвої фольги, що переважно має товщину в діапазоні 7-20 мкм, і хлоронепроникність переважно забезпечується шаром поліетилену, що переважно має товщину в діапазоні 10-100 мкм. Переважно, алюмінієва фольга розміщена у вигляді шару усередині зварюваного матеріалу, який сполучений принаймні з одним полімерним шаром на його зовнішніх шарах для запобігання реакції алюмінію з іншими можливо реактивними компонентами композиції. Переважно, полімерний шар може бути поліетиленовим терефталатом або сукупністю поліетилену і поліетиленового терефталата. Алюмінієвий шар також може бути покритий шаром грунтовки. Полімерні шари, використовувані для з'єднання, можуть бути моношаром одного матеріалу або сукупністю двох або більше шарів однакових або різних матеріалів, які можуть бути відповідно сполучені за допомогою адгезиву або екструзії або будь-якого іншого засобу так, щоб забезпечувати необхідну механічну міцність для утримання компонентів саше і запобігання взаємодії компонентів шляхом будь-якого відомого засобу фізичної або хімічної взаємодії. Переважно, щоб периферійні герметизуючі шви відділення були термозварені. Переважно, і зовнішні поверхні шару перегородки і внутрішні поверхні зовнішніх шарів, суміжних шару перегородки, мають бути термозварюваними. Проте інші способи запечатування, включаючи ультразвукове запечатування і високочастотне запечатування, які відомі фахівцям в області техніки, можуть використовуватися. На додаток, для полегшення виготовлення переважно, що зовнішні поверхні матеріалів зовнішнього шару, перегородки, що не контактують з матеріалом шару, не є термозварюваними або зварюваними за допомогою будь-якого іншого засобу. Переважно, зовнішній шар зовнішнього листового матеріалу може містити, наприклад, шар поліестера, поліетиленового терефталата або орієнтованого поліпропілену. Цей шар може бути моношаром одного матеріалу або сукупністю двох або більше шарів однакових або різних матеріалів, які можуть бути відповідно сполучені за допомогою адгезиву або екструзії або будь-якого іншого засобу так, щоб забезпечувати необхідну механічну міцність для утримання компонентів саше і запобігання взаємодії компонентів шляхом будь-якого відомого засобу фізичної або хімічної взаємодії. Товщина кожного із зварюваних матеріалів вибирається, щоб бути принаймні 60 мкм і переважно в діапазоні 100-800 мкм і прийнятніше 100-200 мкм. Зокрема, переважним матеріалом для виготовлення відділень згідно з винаходом являється матеріал, що утворює зовнішній зварюваний матеріал, що має принаймні тришарову структуру і переважно чотиришарову структуру, де шар алюмінієвої фольги забезпечений шаром поліетиленового терефталата з обох боків з шаром поліетилену, що утворює шар на внутрішній частині саше. Шар алюмінієвої фольги переважно має товщину в діапазоні 7-20 мкм, шар поліетиленового терефталата має товщину в діапазоні 10-100 мкм і шар поліетилену має товщину в діапазоні 10-100 мкм. Зварюваний матеріал для шару внутрішньої перегородки переважно є тришаровою структурою, де шар алюмінієвої фольги покритий шаром поліетилену з обох боків. Шар алюмінієвої фольги переважно має товщину в діапазоні 7-20 мкм, і шар поліетилену переважно має товщину в діапазоні 10-100 мкм. У зв'язку з цим непроникність зварюваних матеріалів переважно дозволяє зберігання двох несумісних компонентів в різних відділеннях саше, які переважно дозволяється змішувати тільки після того, як саше розкрите, як і коли вимагається. Властивість непроникності зварюваних матеріалів переважно запобігає взаємодії компонентів і попаданню вологи/води у відділення. У зв'язку з цим властивість непроникності є істотно важливою для правильного і тривалого зберігання компонентів в різних відділеннях саше. Це переважно підтримує кількість і якість компонентів у відділенні і має важливе значення, коли кількість, якість і концентрація змішуваних компонентів є критичними, як тільки саше розкрито для використання. Це пояснює значення саше з одним розрізом з непроникним зварюваним матеріалом для забезпечення мінімальної взаємодії між вмістом саше та із зовнішньою атмосферою. Ширина герметизуючого шва між шарами складає переважно 2-15 мм і прийнятніше 4-8 мм. В цілях зручності, відділення, що виготовляються згідно з винаходом, матимуть розміри 20-100 мм завширшки, 40-160 мм в довжину. Композиція для очищення води 4 UA 114435 C2 5 10 15 20 25 30 35 40 45 50 55 60 Композиція для очищення води містить дезинфікуючий компонент і коагулючий агент. Дезинфікуючий компонент можливо об'єднаний з буферним агентом для утворення дезинфікуючої композиції, і дезинфікуючий компонент переважно є сполукою галогену і прийнятніше сполукою хлору. Буферний агент переважно є карбонатом, бікарбонатом або оксидом натрію або кальцію. Дезинфікуючий компонент і коагулючий агент зберігаються окремо в двох відділеннях. Коагулючий агент, переважно об'єднаний з флокулюючим агентом і адсорбуючою глиною для утворення флокулюючої композиції. Коагулючий агент, переважно є водорозчинною сіллю тривалентного неорганічного металу, і флокулюючий агент, коли є присутнім, переважно є високомолекулярним водорозчинним полімером. Переважно, дезинфікуючий компонент в дезинфікуючій композиції знаходиться в діапазоні 10-95 % за вагою, прийнятніше 20-80 % за вагою і найприйнятніше 50-70 % за вагою, і буферний агент, якщо він є присутнім, додається для отримання композиції 100 % за вагою. Вага дезинфікуючої композиції, упакованої в саше, переважно знаходиться в діапазоні від 0,05 до 1 грама. Вага дезинфікуючої композиції, упакованої в саше, може бути різною залежно від вибраного дезинфікуючого компонента, його молекулярної ваги і його активного хлору. Коагулючий агент, є сполукою, яке є водорозчинною сіллю неорганічного металу, що має тривалентний катіон. Відповідними тривалентними катіонами є Аl3 + і Fe3+. Коагулянт зазвичай є вільним від атомів вуглецю. Прикладами коагулюючи агентів є сульфат заліза, сульфат алюмінію і хлорид поліалюмінію. Коагулючий агент, переважно є присутнім в кількості в діапазоні від 5 до 80 %, прийнятніше 10-50 % за вагою флокулюючої композиції. Флокулюючий агент у флокулюючій композиції цього винаходу переважно є сполукою, яка є високомолекулярним водорозчинним полімером. Прикладами флокулюючих агентів є полісахариди (декстран, целюлоза), білки, модифікована целюлоза (гідроксиетил/гідроксипропілцелюлози або карбоксиметилцелюлози), і поліакриіламіди, переважно, високомолекулярний поліакриламід. Особливо переважно, щоб поліакриламід був або модифікований аніонний, або модифікований неіонний поліакриламід, більше переважно модифікований аніонний поліакриламід. Відповідні молекулярні маси цих полиакриламидов знаходяться в діапазоні від 105 до 107. Переважним флокулюючим агентом є Superfloc (від Cytec). Переважна кількість флокулюючого агента дорівнює від 0,5 до 15 %, прийнятніше від 1 до 10 % і, найприйнятніше, від 2 до 8 % за вагою флокулюючої композиції. Адсорбуюча глина у флокулюючій композиції є переважною з вибору таких глин, які здатні до адсорбції високих рівнів води і органічних або неорганічних сполук. Прикладами глини, яка може бути використана, є глина монтморілонит (глина діоктаедричний смектит), лапоніт, гекторіт, нонтроніт, сапоніт, волконсит, сауконит, бейделіт, аллеварліт, ілліт, галуазит, атапульгіт, морденит, каолін і бентоніт. Особливо переважна глина відповідно до цього винаходу є глиною бентоніт. При використанні адсорбуюча глина є присутньою в кількості в діапазоні від 5 до 75 %, прийнятніше від приблизно 10 до 60 % за вагою флокулюючої композиції. Флокулююча композиція переважно містить гасник, який здатний вступати в реакцію з хлором, тим самим роблячи воду, придатну для вживання людиною. Відповідними гасниками є тіосульфат натрію і аскорбінова кислота. Гасник переважно представлений в кількості в діапазоні від 1 до 20 %, прийнятніше від близько 2 до 12 % за вагою флокулюючої композиції. Кінетика звільнення гасника може регулюватися шляхом покриття гасника шаром відповідного неорганічного матеріалу. Неорганічний матеріал може бути гідроксидом магнію. Флокулююча композиція переважно представлена в саше в кількостях в діапазоні від 0,5 до 10 грам, прийнятніше в діапазоні від 1 до 5 грам. Розмір часток дезинфікуючої композиції і флокулюючої композиції переважно вибирається, щоб знаходитися в діапазоні 300-1200 мкм, оскільки нижче 300 мкм не має ідеального потоку для упаковки за способом даного винаходу. Машина для формування, наповнення, запечатування Машини для формування, наповнення, запечатування (FFS) зазвичай використовуються для створення саше, що містить рідкі або порошкоподібні склади, і зазвичай знаходяться у вертикальній або горизонтальній конфігурації на основі їх механічної зборки. Машина по суті складається з механічних конструкцій для намотування принаймні одного гнучкого зварюваного матеріалу, запечатування подовжнього кінця зварюваного матеріалу для утворення овальної туби і запечатування бічної сторони туби для утворення одного відділення. Матеріал дозується з одного бункера у відділення, після чого слідує інше бічне запечатування для утворення саше. Обмеження традиційних машин полягають в тому, що вони не можуть використовуватися для упаковки більше одного складу і утворення саше з декількома відділення. 5 UA 114435 C2 5 10 15 20 25 30 35 40 45 50 55 60 Значна механічна модифікація для стандартної вертикальної машини FFS була виконана для пристосування її використання в справжньому винаході. Намотувальна конструкція машини була перетворена для вміщування принаймні трьох зварюваних матеріалів. Формуючий і запечатуючий елементи також були перетворені для утворення туби, що містить принаймні два відділення для саше. Дозуючий вузол був перетворений для вміщування двох бункерів, і два окремі дозуючі механізми були забезпечені з можливістю дозування двох окремих матеріалів в ці два відділення саше. Спосіб введення матеріалів Вузол введення матеріалів містить два первинні бункери, і кожен бункер містить один тип матеріалу, який потрібно упакувати в одному з двох відділень саше. З кожного з первинних бункерів матеріали видаються в концентрично розміщені штамповані чашки. Штамповані чашки в кожному концентричному колі переважно мають один певний розмір і приймають тільки один тип матеріалу. Переважно будь-який надмірний матеріал над штампованими чашками відскрібається вузлом для відскрібання. Переважно відкидні пластини на нижній частині штампованих чашок відкриваються і видають матеріал у вторинний бункер, з якого матеріал входить в дозуючу трубку. Також можливо, щоб матеріал з штампованих чашок безпосередньо вводився в дозуючі трубки. Дозуюча трубка направляє матеріал у відповідне відділення саше. Кінець дозуючої трубки переважно сплюснутий, щоб дозволяти виданому матеріалу поширюватися по нижній частині саше так, щоб виключати забруднення герметизуючого шва. Спосіб запечатування Запечатування подовжнього, а також бічного країв саше переважно досягається за допомогою будь-якого способу, який передає тепло зварюваним матеріалам. Переважно такий спосіб може включати спосіб теплового нагріву або ультразвуковий спосіб або вібраційний спосіб або будь-який інший відповідний спосіб запечатування декількох країв. Тепловий нагрів може переважно бути досягнутий установкою пневматично керованого пристрою щелепного типу або механічно керованих двох протилежних запечатувальних роликів, що обертаються. Спосіб запечатування включає етапи, на яких приводять зварювані матеріали в безпосередню близькість від елементів, що запечатують, і здійснюють запечатування країв. Саше може бути розкрите з будь-якого одного запечатаного боку або навіть на ділянці сторони саше, і вміст з обох відділень може бути виданий одночасно. Згідно з іншим аспектом винаходу забезпечений спосіб очищення води, що містить етапи, на яких: a) Одного разу розкривають саше, виконане за допомогою способу за п. 1; b) змішують введені матеріали з водою; c) дозволяють зваженим часткам осісти; d) відділяють надосадову рідину від зважених часток, що осіли. Короткий опис креслень Фіг. 1: показує спосіб виготовлення саше з двома відділеннями. Фіг. 2: показує іншу конфігурацію способу виготовлення саше з двома відділеннями. Фіг. 3: показує відкрите саше, утворене з використанням способу, який показаний на Фіг. 1 або Фіг. 2. Фіг. 4: показує вигляд в поперечному перерізі вимірювального пристрою. Фіг. 5: показує вигляд зверху вимірювального пристрою. Детальний опис креслень Фіг. 1 показує рулони (1), (2) і (3) першого, другого і третього зварюваних матеріалів відповідно, з яких зварювані матеріали (4) і (6) утворюють дві зовнішні стінки саше, а зварюваний матеріал (5) утворює шар внутрішньої перегородки саше. Натяжні ролики (7), (8), (9), (10), (11) і (12) використовуються для регулювання натягнення зварюваних матеріалів. Три зварювані матеріали спрямовуються в щелепи запечатувальних елементів (22) і (23) через набір напрямних (13), (14) і (15). Запечатувальні елементи (22) і (23) запечатують подовжні межі трьох зварюваних матеріалів (4), (5) і (6) для утворення двох накладених безперервних туб (24). Дві накладені туби далі проходять через пару запечатувальних елементів (25) і (26) для здійснення горизонтального герметизуючого шва для утворення двох окремих відділень. Два матеріали з первинних бункерів (38) і (39) подаються в системи (20) і (21) виміри через дві трубки (40) і (41). Матеріал вимірюється гравіметрично або за об'ємом за допомогою систем (20) і (21) виміру і далі видається в два вторинні бункери (18) і (19), які далі ведуть в два окремі відділення через дві дозуючі трубки (16) і (17). Кінці дозуючих трубок (16) і (17) мають сплюснутий випуск для полегшення поширення матеріалу усередині саше рівномірно в напрямку, перпендикулярному лінії наповнення. Наповнене саше далі просувається і додатково запечатується горизонтально за допомогою запечатувальних елементів (25) і (26) для 6 UA 114435 C2 5 10 15 20 25 30 35 40 здійснення другого горизонтального герметизуючого шва. Це завершує формування, наповнення і запечатування саше (27) з двома відділеннями. Системи (20) і (21) вимірювання, відмічені вище, можуть бути будь-якою системою або сукупністю систем, яка здатна до вимірювання, або гравіметрично або за об'ємом, необхідної кількості матеріалу, що дозується у відповідне відділення саше. Фіг. 2 показує ще одну конфігурацію для заявленого винаходу. Рулони (1), (2) і (3) першого, другого і третього зварюваних матеріалів відповідно, з яких зварювані матеріали (4) і (6) утворюють дві зовнішні стінки саше, а зварюваний матеріал (5) утворює шар внутрішньої перегородки саше. Натяжні ролики (7), (8), (9), (10), (11) і (12) використовуються для регулювання натягнення зварюваних матеріалів. Три зварювані матеріали спрямовуються в проміжок запечатувальних елементів (22), що протилежно обертаються, і (23) через набір напрямних (13), (14) і (15). Запечатувальні елементи (22) і (23) запечатують подовжні межі трьох зварюваних матеріалів (4), (5) і (6) для утворення двох накладених безперервних туб (24). Дві накладені туби далі проходять через пару запечатувальних елементів (25) і (26) для здійснення горизонтального герметизуючого шва для утворення двох окремих відділень. Два матеріали приймаються в первинному бункері (не показаний на Фіг.), які вимірюються гравіметрично або за об'ємом за допомогою систем (20) і (21) виміру і далі видаються в два вторинні бункери (18) і (19), які далі ведуть в два окремі відділення туби (24) через дві дозуючі трубки (16) і (17). Кінець дозуючих трубок (16) і (17) має сплюснутий випускний кінець для полегшення розподілу матеріалу усередині саше рівномірно в напрямку, перпендикулярному лінії наповнення. Наповнене саше далі просувається і додатково запечатується горизонтально за допомогою запечатувальних елементів (25) і (2 6) для здійснення другого горизонтального герметизуючого шва. Це завершує формування, наповнення і запечатування саше (27) з двома відділеннями. Відкрите саше, утворене з використанням способу, який відмічений на Фіг. 1 або Фіг. 2, показане на Фіг. З, де (28) і (29) є двома відділенням, а (30) є шаром внутрішньої перегородки. Приклад об'ємометричної системи показаний на Фіг. 4. Фіг. 5 показує концентричні вузли (31) і (33) пластин з концентричною групою круглих пластин (32) і (34). Круглі пластини (32) і (34) мають отвір, який відповідає кількості матеріалу, що дозується в два відділення. Відкидний пластинчатий механізм (35), (36) відкриває і закриває отвори (32) і (34) на точний час дозування. Це час відкриття і закриття керується положенням валу (37), який керує відкидними пластинами (35) і (36). Цей механізм точно розрахований для виключення будь-якого забруднення герметизуючого шва саше. Додатковий механізм (не показаний на Фіг.) також може включати, якщо вимагається, поверхню для відскрібання надмірного матеріалу, за яким йде транспортуючий або направляючий механізм, наприклад, труба або трубка або жолоб. Приклади Приклад 1 Демонстрація однорідності в упаковці Саше, утворене за допомогою способу, описаного на Фіг. 1, упакували з 0,43 г дезинфікуючої композиції в одному з двох відділень і 2 г флокулюючої композиції в іншому відділенні. Саше відкрили, і вміст перемішали окремо після забезпечення запечатування одного з відділень при видаленні вмісту іншого для виключення будь-якого змішування. Далі вміст зважили, використовуючи чутливий баланс, і ваги записали. Це повторили для випадково вибраних саше, і ваги занесли в таблицю 1 нижче. 7 UA 114435 C2 5 10 15 20 25 Дані, представлені в таблиці 1, показують, що ваги матеріалів, витягнутих з відділень, що мають флокулюючі і дезінфікуючі композиції, були однорідними, що показує, що дозуючий механізм згідно з винаходом є ефективним при введенні відповідних і правильних кількостей флокулюючих та дезінфікуючих композицій у відповідні відділення саше. Приклад 2 Демонстрація наявності хлору Активний хлор з 0,23 г гіпохлориту кальцію в 10 л деіонізованої води складає 14,4 мільйонних часток. Саше були утворені, використовуючи зовнішній зварюваний матеріал 110 мкм, який має чотири шари, що містять поліетиленовий терефталат - алюмінієву фольгу, поліетиленовий терефталат -поліетилен. Саше були виготовлені за допомогою способу згідно з винаходом шляхом упаковки флокулюючої композиції в одному відділенні і дезинфікуючої композиції в іншому. Ці саше відкрили окремо і перевірили на однорідність відносно вмісту хлору, що означає стабільність матеріалу, упакованого в саше. Будь-який один край зазначеного саше розкрили ножицями, і тільки вміст дезинфікуючої композиції, що містить 0,23 г гіпохлориту кальцію змішали в 10 л деіонізованої води, і активний хлор у воді оцінили йодометричним титруванням проби води з розчином тіосульфату натрію. Експеримент проводили, використовуючи свіжовиготовлені саше і після зберігання в жарких і вологих умовах, тобто температурі 4 0 °C і відносній вологості 85 %, впродовж б місяців. Вимірювання активного хлору в дезинфікуючій композиції повторили для випадково вибраних саше, і значення активного хлору занесли в таблицю 2 нижче. Значення показують, що вміст хлору зберігається на одному рівні з первинним вмістом навіть після зберігання саше за жарких і вологих умов впродовж 6 місяців. Це показує, що зварюваний матеріал, вибираний згідно з винаходом є ефективним в захисті дезинфікуючої композиції і запобігає взаємодії з флокулюючої композицією, присутньою в іншому відділенні, а також із зовнішньою атмосферою, навіть після зберігання за жарких і вологих умов впродовж 6 місяців. 8 UA 114435 C2 5 10 15 20 25 30 35 Приклад 3 Вибір зварюваного матеріалу Саше були утворені, використовуючи зовнішній зварюваний матеріал завтовшки менше 60 мкм, що має три шари, що містять 10 мкм поліетиленовий терефталат - 9 мкм алюмінієву фольгу -38 мкм поліетилен. Саше були виготовлені за допомогою способу згідно з винаходом. Це структура не була знайдена можливою для упаковки складу з наступних причин. 1. Тришаровий зварюваний матеріал легко відривався і ушкоджувався, оскільки товщина зварюваного матеріалу складала менше 60 мкм, яка була менше товщини, вибираної згідно з винаходом. 2. Коли використовувався тришаровий зварюваний матеріал з товщиною менше 60 мкм, було виявлено, що зварюваний матеріал псувався через зім'яття в результаті розтріскування фольги, оскільки вона була не здатна витримувати механічнуе напруження, дане машиною. 3. Зім'яття саше призводило до мікротріщин в алюмінієвій фользі, що ведуть до попадання вологи з часом. Ця волога вступала в реакцію з компонентами і викликала розкладання хлору. Внаслідок цього ці саше потерпіли невдачу при тестуванні на мікробіологічну ефективність, оскільки вони були з меншим вмістом хлору, доступним для мікробіологічної дії. В результаті ефективність мікробіологічного знищення складу, упакованого в тришаровий зварюваний матеріал, що має товщину менше 60 мкм, була поганою. Саше, виготовлене з чотиришаровим зварюваним матеріалом або тришаровим зварюваним матеріалом, що має товщину 60 мкм або більше, не має вищезгаданих негативних результатів. Приклад 4: Демонстрація видалення мікробіологічного забруднення з води Саше, утворене за допомогою способу, описаного на Фіг. 1, наповнили флокулюючою композицією, що містить 1 г хлориду поліалюмінію, в одному з відділень, і дезинфікуючою композицією, що містить 0,23 г гіпохлориту кальцію, в іншому відділенні. Вміст саше додали до 10 літрів води, що має первинну TDS ~ 600 мільйонних часток і рН = 7,6 і з внесеними бактеріями, вірусами і цистами при вмісті, позначеному як вхідний log в таблиці 3, перемішаним і зваженим матеріалам дозволяли осісти. Надосадову рідину, яку відділяли від зваженого матеріалу, тестували на видалення бактерій, вірусів і цисти з води шляхом вимірювання залишкового log. Способи виміру мікроорганізмів/сурогатів використовують спосіб, описаний детально в публікації "Tropical Medicine and International Health", том 11, № 9, стор. 1399-1405, Вересень 2006 р., в статті під назвою "Microbiological performance of a water treatment unit designed for household use in developing countries", Thomas Clasen, Suresh Nadakatti і Shashikala Menon. Таблиця 3 нижче показує, що видалення бактерій, вірусів і цист було вище, ніж 6, 4, 3 log зменшення відповідно вказує, що саше, утворене за допомогою заявленого способу, було ефективним в досягненні необхідного мікробіологічного знищення. 40 9 UA 114435 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 1. Спосіб виготовлення саше, що містить принаймні два відділення в машині для формування, наповнення і запечатування, причому зазначене саше виготовляється за допомогою способу, що містить етапи, на яких: і) намотують зовнішній зварюваний матеріал і зварюваний матеріал внутрішньої перегородки на запечатувальний елемент, причому зварювані матеріали є гнучкими; іі) запечатують зварювані матеріали в подовжньому напрямку так, що внутрішні поверхні зовнішніх зварюваних матеріалів з'єднуються із зварюваним матеріалом внутрішньої перегородки для утворення принаймні двох туб, накладених одна на одну; ііі) запечатують зазначені туби уздовж бічного напрямку для утворення принаймні двох відділень; iv) вводять виміряні кількості матеріалу, що містить коагулюючий агент, у одне відділення, та матеріалу, що містить дезінфікуючий компонент, у друге відділення, причому ці компоненти разом є придатними для очищення води; v) забезпечують туби другим бічним герметизуючим швом для утворення саше з принаймні двома відділеннями; причому зовнішній зварюваний матеріал містить багатошаровий матеріал, що має товщину принаймні 60 мкм і при цьому містить принаймні три шари, вибирані з полімерного шару і шару алюмінієвої фольги, і при цьому зварювані матеріали вибирають з непроникних багатошарових матеріалів. 2. Спосіб за п. 1, який відрізняється тим, що товщина зовнішнього зварюваного матеріалу знаходиться в діапазоні 100-800 мкм. 3. Спосіб за п. 1 або 2, який відрізняється тим, що введення виміряних кількостей матеріалів здійснюють за допомогою дозуючої трубки, яка має сплюснутий випуск. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що матеріали принаймні з двох бункерів подають в окремі штамповані чашки, які, у свою чергу, подають їх до дозуючих трубок. 5. Спосіб за п. 4, який відрізняється тим, що штамповані чашки концентрично розташовані на столі, що обертається. 6. Спосіб за п. 5, який відрізняється тим, що зовнішнє коло концентрично розташованих штампованих чашок має один певний розмір, і внутрішнє коло концентрично розташованих штампованих чашок має інший певний розмір, і штамповані чашки кожного кола штампованих чашок виконані з можливістю прийому одного і того ж матеріалу. 7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що запечатувальний елемент містить механічно керовані протилежні ролики, що обертаються, або пневматично керовані запечатувальні шари. 8. Спосіб очищення води, що містить етапи, на яких: a) одного разу розкривають саше, виготовлене за допомогою способу за п. 1; b) змішують введені матеріали з водою; c) дозволяють зваженим часткам осісти; d) відділяють надосадову рідину від часток, що осіли. 10 UA 114435 C2 11 UA 114435 C2 12 UA 114435 C2 13 UA 114435 C2 Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for the manufacture of a sachet
Автори англійськоюDagaonkar, Manoj, Vilas, Jambekar, Girish, Umakant, Mahapatra, Samiran, Tendulkar, Mahesh, Subhash
Автори російськоюДагаонкар Маной Вилас, Джамбекар Гириш Умакант, Махапатра Самиран, Тендулкар Махеш Субхаш
МПК / Мітки
МПК: G01F 11/28, B65B 3/34, B65B 3/30, B65B 1/36, B65B 9/02, G01F 11/24
Мітки: виготовлення, спосіб, саше
Код посилання
<a href="https://ua.patents.su/16-114435-sposib-vigotovlennya-sashe.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення саше</a>
Лікарський засіб у вигляді порошку в саше з муколітичними та відхаркувальними властивостями
Номер патенту: 100374
Опубліковано: 25.12.2012
Автор: Буйнова Вікторія Анатоліївна
МПК: A61K 31/198, A61K 31/137, A61P 11/00, A61K 9/14
Мітки: лікарський, муколітичними, саше, властивостями, відхаркувальними, засіб, порошку, вигляді
Формула / Реферат:
Лікарський засіб у вигляді порошку з муколітичними та відхаркувальними властивостями, що включає ацетилцистеїн як діючу речовину та допоміжні речовини, який відрізняється тим, що містить другу діючу речовину амброксолу гідрохлорид і допоміжні речовини - кислоту етилендіамінтетраоцтову, натрію бензоат, сахарин натрію, аспартам, маніт, ароматизатор ваніліновий, цукралозу, барвник тартразин, повідон, цукрозу, при наступному співвідношенні...
Лікарський засіб у вигляді порошку в саше з муколітичними та відхаркувальними властивостями
Номер патенту: 47104
Опубліковано: 11.01.2010
Автор: Буйнова Вікторія Анатоліївна
МПК: A61K 9/14
Мітки: муколітичними, властивостями, вигляді, порошку, лікарський, саше, відхаркувальними, засіб
Формула / Реферат:
Лікарський засіб у вигляді порошку з муколітичними та відхаркувальними властивостями, що містить ацетилцистеїн як діючу речовину та допоміжні речовини, який відрізняється тим, що містить другу діючу речовину амброксолу гідрохлорид і допоміжні речовини - кислоту етилендіамінтетраоцтову, натрію бензоат, сахарин натрію, аспартам, маніт, ароматизатор ваніліновий, цукралозу, барвник тартразин, повідон, цукрозу при наступному співвідношенні...
Неорганічний листовий матеріал із символами для виготовлення пігментів, спосіб виготовлення неорганічних пігментів, пігмент, композиція для покриття, що містить пігменти, вкритий нею субстрат та захищений документ
Номер патенту: 72469
Опубліковано: 15.03.2005
Автори: Блейколм Антон, Розумек Олів'є, Мюллер Едгар
МПК: C09D 7/12, C09C 3/04, C09D 11/00, C09D 5/36, B32B 9/00, C09C 1/00, C09D 11/02, B32B 7/02, C09D 201/00
Мітки: пігменти, неорганічних, листовий, пігмент, містить, символами, захищений, неорганічний, композиція, документ, пігментів, матеріал, нею, субстрат, вкритий, покриття, виготовлення, спосіб
Формула / Реферат:
1. Неорганічний листовий матеріал, призначений для виготовлення пігментів з попередньо визначеним розміром частинок, мічений одним чи кількома символами, який відрізняється тим, що містить принаймні два накладених один на одний шари, які мають різний хімічний склад та/або фізичні властивості.2. Неорганічний листовий матеріал за п.1, який відрізняється тим, що має ефект зміни кольору в залежності від кута зору і містить принаймні один...
Оптично мінливий пігмент для створення двох різних кольорів (варіанти), спосіб його виготовлення (варіанти), композиція для покриття, що містить пігмент, спосіб її виготовлення, спосіб виготовлення оптично мінл
Номер патенту: 68393
Опубліковано: 16.08.2004
Автори: Мюллер Едгар, Блейколм Антон, Розумек Олів'є
МПК: C09C 1/00, C09C 1/62, C09D 11/00
Мітки: оптично, варіанти, покриття, пігмент, виготовлення, створення, спосіб, кольорів, містить, мінл, двох, різних, мінливий, композиція
Формула / Реферат:
1. Оптично мінливий пігмент, який створює ефект зміни одного попередньо чітко визначеного кольору на інший, причому вказаний оптично мінливий пігмент включає багатошарову тонкоплівкову стопу, що виявляє здатність до інтерференції та яка має першу та другу по суті паралельні планарні поверхні, причому вказана багатошарова стопа включає непрозорий повністю відбиваючий шар, що має першу та другу по суті планарні поверхні, які є по суті...
Спосіб виготовлення легковагових керамічних виробів
Номер патенту: 70374
Опубліковано: 15.10.2004
Автори: Костирко Інна Юріївна, Дергапуцька Лариса Олександрівна, Мартиненко Валерій Владленович, Бабік Ірина Олександрівна, Примаченко Володимир Васильович, Казначеєва Наталія Михайлівна
МПК: C04B 38/06, C04B 35/18, C04B 35/03, C04B 35/06, C04B 35/057
Мітки: керамічних, виробів, виготовлення, легковагових, спосіб
Формула / Реферат:
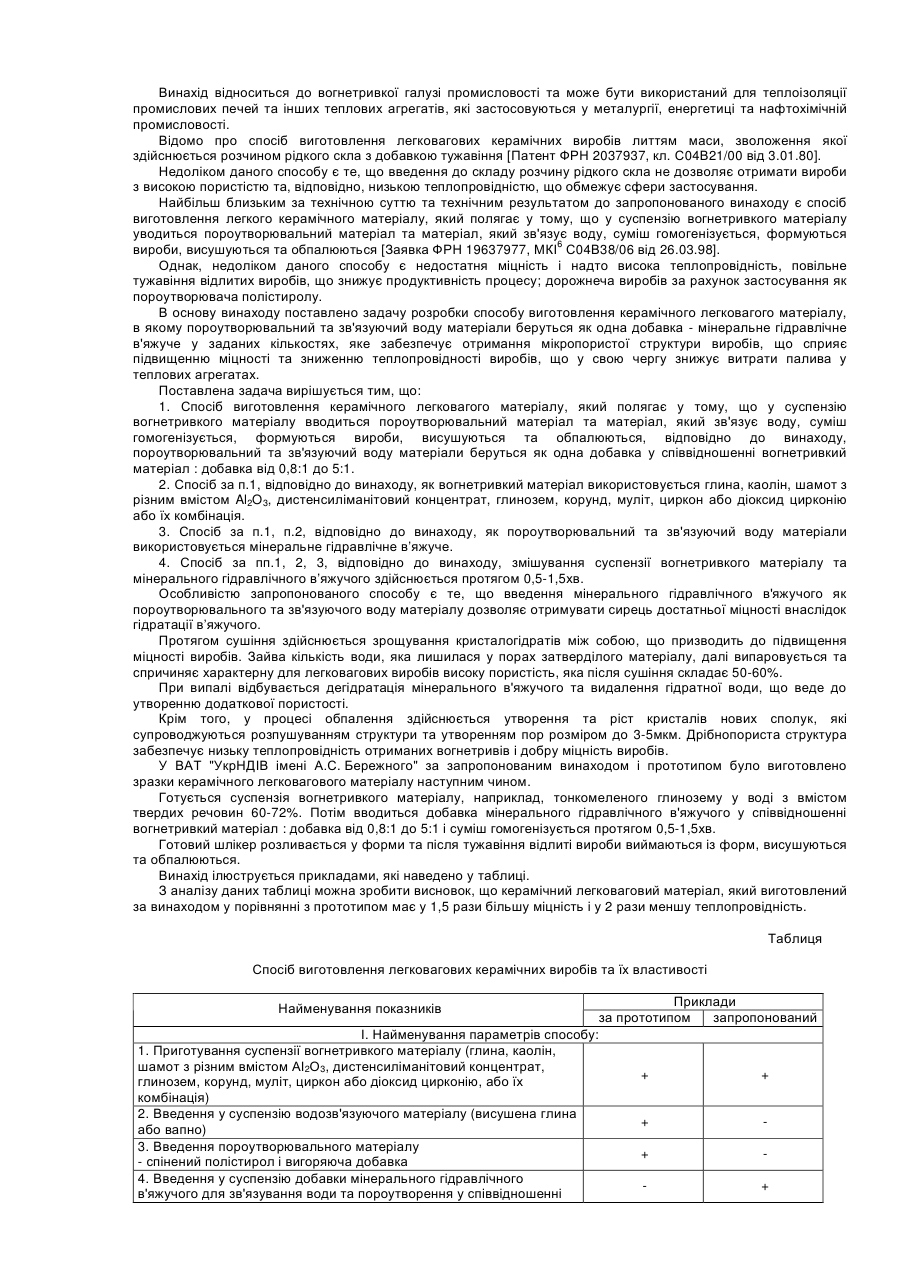
1. Спосіб виготовлення легковагових керамічних виробів, за яким у суспензію вогнетривкого матеріалу вводять пороутворювальний та водозв’язувальний матеріали, суміш гомогенізують, формують вироби, сушать їх та випалюють, який відрізняється тим, що як пороутворювальний та водозв'язувальний матеріали вводять мінеральне гідравлічне в'яжуче при співвідношенні вогнетривкий матеріал : мінеральне гідравлічне в'яжуче від 0,8:1 до 5:1.2. Спосіб...
Попередній патент: Фільтрувальне середовище, що містить волокна
Наступний патент: Накопичувач енергії
Випадковий патент: Спосіб одержання зносостійких покриттів на вентильних металах