Запал малої потужності і спосіб його виготовлення
Номер патенту: 27943
Опубліковано: 16.10.2000
Автори: Данертц Карл-Ерік, Їдестіг Йоран, Андерссон Ларс

Текст
1.Запал малой мощности, содержащий пла стмассо вую тр убк у с каналом , выполненн ую, по меньшей мере, из двух слоев из пластмассы, пер вый из ко торы х расп оложен ближе к кана лу, а второй - снаружи первого слоя, и расположенный в канале трубки реакционно-способный материал, поддерживающий после воспламенения ударную волн у в кана ле, о тли ча ющийся тем, что , по меньшей мере, второй слой содержит основн ую часть полимерной смолы, аксиально ориентируе мой растяжением до степени ориентации больше 20% и меньше 90%, при этом степень аксиальной ориентации полимера первого слоя не превышает больше, чем на 10% степени ориентации второго слоя. 2. Запал по п. 1, отличающийся тем, что степень ориентации первого слоя не превы шает степень ориентации второго слоя. 3. Запал по п. 2, отличающийся тем, что степень ориентации первого слоя меньше степени ориен тации второго слоя. 4. Запал по п. 3, отличающийся тем, что степень ориентации первого слоя ниже 35%. 5. Запал по п. 1, отличающийся тем, что степень ориентации первого слоя выше 5%. 6. Запал по п. 1, отл ичающийс я тем, что темпе ратура плавления полимера в первом слое ниже температуры плавления полимера во втором слое. 7. Запал по п. 1, отличающийся тем, что полимер первого слоя менее ориентирован аксиально, чем полимер второго слоя. 8. Запал по п. 1, отл ичающийс я тем, что пласт массовый материа л пер вого слоя содержит по лярные группы. 9. Запал по п. 8, отличающийся тем, что полимер первого слоя содержит иономер. 10. Запал по п. 1, отличающийся тем. что первый слой выполнен из нескольких отдельных слоев. 11. Запал по п. 1, отличающийся тем, что первый слой выполнен самым внутренним слоем трубки. 12. Запал по п . 1 , о тличающийся тем, что сте пень ориентации второго слоя находится в преде лах от 25 до 90%. 13. Запал по п. 12, отличающийся тем, что сте пень ориентации второго слоя находится в преде лах от 25 до 60%. 14. Запал по п. 13, отличающийся тем, что пло щадь поперечного се чения второго слоя состав ляет бо лее 60% площади поперечного сечения стенки трубки. 15. Запал по п. 12, отличающийся тем, что сте пень ориентации второго слоя находится в преде лах от 50 до 90%. 16. Запал по п. 15, отличающийся тем, что пло щадь поперечного се чения второго слоя состав ляет меньше 60% площади сечения стенки трубки. 17. Запал по п. 1, о тличающийся тем, что темпе ратура плавления полимера второго слоя вы ше 120 Х. 18. Запал по п. 1, отличающийся тем, что пласт масса второго слоя содержит основную часть ли нейного полимера. 19. Запал по п. 17, отличающийся тем, что поли мер второго слоя по плотности на ходится между полиэтиленами низкой плотности и полиэтиленами высокой плотности. 20. Запал по п. 1, отличающийся тем, что второй слой выполнен из нескольких отдельных слоев. 21. Запал по п. 1, отличающийся тем, что второй слой выполнен самым верхним слоем трубки. 22. Запал по п. 1, отличающийся тем, что снару жи первого и второго слоев тр убки выполнен тре тий пластмассовый слой. 23. Запал по п. 22, отличающийся тем, что сте пень ориентации полимера третьего слоя такая же или меньше степени ориентации второго слоя. 24. Запал по п 23, отл ича ющийся тем, что сте пень ориентации второго слоя, по меньшей мере, на 10% выше степени ориентации третьего слоя. 25. Запал по п. 23, отличающийся тем, что сте пень ориентации третьего слоя меньше 35%. 26. Запал по п. 22, отличающийся тем, что тем пература п лавления полимера в тре тьем слое меньше температуры плавления полимера во втором слое. о СО О) СЧ 27943 27. Запал по п. 1, отлича ющийся тем, что поли мер третьего слоя менее ориентируемый растя жением, чем полимер второго слоя. 28. Запал по п. 22, отличающийся тем, что поли мер третьего слоя выбран из гр уппы, состоя щей из сопо лимера этилена и винилаце та та (ЕВА), полимера этилакриловой кислоты (ЕАА) и поли этилена линейной низкой плотности (ЛЛД). 29. Запал по п. 22, отличающийся тем, что тре тий слой тр убки выполнен из нескольких отдель ных слоев. 30. Запал по п. 27, отличающийся тем, что тре тий слой расположен наружным слоем трубки. 31. Запал по п. 1, отл ичающийс я тем, что акси альная усадка тр убки при релакса ции холодом составляет меньше 3%. 32. Запал по п. 1 , о тлича ющийся тем, что акси альная усадка при релаксации теплом составляет больше 3%. 33. Запал по п. 1, отлича ющийся тем, что проч ность тр убки на растяжение соста вляе т свы ше 40 МПа. 34. Запал по п. 1, отличающийся тем, что наруж ный диаметр трубки со ставляет от 1 до 10 мм и, предпочтительно, от 2 до 5 мм. 35. Запал по п. 1, отл ичающийс я тем, что вн ут ренний диаметр трубки составляет от 0,5 до 3 мм и, предпочтительно, от 1 до 2 мм. 36. Способ изготовления запала малой мощности, содержаще го пластмассо вую тр убк у с каналом , выполненн ую, по мень шей мере, из двух сло ев пластмассы, первый из которых расположен бли же к каналу, а второй - снар ужи первого слоя, и , по меньшей мере, второй слой со держит осно в ную часть полимерной смолы, ориентируемой растяжением, при этом в канале трубки располо жен реакционно-способный материал, поддержи вающий после воспламенения ударн ую во лн у в канале, отличающийся тем, что пер вый слой формируют в виде тр убки посредством экструзии пластмассы этого слоя, в канал трубки вводят ре акционно-способный материал, затем осуществ ляют ограниченное растяжение первого слоя тр убки для придания ему степени ориентации не более 10%, второй слой трубки формируют вокруг первого посредством экстр узии пластмассы вто рого слоя при низкой степени ориентации первого слоя, после чего осуществляют холодное растя жение первого и второго слоев вместе, при этом степень аксиальной ориентации полимера второго слоя больше 20% и меньше 90%, а степень акси альной ориентации пер вого слоя не превы шае т больше, чем на 10% степень аксиальной ориента ции второго слоя. 37. Способ по п. 36, отл ичающийся тем, что ко эффициент растяжения составляет от 1 до 5. 38. Способ по п. 37, отл ичающийся тем, что ко эффициент растяжения составляет от 2 до 4. 39. Способ по п. 36, отличающийся тем, что рас тяжение трубки осуществляют посредством под вижных захватывающи х устройств для трубы, пе ремещаемых с разными скоростями. 40. Способ по п. 39, отличающийся тем, что тем пература тр убки в за хва ты вающи х устройства х значительно ниже температуры размягчения пла стмасс первого и второго слоев, предпочтительно ниже 50°С. 41. Способ по п. 39, отличающийся тем, что опе рация растяжения включает этап нагревания. 42. Спосо б по п. 41 , отл ичающийс я тем, что тр убк у нагре вают до температуры, вызывающей уменьшение поперечного сечения на участке дли ной более 10см. 43. Спо со б по п. 41 , отл ичающийс я тем, что тр убк у нагре вают до температуры в диапазоне, температур плавления при аморфном состоянии и кристаллическом состоянии полимера второго слоя. 44. Спо со б по п. 41 , отл ичающийс я тем, что тр убк у на грева ют до температуры о т 5 до 25°С ниже температуры размягчения пластмассы вто рого слоя. 45. Способ по п. 41, о тлича ющийся тем, что на гревание осуществляют в аксиально расширенной зоне. 46. Способ по п. 41, отличающийся тем, что ис пользуют поверхностное нагревание, например, в печи или в нагревающей ванне. 47. Способ по п. 36, отличающийся тем, что опе рация растяжения включает несколько этапов растяжения. 48. Способ по п. 36, отличающийся тем, что ори ентация полимера при операции холодного рас тяжения сосредоточена на втором слое. 49. Способ по п. 48, отличающийся тем, что для второго слоя выбирают полимер с температурой плавления выше температуры плавления полиме ра первого слоя. 50. Способ по п. 48, отличающийся тем, что при растяжении сре дняя температура второ го слоя ниже средней температуры первого слоя. 51. Способ по п. 48, отличающийся тем, что для второго слоя выбирают полимер с боль шей спо собностью к ориентации по растяжению, чем по лимер первого слоя. 52. Спо со б по п. 36 , отл ичающийс я тем, что тр убк у подвер гают операции ре лаксации напря жений после ее холодного растяжения, при этом операцию релаксации напряжений проводят при небольшом растягивающем усилии или при отсут ствии растягивающего усилия. 53. Способ по п. 52, отличающийся тем, что опе рацию релаксации напряжений осуществляют при повышенной температуре. 54. Способ по п. 36, отличающийся тем, что тре тий пластмассовый слой формируют вокруг второ го слоя. 55. Способ по п. 54, отличающийся тем, что тре тий слой наносят на второй слой перед операцией холодного растяжения. 56. Способ по п. 54, отличающийся тем, что тре тий слой наносят на второй слой после операции холодного растяжения. 57. Способ по п. 36, отличающийся тем, что по сле формирования первого слоя в форме трубки ее охлаждают до температуры ниже температуры затвердевания перед формированием второго слоя вокр уг первой тр убки п утем свер хэкстр узии или совместной экструзии. 58. Способ по п. 57, отличающийся тем, что пер вый слой растягивают меньше, чем на 10% перед или в процессе экструзии. 59. Способ по п. 57, отличающийся тем, что пер вый слой о хлажда ют до сре дней темпера туры , 27943 которая не более чем на 25 С ниже температуры его затвердевания. 60. Способ по п. 57, отличающийся тем, что по сле о хлаждения пер вый слой вновь на гре вают перед нанесением второго слоя. 61. Способ по п. 57, отличающийся тем, что тре тий слой формируют п утем экстр узии вокруг вто рого слоя. 62. Способ по п. 61, отличающийся тем, что тре тий слой формируют, в основном, одновременно с формированием второго слоя. 63. Способ по п. 61, отличающийся тем, что вто рой слой о хлаждают в ходе отде льной операции перед формированием вокруг него третьего слоя. 64. Способ по п. 63, отличающийся тем, что опе рацию холодного растяжения выполняют до фор мирования третьего слоя. 65. Способ по п 63, отличающийся тем, что опе рацию холо дного растяжения выполняют после формирования третьего слоя. 66. Спо со б по п. 36 , отл ичающийс я тем, что формирование первого слоя осуществляют в ос новном одновременно с формированием второго слоя. 67. Способ по п 66, отличающийся тем, что тре тий слой формир уют способом экстр узии вокр уг второго слоя. 68. Способ по п. 67, отличающийся тем, что тре тий слой формируют в основном одновременно с формированием первого и второго слоев. 69. Способ по п. 67, отличающийся тем, что вто рой слой о хлаждают в ходе отде льной операции перед формированием вокруг него третьего слоя. 70 Способ по п. 69, отличающийся тем, что опе рацию холо дного растяжения осуще ствляют до формирования третьего слоя. 71. Способ по п. 69, отличающийся тем, что операцию холодного растяжения осуществляют после формирования третьего слоя. Настоящее изобретение относится к запалу малой мощности, который состоит из пластмассовой трубки с каналом, содержащим реакционноспособный материал, который способен после воспламенения этого материала выдержать ударную волну, которая образуется в канале, при этом сама трубка состоит не менее, чем из двух слоев, выполненных из пластмассовых материалов, первый из которых расположен ближе к каналу, а второй слой находится снаружи первого слоя, причем во втором слое содержится, по меньшей мере, основная часть полимерной смолы, ориентируемой растяжением. Изобретение также относится к способу изготовления такого запала и к самому запалу, изготовленному по данному способу. Запал малой мощности такого типа, к которому относится изобретение, впервые был описан в патенте США № 3590739 и в многочисленных опубликованных позднее патентах. В самом общем смысле запал состоит из узкой пластмассовой трубки с пиротехническим или самовзрывающимся реакционно-способным веществом, размещенным в канале трубки. Количества реакционно-способного вещества достаточно для того, чтобы создать в канапе ударную волн у большой скорости, способную воспламенить вторичные и функциональные пиротехнические устройства, такие как детонаторы или передающие воспламенители, используемые в подрывных схемах. Вместе с тем, количество реакционно-способного вещества довольно мало, так что реакцию можно локализовать внутри трубки, предотвращая ее уничтожение, разрушение и даже информацию, с тем, чтобы в целом получить безопасное приспособление, не причиняющее вреда и бесшумное в использовании. И хо тя в принципе это приспособление простое, физические требования, предъявляемые к нему, совсем не просты. Необходимо обладать существенной радиальной прочностью для того, чтобы проти востоять силам, создаваемым ударом. Если трубка оказывается в значительной степени деформированной или разрушенной, ско рость импульса теряется или же волна останавливается. Радиальная прочность необходима также для того, чтобы избежать сжатия и наружных повреждений и допустить подсоединение к трубке функциональных устройств при помощи обжима. Требуется значи тельная аксиальная прочность при сохранении упругости для того, чтобы воспринять нагрузки, возникающие при использовании, соединении в схемы и при зарядке. Суммарная жесткость необходима для того, чтобы выдержать суровые усло вия применения перед и в ходе взрыва. Другими необходимыми качествами являются заданные фрикционные характеристики и непроницаемость для влаги и масел. Реакционно-способный материал представляет собой обычно порошок, вводимый в канал. Поэтому необычным ограничением для трубки запала является требование к внутренней поверхности обладать адгезивной способностью к порошку. Слишком слабая сила притяжения может придать подвижность порошку, вызывая разрывы в импульсе, порождаемые разрежением материала или образованием комков. Слишком большая сила сцепления противодействует быстрой реакции и взрыву пыли. Трубки запала изготавливаются большой длины, а материалы, используемые для их изготовления, должны быть недорогими, а способы изготовления должны обеспечивать низкую себестоимость производства. Требования являются частично противоречивыми, и однослойные трубки требуют компромисса между заданными свойствами. В патенте США № 4 328 753 предлагается выполнить двухслойную тр убку и подобрать внутренний и наружный материалы с различными свойствами, но при этом каждый материал в отдельности используется не оптимально. Например, в патенте Канады № I 200 718 и в патенте США № 4 817 673 предлагается увеличить аксиальную прочность за счет включения в материал трубки продольных усиливающих волокон. В условиях практического применения этого способа полученная неэласти чная тр убка не мо 27943 жет воспринять усилия на удлинение и под воздействием напряжений связь с детонатором может быть нар ушена или оборвана . Ма териал трубки используется недостаточно эффективно, несмотря на увеличение себестоимости производства и повышение прочности. В патенте США № 4 607 573 описывается способ производства, при котором, прежде всего, изготавливается внутренняя трубка с соответствующими адгезивными свойствами, которая затем удлиняется при помощи сверхэкструзии для ускорения процесса производства, снижения до минимума необходимого адгезивного внутреннего материала и придания ориентации удлиненному материалу трубки. Соответствующие материалы при этом используются неэффективно, поскольку ориентация сконцентрирована на внутреннем слое, что приводит к радиальной хрупкости, тогда как наружный слой мало способствует повышению аксиальной прочности. Если не ограничить усилия на растяжение, полученный продукт будет иметь тенденцию к разрушению. Описание к Европейскому патенту № 327 219 раскрывает однослойную трубку, выпрессованную из смеси полимера, ориентируемого растяжением, и небольшого количества полимера, обладающего адгезивными свойствами. Считается, что в ходе изготовления адгезивный материал концентрируется на внутренней поверхности трубки, а значительная ориентация полимеров придается на этапе холодного вытягивания, который следует за экструзией Ориентирование придает трубке значите льн ую аксиальн ую прочность, о днако при этом пропорционально теряется радиальная прочность, что опять-таки приводит к слабому сопротивлению удару и плохому использованию возможностей по прочности, присущих применяемым полимерам. Эти более разработанные конструкции трубки увеличивают и производственные затраты, и проблемы. Простая совместная экструзия или сверхэкструзия может быть довольно легко выполнена, но она не может обеспечить полное использование прочности материалов. Ориентация путем существенного вытягивания может быть эффективно осуществлена, но она имеет тенденцию делать неприемлемыми радиальные свойства. Предпочтительным может быть ограниченное вытягивание, но оно имеет тенденцию к созданию неустойчивых условий процесса и неустойчивых конечных свойств трубки, если только полимер, ориентируемый растяжением, не получит поддержки других слоев и условий. Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является запал малой мощности, известный из патента США 4 607 573 (кл. С06С 5/04, 1986). Известный запал содержит пластмассовую тр убку с каналом, выполненную, по меньшей мере, из двух слоев из пластмассовых материалов, первый из которых расположен ближе к каналу, а второй - снаружи первого слоя, и расположенный в канале трубки реакционноспособный материал, поддерживающий после воспламенения ударную волну в канале. Однако конструктивное выполнение известного запала малой мощности не обеспечивает пол ного использования прочности материалов. В основу изобретения положена задача создать запал малой мощности, в тр убке которой, имеющей два и больше слоев, обеспечивалась бы оптимизация использования свойств материала по прочности, т. е. достигались бы необходимые аксиальные и радиальные прочностные характеристики, а также разработать способ изготовления запала малой мощности, пригодный для производства трубок запала с заданными прочностными характеристиками. Поставленная задача решается тем, что в запале малой мощности, содержащем пластмассовую тр убку с каналом, выполненную, по меньшей мере, из двух слоев из пластмассы, первый из которых расположен ближе к каналу, а второй снаружи первого слоя, и расположенный в канале трубки реакционно-способный материал, поддерживающий после воспламенения ударную волну в канале, согласно изобретению, по меньшей мере, второй слой содержит основную часть полимерной смолы, аксиально ориентируемой растяжением до степени ориентации больше 20% и меньше 90%, при этом степень аксиальной ориентации полимера первого слоя не превышает больше, чем на 10% степени ориентации второго слоя. Желательно, чтобы степень ориентации первого слоя не превышала степень ориентации второго слоя, а именно, степень ориентации первого слоя была бы меньше степени ориентации второго слоя. При этом степень ориентации первого слоя ниже 35%, но выше 5%. Предпочтительно, чтобы температура плавления полимера в первом слое была ниже температуры плавления полимера во втором слое, и полимер первого слоя менее ориентирован аксиально, чем полимер второго слоя Нужно, чтобы пластмассовый материал первого слоя содержал полярные группы. При этом полимер первого слоя содержит иономер. Первый слой выполнен из нескольких отдельных слоев, и он выполнен самым внутренним слоем трубки. Рекомендуется, чтобы степень ориентации второго слоя на ходила сь в предела х о т 25 до 90%, предпочтительно, в пределах от 25 до 60%. Площадь поперечного сечения второго слоя составляет более 60% площади поперечного сечения стенки трубки. Степень ориентации второго слоя находи тся в предела х о т 50 до 90%. Площадь поперечного сечения второго слоя составляет меньше 60% площади сечения стенки трубки Температура плавлений полимера второго слоя выше 120°С. Пластмасса второго слоя содержит основную часть линейного полимера, при этом полимер второго слоя по плотности находи тся между полиэтиленами низкой плотности и полиэтиленами высокой плотности. Второй слой выполнен из нескольких отдельных слоев, и он выполнен самым верхним слоем трубки. Можно снаружи первого и второго слоев тр убки выполнить третий пластмассовый слой Степень ориентации полимера третьего слоя такая же или меньше степени ориентации второго слоя, предпочтительно, степень ориентации второго слоя, по меньшей мере, на 10% выше степени ориентации тре тьего слоя , более предпочти 27943 тельно, когда степень ориентации третьего слоя меньше 35%. Температура плавления полимера в третьем слое меньше температуры плавления полимера во втором слое, а также полимер третьего слоя менее ориентируемый растяжением, чем полимер второго слоя. Полимер третьего слоя выбран из группы, состоящей из сополимера этилена и винилэцетата (ЕВА), полимера этилакриловой кислоты (ЕАА) и полиэтилена линейной низкой плотности (ЛЛД). Третий слой трубки выполнен из нескольких отдельных слоев, и он расположен наружным слоем трубки. Аксиальная усадка трубки при релаксации холодом составляет меньше 3%. Аксиальная усадка трубки при релаксации теплом составляет больше 3%. Прочность трубки на растяжение составляет свыше 40 МПа Наружный диаметр трубки составляет от 1 до 10 мм и, предпочтительно, от 2 до 5 мм, а внутренний диаметр трубки составляет от 0, 5 до 3 мм и, предпочтительно, от 1 до 2 мм. Аксиальная ориентация второго слоя полимера придает трубке повышенную аксиальную прочность. Ориентация ограничена для того, чтобы поддержать аксиальную эластичность и способность пластмассы трубки к удлинению для того, чтобы соответствовать вышеперечисленным требованиям по изготовлению и условиям применения. Ориентация также ограничена для того, чтобы сохранить ее значительный вклад в радиальную прочность трубки и избежать хрупкости этой трубки. Ориентация первого слоя полимера по существу такая же, как и у второго слоя. В какойто степени она несколько выше только в результате неизбежного удлинения в определенных вариантах процесса производства. Предпочтительно, чтобы ориентация первого слоя была ниже ориентации во втором слое, особенно при высоких степенях ориентации во втором слое. Низкая степень ориентации первого слоя способствует увеличению радиальной прочности трубки. Таким образом, прежде всего у слоя поддерживается свойство "неломкости" в самом первом слое как в радиальном, так и аксиальном направлениях, которое было установлено как оптимальное для устойчивости трубки к силам, создаваемым ударной волной. Без связи с теоретическим обоснованием считается, что видимая недостаточность устойчивости трубки к ударной волне является следствием слабостей в трещина х, которые вызываются воздействием внезапной ударной волны на слой полимера, раскалываемый в любом направлении ориентацией вытягиванием, которая вызывает особенно серьезные разрушения, если трещины легко образуются во внутреннем слое. Настоящее предложение сохраняет прочность первого слоя как в радиальном, так и аксиальном направлениях. Радиальные свойства оказывают непосредственное воздействие на силы ударного расширения, но, кроме того, важны тенденции к образованию аксиальных трещин, поскольку разрушение трубок, в основном, происходит в местах изгибов и складок на трубках. Низкая ориентация внутреннего слоя дополняется ориентацией наружного слоя, который обеспечивает, в основном, аксиальную прочность. Низкая ориентация вн утреннего слоя соответствует требованиям высоких адгезивных свойств для канала трубки. В соответствии с предпочтительными вариантами выполнения изобретения, тр убка может иметь больше слоев, что улучшает перечисленные выше свойства или же прибавляет выгодные вторичные свойства трубки. Поставленная задача решается также тем, что в способе изготовления запала малой мощности, содержащего пластмассовую трубку с каналом, выполненную, по меньшей мере, из двух слоев пластмассы, первый из которых расположен ближе к каналу, а второй - снаружи первого слоя, и, по меньшей мере, второй слой содержит основную часть полимерной смолы, ориентируемой растяжением, при этом в канале трубки расположен реакционно-способный материал, поддерживающий после воспламенения ударную волн у в канале, согласно изобретению, первый слой формируют в виде тр убки посредством экструзии пластмассы этого слоя, в канал трубки вводят реакционно-способный материал, затем осуществляют ограниченное растяжение первого слоя тр убки для придания ему степени ориентации не более 10%, второй слой трубки формируют вокруг первого посредством экструзии пластмассы второго слоя при низкой степени ориен тации пер во го слоя, после чего осуществляют холодное растяжение первого и второго слоев вместе, при этом степень аксиальной ориентации полимера второго слоя больше 20% и меньше 90%, а степень аксиальной ориентации первого слоя не превышает больше, чем на 10% степень аксиальной ориентации второго слоя, при этом коэффициент растяжения составляет от 1 до 5, предпочтительно, он составляет от 2 до 4. Растяжение трубки осуществляют посредством подвижных захватывающи х устройств для тр убы, перемещаемых с разными скоростями. Температура трубки в за хва тывающи х устройства х значительно ниже температуры размягчения пластмасс первого и второго слоев, предпочтительно ниже 50 С. Операция растяжения включает этап нагревания. Трубку нагревают до температуры, вызывающей уменьшение поперечного сечения на участке длиной более 10 см. Трубку нагревают до температуры в диапазоне температур плавления при аморфном состоянии и кристаллическом состоянии полимера второго слоя, предпочтительно, трубку нагревают до температуры от 5 до 25°С ниже температуры размягчения пластмассы второго слоя, при этом нагревание осуществляют в аксиально расширенной зоне. Используют поверхностное нагревание, например, в печи или в нагревающей ванне. Сама операция растяжения включает несколько этапов растяжения. Ориентация полимера при операции холодного растяжения сосредоточена на втором слое, поэтому для второго слоя выбирают полимер с температурой плавления выше температуры плавления полимера первого слоя. При растяжении средняя температура второго слоя ниже средней температуры первого слоя. Для второго слоя выбирают полимер с большей способностью к ориентации по растяжению, чем полимер первого слоя. Трубку подвергают операции релаксации напряжений после ее холодного растяжения, при этом операцию релаксации напряжений проводят 27943 при небольшом растягивающем усилии или при отсутствии растягивающего усилия, а также операцию релаксации напряжений осуществляют при повышенной температуре. Третий пластмассовый слой формируют вокруг второго слоя. Третий слой наносят на второй слой перед операцией холодного растяжения или альтернативно третий слой наносят на второй слой после операции холодного растяжения. После формирования первого слоя в форме трубки ее охлаждают до температуры ниже температуры затвердевания перед формированием второго слоя вокруг первой трубки путем сверхэкструзии или совместной экструзии. Первый слой растягивают меньше, чем на 10% перед или в процессе экстр узии . Первый слой охлаждают до средней температуры, которая не более чем на 25 С ниже температуры его затвер девания. После о хлаждения первый слой вновь нагревают перед нанесением второго слоя. Третий слой формируют путем экструзии вокруг второго слоя. Третий слой формируют, в основном, одновременно с формированием второго слоя, при этом второй слой охлаждают в ходе отдельной операции перед формированием вокруг него третьего слоя Операцию холодного растяжения выполняют до формирования третьего слоя или, альтернативно, операцию холодного растяжения выполняют после формирования третьего слоя. Формирование первого слоя осуществляют, в основном, одновременно с формированием второго слоя. Третий слой формируют способом экструзии вокруг второго слоя, и третий, в основном, одновременно с формированием первого и второго слоев. Второй слой охлаждают в ходе отдельной операции перед формированием вокруг него третьего слоя. Этап окончательного холодного вытягивания обеспечивает заданную ориентацию, по меньшей мере, второго слоя для повышения аксиальной прочности трубки. Ограниченная степень вытягивания придает трубке свойства сохраняемого удлинения, а также улучшает радиальную прочность первого слоя. Путем ограничения вытягивания первого слоя до и во время образования второго слоя первый слой не оказывается излишне ориентированным, в ходе последнего этапа вытягивания, но продолжает сохранять свойства неломкости как в радиальном, так и аксиальном направлениях Совместное вытягивание слоев обеспечивает то, что ориентация первого слоя не превысит ориентации второго слоя и в дальнейшем способствует самой операции по вытягиванию, поскольку различия в материале слоев имеют тенденцию к ликвидации неровностей и неустойчивости. В способе допускается использование дополнительных этапов для дальнейшего ограничения конечной ориентации в первом слое и концентрированной ориентации во втором слое. Способ может включать в себя е ще один этап, в ходе которого формируется дополнительно один или несколько слоев до или после вытягивания для того, чтобы добиться получения дополнительных указанных выше преимуществ. Обычно способ может быть использован по схемам, включающим процессы со вместного экструзии, сверхэкструэии или последовательно экструзии в тандеме. Другие те хнические результаты и преимущества изобретения станут ясны в ходе подробного описания, которое дано ниже. Под термином "коэффициент растяжения" следует понимать соотношение весов равных по длине отрезков трубки, соответственно, до и после растяжения. Результат измерений, в основном, аналогичен соотношению длин одной части трубки до и после растяжения, но дополнительно включает изменения плотности. Термин "холодное растяжение" относится к растяжению в условиях, при которых достигается значительная молекулярная ориентация полимеров, ориентированных растяжением. Условия могут потребовать температуру ниже температуры затвердевания данного полимера, в отличие от горячего растяжения, допускающего значительную молекулярную релаксацию одновременно с растяжением. Если не оговорено иное, делается ссылка на условия для второго слоя, которые являются целью изобретения по сосредоточению ориентации в этом слое. Термин "пластмасса" относится ко всему материалу, используемому для формирования слоя. Она включает основную часть, представленную одним или несколькими полимерами, обеспечивающую прочность слоя и вообще способную воспринимать ориентацию, а также любую добавку, кроме полимеров. Термин "совместная экструзия" относится к процессу, в основном, одновременного формирования, по меньшей мере, двух слоев, обычно путем прессования выдавливанием расплавов через разные отверстия в одной и той же экструдерной головке. Термин "сверхэкструзия" относится к процессу первого формирования слоя в достаточно затвердевшей форме, позволяющей выполнить подачу экструдата через второй пресс для выдавливания, через который наносится второй слой, Термин "последовательная экструзия" применяется к процессу "сверхэкстр узия", выполняемому вслед за первой экструзией без этапа промежуточного хранения первичного экструдата. Термин "проверка на сгиб" касается способа определения тенденции трубки запала к разрыву под воздействием скачка уплотнения в местах сгибов, имеющихся на трубке. На непрерывной трубке, подлежащей проверке, выполняют несколько сгибов при минимальном расстоянии между этими сгибами 50 см. Эти сгибы устанавливаются по месту при помощи установки в высверленные в пластинке кольцевые отверстия глубиной около 3 см и с диаметром, примерно на 65% больше удвоенного диаметра трубки (или около 8 мм для трубок диаметров в 3 мм). После инициирования трубки сгибы проверяют на возможные разрушения стенок, и результат определяется как частное между количеством сгибов с разрушениями и общим количеством сгибов. Термин "степень ориентации" касается значения ориентации в аксиальном направлении трубки запала, которое выражается в процен та х, при этом нулевое значение означает отсутствие ориентации или случайную ориентацию, а сто процентов означают максимально возможную для 27943 рассматриваемого полимера ориентацию. Для того чтобы установить действительное значение для образца, находящегося между этими крайними значениями, возможно применение различных способов. Предлагаемые здесь способы основываются на принципе "предела текучести", или на "инфракрасной спектрометрии". Способ "предела текучести" для определения степени ориентации предусматривает определение предела упругости образца, выраженного в усилии на площадь сечения образца (Е, МПа) путем растяжения образца, с фиксацией при этом удлинение (L, m), усилия и поперечного сечения. Стандартный образец, прежде всего, упруго удлиняется под воздействием быстро возрастающего усилия, затем удлиняется с пластической деформацией при медленном увеличении усилия. Усилие в районе "перелома" между этими фазами принимается за максимальный предел упругости образца, выраженный в виде отношения к площади поперечного сечения в данной точке. Эту величину определяют для ориентированного образца, подвергаемого проверке (Ех), а также для такого же, но неориентированного материала (Emin) и для полностью ориентированно го материала (Емах) и при этом степень ориентации выражается форм уло й : (Ех-Етіп )/(Ем а х-Етіп )х10 0 . На фиг. 4 представлены типичные графические изображения зависимости L от Е и извлечение из названных величин. Метод этот простой, но он требует наличия отдельного образца испытываемого материала и наличия неориентированного и полностью ориентированного дубликатов образца. Метод "инфракрасной спектрометрии" для определения степени ориентации предусматривает измерение поглощения поляризованного инфракрасного излучения на одной или нескольких частотах молекулярных колебаний образца, зависящего от ориентации, и показывает сильное поглощение при плоскости, поляризацией параллельной колебания и слабое поглощение при перпендикулярной плоскости. Оптическую плотность (А, безразмерная) обычно определяют для направления поляризации получения параллельного и перпендикулярного оси растяжения образца, а относительная дихроичность (Д, безразмерная) определяется как отношение между этими показателями оптической плотности. Коэффициент ориентации (f. безразмерный) можно рассчитать в пределах от н уля до единицы для ориентации от нулевой до полной по выбранной оси В данном случае это значение используется в виде процентов для разных степеней ориентации по оси растяжения. Настоящий способ может дать абсолютные значения степени ориентации, обычно используется в сочетании с FTIR (инфракрасная спектроскопия с фурье-преобразованием), например, в Ecyclopedia of Polymer Science and Engineerins, edition, 1988, V. 14, pp. 542(546)-576, Х.Ф. Марк и ДРХотя тр убка, являющаяся предметом настояще го изобретения, может быть использована и для други х целей, кроме описанных, предпочтительно применять ее с маломощным запалом типа, указанного во введении и в цитируемых патентах. Отличием для запалов такого типа является наличие узкой пластмассовой тр убки, которая, несмотря на это, способна выдержать удар изнутри и при этом сохранить целостность. Наружный диаметр трубки может составлять от 1 до 10 мм, обычно от 2 до 5 мм. Внутренний диаметр может составлять от 0,2 до 4 мм и особенно от 0,5 до 3 мм Промышленные изделия обычно изготавливают с наружным диаметром около 3 мм и внутренним диаметром около 1 мм. Трубка может быть выполнена с любым профилем сечения, но предпочтительно сечение круглое В качестве реакционно-способного материала могут использоваться самовзрывающиеся составы, такие как PETN, RDX, Н МХ и др., и в которые по желанию могут вводиться некоторые добавки для улучшения воспламеняемости, такие как алюминий. Скорость прохождения сигнала у материалов этого рода находи тся в пределах от 1000 до 3000 м/сек. В качестве реакционно-способного материала может быть также использована пиротехническая смесь, состоящая из горючего и окислителя, которые обычно в ходе реакции выделяют небольшое количество газа. Смеси такого рода, в основном, предназначены для уменьшения скорости сигнала, и они описаны, например, в патентах США №№ 4660474, 4756250 и 4838165 и в описании к Европейскому патенту № 384630 и в описании РСТ № 87/06954. Скорость сигнала может быть примерно от 500 до 1500 м/сек. Реакционноспособные материалы обычно размалывают в порошок с гранулометрическим составом от около 1 до 100 мкм, предпочтительно, от 5 до 50 мкм. Предпочтительно, когда этот материал прилипает к стенке канала, как это было сказано ранее, но он также может закрепляться на носителе в канале, как описано в упомянутом патенте № 3590 739, или вводится в форме волокон, как в патенте США № 4290366. Количе ство необходимого реакционноспособного материала в канале устанавливают на минимально возможном уровне, способном обеспечить устойчивую реакцию при заданной скорости и без разрушения трубки. Абсолютное количество зависит от характера реакционно-способного материала, а также от размера трубки. В качестве не ограничивающего объем изобретения примерз для промышленного изделия с само взрывающимся материалом, количество может составлять от 1 до 100 мг/м или, предпочтительнее, от 5 до 50 мг/м. Трубка может иметь эти или аналогичные характеристики. Она должна состоять не менее чем из двух слоев, из которых первый слой находится ближе к каналу, а второй слой расположен снаружи первого слоя. Предпочтительно, чтобы эти два слоя состояли из различных материалов, как это будет пояснено в дальнейшем. Каждый из описанных слоев трубки может быть разделен внутри на несколько отдельных слоев с дискретно или постепенно изменяющимися свойствами. Трубка может иметь армирующие волокна, но предпочтительнее отсутствие таких волокон, как излишних и даже вредных для желательной осевой упругости. Основной полимер пластмассы в первом слое должен иметь ограниченную ориентацию для того, чтобы отвечать указанным выше целям. В некоторых случаях степень ориентации может быть выше, чем у второго слоя, например, когда необхо 27943 димо определенное растяжение первого слоя по техническим причинам во время сверхэкструзии перед конечным холодным растяжением. В этом случае степень ориентации должна превышать ориентацию второго слоя, но меньше чем на 10%. В противном случае, верхнее ограничение степени ориентации первого слоя заключается в том, что она не может превышать степень ориентации второго слоя (должна быть указана в дальнейшем). Предпочтительно, чтобы степень ориентации была ниже и еще более предпочтительно, чтобы она была значительно ниже, особенно при высокой степени ориентации второго слоя. В абсолютных значениях степень ориентации может быть ниже 35%, предпочтительнее ниже 25% и более предпочтительно ниже 15%. Предпочтительно, когда внутренний слой обладал минимальной величиной осевой ориентации, т. е . степенью ориентации, превышающей 5% и также превышающей 10%. Обычные способы обеспечения низкой ориентации первого слоя могут заключаться в том, чтобы абсолютная температура первого слоя превышала температур у второго слоя во время холодного растяжения, чтобы иметь более высокую относительную температуру, за счет использования полимера с более низкой температурой размягчения или плавления, чем у полимера второго слоя, путем применения менее ориентированного полимера, т. е. более разветвленного или с меньшей плотностью, чем полимер второго слоя. Первый слой предпочтительно представляет собой самый внутренний слоя и должен, предпочтительно, обладать необходимыми свойствами адгезии с порошком, как показано выше. Ме ханизм адгезии может иметь разный характер, как, например, простая клейкость или электростатическое притяжение. Предпочтительный способ заключается в применении полимера, включающего полярные функциональные группы, обеспечивающие биполярное притяжение при сохранении достаточной прочности полимера. Предпочтительным типом полимеров являются иономеры, такие как Серлин и Примакор (зарегистрированные торговые марки). Иные предложения по полимерам полярного типа приведены в упомянутом выше Европейском патенте № 327 219. В случае ограниченной степени ориентации первого слоя из-за слабой способности полимера к ориентации можно выбрать полимеры с разветвленной стр уктурой или низкой плотностью, такой как от 850 до 950 или от 880 до 925 кг/м 3 для полиэтилена и соответствующей плотности для други х полимеров. Второй слой повы шае т осе вую про чность трубки и должен обладать заметной степенью ориентации, например, более 20%, предпочтительнее более 30% и еще более предпочтительно более 40%. Максимальная степень ориентации может достигать 90% в том случае, когда наружная хрупкость трубки определяется не только вторым слоем, например, когда на втором слое формируется дополнительный слой. В противном случае, для получения наилучши х общих свойств степень ориентации не должна превышать 80% и даже 70%. Это означает, что второй слой буде т обладать промежуточной степенью ориентации по сравнению с изделиями, растянутыми до максимального предела прочности на растяжение. Материал для второго слоя следует выбирать из полимеров, ориентируемых растяжением, обладающи х значи тельной стойкостью и прочностью. Следует предпочитать линейные полимеры, такие как полимеры, образующие волокна. Типы по плотности можно использовать любые, хотя предпочтительнее выбирать полимеры, соответствующие полиэтиленам между LDPE (полиэтилены низкой плотности) и HDPE (полиэтилены высокой плотности), такие как LLDPE, LMPPE и т. д. Плотности могут составлять от 900 до 1000 и, особенно, от 925 до 975 кг/м 3 Могут использоваться полимеры из иных, чем этилен мономеров, таких как пропилен, расположенные между ними сополимеры. Применяются также неолефинические полимеры, такие как полиамиды или полиэфиры. Другие предложения приведены в указанном выше Европейском патенте № 327219. Концентрация ориентации во втором слое может быть облегчена подбором полимеров, которые легко ориентируются по растяжению. Другим подходом может быть выбор полимера с высокой температурой размягчения. В этом случае температура должна быть выше температуры размягчения полимеров первого слоя. Подходящая температура размягчения может превышать 100°С и, предпочтительнее, превышать 120°С. Второй слой может быть самой наружной частью трубки, но возможно и иногда, предпочтительно, чтобы трубка имела и добавочные слои. Помимо первого и второго слоев трубка может иметь и добавочные слои. Дополнительные слои могут использоваться, прежде всего, для того, чтобы прибавить трубке дополнительные свойства и усилить конструкционную прочность трубки. Дополнительный самый внутренний слой может использоваться для того, чтобы придать поверхности канала адгезивные свойства с порошком, хотя предпочтительнее, чтобы эту функцию выполнял первый слой. Такой дополнительный слой должен быть тонким, т. е. тоньше 0,4 мм и, предпочтительно, тоньше 0,2 мм и, наиболее предпочтительно, чтобы толщина составляла менее 0,1 мм. Дополнительный самый верхний слой может использоваться, например, как преграда для влаги или масел, или для того, чтобы поверхность трубки была гладкой, мягкой или окрашенной. Предпочтительный дополнительный упрочняющий слой представлен третьим пластмассовым слоем сверху второго слоя. Аналогично первому слою, третий слой, предпочтительно, имеет ограниченную степень ориентации, не превышающую более чем на 10% этот показатель второго слоя, и, предпочтительно, имеющий меньшую степень ориентации, чем второй слой и, предпочтительно, низкую степень ориентации, не превышающую 35% и, предпочтительно, не превышающую 25%. Некоторая ориентация желательна и в третьем слое, например, выше 5% и, предпочтительно, выше 10%. Материалом может служить полимер, ориентируемый по растяжению, такого типа, что используется во втором слое. Другим вариантом являются полиамиды: сополимер этилена и винилацета 27943 та (EVA), полимер этилакриловой кислоты (ЕАА) и т. п. Для то го чтобы избежать слишком высокой степени ориентации в третьем слое, можно выбрать менее ориентируемые пластмассы. В качестве альтернативы или в дополнение к ней выбранный полимер может иметь более низкую температуру размягчения, чем полимер второго слоя. Соотношение размеров слоев может быть различным в зависимости от количества имеющи хся слоев, о которых идет речь, и о тносительной прочности используемых материалов с и х данной степенью ориентации в общих рамках изобретения. В общем, второй слой обеспечивает осевую прочность благодаря ориентации вытягиванием, а также способствует радиальной прочности благодаря ограничениям, применяемым к данной ориентации Первый слой обеспечивает радиальную прочность, но, прежде всего, предотвращает образование трещин или разрывов в местах ослаблении за счет надрезов в ключевых внутренних частях трубки. Исходя из различий в назначении, размер первого слоя может быть небольшим, например, меньше 50% и предпочтительнее меньше 35% площади поперечного сечения стенки трубки, но более 10% и предпочтительно 19% этой площади. В абсолютном значении толщина стенки первого слоя может быть меньше 0,4 мм и предпочтительно 0,3 мм, но более 0,1 мм и предпочтительно более 0,2 мм. Остальная часть величины стенки долина приходиться на второй спой, если трубка состоит из двух слоев, без учета в данном случае любого тонкого дополнительного слоя, имеющий вспомогательное назначение. В случае если на ходящийся снаружи третий слой предназначен для повышения констр укционной прочности, такой слой предпочтительно содействует значительному повышению радиальной прочности. В этом случае размер второго слоя может быть уменьшен, т. е. соста влять от 20 до 60% и предпочтительно от 30 до 50% площади стенки трубки, а размер третьего слоя тоже может находиться в данных пределах. Степень ориентации во втором слое в упомян утом вы ше случае также может быть повышена, как указано, для того, чтобы повысить его участие в осевой прочности и уменьшить - в радиальной прочности. Суммарная прочность трубки должна превыша ть 25 МПа, предпочти тельно превы ша ть 40 МПа и наиболее предп очти тельно п ре вы ша ть 50 МПа. В результате растяжения и ориентации, готовая трубка стремится сжаться в условиях релаксации. При температуре окружающей среды и эксплуатации сжатие ограничено благодаря выравнивающему влиянию пересекающихся слоев и выполненному сбросу напряжения, обычно менее 5% и, предпочтительно, менее 3%. Тепловое сжатие по длине, однако, может превышать 3%, а также может превышать 5%. Способ изготовления должен избегать высокой степени ориентации в первом слое и концентрировать ориентацию во втором слое. Поскольку предложенный путь ориентации полимера второго слоя заключается в холодном растяжении первого и второ го слое в вместе , первым требо ванием к способу изготовления является обеспечение низкой степени ориентации в первом слое в трубке с объединенными первым и вторым слоями до этапа холодного растяжения. Как правило, это означает, что следует избегать холодного растяжения первого слоя любым способом до того, пока не будет нанесен второй слой. При применении некоторых способов изготовления таких как, например, сверхэкструдирование, некоторое удлинение первого слоя неизбежно, поэтому способ должен допускать ограниченную степень ориентации в первом слое до холодного растяжения, скажем, менее 20, предпочтительно, менее 10. При применении других способов, таких как совместное экструдирование, практически не требуется никакой ориентации на этапе формирования слоя. Хотя реакционно-способный материал можно ввести в го товый канал трубки в любой момент, начиная с формирования затвердевшей внутренней тр убки и до формирования гото вой тр убки, при помощи, например, вдувания или всасывания превращенного в порошок материала или подачи жидкости с реакционно-способным веществом через отдельный отрезок трубки; обычно предпочитается непрерывное введение реакционноспособного материала при формировании внутреннего слоя или слоев трубки. Это можно осуществить путем подачи или распределения реакционно-способного материала через канал или сопло в экструдерной головке для внутреннего слоя, расположенное посередине относительно круглого о тверстия фильеры для экстр уда та Обы чно это означает, что материал вводится, по существу, одновременно с формированием внутреннего слоя. Сверхэкструзия или последовательная экструзия начинается после прессования выдавливанием первого слоя в форме трубки, за которым следует, по меньшей мере, некоторое охлаждение для отверждения прежде, чем в ходе второго этапа экструзии будет нанесен второй слой. Как было сказано, удлинение в какой-то степени может неизбежно потребоваться во время подачи первого слоя трубки через экструдерную головку, но в остальном никакой ориентации при растяжении не должно происходить, также как и перед или в ходе сверхэкструзии. Это не исключает горячего или расплавленного растягивания внутреннего слоя, но предпочитается подвергать экструзии расплав с большим, чем задано сечением, и растягивать расплав для уменьшения поперечного сечения до того, как расплав затвердеет. Предпочтительная степень растяжения для уменьшения сечения выраженная в степени уменьшения диаметра, может составлять от 2 до 10 раз и, предпочтительно, от 3 до 5 раз. Затвердение может потребовать охлаждения ниже температуры затвердения пластмассового материала. Для того чтобы ограничить ориентацию слоя в ходе данного или последующи х этапов, желательно поддерживать относительно высокую температуру слоя. Предпочтительно, чтобы трубка первого слоя не охлаждалась меньше, чем на 25°С и, предпочтительнее, не меньше, чем на 15 С ниже температуры затвердения перед сверхэкструзией. Адаптация температуры может потребовать этапа охлаждения, например, в процессе последовательной экструзии, 27943 или этапа нагревания, например, в процессе сверхэкструзии. Этап сверхэкструзии во второй экструзионной головке не особенно важен. Растяжение расплава может происходить аналогично первому этапу. Если трубка будет включать в себя третий слой, как было показано выше, то предпочтительнее выполнить совместное растяжение одновременно со вторым слоем, хотя, конечно, можно нанести третий слой на отдельном этапе сверхэкструзии, который следует за экструзией второго слоя с необязательными процессами охлаждения или нагрева между этапами. Третий слой вытягивается вместе с другими слоями, и заданное ограничение степени ориентации в этом слое может быть осуществлено любым из описанных обычных способов. Обычно двухступенчатые процессы экструзии обеспечивают хорошие результаты по регулированию температуры слоев в ходе производственного процесса. Совместная экструзия первого и второго слоев, в основном, одновременная, например, через разные сопла в одной и той же головке фильеры, является простым способом, который также обеспечивает низкую первоначальную степень ориентации в первом слое по сравнению со вторым слоем, и любая ориентация, введенная во время или после этого этапа, сказывается на обоих слоях, а не только на первом слое. Степень растяжения расплава можно предпочтительно использовать так, как было показано выше. Если необходимо нанесение третьего слоя, это можно, предпочтительно, выполнить в основном одновременно, т. е. через ту же экструдерную головку, обеспечивающую этап тройной экструзии, хотя возможно также организовать отдельный этап экструзии после этапа совместной экструзии, при этом между этапами можно осуществить необязательные процессы охлаждения и нагрева. В этом случае вновь третий слой будет подвергаться растяжению вместе с первым и вторым слоями, и ориентация может быть ограничена с теми же общими действиями. Добавочные слои можно наносить также после этапа холодного растяжения. Это относится, прежде всего, к слоям, предназначенным для придания дополнительных свойств, а также для слоев конструкционного назначения. Третий слой, полученный таким образом, может, например, иметь очень малую степень ориентации. Как было показано, определенная степень ориентации может быть достигнута в ходе процессов экструзии и после них. Однако предпочтительнее, когда большая часть холодного растяжения осуществляется в контролируемых условиях в отдельной зоне растяжения. Такая зона может включать в себя, по меньшей мере, два захва тывающи х устройства для тр убки, например, противостоящие друг др угу бесконечные ремни или тяговые шайбы, причем второе захватывающее устройство приводится в движение с большей скоростью, чем первое, обеспечивая, таким образом, контролируемое удлинение трубки. Трубка должна обладать определенной жесткостью для того, чтобы без деформации выдержать усилия захватывающих устройств и, соответственно, при про ходе через захватывающее уст ройство иметь температуру значительно ниже температуры размягчения, т. е. ниже 50°С и даже ниже 40°С, в зависимости от характера применяемых пластмасс. Перед первым захватывающим устройством, а также перед вторым захватывающим устройством может потребоваться этап охлаждения, особенно если зона растяжения в предпочтительном способе включает зону нагревания. В общи х черта х, можно сказать, что во время растяжения полимер, ориентируемый по волочению, может, в основном, сохранять свою осевую прочность на растяжение, несмотря на уменьшающееся поперечное сечение. При достижении максимальной степени ориентации дальнейшее растяжение ведет к разрыву материала. Согласно настоящему изобретению, второй слой должен получить промеж уточн ую степень ориен та ции, т. е. значительную ориентацию, хотя и значительно меньше максимально возможной величины. Степень растяжения для этой цели зависит от используемого полимера и используемых условий растяжения. Степень растяжения приблизительно должна превышать 1,5 и предпочтительно превышать 2, но может быть ниже 5 и предпочтительно также ниже 4. Полимеры, ориентируемые по волочению, имеют также тенденцию вытягиваться в четко обозначенных и локализованных точках "утонения" на вытягиваемом материале, что обычно не вызывает проблем, особенно при больших коэффициентах удлинения. При промежуточных степенях растяжения, однако, точки образования шейки могут изменяться как по местоположению, так и по форме. И если это происходит, предпочтительно стабилизировать процесс путем разглаживания или растягивания участка шейки, например, на участке больше 10 см или предпочтительно больше, чем 25 см крутой части шейки. Для указанных выше целей и для получения равномерной структуры ориентирования предпочитается включать этап нагревания в зону растяжения. Хорошие результаты достигались за счет повышения температуры трубки между точками плавления от аморфного до кристаллического состояния для полимера второго слоя или вообще до температуры, на 5 до 25°С ниже точки размягчения пластмассы второго слоя. Далее предпочтительнее использовать вытянутую в осевом направлении зону нагрева и применить нагрев поверхности, например, в печи или нагревательной ванне. Пригодна и наиболее удобна одноэтапная операция растяжения, хотя возможно использование нескольких описанных ранее этапов растягивания. Указанные условия подбираются для того, чтобы придать ориентацию, прежде всего, второму слою Меньшая ориентация первого слоя монет быть достигнута при использовании в первом слое полимера, обладающего более низкой температурой плавления, чем у полимера во втором слое. Для меньшей ориентации первого слоя растяжение следует проводить при температуре выше температуры размягчения первого слоя, но ниже температуры размягчения второго слоя, хотя улучшения были такие получены при повышенных 10 27943 температурах чуть ниже температуры размягчения первого слоя. Другой подход, также полезный при малых различиях в указанных температурах размягчения, состоит в поддержании более высокой абсолютной температуры в первом слое, например, при помощи охлаждения трубки изнутри непосредственно перед растяжением. Полимер менее ориентированный по волочению в первом слое, чем полимер во втором слое, может также способствовать снижению ориентации в первом слое. Если тр убка включает в себя третий слой, то предпочтительнее в этом слое иметь меньшую ориентацию, чем во втором слое. Для снижения степени ориентации в этом слое можно использовать те же основные способы, что и для первого слоя. Например, более высокую температуру в третьем слоем по сравнению со вторым слоем можно получить подогреванием трубки снаружи непосредственно перед растяжением. Операция растяжения ведет к накоплению напряжений в трубке, создавая в ней стремление к релаксации. Молекулярная ориентация вводится сознательно и не должна релаксировать, хотя она может быть обнаружена как усадка при значительном повышении температуры. Для того чтобы избежать усадки при наружной или близкой к наружной температуре, релаксация напряжения может быть выполнена с пользой до использования трубки, преимущественно при небольшом повышении температуры в усло виях низкого напряжения, которое можно получить в холостой петле, находящейся на одной линии. На фиг. 1А и 1В схематически представлены структуры слоев и тип ориентации ранее известных тр убок запала с двумя и тремя слоями соответственно. На фиг. 2 А и 2В схематически представлена структура слоев и тип ориентации предпочтительных тр убок запала с двумя и тремя слоями, соответственно, являющихся предметом настоящего изобретения. На фиг. 3 схематически показана предпочтительная общая схема процесса изго то вления двух- и трехслойных тр убок запала, являющихся предметом настоящего изобретения. Фиг. ЗА относится к процессам экструзии и фиг. ЗВ о тносится к операции растяжения. На фиг. 4 показан график зависимости удлинения от предела упругости и значения, необходимые для расчетов степени ориентации. На фиг. 1А показана растянутая двухслойная тр убка известно го вида , в которой вн утренний слой сначала изготавливают и подвергают сверхэкстр узии при растяжении на втором этапе . Стрелки указывают полученную картину ориентации, подчеркивая значительную степень ориентации внутреннего слоя и, в основном, отсутствие ориентации в наружном слое. На фиг. 1В показана известная трубка, в которой двухслойная трубка типа, представленного на фиг. 1 А, подвергается следующему этапу сверхэкструзии при удлинении. Самый внутренний слой по-прежнему имеет более выраженную ориентацию, промежуточный слой имеет явно меньшую степень и самый наружный слой, по существу, нулевую ориентацию. На фиг. 2А показана двухслойная трубка, являющаяся предметом настоящего изобретения. Ориентация сосредоточена во втором, наружном слое, тогда как первый, внутренний слой, характеризуется значительно меньшей ориентацией. На фиг. 2В показана трехслойная трубка, являющаяся предметом настоящего изобретения с внутренними слоями, соответствующими показанным на фиг. 2А, и третьим, самым наружным слоем с меньшей степенью ориентации. Следует о тметить, что третий слой может быть выполнен без дальнейшего увеличения или воздействия на характеристики ориентации двух внутренних слоев в отличие от известны х те хнических решений. В обоих вариантах реализации изобретения второй слой обеспечивает осевую прочность, тогда как в первом слое сохраняются свойства неломкости и устойчивости к ударным нагрузкам. Таким образом, слои обеспечивают оптимальные заданные свойства тр убки запала, и присущие полимерам свойства по прочности лучше используются, чем в изделиях известного технического уровня. На фиг. ЗА схематически показан процесс экструзии двухслойных и трехслойных трубок соответственно. Первый, второй и третий слой обозначены, соответственно, позициями 1, 2 и 3. В двухслойном процессе первый слой 1 может быть выпрессован выдавливанием (экструзией) из первого пресса для выдавливания (экструдера) 4 и второй слой 2 может быть нанесен через второй экструдер 5. Экструдер 4 не является обязательным, поскольку экструдер 5 выпрессовывает одновременно как первый слой 1, так и второй слой 2. В тре хслойном процессе слои 1 , 2 и 3 могут быть выпрессованы через три различных экструдера 6, 7 и 8. Оба экструдера 6 и 7 н е являются обязательными, поскольку экструдер 8 является тройным прессом и один из них может быть исключен, если экструдер 8 является сверхэкструдером выдавливания одинарного или двойного слоя. Все необязательные экструдеры представляют как процессы последовательной экструзии, так и свер хэкстр узии , и между экстр уде рами обычно необходимо иметь участки охлаждения. Процесс экструзии приводит к формированию двухслойной или трехслойной трубки запала 9, которая должна быть передана для последующей операции растяжения. На фиг. ЗВ показана предпочтительная операция растяжения, в процессе которой трубку 9 после экструзии растягивают в более узкую трубку 10. Все еще горячую трубку после экструзии охлаждают в охлаждающем устройстве 11 до достаточно низкой температуры для того, чтобы она могла выдержать первое захватывающее устройство типа тяговой шайбы 12, которое представляет собой первый конец зоны растяжения, которая оканчивается тяговой шайбой 15, перемещаемой с большей скоростью, чем тяго вая шайба 12. Трубку вновь нагревают в нагревательном устройстве 13 типа печи или ванны. Основная часть процесса растяжения трубки происходит из-за воздействия различия в скоростях тяговых шайб 12 и 15 на размягченную трубку в нагревательном устройстве. Растянутая трубка 10 с меньшим диаметром поступает в охлаждающее устройство 14, в ко тором температура снижается , по меньшей 11 27943 примере 1, до примерно такой же температуры. Охлажденную тр убку подали в зону растяжения между двумя тяговыми шайбами, а предварительно подогрев в течение 14 сек в водяной ванне при температуре 74С, после чего подвергли холодному растяжению со степенью растяжения 2:1. Затем трубку вновь охладили примерно до 50°С перед проходом второй тяговой шайбы. Изготовленную таким образом трубку затем намотали на барабан. Прочность на разрыв при комнатной температуре составила 200 Н, а испытание на перегиб дало результат 111/400. В трубках, описанных в примерах 1 и 2, сознательно указана меньшая, чем требуется, толщина стенок, чтобы продемонстрировать превышающий нормальный показатель разрушений во время испытаний на перегиб с тем, чтобы подчеркнуть имеющиеся различия. Изготовленная трехслойная трубка с первым слоем из Серлина 8940, вторым слоем из LMDPE (NSPE 1935 фирмы Несте Полиэтилен АБ) и третьим слоем из LLDPE (NCPE 8706), при весовом соотношении трех слоев в конечной трубке 35/40/25. Первый и второй слои были совместно подвергнуты экструзии при температуре 205°С и 220°С, соответственно, через один и тот же экструзионный инструмент, описанный в примере 1. Расплав вытянули до наружного диаметра 3,6 мм доо охлаждения в водной ванне с температурой 15°С с доведением температуры обрабатываемой трубки до 40°С. Охлажденную трубку высушили в вакуумной сушилке и затем высушили и нагрели горячим воздухом, что обеспечило температуру примерно от 45 до 50°С. Трубку подавали в линию непосредственно через этап сверхэкструзии, тогда как третий слой из пластмассы был нанесен при температуре примерно 210°С. Трехслойную трубку охладили и растянули, как описано в предыдущи х примерах, при температуре 98°С. После охлаждения перед второй тяговой шайбой напряжение в трубке было снято в течение 20 сек в накопителе петель с малым напряжением при температуре около 100°С, которая обеспечивалась инфракрасным обогревателем. Трубку охладили, высушили и собрали примерно при температуре окружающей среды. Прочность трубки на разрыв составила около 230 Н, а испытание на изгиб дало результат 0/400. мере, до той степени, которая требуется для прохода второй тяговой шайбы 15. Силы напряжения в трубке 10 могут быть сняты при упруго вязкой усадке во время необязательного этапа релаксации 16, в течение которого трубка может выйти петлей при небольшом напряжении и слегка повышенной температуре. График, представленный на фиг. 4, и его использование для расчетов степени ориентации был описан в разделе, озаглавленном "Определения" в связи с пояснениями понятия "степень ориентации" и способа "предел текучести". Была подготовлена контрольная двухслойная трубка без холодного растяжения с первым самым нижним слоем, изготовленным из Серлина 8940 (зарегистрированная торговая марка фирмы Дюпона) и вторым самым наружным слоем из линейного полиэтилена малой плотности (NCPE 8706 фирмы Несте Полиэтилен АБ). Два слоя были совместно выпрессованы выдавливанием (экструзией) при температуре 200°С для первого слоя материала и при 210°С для второго слоя материала из одного и того же прибора для экструзии, который запитывался отдельными шнеками с одинаковой объемной скоростью в общую кольцевую щель диаметром 13,5 мм и внутренним диаметром в 6,5 мм. Расплав, подвергнутый экструзии, был вытянут в расплавленном состоянии до наружного диаметра 2,6 мм и подан в охлаждающий трубопровод, в который поступала охлаждающая вода с температурой около 25°С и в которой трубку о хладили примерно до 40°С перед сбором на барабане. При комнатной температуре предел прочности на разрыв трубки составил 105 Н. Испытание на перегиб дало результат 382/400 (количество разрывов на количество перегибов). Двухслойную тр убку подготовили , как в примере 1, и из такого же материала были выпрессованы первый и второй слои при такой же объемной скорости и с применением того же экструзионного инструмента. Одновременно во внутрь трубки из канюли, расположенной в центре экструзионного инструмента, подавали реакционный ©способный материал НМХ/А1 с соотношением по весу 92/8 в количестве примерно 36 мг/м. Выпрессованную выдавливанием трубку вытянули до наружного диаметра в 3,6 мм из расплавленного состояния и охладили таким же способом, как и в 12 аг VZ VI - ІИФ 27943 A ~\ < CO ч»| |_-^ 14 GQ со і гшг 27943 ДП "Український інститут промислової власності" (Укрпзтент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 Підписано до друку 2001 р Формат 60x84 1/8. д д др уу р р Обся г ^ /^о бл.-ви д. арк . Тираж 50 прим . Зам . УкрІНТЕІ Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22 16
ДивитисяДодаткова інформація
Назва патенту англійськоюA small power primer and a method for making thereof
Автори англійськоюAndersson Lars, Danertz Karl-Eric, Idestig Yoran
Назва патенту російськоюЗапал малой мощности и способ его изготовления
Автори російськоюАндерссон Ларс, Данертц Карл-Эрик, Идестиг Йоран
МПК / Мітки
МПК: C06C 5/00, B29C 47/06
Мітки: потужності, запал, спосіб, малої, виготовлення
Код посилання
<a href="https://ua.patents.su/17-27943-zapal-malo-potuzhnosti-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Запал малої потужності і спосіб його виготовлення</a>
Спосіб відроблення крутопадаючих рудних тіл малої та середньої потужності
Номер патенту: 9906
Опубліковано: 30.09.1996
Автори: Сємєшин Віктор Захарович, Чугунов Юрій Давидович
МПК: E21C 41/22
Мітки: рудних, тіл, крутопадаючих, середньої, відроблення, малої, спосіб, потужності
Формула / Реферат:
(57) Способ отработки крутопадающих рудных тел малой и средней мощности, включающий подготовку этажей и подэтажей проведением этажных и подэтажных штреков, отбойку руды в блоке заходками на высоту подэтажа с формированием рудного подэтажного штрека, уборку отбитой руды из очистного забоя подэтажа, частичное магазинирование отбитой руды и закладку выработанного пространства нижележащего подэтажа породой от проходки штрека, отличающийся тем....
Пристрій керування підживленням систем опалення малої потужності
Номер патенту: 15216
Опубліковано: 30.06.1997
Автори: Кузнєцов Олексій Іванович, Муляєв Олег Леонидович, Мурга Володимир Анатолійович
МПК: F22D 5/00
Мітки: опалення, систем, пристрій, малої, підживленням, керування, потужності
Формула / Реферат:
Устройство управления подпиткой систем отопления малой мощности, содержащее понижающий трансформатор, первичная обмотка которого через токовый ограничитель соединена с входными клеммами электропитания, отличающееся тем, что в него дополнительно введены две вторичные обмотки трансформатора, четырнадцать разделительных диодов, девять конденсаторов, пять стабилитронов, двадцать три токозадающих резистора, семь ключевых транзисторов, четыре...
Підшипниковий вузол електричної машини малої потужності
Номер патенту: 15507
Опубліковано: 30.06.1997
Автори: Габзевіч Юрій Володимирович, Жуков Анатолій Олександрович
МПК: H02K 5/167
Мітки: машини, електричної, потужності, малої, вузол, підшипниковий
Формула / Реферат:
(57) Подшипниковый узел электрической машины малой мощности, содержащий корпус, крышку, самоустанавливающийся металлографитовый подшипник скольжения с втулкой и маслопоглощающий сальник, отличающийся тем, что крышка выполнена в виде одной детали из пластмассы и контактирует с подшипниковой втулкой.
Котел малої потужності ніісту – 5 кд
Номер патенту: 480
Опубліковано: 29.12.1999
Автори: Дерев'янко Валерій Іванович, Дерев'янко Микола Іванович, Кутафін Віктор Олексійович, Вершина Володимир Олександрович, Кутафін Ігорь Вікторович
МПК: F24H 1/34
Мітки: малої, котел, потужності, ніісту
Формула / Реферат:
1. Котел малої потужності НІЮТУ-5 КД, який має секції-екрани, внутрішня поверхня яких є радіаційною поверхнею нагріву, зовнішня поверхня - частково або повністю - конвективною поверхнею нагріву, який відрізняється тим, що повітря перед надходженням в топку нагрівається в просторі, утвореному в конструкції зовнішнього теплоізолювального шару котла, і надходить в топку через декілька отворів в її стінках, а димові гази рухаються...
Спосіб визначення електричної потужності та пристрій для його здійснення
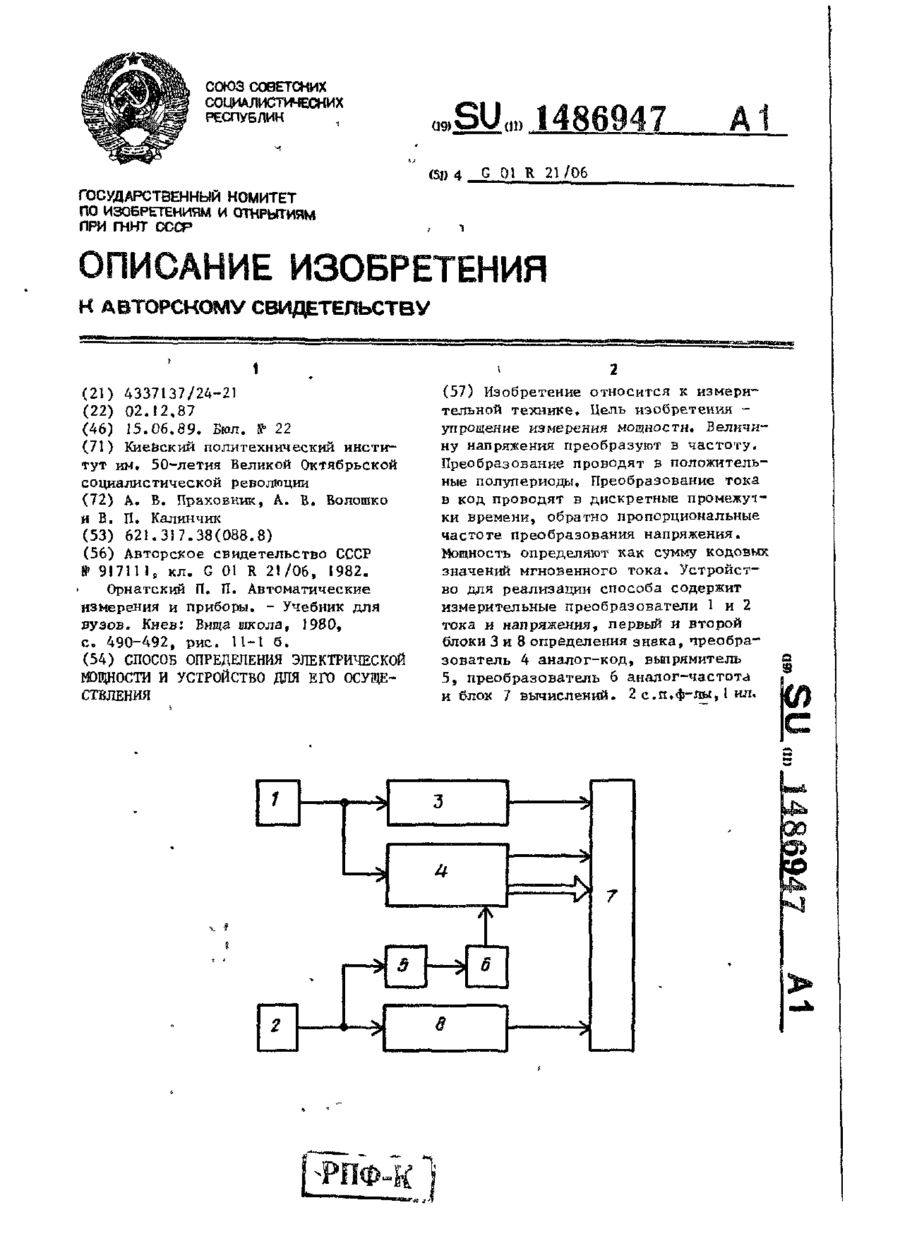
Номер патенту: 14063
Опубліковано: 25.04.1997
Автори: Волошко Анатолій Васильович, Калінчик Василь Прокопович, Праховник Артур Веніамінович
МПК: G01R 21/06
Мітки: здійснення, визначення, пристрій, спосіб, потужності, електричної
Формула / Реферат:
1. Способ определения электрической мощности, заключающийся в том, что измеряют мгновенные значения тока и преобразуют их в код, отличающийся тем, что, с целью упрощения измерения мощности, величину напряжения в положительные полупериоды преобразуют в частоту fi, осуществляют преобразование тока в код в дискретные промежутки времени Dti = 1/f1, a мощность определяют по формулегде К - постоянный коэффициент;Т - период...
Попередній патент: Регульоване трубне коліно для зливних труб
Випадковий патент: Пристрій для вимірювання ниткоподачі на основов'язальній машині