Вологопроникний волокнистий нетканий матеріал

Формула / Реферат
1. Вологопроникний волокнистий нетканий матеріал, що має поздовжній напрямок, поперечний напрямок і напрямок товщини, які перпендикулярні один одному, і містить верхню і нижню поверхні, які протилежні одна одній у напрямку товщини і проходять у поздовжньому напрямку і поперечному напрямку, в якому верхня поверхня оснащена виступами і жолобками, що проходять паралельно в поздовжньому напрямку і чергуються в поперечному напрямку, нижня поверхня по суті є плоскою, а штапельні волокна, виконані з термопластичного синтетичного полімеру, сплавлені разом у вологопроникному волокнистому нетканому матеріалі,
причому:
товщина t,виміряна від нижньої поверхні до дна жолобка, лежить у діапазоні 40-60 % товщини Т,виміряної від нижньої поверхні до вершини кожного виступу, і
кожне штапельне волокно, використовуване для формування вологопроникного волокнистого нетканого матеріалу, має довжину, що є достатньою для проходження щонайменше від одного жолобка до розташованого поруч жолобка щонайменше через один виступ, розташований між зазначеними двома сусідніми жолобками.
2. Вологопроникний волокнистий нетканий матеріал за п. 1,у якому штапельні волокна, що проходять через виступи, сплавлені в кожному жолобку, розташованому поруч із виступом, зі штапельними волокнами різного типу, що проходять через виступи.
3. Вологопроникний волокнистий нетканий матеріал за п. 1 або 2, який має поверхневу щільність у діапазоні 15-35 г/м2.
4. Вологопроникний волокнистий нетканий матеріал за будь-яким із пп. 1-3, питомий об'єм якого у виступах лежить у діапазоні 70-105 см3/г, а його питомий об'єм у жолобках лежить у діапазоні 40-60 см3/м.
5. Вологопроникний волокнистий нетканим матеріал за будь-яким із пп. 1-4, у якому серед штапельних волокон є волокна, кожне з яких має довжину видимої частини в діапазоні 10-80 мм.
6. Вологопроникний волокнистий нетканий матеріал за будь-яким із пп. 1-5, у якому виступи і жолобки сформовані з волокнистого полотна із заданою поверхневою щільністю штапельних волокон, виконаних із термопластичного синтетичного полімеру, під дією впливу струменів гарячого повітря, випущених рядом форсунок, розташованих у поперечному напрямку, перпендикулярному до машинного напрямку, при безперервному переміщенні волокнистого полотна в машинному напрямку таким чином, що кожний виступ є сформованим безпосередньо під проміжком, утвореним між кожною парою розташованих поряд форсунок, а кожний жолобок є сформованим безпосередньо під форсункою.
Текст
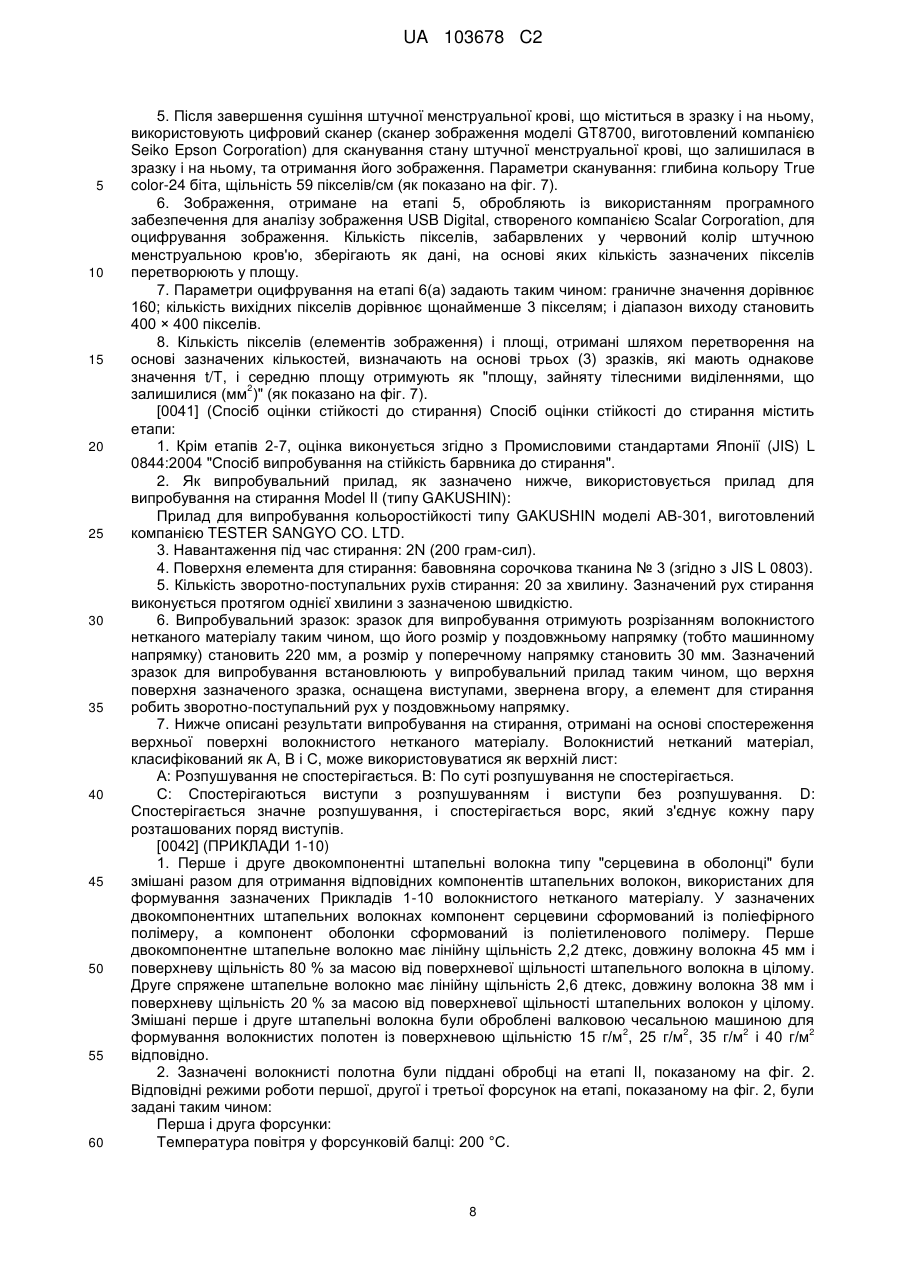
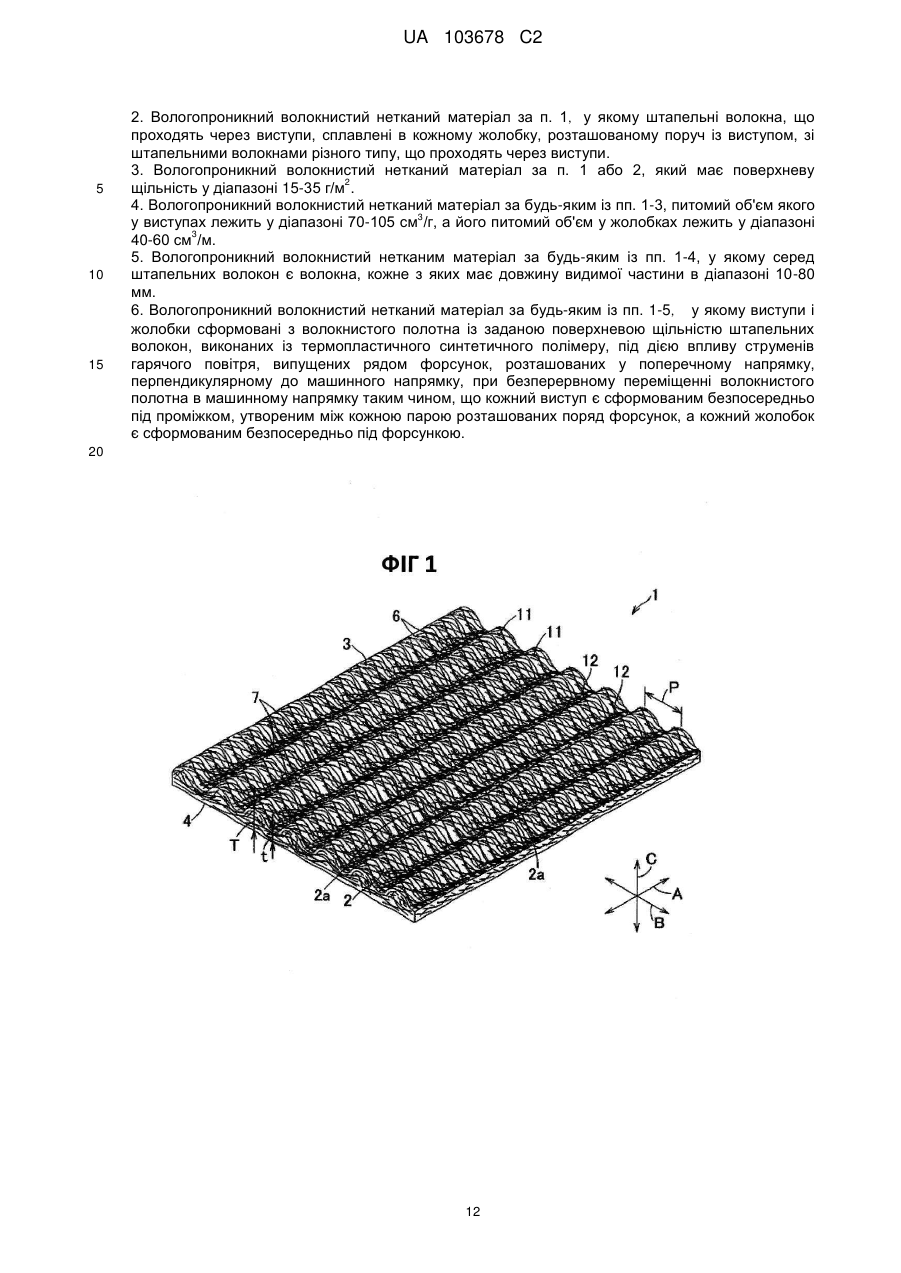
Реферат: У даному винаході запропонований вологопроникний волокнистий нетканий матеріал, у який можуть швидко проникати навіть в'язкі тілесні виділення. Вологопроникний волокнистий нетканий матеріал 1 містить штапельні волокна 2, виконані з термопластичного синтетичного полімеру і сплавлені разом, оснащений розташованими на його верхній поверхні 3 виступами 6 і жолобками 7, які проходять паралельно один одному в поздовжньому напрямку А, причому зазначені виступи 6 і жолобки 7 чергуються в поперечному напрямку В. Висота t, виміряна від нижньої поверхні 4 волокнистого нетканого матеріалу 1 до дна 12 жолобка 7, лежить у діапазоні 40-55 % висоти Т, виміряної від нижньої поверхні 4 волокнистого нетканого матеріалу 1 до вершини 11 виступу 6. На верхній поверхні 3 деякі штапельні волокна 2 (2а) проходять через виступи 6 до розташованих поряд жолобків 7 із кожної сторони виступів 6 і у відповідних жолобках 7 сплавлені зі штапельними волокнами 2 різного типу залежно від формувача штапельних волокон 2. UA 103678 C2 (12) UA 103678 C2 UA 103678 C2 5 10 15 20 [0001] Даний винахід у цілому стосується волого проникних волокнистих нетканих матеріалів і, зокрема, волокнистих нетканих матеріалів, які підходять для використання як верхні листи для абсорбуючих тілесні виділення виробів, наприклад, підгузків одноразового використання або гігієнічних серветок. РІВЕНЬ ТЕХНІКИ [0002] Відомі вологопроникні волокнисті неткані матеріали, сформовані зі штапельних волокон, виконаних із термопластичного синтетичного полімеру. Наприклад, нетканий матеріал, розкритий у JP 2009-30218 (PTL 1), оснащений виступами і жолобками, які розташовані на його верхній поверхні на відстані один від одного в машинному напрямку і чергуються паралельно один одному в поперечному напрямку, перпендикулярному до машинного напрямку. Нижня поверхня зазначеного матеріалу по суті є плоскою. З ЕР 2034069А1 (PTL 2) відомий нетканий матеріал, що має виступи і жолобки, які містять волокна, що проходять як у поздовжньому (волокна, що містяться у виступах), так і в поперечному (волокна, що містяться у жолобках) напрямках і чергуються паралельно один одному. Нижня поверхня зазначеного матеріалу по суті є пласкою. В JP 2008-060533 (PTL 3) розкритий нетканий матеріал, що має виступи і жолобки, які містять волокна, що чергуються паралельно один одному. Нижня поверхня зазначеного матеріалу по суті є плоскою. Патентна література [0003] (PTL 1) JP 2009-30218 А (PTL 2) ЕР 20340609А1 (PTL 3) JP 2008-060533 СУТНІСТЬ ВИНАХОДУ 25 30 35 40 45 50 55 60 Технічна проблема [0004] Нетканий матеріал, описаний у PTL 1, виготовлений способом, що містить етап, на якому транспортують волокнисте полотно, розташоване на сітчастій пластині, в машинному напрямку, у той час як верхню поверхню волокнистого полотна піддають впливу струменів гарячого повітря з форсунок, розташованих із заданим кроком у поперечному напрямку. На зазначеному етапі у волокнистому полотні відбувається формування жолобків безпосередньо під форсунками і виступів безпосередньо під проміжками між кожною парою розташованих поряд форсунок. У зазначеному відомому нетканому матеріалі кожний жолобок має рівень щільності, істотно вищий у порівнянні з кожним виступом, щоб тілесні виділення могли швидко переміщатися від виступів до жолобків, коли зазначений нетканий матеріал використовується як верхній лист, що покриває серцевину, яка абсорбує тілесні виділення. Однак зазначені жолобки насилу пропускають в'язкі тілесні виділення, наприклад, менструальну кров, через верхній лист, і таким чином зазначені в'язкі тілесні виділення мають тенденцію залишатися на поверхні дна жолобка. Недоліком нетканих матеріалів за PTL 1, PTL 2 і PTL 3 є те, що виступи зазначених матеріалів, які містять волокна, у більшому ступені піддаються стиранню і розпушуванню внаслідок контакту із шкірою користувача, що викликає у користувача дискомфорт. [0005] Задача даного винаходу полягає в удосконаленні відомого вологопроникного волокнистого нетканого матеріалу таким чином, щоб він не викликав дискомфорту в користувача внаслідок стирання і розпушування верхньої поверхні і щоб навіть в'язкі тілесні виділення могли швидко проникати в жолобок верхнього листа. Рішення проблеми [0006] Згідно з даним винаходом запропонований вологопроникний волокнистий нетканий матеріал, що має поздовжній напрямок, поперечний напрямок і напрямок товщини, які перпендикулярні один одному, і містить верхню та нижню поверхні, які протилежні одна одній у напрямку товщини і проходять у поздовжньому напрямку і поперечному напрямку, причому верхня поверхня оснащена виступами і жолобками, які проходять паралельно в поздовжньому напрямку і чергуються в поперечному напрямку, при цьому нижня поверхня по суті є плоскою, а штапельні волокна виконані з термопластичного синтетичного полімеру і сплавлені разом у вологопроникному волокнистому нетканому матеріалі. [0007] Даний винахід відрізняється тим, що товщина t, виміряна від нижньої поверхні до дна жолобка лежить у діапазоні 40-60 % товщини Т, виміряної від нижньої поверхні до вершини кожного виступу, і кожне штапельне волокно, використовуване для формування вологопроникного волокнистого нетканого матеріалу, має достатню довжину для проходження щонайменше через один виступ до жолобків із двох сторін одного зазначеного виступу. 1 UA 103678 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0008] Згідно з одним варіантом реалізації даного винаходу штапельні волокна, які проходять через виступи, сплавлені в кожному жолобку, розташованому поряд із зазначеним виступом, зі штапельними волокнами різного типу, які проходять через виступи. [0009] Згідно зі ще одним варіантом реалізації даного винаходу вологопроникний 2 волокнистий нетканий матеріал має поверхневу щільність у діапазоні 15-35 г/м . [0010] Згідно зі ще одним варіантом реалізації даного винаходу питомий об'єм зазначеного 3 матеріалу у виступах лежить у діапазоні 70-105 см /г, а його питомий об'єм у жолобках лежить у 3 діапазоні 40-60 см /м. [0011] Згідно зі ще одним варіантом реалізації даного винаходу штапельні волокна містять волокна, що мають видиму довжину в діапазоні 10-80 мм. [0012] Згідно зі ще одним варіантом реалізації даного винаходу виступи і жолобки формують піддаючи волокнисте полотно із заданою поверхневою щільністю штапельних волокон, виконаних із термопластичного синтетичного полімеру, впливу струменів гарячого повітря, випущених форсунками, розташованими переривчасто в поперечному напрямку, який перпендикулярний машинному напрямку, при безперервному переміщенні зазначеного волокнистого полотна в машинному напрямку таким чином, що виступ виявляється сформований безпосередньо під проміжком, утвореним між кожною парою розташованих поряд форсунок, а жолобок виявляється сформованим безпосередньо під форсункою. Переважні ефекти винаходу [0013] Вологопроникний волокнистий нетканий матеріал згідно з даним винаходом містить штапельні волокна, які проходять через виступи до розташованих поряд жолобків на кожній стороні виступів і сплавлені у відповідних жолобках зі штапельними волокнами різного типу залежно від формувачів. Отже, навіть якщо поверхня волокнистого нетканого матеріалу входить у контакт зі шкірою користувача і виступи стираються шкірою користувача, то розпушування, що може мати місце на поверхнях виступів, істотно обмежується. Товщина t кожного з жолобків підтримується на рівні 40-60 % товщини Τ кожного з ребер, і таким чином вологопроникний волокнистий нетканий матеріал тільки ненабагато стискується в порівнянні з кожним виступом без істотного перепаду в питомому об'ємі між виступом і жолобком. Отже, навіть в'язкі тілесні виділення, наприклад, менструальна кров, можуть швидко проникати у волокнистий нетканий матеріал як у виступі, так і в жолобку. КОРОТКИЙ ОПИС КРЕСЛЕНЬ [0014] На фіг. 1 показаний перспективний вид вологопроникного волокнистого нетканого матеріалу. На фіг. 2 схематично показаний як приклад один варіант реалізації процесу виготовлення вологопроникного волокнистого нетканого матеріалу. На фіг. 3 показаний перспективний вид частини пневматичного трубопроводу. На фіг. 4 показаний місцевий вид металевої пластини, використовуваної для формування окружної стінки обертального усмоктувального барабана. На фіг. 5 схематично показаний як приклад ще один варіант реалізації процесу виготовлення вологопроникного волокнистого нетканого матеріалу. На фіг. 6(а) і 6(b) як приклад показані фотографії поперечних перерізів вологопроникного волокнистого нетканого матеріалу. На фіг. 7 як приклад показані стани, у яких можуть залишатися тілесні виділення. ДОКЛАДНИЙ ОПИС ВИНАХОДУ [0015] Подробиці вологопроникного волокнистого нетканого матеріалу згідно з даним винаходом будуть краще зрозумілими з наступного опису, наведеного нижче з посиланням на супровідні креслення. [0016] На фіг. 1 показаний перспективний вид вологопроникного волокнистого нетканого матеріалу 1. Вологопроникний волокнистий нетканий матеріал 1 сформований сплавленням разом штапельних волокон 2, виконаних із термопластичного синтетичного полімеру, і має поздовжній напрямок А, поперечний напрямок В і напрямок С товщини, які перпендикулярні один одному. Якщо дивитися в напрямку С товщини, нетканий матеріал 1 має верхню поверхню 3 і нижню поверхню 4, які протилежні одна одній, причому зазначені поверхні 3, 4 проходять у поздовжньому напрямку А і поперечному напрямку В. Нетканий матеріал 1 оснащений розташованими на верхній поверхні 3 виступами 6 і жолобками 7, причому зазначені виступи 6 і жолобки 7 проходять паралельно один одному в поздовжньому напрямку і чергуються в поперечному напрямку В. Нижня поверхня 4 є по суті плоскою. [0017] Кожний виступ 6 на його верхній поверхні 3 має вершину 11, розташовану на максимальній висоті, виміряній від нижньої поверхні 4, і товщина Τ від нижньої поверхні 4 до зазначеної вершини 11 по суті є постійною для всіх виступів 6. Кроки Р, кожен із яких заданий 2 UA 103678 C2 5 10 15 20 25 30 35 40 45 50 55 60 відстанню між кожною парою розташованих поряд вершин 11, з яким виступи 6 повторюються в поперечному напрямку В, є по суті постійними по всій ширині нетканого матеріалу 1. [0018] Кожний жолобок 7 має дно 12, розташоване на мінімальній висоті, виміряній від нижньої поверхні 4, і товщину t, виміряну від нижньої поверхні 4 до дна 12, тобто висота дна 12 по суті є постійною для всіх жолобків 7. Кроки, кожен з яких заданий відстанню між кожною парою розташованих поряд ден 12, з яким жолобки 7 повторюються в поперечному напрямку В, є такими ж, як і кроки Р, і по суті є постійними по всій ширині нетканого матеріалу 1. [0019] Волокнистий нетканий матеріал 1 підходить для застосування як вологопроникні верхні листи у абсорбуючих тілесні виділення виробах, наприклад, підгузках одноразового використання, гігієнічних серветках або трусах для хворих на нетримання. Верхній лист виробу, що абсорбує тілесні виділення, виконаний із можливістю покриття серцевини, яка абсорбує тілесні виділення, і використовується за умови, що верхній лист входить у контакт зі шкірою користувача. Як штапельні волокна 2, що формують зазначений волокнистий нетканий матеріал 1, використовуються термопластичні синтетичні волокна, кожне з яких має лінійну щільність у діапазоні 1-8 дтекс (децитексів) і видиму довжину волокна в діапазоні 10-80 мм після обробки зазначених волокон і надання їм гідрофільності. Видима довжина волокна, яка згадується в даному описі, являє собою значення, виміряне відповідно до Параграфа (с) Розділу 8.4 Промислових стандартів Японії (JIS) L1015:1999. Слід зазначити, що штапельні волокна 2 вводяться в кардочесальну машину, як, наприклад, показано на фіг. 2 і 5, і перед введенням у кардочесальну машину зазначені штапельні волокна повинні пройти необхідну обробку, наприклад, гофрування. Штапельні волокна 2, відібрані для вимірювання, по суті ретельно випрямляються вздовж нерухомої шкали без прикладання додаткової сили розтягу. Для того, щоб штапельні волокна 2 могли бути сплавлені разом при відносно низькій температурі, і для надання волокнистому нетканому матеріалу відповідної сили пружного відновлення, що протидіє деформації стиску волокнистого нетканого матеріалу в напрямку товщини, переважно використовуються двокомпонентні штапельні волокна. Зазначені двокомпонентні штапельні волокна можуть бути розташовані паралельно або мати конструкцію типу "серцевина в оболонці", при цьому компонент оболонки в конструкції типу "серцевина в оболонці" може бути термопластичним синтетичним полімером, наприклад, поліетиленом, з відносно низькою температурою плавлення, а компонент серцевини може бути термопластичним синтетичним полімером, наприклад, поліпропіленом або поліефіром, з температурою плавлення вище температури плавлення компонента оболонки. [0020] Волокнистий нетканий матеріал 1 має однорідну поверхневу щільність, зокрема в діапазоні 15-35 г/м. Товщина Τ кожного виступу 6 лежить у діапазоні 0,5-5 мм, і виступи 6 розташовані з кроком Ρ у діапазоні 2-8 мм. Кожний жолобок 7 має товщину t, що відповідає 2560 % товщини Т. Деякі штапельні волокна 2, розташовані на верхній поверхні 3 волокнистого нетканого матеріалу 1, проходять щонайменше від одного жолобка 7 до розташованого поряд жолобка 7 щонайменше через один виступ 6, розташований між зазначеними двома сусідніми жолобками 7. Деякі штапельні волокна мають збільшену товщину, як позначено позицією 2а на фіг. 1. Незважаючи на те, що деякі штапельні волокна 2 механічно переплетені і сплавлені разом, штапельні волокна, що проходять на верхній поверхні 3, подібно до штапельних волокон 2а, сплавлені з іншими штапельними волокнами 2, переплетеними із зазначеними штапельними волокнами 2а у розташованих поруч жолобках 7, зокрема у відповідних денах 12 зазначених розташованих поряд жолобків 7. У даному випадку розпушування штапельних волокон 2 у виступах 6 є обмеженим, навіть якщо вершини 11 виступів 6, утворених між кожною парою розташованих поряд жолобків 7, стираються шкірою користувача. Крім того, оскільки штапельні волокна 2 сплавлені разом у денах 12 жолобків 7, у яких шкіра користувача не входить у контакт із верхньою поверхнею 3, зазначені сплавлені області не викликають подразнення шкіри користувача. Розпушування верхньої поверхні 3 може зробити верхню поверхню 3 грубою і подразнюючою при дотику і/або створити умови для затримки тілесних виділень, наприклад, менструальної крові, на верхній поверхні 3. Однак завдяки своїм властивостям штапельні волокна 2а ефективно усувають зазначену небажану можливість. Для забезпечення надійного функціонування штапельних волокон 2а належним чином, необхідно, щоб штапельні волокна 2а мали видиму довжину волокна, достатню для проходу щонайменше від одного жолобка 7 до іншого жолобка 7, розташованого поряд із першим жолобком 7. Іншими словами, необхідно, щоб штапельні волокна 2а мали видиму довжину волокна, яка перевищує крок Р, і переважно перевищує крок Ρ в два рази, незалежно від того, чи мають штапельні волокна 2а, наприклад, спіральну або зиґзаґоподібну форму. [0021] На фіг. 2 як приклад показаний процес виготовлення волокнистого нетканого матеріалу 1. На етапі І пакет штапельних волокон 2 розчісується кардочесальною машиною 101 3 UA 103678 C2 5 10 15 20 25 30 35 40 45 50 55 60 для отримання волокнистого полотна 102. На ділянці, розташованій технологічно вище кардочесальної машини 101, також можливе змішування штапельних волокон 2 з відповідними штапельними волокнами 112, призначеними для змішування. Для полегшення операції розчісування кардочесальною машиною 101 штапельні волокна 2 переважно оснащені звивистістю, попередньо наданою волокнам механічним способом. Як штапельні волокна 112 для змішування можуть використовуватися штапельні волокна, що відрізняються від штапельних волокон 2 типом термопластичного синтетичного полімеру, довжиною волокон або лінійною щільністю. Штапельні волокна 112 для змішування використовуються в межах діапазону 40 % за масою від маси на квадратний метр волокнистого матеріалу 102. [0022] На етапі II волокнисте полотно обробляють гарячими повітряними струменями зі струминного пристрою 210. Струминний пристрій 210 служить для формування волокнистого нетканого матеріалу 1 із виступами 6 та жолобками 7 і містить обертальний усмоктувальний барабан 200 та набір перших форсунок 211, набір других форсунок 212 і набір третіх форсунок 213 для випускання гарячих повітряних струменів. Набори перших, других і третіх форсунок (надалі названі "першим, другим і третім форсунковими вузлами") 211, 212, 213 відповідно містять першу, другу і третю нерухомі форсункові балки 211а, 212а, 213а і форсунки 21 lb, 212b, 213b. Перша, друга і третя нерухомі форсункові балки 211а, 212а, 213а проходять у осьовому напрямку, тобто в поперечному напрямку CD (як показано на фіг. 3), перпендикулярному до машинного напрямку MD, і розташовані через задані інтервали в окружному напрямку обертального усмоктувального барабана 200. Перші форсунки 21 lb, 212b, 213b відповідно розташовані на першій, другій і третій нерухомих форсункових балках 211а, 212а, 213а із заданим кроком у поперечному напрямку CD і розташовані на заданій відстані від окружної стінки обертального усмоктувального барабана 200. Наприклад, розташовані в першому, другому і третьому форсункових вузлах 211, 212, 213 перші, другі і треті окремі форсунки 21 lb, 212b, 213b можуть бути розташовані з заданим кроком, наприклад, із кроком 4 мм, у поперечному напрямку CD таким чином, що формують лінії, які проходять у машинному напрямку MD. Перший, другий і третій форсункові вузли 211, 212, 213 відповідно виконані з можливістю випускання струменів гарячого повітря з заданими температурами і заданими швидкостями з відповідних форсунок 21 lb, 212b, 213b. Як перші, другі і треті форсунки 21 lb, 212b, 213b можуть використовуватися форсунки з діаметром отвору в діапазоні 0,5-2,5 мм. [0023] Обертальний усмоктувальний барабан 200 має окружну стінку, оснащену рівномірно розподіленими отворами 223 (як показано на фіг. 4), які сполучаються з усмоктувальним механізмом (не показаний) обертального усмоктувального барабана 200. Наприклад, окружна стінка може бути оснащена отворами 223, кожен із яких має діаметр у діапазоні 0,2-1 мм із коефіцієнтом площі пропускного перерізу 15-30 %. Окружна швидкість барабана 200 відповідає швидкості транспортування волокнистого полотна 102. [0024] На етапі II, перед обробкою волокнистого полотна 2 струменями гарячого повітря, випущеними з третього форсункового вузла 213, струмені гарячого повітря, випущені з першого і другого форсункових вузлів 211,212, діють на волокнисте полотно 102, яке перебуває в пухкому стані безпосередньо після виходу з кардочесальної машини 101, стискають його і вирівнюють його поверхню. Зокрема, температура і тиск гарячого повітря в струменях, випущених із першого і другого форсункових вузлів 211,212, задані таким чином, що штапельні волокна 2, 112 пом'якшуються, але не сплавляються разом, і потім пом'якшені описаним способом зазначені волокна стискаються під тиском струменів гарячого повітря зі зменшенням товщини волокнистого полотна 102 до 0,5-0,25 його початкової товщини. Крім того, після зазначеної обробки поверхня волокнистого полотна 102 стає гладкою. Температура і тиск гарячого повітря в струменях, випущених із третього форсункового вузла 213, регулюються таким чином, що волокнисте полотно 102, уже стиснене і вирівняне, тепер може бути оснащене жолобками 7, і в той же час штапельні волокна 2 в жолобках 7 можуть бути щонайменше частково сплавлені разом. [0025] На етапі II струмені гарячого повітря, випущені з першого і другого форсункових вузлів 211, 212, служать для згладжування нерівномірності поверхні волокнистого полотна 102, викликаної різними факторами, наприклад, розпушуванням штапельних волокон 2, і формування волокнистого полотна 102, яке має досить гладку поверхню. Струмені гарячого повітря, випущені з третього форсункового вузла 213, стискають частини волокнистого полотна 102, розташовані безпосередньо під відповідними третіми окремими форсунками 213Ь, для формування жолобків 7 на волокнистому нетканому матеріалі 1 і одночасно формують виступи 6 на відповідних ділянках, утворених безпосередньо під відповідними проміжками між суміжними третіми окремими форсунками 213Ь. Через той факт, що волокнисте полотно 102 вирівняне під дією струменів гарячого повітря, випущеного з першого і другого форсункових 4 UA 103678 C2 5 10 15 20 25 30 35 40 45 50 55 вузлів 211, 212, перед формуванням виступів 6, товщина виступів 6, виміряна від нижньої поверхні волокнистого полотна 102, по суті є однорідною. Це справедливо для жолобків 7, а глибина, тобто розмір жолобків 7, виміряна від нижньої поверхні волокнистого полотна 102, по суті є однорідною з тієї ж причини. Волокнисте полотно 102 після етапу II транспортують сітчастою стрічкою в машинному напрямку MD. [0026] На етапі III волокнисте полотно 102 обробляють струменями гарячого повітря з досить високою температурою для плавлення поверхні штапельних волокон 2 і таким чином сплавляють штапельні волокна 2 разом або сплавляють штапельні волокна 2 зі штапельними волокнами 112 для змішування. Таким чином, покращується опір стиранню волокнистого нетканого матеріалу 1. [0027] На етапі IV волокнисте полотно 102, охолоджене до температури навколишнього середовища, згортають у рулон як готовий волокнистий нетканий матеріал 1. [0028] На фіг. 3 показаний перспективний вид першого форсункового вузла 211, що містить першу форсункову балку 211а, яка проходить паралельно до осьового напрямку обертального усмоктувального барабана 200, тобто в поперечному напрямку CD, і перші окремі форсунки 211Ь, розташовані на першій форсунковій балці 211а із заданим кроком. Відповідні перші окремі форсунки 211а виконані з можливістю випускання струменів гарячого повітря в напрямку окружної стінки барабана 200. Технологічно вище першої форсункової балки 211а розташований клапан для регулювання тиску і повітронагрівач (не показані). У процесі, показаному на фіг. 2, здійснюваному для формування волокнистого нетканого матеріалу 1, показаного на фіг. 1, друга і третя нерухомі форсункові балки 212а, 213а, а також другі і треті окремі форсунки 212b, 213b розташовані таким же чином, що й перша балка 211а і перші окремі форсунки 211Ь першого форсункового вузла 211. Незважаючи на те, що перші, другі і треті форсунки 21 lb, 212b, 213b, розташовані у відповідних форсункових вузлах 211, 212, 213, переважно мають постійний внутрішній діаметр і розташовані з однаковим кроком у поперечному напрямку CD, процес, показаний на фіг. 2, може бути здійснений при різних внутрішніх діаметрах, а також кроках розташування форсунок у першому, другому і третьому форсункових вузлах 211, 212, 213. [0029] На фіг. 4 показаний місцевий вид металевої пластини 201, використовуваної для формування окружної стінки обертального усмоктувального барабана 200. Пластина 201 оснащена отворами 223, сполученими з усмоктувальним механізмом барабана 200. Відповідні отвори 223 мають діаметри, наприклад, у діапазоні 0,2-1 мм і розташовані із заданим кроком по колу і в осьовому напрямку барабана 200. [0030] На фіг. 5 показана схема, подібна до показаної на фіг. 2, що як приклад ілюструє ще один варіант реалізації процесу виготовлення вологопроникного волокнистого нетканого матеріалу 1. На етапі І, показаному на фіг. 5, пакет штапельних волокон 2 розчісується кардочесальною машиною 101 для отримання волокнистого полотна 102. Технологічно вище кардочесальної машини 101 відповідні штапельні волокна 112 можуть бути змішані зі штапельними волокнами 2. Переважно штапельним волокнам 2 попередньо механічним способом надана звивистість для полегшення розчісування кардочесальною машиною 101. Штапельні волокна 112, призначені для змішування, є такими ж, що і в процесі, показаному на фіг. 2. [0031] На етапі II, показаному на фіг. 5, волокнисте полотно 102, яке транспортується сітчастим транспортером 253, піддається в сушарці 251 дії струменів гарячого повітря при температурі, достатньо високій для плавлення поверхні штапельних волокон 2 таким чином, що штапельні волокна 2, 112 можуть бути сплавлені разом і сплавлені зі штапельними волокнами 112 для змішування. [0032] На етапі III, показаному на фіг. 5, волокнисте полотно 102, все ще розташоване на сітчастому транспортері 253 і нагріте до високої температури, піддається дії струменів гарячого повітря з заданою температурою, випущених із форсунок 252b форсункового вузла 252 з заданою швидкістю. Окремі форсунки 252b розташовані з заданим кроком на нерухомій балці 252а, яка проходить у напрямку, перпендикулярному до машинного напрямку MD, тобто в поперечному напрямку CD, і використовуються для формування жолобків 7 і виступів 6 на волокнистому нетканому матеріалі 1. Згідно з одним варіантом реалізації форсункового вузла 252, форсунки 252b розташовані на відповідній нерухомій балці 252а з кроком 4 мм і мають внутрішній діаметр у діапазоні 0,5-2,5 мм. [0033] На етапі IV, показаному на фіг. 5, волокнисте полотно 102, охолоджене до температури навколишнього середовища, згортають у рулон, як і волокнистий нетканий матеріал 1. 5 UA 103678 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0034] Транспортер 253, використаний у процесі, показаному на фіг. 5, переважно містить сітку плетеного типу розміром 18-30 комірок. Сітка, в якій менше 18 комірок, може бути занадто грубою для сітчастого транспортера, і слід від дроту, який формує сітку, може залишатися на нижній поверхні 4 волокнистого нетканого матеріалу 1 і перешкоджати вирівнюванню нижньої поверхні 4. Сітка, у якій більше 30 комірок, може виявитися занадто дрібною для сітчастого транспортера, і на етапі II, так само, як і на етапі III, може бути утруднене проникнення струменів гарячого повітря у волокнисте полотно 102, і таким чином може бути утруднене сплавлення разом штапельних волокон 2 необхідним чином на нижній поверхні волокнистого полотна 102. [0035] Відповідно до процесу, показаного на фіг. 5, з'єднання сплавленням разом штапельних волокон 2, 112 здійснюється на етапі II. Таким чином, на етапі III полегшене формування волокнистого полотна 102, оснащеного виступами 6 і жолобками 7 із використанням струменів гарячого повітря, випущених із форсункового вузла 252. Іншими словами, замість першого, другого і третього форсункових вузлів 211, 212, 213, використовуваних у процесі, показаному на фіг. 2, для формування волокнистого полотна 102 з виступами 6 і жолобками 7, у процесі, показаному на фіг. 5, може бути використаний тільки один форсунковий вузол 252. Крім того, струмені гарячого повітря, випущені з форсункового вузла 252, можуть бути виконані з можливістю регулювання, наприклад, витрати повітря можуть бути зменшені до 5,0-12,0 н.л./м (нормолітрів на кв. метр) і/або температура повітря може бути встановлена нижче 200 °C. [0036] Як з'ясувалося стосовно волокнистого нетканого матеріалу 1, отриманого в процесі, показаному як приклад на фіг. 2 і 5, штапельні волокна 2 проходять щонайменше через один виступ 6 до відповідних ден 12 жолобків 6 із двох сторін щонайменше одного виступу 6. У відповідних денах 12 штапельні волокна 2 сплавлені разом або сплавлені в суміші зі штапельними волокнами 112 для обмеження розпушування зазначених штапельних волокон 2, 112 на верхній поверхні 3, як буде видно з результатів випробування на стирання, описаного нижче. У зазначеному випробуванні на стирання, тертя, прикладене до верхньої поверхні 3, насамперед діє на кожну вершину 11 кожного виступу 6 і області поблизу неї. Однак з'ясувалося, що розпушування на вершинах 11 по суті обмежене з тієї причини, що штапельні волокна 2, які утворюють вершини 11, проходять до відповідних ден розташованих поряд жолобків 7, у яких зазначені штапельні волокна 2 сплавлені одне з одним і зі штапельними волокнами 112 для змішування. [0037] У ході поступової зміни витрат гарячого повітря, що випускається з третього форсункового вузла 213, показаного на фіг. 2, при незмінній температурі повітря, з'ясувалося, що обмеження виникнення розпушування стає більш надійним при збільшенні витрат повітря, коли жолобки 7 стають більш глибокими, іншими словами, товщина t, показана на фіг. 1, усе більше і більше зменшується. Зокрема, якщо у волокнистому нетканому матеріалі 1 товщина t жолобків 7 становить 60 % або менше від товщини Т, то можливість розпушування обмежена до прийнятного ступеня, і зазначений матеріал може бути використаний як верхній лист для гігієнічних серветок або підгузків одноразового використання. Однак слід зазначити, що в жолобках 7 щільність збільшується, і питомий об'єм зменшується зі зменшенням товщини t, тобто глибина дна 12 збільшується. Якщо волокнистий нетканий матеріал 1, оснащений жолобками 7, кожен із яких має неприйнятно малий питомий об'єм, використовується як верхній лист для гігієнічних серветок, то в'язкі тілесні виділення, наприклад, менструальна кров, не зможуть швидко поглинатися серцевиною через дена 12 жолобків 7 і часто будуть залишатися в денах 12, при цьому шкіра користувача може бути забруднена кров'ю, і/або кров, що залишилася на верхньому листі, буде погіршувати зовнішній вигляд використаних серветок під час їхнього видалення. Через вищевказану проблему задача даного винаходу полягає в обмеженні площі на поверхні волокнистого нетканого матеріалу 1, яка може затримувати тілесні виділення. Із цією метою товщина t, що відповідає відстані, виміряній від нижньої поверхні 4 до дна 12 кожного жолобка 7, підтримується на рівні 40 % або більше від товщини Т, що відповідає відстані, виміряній від нижньої поверхні 4 до вершини 11 кожного виступу 6. ПРИКЛАДИ [0038] Як приклади волокнистого нетканого матеріалу був виготовлений волокнистий нетканий матеріал різних типів із різним відношенням товщини Τ кожного виступу 6 до товщини t кожного жолобка 7. Для оцінки площі верхньої поверхні 3, включаючи жолобки 7, зайняті тілесними виділеннями, що залишилися, і опору стиранню верхньої поверхні 3, як тілесні виділення використовувалася штучна менструальна кров. Були підготовлені порівняльні зразки волокнистого нетканого матеріалу і на основі зазначених порівняльних зразків була оцінена площа верхньої поверхні, зайнятої залишками тілесних виділень, і опір стиранню верхньої 6 UA 103678 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхні. Результати оцінки наведені в Таблицях 1-4. Нижче будуть докладно описані процедури вимірювання товщини Τ і товщини t волокнистого нетканого матеріалу 1, який має виступи 6 і жолобки 7, і площі волокнистого нетканого матеріалу 1, зайнятої залишками тілесних виділень, а також процедура оцінки опору стиранню волокнистого нетканого матеріалу. [0039] (Процедури вимірювання товщини Τ і товщини t) На фіг. 6(а) і 6(b) наведені фотографії, що відповідно показують перерізи зразків волокнистого нетканого матеріалу, взяті вздовж поперечного напрямку CD, і нижче з посиланням на зазначені фотографії будуть описані процедури вимірювання товщини. 1. Для розрізання зразка волокнистого нетканого матеріалу для вимірювання товщини паралельно до поперечного напрямку CD і таким чином отримання перерізу для спостереження використовувалося змінне лезо моделі ХА-100В, установлене в різаку моделі HA-7NB (Торгова марка) компанії Kokuyo Co., Ltd… Потім зразок волокнистого нетканого матеріалу розміщався на горизонтальній поверхні Н, і для отримання фотографії перерізу з 25-кратним збільшенням для спостереження використовувався цифровий мікроскоп моделі VHX-100 компанії Кеуеnсе (як показано на фіг. 6(а)). 2. Як програмне забезпечення для обробки зазначених фотографій перерізу і для оцифрування зображення з граничним значенням, рівним 50, використовувалося програмне забезпечення для аналізу зображень USB Digital, створене компанією Scalar Corporation. Для аналізу зазначеного формату оцифрованого зображення як обчислювальний спосіб використовується так званий "повнокольоровий (ANAUZUME)", і потім як колір об'єкта вибирають і обробляють "білий колір". Подібним чином для аналізу формату оцифрованого знімка використовується так званий зазначений "повнокольоровий" обчислювальний спосіб і потім як колір об'єкта вибирається і обробляється "чорний колір". У повністю обробленому зображенні штапельні волокна, розпушені в зовнішньому напрямку від білих областей, що мають форму островів, видаляються для отримання зміненої фотографії (як показано на фіг. 6(Ь)) поперечного перерізу CD без розпушування. 3. На зміненій фотографії виконують побудову лінії, яка проходить між вершинами розташованих поряд виступів, і горизонтальної лінії R, яка проходить паралельно до горизонтальної площини Η у контакті з дном жолобка. 4. Виконують побудову вертикальної лінії Q, яка перпендикулярна до горизонтальної площини Η і проходить у верхньому напрямку через дно жолобка до перетину з лінією S. 5. Визначають уздовж вертикальної лінії Q відстань від горизонтальної площини Η до точки, в якій вертикальна лінія Q перетинається з лінією S як відповідна висота (товщина) Τ розташованих поряд виступів, і вздовж вертикальної лінії Q відстань від горизонтальної площини Η до точки, в якій вертикальна лінія Q перетинається з горизонтальною лінією R як товщина t жолобка (як показано на фіг. 6(b)). [0040] (Спосіб вимірювання площі, зайнятої тілесними виділеннями, що залишилися) Спосіб вимірювання площі, зайнятої тілесними виділеннями, що залишилися, містить етапи, на яких: 1. Беруть як зразки для вимірювання частини волокнистого нетканого матеріалу розміром 5 × 5 см. 2. Розрізають паперовий фільтр № 60, призначений винятково для в'язкої рідини, виготовлений компанією ADVANTEC MFS, INC, на зразки фільтрувального паперу розміром 10 × 10 см, а зразки волокнистого нетканого матеріалу розміром 5 × 5 см розміщають на стопку з 20 шарів зразків фільтрувального паперу. 3 3. З використанням піпетки ємністю 10 см (цифрової мікропіпетки для обробки рідини 3 моделі NPX-10ML, виготовленої компанією Nichiryo Co., Ltd) 2 см штучної менструальної крові як тілесних виділень повільно капають на зразки для вимірювання. Склад штучної менструальної крові: (1) йонообмінна вода: 1 літр (2) гліцерин: 80 г (3) натрій-карбоксиметилцелюлоза: 8 г (4) хлористий натрій: 10 г (5) гідрокарбонат натрію: 4 г (6) червоний барвник № 102: 8 г (7) червоний барвник № 2:2 г (8) жовтий барвник № 5:2 г 4. Через 20 секунд після завершення краплинної обробки зразок відокремлюють від стопки з частин паперового фільтра і потім сушать за допомогою повітря. 7 UA 103678 C2 5 10 15 20 25 30 35 40 45 50 55 60 5. Після завершення сушіння штучної менструальної крові, що міститься в зразку і на ньому, використовують цифровий сканер (сканер зображення моделі GT8700, виготовлений компанією Seiko Epson Corporation) для сканування стану штучної менструальної крові, що залишилася в зразку і на ньому, та отримання його зображення. Параметри сканування: глибина кольору True color-24 біта, щільність 59 пікселів/см (як показано на фіг. 7). 6. Зображення, отримане на етапі 5, обробляють із використанням програмного забезпечення для аналізу зображення USB Digital, створеного компанією Scalar Corporation, для оцифрування зображення. Кількість пікселів, забарвлених у червоний колір штучною менструальною кров'ю, зберігають як дані, на основі яких кількість зазначених пікселів перетворюють у площу. 7. Параметри оцифрування на етапі 6(а) задають таким чином: граничне значення дорівнює 160; кількість вихідних пікселів дорівнює щонайменше 3 пікселям; і діапазон виходу становить 400 × 400 пікселів. 8. Кількість пікселів (елементів зображення) і площі, отримані шляхом перетворення на основі зазначених кількостей, визначають на основі трьох (3) зразків, які мають однакове значення t/T, і середню площу отримують як "площу, зайняту тілесними виділеннями, що 2 залишилися (мм )" (як показано на фіг. 7). [0041] (Спосіб оцінки стійкості до стирання) Спосіб оцінки стійкості до стирання містить етапи: 1. Крім етапів 2-7, оцінка виконується згідно з Промисловими стандартами Японії (JIS) L 0844:2004 "Спосіб випробування на стійкість барвника до стирання". 2. Як випробувальний прилад, як зазначено нижче, використовується прилад для випробування на стирання Model II (типу GAKUSHIN): Прилад для випробування кольоростійкості типу GAKUSHIN моделі АВ-301, виготовлений компанією TESTER SANGYO CO. LTD. 3. Навантаження під час стирання: 2N (200 грам-сил). 4. Поверхня елемента для стирання: бавовняна сорочкова тканина № 3 (згідно з JIS L 0803). 5. Кількість зворотно-поступальних рухів стирання: 20 за хвилину. Зазначений рух стирання виконується протягом однієї хвилини з зазначеною швидкістю. 6. Випробувальний зразок: зразок для випробування отримують розрізанням волокнистого нетканого матеріалу таким чином, що його розмір у поздовжньому напрямку (тобто машинному напрямку) становить 220 мм, а розмір у поперечному напрямку становить 30 мм. Зазначений зразок для випробування встановлюють у випробувальний прилад таким чином, щоверхня поверхня зазначеного зразка, оснащена виступами, звернена вгору, а елемент для стирання робить зворотно-поступальний рух у поздовжньому напрямку. 7. Нижче описані результати випробування на стирання, отримані на основі спостереження верхньої поверхні волокнистого нетканого матеріалу. Волокнистий нетканий матеріал, класифікований як А, В і С, може використовуватися як верхній лист: А: Розпушування не спостерігається. В: По суті розпушування не спостерігається. С: Спостерігаються виступи з розпушуванням і виступи без розпушування. D: Спостерігається значне розпушування, і спостерігається ворс, який з'єднує кожну пару розташованих поряд виступів. [0042] (ПРИКЛАДИ 1-10) 1. Перше і друге двокомпонентні штапельні волокна типу "серцевина в оболонці" були змішані разом для отримання відповідних компонентів штапельних волокон, використаних для формування зазначених Прикладів 1-10 волокнистого нетканого матеріалу. У зазначених двокомпонентних штапельних волокнах компонент серцевини сформований із поліефірного полімеру, а компонент оболонки сформований із поліетиленового полімеру. Перше двокомпонентне штапельне волокно має лінійну щільність 2,2 дтекс, довжину волокна 45 мм і поверхневу щільність 80 % за масою від поверхневої щільності штапельного волокна в цілому. Друге спряжене штапельне волокно має лінійну щільність 2,6 дтекс, довжину волокна 38 мм і поверхневу щільність 20 % за масою від поверхневої щільності штапельних волокон у цілому. Змішані перше і друге штапельні волокна були оброблені валковою чесальною машиною для 2 2 2 2 формування волокнистих полотен із поверхневою щільністю 15 г/м , 25 г/м , 35 г/м і 40 г/м відповідно. 2. Зазначені волокнисті полотна були піддані обробці на етапі II, показаному на фіг. 2. Відповідні режими роботи першої, другої і третьої форсунок на етапі, показаному на фіг. 2, були задані таким чином: Перша і друга форсунки: Температура повітря у форсунковій балці: 200 °C. 8 UA 103678 C2 2 5 10 15 20 25 30 35 40 45 50 Витрати гарячого повітря на одиницю площі волокнистого полотна: 8,16 н.л./м . Третій форсунковий вузол: Температура повітря у форсунковій балці: 350 °C. 2 Витрати гарячого повітря на одиницю площі волокнистого полотна: 10,92-19,17 н.л./м . Окремі з відповідних форсунок розташовані з кроком 4 мм у поперечному напрямку і формують лінії з окремими форсунками, розташованими поруч, у машинному напрямку. Окружна стінка обертального усмоктувального барабана має отвори, сумарна площа яких становить 22,16 % від загальної площі поверхні зазначеної окружної стінки. 3. Волокнисті полотна транспортувалися від етапу II до етапу III, на якому волокнисті полотна були оброблені струменями гарячого повітря при температурі 135 °C протягом 5 хвилин таким чином, щоб штапельні волокна могли бути сплавлені разом, і потім волокнисті матеріали були охолоджені до температури навколишнього середовища для отримання волокнистого нетканого матеріалу для Прикладів 1-10. Приклади 1-10 зразків волокнистого нетканого матеріалу були оцінені як зазначено в Таблицях 1-3. Питомі об'єми виступів і жолобків, зазначені в Таблицях 1-3 і Таблиці 4, були визначені шляхом процедур (1) і (2) таким чином: (1) На основі середньої маси, обчисленої для 10 листів волокнистого нетканого матеріалу розміром 10 × 10 см, поверхнева щільність визначається з наступного рівняння: 2 Поверхнева щільність (г/м ) = (середня маса (г))0,01 Слід зазначити, що для визначення поверхневої щільності можуть бути використані без відступу від обсягу даного винаходу зразки волокнистого нетканого матеріалу, кожен із яких має розмір менше 10 × 10 см. (2) Товщина Τ зразка волокнистого нетканого матеріалу вимірюється від його нижньої поверхні до вершини виступу, і товщина t вимірюється від нижньої поверхні до дна жолобка, при цьому питомий об'єм визначається з наступного рівняння: 3 Питомий об'єм (см /г) виступу або жолобка = {(товщина Τ виступу або товщина t жолоба)х1000} -г поверхнева щільність (г/м) [0043] (ПОРІВНЯЛЬНІ ПРИКЛАДИ 1-18) Для отримання Порівняльних Прикладів 1-18 волокнистого нетканого матеріалу використовувалися ті ж самі умови, які використовувалися для отримання попередніх Прикладів, за винятком того, що витрати гарячого повітря в третьому форсунковому вузлі, 2 показаному на фіг. 2, були задані в діапазоні 8,17-24,58 н.л./м . Оцінка і класифікація були виконані тим же способом, що і в попередніх Прикладах. Результат оцінки зазначений у Таблицях 1-4. [0044] 3 Таблиць 1-4 очевидно, що: 2 (1) За умови, що поверхнева щільність лежить у діапазоні 15-35 г/м і в той же час відносна товщина лежить у діапазоні 40-60 %, площа волокнистого нетканого матеріалу, зайнятого тілесними виділеннями, що залишилися, відносно мала. Зокрема, в'язка штучна менструальна кров, використовувана як тілесні виділення, легко проникає у волокнистий нетканий матеріал без значного розсіювання по волокнистому нетканому матеріалу і легко передається фільтрувальному паперу, використовуваному як заміна для абсорбуючої структури. (2) Порівняльні приклади волокнистого нетканого матеріалу зі співвідношенням t/T вище 60 % демонструють низьку стійкість до стирання і помітну тенденцію до розпушування. Волокнистий нетканий матеріал зі співвідношенням t/T 60 % або менше відносно вільний від можливого розпушування. (3) Стосовно питомого об'єму волокнистого нетканого матеріалу за умови, що питомий об'єм зазначеного матеріалу у виступі лежить у діапазоні 70-105 см /г, і в той же час питомий об'єм 3 зазначеного матеріалу в жолобку лежить у діапазоні 40-60 см /г, слід зазначити, що в'язкі тілесні виділення не залишаються на зазначеному волокнистому нетканому матеріалі, і він не демонструє явну тенденцію до розпушування через стирання. 9 UA 103678 C2 5 10 UA 103678 C2 5 10 15 20 25 30 35 40 [0049] На фіг. 7 як приклад показана схема процедури вимірювання площі, зайнятої тілесними виділеннями, що залишилися на волокнистому нетканому матеріалі і в ньому, на основі Прикладу 7 і Порівняльного Прикладу 7 для волокнистого нетканого матеріалу. Зокрема, на фіг. 7 показані зображення тілесних виділень, що залишилися на зразках волокнистого нетканого матеріалу і у них, результати, отримані оцифруванням зазначених зображень, кількість пікселів і площі, отримані з результатів оцифрування, а також середня кількість пікселів і середня площа. [0050] ПОЗНАЧЕННЯ НА КРЕСЛЕННЯХ 1 - волокнистий нетканий матеріал 2 - штапельні волокна 3 - верхня поверхня 4 - нижня поверхня 6 - виступ 7 - жолобок 11 - вершина 12 - дно А - поздовжній напрямок В - поперечний напрямок С - напрямок товщини Ρ - крок Τ - товщина вершини t - товщина дна ФОРМУЛА ВИНАХОДУ 1. Вологопроникний волокнистий нетканий матеріал, що має поздовжній напрямок, поперечний напрямок і напрямок товщини, які перпендикулярні один одному, і містить верхню і нижню поверхні, які протилежні одна одній у напрямку товщини і проходять у поздовжньому напрямку і поперечному напрямку, в якому верхня поверхня оснащена виступами і жолобками, що проходять паралельно в поздовжньому напрямку і чергуються в поперечному напрямку, нижня поверхня по суті є плоскою, а штапельні волокна, виконані з термопластичного синтетичного полімеру, сплавлені разом у вологопроникному волокнистому нетканому матеріалі, причому: товщина t,виміряна від нижньої поверхні до дна жолобка, лежить у діапазоні 40-60 % товщини Т,виміряної від нижньої поверхні до вершини кожного виступу, і кожне штапельне волокно, використовуване для формування вологопроникного волокнистого нетканого матеріалу, має довжину, що є достатньою для проходження щонайменше від одного жолобка до розташованого поруч жолобка щонайменше через один виступ, розташований між зазначеними двома сусідніми жолобками. 11 UA 103678 C2 5 10 15 2. Вологопроникний волокнистий нетканий матеріал за п. 1,у якому штапельні волокна, що проходять через виступи, сплавлені в кожному жолобку, розташованому поруч із виступом, зі штапельними волокнами різного типу, що проходять через виступи. 3. Вологопроникний волокнистий нетканий матеріал за п. 1 або 2, який має поверхневу 2 щільність у діапазоні 15-35 г/м . 4. Вологопроникний волокнистий нетканий матеріал за будь-яким із пп. 1-3, питомий об'єм якого 3 у виступах лежить у діапазоні 70-105 см /г, а його питомий об'єм у жолобках лежить у діапазоні 3 40-60 см /м. 5. Вологопроникний волокнистий нетканим матеріал за будь-яким із пп. 1-4, у якому серед штапельних волокон є волокна, кожне з яких має довжину видимої частини в діапазоні 10-80 мм. 6. Вологопроникний волокнистий нетканий матеріал за будь-яким із пп. 1-5, у якому виступи і жолобки сформовані з волокнистого полотна із заданою поверхневою щільністю штапельних волокон, виконаних із термопластичного синтетичного полімеру, під дією впливу струменів гарячого повітря, випущених рядом форсунок, розташованих у поперечному напрямку, перпендикулярному до машинного напрямку, при безперервному переміщенні волокнистого полотна в машинному напрямку таким чином, що кожний виступ є сформованим безпосередньо під проміжком, утвореним між кожною парою розташованих поряд форсунок, а кожний жолобок є сформованим безпосередньо під форсункою. 20 12 UA 103678 C2 13 UA 103678 C2 14 UA 103678 C2 15 UA 103678 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюLiquid-pervious fibrous non-woven fabric
Автори англійськоюOba, Toru, Mizutani, Satoshi, Kimura, Akihiro
Автори російськоюОба Тору, Мицутани Сатоши, Кимура Акихиро
МПК / Мітки
МПК: D04H 1/54, A61F 13/511
Мітки: нетканий, волокнистий, вологопроникний, матеріал
Код посилання
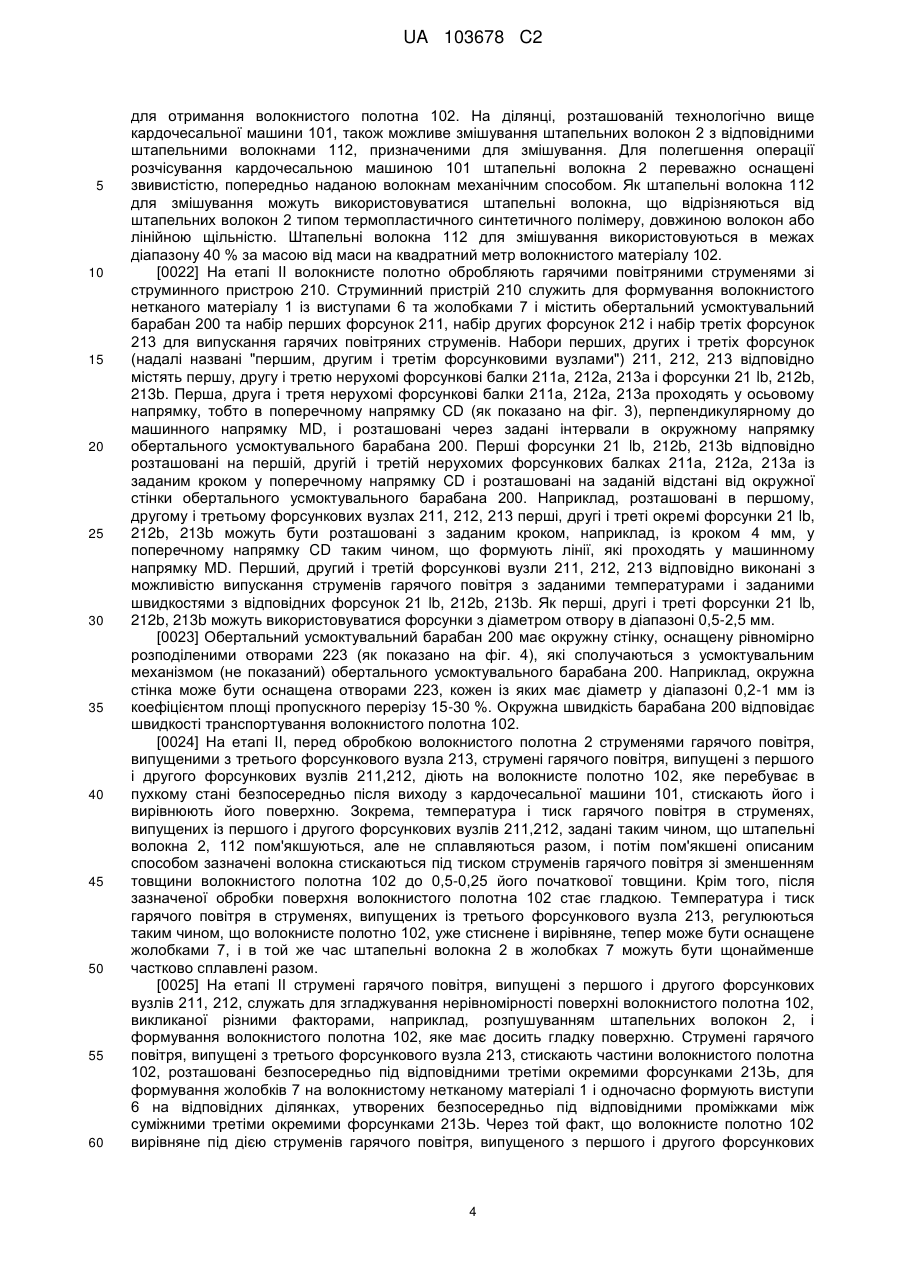
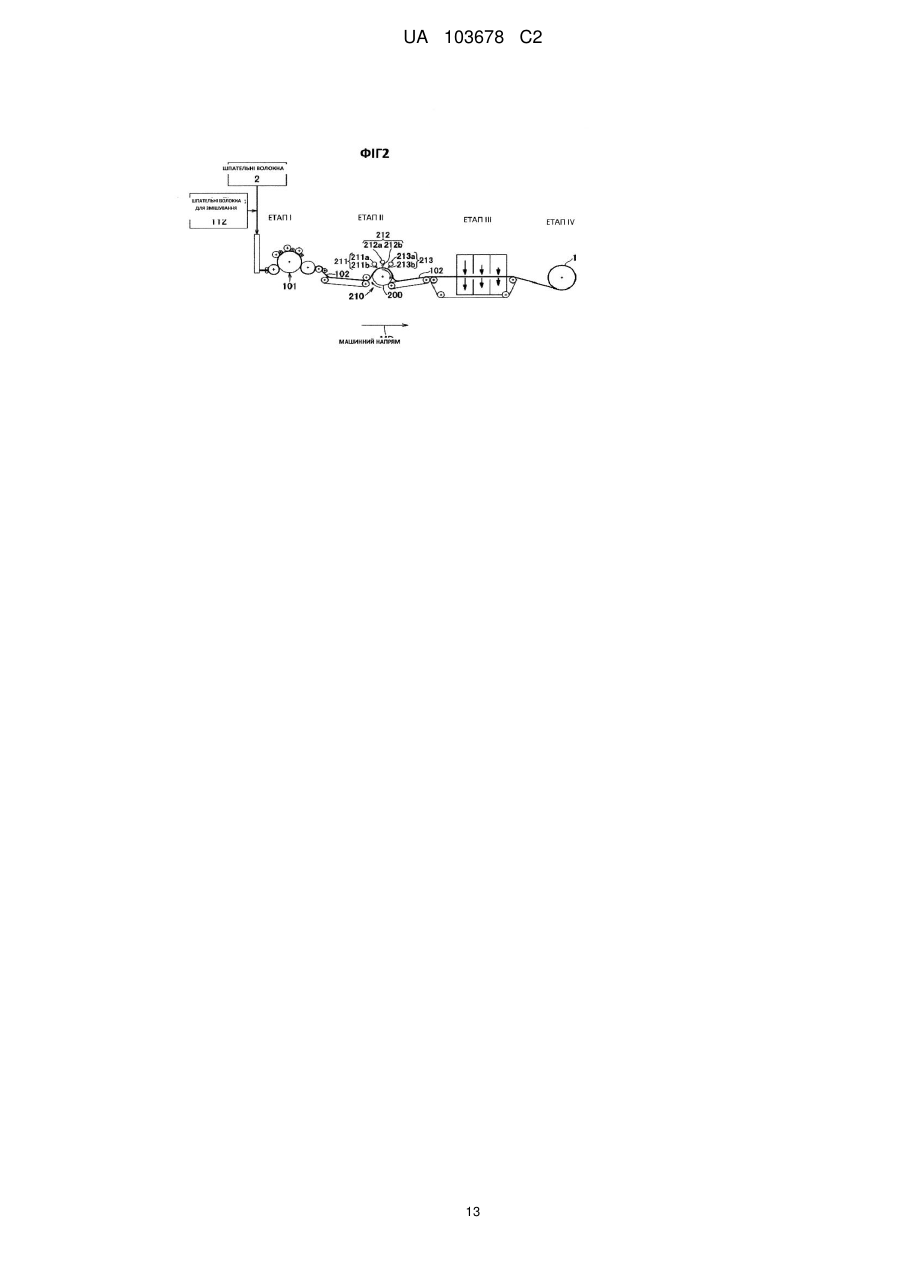
<a href="https://ua.patents.su/18-103678-vologoproniknijj-voloknistijj-netkanijj-material.html" target="_blank" rel="follow" title="База патентів України">Вологопроникний волокнистий нетканий матеріал</a>
Нетканий волокнистий матеріал

Номер патенту: 11736
Опубліковано: 16.01.2006
Автори: Пахаренко Валерій Олександрович, Березненко Наталія Михайлівна
МПК: D04H 1/46
Мітки: матеріал, нетканий, волокнистий
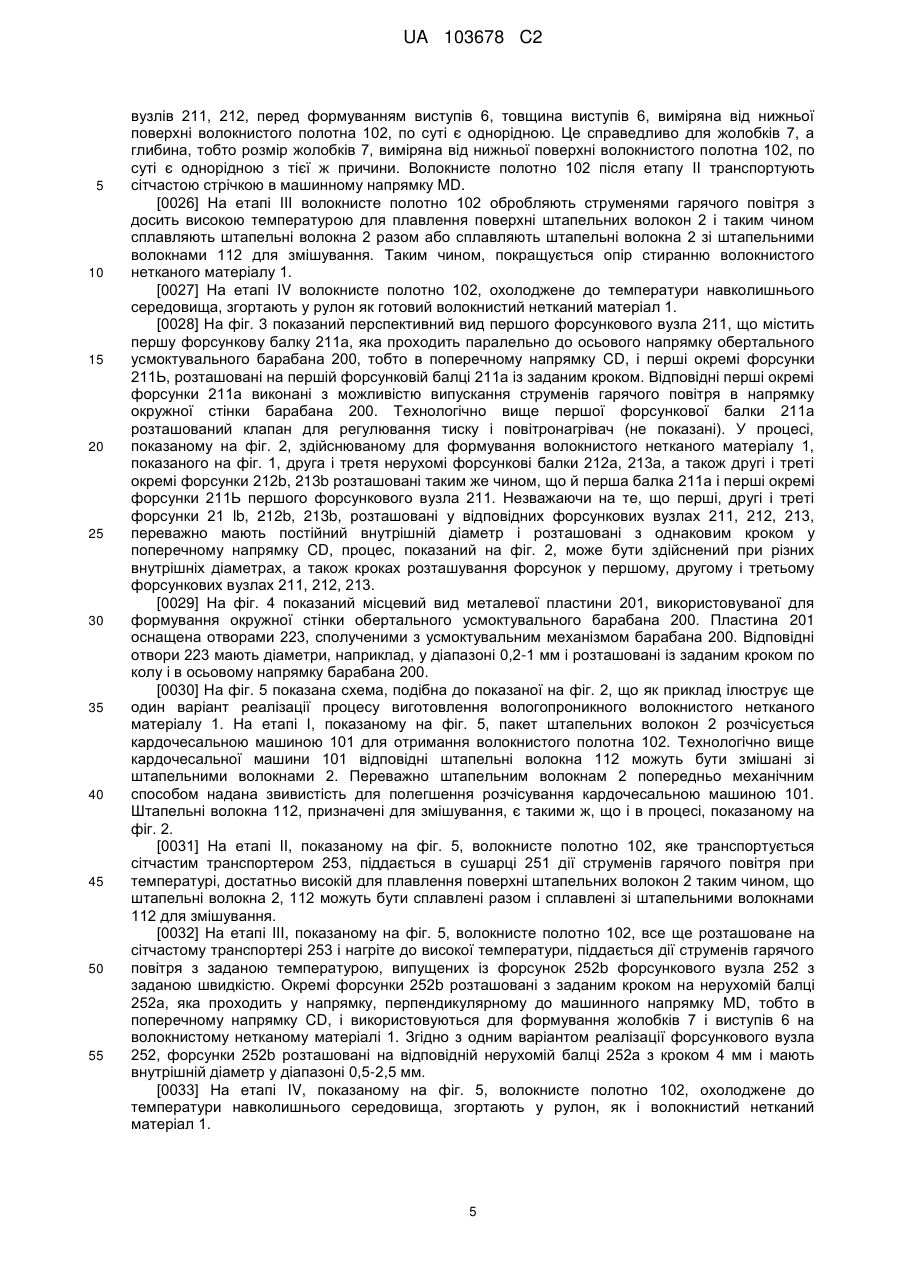
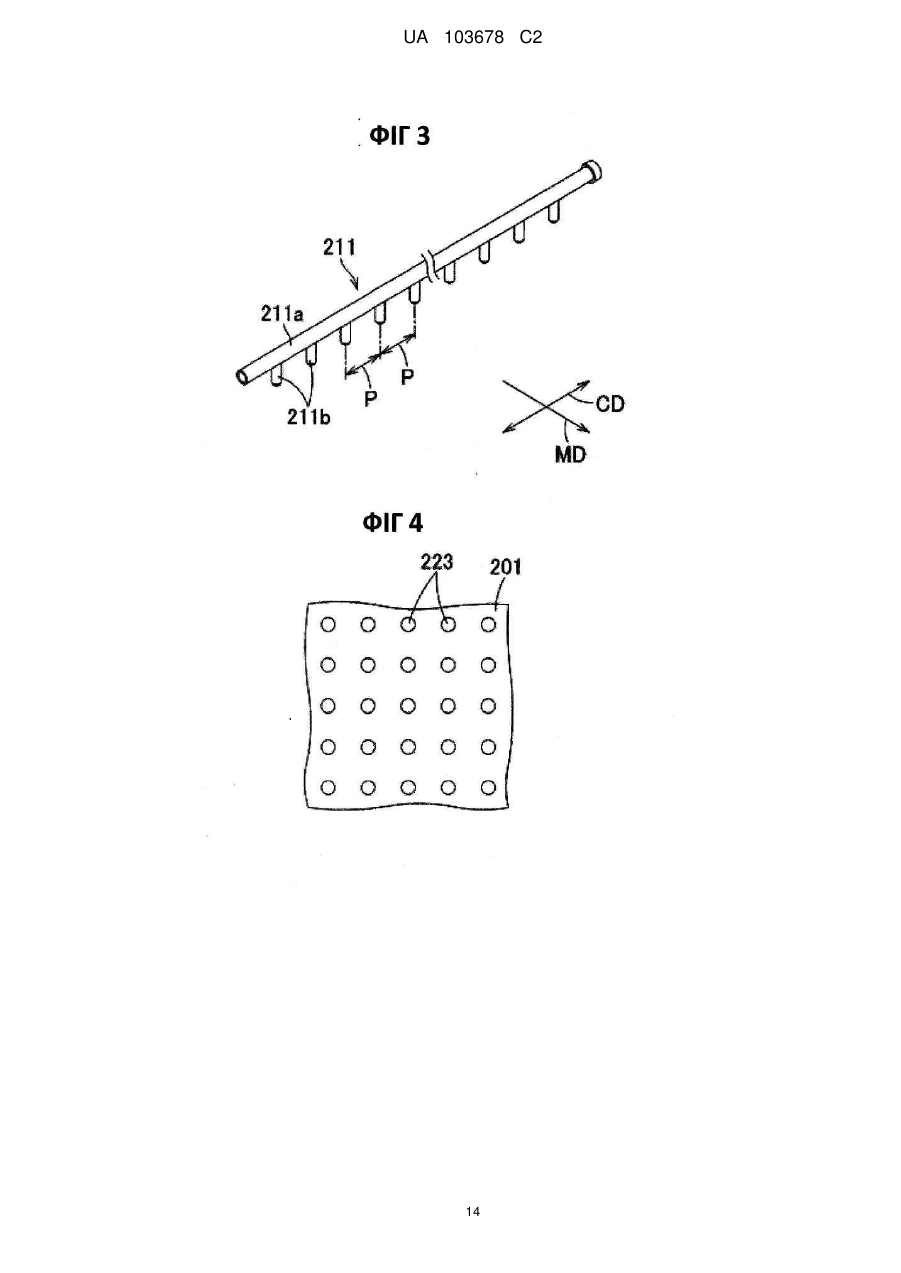
Формула / Реферат:
1. Нетканий волокнистий матеріал, що містить суміш синтетичних та шерстяних волокон, сформованих в пакет, який відрізняється тим, що як синтетичні волокна вибрано композиційні волокна із поліпропілену в суміші з співполімером етилену і вінілацетату, а як шерстяні волокна взяті відходи шерсті великої рогатої худоби.2. Нетканий волокнистий матеріал за п.1, який відрізняється тим, що компоненти взяті в таких співвідношеннях, % мас.: ...
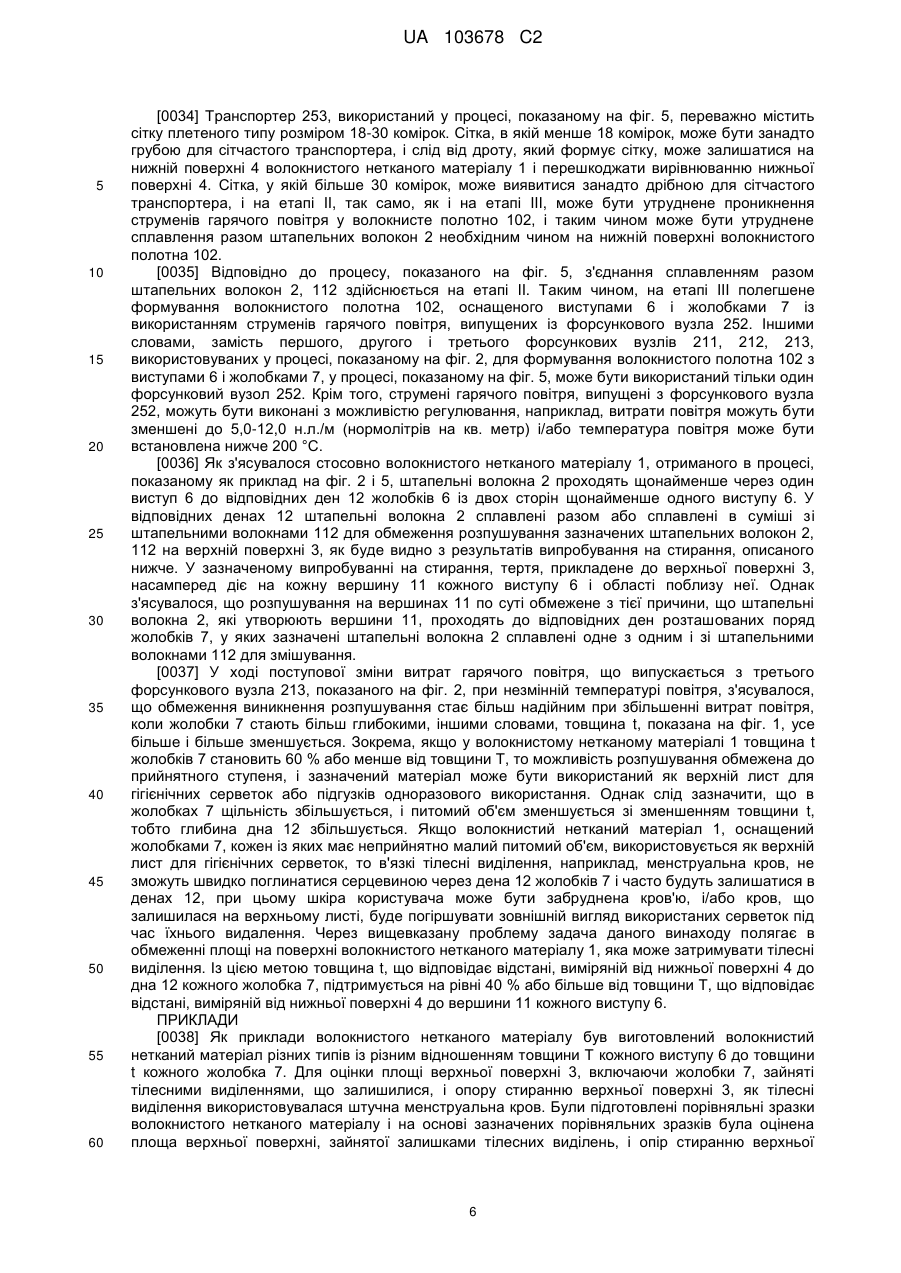
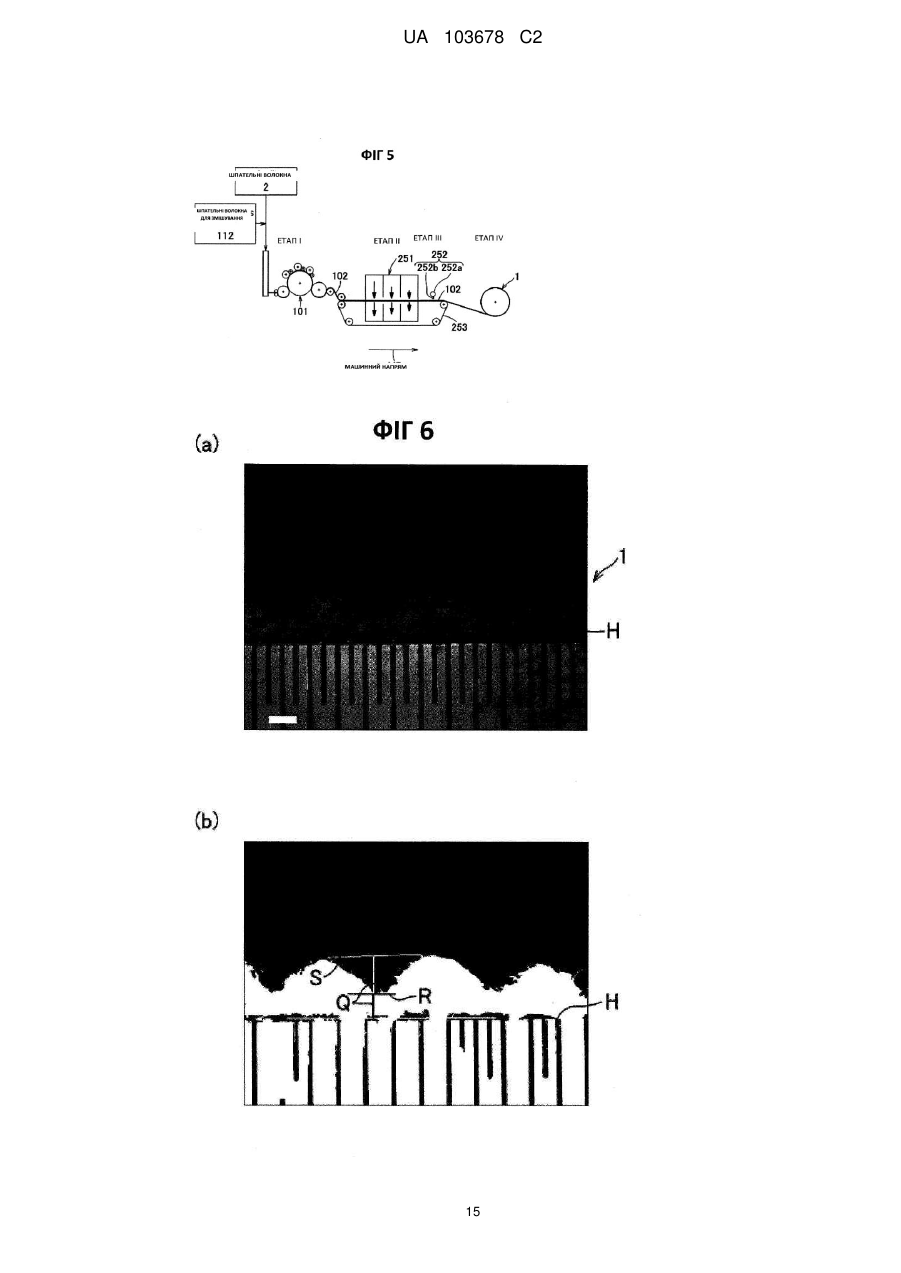
Нетканий волокнистий матеріал
Номер патенту: 79648
Опубліковано: 10.07.2007
Автори: Березненко Наталія Михайлівна, Пахаренко Валерій Олександрович
Мітки: нетканий, волокнистий, матеріал
Формула / Реферат:
1. Нетканий волокнистий матеріал, що містить суміш синтетичних та шерстяних волокон, сформованих в пакет, який відрізняється тим, що як синтетичні волокна вибрано композиційні волокна із поліпропілену в суміші з співполімером етилену і вінілацетату, а як шерстяні волокна взяті відходи шерсті великої рогатої худоби.2. Нетканий волокнистий матеріал за п. 1, який відрізняється тим, що компоненти взяті в таких співвідношеннях, % мас.: ...
Нетканий волокнистий матеріал
Номер патенту: 8788
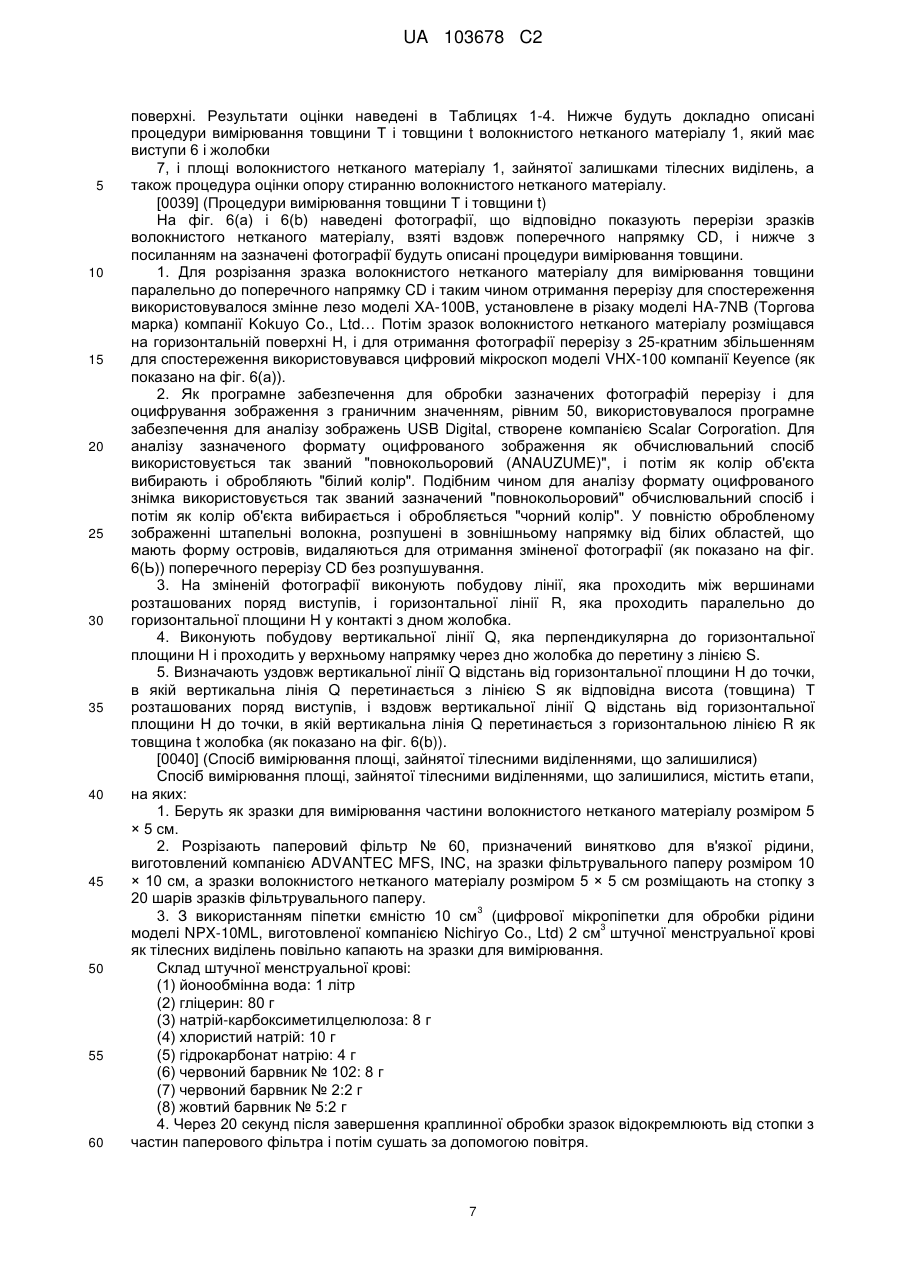
Опубліковано: 15.08.2005
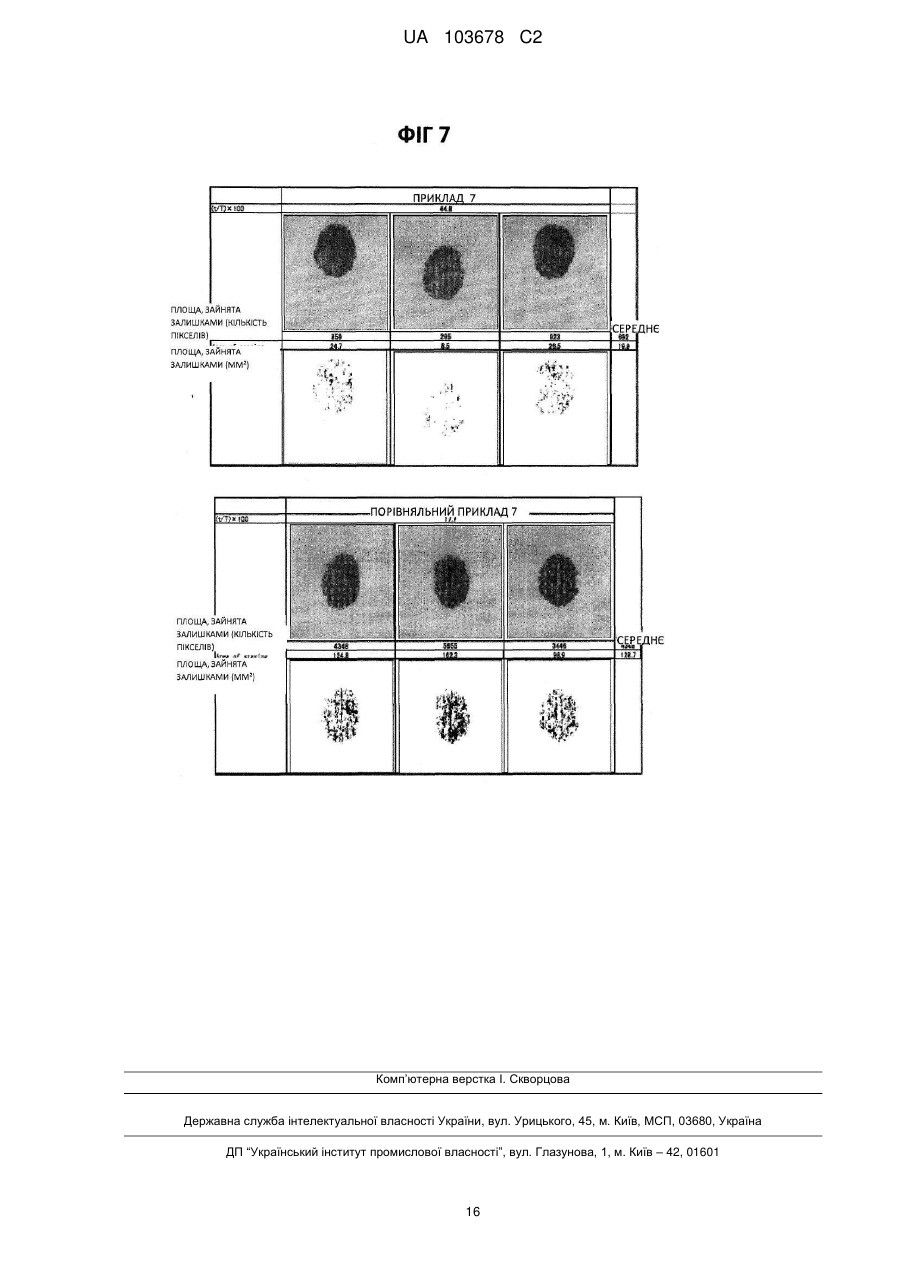
Автори: Вахрін Володимир Вікторович, Новицький Олександр Геннадійович, Ефремов Михайло Васильович
Мітки: волокнистий, матеріал, нетканий
Формула / Реферат:
1. Нетканий волокнистий матеріал, що включає мінеральне волокнисте полотно із штапельних волокон, скріплених зв'язуючим, який відрізняється тим, що волокнисте полотно формують із штапельних волокон, одержаних із розплаву гірських порід типу базальту, андезитобазальту та амфіболіту, а як зв'язуюче використовують, наприклад карбамідоформальдегідну смолу при співвідношенні волокнистого полотна та зв'язуючого відповідно по масі, %, 95-97 :...
Нетканий матеріал
Номер патенту: 48578
Опубліковано: 15.08.2002
Автор: Нікітін Валерій Олександрович
МПК: D04H 1/46
Формула / Реферат:
Нетканий матеріал у вигляді волокнистого полотна, який складається з відходів джутового волокна, що скріплені голкопроколюванням, який відрізняється тим, що він додатково має волокна матеріалу "Спанбонд" при наступному співвідношенні компонентів, мас. %: Волокно джутове 85-95 “Спанбонд” 5-15.
Нетканий волокнистий матеріал (варіанти) та електроди, виготовлені з нього
Номер патенту: 94083
Опубліковано: 11.04.2011
Автор: Істван Ред'ярд Ліле
МПК: D01F 9/00, C08L 57/00, C01B 31/08, B32B 9/00
Мітки: нього, варіанти, волокнистий, нетканий, електроді, виготовлені, матеріал
Формула / Реферат:
1. Нетканий волокнистий матеріал, що складається з фрагментів активованого вуглецевого волокна, які мають по суті подібні довжини та діаметри, де середнє характеристичне співвідношення фрагмента вуглецевого волокна становить між приблизно 1 і 20.2. Нетканий волокнистий матеріал за п. 1, у якому середнє характеристичне співвідношення фрагмента вуглецевого волокна становить між приблизно 1 і 10.3. Нетканий волокнистий матеріал за...
Попередній патент: Пристрій для здійснення різьбового сполучення для буріння й експлуатації вуглеводневих свердловин і з’єднання, що виходить у результаті
Наступний патент: Пружна муфта
Випадковий патент: Регулюючий дозатор внесення принад