Абразивний виріб і спосіб його формування
Номер патенту: 108014
Опубліковано: 10.03.2015
Автори: Тіан Йінгганг, Перлман Джон, Субраманіан Крішнаморті, Кхаунд Аруп К.
Формула / Реферат
1. Абразивний виріб, який містить:
підкладку;
проміжний шар, який містить припій, і який розташований поверх підкладки;
абразивні частки, що містять шар покриття, розташований поверх абразивних часток, пов'язаних із проміжним шаром, причому зв'язування шару покриття із проміжним шаром забезпечує утворення області металевого зв'язування; і
сполучний шар, розташований поверх абразивних часток і проміжного шару.
2. Абразивний виріб за п. 1, який відрізняється тим, що область металевого зв'язування містить область дифузійного зв'язку, що характеризується наявністю зони взаємної дифузії щонайменше між одними хімічними частками шару покриття та іншими хімічними частками проміжного шару.
3. Абразивний виріб за п. 1, який відрізняється тим, що проміжний шар містить метал, вибраний із групи металів, що складається зі свинцю, срібла, міді, цинку, олова, титану, молібдену, хрому, заліза, марганцю, кобальту, ніобію, танталу, вольфраму, паладію, платини, золота, рутенію та їхніх комбінацій.
4. Абразивний виріб за п. 1, який відрізняється тим, що проміжний шар містить матеріал, вибраний із групи матеріалів, що складається з металу, металевих сплавів, композиційних матеріалів з металевою матрицею та їхніх комбінацій.
5. Абразивний виріб за п. 1, який відрізняється тим, що проміжний шар має точку плавлення, яка складає не більш ніж приблизно 450 °C.
6. Абразивний виріб за п. 1, який відрізняється тим, що середня товщина проміжного шару становить не більш ніж приблизно 80 % середнього розміру абразивних часток.
7. Абразивний виріб за п. 1, який додатково містить абразивні зерна в концентрації, що становить щонайменше приблизно 60 часток на один міліметр підкладки у вигляді дроту.
8. Абразивний виріб за п. 1, який відрізняється тим, що абразивні частки містять суперабразивний матеріал.
9. Абразивний виріб за п. 1, який відрізняється тим, що сполучний шар містить метал, вибраний із групи металів, що складається зі свинцю, срібла, міді, цинку, олова, титану, молібдену, хрому, заліза, марганцю, кобальту, ніобію, танталу, вольфраму, паладію, платини, золота, рутенію та їхніх комбінацій.
10. Абразивний виріб за п. 1, який відрізняється тим, що сполучний шар містить нікель.
11. Абразивний виріб за п. 1, який відрізняється тим, що середня товщина сполучного шару становить щонайменше приблизно 10 % середнього розміру абразивних часток.
12. Абразивний виріб, який містить:
підкладку, що містить подовжене тіло з відношенням довжини до ширини, що становить щонайменше приблизно 10:1;
проміжний шар, розташований поверх підкладки, який містить припій, точка плавлення якого становить не більш ніж приблизно 450 °C;
абразивні частки, пов'язані із проміжним шаром; і
сполучний шар, розташований поверх абразивних часток і проміжного шару.
13. Абразивний виріб за п. 12, який відрізняється тим, що проміжний шар містить метал, вибраний із групи металів, що складається зі свинцю, срібла, міді, цинку, олова, титану, молібдену, хрому, заліза, марганцю, кобальту, ніобію, танталу, вольфраму, паладію, платини, золота, рутенію та їхніх комбінацій.
14. Абразивний виріб за п. 12, який відрізняється тим, що проміжний шар містить матеріал, вибраний із групи матеріалів, що складається з металу, металевих сплавів, композиційних матеріалів з металевою матрицею та їхніх комбінацій.
15. Абразивний виріб за п. 12, який відрізняється тим, що проміжний шар містить припій.
16. Абразивний виріб за п. 12, який відрізняється тим, що проміжний шар має точку плавлення, яка складає не більш ніж приблизно 450 °C.
17. Абразивний виріб за п. 12, який відрізняється тим, що середня товщина проміжного шару становить не більш ніж приблизно 80 % середнього розміру абразивних часток.
18. Абразивний виріб за п. 12, який додатково містить абразивні зерна в концентрації, що становить щонайменше приблизно 60 часток на один міліметр підкладки у вигляді дроту.
19. Абразивний виріб за п. 12, який відрізняється тим, що абразивні частки містять суперабразивний матеріал.
20. Абразивний виріб за п. 12, який відрізняється тим, що сполучний шар містить метал, вибраний із групи металів, що складається зі свинцю, срібла, міді, цинку, олова, титану, молібдену, хрому, заліза, марганцю, кобальту, ніобію, танталу, вольфраму, паладію, платини, золота, рутенію та їхніх комбінацій.
21. Абразивний виріб за п. 12, який відрізняється тим, що сполучний шар містить нікель.
22. Абразивний виріб за п. 12, який відрізняється тим, що середня товщина сполучного шару становить щонайменше приблизно 10 % середнього розміру абразивних часток.
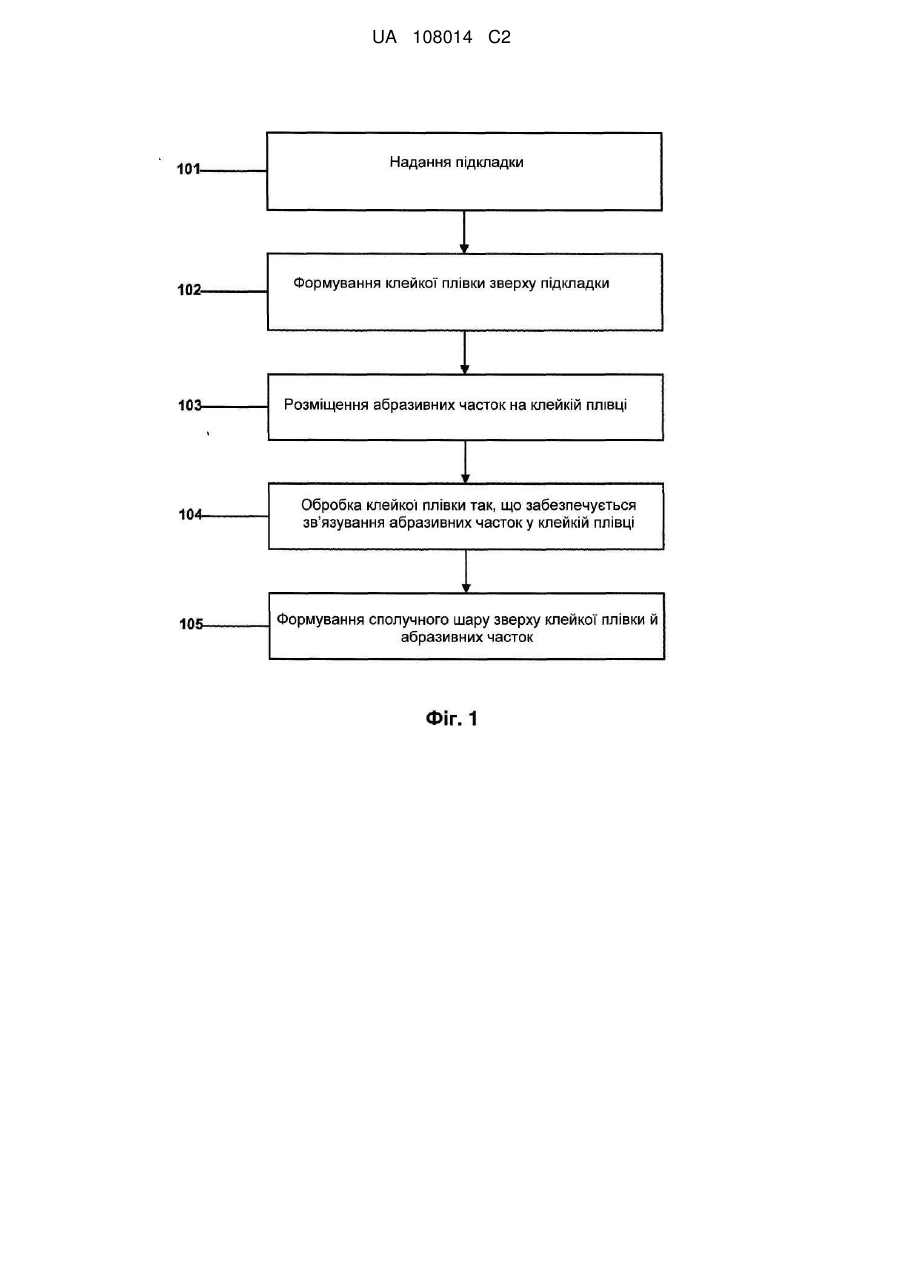
23. Спосіб формування абразивного виробу для різання оброблюваного виробу, який включає:
надання дротової підкладки;
формування проміжного шару, який містить металевий припій, що покриває поверхню дротової підкладки;
розміщення на проміжному шарі абразивних часток;
обробку проміжного шару з утворенням області металевого зв'язування між абразивними частками й проміжним шаром; і
формування сполучного шару поверх проміжного шару й абразивних часток.
24. Спосіб за п. 23, який відрізняється тим, що обробка включає нагрівання проміжного шару до температури не більш ніж приблизно 450 °C.
Текст
Реферат: Абразивний виріб, що містить підкладку, проміжний шар, розташований поверх підкладки, абразивні частки, що містять шар покриття, пов'язаний із проміжним шаром так, що зв'язування шару покриття із проміжним шаром утворює область металевого зв'язування, і сполучний шар, розташований поверх абразивних часток і проміжного шару. UA 108014 C2 (12) UA 108014 C2 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 ГАЛУЗЬ ТЕХНІКИ Винахід належить до способів формування абразивних виробів і, зокрема, одношарових абразивних виробів. РІВЕНЬ ТЕХНІКИ За останнє сторіччя був розроблений цілий ряд абразивних інструментів для різних галузей промисловості, основним функціональним призначенням яких є видалення матеріалу з оброблюваного виробу, включаючи, наприклад, різання, свердління, полірування, очищення, контурне вирізання й шліфування. Що стосується, зокрема, електронної промисловості, то в цьому випадку є особливо доречними абразивні інструменти для різання монокристалічних злитків матеріалу для формування пластин. З розвитком промисловості діаметри злитків стають усе більшими, ι внаслідок обсягів випуску, продуктивності, пошкоджених шарів, розмірних обмежень та інших факторів, для таких робіт стало прийнятним використання вільних абразивів й дротових пилок. Зазвичай дротові пилки являють собою абразивні інструменти, які містять абразивні частки, прикріплені до дроту значної довжини, який може бути намотаний на високій швидкості для створення ріжучої дії. У той час як для дискових пилок глибина різання обмежена й не перевищує величину радіуса пильного полотна, дротові пилки мають більшу гнучкість, що дозволяє здійснювати прямолінійне різання або контурне різання. Надавалися різні пропозиції по вдосконаленню відомих стаціонарних абразивних дротових пилок, такі як виготовлення цих виробів ковзанням сталевих бусин по металевому дроту або тросу, причому бусини розділені розділовими елементами. Ці бусини можуть бути покриті абразивними частками, які зазвичай прикріплюються або електроосадженням, або спіканням. Однак операції електроосадження й спікання можуть вимагати більших витрат часу, отже, й вартісних витрат, що перешкоджає досягненню високої продуктивності при виготовленні абразивного інструменту із дротовою пилкою. У більшості випадків ці дротові пилки використовуються в тих областях застосування, де втрати при різанні грають не настільки вирішальну роль, як для електронного встаткування, часто для різання каменю або мармуру. Здійснювалися спроби кріплення абразивних часток за допомогою процесів приєднання з утворенням хімічних зв'язків, таких як пайка тугоплавким припоєм, але такі способи виготовлення приводять до зниження міцності на розтягнення дротової пилки, і дротова пилка стає схильною до розриву й передчасного виходу з ладу в процесі різання при високій механічній напрузі. В інших дротових пилках зв'язування абразивів із дротом може забезпечуватися смолою. На жаль, дротові пилки, зв'язані смолою, виявляють тенденцію до швидкого зношування й відкріплення абразивних матеріалів значно раніше закінчення фактичного терміну служби часток, особливо при розрізанні твердих матеріалів. Таким чином, у промисловості як і раніше існує потреба в більш довершених абразивних інструментах, зокрема в області дротового різання. СУТЬ ВИНАХОДУ Відповідно до однієї особливості винаходу абразивний виріб містить підкладку, проміжний шар, розташований поверх підкладки, абразивні частки, що містять шар покриття, що покриває абразивну частку, пов'язану із проміжним шаром, причому зв'язування шару покриття із проміжним шаром утворює область металевого зв'язування, і сполучний шар, розташований поверх абразивних часток і проміжного шару. Відповідно до іншої особливості винаходу абразивний виріб містить підкладку, виконану у вигляді подовженого тіла з відношенням довжини до ширини, що становить щонайменше приблизно 10:1, проміжний шар, розташований поверх підкладки, що містить припій із точкою плавлення не більш приблизно 450 °C, абразивні частки, пов'язані із проміжним шаром, і сполучний шар, нанесений поверх абразивних часток і проміжного шару. Відповідно до наступної особливості винаходу спосіб формування абразивного виробу включає надання підкладки, формування проміжного шару, розташованого поверх підкладки, причому проміжний шар містить припій, розміщений на проміжному шарі абразивних часток, що містять шар покриття, і обробку проміжного шару для зв'язування один з одним шару покриття й проміжного шару. Спосіб додатково включає формування сполучного шару поверх проміжного шару й абразивних часток. Відповідно до ще однієї особливості винаходу спосіб формування абразивного виробу полягає в тому, що готують підкладку, виконану у вигляді подовженого тіла з відношенням довжини до ширини, що становить щонайменше приблизно 10:1, формують проміжний шар, що містить метал, так що він покриває поверхню підкладки, причому точка плавлення проміжного 1 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 шару становить не більш ніж приблизно 450 °C, розміщують на проміжному шарі абразивні частки й формують поверх проміжного шару й абразивних часток сполучний шар. Відповідно до іншої особливості винаходу пропонується спосіб формування абразивного виробу, що полягає в тому, що готують підкладку, що містить дріт, формують проміжний шар, що містить металевий матеріал, так що він покриває поверхню підкладки, розміщують у проміжному шарі абразивні частки, обробляють проміжний шар з утворенням у результаті області металевого зв'язування абразивних часток із проміжним шаром, і формують поверх проміжного шару й абразивних часток сполучний шар. КОРОТКИЙ ОПИС МАЛЮНКІВ Для кращого розуміння сутності даного винаходу й очевидності для фахівців у даній області техніки його численних ознак і переваг додаються креслення, на яких: Фіг. 1 - блок-схема послідовності операцій способу формування абразивного виробу відповідно до варіанту здійснення винаходу. Фіг. 2 - вид в перерізі частини абразивного виробу відповідно до варіанту здійснення винаходу. Фіг. З - збільшене зображення абразивного виробу, виконаного відповідно до варіанту здійснення винаходу. Фіг. 4 - збільшене зображення абразивного виробу, виконаного відповідно до іншого варіанту здійснення винаходу. Фіг. 5 - збільшене зображення абразивного виробу, виконаного відповідно до іншого варіанту здійснення винаходу. Фіг. 6 - збільшене зображення абразивного виробу, виконаного відповідно до іншого варіанту здійснення винаходу. Фіг. 7 - збільшене зображення абразивного виробу, виконаного відповідно до іншого варіанту здійснення винаходу. Фіг. 8 - збільшене зображення абразивного виробу, виконаного відповідно до іншого варіанту здійснення винаходу. На графічних матеріалах схожі або ідентичні елементи позначені однаковими числовими позиціями. ДОКЛАДНИЙ ОПИС ВИНАХОДУ Нижче наведено опис абразивних виробів і, зокрема, абразивних виробів, придатних для абразивного очищення й перепилювання оброблюваних виробів. У конкретних прикладах абразивні частки можуть утворювати дротові пилки, які можна використовувати при обробці чутливих, кристалічних матеріалів в електронній промисловості, оптичній промисловості й інших пов'язаних з ними галузях промисловості. На фіг. 1 представлена блок-схема послідовності операцій виконання абразивного виробу відповідно до варіанту здійснення винаходу. Спосіб може починатися з виконання етапу 101 підготовки підкладки. Підкладка може утворювати поверхню, призначену для прикріплення до неї абразивних матеріалів, що сприяє наданню абразивному виробу абразивних властивостей. Відповідно до варіанту здійснення винаходу спосіб підготовки підкладки може включати спосіб підготовки підкладки у вигляді дроту. У дійсності дротова підкладка може бути з'єднана з перемотувальним механізмом. Наприклад, може здійснюватися подача дроту між барабаном, що подає, й приймальним барабаном. Поступальне переміщення дроту між барабаном, що подає, і приймальним барабаном може полегшувати обробку, при якій дріт поступально переміщується протягом необхідних процесів формоутворення, у результаті чого формуються компонентні шари остаточно сформованого абразивного виробу під час поступального переміщення дроту від барабана, що подає, до приймального барабана. Відповідно до варіанту здійснення винаходу підкладка може являти собою подовжений елемент із відношенням довжини до ширини, що становить щонайменше приблизно 10:1. В інших варіантах здійснення винаходу відношення довжини підкладки до її ширини може становити щонайменше приблизно 100:1, наприклад, щонайменше 1000:1 або навіть щонайменше приблизно 10000:1. Довжина підкладки є найбільшим розміром, виміряним уздовж поздовжньої осі підкладки. Ширина є другим найбільшим (або в деяких прикладах найменшим) розміром підкладки, виміряним у напрямку, перпендикулярному поздовжній осі. Крім того, підкладка у формі подовженого елемента може мати довжину, що складає щонайменше приблизно 50 метрів. Фактично, можуть бути й інші, більш довгі підкладки, довжина яких у середньому становить щонайменше приблизно 100 метрів, наприклад щонайменше приблизно 500 метрів, щонайменше приблизно 1000 метрів або навіть 10000 метрів. 2 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 Крім того, ширина підкладки може складати не більше ніж приблизно 1 см. Фактично, підкладка може являти собою подовжений елемент, середня ширина якого становить не більше ніж приблизно 0,5 см, наприклад, не більш ніж приблизно 1 мм, не більш ніж приблизно 0,8 мм або навіть не більш ніж приблизно 0,5 мм. Проте, середня ширина підкладки може дорівнювати щонайменше приблизно 0,01 мм, наприклад, щонайменше приблизно 0,03 мм. Очевидно, що середня ширина підкладки може перебувати в діапазоні від будь-яких з вищевказаних мінімальних до максимальних значень. Крім того, у тому випадку, якщо підкладка являє собою дріт, що має в основному круглу форму в поперечному перерізі, то буде очевидним, що під шириною розуміють діаметр. Відповідно до варіанту здійснення винаходу підкладка може містити неорганічний матеріал, такий як метал або металевий сплав. Деякі підкладки можуть містити перехідний метал періодичної таблиці елементів. Наприклад, підкладки можуть включати такі елементи, як залізо, нікель, кобальт, мідь, хром, молібден, ванадій, тантал, вольфрам і т.п. Відповідно до конкретного варіанту здійснення винаходу підкладка може включати залізо й, зокрема, це може бути сталь. У деяких варіантах здійснення винаходу підкладка може являти собою подовжений елемент, такий як дріт, що може містити ряд сплетених разом ниток. Тобто підкладка може бути утворена великою кількістю дротів меншого діаметру, навитих один на одного, сплетених разом або прикріплених до іншого об'єкта, такого як центральний дротовий сердечник. У деяких конструкціях може застосовуватися струнний дріт як підходяща структура для підкладки. Відносно способу підготовки підкладки важливо відзначити той факт, що, для полегшення обробки підкладка повинна допускати можливість її перемотування з барабана, що подає, на приймальний барабан з певною швидкістю. Наприклад, швидкість перемотування підкладки з барабана, що подає, на приймальний барабан може становити не менш ніж приблизно 5 м/хв. В інших варіантах здійснення винаходу швидкість перемотування може бути вище, наприклад, щонайменше приблизно 8 м/хв., щонайменше приблизно 10 м/хв., щонайменше приблизно 12 м/хв. або навіть щонайменше приблизно 14 м/хв. У конкретних випадках швидкість перемотування може бути не більш ніж приблизно 200 м/хв., наприклад, не більш ніж приблизно 100 м/хв. Швидкість перемотування може перебувати в діапазоні між будь-якими з вищезгаданих мінімальних і максимальних значень. Варто мати на увазі, що швидкість перемотування може являти собою швидкість, з якою може виконуватися остаточно сформований абразивний виріб. Після підготовки підкладки на етапі 101 спосіб може тривати на етапі 102, на якому формують проміжний шар так, що він покриває поверхню підкладки. Процес формування проміжного шару може включати процес осадження, у тому числі, наприклад, розпиленням, друкуванням, зануренням, нанесенням покриття за допомогою екструзійної головки, хімічним відновленням, електроосадженням та їхньою комбінацією. Проміжний шар може бути зв'язаний безпосередньо із зовнішньою поверхнею підкладки. Фактично, проміжний шар може бути сформований так, що він покриває більшу частину зовнішньої поверхні підкладки, і, зокрема, може покривати по суті всю зовнішню поверхню підкладки. Проміжний шар може бути сформований таким чином, що спосіб його зв'язування з підкладкою забезпечує утворення області зв'язування. Область зв'язування може утворюватися взаємною дифузією елементів проміжного шару й підкладки. Слід зазначити, що в момент нанесення проміжного шару на поверхню підкладки осадженням не обов'язково повинна утворюватися область зв'язування. Наприклад, утворення області зв'язування між проміжним шаром і підкладкою може відбуватися в ході технологічного процесу на більш пізньому етапі під час обробки, як наприклад, у процесі термообробки, для сприяння зв'язуванню підкладки з іншими компонентними шарами, сформованими на підкладці. Відповідно до варіанту здійснення винаходу проміжний шар може бути утворений з металу, металевого сплаву, композиційного матеріалу з металевою матрицею та їхньої комбінації. В одному конкретному варіанті здійснення винаходу проміжний шар може бути утворений з матеріалу, що містить перехідний метал. Наприклад, проміжний шар може бути металевим сплавом, що містить перехідний метал. У число придатних перехідних металів входять, наприклад, свинець, срібло, мідь, цинк, олово, титан, молібден, хром, залізо, марганець, кобальт, ніобій, тантал, вольфрам, паладій, платина, золото, рутеній та їхню комбінацію. Відповідно до одного конкретного варіанту здійснення винаходу проміжний шар може бути отриманий з металевого сплаву, що містить олово й свинець, наприклад зі співвідношенням олово/свинець, що становить 60/40. В іншому варіанті здійснення винаходу 3 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 60 проміжний шар може бути отриманий з матеріалу з переважним вмістом олова. Фактично в деяких абразивних виробах проміжний шар містить матеріал, який по суті складається з олова. Ступінь чистоти олова може становити щонайменше приблизно 99 %. Крім того, ступінь чистоти олова може становити щонайменше приблизно 99,1 %, щонайменше приблизно 99,2 %, щонайменше приблизно 99,3 %, щонайменше приблизно 99,4 %, щонайменше приблизно 99,5 %, щонайменше приблизно 99,6 %, щонайменше приблизно 99,7 %, щонайменше приблизно 99,8 % або щонайменше приблизно 99,9 %. Відповідно до іншої особливості винаходу ступінь чистоти олова може становити щонайменше приблизно 100 %. Відповідно до варіанту здійснення винаходу проміжний шар може бути припоєм. Слід зазначити, що припій включає матеріал з певною точкою плавлення, наприклад, не вище приблизно 450 °C. Припої відрізняються від твердих припоїв тим, що тверді припої звичайно мають значно більш високі точки плавлення, чим припої, а саме понад 450 °C і, у більшості випадків, понад 500 °C. Крім того, тверді припої' можуть мати різні склади. Відповідно до варіанту здійснення винаходу проміжний шар також може бути утворений з матеріалу із точкою плавлення, що не перевищує приблизно 400 °C, такого як не більш ніж приблизно 375 °C, не більш ніж приблизно 350 °C, не більш ніж приблизно 300 °C або не більш ніж приблизно 250 °C. Проміжний шар також може мати точку плавлення, рівну щонайменше приблизно 100 °C, таку с як щонайменше приблизно 125 °C, щонайменше приблизно 150 С або навіть щонайменше приблизно 175 °C. Варто мати на увазі, що точка плавлення проміжного шару може перебувати в діапазоні між будь-якими із зазначених вище мінімальних і максимальних температур. Формування проміжного шару може включати формування додаткових шарів, розташованих поверх тонкого шару. Наприклад, в одному варіанті здійснення винаходу формування проміжного шару включає формування додаткового шару, розташованого поверх проміжного шару, для полегшення наступної обробки. Вищерозміщений шар може являти собою флюс, що сприяє плавленню матеріалу проміжного шару й, до того ж, сприяє закріпленню абразивних часток на проміжному шарі. Флюс може бути представлений у вигляді переважно рівномірного шару, розташованого поверх проміжного шару, і зокрема, що безпосередньо контактує із проміжним шаром. Флюс може бути представлений у формі рідини або пасти. Відповідно до одного варіанту здійснення винаходу флюс може бути нанесений на проміжний шар методом осадження, таким як розпилення, занурення, фарбування, друкування, нанесення щіткою та їхньою комбінацією. Додатковий шар у формі флюсу може містити переважно флюс. У деяких випадках додатковий шар може по суті цілком складатися із флюсу. Після формування проміжного шару на етапі 102 процес триває на етапі 103, на якому розміщають абразивні частки на проміжному шарі. У деяких випадках, залежно від характеру процесу, абразивні частки можуть перебувати в безпосередньому контакті із проміжним шаром. Зокрема, абразивні частки можуть перебувати в безпосередньому контакті з додатковим шаром, таким як шар, що містить флюс, розташований поверх проміжного шару. Фактично додатковий шар матеріалу, що містить флюс, може мати природні властивості в'язкості й клейкості, які сприяють утриманню абразивних часток на місці під час обробки аж до проведення наступних процесів для збереження місця розташування абразивних часток незмінним стосовно проміжного шару. До числа підходящих способів розміщення абразивних часток на проміжному шарі й, зокрема, на додатковому шарі, що містить флюс, можна віднести розпилення, нанесення покриття гравітаційним методом, занурення, нанесення покриття за допомогою екструзійної головки, електростатичне нанесення покриття і їхню комбінацію. До найбільш зручних способів нанесення абразивних часток можна віднести процес розпилення, у результаті проведення якого на додатковий шар, що містить флюс, наносять по суті рівномірне покриття з абразивних часток. В альтернативному варіанті здійснення винаходу процес надання абразивних часток може включати формування суміші, що містить флюс і абразивні частки. Суміш може бути сформована й нанесена безпосередньо на проміжний шар, на відміну від використання двохетапного процесу, що передбачає спочатку нанесення покриття у вигляді проміжного шару, а потім нанесення абразивних часток. Змішування абразивних часток із флюсом і потім нанесення цієї суміші на дріт може забезпечити можливість досягнення порівняно високих концентрацій абразивних часток в одному їхньому шарі в розрахунку на одиницю довжини дроту. Наприклад, з використанням цього процесу можна одержати дротову пилку, у якій зміст абразивних часток становить включно до 600 абразивних часток на один міліметр дроту. Абразивні частки можуть бути розташовані на дроті по суті у вигляді одного шару з агломерацією абразивних часток або ряду шарів з абразивних часток. 4 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 60 Абразивні частки можуть включати такі матеріалами, як оксиди, карбіди, нітриди, бориди, оксинітриди, оксибориди, алмаз та їхню комбінацію. У деяких варіантах здійснення винаходу абразивні частки можуть включати суперабразивний матеріал. Одним з підходящих суперабразивних матеріалів є, наприклад, алмаз. У деяких випадках абразивні частки можуть по суті складатися з алмазу. В одному варіанті здійснення винаходу абразивні частки можуть містити матеріал із твердістю по Віккерсу, щонайменше приблизно рівній 10 Гпа. В інших варіантах твердість абразивних часток по Віккерсу може бути приблизно рівна щонайменше 25 Гпа, наприклад, щонайменше приблизно ЗО Гпа, щонайменше приблизно 40 Гпа, щонайменше приблизно 50 Гпа або навіть щонайменше приблизно 75 Гпа. Абразивні частки, призначені для використання у варіантах здійснення даного винаходу, також можуть мати твердість по Віккерсу не більш ніж приблизно 200 Гпа, наприклад, не більш ніж приблизно 150 Гпа або навіть не більш ніж приблизно 100 Гпа. Слід зазначити, що твердість абразивних часток по Віккерсу може знаходитися в діапазоні між будь-якими із зазначених вище мінімальних і максимальних значень. Середній розмір абразивних часток може частково визначатися необхідним кінцевим призначенням абразивного виробу. У деяких варіантах середній розмір абразивних часток може складати не більш ніж приблизно 500 мікрон. В інших варіантах середній розмір абразивних часток може бути меншим, при цьому він становить не більш ніж приблизно 300 мікрон, не більш ніж приблизно 250 мікрон, не більш ніж приблизно 200 мікрон, не більш ніж приблизно 150 мікрон або навіть не більш ніж приблизно 100 мікрон. Відповідно до варіанту здійснення винаходу середній розмір абразивних часток може бути рівним щонайменше приблизно 0,1 мікрон, наприклад, щонайменше приблизно 0,5 мікрон або навіть щонайменше приблизно 1 мікрон. Слід зазначити, що середній розмір абразивних часток може перебувати в діапазоні між будь-якими з наведених вище мінімальних і максимальних значень. Абразивні частки можуть містити шар покриття, що покриває зовнішні поверхні абразивних часток. У число підходящих для шару покриття матеріалів входять метали або металеві сплави. Відповідно до одного варіанту здійснення винаходу шар покриття може містити перехідний метал, такий як титан, ванадій, хром, молібден, залізо, кобальт, нікель, мідь, срібло, цинк, марганець, тантал, вольфрам та їхню комбінацію. Деякі шари покриття можуть містити нікель, представлений, наприклад, сплавом нікелю, і сплави при цьому мають переважний зміст нікелю, виражений у вагових відсотках, у порівнянні із процентним вмістом у шарі покриття інших часток. У певних варіантах шар покриття може включати частки одного металу. Наприклад, шар покриття може по суті складатися з нікелю. Абразивні частки можуть бути сформовані таким чином, що шар покриття може покривати щонайменше приблизно 50 % площі зовнішньої поверхні абразивної частки. В інших варіантах здійснення винаходу площа покриття шару покриття для кожної абразивної частки може бути більше, таким що шар покриття покриває щонайменше приблизно 75 %, щонайменше приблизно 80 %, щонайменше приблизно 90 %, щонайменше приблизно 95 % або по суті всю зовнішню поверхню абразивної частки. Після того як на етапі 103 здійснене розміщення абразивних часток на проміжному шарі, процес може тривати на етапі 104, на якому здійснюють обробку проміжного шару для зв'язування абразивних часток у проміжному шарі. Обробка може включати такі процеси, як нагрівання, затвердіння, сушіння та їхню комбінацію. В одному конкретному варіанті здійснення винаходу обробка включає термічний процес, такий як нагрівання проміжного шару до температури, достатньої для того, щоб викликати плавлення проміжного шару, уникаючи при цьому надмірно високих температур для зменшення ймовірності ушкодження абразивних часток і підкладки. Наприклад, обробка може включати нагрівання підкладки, проміжного шару й абразивних часток до температури не більш ніж приблизно 450 °C. Зокрема, процес обробки може проводитися при більш низькій температурі обробки, такій як температура не більш ніж приблизно 375 °C, не більш ніж приблизно 350 °C, не більш ніж приблизно 300 °C або навіть не більш ніж приблизно 250 °C. В інших варіантах здійснення винаходу процес обробки може включати нагрівання проміжного шару до точки плавлення, рівної щонайменше приблизно 100 °C, рівної щонайменше приблизно 150 °C, або навіть рівної щонайменше приблизно 175 °C., Варто мати на увазі, що процес нагрівання може сприяти плавленню матеріалів, що містяться усередині проміжного шару, і додаткових шарів, що містять флюс, у результаті чого абразивні частки зв'язуються із проміжним шаром і підкладкою. Процес нагрівання може сприяти формуванню певного зв'язування абразивної частки із проміжним шаром. Тобто, стосовно до покритих абразивних часток, може утворюватися область металевого зв'язування матеріалу покриття абразивних часток з матеріалом проміжного шару. Область металевого 5 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 зв'язування може характеризуватися наявністю області дифузійного зв'язування, у якій має місце взаємна дифузія щонайменше одних хімічних часток проміжного шару й щонайменше інших часток шару покриття, що покриває абразивні частки, так що область металевого зв'язування містить суміш хімічних часток двох компонентних шарів. Після проведення обробки проміжного шару на етапі 104 технологічний процес може продовжитися на етапі 105, на якому формують сполучний шар поверх проміжного шару й абразивних часток. Формування сполучного шару може сприяти утворенню абразивного виробу з поліпшеною зносостійкістю. Крім того, сполучний шар може підсилити здатність утримувати абразивні частки на абразивному виробі. Відповідно до варіанту здійснення винаходу процес формування сполучного шару може включати осадження сполучного шару на зовнішню поверхню виробу, утвореного абразивними частками й проміжним шаром. Сполучний шар по суті може бути зв'язаний безпосередньо з абразивними частками й проміжним шаром. Формування сполучного шару може бути здійснено такими методами, як нанесення гальванічного покриття, розпилення, занурення, друкування та їхня комбінація. Відповідно до одного варіанту здійснення винаходу сполучний шар може бути сформований гальванічним методом. Зокрема, формування сполучного шару може включати багатоетапний процес, у якому спочатку очищають або промивають підкладку із приклеєними на етапі 104 абразивними частками перед формуванням сполучного шару для видалення небажаних матеріалів (наприклад, залишковий від додаткового шару флюс). Сполучний шар може бути сформований так, що покриває щонайменше 90 % відкритих поверхонь абразивних часток і проміжного шару. В інших варіантах здійснення винаходу площа покриття сполучним шаром може бути більшою, наприклад такою, при якій він покриває щонайменше приблизно 92 %, щонайменше приблизно 95 % або навіть щонайменше приблизно 97 % відкритих поверхонь абразивних часток і проміжного шару. В одному конкретному варіанті здійснення винаходу сполучний шар може бути сформований так, що він покриває по суті всі відкриті поверхні абразивних часток і проміжного шару й повністю покриває компонентні шари й утворить зовнішню поверхню абразивної частки. Сполучний шар може бути утворений з такого матеріалу, як органічний матеріал, неорганічний матеріал та з їхньої комбінації. Деякі підходящі органічні матеріали включають полімери, такі як полімер, тверднучий під впливом УФ випромінювання, термореактопласти, термопласти та їхня комбінація. Інші підходящі полімерні матеріали можуть включати уретани, епоксидні смоли, полііміди, поліаміди, акрилати, полівініли та їхню комбінацію. Підходящі неорганічні матеріали, призначені для використання в сполучному шарі, можуть включати метали, металеві сплави, кермети, кераміку, композити та їхню комбінацію. В одному конкретному випадку сполучний шар може бути утворений з матеріалу, що має щонайменше один перехідний метал і, зокрема, металевий сплав, що містить перехідний метал. Деякі підходящі перехідні метали, призначені для використання в сполучному шарі, можуть включати свинець, срібло, мідь, цинк, олово, титан, молібден, хром, залізо, марганець, кобальт, ніобій, тантал, вольфрам, паладій, платину, золото, рутеній та їхні комбінації. У деяких випадках сполучний шар може містити нікель і може бути утворений з нікелевмісного металевого сплаву або навіть сплаву на основі нікелю. В інших варіантах здійснення винаходу сполучний шар може по суті складатися з нікелю. Відповідно до одного варіанту здійснення винаходу сполучний шар може бути утворений з матеріалу, що включає, наприклад, такі композиційні матеріали, твердість яких перевищує твердість проміжного шару. Наприклад, твердість по Віккерсу сполучного шару може щонайменше приблизно на 5 % перевищувати твердість по Віккерсу проміжного шару. Фактично, в інших варіантах здійснення винаходу твердість по Віккерсу сполучного шару може бути більше твердості по Віккерсу проміжного шару щонайменше приблизно на 10 %, наприклад, щонайменше приблизно на 20 %, щонайменше приблизно на 30 %, щонайменше приблизно на 40 %, щонайменше приблизно на 50 %, щонайменше приблизно на 75 % або навіть щонайменше приблизно на 100 %. Крім того, в'язкість руйнування (К1с) сполучного шару, виміряна методами визначення твердості вдавленням, може бути щонайменше приблизно на 5 % більше середньої в'язкості руйнування проміжного шару. У конкретному варіанті здійснення винаходу сполучний шар може мати таку в'язкість руйнування (К1с), яка щонайменше приблизно на 8 % більше, щонайменше приблизно на 10 % більше, щонайменше приблизно на 15 % більше, щонайменше приблизно на 20 % більше, щонайменше приблизно на 25 % більше, щонайменше приблизно на 30 % більше або навіть щонайменше приблизно на 40 % більше, ніж в'язкість руйнування проміжного шару. 6 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 60 Додатково, сполучний шар може містити наповнювач. Наповнювачем можуть бути різні матеріали, придатні для поліпшення експлуатаційних властивостей остаточно сформованого абразивного виробу. Деякі підходящі наповнювачі включають абразивні частки, пороутворюючі, такі як порожня кулька, скляні кульки, пеноглинозем, природні матеріали, такі як оболонки й/або волокна, металеві частки і їхні комбінації. В одному конкретному варіанті здійснення винаходу сполучний шар може містити наповнювач у вигляді абразивних часток. Абразивні частки наповнювача можуть істотно відрізнятися від абразивних часток, зокрема, за розміром, так що в деяких випадках середній розмір зерна в наповнювачі з абразивними зернами може бути значно менше середнього розміру абразивних часток, пов'язаних із проміжним шаром. Наприклад, наповнювач у вигляді абразивних часток може мати такий середній розмір зерна, який щонайменше в 2 рази менше, ніж середній розмір абразивних часток. Фактично, абразивний наповнювач може мати навіть менший середній розмір зерна, такий як щонайменше приблизно в 3 рази менше, такий як щонайменше приблизно в 5 разів менше, щонайменше приблизно в 10 разів менше й, зокрема, у діапазоні від 2 до 10 разів менше середнього розміру абразивних часток, розміщених у проміжному шарі. Наповнювач у вигляді абразивних зерен, що перебуває усередині сполучного шару, може бути отриманий з такого матеріалу, як карбіди, матеріали на основі вуглецю (наприклад, фулерени), бориди, нітриди, оксиди, оксинітриди, оксибориди, та з їхньої комбінації. У деяких випадках наповнювач у вигляді абразивних зерен може являти собою суперабразивний матеріал, такий як алмаз, кубічний нітрид бору або їхню комбінацію. Варто мати на увазі, що наповнювач у вигляді абразивних зерен може бути тим же матеріалом, що й матеріал абразивних часток, пов'язаних із проміжним шаром. В інших випадках наповнювач у вигляді абразивних зерен може містити матеріал, що відрізняється від матеріалу абразивних часток, пов'язаних із проміжним шаром. На фіг. 2 представлений поперечний розріз частини абразивного виробу відповідно до варіанту здійснення винаходу. Як показано на фігурі, абразивний виріб 200 може містити підкладку 201, що представлена у вигляді подовженого елемента, такого як дріт. На фігурі також видно, що абразивний виріб може містити проміжний шар 202, розташований поверх всієї зовнішньої поверхні підкладки 201. Крім того, абразивний виріб 200 може містити абразивні частки 203, включаючи шар 204 покриття, що покриває абразивні частки 203. Абразивні частки 203 можуть бути пов'язані із проміжним шаром 202. Зокрема, абразивні частки 203 можуть бути пов'язані із проміжним шаром 202 на границі 206 розділу, на якій може бути утворена область металевого зв'язування, як зазначено в даному описі винаходу. Абразивний виріб 200 може містити шар 204 покриття, що покриває зовнішні поверхні абразивних часток 203. Зокрема, шар 204 покриття може перебувати в безпосередньому контакті із проміжним шаром 202. Як зазначено в даному описі винаходу, абразивні частки 203 і, більш конкретно, шар 204 покриття абразивних часток 203 може утворювати область металевого зв'язування на границі розділу шару 204 покриття й проміжного шару 202. Відповідно до одного варіанту здійснення винаходу проміжний шар 202 може мати конкретну товщину в порівнянні із середнім розміром абразивних часток 203. Наприклад, проміжний шар 202 може мати середню товщину, яка складає не більш ніж приблизно 80 % від середнього розміру абразивних часток 203. В інших абразивних виробах проміжний шар 202 може мати середню товщину, яка складає не більш ніж приблизно 70 %, наприклад, не більш ніж приблизно 60 %, не більш ніж приблизно 50 %, не більш ніж приблизно 40 % або навіть не більш ніж приблизно 30 % середнього розміру абразивних часток 203. Також, у деяких випадках середня товщина проміжного шару 202 може становити щонайменше приблизно 3 %, наприклад, щонайменше приблизно 5 %, щонайменше приблизно 8 % або навіть щонайменше приблизно 10 % середнього розміру абразивних часток 203. Варто мати на увазі, що середня товщина проміжного шару 202 може перебувати в діапазоні між будь-якими із зазначених вище мінімальних ι максимальних значень, виражених у відсотках. Інакше кажучи, для деяких абразивних виробів середня товщина проміжного шару 202 може бути не більш ніж приблизно 25 мікрон. В інших варіантах здійснення винаходу проміжний шар 202 може мати середню товщину не більш ніж приблизно 20 мікрон, наприклад, не більш ніж приблизно 15 мікрон, не більш ніж приблизно 12 мікрон або навіть не більш ніж приблизно 10 мікрон. Відповідно до варіанту здійснення винаходу проміжний шар 202 може мати середню товщину, яка складає щонайменше приблизно 0,05 мікрон, наприклад, щонайменше приблизно 0,1 мікрон, щонайменше приблизно 0,5 мікрон або навіть щонайменше приблизно 1 мікрон. Варто мати на увазі, що середня товщина проміжного шару 202 може перебувати в діапазоні між будь-якими із зазначених вище мінімальних і максимальних значень. 7 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 60 У деяких аспектах, залежно від розміру абразивних часток, товщина проміжного шару 202 може позначатися на експлуатаційних якостях абразивного виробу. Наприклад, якщо для конкретного розміру часток проміжний шар 202 є занадто тонким, тоді абразивні частки можуть не зв'язуватися з підкладкою 201. Крім того, якщо проміжний шар 202 занадто товстий, тоді абразивні частки стають занадто глибоко залягаючими усередині проміжного шару 202, і після осадження шару 204 покриття поверх абразивних часток 203 і проміжного шару 202 абразивні частки 202 по суті не виступають із підкладки 201. Для абразивних часток, покритих нікелем, середній розмір яких становить приблизно 10-20 мікрон, товщина проміжного шару може становити щонайменше приблизно 1 мікрон. Крім того, товщина може становити щонайменше приблизно 1,25 мікрон або щонайменше приблизно 1,75 мікрон. Однак при цьому товщина може бути обмежена так, що вона становить не більш ніж приблизно 3,0 мікрон, не більш ніж приблизно 2,75 мікрон, не більш ніж 2,5 мікрон, не більш ніж 2,25 мікрон або не більш ніж 2,0 мікрон. Для абразивних часток із середнім розміром частки в діапазоні від 10 до 20 мікрон товщина проміжного шару 202 може бути укладена в діапазоні між будь-якими із зазначених вище мінімальних і максимальних значень товщини включно. Для абразивних часток, покритих нікелем, у яких середній розмір частки становить приблизно 40-60 мікрон, товщина проміжного шару може становити щонайменше приблизно 1 мікрон. Крім того, товщина може становити щонайменше приблизно 1,25 мікрона, щонайменше приблизно 1,75 мікрона, щонайменше приблизно 2,0 мікрона, щонайменше приблизно 2,25 мікрона, щонайменше приблизно 2,5 мікрона, щонайменше приблизно 2,75 мікрона або щонайменше приблизно 3,0 мікрона. Однак при цьому товщина може бути обмежена так, що товщина становить не більш ніж приблизно 5,0 мікрон, не більш ніж приблизно 4,75 мікрона, не більш ніж 4,5 мікрона, не більш ніж 4,25 мікрона, не більш ніж 4,0 мікрона, не більш ніж 3,75 мікрона, не більш ніж 3,5 мікрона, не більш ніж 3,25 мікрона або не більше ніж 3,0 мікрона. Для абразивних часток, середній розмір частки яких укладений у діапазоні від 40 до 60 мікрон, товщина проміжного шару 202 може бути укладена в діапазоні між будь-якими із зазначених вище мінімальних і максимальних значень товщини включно. Як пояснюється нижче, сполучний шар 205 може розташовуватися безпосередньо на абразивних частках 203 і проміжному шарі 202 і бути безпосередньо пов'язаним з ними. Відповідно до варіанту здійснення винаходу сполучний шар 205 може бути сформований з певною товщиною. Наприклад, сполучний шар 205 може мати середню товщину, яка складає щонайменше приблизно 10 % середнього розміру абразивних часток 203. В інших варіантах здійснення винаходу середня товщина сполучного шару 205 може бути більше, наприклад, щонайменше на приблизно 20 %, щонайменше на приблизно 30 %, щонайменше на приблизно 40 % або навіть щонайменше на приблизно 50 %. Також середня товщина сполучного шару 205 може бути обмежена так, що вона становить не більш ніж приблизно 130 %, як наприклад, не більш ніж приблизно 110 %, не більш ніж приблизно 100 %, не більш ніж приблизно 95 % або навіть не більш ніж приблизно 90 % середнього розміру абразивних часток 203. Варто мати на увазі, що середня товщина сполучного шару 205 може перебувати в діапазоні між будь-якими із зазначених вище мінімальних і максимальних значень, виражених у відсотках. Зокрема, сполучний шар 205 може бути сформований із середньою товщиною, що становить щонайменше 2 мікрона. Для інших абразивних виробів середня товщина сполучного шару 205 може бути більше, наприклад, щонайменше приблизно 5 мікрон, щонайменше приблизно 10 мікрон, щонайменше приблизно 15 мікрон або навіть щонайменше приблизно 20 мікрон. Певні абразивні вироби можуть містити сполучний шар 205 із середньою товщиною не більш ніж приблизно 100 мікрон, наприклад, не більш ніж приблизно 90 мікрон, не більш ніж приблизно 80 мікрон або не більш ніж приблизно 70 мікрон. Варто мати на увазі, що середня товщина сполучного шару 205 може перебувати в діапазоні між будь-якими із зазначених вище мінімальних і максимальних значень. Відповідно до однієї конкретної особливості, концентрація абразивних зерен в абразивному виробі може становити щонайменше приблизно 60 часток на один міліметр дроту. Концентрація абразивних зерен також може становити щонайменше приблизно 100 часток на один міліметр дроту, щонайменше, приблизно 150 часток на один міліметр дроту, щонайменше приблизно 200 часток на один міліметр дроту, щонайменше приблизно 250 часток на один міліметр дроту або щонайменше приблизно 300 часток на один міліметр дроту. Відповідно до іншої особливості концентрація абразивних зерен може становити не більш ніж приблизно 750 часток на один міліметр дроту, не більш ніж приблизно 700 часток на один міліметр дроту, не більш ніж приблизно 650 часток на один міліметр дроту або не більш ніж приблизно 600 часток на один міліметр дроту. Наступною особливістю є те, що концентрація абразивних часток може бути в діапазоні між будь-якими із цих значень концентрації абразивних зерен включно. 8 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 Відповідно до наступної особливості концентрація абразивних зерен в абразивному виробі може становити щонайменше приблизно 0,5 карата алмаза на один кілометр дроту. Крім того, концентрація абразивних зерен може становити щонайменше приблизно 1,0 карат на один кілометр дроту, щонайменше приблизно 1,5 карата на один кілометр дроту, щонайменше приблизно 2,0 карата на один кілометр дроту, щонайменше приблизно 3,0 карата на один кілометр дроту, щонайменше приблизно 4,0 карата на один кілометр дроту або щонайменше приблизно 5,0 карат на один кілометр дроту. Однак концентрація може бути обмежена. Наприклад, концентрація може становити не більш ніж 15,0 карат на один кілометр дроту, не більш ніж 14,0 карат на один кілометр, не більш ніж 13,0 карат на один кілометр, не більш ніж 12,0 карат на один кілометр, не більш ніж 11,0 карат на один кілометр або не більш ніж 10,0 карат на один кілометр дроту. Концентрація може бути в діапазоні між будь-якими із цих мінімальних і максимальних значень концентрації абразивних зерен включно. ПРИКЛАД 1 Відрізок дроту з високоміцної вуглецевої сталі застосовують як підкладку. Середній діаметр дроту з високоміцної вуглецевої сталі становить приблизно 125 мікрон. На зовнішній поверхні підкладки шляхом електроосадження формують проміжний шар. Процес електроосадження забезпечує формування проміжного шару, середня товщина якого становить приблизно 4 мікрона. Проміжний шар утворюють із композиції для низькотемпературної пайки зі співвідношенням олово-свинець 60/40. Після формування проміжного шару дріт змотують у ванну, що містить рідкий флюс, наявний у продажі за назвою Stay Clean ® Liquid Soldering Flux, що поставляється фірмою Harris Products Group, і потім на оброблений дріт наносять розпиленням абразивні частки алмаза з нікелевим покриттям із середнім розміром частки в діапазоні від 20 до ЗО мікрон. Після цього підкладку, проміжний шар і абразивні частки піддають термообробці до температури приблизно 190 °C. Далі попередньо сформовану заготівлю абразивного виробу охолоджують та промивають. Процес зв'язування покритого нікелем алмаза із проміжним шаром проводять при середній швидкості змотування, рівній 15 м/хв. Після цього попередньо сформовану заготівлю абразивного виробу відмивають 15 %-им розчином НСІ, після чого промивають деіонізованою водою. На промитий виріб наносять електроосадженням нікель, у результаті чого формують сполучний шар, що перебуває в безпосередньому контакті з абразивними частками й проміжним шаром, який їх покриває. На Фіг. 3 наведене збільшене зображення частини абразивного виробу, отриманого способом, описаним у прикладі 1. ПРИКЛАД 2 Відрізок дроту з високоміцної вуглецевої сталі застосовують як підкладку. Середній діаметр дроту з високоміцної вуглецевої сталі становить приблизно 125 мікрон. На зовнішній поверхні підкладки шляхом електроосадження формують проміжний шар. Процес електроосадження забезпечує формування проміжного шару, середня товщина якого становить приблизно 6 мікрон. Проміжний шар утворюють із композиції для низькотемпературної пайки зі співвідношенням олово-свинець 60/40. Після формування проміжного шару дріт змотують у ванну, що містить рідкий флюс, наявний у продажі за назвою Stay Clean ® Liquid Soldering Flux, що поставляється фірмою Harris Products Group, і потім на оброблений дріт наносять розпиленням абразивні частки алмаза з нікелевим покриттям із середнім розміром частки в діапазоні від 15 до 25 мікрон. Після цього підкладку, проміжний шар і абразивні частки піддають термообробці до температури приблизно 190 °C. Далі попередньо сформовану заготівлю абразивного виробу охолоджують і промивають. Процес зв'язування покритого нікелем алмаза із проміжним шаром проводять при середній швидкості змотування, рівній 15 м/хв. Після цього попередньо сформовану заготівлю абразивного виробу відмивають 15 %-им розчином НСІ, після чого промивають деіонізованою водою. На промитий виріб наносять електроосадженням нікель, у результаті чого формують сполучний шар, що перебуває в безпосередньому контакті з абразивними частками й проміжним шаром і розташований поверх них. Отриманий в результаті виріб зображений на Фіг. 4. Як видно з Фіг. 4, олов'яно-свинцевий проміжний шар 402 товщиною приблизно 6 мікрон забезпечує можливість щодо глибокого залягання в проміжному шарі 402 на дроті 406 алмаза 404 з покриттям з Ni. Однак після того як на алмаз 404 з покриттям з Ni і проміжний шар 402 нанесений електроосадженням остаточний шар 408 з нікелю, алмаз 404 з покриттям з Ni трохи виступає з поверхні дроту 406 і не може бути використаний для різання. ПРИКЛАД З 9 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відрізок дроту з високоміцної вуглецевої сталі застосовують як підкладку. Середній діаметр дроту з високоміцної вуглецевої сталі становить приблизно 120 мікрон. На зовнішній поверхні підкладки шляхом електроосадження формують проміжний шар. Процес електроосадження забезпечує формування проміжного шару, середня товщина якого становить приблизно 2 мікрон. Проміжний шар утворюють із композиції для низькотемпературної пайки на основі олова високої чистоти. Після утворення проміжного шару дріт змотують у ванну, що містить рідкий флюс, наявний у продажі за назвою Stay Clean ® Liquid Soldering Flux, що поставляється фірмою Harris Products Group, і потім на оброблений дріт наносять розпиленням абразивні частки алмаза з нікелевим покриттям із середнім розміром частки в діапазоні від 10 до 20 мікрон. Після цього підкладку, проміжний шар і абразивні частки піддають термообробці до температури приблизно 250 °C. Далі попередньо сформовану заготівлю абразивного виробу охолоджують і промивають. Процес зв'язування покритого нікелем алмаза із проміжним шаром проводять при середній швидкості змотування, рівній 15 м/хв. Після цього попередньо сформовану заготівлю абразивного виробу відмивають 15 %-им розчином НСІ, після чого промивають деіонізованою водою. На промитий виріб наносять електроосадженням нікель, у результаті чого формують сполучний шар, що перебуває в безпосередньому контакті з абразивними частками й проміжним шаром і розташований поверх них. ПРИКЛАД 4 Відрізок дроту з високоміцної вуглецевої сталі застосовують як підкладку. Середній діаметр дроту з високоміцної вуглецевої сталі становить приблизно 120 мікрон. На зовнішній поверхні підкладки шляхом електроосадження формують проміжний шар. Процес електроосадження забезпечує формування проміжного шару, середня товщина якого становить приблизно 2 мікрона. Проміжний шар утворюють із композиції для низькотемпературної пайки на основі олова високої чистоти. Після утворення проміжного шару дріт змотують у ванну, що містить рідкий флюс, наявний у продажі за назвою Stay Clean ® Liquid Soldering Flux, що поставляється фірмою Harris Products Group, і покриті нікелем абразивні частки алмаза із середнім розміром частки в діапазоні від 10 до 20 мікрон змішують із флюсом. Після цього підкладку, проміжний шар і абразивні частки піддають термообробці до температури приблизно 250 °C. Далі попередньо сформовану заготівлю абразивного виробу охолоджують і промивають. Процес зв'язування покритого нікелем алмаза із проміжним шаром проводять при середній швидкості змотування, рівній 15 м/хв. Після цього попередньо сформовану заготівлю абразивного виробу відмивають 15 %-им розчином НСІ, після чого промивають деіонізованою водою. На промитий виріб наносять електроосадженням нікель, у результаті чого формують сполучний шар, що перебуває в безпосередньому контакті з абразивними частками й проміжним шаром і розташований поверх них. Шляхом регулювання концентрації алмазних абразивних часток з нікелевим покриттям у флюсі одержують концентрації алмаза на дроті в діапазоні від 60 часток на один міліметр дроту до 600 часток на один міліметр дроту. Це відповідає приблизно 0,6-6,0 каратам на один кілометр 120-мікронного сталевого дроту. На Фіг. 5 зображений дріт 500 з концентрацією, що становить приблизно 60 часток 502 на один міліметр дроту, і на Фіг. 6 зображений дріт 600 з концентрацією приблизно 600 часток 602 на один міліметр дроту. Частки 502, 602 на кожному із цих дротів 500, 600 розташовані по суті одним шаром при відсутності агломерації або накладенням шарів (тобто ряду шарів). ВИПРОБУВАННЯ РІЗАННЯМ В якості оброблюваних виробів обрали дванадцять кремнієвих 100 мм блоків у квадратному поперечному перерізі. Взяли 365 метрів дроту, виготовленого відповідно до прикладу 4. Концентрація абразивних часток у дроті становить приблизно 1,0 карат на один кілометр дроту. Сила натягу дроту становила приблизно 14 Ньютонів, і робоча швидкість дроту дорівнює 9 метрів у секунду. Час різання становить 120 хвилин. Дріт успішно розрізає оброблювані вироби й дозволяє одержати за один хід різання 12 пластин. АНАЛІЗ МЕТОДОМ EDS Аналіз дроту за прикладом 4 методом EDS показує відсутність на дроті ознак інтерметалічних з'єднань. Як видно з фіг. 7, результати аналізу методом EDS показують присутність сталевого дроту 702 і те, що на сталевому дроті 702 розташований шар олова 704. Крім того, на олові 704 розташований шар нікелю. На фіг. 8 результати аналізу методом EDS показують також, що навколо алмаза 804 сформований шар 802 нікелю 10 UA 108014 C2 5 10 15 20 25 30 35 таким чином, що алмаз 804 майже повністю покритий шаром 802 нікелю. Варто додати, що шар 802 нікелю утворить границю розділу із шаром 806 олова, нанесеним на сталевий сердечник 808. ПРИКЛАД 5 Відрізок дроту з високоміцної вуглецевої сталі застосовують як підкладку. Середній діаметр дроту з високоміцної вуглецевої сталі становить приблизно 120 мікрон. На зовнішній поверхні підкладки методом нанесення покриття зануренням формують проміжний шар. Процес нанесення покриття зануренням забезпечує формування проміжного шару, середня товщина якого становить приблизно 2 мікрона. Проміжний шар формують із композиції для низькотемпературної пайки на основі олова високої чистоти. Після утворення проміжного шару дріт змотують у ванну, що містить рідкий флюс, наявний у продажі за назвою Stay Clean ® Liquid Soldering Flux, що поставляється фірмою Harris Products Group, і потім на оброблений дріт наносять розпиленням абразивні частки алмаза з покриттям з нікелю із середнім розміром частки в діапазоні від 10 до 20 мікрон. На жаль, по не цілком зрозумілим причинам, абразивні частки не прилипають до проміжного шару, сформованого методом нанесення покриття зануренням, та інші операції способу не виконуються. Через недостатню кількість абразивних часток на підкладці в абразивному виробі, отриманому способом, аналогічним способу, описаному в прикладі 5, бракувало б доступної кількості абразивних часток, і цей абразивний виріб був би непридатним для його використання в якості абразивного різального інструменту. Наведений вище докладний опис винаходу варто розглядати як пояснюючий сутність винаходу, а не обмежуючий, і додана формула винаходу служить для охвату всіх таких модифікацій, удосконалень й інших варіантів здійснення винаходу, які укладаються в межі обсягу даного винаходу. Таким чином, до максимального ступеня, що допускається законом, обсяг даного винаходу визначається найбільш широким дозволеним тлумаченням у наведеній нижче формулі ознак винаходу, що є об'єктом домагань винаходу, або їхніх еквівалентів ι не повинен обмежуватися наведеним вище докладним описом винаходу. Реферат винаходу складений у відповідності з вимогами Патентного закону й додається розраховуючи на розуміння, що він не буде використаний для тлумачення або обмеження обсягу або суті змісту пунктів формули винаходу. Крім того, у наведеному вище розділі "Докладний опис графічних матеріалів" різні ознаки можуть бути згруповані разом або описані в одному варіанті здійснення винаходу з метою спрощення опису винаходу. Даний опис винаходу не слід тлумачити в тому розумінні, що для заявлених прикладів здійснення потрібно більше ознак, чим ті, які однозначно викладені в кожному пункті формули. Точніше, у пунктах наведеної нижче формули винаходу відображено, що предмет винаходу може відноситись до меншого числа ознак, чим всі ознаки будь-якого з описаних прикладів здійснення винаходу. Тому зміст пунктів наведеної нижче формули винаходу включено в розділ "Докладний опис графічних матеріалів", при цьому кожний пункт формули виступає як визначальний сам по собі предмет винаходу, що заявляється окремо. 40 ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Абразивний виріб, який містить: підкладку; проміжний шар, який містить припій, і який розташований поверх підкладки; абразивні частки, що містять шар покриття, розташований поверх абразивних часток, пов'язаних із проміжним шаром, причому зв'язування шару покриття із проміжним шаром забезпечує утворення області металевого зв'язування; і сполучний шар, розташований поверх абразивних часток і проміжного шару. 2. Абразивний виріб за п. 1, який відрізняється тим, що область металевого зв'язування містить область дифузійного зв'язку, що характеризується наявністю зони взаємної дифузії щонайменше між одними хімічними частками шару покриття та іншими хімічними частками проміжного шару. 3. Абразивний виріб за п. 1, який відрізняється тим, що проміжний шар містить метал, вибраний із групи металів, що складається зі свинцю, срібла, міді, цинку, олова, титану, молібдену, хрому, заліза, марганцю, кобальту, ніобію, танталу, вольфраму, паладію, платини, золота, рутенію та їхніх комбінацій. 4. Абразивний виріб за п. 1, який відрізняється тим, що проміжний шар містить матеріал, вибраний із групи матеріалів, що складається з металу, металевих сплавів, композиційних матеріалів з металевою матрицею та їхніх комбінацій. 11 UA 108014 C2 5 10 15 20 25 30 35 40 45 50 55 5. Абразивний виріб за п. 1, який відрізняється тим, що проміжний шар має точку плавлення, яка складає не більш ніж приблизно 450 °C. 6. Абразивний виріб за п. 1, який відрізняється тим, що середня товщина проміжного шару становить не більш ніж приблизно 80 % середнього розміру абразивних часток. 7. Абразивний виріб за п. 1, який додатково містить абразивні зерна в концентрації, що становить щонайменше приблизно 60 часток на один міліметр підкладки у вигляді дроту. 8. Абразивний виріб за п. 1, який відрізняється тим, що абразивні частки містять суперабразивний матеріал. 9. Абразивний виріб за п. 1, який відрізняється тим, що сполучний шар містить метал, вибраний із групи металів, що складається зі свинцю, срібла, міді, цинку, олова, титану, молібдену, хрому, заліза, марганцю, кобальту, ніобію, танталу, вольфраму, паладію, платини, золота, рутенію та їхніх комбінацій. 10. Абразивний виріб за п. 1, який відрізняється тим, що сполучний шар містить нікель. 11. Абразивний виріб за п. 1, який відрізняється тим, що середня товщина сполучного шару становить щонайменше приблизно 10 % середнього розміру абразивних часток. 12. Абразивний виріб, який містить: підкладку, що містить подовжене тіло з відношенням довжини до ширини, що становить щонайменше приблизно 10:1; проміжний шар, розташований поверх підкладки, який містить припій, точка плавлення якого становить не більш ніж приблизно 450 °C; абразивні частки, пов'язані із проміжним шаром; і сполучний шар, розташований поверх абразивних часток і проміжного шару. 13. Абразивний виріб за п. 12, який відрізняється тим, що проміжний шар містить метал, вибраний із групи металів, що складається зі свинцю, срібла, міді, цинку, олова, титану, молібдену, хрому, заліза, марганцю, кобальту, ніобію, танталу, вольфраму, паладію, платини, золота, рутенію та їхніх комбінацій. 14. Абразивний виріб за п. 12, який відрізняється тим, що проміжний шар містить матеріал, вибраний із групи матеріалів, що складається з металу, металевих сплавів, композиційних матеріалів з металевою матрицею та їхніх комбінацій. 15. Абразивний виріб за п. 12, який відрізняється тим, що проміжний шар містить припій. 16. Абразивний виріб за п. 12, який відрізняється тим, що проміжний шар має точку плавлення, яка складає не більш ніж приблизно 450 °C. 17. Абразивний виріб за п. 12, який відрізняється тим, що середня товщина проміжного шару становить не більш ніж приблизно 80 % середнього розміру абразивних часток. 18. Абразивний виріб за п. 12, який додатково містить абразивні зерна в концентрації, що становить щонайменше приблизно 60 часток на один міліметр підкладки у вигляді дроту. 19. Абразивний виріб за п. 12, який відрізняється тим, що абразивні частки містять суперабразивний матеріал. 20. Абразивний виріб за п. 12, який відрізняється тим, що сполучний шар містить метал, вибраний із групи металів, що складається зі свинцю, срібла, міді, цинку, олова, титану, молібдену, хрому, заліза, марганцю, кобальту, ніобію, танталу, вольфраму, паладію, платини, золота, рутенію та їхніх комбінацій. 21. Абразивний виріб за п. 12, який відрізняється тим, що сполучний шар містить нікель. 22. Абразивний виріб за п. 12, який відрізняється тим, що середня товщина сполучного шару становить щонайменше приблизно 10 % середнього розміру абразивних часток. 23. Спосіб формування абразивного виробу для різання оброблюваного виробу, який включає: надання дротової підкладки; формування проміжного шару, який містить металевий припій, що покриває поверхню дротової підкладки; розміщення на проміжному шарі абразивних часток; обробку проміжного шару з утворенням області металевого зв'язування між абразивними частками й проміжним шаром; і формування сполучного шару поверх проміжного шару й абразивних часток. 24. Спосіб за п. 23, який відрізняється тим, що обробка включає нагрівання проміжного шару до температури не більш ніж приблизно 450 °C. 12 UA 108014 C2 13 UA 108014 C2 14 UA 108014 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Назва патенту англійськоюAbrasive article and method of forming
Автори англійськоюTian, Yinggang, Khaund, Arup K., Subramanian, Krishnamoorthy, Pearlman, John
Автори російськоюТиан Йингганг, Кхаунд Аруп К., Субраманиан Кришнаморти, Перлман Джон
МПК / Мітки
МПК: C09C 1/68, C09K 3/14, B24D 3/00
Мітки: виріб, формування, спосіб, абразивний
Код посилання
<a href="https://ua.patents.su/17-108014-abrazivnijj-virib-i-sposib-jjogo-formuvannya.html" target="_blank" rel="follow" title="База патентів України">Абразивний виріб і спосіб його формування</a>
Зернистий абразивний матеріал, спосіб його формування та спосіб полірування виробу з використанням зернистого абразивного матеріалу
Номер патенту: 87938
Опубліковано: 25.08.2009
Автори: Ванг Джун, Хаерле Ендрю Дж.
МПК: C09G 1/00, C01F 7/02, H01L 21/306, C09K 3/14
Мітки: формування, зернистий, спосіб, виробу, використанням, абразивний, матеріалу, зернистого, абразивного, полірування, матеріал
Формула / Реферат:
1. Зернистий абразивний матеріал, який містить:частинки оксиду алюмінію, які включають перехідний оксид алюмінію та щонайменше 5,0 мас. % аморфної фази, причому частинки оксиду алюмінію мають щільність, не більшу за 3,20 г/см3.2. Зернистий абразивний матеріал за п. 1, в якому перехідний оксид алюмінію містить щонайменше одну з фаз, якими є гамма-фаза оксиду алюмінію та дельта-фаза оксиду алюмінію.3. Зернистий абразивний...
Абразивний виріб з поліпшеним утримуванням зерен і поліпшеними характеристиками
Номер патенту: 100639
Опубліковано: 10.01.2013
Автори: Зханг Хан, Кюіт Йоханнес Херманус
МПК: B24D 3/28, B24D 18/00, B24D 5/00
Мітки: абразивний, утримуванням, поліпшеними, характеристиками, поліпшеним, зерен, виріб
Формула / Реферат:
1. Відрізний круг завтовшки менше ніж 2,5 мм і діаметром менше ніж 400 мм, який містить: множину абразивних зерен, органічний з'єднувальний матеріал і матеріал активного наповнювача, де матеріал активного наповнювача містить матеріал активного ендотермічного наповнювача, який забезпечує ендотермічну реакцію в звичайних режимах різання без ЗОР, де матеріал активного ендотермічного наповнювача вибраний з групи типів наповнювачів, які...
Абразивний виріб з покриттям, що містить підкладку і фігурний набір абразивних структур
Номер патенту: 89224
Опубліковано: 11.01.2010
Автори: Свей Гво, Занолі Ален, Неворет Даміен
МПК: B24D 7/00, B24D 5/00, B24D 11/00, C09K 3/14
Мітки: покриттям, абразивних, набір, підкладку, фігурний, структур, виріб, абразивний, містить
Формула / Реферат:
1. Абразивний виріб з покриттям, що містить:підкладку; іфігурний набір абразивних структур, причому кожна абразивна структура фігурного набору абразивних структур має конструйовану площину спайності, що проходить вздовж абразивної структури.2. Абразивний виріб з покриттям за п. 1, у якому абразивна структура фігурного набору абразивних структур містить конструйовану внутрішню структуровану пору.3. Абразивний виріб...
Абразивний виріб, способи виготовлення абразивного виробу та зв’язуюча композиція
Номер патенту: 86300
Опубліковано: 10.04.2009
Автори: Райс Вільям К., Ю Ксяоронг, Гета Ентоні К.
Мітки: абразивного, композиція, зв'язуюча, способи, виготовлення, виріб, виробу, абразивний
Формула / Реферат:
1. Абразивний виріб, що містить абразивні зерна і колоїдний композиційний зв'язуючий матеріал, причому зазначений колоїдний композиційний зв'язуючий матеріал містить щонайменше приблизно 5 мас. % субмікронного порошкового наповнювача, у перерахуванні на масу композиційного зв'язуючого матеріалу.2. Абразивний виріб за п. 1, який відрізняється тим, що колоїдний композиційний зв'язуючий матеріал містить щонайменше від приблизно 5 мас. %...
Композиція для абразивного виробу, абразивний виріб та метод абразивної обробки заготовки
Номер патенту: 92661
Опубліковано: 25.11.2010
Автори: Парсонс Стівен Ф., Конлей Карен М., Клетт Майкл В., Кхаунд Аруп К., Жанг Хан
Мітки: метод, обробки, виробу, композиція, абразивного, виріб, абразивної, заготовки, абразивний
Формула / Реферат:
1. Композиція для абразивного виробу, яка містить: органічний зв'язувальний матеріал;абразивний матеріал, диспергований в органічному зв'язувальному матеріалі; івелику кількість рівномірно диспергованих в органічному зв'язувальному матеріалі мікроволокон, які є окремими філаментами, що мають середню довжину, меншу ніж приблизно 1000 мкм.2. Композиція за п. 1, в якій органічним зв'язувальним матеріалом є один з...
Попередній патент: Ясенний перфоратор
Наступний патент: Спосіб вирощування монокристалів тугоплавких оксидів
Випадковий патент: Спосіб лікування гломерулонефриту з анефротичним синдромом та гематуричним компонентом