Водна дисперсія для одержання каталізатора для очищення вихлопних газів двигунів внутрішнього згоряння, спосіб її одержання і каталізатор очищення вихлопних газів двигунів внутрішнього згоряння /варіанти/
Номер патенту: 34421
Опубліковано: 15.03.2001
Автори: Домесл Рейнер, Локс Егберт, Енглер Бернд, Коберштейн Едгар, Остгате Клаус
Текст
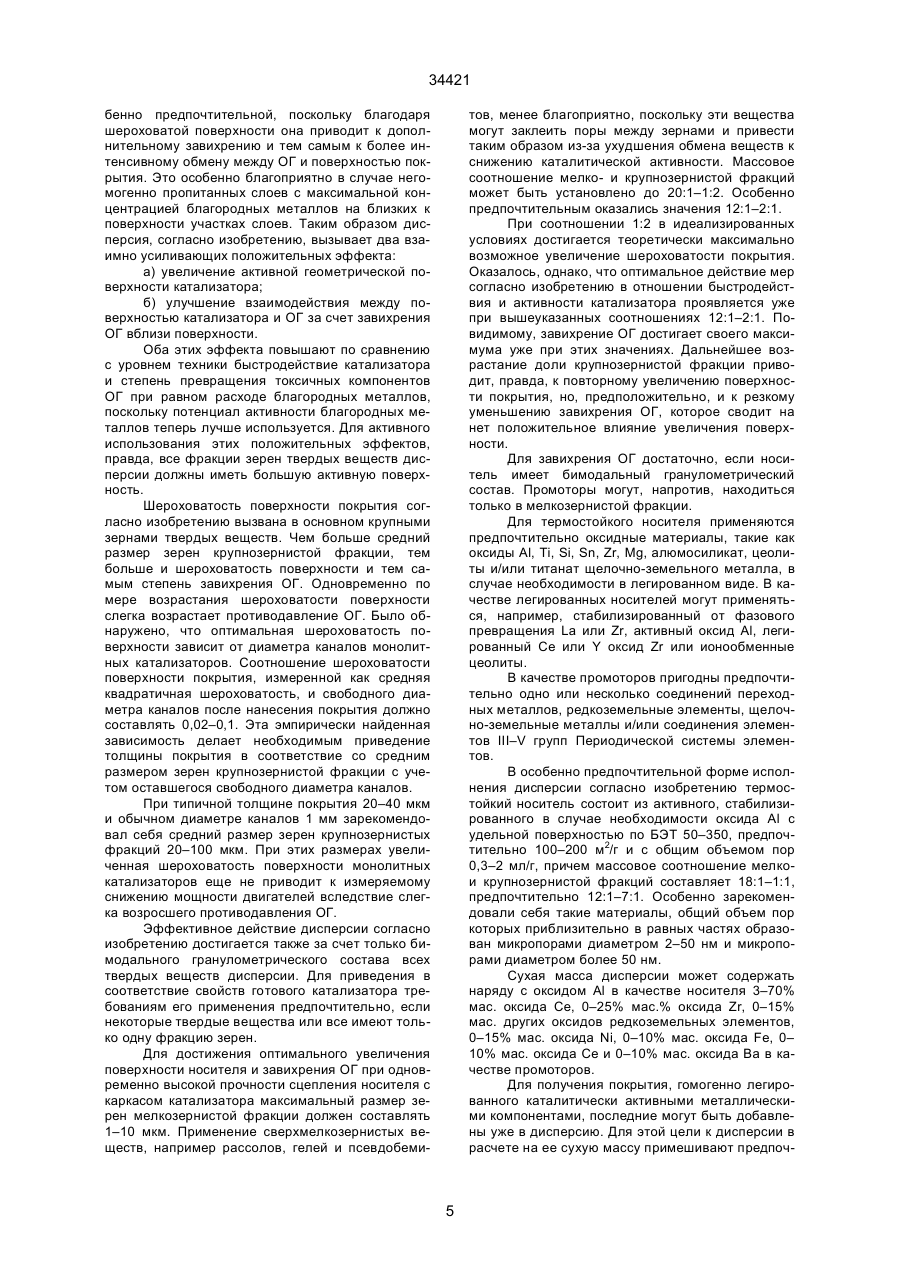
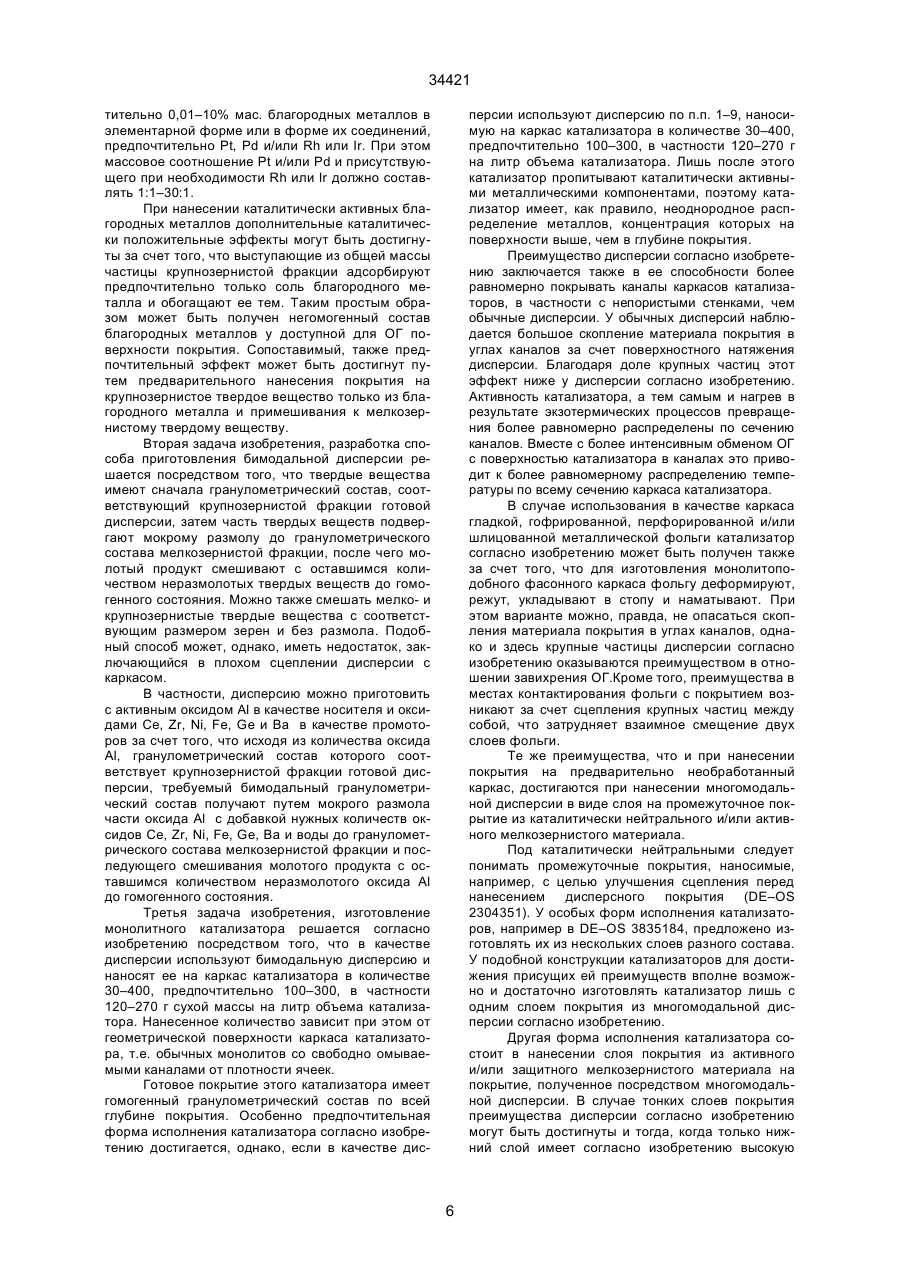
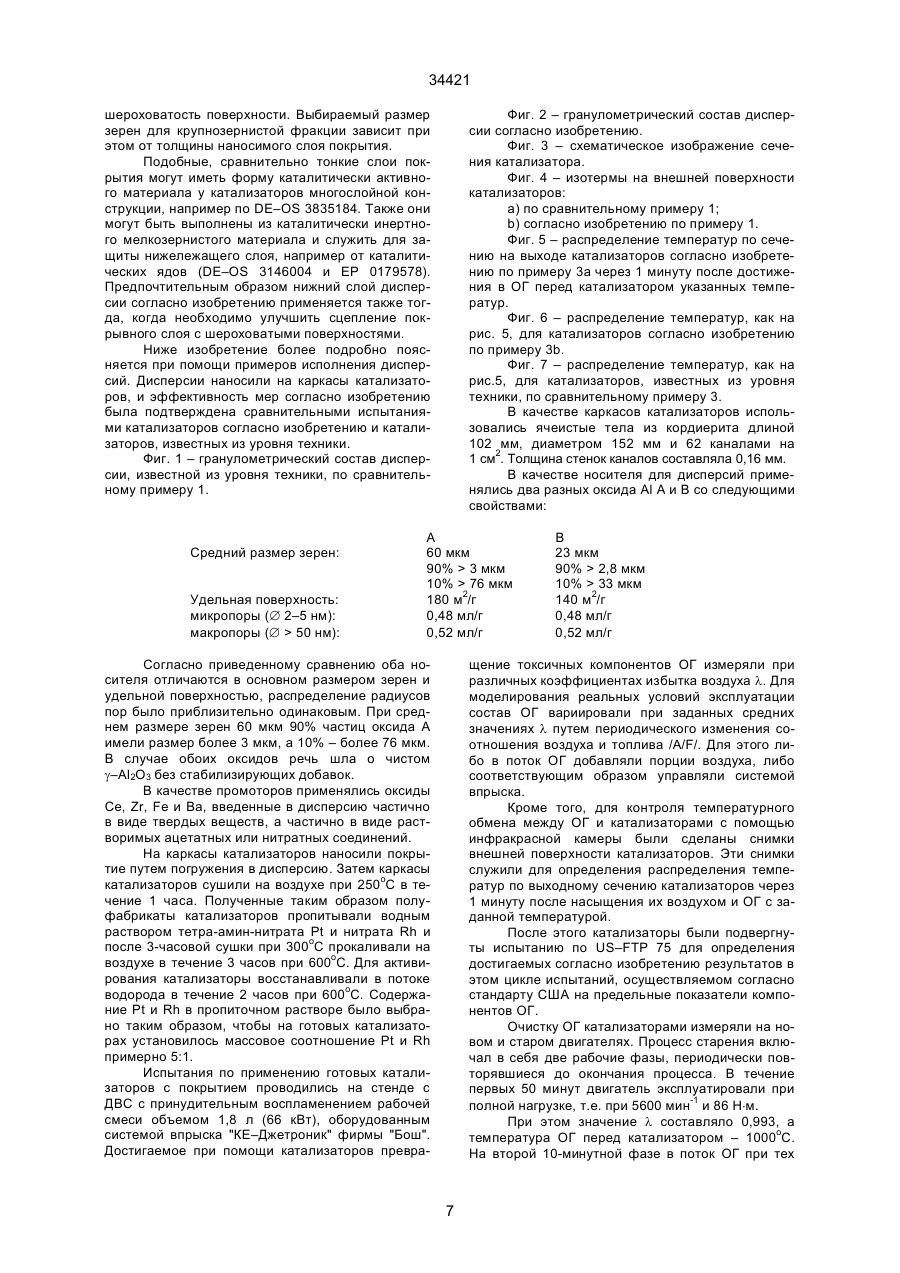
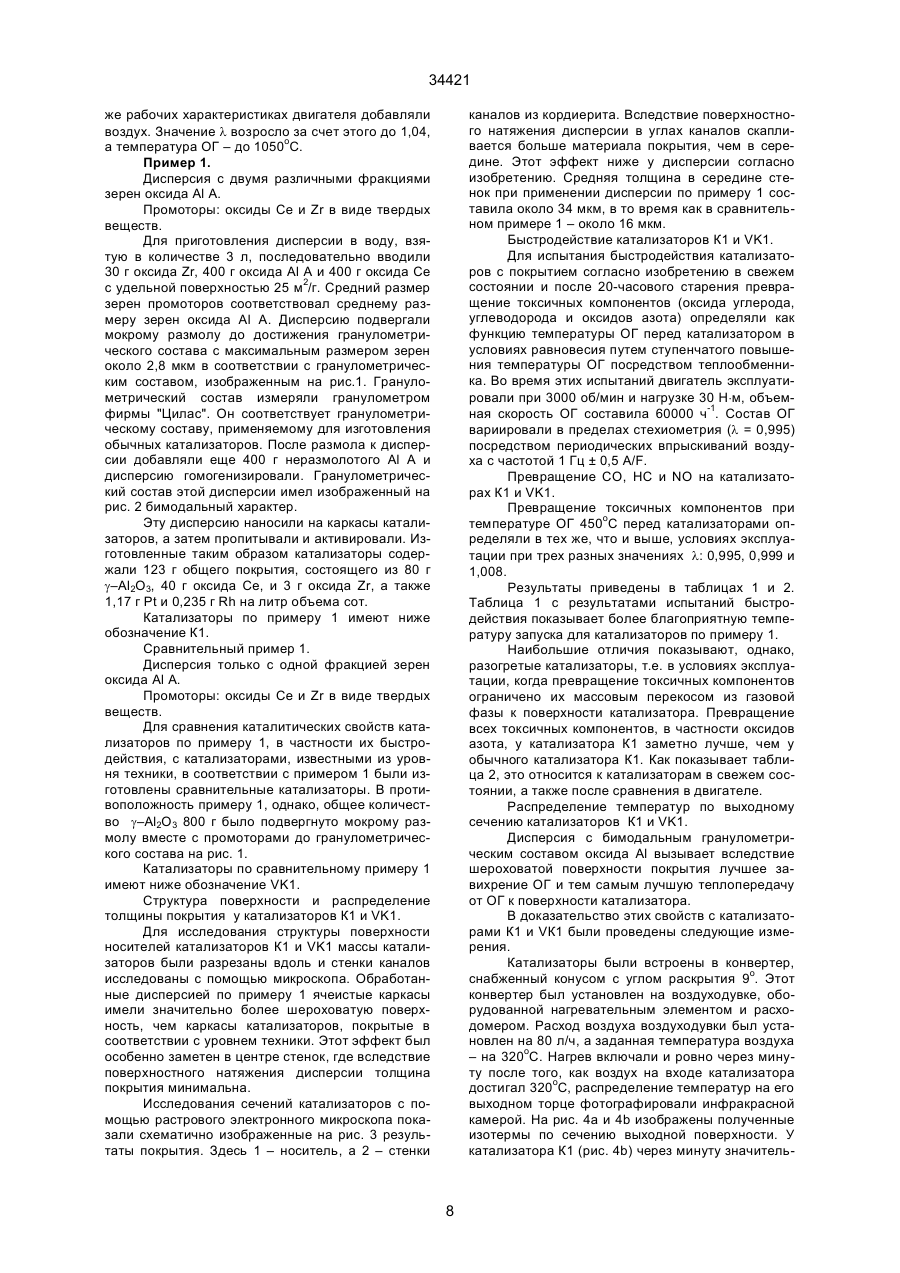
1. Водная дисперсия для получения катализатора очистки выхлопных газов двигателей внутреннего сгорания, содержащая в качестве твердой фазы один или более термостойких материалов носителя, имеющих мультимодальное распределение частиц твердой фазы по размерам на фракции, отличающаяся тем, что частицы наиболее мелкой фракции имеют размер от 1 до 10 mм, а наиболее крупной фракции – от 20 до 100 mм, причем отношение по массе мелкой и крупной фракции составляет (20:1)–(1:2). 2. Дисперсия по п.1, отличающаяся тем, что в качестве термостойкого материала носителя содержит оксиды Al, Ti, Zr, Si, Sn, Mg, редкоземельных элементов, алюмосиликат, цеолит и/или титанат щелочноземельного металла, а в случае необходимости – в легированном состоянии. 3. Дисперсия по п.1 или п.2, отличающаяся тем, что дополнительно содержит одно или более других твердых веществ и/или одно или более растворенных веществ в качестве промоторов и/или активных компонентов. 4. Дисперсия по п.1 или п.3, отличающаяся тем, что твердые вещества имеют бимодальное распределение по размерам частиц на фракции, причем по меньшей мере одно из твердых веществ содержит частицы фракции одного размера. 5. Дисперсия по п.1 или п.2, или п.3, отличающаяся тем, что в качестве промоторов содержит оксиды Се или Fe, Ba или Ni и/или Zr. 6. Дисперсия по п.5, отличающаяся тем, что она содержит промоторы в виде частиц мелкой фракции. C2 (54) ВОДНА ДИСПЕРСIЯ ДЛЯ ОДЕРЖАННЯ КАТАЛIЗАТОРА ДЛЯ ОЧИЩЕННЯ ВИХЛОПНИХ ГАЗIВ ДВИГУНIВ ВНУТРIШНЬОГО ЗГОРЯННЯ, СПОСIБ ЇЇ ОДЕРЖАННЯ I КАТАЛIЗАТОР ОЧИЩЕННЯ ВИХЛОПНИХ ГАЗIВ ДВИГУНIВ ВНУТРIШНЬОГО ЗГОРЯННЯ (ВАРIАНТИ) 34421 необязательно в потоке водородсодержащего газа, отличающийся тем, что дисперсия для покрытия структуроудерживающего элемента является мультимодальной с частицами мелкой фракции от 1 до 10 mм, а крупной фракции – от 20 до 100 mм, при массовом отношении указанных фракций (20:1)–(1:2), причем количество покрывающей дисперсии составляет от 30 до 400 г в пересчете на высушенное вещество покрытия на литр объема катализатора. 13. Катализатор по п.12, отличающийся тем, что покрывающая дисперсия составляет 100–300 г в пересчете на высушенное вещество покрытия на литр объема катализатора. 14. Катализатор по п.12, отличающийся тем, что покрывающая дисперсия составляет 120–270 г в пересчете на высушенное вещество покрытия на литр объема катализатора. 15. Катализатор очистки выхлопных газов двигателей внутреннего сгорания, содержащий инертный с сотовой структурой структуроудерживающий керамический или металлический элемент с диспер сионным покрытием и пропитанный дисперсией, активные компоненты которой представлены в виде водного раствора их солей или смесей этих солей, причем указанное покрытие высушено при 250оС на воздухе и обработано при 250–650оС необязательно в водородсодержащем потоке газа, отличающийся тем, что покрывающая структуроудерживающий элемент дисперсия является мультимодальной с частицами мелкой фракции от 1 до 100 mм, при массовом соотношении указанных фракций (20:1)–(1:2), причем количество покрывающей дисперсии составляет от 30 до 400 г в пересчете на высушенное вещество покрытия на литр объема катализатора. 16. Катализатор по п.15, отличающийся тем, что количество покрывающей дисперсии составляет 100–300 г в пересчете на высушенное вещество покрытия на литр объема катализатора. 17. Катализатор по п.15, отличающийся тем, что количество покрывающей дисперсии составляет 120–270 г в пересчете на высушенное вещество покрытия на литр объема катализатора. ______________________________ Изобретение касается дисперсии для получения слоя покрытия из носителя для каталитически активных компонентов в катализаторах для очистки отработанных газов на инертном структуроусиленном элементе, а также способе приготовления дисперсии и изготовления покрытого этой дисперсией монолитного катализатора. Дисперсия состоит из водной дисперсии одного или нескольких термостойких носителей в качестве твердой фазы и, в случае необходимости, одного или нескольких дополнительных твердых веществ и/или одного или нескольких растворенных соединений в качестве промотора и/или активных компонентов. Токсичные компоненты отработавших газов, в частности отработавших газов (ОГ) двигателей внутреннего сгорания (ДВС) автомобилей, представляют собой опасность для окружающей среды и должны быть поэтому по возможности полностью превращены в безопасные соединения за счет их очистки. Токсичными компонентами являются, в частности, несгораемые углеводороды, оксид углерода и оксиды азота. Для очистки ОГ зарекомендовали себя многофункциональные катализаторы, которые при соответствующем управлении процессом сгорания могут с высокой степенью превращать токсичные компоненты ОГ в безвредные продукты реакции: диоксид углерода, водяной пар и азот. К необходимым для этой цели катализаторам в отношении быстродействия, эффективности, постоянной активности и механической прочности предъявляются максимальные требования. При использовании, например, на автомобилях катализаторы должны быть активными уже при предельно низких температурах и в течение длительного времени гарантировать во всех рассматриваемых интервалах температур и объемной скорости ОГ высокую степень очистки ОГ. До сих пор наряду с насыпными катализаторами применяются прежде всего монолитные катализаторы. Они состоят либо из инертной металлической ячеистой структуры или из инертного керамического формованного изделия, пронизанного множеством параллельных каналов. В качестве керамического материала могут применяться, например, кордиерит, муллит или a-Al2O3. При этом формованные изделия из кордиерита зарекомендовали себя лучше всего. Этот материал имеет хороший коэффициент теплового расширения, благодаря чему носитель имеет высокую термостойкость, что требуется при быстрых изменениях температуры в нейтрализаторах ОГ. На структуроусиливающий каркас монолитного катализатора наносят термостойкий слой в качестве носителя активных компонентов катализатора. Этот слой состоит обычно из смеси стабилизированного при необходимости оксида Al переходного ряда и одного или нескольких промоторов, например оксидов редкоземельных элементов, оксидов Zr, Ni, Fe, Ge и Ba. Пригодный для этой цели стабилизированный оксид Al описан в DE–PS 3839580. Активные компоненты катализатора представляют собой обычно металлы платиновой группы, например Pt, Pd и/или Rh, причем по DE–PS 3830318 массовое соотношение Pt и/или Pd и присутствующего в случае необходимости Rh составляет 1:1–30:1. Нанесение способствующего катализу носителя с развитой поверхностью осуществляется известными способами. Термостойкий, способствующий катализу носитель с большой удельной поверхностью (около 50–250 м2/г) наносят путем погружения каркаса катализатора в водную дисперсию носителя (называемого обычно "Washcoat") или в раствор соли, которая при нагревании превращается в носитель. После удаления остаточной дисперсии или раствора и последующей сушки 2 34421 каркас катализатора с покрытием прокаливают при температурах большей частью выше 450оС. При необходимости этот процесс должен многократно повторяться для достижения нужной толщины покрытия. Принципиально тем же способом покрывают также гладкую и гофрированную металлическую фольгу (патент Финляндии 75744), из которой затем путем намотки или укладки в стопку, вставки в трубки-оболочки и фиксации посредством, например, осевых колец или металлических штифтов изготовляют ячеистые формованные изделия (патентная заявка Финляндии 896294). Катализаторы подобной конструкции применяются для очистки ОГ так же, как и перфорированные металлические листы с каталитическим покрытием, например по DЕ–OS 3939921 или 2942728. Каталитически активные благородные металлы могут быть нанесены на носитель двумя различными способами. По первому способу еще до нанесения покрытия на каркас катализатора частицы дисперсии полностью или частично пропитывают путем ввода в дисперсию водного раствора одного или нескольких растворимых соединений благородных металлов. Последующее нанесение покрытия на каркас катализатора из приготовленной таким образом дисперсии дает носитель с однородным распределением активных компонентов. По второму способу на каркас катализатора сначала наносят дисперсию. После сушки покрытия его пропитывают, например, путем погружения массы катализатора в водный раствор соединений благородных металлов. Пропитанный таким образом носитель имеет, как правило, неоднородное распределение активных компонентов. На поверхности концентрация высокая, а вглубь слоя она уменьшается. При соответствующем управлении процессом пропитки можно регулировать степень неоднородности и тем самым привести ее в оптимальное соответствие с каталитическим процессом. Для активирования катализатора благородные металлы обычно восстанавливают в водородсодержащем потоке газа при 250-650оС. В принципе, для катализаторов могут применяться все обычные термостойкие носители, а также их предшественники. Так, каркас катализатора можно покрывать водной дисперсией по меньшей мере одного соединения из группы оксидов Mg, Ca, Sr, Ba, Al, Sc, Y, лантаноидов, антиноидов, Ge, In, Si, Ti, Zr, Hf, Th, Ge, Sr, Pb, V, Nb, Тa, Cr, Mo, W, а также из группы карбидов, боридов, силицидов и нитридов переходных металлов. В качестве предшественников для таких материалов могут служить гидроксиды, карбонаты, оксигидраты, гидроксикарбонаты, оксалаты, цитраты, ацетаты и другие легко разлагающиеся соединения. Предпочтительно применяются такие термостойкие носители, которые синергетически способствуют действию собственно каталитически активных компонентов. Примерами этого служат простые и сложные оксиды, такие как активный оксид Al, оксиды Zr, Sn, Ce или другие оксиды редкоземельных элементов, оксиды Si и Ti или силикаты, такие как алюмосиликат, или титанаты, такие как титанат Ва или Al, и цеолиты. В качестве термостойких носителей особенно зарекомендовали себя, в частности, различные фазы активного оксида Al переходного ряда, которые могут быть по DE–PS 3839580 стабилизированы путем добавления оксидов Si и La, а также оксидов Zr и Ce. Эти материалы могут быть смешаны с промоторами, которые, например, повышают способность всего катализатора накапливать кислород. Для этой цели особенно пригодны оксиды Се, Fe, Ni и/или Zr. Они оказывают благоприятное действие на постоянную активность катализатора и обеспечивают, кроме того, преимущества при одновременном окислении и восстановлении токсичных компонентов ОГ в одном слое катализатора. Условием длительного срока службы катализатора также в тяжелых условиях эксплуатации в автомобиле с его сильными механическими и постоянно меняющимися тепловыми нагрузками является хорошее оцепление носителя с каркасом катализатора. В случае покрытия дисперсией сцепления носителя с каркасом катализатора, как правило, тем лучше, чем более мелкозернистыми являются частицы твердой фазы дисперсии. Уровнем техники являются сегодня дисперсии с размером зерен твердой фазы 1–15 мкм. Их можно наносить на каркасы катализаторов с хорошим сцеплением слоем толщиной примерно от 5 до 200 мкм. Типичная дисперсия такого рода описана в DE–PS 2538706. Она состоит из оксидов Al и Ce, причем оба компонента имеют размер зерен менее 3 мкм. Другой пример таких дисперсий описан в ЕР 0073703. В нем описаны дисперсии с очень узким гранулометрическим составом в диапазоне 1–15 мкм. Для улучшения сцепления в эти дисперсии добавляют связующее из оксигидроксида Al (например, бомит, псевдобемит) или гидроксида Al (например, гидраргиллит). Возросшие нормативные требования, в частности новые предельные показатели выброса токсичных компонентов ОГ, делают необходимым дальнейшее усовершенствование катализаторов. В основу этих новых требований положен цикл испытаний (US–FTP 75). Необходимо, в частности, значительно улучшить быстродействие катализатора в течение всего его срока службы, поскольку у нагревшегося при работе катализатора из-за принятой уже сегодня высокой степени превращения усовершенствований добиться трудно. Бережное отношение к природным ресурсам также требует оптимального использования расходуемого количества благородных металлов. Поэтому желательно найти такие покрытия для катализаторов, которые при одинаковом расходе благородных металлов имели бы большую активность. В качестве меры повышения степени превращения в случае гомогенной пропитки носителей в ЕР 0119715 предложено заменить 1–20% мелкозернистых твердых веществ дисперсии крупнозернистым неактивным материалом с размером зерен по меньшей мере 44 мкм и относительно высокой долей макропор. В этом решении перед приготовлением дисперсии мелкозернистые твердые вещества пропитывают каталитически активными благородными металлами, а крупнозернистый 3 34421 инертный материал оставляют непропитанным. Задача крупнозернистого инертного материала состоит лишь в том, чтобы очищаемые ОГ лучше контактировали посредством макропор с однородно распределенными по глубине носителя благородными металлами. Успех от осуществления этой меры в отношении улучшения быстродействия катализатора сомнителен, т.к. ценные для очистки ОГ твердые вещества с большой активной поверхностью частично заменены бесполезным для каталитического процесса материалом с малой активной поверхностью. Крупнозернистый материал не принимает непосредственного участия в процессе очистки ОГ и должен поэтому нагреваться лишь в результате экзотермических реакций, протекающих в массе каталитически активных твердых веществ. Этим замедляется нагрев катализатора до рабочей температуры и снижается его быстродействие. Возможности повышения каталитической активности этим изобретением ограничены: улучшение диффузии ОГ вглубь носителя при возрастающей доле крупнозернистого неактивного материала при том же количестве покрытия противостоит уменьшение количества каталитически активного мелкозернистого материала. Доля крупнозернистого материала в носителе ограничена, очевидно, поэтому максимум до 20%. Количество активного оксида Al в катализаторе можно было бы, прежде, снова увеличить путем увеличения толщины слоя, однако это неизбежно привело бы к повышению противодавления ОГ и тем самым к снижению мощности двигателя. Кроме того, из-за большей толщины слоя произошло бы осаждение на большую глубину вместе с мелкозернистым материалом также и благородного металла, за счет чего он стал бы менее доступен для газообразных токсичных компонентов ОГ, и это свело бы на нет преимущества улучшенной крупнозернистым инертным материалом диффузии ОГ. По ЕР 0119715 для получения крупнозернистого материала используют отслужившие катализаторы, которые должны быть таким образом целесообразно утилизованы. На практике же это оказывается неблагоприятным, поскольку каркасы катализаторов из прокаленного кордиерита или корунда из-за своей высокой абразивности приводят к преждевременному износу оборудования для размола и покрытия. Кроме того, также прокаленные плотные материалы склонны к осаждению в дисперсиях и уже при небольших отклонениях в режиме приготовления дисперсий (неравномерное перемешивание) приводят к различиям в вязкости и как следствие к неравномерным покрытиям. По этим причинам рассматриваемый способ не нашел, очевидно, применения на практике. Таким образом, существует потребность в дисперсии для нанесения покрытий, которая дала бы катализаторы с улучшенным, в частности, быстродействием, высокой степенью превращения при нагревании во время работы и хорошей постоянной активностью. Поэтому задачей настоящего изобретения является получение подобной дисперсии, в частности для нанесения покрытия на катализаторы, которые пропитывают каталитичес ки активными благородными металлами лишь после нанесения дисперсного покрытия и которые имеют тем самым неоднородное распределение этих компонентов в носителе. Другими объектами изобретения является способ приготовления дисперсий для покрытия и монолитный катализатор с применением дисперсии. Задача изобретения решается посредством дисперсии для получения способствующих катализу покрытий на инертном структуроусиливающем каркасе, состоящей из водной дисперсии одного или нескольких термостойких носителей в качестве твердой фазы, а также, в случае необходимости, одного или нескольких дополнительных твердых веществ и/или одного или нескольких растворенных соединений в качестве промоторов и/или активных компонентов, отличающейся тем, что твердые вещества дисперсии имеют многомодальный гранулометрический состав, мелко- и крупнозернистые твердые вещества имеют большую активную поверхность, причем средний размер зерен самой крупной фракции составляет 20– 100 мкм. В качестве структуроусиливающих каркасов могут быть использованы монолиты из керамики или металла, а также гладкая, гофрированная, перфорированная и/или шлицованная металлическая фольга, деформируемая затем в монолитные каркасы. Применяются также перфорированные металлические трубки, предлагаемые, в частности, для очистки ОГ двухтактных двигателей. Благодаря многомодальному гранулометрическому составу твердых веществ носитель содержит также очень крупные фракции зерен. Более крупные зерна придают носителю шероховатую поверхность, которая может быть значительно увеличена по сравнению с гладкой поверхностью носителя обычных катализаторов из единого мелкозернистого материала. В крайнем случае, если носитель состоит из монослоя плотно упакованных шариков, диаметр которых соответствует двойной средней толщине слоя, достигается геометрическое увеличение поверхности по сравнению с гладким слоем на коэффициент 1,9. Наряду с чисто геометрическим увеличением поверхности у дисперсии согласно изобретению был обнаружен, однако, еще один положительный эффект: при обычных размерах каналов катализатора и количества газа в диапазоне частичной нагрузки двигателя газовый поток в каналах ламинарный, не говоря уже о переходной зоне длиной около 1 см за входной поверхностью катализатора, в которой турбулентный сначала поток переходит в ламинарный. Достигаемая при этих условиях эксплуатации максимальная степень превращения токсичных компонентов ОГ ограничивается обычно не потенциалом активности каталитических компонентов, в переносном газе потока к покрытым стенкам каналов. Из-за ламинарной формы потока этот перенос происходит в течение относительно медленного процесса диффузии, за счет чего потенциал активности каталитически активных компонентов не может быть использован полностью. Дисперсия согласно изобретению оказывается именно в этих условиях эксплуатации осо 4 34421 бенно предпочтительной, поскольку благодаря шероховатой поверхности она приводит к дополнительному завихрению и тем самым к более интенсивному обмену между ОГ и поверхностью покрытия. Это особенно благоприятно в случае негомогенно пропитанных слоев с максимальной концентрацией благородных металлов на близких к поверхности участках слоев. Таким образом дисперсия, согласно изобретению, вызывает два взаимно усиливающих положительных эффекта: а) увеличение активной геометрической поверхности катализатора; б) улучшение взаимодействия между поверхностью катализатора и ОГ за счет завихрения ОГ вблизи поверхности. Оба этих эффекта повышают по сравнению с уровнем техники быстродействие катализатора и степень превращения токсичных компонентов ОГ при равном расходе благородных металлов, поскольку потенциал активности благородных металлов теперь лучше используется. Для активного использования этих положительных эффектов, правда, все фракции зерен твердых веществ дисперсии должны иметь большую активную поверхность. Шероховатость поверхности покрытия согласно изобретению вызвана в основном крупными зернами твердых веществ. Чем больше средний размер зерен крупнозернистой фракции, тем больше и шероховатость поверхности и тем самым степень завихрения ОГ. Одновременно по мере возрастания шероховатости поверхности слегка возрастает противодавление ОГ. Было обнаружено, что оптимальная шероховатость поверхности зависит от диаметра каналов монолитных катализаторов. Соотношение шероховатости поверхности покрытия, измеренной как средняя квадратичная шероховатость, и свободного диаметра каналов после нанесения покрытия должно составлять 0,02–0,1. Эта эмпирически найденная зависимость делает необходимым приведение толщины покрытия в соответствие со средним размером зерен крупнозернистой фракции с учетом оставшегося свободного диаметра каналов. При типичной толщине покрытия 20–40 мкм и обычном диаметре каналов 1 мм зарекомендовал себя средний размер зерен крупнозернистых фракций 20–100 мкм. При этих размерах увеличенная шероховатость поверхности монолитных катализаторов еще не приводит к измеряемому снижению мощности двигателей вследствие слегка возросшего противодавления ОГ. Эффективное действие дисперсии согласно изобретению достигается также за счет только бимодального гранулометрического состава всех твердых веществ дисперсии. Для приведения в соответствие свойств готового катализатора требованиям его применения предпочтительно, если некоторые твердые вещества или все имеют только одну фракцию зерен. Для достижения оптимального увеличения поверхности носителя и завихрения ОГ при одновременно высокой прочности сцепления носителя с каркасом катализатора максимальный размер зерен мелкозернистой фракции должен составлять 1–10 мкм. Применение сверхмелкозернистых веществ, например рассолов, гелей и псевдобеми тов, менее благоприятно, поскольку эти вещества могут заклеить поры между зернами и привести таким образом из-за ухудшения обмена веществ к снижению каталитической активности. Массовое соотношение мелко- и крупнозернистой фракций может быть установлено до 20:1–1:2. Особенно предпочтительным оказались значения 12:1–2:1. При соотношении 1:2 в идеализированных условиях достигается теоретически максимально возможное увеличение шероховатости покрытия. Оказалось, однако, что оптимальное действие мер согласно изобретению в отношении быстродействия и активности катализатора проявляется уже при вышеуказанных соотношениях 12:1–2:1. Повидимому, завихрение ОГ достигает своего максимума уже при этих значениях. Дальнейшее возрастание доли крупнозернистой фракции приводит, правда, к повторному увеличению поверхности покрытия, но, предположительно, и к резкому уменьшению завихрения ОГ, которое сводит на нет положительное влияние увеличения поверхности. Для завихрения ОГ достаточно, если носитель имеет бимодальный гранулометрический состав. Промоторы могут, напротив, находиться только в мелкозернистой фракции. Для термостойкого носителя применяются предпочтительно оксидные материалы, такие как оксиды Al, Ti, Si, Sn, Zr, Mg, алюмосиликат, цеолиты и/или титанат щелочно-земельного металла, в случае необходимости в легированном виде. В качестве легированных носителей могут применяться, например, стабилизированный от фазового превращения La или Zr, активный оксид Al, легированный Се или Y оксид Zr или ионообменные цеолиты. В качестве промоторов пригодны предпочтительно одно или несколько соединений переходных металлов, редкоземельные элементы, щелочно-земельные металлы и/или соединения элементов III–V групп Периодической системы элементов. В особенно предпочтительной форме исполнения дисперсии согласно изобретению термостойкий носитель состоит из активного, стабилизированного в случае необходимости оксида Al с удельной поверхностью по БЭТ 50–350, предпочтительно 100–200 м2/г и с общим объемом пор 0,3–2 мл/г, причем массовое соотношение мелкои крупнозернистой фракций составляет 18:1–1:1, предпочтительно 12:1–7:1. Особенно зарекомендовали себя такие материалы, общий объем пор которых приблизительно в равных частях образован микропорами диаметром 2–50 нм и микропорами диаметром более 50 нм. Сухая масса дисперсии может содержать наряду с оксидом Al в качестве носителя 3–70% мас. оксида Се, 0–25% мас.% оксида Zr, 0–15% мас. других оксидов редкоземельных элементов, 0–15% мас. оксида Ni, 0–10% мас. оксида Fe, 0– 10% мас. оксида Се и 0–10% мас. оксида Ва в качестве промоторов. Для получения покрытия, гомогенно легированного каталитически активными металлическими компонентами, последние могут быть добавлены уже в дисперсию. Для этой цели к дисперсии в расчете на ее сухую массу примешивают предпоч 5 34421 тительно 0,01–10% мас. благородных металлов в элементарной форме или в форме их соединений, предпочтительно Pt, Pd и/или Rh или Ir. При этом массовое соотношение Pt и/или Pd и присутствующего при необходимости Rh или Ir должно составлять 1:1–30:1. При нанесении каталитически активных благородных металлов дополнительные каталитически положительные эффекты могут быть достигнуты за счет того, что выступающие из общей массы частицы крупнозернистой фракции адсорбируют предпочтительно только соль благородного металла и обогащают ее тем. Таким простым образом может быть получен негомогенный состав благородных металлов у доступной для ОГ поверхности покрытия. Сопоставимый, также предпочтительный эффект может быть достигнут путем предварительного нанесения покрытия на крупнозернистое твердое вещество только из благородного металла и примешивания к мелкозернистому твердому веществу. Вторая задача изобретения, разработка способа приготовления бимодальной дисперсии решается посредством того, что твердые вещества имеют сначала гранулометрический состав, соответствующий крупнозернистой фракции готовой дисперсии, затем часть твердых веществ подвергают мокрому размолу до гранулометрического состава мелкозернистой фракции, после чего молотый продукт смешивают с оставшимся количеством неразмолотых твердых веществ до гомогенного состояния. Можно также смешать мелко- и крупнозернистые твердые вещества с соответствующим размером зерен и без размола. Подобный способ может, однако, иметь недостаток, заключающийся в плохом сцеплении дисперсии с каркасом. В частности, дисперсию можно приготовить с активным оксидом Al в качестве носителя и оксидами Ce, Zr, Ni, Fe, Ge и Ba в качестве промоторов за счет того, что исходя из количества оксида Al, гранулометрический состав которого соответствует крупнозернистой фракции готовой дисперсии, требуемый бимодальный гранулометрический состав получают путем мокрого размола части оксида Al с добавкой нужных количеств оксидов Сe, Zr, Ni, Fe, Ge, Ba и воды до гранулометрического состава мелкозернистой фракции и последующего смешивания молотого продукта с оставшимся количеством неразмолотого оксида Al до гомогенного состояния. Третья задача изобретения, изготовление монолитного катализатора решается согласно изобретению посредством того, что в качестве дисперсии используют бимодальную дисперсию и наносят ее на каркас катализатора в количестве 30–400, предпочтительно 100–300, в частности 120–270 г сухой массы на литр объема катализатора. Нанесенное количество зависит при этом от геометрической поверхности каркаса катализатора, т.е. обычных монолитов со свободно омываемыми каналами от плотности ячеек. Готовое покрытие этого катализатора имеет гомогенный гранулометрический состав по всей глубине покрытия. Особенно предпочтительная форма исполнения катализатора согласно изобретению достигается, однако, если в качестве дис персии используют дисперсию по п.п. 1–9, наносимую на каркас катализатора в количестве 30–400, предпочтительно 100–300, в частности 120–270 г на литр объема катализатора. Лишь после этого катализатор пропитывают каталитически активными металлическими компонентами, поэтому катализатор имеет, как правило, неоднородное распределение металлов, концентрация которых на поверхности выше, чем в глубине покрытия. Преимущество дисперсии согласно изобретению заключается также в ее способности более равномерно покрывать каналы каркасов катализаторов, в частности с непористыми стенками, чем обычные дисперсии. У обычных дисперсий наблюдается большое скопление материала покрытия в углах каналов за счет поверхностного натяжения дисперсии. Благодаря доле крупных частиц этот эффект ниже у дисперсии согласно изобретению. Активность катализатора, а тем самым и нагрев в результате экзотермических процессов превращения более равномерно распределены по сечению каналов. Вместе с более интенсивным обменом ОГ с поверхностью катализатора в каналах это приводит к более равномерному распределению температуры по всему сечению каркаса катализатора. В случае использования в качестве каркаса гладкой, гофрированной, перфорированной и/или шлицованной металлической фольги катализатор согласно изобретению может быть получен также за счет того, что для изготовления монолитоподобного фасонного каркаса фольгу деформируют, режут, укладывают в стопу и наматывают. При этом варианте можно, правда, не опасаться скопления материала покрытия в углах каналов, однако и здесь крупные частицы дисперсии согласно изобретению оказываются преимуществом в отношении завихрения ОГ.Кроме того, преимущества в местах контактирования фольги с покрытием возникают за счет сцепления крупных частиц между собой, что затрудняет взаимное смещение двух слоев фольги. Те же преимущества, что и при нанесении покрытия на предварительно необработанный каркас, достигаются при нанесении многомодальной дисперсии в виде слоя на промежуточное покрытие из каталитически нейтрального и/или активного мелкозернистого материала. Под каталитически нейтральными следует понимать промежуточные покрытия, наносимые, например, с целью улучшения сцепления перед нанесением дисперсного покрытия (DE–OS 2304351). У особых форм исполнения катализаторов, например в DE–OS 3835184, предложено изготовлять их из нескольких слоев разного состава. У подобной конструкции катализаторов для достижения присущих ей преимуществ вполне возможно и достаточно изготовлять катализатор лишь с одним слоем покрытия из многомодальной дисперсии согласно изобретению. Другая форма исполнения катализатора состоит в нанесении слоя покрытия из активного и/или защитного мелкозернистого материала на покрытие, полученное посредством многомодальной дисперсии. В случае тонких слоев покрытия преимущества дисперсии согласно изобретению могут быть достигнуты и тогда, когда только нижний слой имеет согласно изобретению высокую 6 34421 шероховатость поверхности. Выбираемый размер зерен для крупнозернистой фракции зависит при этом от толщины наносимого слоя покрытия. Подобные, сравнительно тонкие слои покрытия могут иметь форму каталитически активного материала у катализаторов многослойной конструкции, например по DE–OS 3835184. Также они могут быть выполнены из каталитически инертного мелкозернистого материала и служить для защиты нижележащего слоя, например от каталитических ядов (DE–OS 3146004 и ЕР 0179578). Предпочтительным образом нижний слой дисперсии согласно изобретению применяется также тогда, когда необходимо улучшить сцепление покрывного слоя с шероховатыми поверхностями. Ниже изобретение более подробно поясняется при помощи примеров исполнения дисперсий. Дисперсии наносили на каркасы катализаторов, и эффективность мер согласно изобретению была подтверждена сравнительными испытаниями катализаторов согласно изобретению и катализаторов, известных из уровня техники. Фиг. 1 – гранулометрический состав дисперсии, известной из уровня техники, по сравнительному примеру 1. Средний размер зерен: Удельная поверхность: микропоры (Æ 2–5 нм): макропоры (Æ > 50 нм): Фиг. 2 – гранулометрический состав дисперсии согласно изобретению. Фиг. 3 – схематическое изображение сечения катализатора. Фиг. 4 – изотермы на внешней поверхности катализаторов: а) по сравнительному примеру 1; b) согласно изобретению по примеру 1. Фиг. 5 – распределение температур по сечению на выходе катализаторов согласно изобретению по примеру 3а через 1 минуту после достижения в ОГ перед катализатором указанных температур. Фиг. 6 – распределение температур, как на рис. 5, для катализаторов согласно изобретению по примеру 3b. Фиг. 7 – распределение температур, как на рис.5, для катализаторов, известных из уровня техники, по сравнительному примеру 3. В качестве каркасов катализаторов использовались ячеистые тела из кордиерита длиной 102 мм, диаметром 152 мм и 62 каналами на 1 см2. Толщина стенок каналов составляла 0,16 мм. В качестве носителя для дисперсий применялись два разных оксида Al А и В со следующими свойствами: А 60 мкм 90% > 3 мкм 10% > 76 мкм 180 м2/г 0,48 мл/г 0,52 мл/г В 23 мкм 90% > 2,8 мкм 10% > 33 мкм 140 м2/г 0,48 мл/г 0,52 мл/г щение токсичных компонентов ОГ измеряли при различных коэффициентах избытка воздуха l. Для моделирования реальных условий эксплуатации состав ОГ вариировали при заданных средних значениях l путем периодического изменения соотношения воздуха и топлива /A/F/. Для этого либо в поток ОГ добавляли порции воздуха, либо соответствующим образом управляли системой впрыска. Кроме того, для контроля температурного обмена между ОГ и катализаторами с помощью инфракрасной камеры были сделаны снимки внешней поверхности катализаторов. Эти снимки служили для определения распределения температур по выходному сечению катализаторов через 1 минуту после насыщения их воздухом и ОГ с заданной температурой. После этого катализаторы были подвергнуты испытанию по US–FTP 75 для определения достигаемых согласно изобретению результатов в этом цикле испытаний, осуществляемом согласно стандарту США на предельные показатели компонентов ОГ. Очистку ОГ катализаторами измеряли на новом и старом двигателях. Процесс старения включал в себя две рабочие фазы, периодически повторявшиеся до окончания процесса. В течение первых 50 минут двигатель эксплуатировали при полной нагрузке, т.е. при 5600 мин-1 и 86 Н×м. При этом значение l составляло 0,993, а температура ОГ перед катализатором – 1000оС. На второй 10-минутной фазе в поток ОГ при тех Согласно приведенному сравнению оба носителя отличаются в основном размером зерен и удельной поверхностью, распределение радиусов пор было приблизительно одинаковым. При среднем размере зерен 60 мкм 90% частиц оксида А имели размер более 3 мкм, а 10% – более 76 мкм. В случае обоих оксидов речь шла о чистом g–Al2O3 без стабилизирующих добавок. В качестве промоторов применялись оксиды Се, Zr, Fe и Ва, введенные в дисперсию частично в виде твердых веществ, а частично в виде растворимых ацетатных или нитратных соединений. На каркасы катализаторов наносили покрытие путем погружения в дисперсию. Затем каркасы катализаторов сушили на воздухе при 250оС в течение 1 часа. Полученные таким образом полуфабрикаты катализаторов пропитывали водным раствором тетра-амин-нитрата Рt и нитрата Rh и после 3-часовой сушки при 300оС прокаливали на воздухе в течение 3 часов при 600оС. Для активирования катализаторы восстанавливали в потоке водорода в течение 2 часов при 600оС. Содержание Pt и Rh в пропиточном растворе было выбрано таким образом, чтобы на готовых катализаторах установилось массовое соотношение Pt и Rh примерно 5:1. Испытания по применению готовых катализаторов с покрытием проводились на стенде с ДВС с принудительным воспламенением рабочей смеси объемом 1,8 л (66 кВт), оборудованным системой впрыска "КЕ–Джетроник" фирмы "Бош". Достигаемое при помощи катализаторов превра 7 34421 каналов из кордиерита. Вследствие поверхностного натяжения дисперсии в углах каналов скапливается больше материала покрытия, чем в середине. Этот эффект ниже у дисперсии согласно изобретению. Средняя толщина в середине стенок при применении дисперсии по примеру 1 составила около 34 мкм, в то время как в сравнительном примере 1 – около 16 мкм. Быстродействие катализаторов К1 и VK1. Для испытания быстродействия катализаторов с покрытием согласно изобретению в свежем состоянии и после 20-часового старения превращение токсичных компонентов (оксида углерода, углеводорода и оксидов азота) определяли как функцию температуры ОГ перед катализатором в условиях равновесия путем ступенчатого повышения температуры ОГ посредством теплообменника. Во время этих испытаний двигатель эксплуатировали при 3000 об/мин и нагрузке 30 Н×м, объемная скорость ОГ составила 60000 ч-1. Состав ОГ вариировали в пределах стехиометрия (l = 0,995) посредством периодических впрыскиваний воздуха с частотой 1 Гц ± 0,5 А/F. Превращение СО, НС и NO на катализаторах К1 и VK1. Превращение токсичных компонентов при температуре ОГ 450оС перед катализаторами определяли в тех же, что и выше, условиях эксплуатации при трех разных значениях l: 0,995, 0,999 и 1,008. Результаты приведены в таблицах 1 и 2. Таблица 1 с результатами испытаний быстродействия показывает более благоприятную температуру запуска для катализаторов по примеру 1. Наибольшие отличия показывают, однако, разогретые катализаторы, т.е. в условиях эксплуатации, когда превращение токсичных компонентов ограничено их массовым перекосом из газовой фазы к поверхности катализатора. Превращение всех токсичных компонентов, в частности оксидов азота, у катализатора К1 заметно лучше, чем у обычного катализатора К1. Как показывает таблица 2, это относится к катализаторам в свежем состоянии, а также после сравнения в двигателе. Распределение температур по выходному сечению катализаторов К1 и VK1. Дисперсия с бимодальным гранулометрическим составом оксида Al вызывает вследствие шероховатой поверхности покрытия лучшее завихрение ОГ и тем самым лучшую теплопередачу от ОГ к поверхности катализатора. В доказательство этих свойств с катализаторами К1 и VК1 были проведены следующие измерения. Катализаторы были встроены в конвертер, снабженный конусом с углом раскрытия 9о. Этот конвертер был установлен на воздуходувке, оборудованной нагревательным элементом и расходомером. Расход воздуха воздуходувки был установлен на 80 л/ч, а заданная температура воздуха – на 320оС. Нагрев включали и ровно через минуту после того, как воздух на входе катализатора достигал 320оС, распределение температур на его выходном торце фотографировали инфракрасной камерой. На рис. 4а и 4b изображены полученные изотермы по сечению выходной поверхности. У катализатора К1 (рис. 4b) через минуту значитель же рабочих характеристиках двигателя добавляли воздух. Значение l возросло за счет этого до 1,04, а температура ОГ – до 1050оС. Пример 1. Дисперсия с двумя различными фракциями зерен оксида Аl А. Промоторы: оксиды Се и Zr в виде твердых веществ. Для приготовления дисперсии в воду, взятую в количестве 3 л, последовательно вводили 30 г оксида Zr, 400 г оксида Аl А и 400 г оксида Се с удельной поверхностью 25 м2/г. Средний размер зерен промоторов соответствовал среднему размеру зерен оксида Аl A. Дисперсию подвергали мокрому размолу до достижения гранулометрического состава с максимальным размером зерен около 2,8 мкм в соответствии с гранулометрическим составом, изображенным на рис.1. Гранулометрический состав измеряли гранулометром фирмы "Цилас". Он соответствует гранулометрическому составу, применяемому для изготовления обычных катализаторов. После размола к дисперсии добавляли еще 400 г неразмолотого Al A и дисперсию гомогенизировали. Гранулометрический состав этой дисперсии имел изображенный на рис. 2 бимодальный характер. Эту дисперсию наносили на каркасы катализаторов, а затем пропитывали и активировали. Изготовленные таким образом катализаторы содержали 123 г общего покрытия, состоящего из 80 г g–Al2O3, 40 г оксида Се, и 3 г оксида Zr, а также 1,17 г Pt и 0,235 г Rh на литр объема сот. Катализаторы по примеру 1 имеют ниже обозначение К1. Сравнительный пример 1. Дисперсия только с одной фракцией зерен оксида Al A. Промоторы: оксиды Се и Zr в виде твердых веществ. Для сравнения каталитических свойств катализаторов по примеру 1, в частности их быстродействия, с катализаторами, известными из уровня техники, в соответствии с примером 1 были изготовлены сравнительные катализаторы. В противоположность примеру 1, однако, общее количество g–Al2O3 800 г было подвергнуто мокрому размолу вместе с промоторами до гранулометрического состава на рис. 1. Катализаторы по сравнительному примеру 1 имеют ниже обозначение VK1. Структура поверхности и распределение толщины покрытия у катализаторов К1 и VK1. Для исследования структуры поверхности носителей катализаторов К1 и VK1 массы катализаторов были разрезаны вдоль и стенки каналов исследованы с помощью микроскопа. Обработанные дисперсией по примеру 1 ячеистые каркасы имели значительно более шероховатую поверхность, чем каркасы катализаторов, покрытые в соответствии с уровнем техники. Этот эффект был особенно заметен в центре стенок, где вследствие поверхностного натяжения дисперсии толщина покрытия минимальна. Исследования сечений катализаторов с помощью растрового электронного микроскопа показали схематично изображенные на рис. 3 результаты покрытия. Здесь 1 – носитель, а 2 – стенки 8 34421 но большая часть торца достигала максимальной температуры, чем у катализатора VK1 (рис. 4а). Это доказывает, что теплопередача у катализатора согласно изобретению с шероховатым поверхностным покрытием значительно лучше, чем у катализатора, известного из уровня техники. Пример 2. Дисперсия из оксидов Al А и В с разным гранулометрическим составом. Промоторы: оксиды Се, Zr, Fe и Ba в виде растворов. В примере 1 мелкозернистая фракция дисперсии была получена путем размола части крупнозернистого исходного материала (оксида Al A). Крупно- и мелкозернистая фракция имели, следовательно, в этой дисперсии одинаковый химический состав и, за исключением гранулометрического состава, также в основном одинаковые физические свойства (удельная поверхность, объем пор). В примере 2 применялись два разных оксида Al. Кроме того, промоторы были введены в дисперсию в виде солевых растворов. В качестве исходного материала для мелкозернистой фракции дисперсии служил оксид Al A, как в примере 1. Для приготовления дисперсии к 3 л воды подмешивали 850 г оксида Al A. Затем последовательно добавляли ацетат Zr, соответствующий 85 г оксида Zr, ацетат Се, соответствующий 167 г оксида Се, нитрат Fe, соответствующий 32 г оксида Fe, и ацетат Ва, соответствующий 50 г оксида Ва. Дисперсию подвергали мокрому размолу до гранулометрического состава с максимальным размером зерен около 2,8 мкм по рис.1. После размола добавляли 150 г оксида Al В и дисперсию тщательно гомогенизировали. Затем ею покрывали тела катализаторов. Эти полуфабрикаты сушили описанным образом, пропитывали Pt и Rh, кальцинировали и для активирования восстанавливали. Готовые катализаторы содержали на литр объема ячеек 160 г материала покрытия, состоящего из 120 г g-Al2O3, 20 г оксида Се, 10 г оксида Zr, 5 г оксида Fe и 5 г оксида Ва, а также 1,17 г Pt и 0,235 г Rh. Катализаторы по примеру 2 имеют ниже обозначение К2. Сравнительный пример 2. Дисперсия из оксидов Al A и В с одинаковым гранулометрическим составом. Промоторы: оксиды Се, Zr, Fe и Ва в виде растворов. К 3 л воды подмешивали 850 г оксида Al A и 150 г оксида Аl В. Затем добавляли ацетат Zr, соответствующий 85 г оксида Zr, ацетат Се, соответствующий 167 г оксида Се, нитрат Fe, соответствующий 32 г оксида Fe, и ацетат Ва, соответствующий 50 г оксида Ва. Дисперсию подвергали мокрому размолу до достижения гранулометрического состава по рис.1, единого для всех твердых веществ. Эту дисперсию наносили на каркас катализатора, как в примере 1. Изготовленный таким образом полуфабрикат катализатора содержал 160 г дисперсии на литр объема ячеек, причем это количество состояло из 120 г g-Al2O3, 20 г оксида Се, 10 г оксида Zr, 5 г оксида Fe и 5 г оксида Ва. На этот полуфабрикат наносили, как в примере 2, Pt и Rh. Готовый катализатор содержал 1,17 г Pt и 0,235 г Rh на литр объема ячеек. Катализаторы по сравнительному примеру 2 имеют ниже обозначение VK2. Превращение СО, НС и NOx на катализаторах К2 и VK2. Превращение СО, НС и NOx измеряли после 20-часового старения катализаторов К2 и VK2 при значении l = 0,999, температура ОГ 450оС и объемной скорости 60000 ч-1. При этом состав ОГ периодически вариировали с частотой воздушных импульсов 1 Гц ± 0,5 А/F и 1 Гц ± 1,0 А/F в потоке ОГ. Результаты этих испытаний активности приведены в таблице 3. Из нее видно, что катализаторы К2 показывают гораздо более высокую степень превращения всех трех токсичных компонентов, в частности Ох, чем катализаторы VK2. Пример 3а. Дисперсия из оксидов Al A и В с разным гранулометрическим составом. Промоторы: оксиды Се и Zr в виде растворов. Для приготовления дисперсии к 3 л воды подмешивали 850 г оксида Al A. Затем последовательно добавляли ацетат Zr, соответствующий 30 г оксида Zr, и ацетат Се, соответствующий 600 г оксида Се. Дисперсию подвергали мокрому размолу до достижения гранулометрического состава с максимальным размером зерен около 2,8 мкм по рис.1. После размола добавляли 150 г оксида Al B. Дисперсию тщательно гомогенизировали и покрывали ею каркасы катализаторов. Эти полуфабрикаты сушили уже описанным образом, пропитывали, прокаливали и для активирования восстанавливали. Готовые катализаторы содержали на литр объема ячеек 163 г материала покрытия, состоящего из 100 г g-Al2O3, 60 г оксида Се, 3 г оксида Zr, 1,17 г Pt и 0,235 г Rh. Ниже они имеют обозначение К3а. Пример 3b. Дисперсия из оксидов Al A и В с разным гранулометрическим составом. Промоторы: оксиды Се и Zr в виде растворов. Дисперсию приготовляли аналогично примеру 3а с измененными массовыми соотношениями оксидов Al A и В. Доля оксида А составляла 700 г, а оксида В – 300 г. Изготовленные с этой дисперсией катализаторы содержали, следовательно, большую долю крупнозернистого оксида В. Ниже они имеют обозначение К3. Сравнительный пример 3. Дисперсия из оксидов Al A и В с одинаковым гранулометрическим составом. Промоторы: оксиды Се и Zr в виде растворов. Дисперсию приготовляли того же состава, что и в примере 3b. В соответствии с уровнем техники, однако, был получен единый гранулометрический состав путем совместного размола аналогично сравнительному примеру 2. Изготовленные с этой дисперсией катализаторы имеют ниже обозначение VK3. Распределение температур по выходному сечению катализаторов К3а, K3b и VK3. Распределение температур по выходному сечению катализаторов К3а, К3b и VК3 определяли аналогично примеру 1, однако через катализаторы пропускали не горячий воздух, а горячие ОГ. Для этого катализаторы были встроены 9 34421 Эти результаты наглядно показывают, что керамический каркас по мере возрастания доли крупнозернистой фракции в общем покрытии нагревается равномернее и быстрее. Этот эффект заметно усиливается за счет образующейся при превращении токсичных компонентов ОГ изотермы. Пример 4. Испытание по US–FTP 75 с катализаторами К3b и VK3. Катализаторы были подвергнуты на автомобиле (объем двигателя 2,5 л, 6 цилиндров, электронная система управления впрыском и зажиганием "Мотроник") усиленному испытанию на токсичность ОГ. Автомобиль находился для этого на роликовом испытательном стенде. Катализаторы были испытаны в свежем состоянии, а также после 60-часового старения на двигателе. Результаты испытаний приведены в таблице 5. Она показывает выброс токсичных компонентов во время особенно критической фазы пуска холодного двигателя, на которой кинетика нагрева катализаторов значительно влияет на превращение токсичных компонентов ОГ. Результаты испытания по US–FTP 75 показывает, что превращение СО и НС на критической фазе пуска холодного двигателя катализаторами K3b лучше, чем катализаторами VK3. в опытный конвертер, снабженный конусом с углом раскрытия 9о. Этот конвертер был установлен в тракт ОГ двигателя на испытательном стенде. Между выпускным коллектором и входом конвертера был расположен теплообменник, с помощью которого температуру ОГ можно было установить независимо от частоты вращения и нагрузки двигателя. Двигатель эксплуатировали в стабильном режиме (l = 0,999, частота вращения 2500 об/мин, нагрузка 70 Н × м). С помощью теплообменника температуру ОГ перед входом в конвертер последовательно устанавливали на 220, 240, 260 и 280оС. Каждый раз ровно через минуту после того, как в ОГ перед катализатором устанавливалась эта температура, распределение температуры по выходному сечению тела катализатора снимали инфракрасной камерой. Оценка снимков показала распределение температур на рис.5 для катализаторов по примеру 3а, на рис. 6 – для катализаторов по примеру 3b, а на рис. 7 – для катализаторов, известных из уровня техники, по сравнительному примеру 3. Таблица 4 содержит значения распределения температур на внешней поверхности катализаторов для середины и 25, 50 и 75% радиуса. Таблица 1 Температуры Т50% (оС), при которых начиналось превращение СО, НС и NОх на катализаторах К1 и VK1 Катализатор Т50% Состояние СО К1 VК1 К1 VК1 НС NОх 335 340 331 336 Свежий Свежий После 20-часового старения После 20-часового старения 337 345 336 339 319 321 321 325 l : 0,995. Объемная скорость ОГ: 60000 ч-1. Модуляция ОГ: 1 Гц ± 0,5 А/F. Таблица 2 Превращение (%) СО, НС и NOx на катализаторах К1 и VK1 при различных значениях Превращение Катализатор l = 0,995 l = 0,999 l = 1,008 CO HC NOx CO HC NOx CO HC NOx 92,9 90,3 95,4 94,1 82,4 75,7 95,2 92,3 95,5 94,2 76,2 70,4 98,1 95,6 95,4 94,2 68,1 64,1 93,2 89,3 95,3 93,5 80,3 72,2 95,0 90,9 95,4 93,6 75,0 69,7 98,3 95,4 95,2 93,6 64,2 60,7 Свежее состояние К1 VK1 После 20-часового старения К1 VK1 Температура ОГ: 450оС. Объемная скорость ОГ: 60000 ч-1. Модуляция ОГ: Гц ± 0,5 А/F. 10 34421 Таблица 3 Превращение (%) СО, НС и NOx на катализаторах К2 и VK2 Превращение при Катализатор 1 Гц ± 0,5 A/F 1 Гц ± 0,5 A/F CO К2 VK2 HC NOx CO HC NOx 95,6 93,7 90,4 89,5 83,8 77,9 92,9 90,7 90,6 90,1 74,8 71,2 l : 0,999. Температура ОГ: 450оС. Объемная скорость ОГ: 60000 ч-1. Старение: 80 ч. Таблица 4 Распределение температур (оС) по выходному сечению катализаторов К3а, К3b и VK3 Катализатор Температура на входе Радиальное распределение температуры Середина 25%Р 50%Р 75%Р К3а 220 240 260 280 190 250 310 350 175 246 308 350 168 232 300 337 70 160 250 270 K3b 220 240 260 280 195 253 310 350 190 250 310 350 175 236 308 337 70 160 250 270 VK3 220 240 260 280 145 225 280 325 140 225 280 325 130 220 278 320 40 160 220 280 Таблица 5 Выброс токсичных компонентов ОГ на фазе пуска холодного двигателя во время испытаний по US–FTP 75 для свежих катализаторов и после старения СО (г/миля) НС (г/миля) NOx (г/миля) К3b свежий VK3 свежий Катализатор 5,29 8,85 0,75 0,75 0,52 0,50 K3b после стаpения VK3 после старения 9,60 10,82 0,87 1,02 1,08 0,98 11 34421 Фиг. 1 Фиг. 2 12 34421 Фиг. 3 Фиг. 4а 13 34421 Фиг. 4b Фиг. 5 14 34421 Фиг. 6 Фиг. 7 15 34421 Тираж 50 екз. Відкрите акціонернетовариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 16
ДивитисяДодаткова інформація
Назва патенту англійськоюDispersion for obtaining catalyst for cleaning of exhaust gases of internal combustion engines, method of its producing and catalyst for cleaning of exhaust gases of internal combustion engines (variants)
Автори англійськоюDomesle Reiner, Engler Bernd, Koberstein Edgar, Lox Egbert, Ostgate Klaus
Назва патенту російськоюВодная дисперсия для получения слоя покрытия для очистки выхлопных газов двигателей внутреннего сгорания, способ ее получения и катализатор очистки выхлопных газов двигателей внутреннего сгорания (варианты)
Автори російськоюДомесл Рейнер, Энглер Бернд, Коберштейн Эдгар, Люкс Эгберт, Остгате Клаус
МПК / Мітки
МПК: B01J 37/03, B01J 35/00, B01J 23/40, B01D 53/94
Мітки: очищення, каталізатора, згоряння, газів, варіанти, спосіб, внутрішнього, одержання, водна, каталізатор, двигунів, вихлопних, дисперсія
Код посилання
<a href="https://ua.patents.su/16-34421-vodna-dispersiya-dlya-oderzhannya-katalizatora-dlya-ochishhennya-vikhlopnikh-gaziv-dviguniv-vnutrishnogo-zgoryannya-sposib-oderzhannya-i-katalizator-ochishhennya-vikhlopnikh-gaziv.html" target="_blank" rel="follow" title="База патентів України">Водна дисперсія для одержання каталізатора для очищення вихлопних газів двигунів внутрішнього згоряння, спосіб її одержання і каталізатор очищення вихлопних газів двигунів внутрішнього згоряння /варіанти/</a>
Каталізатор для очистки вихлопних газів двигунів внутрішнього згорання і спосіб його отримання
Номер патенту: 1067
Опубліковано: 30.12.1993
Автори: Херберт Фолькер, Ханс-Дітер Плєтка, Альфред Боцон, Едуард Лакатос, Едгар Коберштайн
МПК: B01J 23/89, B01J 37/02, B01D 53/02, B01J 37/08, B01J 21/04
Мітки: спосіб, двигунів, згорання, внутрішнього, вихлопних, газів, очистки, отримання, каталізатор
Формула / Реферат:
Формула изобретения1. Катализатор для очистки выхлопных газов двигателей внутреннего сгорания, содержащий металлы группы платины, двуокиси церия и циркония, промотирующую добавку на носителе - окиси алюминия, представляющий собой формованный сыпучий материал или нанесенный на монолитный структурный усилитель из кордиерита в количестве 5—15 мас.%, отличающийся тем, что, с целью повышения активности катализатора, он в качестве металла...
Спосіб одержання каталізатора для очищення вихлопних газів від оксидів азоту і оксиду вуглецю
Номер патенту: 20481
Опубліковано: 15.07.1997
Автори: Борова Валентина Олександрівна, Перелигін Ігор Миколайович, Тошинський Володимир Ілліч, Великий Віктор Іванович
МПК: B01J 21/06, B01J 37/08
Мітки: каталізатора, вихлопних, очищення, одержання, газів, оксидів, спосіб, вуглецю, оксиду, азоту
Формула / Реферат:
1. Способ получения катализатора для очистки выхлопных газов от оксидов азота и оксида углерода путем прокалки носителя содержащего титан при 900°...950°С в среде атмосферного воздуха с последующей пропиткой каталитически активными веществами, отличающийся тем, что носитель получают путем закрепления порошка титана на твердой основе, например, керамической.2. Способ по п. 1, отличающийся тем, что при получении носителя в качестве...
Каталізатор для очищення відхідних газів двигунів внутрішнього згорання
Номер патенту: 13035
Опубліковано: 28.02.1997
Автори: Едгар Коберштейн, Фелікс Шмідт, Бернд Енглер, Райнер Домесле, Петер Шуберт
МПК: B01J 23/89, B01D 53/94, F01N 3/10, B01J 23/76, B01J 23/54, B01J 37/02
Мітки: очищення, газів, двигунів, відхідних, каталізатор, внутрішнього, згорання
Формула / Реферат:
(57) 1. Катализатор для очистки отходящих газов двигателей внутреннего сгорания, содержащий носитель, в случае необходимости со стабилизированной структурой, на основе оксида алюминия переходного ряда кристаллических фаз, с промоторами из ряда оксидов, включающего оксиды церия, циркония и железа, активную фазу, включающую платину и родий, в общем количестве от 0,22 до 3 мас.% при их массовом соотношении 1-3:1 и. неблагородные металлы, включая...
Формований носій для каталізатора очистки вихлопних газів двигунів внутрішнього згорання і спосіб його виготовлення

Номер патенту: 1070
Опубліковано: 30.12.1993
Автори: Йорг Хензель, Едгар Коберштайн, Херберт Фолькер, Альфред Боцон
МПК: B01D 53/94, B01J 21/00, B01J 37/02, B01J 23/00, C23C 2/28, C23C 10/60, B01D 53/34, B01J 35/00, B01D 53/86
Мітки: носій, вихлопних, газів, двигунів, спосіб, формований, очистки, виготовлення, згорання, внутрішнього, каталізатора
Каталізатор для окислювального очищення вихлопних газів дизельних моторів
Номер патенту: 12905
Опубліковано: 28.02.1997
Автори: Едгар Коберштайн, Райнер Домесле, Бернд Енглер, Херберт Фелькер
МПК: F01N 3/28, B01J 23/54, B01J 29/00, B01D 53/94, B01J 37/02
Мітки: моторів, каталізатор, газів, дизельних, очищення, окислювального, вихлопних
Текст:
...побочные реакции в высшей степени нежелательны, так как токсичность N02 значительно преоышэет токсичность NO. Композиции катализатора согласно изобретению из тонкодисперсного наполнителя и металлов платиновой группы с добавками ванадия на монолитном инертном носителе в значительной мере подавляет образование N02. не оказывая вредного влияния на желаемые реакции окисления. Особенно эффективного торможения окисления NO можно достичь, если в...
Попередній патент: Бактерицидний сорбційний матеріал
Наступний патент: Пристрій для гасіння хвиль для плаваючих конструкцій
Випадковий патент: Спосіб закріплення привибійної зони пласта (варіанти)