Система нарізного з’єднання для металевих труб і спосіб виконання нарізного з’єднання


Текст
1. Си стема резьбово го соединения дпя ме талли чески х тр уб , содержащая соедините льную муфту, выполненн ую с двумя о хваты вающими резьбовыми отверстиями, в которые завинчивают охваты ваемые элементы двух металлически х труб, имеющи х резьбу, пр ичем каждый из этих охва тываемых резьбовых элементов содержит на своем конце упорную зону, свободную от резьбы и завершавшуюся фронтальной стенкой, при этом фронтальные стенки охватываемых элементов уп ер ты др уг в др уга в свинченном по ложении резьбового соединения , а стопорные заплечики, располагающиеся на охватываемых элементах и в охваты вающи х о тверстия х соединительной муф ты, обеспечивают возможность точного позицио нирования в осе вом направлении о хва тываемых элементов в о хва тывающем отверстии, отли чающаяся тем, что свободная от резьбы перифе рийная ча сть упорной зоны каждого о хва тыва ю ще го элемента выполнена в ви де конической по вер хности, ось которой со впадает с осью соеди ните льной м уфты , в каждом из о хва тывающи х отвер стий которой выполнена соотве тствующая коническая повер хность, причем кони ческая по верхность упорной зоны перед упором друг в др у га упомянуты х фрон тальных стенок расположена с возможностью контакта в конце процесса свин чивания резьбово го соединения с соо тве тствую щей конической поверхностью охватывающего отверстия с наличием контактного давления, соз дающего герметизирующую опорную поверхность кон так та ме та лла с м е таллом , пр и этом фр он тальные стенки в свинченном положении уперты др уг в др уга по по вер хности контак та ме талла с металлом, располагающейся в плоскости, пер пен дик улярн ой про дольн ой оси со един яемы х труб 2 Система резьбового соединения по п 1, отличающаяся тем, что фрон тальная стенка каждого охва тываемого элемента выполнена плоской и расположена в плоскости, перпендикулярной продольной оси охватываемого элемента перед свинченным положением резьбового соединения. 3. Система резьбового соединения по п. 1 или 2 , отличающаяся тем, что стопорные заплечики выполнены с двух сторон соединительной муфты вн утри каждого охваты вающе го о тверстия в виде кольцевых стопорных повер хностей, ориентиро ванных навстречу поступательному продвижению соответствующего охваты ваемого элемента, при чем каждый охва тываемый элемент содержит со отве тствующую кольцевую повер хность, способ ную взаимодействова ть со стопорной кольцевой поверхностью, располагающейся в охватываю щем отверстии 4. Система резьбового соединения по п. 1 или 2 , отли ча ющаяся тем, что стопорные запле чики выполнены только с одной стороны соединитель ной муфты вн утри соотве тствующе го о хва тываю ще го отвер стия в виде кольце вой стопорной по вер хности, ориентиро ванной на встречу поступа тельному движению соответствующего о хва ты ваемого элемента в процессе свинчивания данно го резьбово го соединения, при чем каждый охва тываемый элемент, предназначенный для завин чивания в охватывающее отверстие соединитель ной муфты, снабженной стопорным заплечиком, имеющим стопорную кольцевую повер хность, со держит соответствующую кольцевую поверхность, рассчи танн ую на взаимодействие со стопорной кольцевой повер хностью о хва тыва ющего о твер стия соединительной муфты. 5. Система резьбово го соединения по п 4, о тли чающая ся тем , что каждый о хва тыва емый эле мент со держит кольцевую по вер хно сть, ко торая может служи ть стопорным запле чиком, и может быть завинчен в о хватывающее резьбовое отвер стие , со держащее стопорн ую кольцевую по вер х ность или не содержащее такой поверхности. 6. Система резьбового соединения по любому из пп. 3-5 , отл ичающа яся тем , что стопорные за плечики содержат вн утри о хваты вающи х о твер стий соедини тельной м уфты кольцевую повер х ность, расположенную в плоскости, перпендику см о 1 CM on 27544 лярной продольной оси соединительной муфты, между конической поверхностью охва тывающего отверстия муфты и концом резьбы на этой охватывающей повер хности , причем кольцевая повер хность может входи ть в упор в соответствующую кольцевую повер хность, выполненн ую на стенке соответствующего охватываемого элемента между конической поверхностью этого охва тываемого элемента и концом резьбовой части, выполненной на этом охватываемом элементе. 7. Система резьбового соединения по любом у из п л. 3-5 , о тлича ющая ся тем, что стоп орны е за плечики охваты вающего о тверстия расположены между коническими поверхностями герметизации о хва ты вающего о тверстия и средне й з оной соединительной муфты, причем стопорные заплечи ки охваты ваемого элемента расположены между фронтальной стенкой и конической поверхностью герметизации охватываемого элемента 8. Система резьбового соединения по п.З или лю бому из пп. 6 -7, о тлича ющаяся тем, что стопор ные запле чики, ра сположенные с обеи х сторон соединительной муфты , в свинченном положении резьбового соединения, когда фронтальные стен ки двух охватываемых элементов с усилием упер ты др уг в др уга , расположены с небольшим зазо ром на уро вне , по меньшей мере, одной из двух пар стопорных заплечиков. 9. Система резьбового соединения по любом у из пп . 1-8 , о тличающаяся тем , что кони че ская по верхность охваты ваемого элемента соединена со стороны свое го кон ца боль ше го диаме тра с со единительной поверхностью при помощи связую щей кольцевой по вер хности тороидальной фор мы. 10. Система резьбового соединения по п. 9, отли чающаяся тем, что коническая повер хность, сформированная на вн утренней стенке соедини тельной муфты, предназначенной для взаимодей ствия с со отве тствующе й кони ческой по вер хно стью о хва ты ваемо го элемента , имее т диаме тр, превышающий на входном конце наибольший диаметр этой о хваты ваемой кони ческой по вер х ности, и образующую, параллельную образующей этой о хва ты ваемой кони ческой по вер хно сти и превышающую по своей длине образующую этой охва тываемой конической поверхности. 11. Система резьбового соединения по любому из пп . 1 -Ю, о тли ча ющая ся тем , что обр аз ующая конической повер хности на о хва ты ваемом эпементе имеет длину в диапазоне от О, 5 до 5,0 мм и наклон по о тно шению к продо льной оси о хва ты ваемого элемента, имеющий величину в диапазо не от 5 до 25е. 12. Система резьбового соединения по любому из лп. 1-6, отличающаяся тем, что коническая поверх ность со стороны ее меньшего диаметра связана с фронтальной стенкой тороидальной соединительной поверхностью, радиус закругления которой имеет величину в диапазоне от 0,2 до 1,5 мм. 13. Система резьбового соединения по любому из пп. 1-12, отли чающаяся тем, что вн утри соедини те льной м уфты в зоне , свобо дной о т резьбы, в каждом охва тывающем отверстии расположено кольцевое пространство , примыкающее к началу уча стка конической резьбы и выполненн ое для обеспечения возможности механической обработки этой резьбы. 14. Система резьбового соединения по любому из лп. 1-13 , о тли вающаяся тем, что резьбо вые уча стки о хва тываемы х элементов и двух о хва тываю щи х о тверстий выполнены коническими с возмож ностью оказания контактного да вления при взаи модействии друг с др угом. 15. Система резьбового соединения по любому из пп. 1-13 , о тли чающаяся тем, что резьбовые уча стки о хва тываемы х элементов и двух о хва тываю щи х отверстий выполнены цилиндрическими. 16. Система резьбового соединения по любому из пп. 1-13 , о тли чающаяся тем, что резьбовые уча стки о хва тываемы х элементов и двух о хва тываю щи х отверстий содержат двухступенчатую резьбу. 17. Система резьбового соединения по п. 16, о т личающаяся тем, что стопорные заплечики охва тывающи х о тверстий соединительной муфты рас лоложены в зоне, обеспе чивающей связь между двумя ступенями резьбы, причем оба стопорны х заплечика охватываемых элементов расположены в соответствующи х зонах резьбы, выполненной на охватываемых элементах резьбового соединения. 18. Система резьбового соединения по любому из пп. 1-17 , о тли чающаяся тем, что резьбовые уча стки охваты ваемых элементов и двух о хватываю щи х отверстий предста вляют резьбу упорного типа с нагр уженными профи лями с положите ль ными или отрицательными углами. 19. Способ выполнения резьбово го соединения для ме талли чески х тр уб , содержа ще го соедини тельн ую м уфту, сна бженную двумя о хва ты ваю щими резьбовыми отверстиями, в которые завин чивают о хва тываемые резьбовые элементы двух соединяемых металлических тр уб, причем каждый из эти х о хва тываемы х резьбовы х элемен тов со держи т на сво ем кон це сво бо дн ую о т резь бы упорную зону, завершающуюся фронтальной стенкой, эти фрон тальные стенки о хва тываемы х элемен то в мо гут упира ться др уг в др уга в свин ченном положении резьбового соединения труб, а стопорные заплечики, расположенные на каждом из о хва тываемы х элементов и в каждой из о хва тывающи х о тверстий соединительной муфты, обеспечивают точное позиционирование в осевом направлении эти х о хва тываемы х элементов в о х ваты вающем о тверстии, в котором свободная от резьбы периферийная зона каждого охватываемо го элемента в окрестности соответствующей фронтальной стенки содержит коническую по вер хность, ось которой со впадает с продольной осью охва тываемого элемента, причем эта кони ческая повер хность может входи ть в ме хани че ский контакт в конце операции завин чивания, но до упора др уг в др уга фрон тальных стенок, с со ответствующей конической поверхностью охва ты вающе го о тверстия с оказанием контактного дав ления, создающего герметизирующую контактную повер хность металла с металлом, причем фрон тальные стенки в свинченном положении резьбо во го со едине ния упира ются др уг в др уга по по вер хности контак та ме талла с ме таллом , ра спо ложенной в плоскости, перпендикулярной оси со единяемых между собой тр уб, и позиционирован ной в зоне строго определенного доп уска по о т 27544 ношению к средней плоскости соединительной муфты , о тли ча ющийся тем , что сна ча ла осуществляют завинчивание первого о хва тываемого элемента в охваты вающее отверстие соединительной муфты вплоть до появления резкого увеличения момента затяжки, сочетающегося с блокировкой дальнейшего поступательного перемещения охватываемого элемента, связанной с вхождением во взаимный механический контакт двух соответствующи х стопорных заплечиков на этом первом о хва тываемом элементе и в е го о хва ты вающем отверстии, после чего осуществляют завинчи вание второ го о хва ты ваемого элемен та в его о хва ты ва ющее о тверсти е впло ть до упора друг в др уга фронтальны х стенок двух о хва тываемых элементов и приложения к завинчиваемому о хваты ваемому элементу наперед заданного момента затяжки, причем в конце операции свинчивания резьбового соединения между двумя стопорными заплечиками, соответствующими второму охваты ваемому элементу и его о хва тывающему отверстию, имеет место зазор. Настоящее изобретение относится к области нефтяной и газовой промышленности, а более точно к системе резьбового соединения, которая используется для образования трубопроводов при добыче жидкотекучих полезных ископаемых или производственных тр убопроводов, а также для формирования колонн обсадных тр уб, используемых при разработке или эксплуатации месторождений нефти или природного газа. Данное изобретение касается также труб для любого др уго го применения, где могут возникнуть проблемы того же типа, например, решение геотермических задач или построение паропроводов. При создании трубопроводов упомянуты х выше типов возникают многочисленные тр удности, связанные с необходимостью обеспечения герметичности соединений между концами отдельных труб, примем эти трубы обычно являются металлическими. Наиболее широко используемые системы соединения металлических труб содержат обычно конические резьбовы е уча стки на концах эти х тр уб, которые дают возможность при очень небольшом числе оборотов в процессе навинчивания обеспечить стабильное сжатие соединяемых тр уб и характеризуются при этом превосходными механи ческими характери стиками без всякого риска саморазвинчивания сформированного соединения. В то же время, подобные ре'эбо вые соединения оказываются практически не способными обеспечить герметичность формируемого соединения, поскольку нефть или газ, циркулир ующие по данному тр убопроводу под высоким давлением, легко проникают вдоль витков соединительной резьбы через имеющиеся в них зазоры. Использование густых смазочных материалов, заправленных наполнителем, представляющим собой порошок весьма тонкого помола, состоящий из твердых частиц различной природы, существенно снижает эти уте чки, но не может исключить их полностью. Известны способы обеспечения герметичности подобных соединений благодаря использованию кольцевых упорных и опорных зон, выполненных при помощи механической обработки на каждом из соединяемых элементов. Упомянутые кольцевые зоны позволяют обеспечить при помощи сжатия, сопровождаемого достаточной упругой деформацией, реализацию вполне герметичного контакта металла с металлом. В настоящее время известны различные способы соединений резьбовых элементов с наружной и вн утренней резьбой, позволяющие обеспечи ть вполне герметичные связи металла с металлом с достаточно высокими характеристиками. Такой, например, является система соединения, описанная в европейском патенте [1 ] Конический резьбовой охва тываемый элемент содержит упорн ую зон у, образованн ую вогн утой конической повер хностью, при чем эта зона упирается во внутреннюю выпуклую коническую повер хность. Вып уклая опорная коническая поверхность, примыкающая к упомянутому о хватываемому упору, одновременно входит в контакт со внутренней вогнутой конической поверхностью сопрягаемого элемента. В соответствии с европейским патентом [1] в аналогичной системе соединения предусмотрена направляющая поверхность, позволяющая исключить весьма распространенную опасность повреждения упомянутой нар ужной или охваты ваемой опорной поверхности в результа те случайного зацепления этой повер хности за вн утреннюю резьбу в процессе вве дения охва тываемого эле мента данного соединения внутрь охва тывающего элемента. Реализованные подобным образом системы соединения, хотя они и характеризуются хорошей герметичностью стыков, обладают существенным недостатком, который состоит в необходимости выполнения в зоне соединения значительных утолщений. Были предложены и другие варианты технического решения упомянутой проблемы, однако и они не могут быть признаны вполне удовле творительными. Так, в европейском патенте [2] описывается система соединения тр уб при помощи муфты, внутри которой фронтальные кромки двух о хва тываемых элементов концов соединяемых между собой труб упираются друг в др уга. Кроме того, упомянутым фронтальным кромкам соединяемых концов труб придается во гн утый конический профиль, который способствуе т раздутию или распиранию концов упомянуты х о хва тываемых концов тр уб, которые вследствие этого упираются во внутреннюю стенку упомянутой муфты, имеющую в средней зоне этой муфты цилиндрическую форму. В этом патенте описываются различные специальные профили, которые позволяют в е ще большей степени усовершенство вать, с одной стороны, герметичность контакта соединяемых 27544 элементов, реализуемого в зоне расположения упомянуты х фронтальных кромок, а с другой стороны, герметичность контакта между внутренней цилиндрической стенкой соединительной муфты и располагающимися против этой стенки боковыми поверхностями охваты ваемых данной муфтой элементов, примыкающими к упомянутым фронтальным кромкам. Такой тип трубно го соединения дает возможность эффективно уменьшить толщину соединительной муфты и упростить механиче скую обработку ее внутренней поверхности. Однако описанная система соединения обладает по меньшей мере двумя существенными недостатками Вопервых, упорные поверхности, которые в предпочтительном варианте реализации являются коническими, пластически деформируются на своих боковых кромках в процессе сжатия стыка и многочисленные операции свинчивания и развинчивания соединения такого типа усугубляют эти деформации вплоть до нарушения герметичности упора соединяемы х элемен то в др уг в др уга, а также нарушения герметичности боковых поверхностей этих элементов, опирающихся на внутреннюю повер хность соединительной муфты. И, вовторых, в том случае, когда формируется длинная вертикально расположенная колонна соединяемых таким образом труб, осевое усилие растяжения, связанное с весом этой колонны, может достига ть таких величин , под действием которых упорный контакт в стыке ослабляется или исчезает со всем, причем одновременно то же самое происходит и с боковыми поверхностями опоры на внутреннюю поверхность соединительной муфты, для которых радиальное давление, оказываемое концевой зоной данного охватываемого элемента, прекращается, когда исчезает эффект упора. За прототип заявляемого изобретения принята система резьбового соединения для металлических труб [3], содержащая соединительную муфту, выполненную с двумя охваты вающими резьбовыми отверстиями, в которые завинчивают охва ты ваемые элемен ты двух металли че ски х тр уб, имеющи х резьбу, причем каждый из этих охва тываемых резьбовых элементов содержит на своем конце упорную зону, свободную от резьбы и завершающуюся фронтальной стенкой, при этом фронтальные стенки охватываемых элементов уперты др уг в др уга в свинченном положении резьбового соединения, а стопорные заплечики, располагающиеся на охватываемых элементах и в охва тывающи х о тверстия х соединительной муфты, обеспечивают возможность точного позиционирования в осевом направлении охва тываемых элементов в о хватывающем отверстии. В качестве прото типа заявляемого изобретения принят также способ выполнения резьбового соединения для металлических тр уб[3], содержащего соединительную муфту, снабженную двумя охватывающими резьбовыми отверстиями, в которые завинчивают охваты ваемые резьбовые элементы двух соединяемых металлических труб, причем каждый из этих о хватываемых резьбовых элементов содержит на своем конце свободную от резьбы упорную зону, завершающуюся фронтальной стенкой, эти фронтальные стенки охватываемы х элемен то в мо гут упир а ться др уг в др уга в свинченном положении резьбового соединения тр уб, а стопорные заплечики, расположенные на каждом из охватываемых элементов и в каждой из охва тывающи х отверстий соединительной муфты, обеспечивают точное позиционирование в осевом направлении этих о хва тываемых элементов в охваты вающем отверстии , в которое свободная от резьбы периферийная зона каждого охватываемого элемента в окрестности соответствующей фронтальной стенки содержит коническую повер хность, ось которой совпадает с продольной осью охва тываемого элемента, причем эта коническая поверхно сть может входи ть в ме ханический контакт в конце операций завинчивания, но до упора друг в др уга фронтальны х стенок, с соответствующей конической поверхностью охва тывающе го отверстия с оказанием контактного давления, создающего герметизирующую контактную поверхность металла с металлом, причем фронтальные стенки в свинченном положении резьбового соединения упираются др уг в др уга по повер хности контакта металла с металлом, расположенной в плоскости, перпендикулярной оси соединяемых между собой труб, и позиционированной в зоне стро го определенного доп уска по отношение к средней плоскости соединительной муфты В этой заявке описывается резьбовая система соединения для труб, применяемых, в частности, для паропроводов, газопроводов или нефтепроводов, работающих под высоким давлением. Согласно этой заявке фронтальные кромки двух охва тываемых элементов вследствие и х вогн утой конической формы упираются своим нар ужным краем во внутреннюю поверхность соединительной муфты. По мере сжатия такого стыка с достаточно большим усилием воронкообразное раскрытие, которым обладают эти кромки в направлении изнутри, снова закрывается одновременно с расширением и упирается во внутреннюю стенку соединительной муфты в ее средней зоне. Зона упора фронтальных кромок двух соединяемых элементов др уг в др уга образуе т первую зону герметизации, а радиальный контакт соединяемых элементов с вн утренней стенкой муфты , возникающий в рез ульта те обжатия упомянутого вы ше упора, образует втор ую зону герметизации. Специальные заплечики позволяют ограничить осевое перемещение каждого из охваты ваемых элементо в вн утри сое дини тельной муфты. Система соединения труб в соотве тствии с упомянутой заявкой на патент Великобритании характеризуется практически теми же преимуществами и теми же недостатками, что и процитированная ранее заявка на европейский патент ЕР. Имея в виду описанный выше тип соединения тр уб, следуе т о тмети ть, что в этом случае практически невозможно исключить явления заедания или заклинивания стыка, а также избежать пластической деформации фронтальных кромок охва тываемы х элементо в соединяемых между собой труб в процессе их свинчивания даже в том случае, если заменить вогнутые конические кромки на кромки закругленной формы. Кроме то го, предста вляется весьма тр удным делом обеспе 27544 чить достаточное по величине и воспроизводимое перемещение стенок соединяемых элементов в радиальном направлении для того, чтобы заполнить кольцевое пространство, существующее между вн утренней стенкой соединительной муфты и располагающимися против нее стенками охватываемых элементов соединяемых тр уб, примыкающими к упомянутым фронтальным кромкам. Характерным недостатком данной системы соединения труб также является то, что в случае, когда растягивающее усилие о т длинной колонны соединенных таким образом труб станови тся слишком большим, как первая, так и вторая зоны герметизации полностью утрачи вают свою герметичность. Недостаток известного способа заключается в том, что после произведенных над соединяемыми элементами операций не обеспечивается полная герметичность стыка тр уб , кроме того, упорный контакт в образованном стыке легко ослабляется под воздействием растягивающи х осевы х усилий, что может привести к аварийной ситуации на трубопроводе. С уче том приведенной вы ше ин формации были предприняты поиски возможностей сохранения преимуществ, которыми обладает соединительная муфта относительно небольшой толщины типа той соединительной муфты, которая описана в двух последних описанных вы ше документа х. Действи тельно, эти преимущества являются следствием ликвидации утолщенных наконечников, в которы х ме ханически протачивались упоры и опорные поверхности, описанные в документах типа заявки на европейский патент [1]. В этой связи были предприняты поиски главным образом возможностей практической реализации достаточно экономичных тр убных соединений, содержащих две ступени герметизации, обеспечиваемые взаимным упором друг в др уга соединяемых элементов с одной стороны, и опорой на некоторый третий элемент системы соединения с другой стороны. При этом речь должна идти о системах соединения труб, в которых разжатие взаимного упора состыкованных элементов, вызванное, например, слишком большим весом объединенной колонны труб, не б',дет иметь непосредственного влияния на уровень герметичности упомянутой выше опорной поверхности. Были также предприняты попытки найти возможность устранения опасности быстрого нарушения качества контакта металла с металлом, реализуемого между упомянутыми выше фронтальными кромками охватываемы х муфтой стыкуемых между собой элементов в процессе осуществления повторяющи хся циклов свинчи вания и развинчивания этих о хва тываемых элементов стыка. Были также осуществлены попытки сформировать вторую зону герметизации ограниченной в осевом направлении длины для того , чтобы упростить требуемую механическую обработку элементов стыка. При этом соблюдалось условие, чтобы данная система соединения труб не требовала существенного увеличения толщины соединительной муфты и степень герметичности, получаемая в этой второй зоне обеспечения общей герметичности данного стыка, не изменялась су щественным образом в случае возможного разжатия первоначально созданного упорного контакта между фронтальными кромками охва тываемых муфтой концов соединяемы х в данном случае труб. И еще, были предприняты попытки разрешить определенным и воспроизводимым образом проблему осуществления точного и воспроизводимого осевого замыкания или заклинивания двух упомянутых вы ше охва тываемых элементов, упирающи хся др уг в др уга своими фронтальными кромками внутри соединительной муфты, исключая при этом опасность недоста точно плотно го или, наоборот, сли шком плотного свинчивания стыка между упомянутыми охватываемыми элементами. В основу изобретения поставлена задача повышения герметизации и устойчиво сти к разрушению системы резьбового соединения для металлических тр уб путем выбора оптимальной геометрической конфигурации охватываемых элементов тр уб и соедини тельной муфты , в частности, выполнения периферического участка упорной зоны охваты вающи х элементов коническим, соответствующим форме ответного охватывающе го отверстия муфты , а также создания контакта упорной зоны с наличием контактного давления, и ориентирования контакта фронтальных стенок охва тываемых элементов в плоскости, перпендикулярной продольной оси тр уб, что обеспечи вает безлюфтовую радиальную связь и максимальное сжатие между о хва тываемыми элементами и взаимодействующими с ними о тве тными охватывающими элементами муфты , которое в сочетании с фрон тальным сжатием охваты ваемых м уфтой торцо в тр уб, на хо дящи хся в свинченном и затян утом состоянии , создает гермети чное и прочное сое динение , устой чивое к воздействию осевых усилий растяжения. В основу изобретения поставлена также задача повышения эффекти вности способа выполнения резьбового соединения путем поэтапного завинчивания охватываемых элементов труб в соответствующие им охва тывающие отверстия муфты с обеспечением упора фронтальных стенок охва тываемых элементов, и воздействием на завинчиваемый охватывающий элемент наперед заданным моментом затяжки, что позволяет осуществить равномерное распределение механических напряжений между прижимаемыми друг к другу повер хностями в процессе затяжки стыка, а также обеспечивает безлюфто вую радиальн ую связь и максимальное сжатие между о хваты ваемыми элементами и взаимодействующими с ними ответными охваты вающими элементами муфты, которое в сочетании с фронтальным сжатием охватываемых м уфтой торцов труб, на ходящи хся в свинченном и затянутом состоянии, создает герметичное и прочное соединение, устойчи вое к воздействию осевых усилий растяжения. Поставленная задача решается за счет того, что в системе резьбового соединения для металлических труб, содержащей соединительную муфту, выполненную с двумя охватывающими резьбовыми отверстиями, в которые завинчивают о хватываемые элементы двух металлически х тр уб, имеющи х резьбу, причем каждый из эти х о хваты 27544 ваемых резьбовых элементов содержит на своем конце упорную зону, свободн ую от резьбы и завершавшуюся фронтальной стенкой, при этом фронтальные стенки охватываемых элементов уперты др уг в др уга в свин ченном положении резьбового соединения, а стопорные заплечики, располагающиеся на охватываемых элементах и в охва тывающи х о тверстиях соединительной муфты, обеспечивают возможность точного позиционирования в осевом направлении охва тываемых элементов в охва тывающем отверстии, согласно изобретения, свободная от резьбы периферийная часть упорной зоны каждого охваты вающего элемента выполнена в виде конической поверхности, ось которой совпадает с осью соедини тельной муфты, в каждом из охваты вающи х отверстий которой выполнена соответствующая коническая поверхность, причем коническая поверхность упорной зоны, перед упором друг в др уга упомянутых фронтальных стенок, расположена с возможностью контакта в конце процесса свинчивания резьбового соединения с соответствующей конической поверхностью охва тывающего отверстия с наличием контактного давления, создающего герметизирующую опорную поверхность контакта металла с металлом, при этом фронтальные стенки в свинченном положении уперты др уг в друга по поверхности контакта металла с металлом, располагающейся в плоскости, перпендикулярной продольной оси соединяемых тр уб. При этом фронтальная стенка каждого охватываемого элемента выполнена плоской и расположена в плоскости, перпендикулярной продольной оси охваты ваемого элемента перед свинченным положением резьбового соединения, стопорные заплечики выполнены с двух сторон соединительной муфты вн утри каждого охваты вающего отверстия в виде кольцевых стопорных поверхностей, ориентированных на расположение навстречу поступательному продвижению соответствующего о хва тываемого элемента, причем каждый охва тываемый элемент содержит соответствующую кольцевую повер хность, способную взаимодействова ть со стопорной кольцевой поверхностью, располагающейся в о хва тывающем отверстии Стопорные заплечики выполнены только с одной стороны соединительной муфты вн утри соотве тствующего о хва тывающе го отверстия в виде кольцевой стопорной поверхности, ориентированной на расположение навстречу поступательному движению соответствующего охватываемого элемента в процессе свинчивания данного резьбового соединения, причем, по меньшей мере, каждый охватываемый элемент, предназначенный для завинчивания в охватывающее отверстие соединительной муфты, снабженной стопорным заплечиком, имеющим стопорную кольцевую поверхность, содержит соответствующую кольцевую повер хность, рассчитанн ую на взаимодействие со стопорной кольцевой поверхностью о хватывающего отверстия соединительной муфты. Каждый охватываемый элемент содержит кольцевую поверхность, которая может служить стопорным заплечиком, и может быть завинчен в охватывающее резьбовое отверстие, содержащее стопорную кольцевую повер хность или не содер жащее такой поверхности, причем стопорные заплечики содержат внутри охваты вающи х отверстий соединительной муфты кольцевую поверхность, расположенную в плоскости, перпендикулярной продольной оси соединительной муфты , между конической поверхностью охватывающе го отверстия муфты и концом резьбы на этой охва тывающей по верхности , причем кольцевая поверхность может входи ть в упор в соотве тствую щую кольцевую по вер хность, выполненную на стенке соответствующего о хваты ваемого элемента между конической поверхностью этого охва тываемого элемента и концом резьбовой части, выполненной на этом охваты ваемом элементе.' Стопорные заплечики охватывающего о тверстия могут быть расположены между коническими поверхностями герметизации охватывающего отверстия и средней зоной соединительной муфты, причем стопорные заплечики охваты ваемого элемента могут бы ть расположены между фронтальной стенкой и конической поверхностью герметизации охватываемого элемента. Стопорные заплечики, расположенные с обеих сторон соединительной муфты , в свинченном положении резьбового соединения, когда фронтальные стенки двух о хватываемых элементов с усилием уперты друг в др уга, расположены с небольшим зазором на уровне, по меньшей мере, одной из двух пар стопорных заплечиков Кроме того, коническая поверхность охватываемого элемента соединена со стороны своего конца большого диаметра с соединительной повер хностью при помощи связующей кольцевой поверхности тороидальной формы, а коническая повер хность, сформированная на вн утренней стенке соединительной муфты, взаимодействующей с соответствующей конической поверхностью охва тываемого элемента, имеет диаметр, превышающий на входном конце наибольший диаметр этой охваты ваемой конической поверхности, и образующую, параллельную образующей этой охваты ваемой конической поверхности и превышающую своей длиной образующую этой охватываемой конической поверхности. При этом образующая конической поверхности на охва тываемом элементе имеет длину в диапазоне от 0, 5 до 5,0 WJM И наклон по отношению к продольной оси охватываемого элемента, имеющий величин у в диапазоне от 5 до 25°, причем коническая поверхность со стороны ее конца малого диаметра связана с фронтальной стенкой тороидальной соединительной поверхностью, радиус закругления которой имеет величину в диапазоне от 0,2 до 1, 5 мм. Внутри соединительной муфты в зоне, свободной от резьбы, в каждом охва тывающем отверстии расположено кольцевое пространство, примыкающее к началу участка конической резьбы и выполненное для обеспечения возможности механической обработки этой резьбы. Резьбовые участки охватываемых элементов и двух о хва тывающи х отверстий выполнены коническими с возможностью оказания контактного давления при взаимодействии друг с др угом, либо выполнены цилиндрическими и могут содержать двухступенчатую резьбу. 27544 Стопорные заплечики охватывающи х отверстий соединительной муфты расположены в зоне, обеспечивающей связь между двумя ступенями резьбы, причем оба стопорных заплечика охватываемых элементов расположены в соответствующи х зонах резьбы, выполненной на охватываемых элементах резьбового соединения. Кроме того, резьбовые участки охваты ваемых элементов и двух о хваты вающи х о тверстий могут представля ть резьбу упорного типа с нагруженными профилями с положительными или отрицательными углами Поставленная задача достигается также за счет то го, что в способе выполнения резьбового соединения для металлических труб, содержащем соединительную муфту, снабженную двумя охватывающими резьбовыми отверстиями, в которые завинчивают охватываемые резьбовые элементы двух соединяемых металлических труб , причем каждый из этих охва тываемых резьбовых элементов содержит на своем конце свободную от резьбы упорную зону, завершающуюся фронтальной стенкой, эти фронтальные стенки охватываемых элементов могут упираться друг в друга в свинченном положении резьбового соединения труб, а стопорные заплечики, расположенные на каждом из охва тываемых элементов и в каждой из охватывающи х отверстий соединительной муфты, обеспечивают точное позиционирование в осевом направлении этих о хватываемых элементов в о хватывающем отверстии, в которое свободная от резьбы периферийная зона каждого охватываемого элемента в окрестности соответствующей фронтальной стенки содержит коническую поверхность, ось которой совпадает с продольной осью охватываемого элемента, причем эта коническая поверхность может входи ть в механический контакт в конце операций завинчивания, но до упора друг в др уга фронтальных стенок, с соответствующей конической поверхностью охватывающе го отверстия с оказанием контактного давления, создающего герметизирующую контактную поверхность металла с металлом, причем фронтальные стенки в свинченном положении резьбового соединения упираются друг в друга по повер хности контакта металла с ме-аллом, расположенной в плоскости, перпендикулярной оси соединяемых между собой труб, и позиционированной в зоне строго определенного допуска по отношение к средней плоскости соединительной муфты, согласно изобретению, сначала осуществляют завинчивание первого охватываемого элемента в охватывающее отверстие соединительной муфты вплоть до появления резкого увеличения момента затяжки, сочетающегося с блокировкой дальнейшего поступательного перемещения охватываемого элемента, связанной с вхождением во взаимный механический контакт двух соответствующих стопорных заплечиков на этом первом охва тываемом элементе и в его охва тывающем отверстии, после чего осуществляют завинчивание второго охватываемого элемента в его охватывающее отверстие вплоть до упора друг в др уга фронтальных стенок двух охватываемых элементов и приложения к завинчиваемому охватываемому элементу наперед заданного момента затяжки, причем в конце операции свинчи вания резьбового соединения между двумя стопорными заплечиками, соответствующими второму охватываемому элементу и его о хва тывающему о тверстию, имеет место зазор Система резьбового соединения для труб в соответствии с предлагаемым изобретением содержит соединительную муфту, оба конца которой снабжены гнездами или отверстиями с внутренней резьбой В эти гнезда или отверстия могут быть ввинчены охватываемые концы двух тр уб с наружной резьбой, о соединении которых идет речь в данном случае. Конец каждой из этих соединяемых труб содержит фронтальную кромку или стенку, вн утренняя сторона которой в случае необходимости содержит закругление определенного радиуса или скошенный угол Длина конца каждой тр убы, снабженного наружной резьбой, в осевом направлении определяется таким образом, чтобы в процессе завинчивания этих элементов стыкуемых труб в соответствующие отверстия или гнезда соединительной муфты, снабженные внутренней резьбой, фронтальные кромки или стенки этих концов плотно упирались друг в др уга . Обжатый соответствующим образом механический контакт между двумя этими упорными поверхностями или кромками образует в предпочтительном варианте герметичный контакт металла с металлом Установлению этого герметичного контакта предшествует установление др угого и также герметичного контакта металла с металлом, реализуемого между кольцевым участком периферийной стенки упомянутого о хваты ваемого конца соединяемых между собой тр уб, в предпочти тельном варианте практической реализации прилегающим к упомянутой фронтальной поверхности или фронтальной кромке и соответствующей кольцевой зоной внутренней стенки соединительной муфты. Две эти х кольцевых зоны охватываемых концов соединяемых между собой тр уб и соединительной муфты имеют конические поверхности, образующие которых наклонены определенным образом по отношению к продольной оси упомянутой соединительной муфты. В предпочтительном варианте реализации образующие эти х конических поверхностей составляют с продольной осью данного стыка угол, величина которого может изменяться в пределах от 5 до 25°, причем в предпочтительном варианте эти образующие являются параллельными друг другу в их средней зоне. Однако, на своих концах упомянутые конические поверхности могут содержать искривления, предназначенные для соединения с прилегающими к ним поверхностями соответствующи х стенок. Упомянутые конические поверхности ориентированы таким образом, чтобы их диаметры уменьшались по мере приближения к средней части соединительной муфты Эти конические поверхности размещаются и и х размерные параметры определяются таким образом, чтобы упомянутая коническая поверхность каждого о хва тываемого конца соединяемых в данном случае труб входила в контакт с соответствующей внутренней поверхностью соединительной муфты в процессе ввинчивания данного элемента в отверстие муфты, и чтобы взаимодействие между двумя этими по вер хностями при води ло к созда 27544 нию конической опорной поверхности обеспечения герметичности контакта металла с металлом. Длина образующей эти х конических опорных поверхностей герметизации в предпочтительном варианте реализации имеет величину в диапазоне от 0,5 мм до 5,0 мм. Характеристики герметичности упомянуты х конических опорных поверхностей зависят от достигаемого уровня механических напряжений, состояния входящи х в контакт поверхностей и от характеристик используемых в данном случае покрытий и/или смазочных материалов. Упомянутые покрытия и/или смазочные материалы в предлагаемой системе соединения труб играют особенно важную роль в тех случаях, когда выполняемые соединения в процессе эксплуа тации будут подвер гаться многочисленным циклам свинчивания и развинчивания по тем или иным причинам. Использование таких конических опорных поверхностей, характеризующи хся очень короткими образующими, облегчается путем точного расположения в осевом направлении каждого охватываемого элемента участвующей в соединении трубы вн утри соединительной муфты с тем, чтобы плоскость упора друг в др уга фронтальных кромок двух соединяемых тр уб находилась строго в том самом месте, где геометрия данного стыка обеспечивает максимум его эффективности, то есть в зоне со строго определенными допусками по отношению к средней плоскости соединительной муфты, причем такое позиционирование должно быть воспроизводимым в процессе свинчивания данного соединения. Для достижения этой цели на соединительной муфте и на соединяемых между собой труба х используется система стопорных заплечиков или выступов, которая располагается на соединительной муфте в предпочтительном варианте реализации в окрестности внутренних повер хностей обеспечения герметизации. На соединительной муфте располагаются предпочтительно два таких выступа или заплечика, расположенные на одинаковых расстояниях от средней плоскости данной муфты. Однако, предлагаемая резьбовая система соединения может содержать только один заплечик или выступ, располагающийся с одной стороны муфты и соотве тствующий вставлению и расположению при помощи ввинчивания только одного о хва тываемого конца трубы . Каждый из эти х выступов или заплечиков снабжен кольцевой стопорной поверхностью, ориентированной таким образом, чтобы она противостояла поступательному движению вперед соответствующего о хватываемого конца трубы в процессе его ввинчивания в соединительную муфту. Со своей стороны, каждый охватываемый конец трубы содержит один заплечик или выступ, снабженный кольцевой стопорной поверхностью, соответствующей кольцевой стопорной поверхности муфты таким образом, чтобы продвижение вперед этого охватываемого элемента в процессе его ввинчивания в о тверстие муфты было заблокировано соответствующим выступом или заплечиком этой муфты. В том случае, когда на данной соединительной муфте имеются два стопорных выступа, осевое расстояние между кольцевыми стопорными поверхностями охваты ваемых эле ментов, когда эти элементы находятся в положении упора друг в др уга, определяется с учетом допусков на механическую обработку таким образом, чтобы оно немного превышало расстояние между кольцевыми стопорными поверхностями выступо в или заплечиков, жестко связанных с муфтой. Э то необходимо для того , чтобы при нормальном функционировании данной системы соединения между этими стопорными поверхностями существовал определенный зазор в положении, когда фронтальные кромки охватываемых элементов упираются друг в др уга. Таким образом, описанные выше выступы или заплечики не могут помешать двум о хватываемым элементам, ввинчиваемым в соединительную муфту, упереться друг в др уга Способ соединения двух тр уб в соотве тствии с предлагаемым изобретением состоит во ввинчивании первого охватываемого конца первой из соединяемых тр уб в отверстие соединительной муфты до достижения взаимодействия между двумя коническими поверхностями герметизации и последующей блокировки дальнейшего поступательного движения вперед охватываемого конца тр убы при помощи первой пары соответствующи х стопорны х выступов или запле чиков. В это т мо-' мент фронтальная стенка этого первого охватываемого конца оказывается расположенной немного дальше места нахождения средней плоско^ сти данной соединительной муфты, пройдя это место. После этого осуществляется ввинчивание второго о хва тываемо го конца тр убы второй из двух соединяемых в данном случае тр уб во второе отверстие соединительной муфты до достижения механического взаимодействия между двумя коническими поверхностями герметизации, после чего две концевые фрон тальные стенки двух соединяемых труб упираются др уг в др уга. Если продолжать ввинчивание второго охватываемого конца в о тверстие м уфты и даль ше, то происходит небольшой упругий отход назад первого о хваты ваемого конца без нежелательных последствий с точки зрения герметичности, обеспечиваемой коническими поверхностями, а затем, в случае необходимости, блокировка дальнейшего продвижения при помощи второй пары стопорных выступов или заплечиков. Описанный выше образ действий при осуществлении соединения труб гарантирует свинчивание стыка в оптимальных условия х при обеспечении определенной степени герметичности на уровне упирающи хся др уг в др уга фронтальных стенок двух тр уб и особенно превосходной герметичности на уровне конических поверхностей герметизации. Для получения наилучши х рез ультато в в смысле характеристик, требуемых от системы соединения труб упомянутого выше назначения, и без всякого риска чрезмерного сжатия упирающи хся др уг в др уга поверхностей доста точно с большой тщательностью отрегулирова ть расположение системы стопорных выступов или заплечиков, задача которой состоит не в том, чтобы обеспечить создание дополнительной герметизации, а в том, чтобы обеспечить возможность точного цен триро вания предла гаемой системы со 27544 единения труб. Вообще геометрия данной системы соединения рассчитывается таким образом, чтобы с уче том производственных доп усков не доводить дело до блокировки дальнейшего перемещения в осевом направлении второго охва тываемого конца тр убы на второй паре стопорных выступов или заплечиков при сборке данного стыка в нормальных усло вия х, то есть в усло вия х, • когда практически используются только кольцевые стопорные поверхности, которые на ходятся на одной стороне данной соединительной муфты. Таким образом, с точки зрения практичности можно использовать соединительные муфты , имеющие стопорный выступ или заплечйк только с одной стороны. Хо тя следует отметить, что в этом случае только тот о хва тываемый конец трубы, который предназначен для завинчивания в резь- . бовое отверстие соединительной муфты с той ее стороны, которая оснащена стопорным выступом или эаплечиком, должен быть снабжен соответствующим ответным стопорным выступом или заплечиком, будут приняты меры в предпочтительном варианте реализации предлагаемой системы соединения для того, чтобы получить так ую геометрию соединительной муфты со стороны ее, которая лишена стопорного выступа или заплечика, чтобы обеспечить возможность завинчивания с этой ее стороны любого о хва ты ваемого конца тр убы независимо от того , снабжен этот элемент стопорным выступом или нет. В этом случае можно предусмотреть наличие упомянутого стопорного выступа или заплечика на всех концевых охватываемых концах соединяемых между собой труб, хотя данная соединительная муфта будет оснащена соответствующим стопорным выступом или заплечиком только с одной стороны. В соотве тствии с предпочтительным вариантом реализации способа в том случае, когда данная соединительная муфта содержит упомянутый выше выступ или заплечйк стопорения только с одной стороны, резьбовое соединение труб в соответствии с предлагаемым изобретением будет реализовано или практически осуществлено путем точного расположения соответствующего охва тываемого конца одной из соединяемых в данном случае тр уб в соедините льной муфте с той ее стороны, которая снабжена в данном случае упомянутым стопорным выступом или запле-. чиком, в заводских условия х или в условия х специально оборудованной мастерской, причем другой охватываемый конец второй из соединяемых в данном случае труб завинчивается и располагается соответствующим образом для осуществления полноценного соединения, обладающего заданными характеристиками, непосредственно на той производственной площадке, где осуществляется использование данных тр уб. Однако, из соображений практического характера предпочтительный вариант те хнического решения данной проблемы состоит в том, чтобы использовать соединительную муфту, содержащую с обеи х сторон два симметрично расположенных стопорных выступа или заплечика, причем такая соединительная муфта может быть использована с любой из двух свои х сторон при том, что осевые расстояния между соответствующими вы ступами или заплечиками будут соответствующим образом рассчитаны так, как было описано выше. Фронтальная стенка или фронтальная кромка, располагающаяся на каждом из концевых охватываемых элементов соединяемых в данном случае тр уб, может быть плоской или не быть таковой В том случае, когда эта фронтальная плоскость или кромка является плоской, она располагается перпендикулярно по отношению к оси данной трубы. Эта кромка может также характеризоваться небольшой конусностью, составляющей несколько градусов или доли градуса по отношению к плоскости, перпендикулярной по отношению к оси данной трубы, или же иметь другую форму. В предпочтительном варианте выполнения изобретения общая упорная поверхность двух фронтальных кромок охватываемых концов труб в окончательно свинченном положении данного соединения труб является плоской и перпендикулярной продольной оси данной соединительной муфты. Именно такая общая упорная плоская поверхность, перпендикулярная продольной оси создаваемого соединения, может быть получена исходя из первоначального наличия плоских фронтальных кромок или стенок, являющихся перпендикулярными по отношению к продольной оси, на каждом концевом охваты ваемом элементе, и ли же путем упр угой де формации имеющих коническую форму фронтальных стенок или кромок, имеющих относительно небольшой угол наклона по отношению к плоскости, перпендикулярной к упомянутой вы ше оси, которая под действием упомянутого контактного давления, скомбинированного с деформацией концевой части упомянутого охваты ваемого конца трубы, порождает возникновение общей упорной поверхности в положении, предполагаемым плоским и перпендикулярным продольной оси данной соединительной муфты. Нарезание резьбы может быть коническим и в этом случае может характеризоваться в соединенном состоянии наличием или отсутствием контактного давления между впадинами и выступами профиля резьбы. Упомянутая выше резьба может быть также цилиндрической. В предпочтительном варианте реализации в том случае, когда упомянутая выше резьба является конической, может быть использовано резьбовое соединение с наличием контактного давления, причем это соединение обеспечивает в свинченном состоянии надлежащую радиальную связь между наружной и внутренней резьбами стыкуемы х элементо в. В том, что касается стопорных выступов или заплечиков, как это будет видно из описываемых ниже примеров практической реализации предлагаемого изобретения, многие места их расположения являются принципиально возможными. И хотя наиболее приближенные положения имели определенное предпочтение, можно также рассматривать определенное удаление упомянутых выступов или заплечиков, располагая их, например, на половине длины резьбовых частей о хваты ваемой и охватывающей частей данного резьбового соединения, выполненных, например, цилиндрическими, могущими иметь различные диаметры и разделенными кольцевой поверхностью, образующей стопорный выступ или заплечйк. 27544 Наиболее предпочтительный вариант практической реализации резьбового соединения труб в соответствии с предлагаемым изобретением позволяет удерживать герметичность контакта металла с металлом, реализованного между выпуклыми коническими повер хностями охватываемых элементов, принадлежащих соединяемым в данном случае тр убам, и соответствующими вогнутыми поверхностями конической формы, принадлежащими соединительной муфте, несмотря на весьма тяжелые условия эксплуатации таких тр убных стыков и выполнение многочисленных циклов развинчивания и последующего свинчивания в процессе эксплуатации таких резьбовых соединений. В соответствии с этим вариантом практической реализации предлагаемого изобретения каждая выпуклая коническая поверхность соединена своим концом большого диаметра с предпочтительно цилиндрической поверхностью, которая обеспечивает связь со стопорным выступом или заплечиком посредством соединительной тороидальной кольцевой поверхности. В этом случае образующая выпуклой конической поверхности предпочтительно имеет длину в диапазоне от 1 до 5 мм, а в наиболее выгодном варианте - величину 2+ -1 мм и наклон по отношению к продольной оси стыка в диапазоне от 5° до 25°. Образующая тороидальной присоединительной поверхности имеет радиус в диапазоне от 1 до 23, 4 мм, а в предпочтительном варианте этот радиус имеет величину в диапазоне от 4 до 8 мм. Раскрытие дуги этой образующей в случае соединения с цилиндрической поверхностью равно наклону выпуклой конической поверхности. На своем конце наименьшего диаметра эта выпуклая коническая поверхность соединяется с фронтальной стенкой охватываемого элемента в предпочтительном варианте реализации при помощи тороидальной поверхности, образующая которой обычно имеет радиус несколько меньше указанных выше размеров. Вогнутая коническая поверхность муфты, которая должна взаимодействовать с выпуклой конической поверхностью охватываемого элемента, имеет тот же самый угол наклона образующей, но несколько большую по сравнению с ней длину. Ее входной конец с диаметром, превышающим диаметр соответствующего конца выпуклой конической поверхности, соединяется при помощи цилиндрической в предпочтительном варианте реализации поверхности с охватывающим стопорным выступом или заплечиком Следует отметить, что, выбирая соответствующим образом размерные параметры и угол наклона выпуклой и вогнутой конических поверхностей, а также основной радиус сопряжения выпуклой конической поверхности с цилиндрической поверхностью, располагающейся на входе, и второстепенный радиус сопряжения этой конической выпуклой поверхности с фронтальной стенкой, ' можно получить наилучшее распределение механических напряжений между прижимаемыми друг к другу поверхностями в процессе затяжки данного стыка путем завинчивания каждого охватываемого элемента соединяемых труб в соответствующее отверстие соединительной муфты Можно отметить, в частности, что после свинчивания данного трубного стыка и стягивания выпуклой и вогн утой конических поверхностей максимальное напряжение сжатия развивается между концевой зоной большого диаметра выпуклой конической поверхности и вогн утой конической поверхностью, в которую упирается эта относительно узкая выпуклая поверхность. Перемещение при свинчи вании стыка о хва ты ваемого конца трубы вдоль оси, являющейся общей для этого элемента и для соединительной муфты, заставляет эту зон у высокого давления скользить вдоль вогнутой конической поверхности и распре* деляет износ на части поверхности муфты, которая покрыта специальным защитным слоем. Это распределение износа упомянутого защитно го слоя в относительно широкой зоне позволяет весьма значительным образом продлить срок его службы и уменьшить или отсрочить таким образом опасность отрыва или задиров металла. Напротив того, локализованный износ выпуклой конической поверхности, которая не обладает какими-либо специальными средствами защиты, не представляет те х же недостатков. Как уже было сказано выше, геометрия концевой зоны охватываемого конца трубы и соединительной муфты подобрана таким образом, чтобы в том случае, когда фронтальная стенка охватываемого элемента трубы в процессе его завинчивания в соответствующее отверстие соединительной муфты достигает средней плоскости этой муфты, располагающейся между двумя отверстиями с внутренней резьбой, сжатие, реализуемое между двумя сопряженными коническими поверхностями этих элементов создаваемого стыка, обеспечивает превосходн ую герметичность в контакте металла с'металлом Эта герметичность поддерживается путем осуществления фронтального сжатия торцов двух о хватываемых концов тр уб, упирающи хся друг в др уга в окрестности упомянутой средней плоскости муфты. Как было указано выше, положение взаимодействующи х друг с другом парных стопорных выступов или заплечиков, располагающихся соответственно на охватываемом и на охватывающем элементах данного соединения с каждой стороны данной соединительной муфты, определяется таким образом, чтобы соответствующие стопорные поверхности не могли одновременно находиться в контакте с каждой стороны муфты. На практике общий зазор между этими парами стопорных поверхностей устанавливают таким образом, чтобы он имел величину порядка от 0, 1 до 0,5 мм. Соединительная муфта может содержать только один стопорный выступ или заплечик. В этом случае входной конец, располагающийся со стороны присоединительной резьбы вогнутой конической поверхности сопрягается при помощи некоторой поверхности, имеющей форму, адаптированную к внутренней резьбе В предпочтительном варианте реализации кольцевое пространство, которое в процессе нарезания внутренней резьбы в соединительной муфте позволяет вводить или выводить режущий инстр умент, специально предусматривается в пространстве, реализованном между упомянутыми стопорными высту 10 27544 лами или заплечиками, и на чалом упомян утой внутренней резьбы Ниже приводится описание, не являющееся ограничительным, примеров практической реализации резьбового соединения для металлических* тр уб в соотве тствии с предлагаемым изобретением, а также его технических характеристик и способов реализации данной системы соединения, в котором даются ссылки на приведенные в приложении схематические фигуры, среди которых* Фиг 1 изображает разрез системы соединения труб в соо тве тствии с предлагаемым изобретением, причем предста влена только вер хняя часть симметричного о тносите льно продольной оси соединения, Фиг. 2 - разрез средней зоны предлагаемой системы соединения, показанного на фиг. 1, перед окончательным стягиванием соединяемых тр уб; Фиг. 3 - разрез средней зоны системы соединения, показанной на фиг. 2 после окончательного сжатия или стяги вания сое диняемы х труб; Фиг. 4 - разрез системы соединения труб, содержащей сближенные выступы или заплечики стопорения; Фиг. 5 - разрез системы соединения труб, содержащей стопорные выступы или заплечики, размещенные между отрезками резьбовых частей с различными диаметрами; Фиг. 6 - разрез системы соединения труб, содержащей конические поверхности герметизации стыка, в котором выпуклая коническая поверхность продолжена с входной стороны тороидальной поверхностью. На фиг. 1 схематическим образом и в продольном разрезе представлена система резьбового соединения 1 труб в соответствии с предлагаемым изобретением. Ось XI - XI, располагающаяся в плоскости чер тежа, предста вляет собой продольную ось данного соединения, причем на упомянутой фигуре показана только верхняя половина такого соединения. Соединение труб резьбового типа содержит охватываемые концы 2 и 3 труб, изготовленных из металла, и не предста вленных на фи г. 1. Э ти о хваты ваемые концы 2 и 3 содержат конические резьбовые участки 4, 5, взаимодействующие с соответствующими резьбовыми отверстиями 6, 7 в отверстиях соединительной муфты 8. Упомяну? тые резьбовые участки в предпочтительном варианте выполнения изобретения имеют наклон, величина которо го может соста вля ть от 2, 5% до 10% по отношению к продольной оси XI - XI и соответствуют, в предпочтительном варианте, тому типу конического резьбового соединения, которое называют соединением с наличием контактного давления. Этот тип конического резьбового соединения обеспечивает в свинченном и затянутом состоянии практически безлюфтовую радиальную связь между охва тываемыми концами труб, имеющими наружную коническую резьбу, и о хватывающими их о тверстиями или ложементами, имеющими внутреннюю коническую резьбу. Кольцевые фронтальные стенки 9, 10 каждого из упомян уты х о хва ты ваемы х концов 2, 3 тр уб имеют плоскую повер хность кольцевой формы, перпендикулярн ую продольной оси каждого охва тываемого конца, которая после свинчивания и затяжки резьбового соединения труб со впадает с осью XI - XI, На фиг 2 и 3 схематически представлены в увеличенном масштабе средняя зона 11 резьбового соединения 1 тр уб в разрезе в различны х положениях в процессе сборки данного соединения В положении, показанном на фиг. 2 , о хва тываемые концов 2 и 3 еще не достигли дна или основания резьбовых отверстий или ложементов 6, 7. Каждый из этих о хваты ваемых концов 2, 3 содержит периферийную поверхность 12,13 в целом конической формы, которая сопрягается с соответствующей фронтальной стенкой 9, 10 Эта коническая поверхность 12, 13 является выпуклой, причем осью этой конической поверхности является ось соотве тствующе го о хва тываемого элемента, которая совпадает с продольной осью XI XI и имеет при вершине половинный угол, величина которого заключена в диапазоне от 5° до 25° Длина образующей этой конической поверхности представляет собой функцию этого угла, а также диаметра данного соединения. На фи г 2 и 3 ви дно, что каждая из упомянутых вы ше конических поверхностей 12, 13 сопрягается с фронтальной стенкой 9 и 10, соответствующей основанию наименьшего диаметра эти х повер хностей Осно вание большого диаметра каждой из этих конических поверхностей сопрягается определенным образом с выступом или стопорным заплечиком 14, 15, образованным плоской кольцевой поверхностью, перпендикулярной упомянутой выше оси XI - XI, а конец этой конической поверхности, обладающий наименьшим диаметром, сопрягается с наружной конической резьбой 4, 5 В предпочтительном варианте реализации расстояние между упомянутыми стопорными выступами или заплечиками 14 и 15 и выпуклой конической поверхностью 12 и 13 является относительно небольшим. Как показано на той же фиг. 2, соединительная муфта 8 имеет плоскость симметрии, перпендикулярн ую продольной оси XI - XI и рассекающую чертеж на фиг. 2 по линии Х2 -Х2. На фи г. 2 видно, что вн утренняя стенка данной соединительной муфты в представленном примере реализации содержит узкую кольцевую цилиндрическую зону 16, рассеченную на две части упомянутой вы ше осью Х2 - Х2. Такая цилиндрическая кольцевая зона 16 может отсутство вать в др уги х вариантах реализации. С одной и с др угой стороны эта цилиндрическая зона 16 стыкуется с повер хностями 17 и 18, имеющими в целом форм у вогн уты х усеченны х конусов с осью XI - XI, обращенными друг к др угу своими малыми основаниями и располагающимися симметрично по отношению к плоскости, отмеченной линией Х2 - Х2. Образующие конических поверхностей 17 и 18 имеют наклон по отношению к продольной оси XI - XI под углом от 5° до 25е, причем этот наклон равен или примерно равен наклону образующей выпуклых конических поверхностей 12 и 13. Диаметр малых и больши х оснований конических поверхностей 12,13, с одной стороны, и 17,18 с другой стороны, определяются таким образом, чтобы после затягивания охватываемых концов 2, 3 труб путем из завинчивания до дна в соответствующие резьбовые о тверстия 6 , 7, причем фрон тальные 11 27544 стенки 9, 10 упираются при этом друг в др уга в окрестности плоскости, обозначенной линией Х2 Х2, большая часть каждой из упомянуты х конических поверхностей оказалась упертой в противоположную ей повер хность На фиг 3 схематически представлено явление взаимодействия, которое происходит в процессе завинчивания охва тываемых концов 2 и 3 вплоть до упора др уг в др уга подавлением фронтальных стенок 9 и 10 в плоскости, располагающейся в окрестности указанной линией Х2 - Х2 средней плоскости соединительной муфты П унктирные линии 19 и 20 представляют положение, которое заняли бы образующие 12 и 13 выпуклых конических поверхностей в том случае, если бы они не вошли в контакт с вогнутыми коническими поверхностями 17 и 18 Как известно, явление заедания или заклинивания на уровне поверхностей герметизации, а также, если это необходимо, на уровне резьбового соединения, предотвращают п утем применения специальной химической обработки соответствующих повер хностей типа фосфатирования с цинком или марганцем или же с помощью осаждения на упомянуты х повер хностях слоя металла, например, меди или никеля Могут быть применены и другие типы обработки поверхностей, позволяющие избежать заедания или заклинивания при плотном контакте металла с металлом Можно также использовать самостоятельно или в сочетании с нанесением различных защитных покрытий некоторые типы смазочных материалов или масел В варианте практической реализации предлагаемого изобретения, схематически представленном на фиг 1, 2 и 3, можно отметить наличие свободных кольцевых пространств 21 и 22, предусмотренных внутри соединительной муфты между стопорными заплечиками 23 и 24 и соответствующим концом внутренней резьбы 26 и 26 Эти кольцевые пространства могут служить в случае необходимости для приема избыточной смазки и исключить подъем давления, способствуя, таким образом смазке данной системы соединения в наилучши х условиях в процессе повторяющихся циклов свинчивания и развинчивания соединения Эти пространства служат также для ввода и вывода обрабатывающего инстр умента в процессе изготовления Специальное расположение пар стопорных заплечиков 14-23 и 15-24 является наиболее предпочтительным вариантом способа соединения труб Этот способ состоит в завинчивании сначала первого охватываемого конца 2 трубы в соответствующее резьбовое отверстие 6 соединительной муфты вплоть до момента обнаружения резкого возрастания момента затяжки с блокировкой поступательного движения упомянутого охватываемого конца трубы, связанной с вхождением в механический контакт двух соответствующи х стопорных заплечиков 14-26 В общем случае фронтальная стенка 9 слегка уходит при этом за плоскость, отмеченную линией Х2 - Х2 в процессе поступательного движения первого охватываемого конца 2 трубы вн утри соединительной муфты Затем осуществляется завинчивание второго охваты ваемого конца тр убы в свое отверстие упо мянутой муфты, затягивание в процессе которого приводит к первому увеличению момента завинчивания, связанное со взаимодействием резьбовых участков 5-26 и конических опорных поверхностей 13-18, а затем связанное с началом упора друг в др уга фронтальных стенок 9 и 10 Упомянутый второй охва тываемый конец слегка отталкивает фронтальную стенку 9 первого о хва тываемого конца от ее первоначального положения, причем оба конца 9 и 10 находятся в свинченном положении в плоскости, которая обычно имеет некоторое отклонение "еГ от сре дней плоскости соединительной муфты , обозначенной линией Х2 Х2 С учетом допусков и возможных моментов завинчивания возможны случаи, когда оба конца 9 и 10 находятся в свинченном положении в плоскости, то чно со впадающей с плоскостью, о тмеченной линией Х2 - Х2 В свинченном положении данного соединения можно отметить небольшой зазор "е2" между повер хностями заплечиков охватываемого конца 15 трубы и охваты вающе го элемента 24 для второго охватываемого конца трубы, причем упорные поверхности стопорного заплечика охватываемого конца 14 трубы и охватывающего элемента 23 для первого охватываемого конца трубы на ходятся в состоянии плотного контакта При использовании этого способа соединения можно быть практически стопроцентно уверенным в осуществлении двух контактов металла с металлом, причем первый из этих контактов формируе тся на уровне фронтальны х стенок 9 и 10 соединяемых между собой тр уб , а второй контакт формируется между коническими опорными поверхностями 12-17 и 13-18, при обеспечении гарантированного уровня герметичности создаваемого стыка Можно констатировать, что после этого второго завинчивания имеет место небольшое ослабление упора в первой паре стопорных заплечиков, причем поверхности первой пары упомянуты х заплечиков 14-23 обычно остаются в механическом контакте друг с другом, как это было пояснено выше На фиг 4 схемати чески представлен вариант выполнения системы соединения труб, показанной на фигура х 1, 2 и 3 Как видно на фиг 4, данный вариант выполнения соединения состоит в максимальном приближении друг к другу стопорны х запле чиков Н а приведенном чер теже видно, что оба стопорных заплечика 27 и 28 заключены между малыми основаниями выпуклых конических повер хностей 29 и 30 обеспечения герметизации и фронтальными стенками 31 и 32 охва тываемых концов 33 и 34 тр уб В данном случае следует отмети ть, что расстояние между стопорными заплечиками 35, 36 соединительной муфты 37 равно или немного превышает длину цилиндрической зоны 16, показанной на фиг 2 и 3 Из сказанного выше следует, что вогн утые конические поверхности 38 и 39 герметизации имеют практически неизменное положение, и что условия данного трубного резьбового соединения являются, таким образом, не подлежащими какимлибо изменениям Кроме того, в представленном на приведенных в приложении фигура х виде имеет место небольшой зазор "еЗ" между стопорными заппечиками 28-36 Этот зазор хорошо виден на фиг 4, причем плоскость упора в полностью свин 12 27544 ценном положении данного стыка образует небольшой зазор "е4" по отношению к упомянутой выше плоскости симметрии соединительной муфты, обозначенной линией Х2 - Х2. На фиг. 5 представлен схематически другой вариант выполнения предлагаемого изобретения, в соо тве тствии с ко торым вместо кониче ской резьбы используется двухступенчатая цилиндрическая резьба Как видно на фиг. 5 , где схематическим образом представлена соединительная муфта 40 в частичном разрезе, стопорные заплечики располагаются на уровне каждого о хватываемого конца 41 трубы и охва тывающего отверстия или ложемента 42 в зоне, обеспечивающей связь между двумя резьборыми ступенями охватываемого и охватывающе го элементов данного соединения труб. Каждый из резьбовых участков охва тываемого конца и охва тывающей его части соединительной муфты состоит из двух ступеней 43 и 44 для упомянутого охватываемого элемента 41 и 45, 46 для охваты вающего о тверстия, или ложемента 42. Изменение диаметра каждого из двух участков резьбы для каждого охватываемого конца 41 вызывает появление кольцевой поверхности, образующей стопорный заплечик охватываемого элемента 47 и стопорный заплечик охватывающего элемента 48 данного соединения труб. Остальные характеристики упомянуто го соединения остаются неизменными. Резьба, используемая для системы соединения труб в соотве тствии с предла гаемым изобретением, может быть любого подходя щего в данном случае типа. Она может быть конической или цилиндрической или, например, упорной с нагруженными гранями, имеющими положительные или отрицательные углы. Резьбовые части соединяемых элемен то в могут содержать о дн у или две ступени, причем стопорные заплечики в этом случае могут располагаться в други х местах по сравнению с их расположением, показанным на фиг. 5. На фиг. 6 схемати ческим образом представлено соединение труб в соотве тствии с предлагаемым изобретением, которое реализовано с еще большим повышением стойкости к износу герметизирующих повер хностей, формирующи х контакт металла с металлом, вследствие улучшения их поведения в процессе весьма многочисленных циклов сборки и разборки соединения в эксплуатации. На фиг. 6 в разрезе и в сильно увеличенном виде схематически представлена соединительная муфта 49, содержащая два охва тывающих отверстия 50, располагающи хся по одну и по другую стороны от плоскости симметрии Х2 - ХЗ, перпендикулярной продольной оси упомянутой соединительной муфты 49. На чер теже представлена только часть сечения, располага ющаяся выше этой оси, и только одно из двух о хватывающи х отверстий, располагающееся слева о т плоскости симметрии ХЗ - ХЗ упомянутой муфты. коррозии, например, фосфа тированию поверхностей. На фи г 6 видна концевая зона о хваты ваемого конца 51 после частичного завинчивания в резьбовое отверстие 50 непосредственно перед вхождением в контакт выпуклых и вогнуты х поверхностей 52 и 53 герметизации стыка. Выпуклая коническая поверхность 52 герметизации имеет образующую, наклеенную на угол порядка 13° по отношению к продольной оси охватываемого элемента, которая совпадает с продольной осью соединительной муфты. Эта образующая конической поверхности имеет длину порядка 2 мм От свое го конца большого диаметра эта выпуклая коническая поверхность продолжается торо идальной соедини тельной повер хно стью, образующая 54 которой представляет собой дугу окр ужности а с углом раскрытия порядка 13е и радиусом порядка 4 мм, причем эта тороидальная поверхность является касательной к упомянутой выпуклой конической поверхности 52. Цилиндрическая поверхность, которая необязательно является касательной к упомянутой тороидальной поверхности и имеет образующую 55, обеспечивает сопряжение или связь между этой тороидальной поверхностью 54 и охватываемым стопорным заплечиком 56. С противоположной стороны конец 57 небольшого диаметра этой выпуклой конической поверхности соединяется или сопрягается с кольцевой фронтальной стенкой 58, перпендикулярной продольной оси данного охватываемого элемента, посредством закругления 59 конической формы и малого радиуса. Вогнутая коническая поверхность 53 имеет длину, превышающую длин у выпуклой конической поверхности 52, и ее входной конец 60 имеет диаметр, превышающий диаметр входного конца 61 наибольшего диаметра упомянутой вып уклой конической поверхности, соответствующей данной вогн утой конической поверхности. Этот конец вогнутой конической поверхности соединяется при помощи цилиндрической поверхности 62 со стопорным заплечиком 63, охватывающим вставляемый конец трубы На входе этого стопорного заплечика и перед началом охватывающей резьбовой зоны в предпочтительном варианте реализации устроена не содержащая резьбы кольцевая зона 64, которая в процессе механической обработки данной соединительной муфты позволяет вводить и выводи ть соотве тствующий режущий инструмент. Также в предпочтительном варианте длина этой кольцевой зоны составляет, как минимум, полтора шага используемой в данном случае резьбы. Контур , показанный пунктирной линией на фиг. 6, представляет положение охватываемого элемента внутри о тверстия соединительной муфты непосредственно перед тем, как стопорные заплечики 56-63 войдут в контакт друг с др угом. В этом случае кольцевая фронтальная стенка 58 располагается в средней плоскости ХЗ - ХЗ данной соединительной муфты . На чертеже видно, что установление герметизирующего контакта металла с металлом между двумя коническими поверхностями 52 и 53 предшествуе т при ходу фронтальной кольцевой стенки 58 в упомянутую среднюю плоскость ХЗ - ХЗ соединительной муф Эта соединительная муфта после соответствующей механической обработки подвергается специальной обработке поверхности для повышения ее сто йкости к изн осу и соп ро ти вляемости 13 27544 ты. Из данного чертежа видно также, что встреча между двумя коническими поверхностями 52 и 53 сопровождается скольжением выпуклой поверхности 52 по вогнутой поверхности 53 в направлении по ходу движения охватываемого элемента с одновременным выталкиванием вогнутой конической поверхности 53 и сжатием выпуклой конической поверхности 52 в результате взаимодействия этих поверхностей, как это показано пунктиром 65, иллюстрирующим расположение, достигаемое коническими поверхностями 52 и 53 во взаимном контакте в том случае, когда фронтальная кольцевая стенка подходит к средней плоскости ХЗ - ХЗ данной соединительной муфты. Как указано выше в общем описании предлагаемого изобретения, расчеты и эксперименты показали, что максимальное давление, развиваемое в контакте между двумя коническими поверхностями 52 и 53, концентрируется в зоне 61 боль шего диаметра выпуклой конической поверхности, непосредственно примыкающей к упомянутой выше торои дальной повер хности 54 . Скольжение этой зоны по вогнутой конической поверхности 53 ограничивает износ этой повер хности благо даря распределению этого износа и наличию специального защитного слоя, нанесенного на контактирующие поверхности. Таким образом удается получить превосходн ую герметизацию на уровне упомянутых конических поверхностей, которая хоро шо воспроизводится при значительном количестве соединений и разъединении данного трубного стыка. Предлагаемое изобретение может быть практически реализовано в весьма многочисленных и разнообразных вариантах, не вы ходя щи х, однако, за рамки этого изобретения. Х2 Фиг. 1 Х2 Фиг. 2 14 гх X2 X2 Фиг. 5 «О/ в4 49 бв 5 5. 60. 61 Фиг. 6 Тираж 50 екз. Відкрите акці оне рне това риство «Патент» Україна, 88 000, м. Ужгород, вул. Гага ріна, 101 (0 3 1 2 2 )3 - 7 2 -8 9 (0 3 1 2 2 ) 2 - 5 7 - 0 3 16
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem for threaded joint for metal pipes and method for implementation of threaded joint
Автори англійськоюNoel Thierry, Tsudzhimyra Takuia
Назва патенту російськоюСистема нарезного соединения для металлических труб и способ выполнения нарезного соединения
Автори російськоюНоель Тьерри, Тсуджимура Такуя
МПК / Мітки
МПК: F16L 15/00
Мітки: система, нарізного, спосіб, виконання, металевих, з'єднання, труб
Код посилання
<a href="https://ua.patents.su/17-27544-sistema-nariznogo-zehdnannya-dlya-metalevikh-trub-i-sposib-vikonannya-nariznogo-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Система нарізного з’єднання для металевих труб і спосіб виконання нарізного з’єднання</a>
З’єднання сталевих труб
Номер патенту: 4760
Опубліковано: 28.12.1994
Автор: Бернар Плакен
МПК: F16L 15/00
Мітки: труб, сталевих, з'єднання
Формула / Реферат:
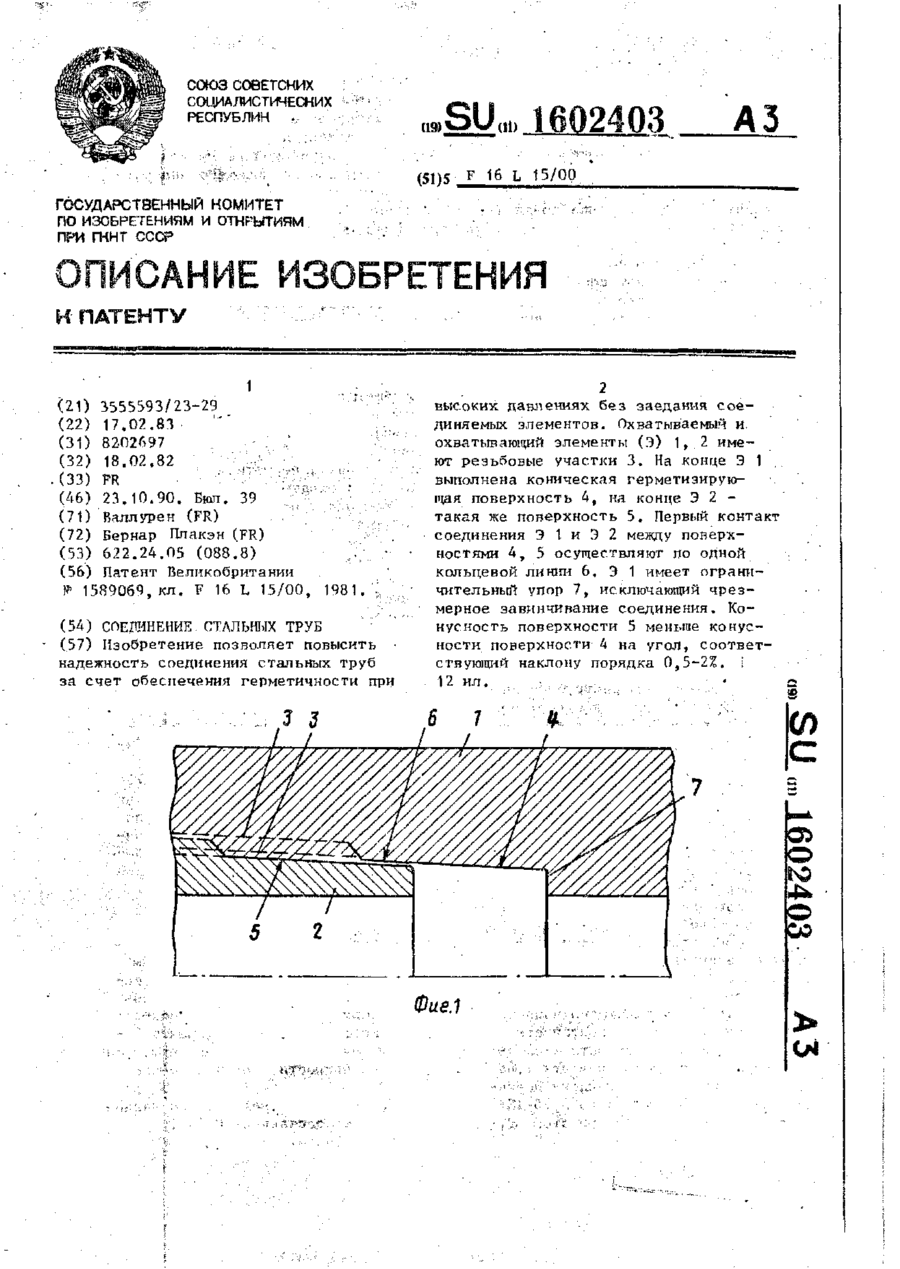
Соединение стальных труб, содержащее охватываемый и охватывающий элементы с резьбовыми участками и по меньшей мере один ограничительный упор и одну пару конических герметизирующих поверхностей, одна из которых расположена на конце охватываемого элемента или охватывающего элемента, причем герметизирующая поверхность, размещенная на конце охватываемого элемента, выполнена контактирующей по одной кольцевой линии с герметизирующей...
Різьбове з’єднання для бурильних труб
Номер патенту: 6581
Опубліковано: 29.12.1994
Автор: Жан Дюре
МПК: F16L 15/00
Мітки: бурильних, з'єднання, різьбове, труб
Формула / Реферат:
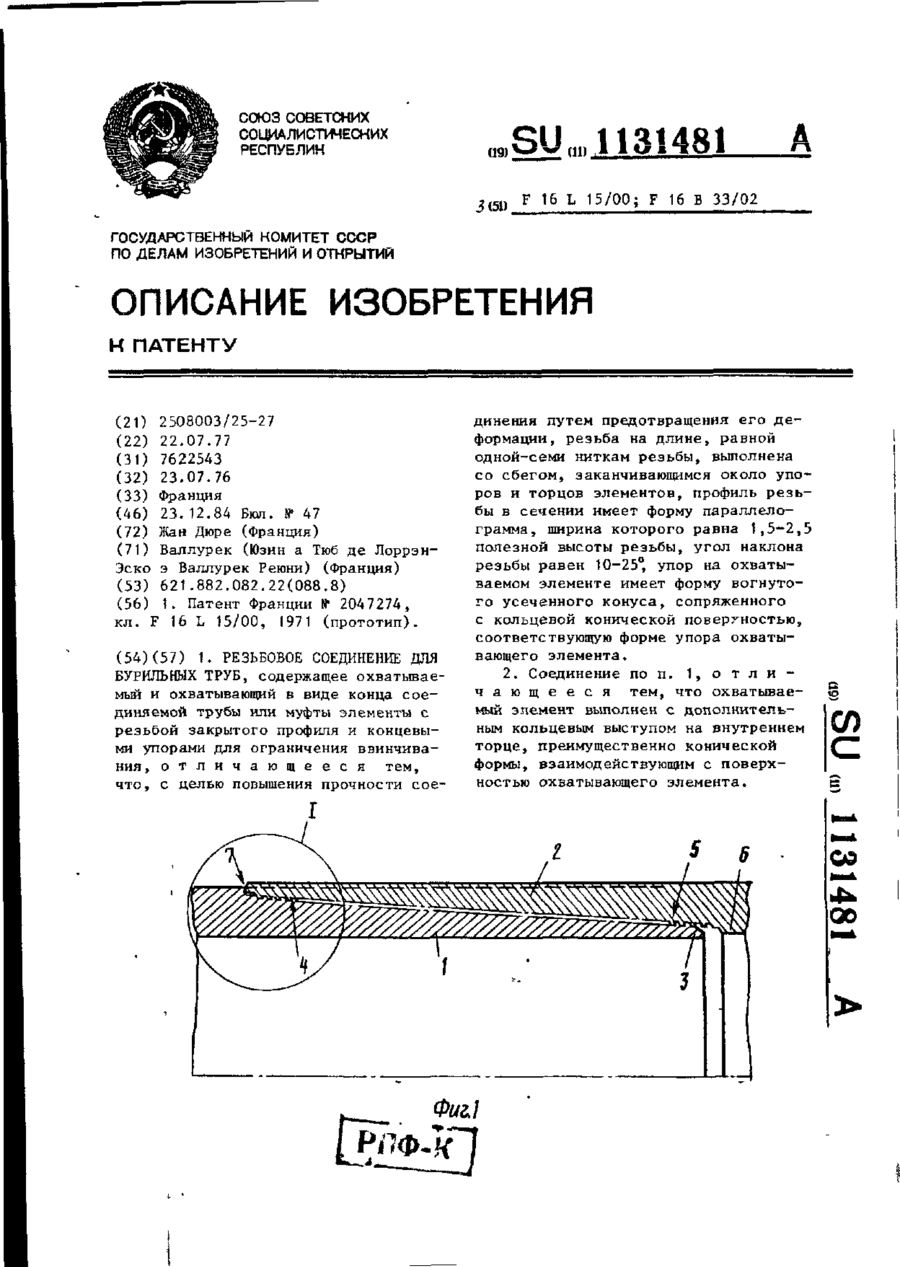
1. Резьбовое соединение для бурильных труб, содержащее охватываемый и охватывающий в виде конца соединяемой трубы или муфты элементы с резьбой закрытого профиля и концевыми упорами для ограничения ввинчивания, отличающееся тем, что, с целью повышения прочности соединения путем предотвращения его деформации, резьба на длине, равной одной-семи ниткам резьбы, выполнена со сбегом, заканчивающимся около упоров и торцов элементов, профиль...
Спосіб локалізації руйнування металевих зварних труб для магістральних трубопроводів

Номер патенту: 18777
Опубліковано: 25.12.1997
Автор: Шмуклер Йосип Срулевіч
МПК: F16L 9/00
Мітки: локалізації, спосіб, магістральних, металевих, зварних, труб, руйнування, трубопроводів
Формула / Реферат:
Способ локализации разрушения металлических сварных труб для магистральных трубопроводов, при котором на корпус трубы приваривают по спирали упрочняющий элемент, отличающийся тем, что упрочняющий элемент нагревают и навивают с натяжением по всей длине трубы, причем каждый виток упрочняющего элемента приваривают по мере очередности навивки с обеих сторон каждого продольного сварного шва трубы вне термических зон этого шва.
З’єднання бурильних труб
Номер патенту: 3692
Опубліковано: 27.12.1994
Автори: Крижаний Вадим Григорович, Анічкін Олександр Альбертович, Черненко Олександр Романович, Корнет Едуард Олександрович, КлеймьоновСергій Миколайович
МПК: E21B 17/02
Мітки: труб, з'єднання, бурильних
Формула / Реферат:
Соединение бурильных труб, включающее ниппель и муфту, связанные между собой цилиндрической резьбой и расположенным под ней стабилизирующим участком с гладкими сопрягаемыми поверхностями, отличающееся тем, что стабилизирующий участок выполнен в виде последовательно расположенных цилиндрической и конической поверхностей, причем угол конуса последней больше угла трения материала ниппелям муфты, а цилиндрические поверхности ниппеля и муфты...
Спосіб з’єднання поліетиленових труб
Номер патенту: 10300
Опубліковано: 25.12.1996
Автори: Шелудченко Володимир Ілліч, Строганов Віктор Федорович, Пшенничний Георгій Іванович, Савченко Володимир Миколайович
МПК: C09J 5/08, F16L 47/00, B29C 65/00
Мітки: з'єднання, спосіб, труб, поліетиленових
Формула / Реферат:
1. Способ соединения полиэтиленовых труб, при котором выполняют активационную обработку соединяемых труб, наносят клей па наружные поверхности соединяемых труб и/пли па внутреннюю поверхность соединительной муфты, после чего стыкуют концы труб, устанавливают на место стыковки соединительную муфту и отверждают клей после установки соединительной муфты, отличающийся тем, что перед нанесением клея на внутреннюю поверхность соединительной...
Попередній патент: Похідні циклогексадієну, що є модулятором залежних від кальцію калієвих канальців високої провідності, та фармацевтична композиція на їх основі
Наступний патент: Дверний агрегат коксової печі з ущільнювальною діафрагмою
Випадковий патент: Спосіб передачі кодів активації в інформаційну систему контент-провайдера