Виготовлення капсул типу серцевина/оболонка, які мають різну геометричну форму, і їх подальша обробка
Номер патенту: 110337
Опубліковано: 25.12.2015
Автори: Непомусено Хосе, Лю Хунвей, Карлес Джорджіос Д., Чжуань Шучжон

Формула / Реферат
1. Курильний виріб або бездимний тютюновий виріб, що включає в себе щонайменше одну багатооболонкову капсулу, яка включає в себе:
внутрішню серцевину, яка містить першу рідку ароматизувальну композицію;
внутрішню оболонку з першого полімерного матеріалу, яка принаймні частково оточує внутрішню серцевину, причому цей перший полімерний матеріал містить зшивний полісахарид, вибраний з групи, яка складається з альгінатів, пектинів, карагенанів, хітозанів, декстранів та їх комбінацій та сумішей, білок або віск;
зовнішню оболонку з другого полімерного матеріалу, яка принаймні частково оточує внутрішню оболонку, причому цей другий полімерний матеріал містить зшивний полісахарид, вибраний з групи, яка складається з альгінатів, пектинів, карагенанів, хітозанів та їх комбінацій та сумішей; і
другу рідку ароматизувальну композицію, розміщену у просторі між внутрішньою і зовнішньою оболонками.
2. Курильний виріб або бездимний тютюновий виріб за п. 1, який відрізняється тим, що багатооболонкова капсула є, по суті, сферичною і має діаметр від 1 мм до 7 мм.
3. Курильний виріб або бездимний тютюновий виріб за п. 1 або п. 2, який відрізняється тим, що згадані внутрішня і зовнішня оболонки багатооболонкової капсули мають сукупну товщину, включно зі згаданим простором між оболонками, від 12 мкм до 43 мкм.
4. Курильний виріб або бездимний тютюновий виріб за будь-яким із пп. 1-3, який відрізняється тим, що згадана багатооболонкова капсула має міцність на розрив під дією внутрішнього тиску від 6Н до 11Н.
5. Курильний виріб або бездимний тютюновий виріб за будь-яким із попередніх пунктів, який відрізняється тим, що щонайменше одна зі згаданих внутрішньої або зовнішньої оболонок багатооболонкової капсули містить зшитий альгінат.
6. Курильний виріб або бездимний тютюновий виріб за будь-яким із попередніх пунктів, який відрізняється тим, що згадана багатооболонкова капсула є яйцеподібною.
7. Курильний виріб або бездимний тютюновий виріб за будь-яким із попередніх пунктів, який відрізняється тим, що згадані перша і друга рідкі ароматизувальні композиції є різними.
8. Бездимний тютюновий виріб за будь-яким із попередніх пунктів, який включає в себе множину багатооболонкових капсул, принаймні деякі з яких мають різну сукупну товщину внутрішньої та зовнішньої оболонок.
9. Спосіб інкапсулювання рідкої ароматизувальної композиції у багатооболонкову капсулу, який включає:
коекструдування першої рідкої ароматизувальної композиції і першого оболонкотвірного полімерного матеріалу для утворення краплі типу серцевина/оболонка;
твердіння першого оболонкотвірного полімерного матеріалу згаданої краплі до утворення внутрішньої оболонки навколо внутрішньої серцевини, причому згадана внутрішня серцевина містить згадану першу рідку ароматизувальну композицію;
покривання згаданої внутрішньої оболонки покривним шаром, який містить другий оболонкотвірний полімерний матеріал;
твердіння згаданого другого оболонкотвірного полімерного матеріалу шляхом уведення в контакт згаданого другого оболонкотвірного полімерного матеріалу з іонами багатовалентного металу, присутніми у або на згаданій внутрішній оболонці, для утворення зовнішньої оболонки згаданої багатооболонкової капсули;
відокремлення внутрішньої поверхні згаданої зовнішньої оболонки від зовнішньої поверхні згаданої внутрішньої оболонки; і
утворення другої рідкої ділянки, розташованої у принаймні частині простору між згаданою зовнішньою поверхнею згаданої внутрішньої оболонки і згаданою внутрішньою поверхнею згаданої зовнішньої оболонки.
10. Спосіб за п. 9, який відрізняється тим, що включає покривання згаданої внутрішньої оболонки гелем, який містить один або декілька складників, які є, по суті, нерозчинними у згаданому другому оболонкотвірному полімерному матеріалі, в результаті чого перед або після твердіння згаданого другого оболонкотвірного полімерного матеріалу утворюється згадана друга рідка ділянка, яка містить одну або декілька складових, які є, по суті, нерозчинними.
11. Спосіб за п. 9, який відрізняється тим, що перед повним твердінням згаданого покривного шару другого оболонкотвірного полімерного матеріалу, згадану покриту внутрішню оболонку вводять в контакт з другою рідкою ароматизувальною композицією протягом такого періоду часу та за таких умов, які достатні для того, щоб принаймні частина згаданої другої рідкої ароматизувальної композиції пройшла через згаданий покривний шар другого оболонкотвірного полімерного матеріалу для утворення згаданої рідкої ділянки, з подальшим твердінням згаданого другого оболонкотвірного полімерного матеріалу.
Текст
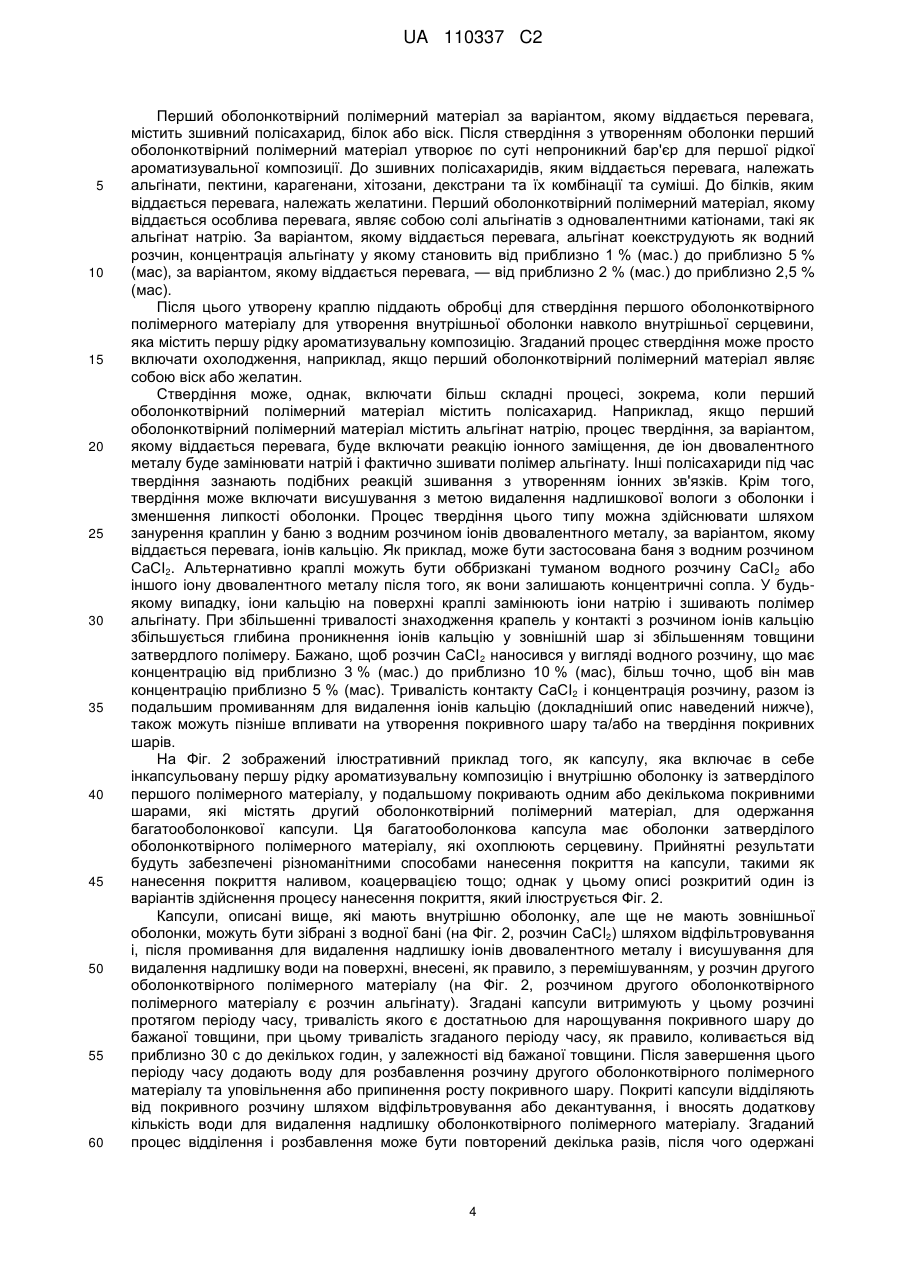
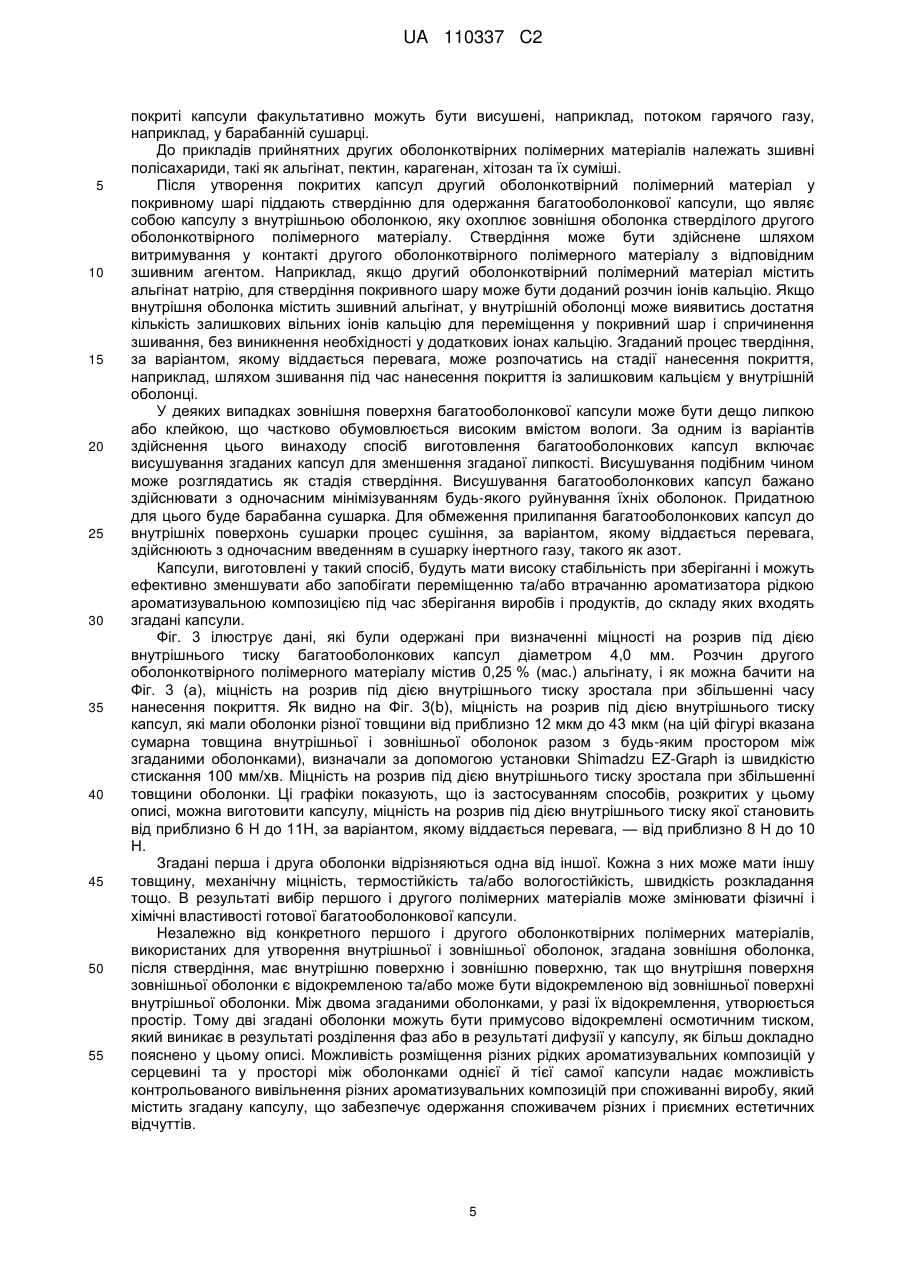
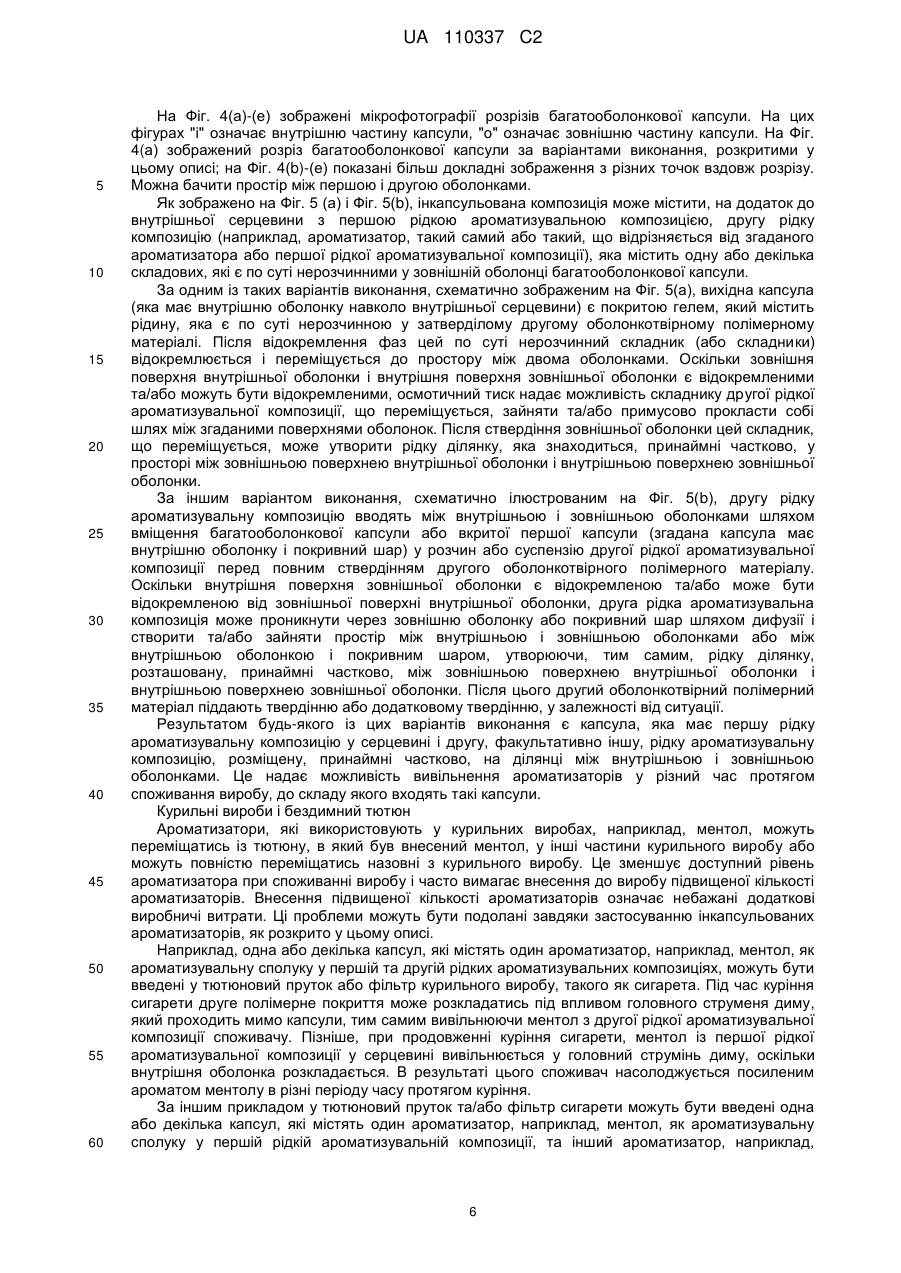
Реферат: Винахід належить до ароматизаторів. Винахід стосується багатооболонкових капсул, які виготовляють шляхом коекструдування першої рідкої ароматичної композиції та першого оболонкоутворюючого полімерного матеріалу для утворення крапель, які тверднуть, утворюючи внутрішню оболонку, яка містить першу рідку ароматичну композицію, після чого їх покривають другим оболонкоутворюючим полімерним матеріалом, який твердне, утворюючи зовнішню оболонку. Результатом є капсула, в якій внутрішня поверхня зовнішньої оболонки відокремлена та/або може бути відокремлена від зовнішньої поверхні внутрішньої оболонки для утворення простору, у якому може бути розміщена друга рідка ароматична композиція. UA 110337 C2 (12) UA 110337 C2 UA 110337 C2 5 10 15 20 25 30 35 40 45 50 55 60 Ароматизатори, наприклад, сполуки та композиції, які надають приємного смаку та аромату іншим виробам, часто вводять до складу споживчих товарів, таких як курильні вироби і бездимні вироби, для посилення естетичної насолоди, яку вони надають. Однак деякі ароматизатори легко випаровуються, звітрюючись під час зберігання і перед застосуванням згаданого виробу. Тому бажано зменшити або мінімізувати переміщення і втрату ароматизаторів у споживчих товарах і, зокрема, у тютюнових виробах, таких як курильні вироби та бездимний тютюн, для того, щоб більша частина ароматизатора, введеного до складу споживчих товарів, була доступною для споживача, навіть після зберігання згаданого товару протягом певного періоду часу. Крім того, бажано ароматизувати споживчі товари так, щоб до складу згаданих товарів можна було вводити численні ароматизатори, а також контролювати параметри їх вивільнення для того, щоб забезпечити споживачам відчуття постійної насолоди. Суть винаходу За цим винаходом запропонована багатооболонкова капсула, яка включає в себе: внутрішню серцевину, яка містить першу рідку ароматизувальну композицію, внутрішню оболонку з першого полімерного матеріалу, яка принаймні частково вкриває внутрішню серцевину, зовнішню оболонку з другого полімерного матеріалу, яка принаймні частково вкриває внутрішню оболонку, і другу рідку ароматизувальну композицію, розміщену у просторі між внутрішньою і зовнішньою оболонками. За цим винаходом також запропонований курильний виріб або бездимний тютюновий виріб, які включають в себе одну або декілька таких багатооболонкових капсул. За цим винаходом також запропонований спосіб інкапсулювання рідкої ароматизувальної композиції у багатооболонкову капсулу, який включає: коекструдування першої рідкої ароматизувальної композиції і першого оболонкотвірного полімерного матеріалу для утворення краплі типу серцевина/оболонка; твердіння згаданого першого оболонкотвірного полімерного матеріалу згаданої краплі до утворення внутрішньої оболонки навколо внутрішньої серцевини, причому згадана внутрішня серцевина містить згадану першу рідку ароматизувальну композицію; покривання згаданої внутрішньої оболонки покривним шаром, який містить другий оболонкотвірний полімерний матеріал, для утворення зовнішньої оболонки згаданої капсули; твердіння згаданого другого оболонкотвірного полімерного матеріалу шляхом витримування в контакті згаданого другого оболонкотвірного полімерного матеріалу з іонами багатовалентного металу, присутніми у або на згаданій внутрішній оболонці, для утворення зовнішньої оболонки згаданої багатооболонкової капсули; відокремлення внутрішньої поверхні згаданої зовнішньої оболонки від зовнішньої поверхні згаданої внутрішньої оболонки; і утворення другої рідкої ділянки, розташованої, принаймні частково, між зовнішньою поверхнею згаданої внутрішньої оболонки і згаданою внутрішньою поверхнею згаданої зовнішньої оболонки. Окрім надання стабільних при зберіганні ароматизувальних композицій, які забезпечують контрольоване вивільнення ароматизувальної речовини і які можуть надавати численні ароматизувальні речовини, цей винахід пропонує удосконалений спосіб коекструдування для інкапсулювання ароматизаторів, який забезпечує поліпшену стійкість до механічного впливу виготовлених капсул шляхом надання численних інкапсулювальних покриттів. Крім того, способи за цим винаходом забезпечують поліпшену постійність розміру капсул, зменшують або ліквідують агрегування капсул і надають можливість контролювання геометричної форми капсул. Короткий опис фігур Фіг. 1(а), Фіг. 1(b), Фіг. 1(с) і Фіг. l(d) — схематичні зображення коекструдованих крапель типу серцевина/оболонка на соплі за варіантами виконання, розкритими у цьому описі. Фіг. 2 - схема, яка ілюструє спосіб утворення багатооболонкової капсули за варіантами виконання, розкритими у цьому описі. Фіг. З (а) та Фіг. 3(b) показують залежність між підвищенням міцності на розрив під дією внутрішнього тиску та тривалістю нанесення покриття і товщиною капсули за варіантами виконання, розкритими у цьому описі. Фіг. 4(а), Фіг. 4(b), Фіг. 4(с), Фіг. 4(d) і Фіг. 4(е) — мікрофотографії, які показують розділення фаз між внутрішньою та зовнішньою оболонками багатооболонкової капсули за варіантами виконання, розкритими у цьому описі. Фіг. 5(а) і Фіг. 5(b) — схематичні зображення, які ілюструють утворення багатооболонкових капсул із внутрішніми рідкими серцевинами і другими рідкими ділянками між внутрішньою та зовнішньою оболонками за варіантами виконання, розкритими у цьому описі. Фіг. 6 показує, що за варіантами виконання, розкритими у цьому описі, можуть бути одержані сферичні або яйцеподібні капсули. 1 UA 110337 C2 5 10 15 20 25 30 35 40 45 50 55 60 Докладний опис У значенні, вжитому у цьому описі, термін "курильний виріб" охоплює будь-який матеріал, виріб або пристрій, який, як правило, застосовують для насолоджування тютюном або замінниками тютюну шляхом вдихання або куріння, у тому числі, але без обмеження ними, сигари, сигарети, люльковий тютюн, розпушений або самокрутковий тютюн, електрично нагрівні сигарети тощо. У значенні, вжитому у цьому описі, термін "бездимний тютюн" охоплює тютюн, призначений для насолоджування іншим чином, окрім вдихання або куріння, наприклад, шляхом розміщення в ротовій порожнині. До прикладів належать тютюн типу снаф (snuff), вміщений у пакетики тютюн, у тому числі снюс, соусований тютюн, пресований жувальний тютюн тощо. У значенні, вжитому у цьому описі, термін "тютюновий виріб" охоплює як курильні вироби, так і бездимний тютюн. У значенні, вжитому у цьому описі, термін "ароматизатор" і "ароматизувальна композиція" означають органолептичні сполуки і композиції, які вводять до складу субстрату або виробу, принаймні частково для зміни смакових або ароматичних властивостей згаданих субстрату або виробу під час їх споживання. У значенні, вжитому у цьому описі, термін "рідка ароматизувальна композиція" означає ароматизувальну композицію, яка має рідку форму або якій може бути надана рідка форма шляхом розчинення, суспендування або подібних способів, за умов, які, як правило, спостерігаються під час зберігання згаданих ароматизувальної композиції або виробу, до складу яких має бути введена згадана ароматизувальна композиція. Рідка ароматизувальна композиція може містити рідкі композиції високої в'язкості. У значенні, вжитому у цьому описі, термін "оболонкотвірний полімерний матеріал" означає полімерні матеріали, які можна зшивати, висушувати або піддати іншому способу ствердіння для утворення оболонки, наприклад, як частини капсули. Термін "перший оболонкотвірний полімерний матеріал" означає оболонкотвірний полімерний матеріал, який є по суті непроникним для однієї або декількох рідких ароматизувальних композицій, принаймні у затвердлій формі. У значенні, вжитому у цьому описі, термін "по суті непроникний" означає рівень проникності, достатній для того, щоб лише незначна частина (у разі її наявності) рідини, інкапсульованої у згаданому по суті непроникному матеріалі, могла дифундувати через згаданий матеріал протягом певного періоду часу. Цей певний період часу, як правило, є еквівалентним типовому періоду зберігання споживчого товару плюс типовий період зберігання інкапсульованої ароматизувальної композиції. У значенні, вжитому у цьому описі, термін "твердіння" означає структурування, зшивання, осадження, висихання або іншу хімічну чи фізичну зміну полімерного матеріалу або у полімерному матеріалі, яка перетворює згаданий матеріал на оболонку, яка є менш проникною для одного або декількох складників рідкої ароматизувальної композиції, та/або має більш стабільну структуру та/або розміри (тобто здатна протистояти напруженню (навантаженню) без руйнування), та/або є менш проникною, ніж згаданий оболонкотвірний полімерний матеріал перед ствердінням. Термін "твердний" означає матеріал, здатний до твердіння. Матеріал, який був підданий ствердінню, може бути пружним та/або гнучким. У значенні, вжитому у цьому описі, термін "по суті нерозчинний" означає матеріал, який не буде утворювати твердого розчину зі згаданим другим полімерним матеріалом. Замість цього, більша частина матеріалу (якщо не весь матеріал) зазнає розділення фаз зі згаданим другим полімерним матеріалом або зі згаданим другим оболонкотвірним полімерним матеріалом, принаймні вже на стадії твердіння згаданого другого оболонкотвірного полімерного матеріалу, для утворення зовнішньої оболонки. У значенні, вжитому у цьому описі, терміни "по суті сферична" та "по суті яйцеподібна" означають загалом сферичну та яйцеподібну форми, відповідно, і не виключають незначних відхилень або варіацій від жорстких геометричних визначень термінів "сферична" та "яйцеподібна". У значенні, вжитому у цьому описі, термін "приблизно", у разі вживання у поєднанні з певним числовим значенням або діапазоном, має значення, яке логічно приписується йому фахівцем у цій галузі, тобто таке значення, що означає дещо більше або дещо менше за згадане певне числове значення або діапазон, у межах ±10 % від згаданого певного значення. Утворення капсул типу серцевина/оболонка із застосуванням процесу коекструзії залежить від численних параметрів. До них належать фізичні властивості використаних матеріалів (наприклад, їхня в'язкість, густина та міжфазний поверхневий натяг), а також режим обробки (швидкість потоку, температура, амплітуда і частота вібрації сопла, застосування заглибного 2 UA 110337 C2 5 10 15 20 25 30 35 40 45 50 55 60 або незаглибного сопла і геометричні розміри сопла, такі як діаметри внутрішнього і зовнішнього отворів). Вплив кожного із цих факторів не є відокремленим, й, скоріше, між ними існує складний взаємозв'язок. Тому, застосування лише процесу екструзії для одержання капсул типу серцевина/оболонка, які мають бажані властивості, зокрема, достатню товщину оболонки, може бути утрудненим або неможливим. Як розкрито у цьому описі, надання капсул із внутрішньою і зовнішньою оболонками із затвердлого другого оболонкотвірного полімерного матеріалу може подолати деякі із цих труднощів. За одним із варіантів здійснення цього винаходу запропонований спосіб інкапсулювання рідкої ароматизувальної композиції шляхом коекструдування першої рідкої ароматизувальної композиції і першого оболонкотвірного полімерного матеріалу для утворення крапель типу серцевина/оболонка, які включають в себе внутрішню серцевину, яка містить першу рідку ароматизувальну композицію, і зовнішній шар, який містить перший оболонкотвірний полімерний матеріал. Цю краплю, за варіантом, якому віддається перевага, формують парою концентричних сопел, при цьому рідка ароматизувальна композиція проходить через внутрішнє сопло, а перший оболонкотвірний полімерний матеріал проходить через зовнішнє сопло. Формування крапель може включати вібрацію сопла або пропускання потоку газу чи пари біля сопла з метою видалення краплі із сопла. Наприклад, формування крапель може відбуватись на установці Spherisator 2002 Mark II (компанія Brace GmbH), бажаною умовою функціонування якої є робота з частотою від приблизно 20 Гц до приблизно 200 Гц, більш точно, від приблизно 60 Гц до приблизно 100 Гц, ще більш точно, від приблизно 70 Гц до приблизно 85 Гц, і ще більш точно, від приблизно 70 Гц до приблизно 80 Гц. Бажана амплітуда електромагнітного вібратора згаданої установки становить від приблизно 100 мВ до приблизно 2000 мВ, більш точно, від приблизно 330 мВ до приблизно 1000 мВ, ще більш точно, від приблизно 350 мВ до приблизно 450 мВ. Діаметр внутрішнього, серцевинотвірного, сопла загалом коливається від приблизно 0,5 мм до приблизно 2 мм, більш точно, від приблизно 0,9 мм до приблизно 1,5 мм; діаметр зовнішнього, оболонкотвірного, сопла загалом коливається від приблизно 1,5 мм до приблизно 3 мм, більш точно, від приблизно 2 мм до приблизно 2,5 мм. Тиск у серцевинотвірному потоці коекструдера загалом коливається від приблизно 40 мбар до приблизно 80 мбар (4-8 кПа), більш точно, від приблизно 50 мбар до приблизно 65 мбар (5-6,5 кПа), у той час як тиск у оболонкотвірному потоці коекструдера загалом коливається від приблизно 90 мбар до приблизно 150 мбар (9-15 кПа), більш точно, від приблизно 100 мбар до приблизно 130 мбар (10-13 кПа). Діаметр коекструдованих капсул, як правило, коливається від приблизно 1 мм до приблизно 7 мм. Фіг. 1(а), Фіг. 1(b), Фіг. 1(с) і Фіг. l(d) являють собою схематичні зображення різних форм, які може приймати коекструдована крапля типу серцевина/оболонка на соплі. На Фіг. 1(а) оболонкотвірний полімерний матеріал має схильність до відносно легкого відділення від поверхні сопла, у той час як на Фіг. 1(Ь) оболонкотвірний полімерний матеріал має схильність до прилипання до поверхні сопла. На Фіг. 1(с) коекструдована крапля має схильність до відносно великого подовження перед набуттям круглої або сферичної форми, у той час як на Фіг. l(d) коекструдована крапля має схильність до набуття по суті круглої або сферичної форми перед відділенням від сопла. Окрім форм, зображених на згаданих фігурах, коекструдована крапля типу серцевина/оболонка може приймати інші форми, у тому числі змішані або проміжні форми. Форма краплі може вказувати на параметри процесу, так що спостерігання форми краплі може сприяти одержанню бажаних капсул. Після вивільнення із сопла перший оболонкотвірний полімерний матеріал може обтікати краплю типу серцевина/оболонка для повного або по суті повного охоплення рідкої ароматизувальної композиції. До рідких ароматизувальних композицій, придатних для застосування за цим винаходом, належать як гідрофільні, як правило, водні, композиції, так і гідрофобні композиції, як правило, на масляній основі. Взагалі, ці композиції містять одну або декілька молекул ароматизатора, яка(-і) може(-уть) бути розчинена(-і) або суспендована(-і) у рідкому носії або розчиннику, зокрема, якщо їх не одержують природним чином у рідкій формі. До прикладів прийнятних ароматизаторів належать, але без обмеження ними, ментол, м'ята, така як м'ята перцева або м'ята кучерява, шоколад, лакричник, цитрусовий або інші харчові ароматизатори, гаммаокталактон, ванілін, етилванілін, цинамон, метилсаліцилат, ліналоол, бергамотна олія, геранієва олія, лимонна олія, імбірна олія, тютюновий екстракт, фенілоцтова кислота, соланон, мегастігматриєнон, 2-гептанон, бензиловий спирт, цис-3-гексенілацетат, валеріанова кислота, валеріановий альдегід тощо. Було встановлено, що особливо прийнятними є ароматизатори у розчині або суспензії рослинної олії. 3 UA 110337 C2 5 10 15 20 25 30 35 40 45 50 55 60 Перший оболонкотвірний полімерний матеріал за варіантом, якому віддається перевага, містить зшивний полісахарид, білок або віск. Після ствердіння з утворенням оболонки перший оболонкотвірний полімерний матеріал утворює по суті непроникний бар'єр для першої рідкої ароматизувальної композиції. До зшивних полісахаридів, яким віддається перевага, належать альгінати, пектини, карагенани, хітозани, декстрани та їх комбінації та суміші. До білків, яким віддається перевага, належать желатини. Перший оболонкотвірний полімерний матеріал, якому віддається особлива перевага, являє собою солі альгінатів з одновалентними катіонами, такі як альгінат натрію. За варіантом, якому віддається перевага, альгінат коекструдують як водний розчин, концентрація альгінату у якому становить від приблизно 1 % (мас.) до приблизно 5 % (мас), за варіантом, якому віддається перевага, — від приблизно 2 % (мас.) до приблизно 2,5 % (мас). Після цього утворену краплю піддають обробці для ствердіння першого оболонкотвірного полімерного матеріалу для утворення внутрішньої оболонки навколо внутрішньої серцевини, яка містить першу рідку ароматизувальну композицію. Згаданий процес ствердіння може просто включати охолодження, наприклад, якщо перший оболонкотвірний полімерний матеріал являє собою віск або желатин. Ствердіння може, однак, включати більш складні процесі, зокрема, коли перший оболонкотвірний полімерний матеріал містить полісахарид. Наприклад, якщо перший оболонкотвірний полімерний матеріал містить альгінат натрію, процес твердіння, за варіантом, якому віддається перевага, буде включати реакцію іонного заміщення, де іон двовалентного металу буде замінювати натрій і фактично зшивати полімер альгінату. Інші полісахариди під час твердіння зазнають подібних реакцій зшивання з утворенням іонних зв'язків. Крім того, твердіння може включати висушування з метою видалення надлишкової вологи з оболонки і зменшення липкості оболонки. Процес твердіння цього типу можна здійснювати шляхом занурення краплин у баню з водним розчином іонів двовалентного металу, за варіантом, якому віддається перевага, іонів кальцію. Як приклад, може бути застосована баня з водним розчином СаСІ2. Альтернативно краплі можуть бути оббризкані туманом водного розчину СаСІ 2 або іншого іону двовалентного металу після того, як вони залишають концентричні сопла. У будьякому випадку, іони кальцію на поверхні краплі замінюють іони натрію і зшивають полімер альгінату. При збільшенні тривалості знаходження крапель у контакті з розчином іонів кальцію збільшується глибина проникнення іонів кальцію у зовнішній шар зі збільшенням товщини затвердлого полімеру. Бажано, щоб розчин СаСІ 2 наносився у вигляді водного розчину, що має концентрацію від приблизно 3 % (мас.) до приблизно 10 % (мас), більш точно, щоб він мав концентрацію приблизно 5 % (мас). Тривалість контакту СаСІ2 і концентрація розчину, разом із подальшим промиванням для видалення іонів кальцію (докладніший опис наведений нижче), також можуть пізніше впливати на утворення покривного шару та/або на твердіння покривних шарів. На Фіг. 2 зображений ілюстративний приклад того, як капсулу, яка включає в себе інкапсульовану першу рідку ароматизувальну композицію і внутрішню оболонку із затверділого першого полімерного матеріалу, у подальшому покривають одним або декількома покривними шарами, які містять другий оболонкотвірний полімерний матеріал, для одержання багатооболонкової капсули. Ця багатооболонкова капсула має оболонки затверділого оболонкотвірного полімерного матеріалу, які охоплюють серцевину. Прийнятні результати будуть забезпечені різноманітними способами нанесення покриття на капсули, такими як нанесення покриття наливом, коацервацією тощо; однак у цьому описі розкритий один із варіантів здійснення процесу нанесення покриття, який ілюструється Фіг. 2. Капсули, описані вище, які мають внутрішню оболонку, але ще не мають зовнішньої оболонки, можуть бути зібрані з водної бані (на Фіг. 2, розчин СаСl2) шляхом відфільтровування і, після промивання для видалення надлишку іонів двовалентного металу і висушування для видалення надлишку води на поверхні, внесені, як правило, з перемішуванням, у розчин другого оболонкотвірного полімерного матеріалу (на Фіг. 2, розчином другого оболонкотвірного полімерного матеріалу є розчин альгінату). Згадані капсули витримують у цьому розчині протягом періоду часу, тривалість якого є достатньою для нарощування покривного шару до бажаної товщини, при цьому тривалість згаданого періоду часу, як правило, коливається від приблизно 30 с до декількох годин, у залежності від бажаної товщини. Після завершення цього періоду часу додають воду для розбавлення розчину другого оболонкотвірного полімерного матеріалу та уповільнення або припинення росту покривного шару. Покриті капсули відділяють від покривного розчину шляхом відфільтровування або декантування, і вносять додаткову кількість води для видалення надлишку оболонкотвірного полімерного матеріалу. Згаданий процес відділення і розбавлення може бути повторений декілька разів, після чого одержані 4 UA 110337 C2 5 10 15 20 25 30 35 40 45 50 55 покриті капсули факультативно можуть бути висушені, наприклад, потоком гарячого газу, наприклад, у барабанній сушарці. До прикладів прийнятних других оболонкотвірних полімерних матеріалів належать зшивні полісахариди, такі як альгінат, пектин, карагенан, хітозан та їх суміші. Після утворення покритих капсул другий оболонкотвірний полімерний матеріал у покривному шарі піддають ствердінню для одержання багатооболонкової капсули, що являє собою капсулу з внутрішньою оболонкою, яку охоплює зовнішня оболонка стверділого другого оболонкотвірного полімерного матеріалу. Ствердіння може бути здійснене шляхом витримування у контакті другого оболонкотвірного полімерного матеріалу з відповідним зшивним агентом. Наприклад, якщо другий оболонкотвірний полімерний матеріал містить альгінат натрію, для ствердіння покривного шару може бути доданий розчин іонів кальцію. Якщо внутрішня оболонка містить зшивний альгінат, у внутрішній оболонці може виявитись достатня кількість залишкових вільних іонів кальцію для переміщення у покривний шар і спричинення зшивання, без виникнення необхідності у додаткових іонах кальцію. Згаданий процес твердіння, за варіантом, якому віддається перевага, може розпочатись на стадії нанесення покриття, наприклад, шляхом зшивання під час нанесення покриття із залишковим кальцієм у внутрішній оболонці. У деяких випадках зовнішня поверхня багатооболонкової капсули може бути дещо липкою або клейкою, що частково обумовлюється високим вмістом вологи. За одним із варіантів здійснення цього винаходу спосіб виготовлення багатооболонкових капсул включає висушування згаданих капсул для зменшення згаданої липкості. Висушування подібним чином може розглядатись як стадія ствердіння. Висушування багатооболонкових капсул бажано здійснювати з одночасним мінімізуванням будь-якого руйнування їхніх оболонок. Придатною для цього буде барабанна сушарка. Для обмеження прилипання багатооболонкових капсул до внутрішніх поверхонь сушарки процес сушіння, за варіантом, якому віддається перевага, здійснюють з одночасним введенням в сушарку інертного газу, такого як азот. Капсули, виготовлені у такий спосіб, будуть мати високу стабільність при зберіганні і можуть ефективно зменшувати або запобігати переміщенню та/або втрачанню ароматизатора рідкою ароматизувальною композицією під час зберігання виробів і продуктів, до складу яких входять згадані капсули. Фіг. 3 ілюструє дані, які були одержані при визначенні міцності на розрив під дією внутрішнього тиску багатооболонкових капсул діаметром 4,0 мм. Розчин другого оболонкотвірного полімерного матеріалу містив 0,25 % (мас.) альгінату, і як можна бачити на Фіг. 3 (а), міцність на розрив під дією внутрішнього тиску зростала при збільшенні часу нанесення покриття. Як видно на Фіг. 3(b), міцність на розрив під дією внутрішнього тиску капсул, які мали оболонки різної товщини від приблизно 12 мкм до 43 мкм (на цій фігурі вказана сумарна товщина внутрішньої і зовнішньої оболонок разом з будь-яким простором між згаданими оболонками), визначали за допомогою установки Shimadzu EZ-Graph із швидкістю стискання 100 мм/хв. Міцність на розрив під дією внутрішнього тиску зростала при збільшенні товщини оболонки. Ці графіки показують, що із застосуванням способів, розкритих у цьому описі, можна виготовити капсулу, міцність на розрив під дією внутрішнього тиску якої становить від приблизно 6 Η до 11Н, за варіантом, якому віддається перевага, — від приблизно 8 Η до 10 Н. Згадані перша і друга оболонки відрізняються одна від іншої. Кожна з них може мати іншу товщину, механічну міцність, термостійкість та/або вологостійкість, швидкість розкладання тощо. В результаті вибір першого і другого полімерних матеріалів може змінювати фізичні і хімічні властивості готової багатооболонкової капсули. Незалежно від конкретного першого і другого оболонкотвірних полімерних матеріалів, використаних для утворення внутрішньої і зовнішньої оболонок, згадана зовнішня оболонка, після ствердіння, має внутрішню поверхню і зовнішню поверхню, так що внутрішня поверхня зовнішньої оболонки є відокремленою та/або може бути відокремленою від зовнішньої поверхні внутрішньої оболонки. Між двома згаданими оболонками, у разі їх відокремлення, утворюється простір. Тому дві згадані оболонки можуть бути примусово відокремлені осмотичним тиском, який виникає в результаті розділення фаз або в результаті дифузії у капсулу, як більш докладно пояснено у цьому описі. Можливість розміщення різних рідких ароматизувальних композицій у серцевині та у просторі між оболонками однієї й тієї самої капсули надає можливість контрольованого вивільнення різних ароматизувальних композицій при споживанні виробу, який містить згадану капсулу, що забезпечує одержання споживачем різних і приємних естетичних відчуттів. 5 UA 110337 C2 5 10 15 20 25 30 35 40 45 50 55 60 На Фіг. 4(а)-(е) зображені мікрофотографії розрізів багатооболонкової капсули. На цих фігурах "і" означає внутрішню частину капсули, "о" означає зовнішню частину капсули. На Фіг. 4(а) зображений розріз багатооболонкової капсули за варіантами виконання, розкритими у цьому описі; на Фіг. 4(b)-(е) показані більш докладні зображення з різних точок вздовж розрізу. Можна бачити простір між першою і другою оболонками. Як зображено на Фіг. 5 (а) і Фіг. 5(b), інкапсульована композиція може містити, на додаток до внутрішньої серцевини з першою рідкою ароматизувальною композицією, другу рідку композицію (наприклад, ароматизатор, такий самий або такий, що відрізняється від згаданого ароматизатора або першої рідкої ароматизувальної композиції), яка містить одну або декілька складових, які є по суті нерозчинними у зовнішній оболонці багатооболонкової капсули. За одним із таких варіантів виконання, схематично зображеним на Фіг. 5(а), вихідна капсула (яка має внутрішню оболонку навколо внутрішньої серцевини) є покритою гелем, який містить рідину, яка є по суті нерозчинною у затверділому другому оболонкотвірному полімерному матеріалі. Після відокремлення фаз цей по суті нерозчинний складник (або складники) відокремлюється і переміщується до простору між двома оболонками. Оскільки зовнішня поверхня внутрішньої оболонки і внутрішня поверхня зовнішньої оболонки є відокремленими та/або можуть бути відокремленими, осмотичний тиск надає можливість складнику другої рідкої ароматизувальної композиції, що переміщується, зайняти та/або примусово прокласти собі шлях між згаданими поверхнями оболонок. Після ствердіння зовнішньої оболонки цей складник, що переміщується, може утворити рідку ділянку, яка знаходиться, принаймні частково, у просторі між зовнішньою поверхнею внутрішньої оболонки і внутрішньою поверхнею зовнішньої оболонки. За іншим варіантом виконання, схематично ілюстрованим на Фіг. 5(b), другу рідку ароматизувальну композицію вводять між внутрішньою і зовнішньою оболонками шляхом вміщення багатооболонкової капсули або вкритої першої капсули (згадана капсула має внутрішню оболонку і покривний шар) у розчин або суспензію другої рідкої ароматизувальної композиції перед повним ствердінням другого оболонкотвірного полімерного матеріалу. Оскільки внутрішня поверхня зовнішньої оболонки є відокремленою та/або може бути відокремленою від зовнішньої поверхні внутрішньої оболонки, друга рідка ароматизувальна композиція може проникнути через зовнішню оболонку або покривний шар шляхом дифузії і створити та/або зайняти простір між внутрішньою і зовнішньою оболонками або між внутрішньою оболонкою і покривним шаром, утворюючи, тим самим, рідку ділянку, розташовану, принаймні частково, між зовнішньою поверхнею внутрішньої оболонки і внутрішньою поверхнею зовнішньої оболонки. Після цього другий оболонкотвірний полімерний матеріал піддають твердінню або додатковому твердінню, у залежності від ситуації. Результатом будь-якого із цих варіантів виконання є капсула, яка має першу рідку ароматизувальну композицію у серцевині і другу, факультативно іншу, рідку ароматизувальну композицію, розміщену, принаймні частково, на ділянці між внутрішньою і зовнішньою оболонками. Це надає можливість вивільнення ароматизаторів у різний час протягом споживання виробу, до складу якого входять такі капсули. Курильні вироби і бездимний тютюн Ароматизатори, які використовують у курильних виробах, наприклад, ментол, можуть переміщатись із тютюну, в який був внесений ментол, у інші частини курильного виробу або можуть повністю переміщатись назовні з курильного виробу. Це зменшує доступний рівень ароматизатора при споживанні виробу і часто вимагає внесення до виробу підвищеної кількості ароматизаторів. Внесення підвищеної кількості ароматизаторів означає небажані додаткові виробничі витрати. Ці проблеми можуть бути подолані завдяки застосуванню інкапсульованих ароматизаторів, як розкрито у цьому описі. Наприклад, одна або декілька капсул, які містять один ароматизатор, наприклад, ментол, як ароматизувальну сполуку у першій та другій рідких ароматизувальних композиціях, можуть бути введені у тютюновий пруток або фільтр курильного виробу, такого як сигарета. Під час куріння сигарети друге полімерне покриття може розкладатись під впливом головного струменя диму, який проходить мимо капсули, тим самим вивільнюючи ментол з другої рідкої ароматизувальної композиції споживачу. Пізніше, при продовженні куріння сигарети, ментол із першої рідкої ароматизувальної композиції у серцевині вивільнюється у головний струмінь диму, оскільки внутрішня оболонка розкладається. В результаті цього споживач насолоджується посиленим ароматом ментолу в різні періоду часу протягом куріння. За іншим прикладом у тютюновий пруток та/або фільтр сигарети можуть бути введені одна або декілька капсул, які містять один ароматизатор, наприклад, ментол, як ароматизувальну сполуку у першій рідкій ароматизувальній композиції, та інший ароматизатор, наприклад, 6 UA 110337 C2 5 10 15 20 25 30 35 40 45 50 55 екстракт тютюну, як ароматизувальну сполуку у другій рідкій ароматизувальній композиції. Під час куріння сигарети зовнішня оболонка розкладається у вологому гарячому головному струмені диму, вивільнюючи тютюновий аромат, а отже підсилюючи тютюновий аромат, що надається тютюном сигарети. При продовженні куріння сигарети внутрішня оболонка може розкладатись, вивільнюючи ментоловий аромат у головний струмінь диму. За будь-яким із цих прикладів у сигареті можуть бути розміщені численні капсули, і їх розміщення може впливати на доставку ароматизатора споживачу. Наприклад, результатом розміщення численних капсул, які мають оболонки однакової або подібної товщини, на тій самій або подібних ділянках сигарети, може бути посилення конкретного аромату протягом відносно короткого періоду часу. Оскільки кожна зі згаданих капсул зазнає впливу однакових умов розкладання, оболонки будуть розкладатись з однаковою швидкістю, вивільнюючи в однаковий час ароматизатори, які містяться у згаданих капсулах. За іншим варіантом виконання цього винаходу швидкість вивільнення ароматизатора з різних капсул можна варіювати шляхом зміни товщини та інших механічних властивостей внутрішньої та зовнішньої оболонок. Це дозволяє виготовляти капсули, призначені для розміщення на різних ділянках виробу, а отже надає можливість контролювання вивільнення ароматизатора з перебігом часу. Наприклад, капсули з відносно товстими оболонками можуть бути розміщені у фільтрі або поблизу від нього, у той час як капсули, які мають відносно тонкі оболонки, можуть бути розміщені у тютюновому прутку поблизу жевріючого кінця сигарети. Капсули з товстою оболонкою будуть зберігати свій ароматизатор протягом довшого періоду часу у разі піддавання впливу головного струменя диму, так що споживач продовжуватиме відчувати вивільнення ароматизатора пізніше у процесі куріння. Сигарети, що включають в себе інкапсульовані ароматизувальні речовини, описані у публікаціях заявок на патент США № 2005/0172976 і № 2008/0017206, кожна з яких у повному обсязі включена у цей опис шляхом посилання. Аналогічно, капсули можуть бути додані у бездимні тютюнові вироби, в яких вивільнення ароматизатора є результатом механічного руйнування капсул під час жування або розчинення капсул у слині. Завдяки включенню капсул із різною товщиною оболонки, профіль доставки ароматизатора або ароматизаторів із перебігом часу можна контролювати, так що споживач відчуватиме певні аромати на початку куріння, а інші аромати — пізніше, або ж споживач сприймає безперервний, більш постійний, рівень конкретного ароматизатора. Як показано на Фіг. 6, на додаток до забезпечення контролю за структурою капсул, їхніми механічними властивостями та параметрами їх доставки, спосіб, розкритий у цьому описі, може забезпечити контроль над загальною будовою капсул. Шляхом зміни параметрів процесу коекструзії, форму капсул можна змінювати від по суті сферичної до по суті яйцеподібної. Серед переваг різних будов, капсула яйцеподібного типу може потребувати меншої сили, необхідної для руйнування (оскільки сила концентрується на кінці капсули), що може бути бажаним за певними варіантами застосування. За ще одним варіантом здійснення цього винаходу у фільтр сигарети вводять одну або декілька багатооболонкових капсул, розкритих у цьому описі, так що у момент, вибраний курцем, вони можуть бути роздавлені для вивільнення рідкого ароматизатора у фільтр. За варіантом, якому віддається перевага, такі капсули мають яйцеподібну форму для полегшення механічного руйнування. Сигарети та фільтрувальні елементи зі стисливими ароматизувальними капсулами описані у публікаціях заявок на патент США № 2007/0012327 і № 2006/0174901. ПРИКЛАД 1 Суміш ароматизатора (9670-102А) у рослинній олії подавали через внутрішнє або серцевинне сопло (діаметр 1,0 мм) коеструдера Spherisator 2002 Mark II 1410-087 (виробник Brace GmbH) під тиском 55 мбар (5,5 кПа). Водний розчин альгінату натрію (2 % (мас.)) (перший оболонкотвірний полімерний матеріал) подавали через зовнішнє, або оболонкотвірне, сопло (діаметр 2,5 мм) коеструдера під тиском 100 мбар (10 кПа). Частота вібрації становила 80 Гц, амплітуда вібрації дорівнювала 350 мВ. Покриті серцевини, одержані шляхом коекструзії, витримували в контакті з водним розчином для твердіння, який містив 5 % (мас.) хлориду кальцію, відфільтровували, і промивали додатковою кількістю водного розчину для твердіння, що містив 5 % (мас.) хлориду кальцію. Деякі з одержаних покритих серцевин являли собою небажано малі "сателітні" капсули (які можуть бути відсіяні або відділені від потрібних капсул) або мали серцевини, які були неточно відцентрованими. На поверхні суспензії покритих серцевин спостерігали невелику кількість олії, яка, як вважають, походила зі зруйнованих капсул та/або невикористаного серцевинного матеріалу. 7 UA 110337 C2 5 10 15 20 25 30 35 40 45 50 55 60 Капсули промивали і відсіювали, після чого вирощували за наведеним нижче способом для одержання багатооболонкових капсул. Капсули додавали до водного розчину альгінату натрію (0,25 % (мас.)) (другий оболонкотвірний полімерний матеріал), перемішували протягом 20 хв, після чого додавали деіонізовану воду для розбавлення розчину альгінату. (Було встановлено, що результатом застосування альгінату з концентраціями, які значно перевищують 0,25 % (мас), було небажане агрегування капсул). Капсули видаляли з розчину, витримували у контакті з розчином хлориду кальцію (5 % (мас.)), відфільтровували, промивали деіонізованою водою, і витримували у контакті з азотом кімнатної температури у барабанній сушарці для висушування капсул. Одержали відносно однорідні капсули без видимого агрегування. Маса одержаних багатооболонкових капсул становила від приблизно 35 мг на капсулу до приблизно 39 мг на капсулу; середня маса дорівнювала приблизно 36 мг на капсулу. ПРИКЛАД 2 Загалом дотримувались методики, опис якої наведений вище у Прикладі 1, за виключенням того, що ароматизатор подавали через внутрішнє сопло під тиском 60 мбар (6 кПа), а розчин альгінату подавали через зовнішнє сопло під тиском 125 мбар (12,5 кПа). Деякі з виготовлених покритих серцевин являли собою малі "сателітні" капсули або мали серцевини, що були неточно відцентрованими. Після висушування декілька капсул зруйнувались. Маса капсул становила від приблизно 30 мг на капсулу до приблизно 35 мг на капсулу; середня маса дорівнювала приблизно 32 мг на капсулу. Визначали міцність капсул на розрив під дією внутрішнього тиску і встановили, що вона коливалась від приблизно 3,5 Η до приблизно 16,7 Н. ПРИКЛАД 3 Загалом дотримувались методики, опис якої наведений у Прикладі 1, за виключенням того, що частота вібрації становила 100 Гц, а тиск у зовнішньому соплі дорівнював 105 мбар (10,5 кПа). Малих капсул майже не спостерігалось, хоча було помічено декілька некапсульованих гранул. Відфільтровані покриті серцевини додавали до водного розчину, що містив 0,25 % (мас.) альгінату натрію і 1,0 % (мас.) полівінілпіролідону ("PVP"), перемішували протягом 20 хв, розбавляли водою, видаляли з розчину, і відфільтровували безпосередньо без додання додаткової кількості хлориду кальцію. Відфільтровані капсули сушили у барабанній сушарці, як у Прикладі 1. Було встановлено, що середня маса капсул дорівнювала 33,8 мг на капсулу, але полівінілпіролідон не запобігав утворенню агрегатів. ПРИКЛАД 4 Загалом дотримувались методики, опис якої наведений вище у Прикладі 1, за виключенням того, що разом із наведеними нижче додатковими змінами застосовували інший ароматизатор (9814-57) у рослинній олії. Як перший підприклад, подавання через внутрішнє сопло здійснювали під тиском 60 мбар (6 кПа), подавання через зовнішнє сопло здійснювали під тиском 130 мбар (13 кПа) із застосуванням частоти 50 Гц і амплітуди 300 мВ. Вихід із сопла зображений на Фіг. 1(а). У результаті одержали багато кульок типу "без серцевини/оболонка" (тобто кульки без серцевини), нестабільний процес, а також невідцентровані серцевини та шар олії. Як другий підприклад, подавання через внутрішнє сопло здійснювали під тиском 58 мбар (5,8 кПа), подавання через зовнішнє сопло здійснювали під тиском 125 мбар (12,5 кПа) із застосуванням частоти 50 Гц і амплітуди 300 мВ. Вихід із сопла зображений на Фіг. 1(а). У результаті одержали багато кульок типу "без серцевини/оболонка" і шар олії. Одержані капсули були липкими, легко руйнувались і мали неоднорідні розміри. Як третій підприклад, подавання через внутрішнє сопло здійснювали під тиском 57 мбар (5,7 кПа), подавання через зовнішнє сопло здійснювали під тиском 130 мбар (13 кПа) із застосуванням частоти 80 Гц і амплітуди 350 мВ. Вихід із сопла зображений на Фіг. 1(b). У результаті кульки типу "без серцевини/оболонка" не спостерігались; було зареєстровано декілька "капсул-сателітів", що мали сферичну форму. Як четвертий підприклад, подачу через внутрішнє сопло здійснювали під тиском 60 мбар (6 кПа), подавання через зовнішнє сопло здійснювали під тиском 115 мбар (11,5 кПа) із застосуванням частоти 80 Гц і амплітуди 350 мВ. Вихід із сопла зображений на Фіг. 1(а). У результаті одержали багато кульок типу "без серцевини/оболонка" і шар олії. Одержані капсули легко руйнувались і мали неоднорідні розміри. ПРИКЛАД 5 Загалом дотримувались методики, опис якої наведений вище у Прикладі 1, за виключенням того, що ароматизатор 9814-57 у рослинній олії подавали через внутрішнє сопло під тиском 60 мбар (6 кПа), а розчин альгінату натрію подавали через зовнішнє сопло під тиском 130 мбар (13 кПа). Вихід із сопла зображений на Фіг. 1(а). Одержали капсули і декілька кульок типу "без серцевини/оболонка". Принаймні деякі серцевини видавались сильно децентрованими і 8 UA 110337 C2 5 10 15 20 25 30 35 40 45 50 55 невеликими. У розчин альгінату (0,25 % (мас.)) додавали зелений харчовий барвник (0,1 % (мас.)) для підвищення ступеня візуалізації другого шару альгінату (зовнішня оболонка). Висушені капсули були бажано малими (не сателітами), твердими і мали еліпсоїдну або яйцеподібну форму. ПРИКЛАД 6 Дотримувались методики, опис якої наведений вище у Прикладі 5, за виключенням того, що вихід із сопла мав вигляд, зображений на Фіг. 1(b). Результатом цього були бажано малі капсули, які мали яйцеподібну форму. ПРИКЛАД 7 Загалом дотримувались методики, опис якої наведений вище у Прикладі 1, за виключенням того, що серцевинним матеріалом була рослинна олія із синім барвником, які подавали під тиском 60-100 мбар (6 - 10 кПа), а оболонковий матеріал подавали під тиском 90-140 мбар (9-14 кПа). Частота становила 90 Гц, а амплітуда дорівнювала 400 мВ. Результатом цього було одержання невеликих капсул із децентрованими серцевинами. ПРИКЛАД 8 Загалом дотримувались методики, опис якої наведений вище у Прикладі 1, за виключенням того, що разом із наведеними нижче додатковими змінами як серцевинний матеріал застосували рослинну олію із синім барвником. Як перший підприклад, серцевинний матеріал подавали під тиском 65 мбар (6,5 кПа) через сопло діаметром 0,9 мм, а оболонковий матеріал подавали під тиском 90-140 мбар (9-14 кПа). Частота становила 90 Гц, а амплітуда дорівнювала 400 мВ. Вихід із сопла зображений на Фіг. 1(с). Процес був нестабільним. Одержали невеликі капсули з децентрованими серцевинами. Як другий підприклад, була застосована методика першого підприкладу з наведеними нижче змінами. Оболонковий матеріал подавали через сопло діаметром 2,2 мм під тиском 115 мбар (11,5 кПа), а серцевинний матеріал подавали під тиском 70 мбар. Частота становила 80 Гц, а амплітуда дорівнювала 350 мВ. Вихід із сопла зображений на Фіг. 1(d). Процес був стабільним з одержанням бажаних невеликих капсул. Серцевини були децентрованими. Як третій підприклад, була застосована методика першого підприкладу з наведеними нижче змінами. Серцевинний матеріал подавали через сопло діаметром 1,0 мм під тиском 65 мбар (6,5 кПа), а оболонковий матеріал подавали через сопло діаметром 2,5 мм під тиском 120 мбар (12 кПа). Частота становила 80 Гц, а амплітуда дорівнювала 350 мВ. Вихід із сопла зображений на Фіг. 1(а). Процес був стабільним без утворення сателітних капсул. Кульки типу "без серцевини/оболонка" не спостерігались. Серцевини були децентрованими. Як четвертий підприклад, була застосована методика третього підприкладу з наведеними нижче змінами. Оболонковий матеріал подавали під тиском 125 мбар (12,5 кПа), а серцевинний матеріал подавали під тиском 80 мбар. Частота становила 100 Гц. Вихід із сопла зображений на Фіг. 1(а). Процес був стабільним без утворення невеликих капсул. Кульки типу "без серцевини/оболонка" не спостерігались. Центрування серцевини було кращим, аніж у третьому підприкладі. Як п'ятий підприклад, була застосована методика четвертого підприкладу з наведеними нижче змінами. Оболонковий матеріал подавали під тиском 115 мбар (11,5 кПа), а серцевинний матеріал подавали під тиском 75 мбар (7,5 кПа). Вихід із сопла зображений на Фіг. l(d). Невеликі капсули утворювались як побічний продукт, серцевини були децентрованими. ПРИКЛАД 9 Загалом дотримувались методики, опис якої наведений вище у Прикладі 1, за виключенням того, що діаметр внутрішнього сопла дорівнював 0,9 мм, а діаметр зовнішнього сопла дорівнював 2,2 мм; тиск матеріалу, який подавали на внутрішнє сопло, змінювався, тому був застосований тиск у 64 мбар (6,4 кПа), 70 мбар (7 кПа), 75 мбар (7,5 кПа), 80 мбар (8 кПа), 85 мбар (8,5 кПа) і 87 мбар (8,7 кПа). Тиск матеріалу, який подавали на зовнішнє сопло, підтримували на рівні 115 мбар (11,5 кПа). Частота вібрації дорівнювали 90 Гц. Сателітні капсули у ході процесу не утворювались. Якщо підвищувався тиск на внутрішньому соплі, поліпшувалось центрування серцевини у капсулах. Якщо тиск на внутрішньому соплі дорівнював 87 мбар (8,7 кПа), деякі одержані капсули легко руйнувались. Капсули, які були одержані під тиском у 85 мбар (8,5 кПа) на внутрішньому соплі, сушили протягом 2 год., і витримували в контакті з розчином альгінату натрію (0,25 % (мас.)) протягом 20 хв з одночасним перемішуванням при 250 об/хв. Частинки декілька разів промивали 1000 мл аліквотами води, яку у подальшому видаляли. Після цього промиті капсули вміщували у 100 мл розчину (5 % (мас.)) СаСІ2, відфільтровували, і промивали декількома 500 мл аліквотами води. Одержали капсули яйцеподібної форми. 9 UA 110337 C2 Незважаючи на те, що цей винахід був докладно описаний з посиланням на його здійснення, яким віддається перевага, слід мати на увазі, що фахівець у цій галузі зможе внести в нього різні зміни і запропонувати еквіваленти без відхилення від обсягу цього винаходу. 5 ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 60 1. Курильний виріб або бездимний тютюновий виріб, що включає в себе щонайменше одну багатооболонкову капсулу, яка включає в себе: внутрішню серцевину, яка містить першу рідку ароматизувальну композицію; внутрішню оболонку з першого полімерного матеріалу, яка принаймні частково оточує внутрішню серцевину, причому цей перший полімерний матеріал містить зшивний полісахарид, вибраний з групи, яка складається з альгінатів, пектинів, карагенанів, хітозанів, декстранів та їх комбінацій та сумішей, білок або віск; зовнішню оболонку з другого полімерного матеріалу, яка принаймні частково оточує внутрішню оболонку, причому цей другий полімерний матеріал містить зшивний полісахарид, вибраний з групи, яка складається з альгінатів, пектинів, карагенанів, хітозанів та їх комбінацій та сумішей; і другу рідку ароматизувальну композицію, розміщену у просторі між внутрішньою і зовнішньою оболонками. 2. Курильний виріб або бездимний тютюновий виріб за п. 1, який відрізняється тим, що багатооболонкова капсула є, по суті, сферичною і має діаметр від 1 мм до 7 мм. 3. Курильний виріб або бездимний тютюновий виріб за п. 1 або п. 2, який відрізняється тим, що згадані внутрішня і зовнішня оболонки багатооболонкової капсули мають сукупну товщину, включно зі згаданим простором між оболонками, від 12 мкм до 43 мкм. 4. Курильний виріб або бездимний тютюновий виріб за будь-яким із пп. 1-3, який відрізняється тим, що згадана багатооболонкова капсула має міцність на розрив під дією внутрішнього тиску від 6Н до 11Н. 5. Курильний виріб або бездимний тютюновий виріб за будь-яким із попередніх пунктів, який відрізняється тим, що щонайменше одна зі згаданих внутрішньої або зовнішньої оболонок багатооболонкової капсули містить зшитий альгінат. 6. Курильний виріб або бездимний тютюновий виріб за будь-яким із попередніх пунктів, який відрізняється тим, що згадана багатооболонкова капсула є яйцеподібною. 7. Курильний виріб або бездимний тютюновий виріб за будь-яким із попередніх пунктів, який відрізняється тим, що згадані перша і друга рідкі ароматизувальні композиції є різними. 8. Бездимний тютюновий виріб за будь-яким із попередніх пунктів, який включає в себе множину багатооболонкових капсул, принаймні деякі з яких мають різну сукупну товщину внутрішньої та зовнішньої оболонок. 9. Спосіб інкапсулювання рідкої ароматизувальної композиції у багатооболонкову капсулу, який включає: коекструдування першої рідкої ароматизувальної композиції і першого оболонкотвірного полімерного матеріалу для утворення краплі типу серцевина/оболонка; твердіння першого оболонкотвірного полімерного матеріалу згаданої краплі до утворення внутрішньої оболонки навколо внутрішньої серцевини, причому згадана внутрішня серцевина містить згадану першу рідку ароматизувальну композицію; покривання згаданої внутрішньої оболонки покривним шаром, який містить другий оболонкотвірний полімерний матеріал; твердіння згаданого другого оболонкотвірного полімерного матеріалу шляхом уведення в контакт згаданого другого оболонкотвірного полімерного матеріалу з іонами багатовалентного металу, присутніми у або на згаданій внутрішній оболонці, для утворення зовнішньої оболонки згаданої багатооболонкової капсули; відокремлення внутрішньої поверхні згаданої зовнішньої оболонки від зовнішньої поверхні згаданої внутрішньої оболонки; і утворення другої рідкої ділянки, розташованої у принаймні частині простору між згаданою зовнішньою поверхнею згаданої внутрішньої оболонки і згаданою внутрішньою поверхнею згаданої зовнішньої оболонки. 10. Спосіб за п. 19, який відрізняється тим, що включає покривання згаданої внутрішньої оболонки гелем, який містить один або декілька складників, які є, по суті, нерозчинними у згаданому другому оболонкотвірному полімерному матеріалі, в результаті чого перед або після твердіння згаданого другого оболонкотвірного полімерного матеріалу утворюється згадана друга рідка ділянка, яка містить одну або декілька складових, які є, по суті, нерозчинними. 10 UA 110337 C2 5 11. Спосіб за п. 9, який відрізняється тим, що перед повним твердінням згаданого покривного шару другого оболонкотвірного полімерного матеріалу, згадану покриту внутрішню оболонку вводять в контакт з другою рідкою ароматизувальною композицією протягом такого періоду часу та за таких умов, які достатні для того, щоб принаймні частина згаданої другої рідкої ароматизувальної композиції пройшла через згаданий покривний шар другого оболонкотвірного полімерного матеріалу для утворення згаданої рідкої ділянки, з подальшим твердінням згаданого другого оболонкотвірного полімерного матеріалу. 11 UA 110337 C2 12 UA 110337 C2 13 UA 110337 C2 14 UA 110337 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Назва патенту англійськоюFabrication of core/shell capsules of different geometries and treatment thereafter
Автори англійськоюLiu, Hongwei, Karles, Georgios, D., Zhuang, Shuzhong, Nepomuceno, Jose
Автори російськоюЛю Хунвей, Карлес Джорджиос Д., Чжуань Шучжон, Непомусено Хосе
МПК / Мітки
МПК: A23L 1/22, A24B 13/00, A24B 15/28
Мітки: подальша, типу, геометричну, форму, обробка, різну, капсул, виготовлення, мають
Код посилання
<a href="https://ua.patents.su/17-110337-vigotovlennya-kapsul-tipu-sercevina-obolonka-yaki-mayut-riznu-geometrichnu-formu-i-kh-podalsha-obrobka.html" target="_blank" rel="follow" title="База патентів України">Виготовлення капсул типу серцевина/оболонка, які мають різну геометричну форму, і їх подальша обробка</a>
Спосіб перевертання шматків м’яса, що мають неправильну геометричну форму і пристрій для його реалізації
Номер патенту: 84921
Опубліковано: 10.12.2008
Автор: Буш Фінн Мог
МПК: B65G 47/24
Мітки: неправильну, реалізації, перевертання, пристрій, мають, спосіб, м'яса, геометричну, шматків, форму
Формула / Реферат:
1. Пристрій для перевертання шматків м'яса (11), що мають неправильну геометричну форму, який відрізняється тим, що має засоби захоплення для захоплення шматка м'яса (11) та засоби обертання для обертання засобів захоплення навколо осі обертання (8), причому засоби захоплення включають принаймні два конвеєри (1, 2), змонтовані на спільній станині (3), де конвеєри (1, 2) пристосовані для переміщення шматка м'яса (11) у та/або із пристрою,...
Частинка типу серцевина-оболонка для застосування як наповнювача для формувальних мас додатків
Номер патенту: 100511
Опубліковано: 10.01.2013
Автори: Лібер Херманн, Хюберт Юрген, Ріманн Клаус Дітер, Ланвер Ульріх
МПК: B22C 7/00, B22C 1/18, B22C 9/08, B22D 7/10
Мітки: серцевина-оболонка, типу, мас, частинка, наповнювача, формувальних, додатків, застосування
Формула / Реферат:
1. Частинка типу серцевина-оболонка для застосування як наповнювача для формувальних мас додатків при виготовленні додатків, яка містить:(a) несучу серцевину, якамає розмір в діапазоні від 30 мкм до 500 мкм і складається з матеріалу, який стійкий максимально до температури 1400 °С і не містить полістиролу,(b) оточуючу цю серцевину оболонку, яка складається з або яка містить(b1) частинки зі значенням D50 розміру...
Апарат для видачі лотерейних білетів, що мають різну ціну, система розрахунку розподілення призу лотереї, лотерейна система з білетами, що мають різну ціну (варіанти), спосіб розподілення множини лотерейних біл
Номер патенту: 90853
Опубліковано: 10.06.2010
Автор: Райт Роберт Дж.
МПК: A63F 13/00
Мітки: розподілення, лотерейна, ціну, білетів, лотереї, різну, спосіб, апарат, лотерейних, розрахунку, варіанти, мають, bіл-2, призу, множині, система, білетами, видачі
Формула / Реферат:
1. Апарат для видачі лотерейних білетів, що мають різну ціну, який включає в себе:модуль приймання цінових категорій, який приймає першу цінову категорію, якій відповідає перша частина призу, і другу цінову категорію, якій відповідає друга частина призу, причому друга частина призу визначена такою, щоб перше співвідношення, між першою частиною призу і першою ціновою категорією, було відмінним - згідно з певним показником відмінності -...
Система для обертання продуктів, що мають неправильну геометричну форму, система для транспортування продуктів та спосіб обертання продукту
Номер патенту: 84922
Опубліковано: 10.12.2008
Автор: Буш Фінн Мог
МПК: B65G 47/82, B65G 47/24
Мітки: мають, продуктів, спосіб, геометричну, транспортування, форму, неправильну, продукту, система, обертання
Формула / Реферат:
1. Система для обертання продуктів (11), що мають неправильну геометричну форму, яка включає:- обертальну систему, яка має утримувальну частину і засоби (8) для обертання утримувальної частини, а отже, утримуваного продукту (11), на індивідуально визначений кут обертання навколо осі обертання,- засоби для визначення орієнтації кожного продукту (11) при його надходженні до системи, і- контролюючу систему обертальної...
Процес виготовлення альгінатних капсул
Номер патенту: 20743
Опубліковано: 15.02.2007
Автори: Пастер Ігор Петрович, Тронько Микола Дмитрович
МПК: C12N 11/00
Мітки: капсул, процес, альгінатних, виготовлення
Формула / Реферат:
Процес виготовлення альгінатних капсул, який включає формування двошарових альгінатних капсул, їх полімеризацію та промивання, який відрізняється тим, що на етапі полімеризації додатково перемішують розчин з капсулами на магнітній мішалці з частотою 60-90 об./хв.
Попередній патент: Фармацевтична композиція 1-адамантилетилокси-3-морфоліно-2-пропанолу або його фармацевтично прийнятних солей як кардіопротекторний лікарський засіб
Наступний патент: Хімічні сполуки
Випадковий патент: Приліжковий реабілітаційний комплекс