Спосіб утворення повністю регулярного мікрорельєфу на друкарських циліндрах
Номер патенту: 81651
Опубліковано: 10.07.2013
Автори: Зигуля Світлана Миколаївна, Киричок Петро Олексійович

Формула / Реферат
Спосіб утворення регулярного мікрорельєфу на циліндричній деталі, який включає її обертання з постійною швидкістю навколо осі та утворення повністю регулярного мікрорельєфу в два переходи, який відрізняється тим, що на першому переході на поверхні друкарського циліндра ![]() см, твердістю HRC 57-60 виконують повністю регулярний мікрорельєф гексагонального типу радіусом сфери деформуючого інструмента
см, твердістю HRC 57-60 виконують повністю регулярний мікрорельєф гексагонального типу радіусом сфери деформуючого інструмента ![]() мм; зусиллям вдавлювання
мм; зусиллям вдавлювання ![]() Н; ексцентриситет інструмента
Н; ексцентриситет інструмента ![]() мм; частотою обертання шпинделя
мм; частотою обертання шпинделя ![]() об/хв.; частотою осциляцій деформуючого інструмента
об/хв.; частотою осциляцій деформуючого інструмента ![]() подв.х./хв.; подача інструмента
подв.х./хв.; подача інструмента ![]() мм/об та на другому переході друкарський циліндр хромують та монтують на нього металеву обтяжку товщиною 0,3 мм, розмірами від
мм/об та на другому переході друкарський циліндр хромують та монтують на нього металеву обтяжку товщиною 0,3 мм, розмірами від ![]() до
до ![]() мм.
мм.
Текст
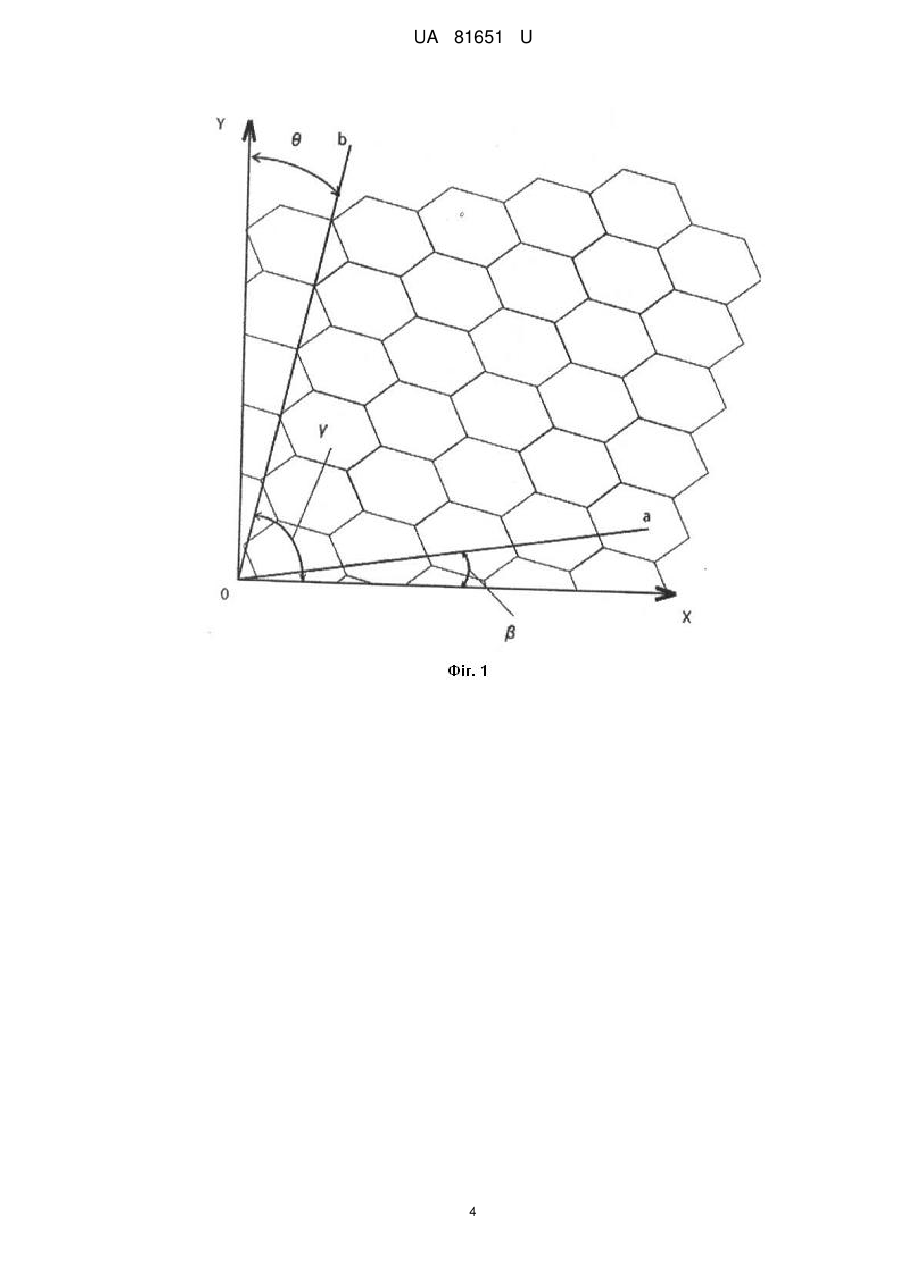
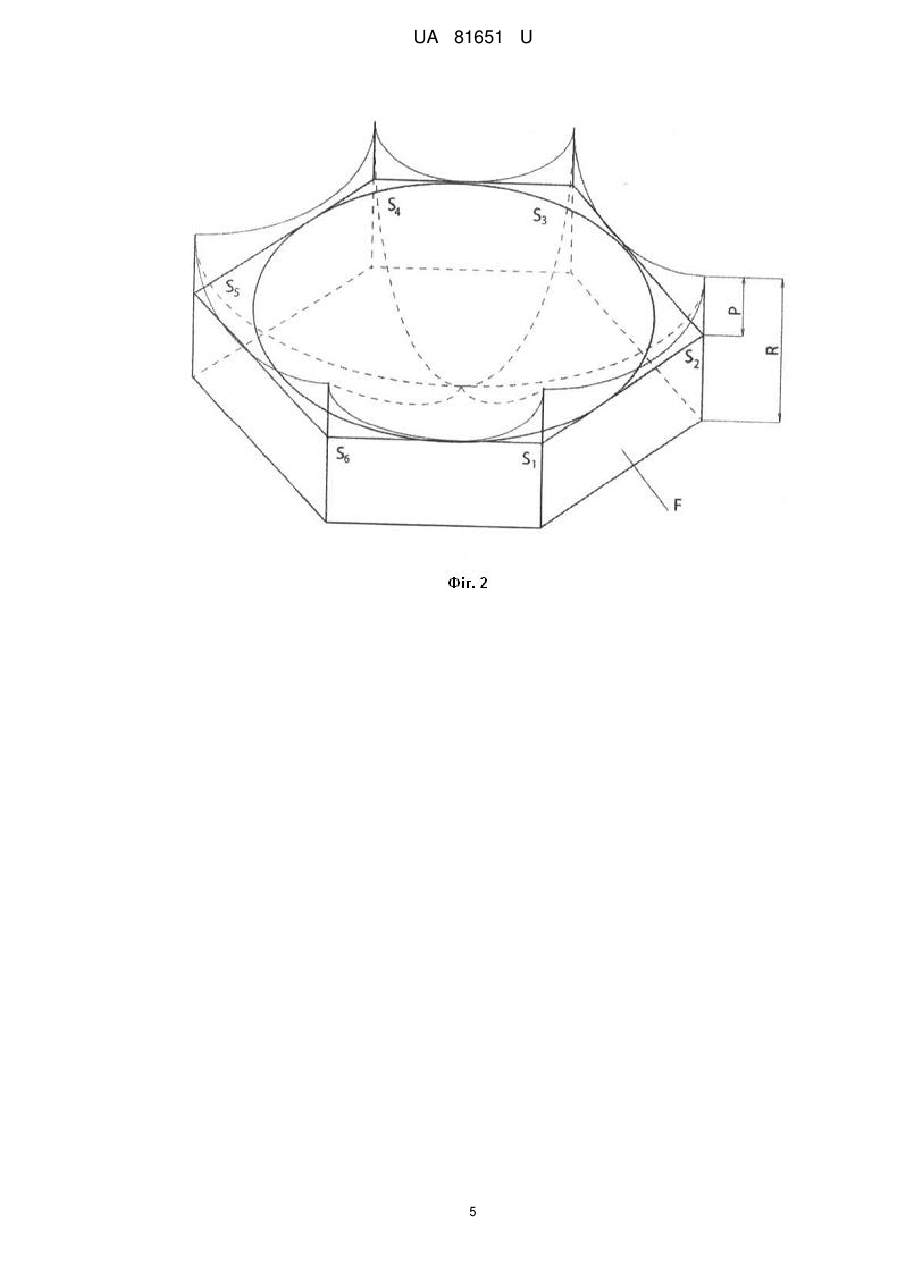
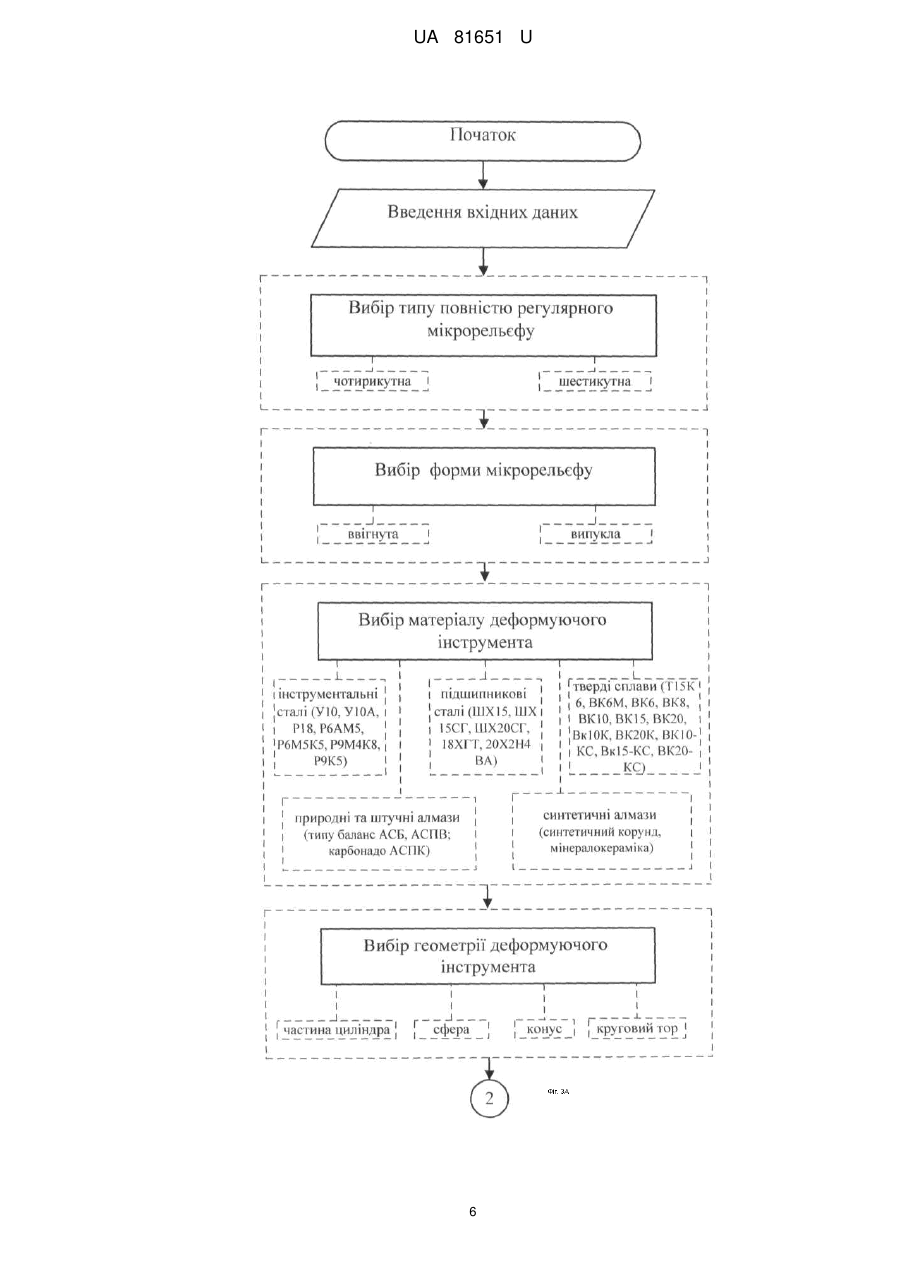
Реферат: UA 81651 U UA 81651 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель, що заявляється, належить до області металургії заліза, поліграфічного машинобудування та друкування, насамперед змінювання фізичної структури металевих циліндрів шляхом обробки поверхонь методом поверхневого пластичного деформування і подальшим хромуванням з монтуванням на них металевої обтяжки. Відомий спосіб оздоблювально-зміцнюючої обробки [1], в якому з метою покращення експлуатаційних характеристик, міцності та зносостійкості циліндрів офсетних друкарських машин, на циліндричній поверхні з шорсткістю Ra = 0,32 мкм чи Rа = 0,64 мкм, довжиною 3001060 мм при твердості металічного циліндра HRC 57-60 утворюють повністю регулярний -1 мікрорельєф IV типу із режимами n3 = 20-35 об/хв., S = 1,8-2,5 мм/об, nдв.х = 1300-1450 хв , е = 1,0-1,4 мм, і = 35, Р = 80-100 Н, після чого монтують модифікований поліуретан товщиною 0,12 1,3 мм з точністю обробки поверхні до 0,02 мм на площі більше 1 м і чотиришарове офсетне гумотканинне полотно з натягом 20-70 Нм, товщиною 1,70 або 1,95 мм, при цьому значення натягу полотна визначається в залежності від формату друкування та довжини офсетного металічного циліндра. Недоліком такого способу є те, що при контактуванні друкарського циліндра з металевою обтяжкою, 100 % щільність з'єднання не забезпечується, що в свою чергу погіршує якість поліграфічної продукції і зменшує корозійну та експлуатаційну стійкість друкарського циліндра. Як найближчий аналог вибрано [2], суть якого є те, що обробку на циліндричних поверхнях виконують в два етапи. На першому етапі на поверхні деталі виконують частково-регулярний мікрорельєф з регулярними нерівностями, які не перетинаються радіусом сфери деформуючого інструмента R = 1,0-4,0 мм, при зусиллі вдавлювання Р = 50-600 Н, ексцентриситеті деформуючого інструмента е = 0,4-1,5 мм, при кількості обертів шпинделя nшп = 20-150 об/хв., частоті осциляцій інструмента nподв.х = 1250-2648 подв.х./хв. і подачі S = 0,3-3 мм/об, а на другому етапі металеву поверхню хромують. Недоліком найближчого аналога є те, що при відомому способі обробки на поверхні отримують частково-регулярний мікрорельєф синусоїдального типу з регулярними нерівностями, які не перетинаються. Такий вид мікрорельєфу підвищує площу контакту у порівнянні із шліфованими поверхнями на 25...35 %. В основу корисної моделі поставлена задача підвищити якість поверхні та поверхневого шару, збільшити площу контакту до 100 %, за рахунок утворення на циліндричній поверхні друкарського циліндра повністю регулярного мікрорельєфу (ПРМР) гексагонального типу. Цей спосіб збільшує фактичну контактну площу, яка залежить від дійсної мікрогеометрії й хвилястості контактуючих поверхонь друкарського циліндра і металевої обтяжки, розташувань поверхонь у складальному розмірному ланцюгу і від навантажень, що діють у контакті. Збільшення контактної площі забезпечує стабільну високу якість друкарського відбитка. На другому переході поверхню друкарського циліндра хромують та монтують на нього металеву обтяжку. Поставлена задача вирішується тим, що спосіб утворення регулярного мікрорельєфу на циліндричній деталі, який включає її обертання з постійною швидкістю навколо осі та утворення повністю регулярного мікрорельєфу в два переходи, який відрізняється тим, що на першому переході на поверхні друкарського циліндра D = 34,0-90,0 см, твердістю HRC 57-60 виконують повністю регулярний мікрорельєф гексагонального типу радіусом сфери деформуючого інструмента R = 0,5-4,0 мм; зусиллям вдавлювання Р = 50-600 Н; ексцентриситет інструмента е = 0,2-1,0 мм; частотою обертання шпинделя nшп = 25-2000 об/хв.; частотою осциляцій деформуючого інструмента nподв.х = 1000-2000 подв.х./хв.; подача інструмента S = 0,08-12,5 мм/об. На другому переході друкарський циліндр хромують та монтують на нього металеву обтяжку товщиною 0,3 мм, розмірами від 360×520 до 720×1020 мм. Суть корисної моделі пояснюється кресленнями, де: На фіг. 1 показано кути направлення розташування елемента гексагональний типу ПРМР. На фіг. 2 показано гексагональний тип елемента ПРМР. На фіг. 3 (А, Б, В, Г, Д, Е, Є, Ж, з) показаний алгоритм керування комплексним технологічним процесом оздоблювально-зміцнюючої обробки формування повністю регулярного мікрорельєфу з подальшим хромуванням. На експлуатаційні властивості деталей машин значною мірою впливають параметри якості їх робочих поверхонь. Щоб забезпечити експлуатаційні властивості і покращити якість поліграфічної продукції потрібно забезпечити визначені характеристики якості робочих поверхонь. Для підвищення якості друкарської продукції необхідно підвищити щільність з'єднання поверхні друкарського циліндра з поверхнею металевого полотна. Це можливо здійснити за рахунок збільшення площі контактуючих поверхонь і оптимальних режимів обробки. 1 UA 81651 U 5 10 15 20 25 30 Запропонована технологія збільшує площу контакту до 100 %, оскільки на поверхні утворюють повністю регулярний мікрорельєф. Спосіб реалізується наступним чином. 1. Вводимо вхідні дані, а саме діаметр заготовки (D), мм, довжина заготовки (L), мм, середнє арифметичне відхилення профілю (Ra), мкм, матеріал заготовки, твердість (за Брінеллем, НВ або твердість за Віккерсом, HV, або твердість за Роквеллом, HRC). 2. Алгоритм запропонований для нанесення на циліндричну заготовку повністю регулярного мікрорельєфу, тому наступним кроком є «Вибір типу повністю регулярного мікрорельєфу», який буває чотирикутний або шестикутний (гексагональний). 3. Вибираємо форму мікрорельєфу: ввігнута або випукла. 4. Вибираємо матеріал деформуючого інструмента: - інструментальні сталі (У10, У10А, Р18, Р6АМ5, Р6М5К5, Р9М4К8, Р9К5); - підшипникові сталі (ШХ15, ШХ15СГ, ШХ20СГ, 18ХГТ, 20Х2Н4ВА); - тверді сплави (Т15К6, ВК6М, ВК6, ВК8, ВК10, ВК15, ВК20, Вк10К, ВК20К, ВК10-КС, Вк15-КС, ВК20-КС); - природні та штучні алмази (типу баланс АСБ, АСПВ; карбонадо АСПК); - синтетичні алмази (синтетичний корунд, мінералокераміка); 5. Вибираємо геометрію деформуючого інструмента: частина циліндра, сфера, конус, круговий тор. 6. Вибираємо радіус деформуючого інструмента, який може бути R = 0,5-4 мм. 7. Вибираємо обладнання, на якому буде здійснюватися нанесення повністю регулярного мікрорельєфу, а саме токарні, фрезерні, шліфувальні, полірувальні або свердлильні групи верстатів. 8. Вибираємо зусилля вдавлювання деформуючого інструмента Р = 50-600 мм. 9. В залежності від моделі верстата вибираємо за його технічними характеристиками подачу деформуючого інструмента, яка може бути S = 0,08-12,5 мм/об. 10. Вибираємо ексцентриситет інструмента е = 0,2-1 мм. 11. Вибираємо частоту осциляцій деформуючого інструмента, яка може бути в межах nподв.х = 1000-2000 подв.х./хв. 12. В залежності від моделі верстата вибираємо за його технічними характеристиками частоту обертання шпинделя nшп = 25-2000 об/хв. i 35 40 45 50 55 nподв.х nшп 13. Визначаємо співвідношення , яке дасть можливість визначати чи правильно розташовані нерівності. 14. Перевіряємо умову «Чи відповідає вимогам розташування нерівностей?». Якщо умова виконується, переходимо до наступного кроку. 15. Вибираємо значення параметра поверхні з повністю регулярним мікрорельєфом, а саме значення висоти елементів Н = 0,025-1600 мкм. 16. Вибираємо значення рівня перетину поверхні Тр = 5-80 % від значення висоти елементів Н. 2 17. Вибираємо значення числа N елементів на 1 мм площі від 1 до 100 %. 18. Визначаємо направлення розташування елементів γ = 0-180°. 19. Визначаємо направлення розташування елементів β = 0-180°. 20. Визначаємо кут направлення розташування нерівностей θ = 0-180°. 21. За аналітичною залежністю розраховуємо контактну площу. 22. Визначаємо параметри якості поверхневого шару поверхні, а саме точність розмірів, точність геометричної форми поверхні, точність взаємного положення поверхні, зміцнення, структуру фазового стану, залишкові напруження. 23. Перевіряємо умову «Чи відповідає вимогам параметри якості поверхні?». Якщо умова виконується, переходимо до наступного кроку. 24. Вибираємо метод хромування, в залежності від методу хромування і потрібної глибини хромування, обираємо режими обробки, а саме вибір електроліту, температури хромування, густини струму, часу на хромування. 25. Розраховуємо контактну площу після нанесення повністю регулярного мікрорельєфу з наступним хромуванням за аналітичною залежністю. 26. Перевіряємо умову «Чи відповідає контактна площа вимогам?». Якщо умова виконується, переходимо до наступного кроку. 27. Визначаємо параметри якості поверхневого шару поверхні після хромування. 28. Перевіряємо умову «Чи відповідає вимогам параметри якості поверхні після наступного хромування?». Якщо умова виконується, переходимо до наступного кроку. 2 UA 81651 U 5 10 15 29. Визначаємо експлуатаційні властивості, а саме зносостійкість, корозійну стійкість, контактну жорсткість і геометричність з'єднання. 30. Перевіряємо умову «Чи відповідає вимогам експлуатаційні властивості деталі?». Якщо умова виконується, переходимо до наступного кроку. 31. Монтуємо металеву обтяжку на друкарський циліндр. 32. Визначаємо показники якості відбитка. 33. Перевіряємо умові «Чи задовольняють вимогам показники якості відбитка?». Якщо умова виконується, переходимо до наступного кроку. 34. Накопичуємо статистичні дані, здійснюємо корекцію математичних моделей. Виводимо математичну модель. Література: 1. Патент на корисну модель UA №55748 МПК В24В39/00, опубл.27.12.2010, бюл. № 24, 2010 р. 2. Патент на корисну модель UA № 58412 МПК C21D7/00, C21D10/00, B41N10/00, B41N7/00, опубл. 11.04.2011, бюл. № 7, 2011 р. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб утворення регулярного мікрорельєфу на циліндричній деталі, який включає її обертання з постійною швидкістю навколо осі та утворення повністю регулярного мікрорельєфу в два переходи, який відрізняється тим, що на першому переході на поверхні друкарського циліндра D 34,0 90,0 см, твердістю HRC 57-60 виконують повністю регулярний мікрорельєф гексагонального типу радіусом сфери деформуючого інструмента R 0,5 4,0 мм; зусиллям вдавлювання P 50 600 Н; ексцентриситет інструмента e 0,2 10 мм; частотою обертання , шпинделя об/хв.; частотою осциляцій деформуючого інструмента nшп 25 2000 nподв.х 1000 2000 подв.х./хв.; подача інструмента S 0,08 12,5 мм/об та на другому переході друкарський циліндр хромують та монтують на нього металеву обтяжку товщиною 0,3 мм, розмірами від 360 520 до 7201020 мм. 3 UA 81651 U 4 UA 81651 U 5 UA 81651 U 6 UA 81651 U 7 UA 81651 U 8 UA 81651 U 9 UA 81651 U 10 UA 81651 U 11 UA 81651 U 12 UA 81651 U 13 UA 81651 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forming regular microrelief on impression cylinders
Автори англійськоюKyrychok Petro Oleksiiovych, Zyhulia Svitlana Mykolaivna
Назва патенту російськоюСпособ образования регулярного микрорельефа на печатных цилиндрах
Автори російськоюКиричок Петр Алексеевич, Зигуля Светлана Николаевна
МПК / Мітки
МПК: B41N 7/00, B41N 10/00
Мітки: регулярного, утворення, мікрорельєфу, друкарських, циліндрах, спосіб, повністю
Код посилання
<a href="https://ua.patents.su/16-81651-sposib-utvorennya-povnistyu-regulyarnogo-mikrorelehfu-na-drukarskikh-cilindrakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб утворення повністю регулярного мікрорельєфу на друкарських циліндрах</a>
Спосіб утворення регулярного мікрорельєфу
Номер патенту: 55748
Опубліковано: 27.12.2010
Автори: Лотоцька Оксана Іванівна, Киричок Петро Олексійович
МПК: B24B 39/00
Мітки: мікрорельєфу, утворення, спосіб, регулярного
Формула / Реферат:
Спосіб утворення регулярного мікрорельєфу на циліндричній заготовці, який включає її обертання з постійною швидкістю навколо її осі та утворення регулярного мікрорельєфу в два переходи, який відрізняється тим, що на першому етапі на поверхні деталі виконують частково-регулярний мікрорельєф з регулярними нерівностями, які не перетинаються радіусом сфери деформуючого інструмента R=1,0-4,0 мм, при зусиллі вдавлювання Р=50-600 Н, ексцентриситеті...
Пристрій для створення регулярного мікрорельєфу
Номер патенту: 76423
Опубліковано: 10.01.2013
Автори: Котляров Валерій Павлович, Шинкаренко Павло Павлович
МПК: B23K 26/00
Мітки: регулярного, створення, мікрорельєфу, пристрій
Формула / Реферат:
Пристрій для створення регулярного мікрорельєфу, що містить корпус, в отворі якого розташований підп'ятник з деформуючою кулею, і механізм навантаження останньої, який відрізняється тим, що корпус розташовано співвісно з лазером, причому деформуюча куля виконана з прозорого для лазерного випромінювання матеріалу, а між лазером та кулею встановлена на їх осі негативна лінза.
Спосіб утворення мікрорельєфу
Номер патенту: 10734
Опубліковано: 15.11.2005
Автори: Хмілярчук Ольга Іларіонівна, Киричок Петро Олексійович
МПК: B24B 39/00
Мітки: мікрорельєфу, спосіб, утворення
Формула / Реферат:
Спосіб утворення мікрорельєфу переважно на поверхнях металів та сплавів поверхнево-пластичним деформуванням, який полягає в тому, що циліндричну заготовку обертають з постійною швидкістю навколо її осі й обробку виконують в два переходи, який відрізняється тим, що на першому переході на поверхні виконують частково-регулярний мікрорельєф синусоїдального типу ввігнутої форми індентором з радіусом наконечника R=0,5-4 мм при подачі s=0,7-4,0...
Спосіб формування регулярного мікрорельєфу внутрішньої поверхні гільз циліндрів двигунів внутрішнього згорання

Номер патенту: 65981
Опубліковано: 26.12.2011
Автори: Жулай Олександр Юрійович, Труш Максим Михайлович, Аулін Віктор Васильович
МПК: B23K 26/00
Мітки: регулярного, згорання, двигунів, мікрорельєфу, внутрішнього, спосіб, гільз, циліндрів, формування, поверхні, внутрішньої
Формула / Реферат:
Спосіб формування регулярного мікрорельєфу внутрішньої поверхні гільз циліндрів двигунів внутрішнього згорання за допомогою концентрованих потоків енергії, який відрізняється тим, що мікрорельєф формується у вигляді напівкруглих комірок перемінної величини по твірній деталі у відповідності до напружено-деформованого стану.
Спосіб формування регулярного мікрорельєфу
Номер патенту: 49556
Опубліковано: 26.04.2010
Автори: Лисенко Сергій Володимирович, Тихий Андрій Анатолійович, Аулін Віктор Васильович, Варламов Олександр Олександрович, Лізунов Сергій Миколайович, Кузик Олександр Володимирович
МПК: B23K 26/00
Мітки: регулярного, формування, спосіб, мікрорельєфу
Формула / Реферат:
Спосіб формування регулярного мікрорельєфу, який включає механічну обробку на внутрішній поверхні чавунних деталей типу втулка, який відрізняється тим, що обробка відбувається за гвинтовою лінією з перекриттям доріжок по внутрішній поверхні зі зміною кута нахилу напрямку доріжки відносно щоки втулки в залежності від характеру і розмірів зон, що підлягають інтенсивному спрацюванню, за допомогою концентрованих потоків лазерної енергії без...
Попередній патент: Землерийно-транспортна машина безперервної дії
Наступний патент: Роторно – поршневий двигун
Випадковий патент: Банкомийна машина