Спосіб виготовлення покрівельного елемента з рослинних волокон та покрівельний елемент
Номер патенту: 108680
Опубліковано: 25.05.2015
Автори: Руфенах Франсуа, Каміл Меліх, Тома Мішель, Футель Мартен
Формула / Реферат
1. Спосіб виготовлення покрівельного елемента (1, 8) з рослинних волокон для даху зі скатами, причому вищезгаданий елемент повністю просочують бітумом, який відрізняється тим, що на першому етапі створюють елемент з рослинних волокон за допомогою гарячого формування під тиском в порожнині прес-форми на основі водної композиції рослинних волокон, яку стискують і нагрівають у зазначеній прес-формі до тих пір, поки у зазначеному елементі вміст сухої речовини не досягне принаймні 60 %, на другому етапі після вивільнення елементу з прес-форми проводять висушування зазначеного елемента до тих пір, поки у зазначеному елементі вміст сухої речовини, не досягне принаймні 98 %, і на третьому етапі проводять повне просочення вищезгаданого елемента гарячим бітумом, при цьому під час здійснення першого етапу, перед створенням тиску і нагріванням прес-форми, проводять попередній етап концентрації сухої речовини мезги в прес-формі шляхом створення розрідження в порожнині прес-форми з такою тривалістю, що суха фракція суміші, що залишається в прес-формі в кінці попереднього етапу концентрації, складає, принаймні 20 %.
2. Спосіб за п. 1, який відрізняється тим, що суха фракція композиції, що залишається у прес-формі у кінці етапу попередньої концентрації, здійснюваного під час першого етапу, знаходиться в діапазоні від 20 до 35 %.
3. Спосіб за п. 1 або 2, який відрізняється тим, що в кінці першого етапу, вивільнений із прес-форми елемент має відносну щільність, що знаходиться в діапазоні від 0,4 до 0,7 і має товщину, що знаходиться в діапазоні від 2 до 5 мм.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що в кінці першого етапу, вивільнений з прес-форми елемент має суху вагу на одиницю площі, що знаходиться в діапазоні від 800 до 1800 г/м2, переважно близько 1250 г/м2.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що під час другого етапу зазначений елемент висушують до стану вмісту сухої речовини у вищезгаданому елементі, що практично дорівнює 100 %.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що під час другого етапу елемент покривають пігментованим лаком і залишають цей лак тверднути під час висушування зазначеного елемента.
7. Покрівельний елемент (1, 8) з рослинного волокна, покритий пігментованим лаком і повністю просочений бітумом, для даху з скатами, встановлений на будівлі, який відрізняється тим, що просочений бітумом елемент отриманий за допомогою способу за п. 6, має товщину, що знаходиться в діапазоні від 2 до 5 мм, і має відносну щільність, що знаходиться в діапазоні від 0,9 до 1,3.
8. Покрівельний елемент за п. 7, який відрізняється тим, що виконаний з можливістю покривати особливу точку даху, при цьому він є бічною ділянкою конька, коньковим ковпаком, бордюрною рейкою, бордюром навколо отвору в даху або елементом для створення з'єднання між двома площинами даху.
9. Бічна ділянка (1) конька даху з скатами, при цьому коньок, містить дві бічні ділянки, розташовані з обох боків конька даху, і покриваючий його коньковий ковпак, яка відрізняється тим, що бічна ділянка конька є покрівельним елементом за п. 8 і має V-подібну форму, яка не може бути розгорнена, і включає перший фланець на одній стороні, званий коньковим фланцем (2), та другий фланець на другій стороні, званий похилим фланцем (3), причому коньковий фланець проходить вгору уздовж однієї сторони конька даху і закривається коньковим ковпаком, що покриває коньок, а похилий фланець проходить вниз уздовж даху і розташовується на одній або більше покрівельних деталях, розташованих на схилі зазначеного даху, при цьому похилий фланець включає хвилясту частину (5), що відповідає хвилястій частині покрівельних деталей, які він покриває, для того, щоб взаємодіяти з вищезгаданими покрівельними деталями і забезпечувати непроникність даху до зливових стоків, що протікають по схилу даху, при цьому зазначена бічна ділянка конька має форму, симетричну відносно конька, для забезпечення можливості його використання однаково добре на кожній стороні вищезгаданого конька даху.
10. Коньковий ковпак (8) для похилого даху з скатами, при цьому конькове покриття, містить дві бічні ділянки, розташовані з обох боків конька даху, при цьому вищезгаданий коньковий ковпак покриває коньок, а кожна бічна ділянка має коньковий фланець і похилий фланець, який відрізняється тим, що є покрівельним елементом за п. 8, при цьому зазначений коньковий ковпак має центральну закруглену ділянку (9), що має загальну форму подовженого жолоба з увігнутою стороною, оберненою вниз, і включає в бічному напрямку на кожній стороні центральної ділянки (9) по суті плоскі бічні фланці (10), кожен з яких включає підведену лінію (12) укосу, що проходить паралельно відповідному бічному краю конькового ковпака, причому зазначена лінія укосу виконана з можливістю входити у відповідність з видавленою лінією (6) похилого фланця бічної ділянки (1) конька.
11. Елемент з'єднання похилого даху з скатами будівлі з вертикальною стіною, причому такий елемент є бордюрною рейкою або бордюром навколо отвору в даху, який відрізняється тим, що є покрівельним елементом за п. 8, що має V-подібну форму, яка не може бути розгорнена, при цьому він має перший фланець на першій стороні для приєднання до стіни, і другий фланець на другій стороні, виконаний з можливістю проходження вниз уздовж даху і для розміщення на одній або більше покрівельних деталях, розташованих на схилі зазначеного даху, причому другий фланець включає хвилясту частину, відповідну хвилястості покрівельних деталей, які він покриває, для взаємодії з зазначеними покрівельними деталями, щоб забезпечити непроникність даху до зливових стоків, що протікають по схилу даху.
Текст
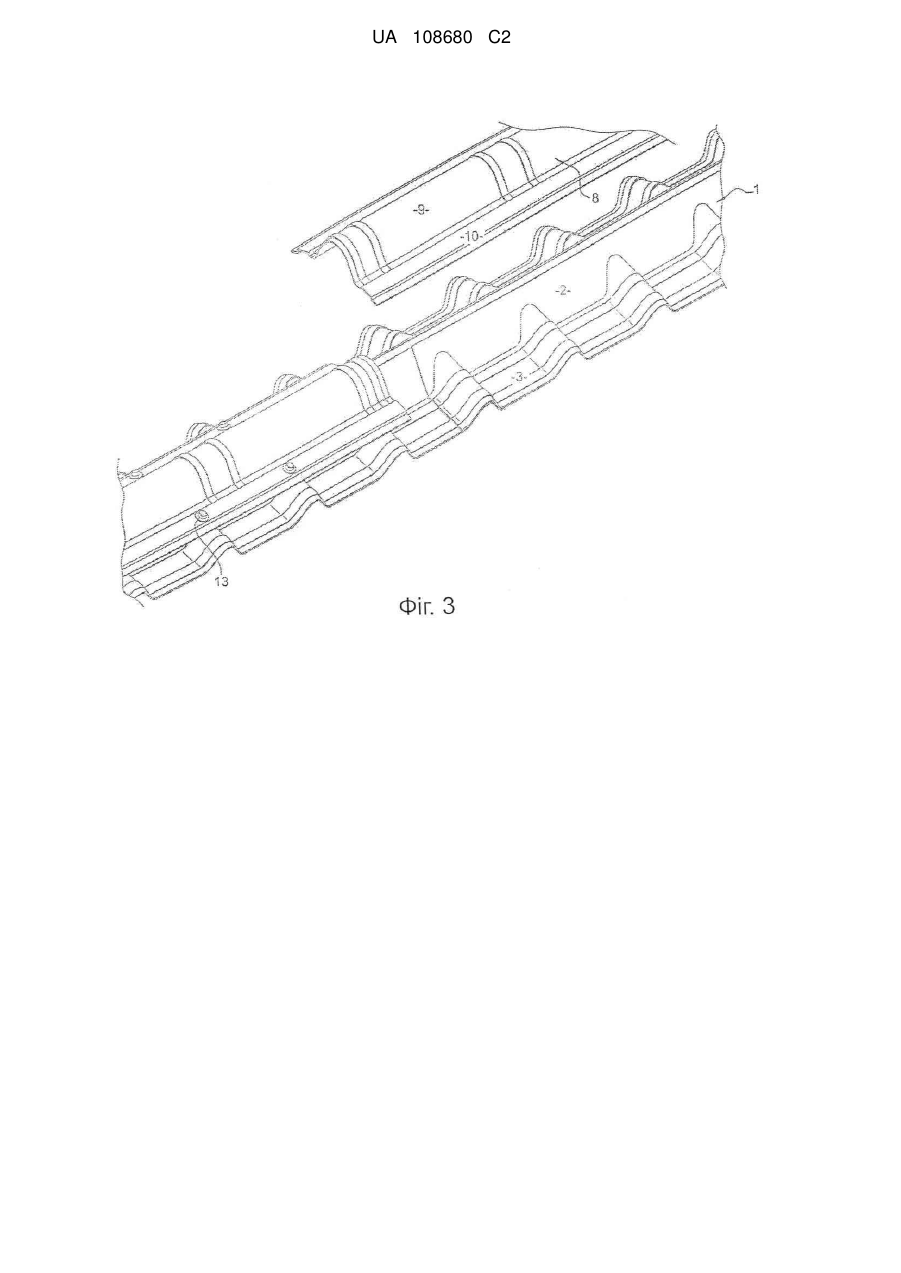
Реферат: Винахід належить до способу виробництва покрівельного елемента, виконаного з формованої під тиском целюлози, просоченої бітумом, для покриття даху будівель. Під час першого етапу створюється елемент, переважно з целюлози, за допомогою гарячого формування під тиском в прес-формі, під час другого етапу, як тільки елемент матиме вміст сухої речовини, принаймні 60 %, після його вивільнення з прес-форми, вищезгаданий елемент покривається пігментованим лаком та висушується; і під час третього етапу, як тільки елемент матиме вміст сухої речовини, принаймні 98 %, вищезгаданий елемент просочується гарячим бітумом. Задаються специфічні операційні умови. Покриваючі елементи містять, зокрема, бічну ділянку конька, коньковий ковпак, комплект конькового покриття даху, бордюрну рейку або бордюр навколо отвору її даху та вальмовий покрівельний елемент для створення з'єднання між двома площинами даху. UA 108680 C2 (12) UA 108680 C2 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід відноситься до способу виготовлення покрівельного елемента, виконаного з формованих під тиском рослинних волокон, просочених бітумом, для покриття даху будівель. Покрівельні елементи можуть бути за вибором бічною ділянкою конька або коньковим ковпаком, елементом для прикріплення до плоскої стіни, визначуваним як бордюрна рейка або бордюр навколо отвору в даху, елемент для створення з'єднання між двома площинами даху, визначуваними як ребро даху, або можуть бути дійсно покрівельною деталлю. Винахід має застосування в області будівництва будівель і споруд. У відомих покрівельних системах для будівель використовуються покрівельні елементи на основі просоченої бітумом целюлози, зокрема, елементи у формі хвилястих листів. Зазвичай такі елементи виходять за допомогою безперервного способу, за допомогою якого можна отримувати тільки геометричні форми з целюлози. Ці форми згодом просочуються бітумом. Такий типовий спосіб описаний в документі US 6 042 359. Документ US 2 048 045 описує спосіб виробництва конічних волокнистих елементів. Коньок (гребінь) даху покривається коньковим покриттям, для того, щоб підвищити водонепроникність до стікаючої води, яка протікає через дах під час дощу або при таненні снігу, і в той же час забезпечити проходження повітря. Такі покрівельні елементи піддаються погодним обмежуючим чинникам, які можуть бути жорсткими: сонце, вітер, дощ, сніг, мороз, і так далі. Тому необхідно, щоб покрівельні елементи мали характеристики, відповідні для протистояння цим чинникам. Крім того, вони повинні бути простими у використанні, мати прийнятну вартість, і також повинні представляти привабливий зовнішній вигляд або дійсно повинні бути особливо добре адаптованими до архітектури, що оточує їх. Завдання винаходу полягає у розробці способу створення покрівельного елемента з рослинних волокон для даху зі скатами, причому вищезгаданий елемент повністю просочується бітумом. Спосіб містить наступні етапи: - під час першого етапу створюється елемент з рослинних волокон за допомогою гарячого формування під тиском при цьому в порожнині прес-форми знаходиться водна композиція рослинних волокон, яка стискується і нагрівається у вищезгаданій прес-формі до тих пір, поки вищезгаданий елемент не матиме вмісту сухої речовини, принаймні 60 %; - під час другого етапу після вивільнення елемента з прес-форми, проводиться висушування вищезгаданого елемента до тих пір, поки у вищезгаданому елементі не буде вміст сухої речовини, принаймні 98%; і - під час третього етапу проводиться повне просочення вищезгаданого елемента гарячим бітумом; При цьому під час першого етапу, перед створенням тиску і нагріванням прес-форми, застосовується попередній етап концентрації сухої речовини мезги в прес-формі за рахунок використання всмоктування з порожнини прес-форми з такою тривалістю, що суха фракція суміші, що залишається в прес-формі в кінці попереднього етапу концентрації, складає, принаймні 20 %. Таким чином, пропонується використовувати спосіб гарячого формування під тиском композиції рослинних волокон, якщо точніше – композиції з целюлози, який дозволяє виготовляти покрівельні елементи таким чином, що вони здатні мати форми, які можуть бути розгорнені, або форми, які не можуть бути розгорнені. Вживаний спосіб гарячого формування під тиском дає можливість елементам, які повинні формуватися, містити високу щільність целюлози. При вивільненні з прес-форми, отриманий в результаті елемент, що переважно має в своїй основі целюлозу, втратив головну фракцію води, що містилася в ньому, і за вибором може покриватися підфарбованим лаком, що має склад, заснований на смолі та мінеральних пігментах, при цьому лак надалі твердне, поки він знаходиться в гарячому стані під час додаткової операції просушування, під час якого елемент повністю просочується гарячим бітумом, зазвичай при температурі біля 180-190 °C. Для того, щоб накладати пігментований лак, елемент повинен мати вміст сухої речовини, принаймні 60 %, після витягання з прес-форми. Це значення вмісту сухої речовини гарантує, що елемент, витягнутий з прес-форми, не деформується під час подальших операцій накладення лаку і додаткового просушування, перш ніж він просочуватиметься бітумом. Цей вміст сухої речовини відповідає співвідношенню ваги сухої речовини до загальної ваги виробу, вираженої у відсотках. Таким чином, вміст сухої речовини 60 % для виробу означає, що виріб містить 40 % вод. Для того, щоб бути просоченим бітумом, елементи повинні мати вміст сухої речовини, близький до 100 %, щоб таким чином уникнути присутність води в елементі і порушення процесу просочення бітумом. У різних варіантах застосування винаходу можуть бути використані наступні етапи, окремо 1 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 або в будь-якій технічно здійсненній комбінації: - наповнення прес-форми водною композицією рослинних волокон, перед додатком до пресформи стискуючого зусилля; - наповнення прес-форми водною композицією рослинних волокон без нагрівання пресформи; - виконання попереднього етапу концентрації, здійснюване одночасно з наповненням пресформи водною композицією рослинних волокон; - продовження наповнення прес-форми водною композицією рослинних волокон під час первинної частини етапу попередньої концентрації; - виконання попереднього етапу концентрації сухої речовини водною композицією рослинних волокон в прес-формі за рахунок висмоктування по суті водної частини композиції; - виконання попереднього етапу концентрації сухої речовини водної композиції рослинних волокон в прес-формі, здійснюване перед додатком до прес-форми стискуючого зусилля; - виконання попереднього етапу концентрації сухої речовини водної композиції рослинних волокон в прес-формі, здійснюване перед нагріванням прес-форми; - продовження принаймні частини етапу концентрації сухої речовини мезги в прес-формі в час, принаймні, частини перебігу процесу стискування, переважно, з початком стискання виробу, що піддається формуванню в прес-формі; - початок нагрівання прес-форми з початком етапу докладення стискуючого зусилля до прес-форми; - початок нагрівання прес-форми після початку докладення стискуючого зусилля до пресформи; - початок нагрівання прес-форми в кінці процесу докладення стискуючого зусилля до пресформи; - здійснення етапу докладення стискуючого зусилля до прес-форми; - здійснення, принаймні, двох етапів докладення стискуючого зусилля до прес-форми; - здійснення етапу нагрівання прес-форми; - здійснення, принаймні, двох етапів нагрівання прес-форми; - здійснення етапів концентрації сухої речовини, докладення зусилля, і нагрівання в тій же самій прес-формі; - здійснення етапів концентрації сухої речовини, докладення зусилля, і нагрівання послідовно в різних прес-формах і контрформах; - виконання, принаймні, одного етапу високотемпературного формоутворення з дією стискуючого зусилля в прес-формі під час процесу формування першого етапу; - виконання етапу високотемпературного формоутворення при температурі, що знаходиться в діапазоні від 150 до 320 °C, переважно, біля 270 °C; - виконання етапу високотемпературного формоутворення при тиску стискування в пресформі в діапазоні від 0,3 мегапаскалей (MПa) до 0,5 MПa, і переважно, близько 0,45 MПa; - виконання першого етапу за рахунок докладення стискуючого зусилля до прес-форми, в той же час вивільняючи водну фазу за рахунок висмоктування з прес-форми, а потім нагрівання прес-форм; - виконання першого етапу за рахунок докладення стискуючого тиску до прес-форми, в той же час вивільняючи водну фазу за рахунок висмоктування з прес-форми і нагрівання пресформи; - суха фракція композиції, що залишається в прес-формі в кінці етапу попередньої концентрації першого етапу, знаходиться в діапазоні від 20 до 35 %; - в кінці першого етапу, вивільнений з прес-форми елемент має відносну щільність, що знаходиться в діапазоні від 0,4 до 0,7; - в кінці першого етапу, вивільнений з прес-форми елемент має відносну щільність, що знаходиться в діапазоні від 0,45 до 0,7; - в кінці першого етапу, вивільнений з прес-форми елемент, переважно, має відносну щільність, що знаходиться в діапазоні від 0,5 до 0,65; - в кінці першого етапу, вивільнений з прес-форми елемент має товщину, що знаходиться в діапазоні від 2 до 5 мм; - в кінці першого етапу, вивільнений з прес-форми елемент має товщину, приблизно 2,6 ± 0,4 мм; - в кінці першого етапу, вивільнений з прес-форми елемент має суху вагу на одиницю площі, 2 2 що знаходиться в діапазоні від 800 грам на квадратний метр (г/м ) до 1800 г/м ; - в кінці першого етапу, вивільнений з прес-форми елемент має суху вагу на одиницю площі, 2 що знаходиться в діапазоні від 1000 до 1400 г/м ; 2 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 - переважно, в кінці першого етапу, вивільнений з прес-форми елемент має суху вагу на 2 одиницю площі близько 1250 г/м ; - після витягання з прес-форми елемент має вміст сухої речовини, що знаходиться в діапазоні від 60 до 100 %; - після витягання з прес-форми елемент має вміст сухої речовини, що знаходиться в діапазоні від 60 до 96 %; - після витягання з прес-форми елемент має вміст сухої речовини, принаймні 80 %; - після витягання з прес-форми елемент має вміст сухої речовини, що знаходиться в діапазоні від 80 до 96 %; - переважно, після витягання з прес-форми елемент має вміст сухої речовини, що знаходиться в діапазоні від 80 до 90 %; - переважно, після витягання з прес-форми елемент має вміст сухої речовини, що знаходиться в діапазоні від 80 до 85 %; - після витягання з прес-форми елемент має вміст сухої речовини близько 80 %; - після витягання з прес-форми елемент має вміст сухої речовини близько 85 %; - елемент не піддається додатковому формуванню під тиском під час етапів, наступних за першим етапом; - під час другого етапу елемент покривається пігментованим лаком; - під час другого етапу елемент покривається пігментованим лаком і вищезгаданому лаку дається можливість затвердіти під час висушування вищезгаданого елемента; - під час другого етапу проводиться висушування вищезгаданого елемента, щоб отримати вміст сухої речовини у вищезгаданому елементі, що практично становить 100 %; - під час другого етапу проводиться гаряче висушування елемента за рахунок нагрівання; - гаряче затвердіння пігментованого лаку; - пігментований лак включає термореактивну смолу; - отримання вмісту сухої речовини, потрібної для просочення елемента гарячим бітумом, тоді як проводиться нагрівання елемента для твердіння пігментованого лаку; - піддають целюлозний елемент, що залишається в гарячому стані, витягує з прес-форми, виконанню другого етапу накладення пігментованого лаку; - целюлозний елемент піддається другому етапу накладення пігментованого лаку після того, як вищезгаданому елементу дається можливість охолодитися до певної температури; - під час другого етапу накладення пігментованого лаку елемент залишається при температурі, яка рівна або менше, ніж певна температура; - пігментований лак включає, принаймні, один мінеральний пігмент; - мінеральний пігмент, переважно, є оксидом металу; - пігментований лак, переважно, накладається за допомогою розпилювання; - лак ґрунтується на термореактивній смолі і, принаймні, на одному мінеральному пігменті; - елемент покривається пігментованим лаком тільки на одній зовнішній поверхні, переважно, на верхній зовнішній поверхні, яка буде видимою (повністю або частково) на зовнішній стороні даху; - пігментований лак накладається тільки на одну зовнішню поверхню покрівельного елемента; - пігментований лак накладається тільки на верхню зовнішню поверхню покрівельного елемента; - пігментований лак накладається на обидві зовнішні поверхні покрівельного елемента; - під час третього етапу проводиться просочення елемента гарячим бітумом, коли елемент має вміст сухої речовини, що практично становить 100%; - отриманий в результаті покрівельний елемент має таку форму, яка не може розгортатися; - отриманий в результаті покрівельний елемент має таку форму, яка може розгортатися; - гаряче формування під тиском першого етапу проводиться в прес-формі, що має форму, яка не може розгортатися; - гаряче формування під тиском першого етапу проводиться в прес-формі, що має форму, яка може розгортатися; - рослинне волокно вибирається з наступних варіантів: целюлозні волокна, при цьому вищезгадані целюлозні волокна можливо витягуються з будь-якого типу деревини і інших волокон, що включають пшеничні волокна, льняні волокна, конопляні волокна, а також з комбінації цих волокон; - водна композиція рослинних волокон є композицією на основі целюлозної мезги; - верхня поверхня покрівельного елемента є поверхнею з гладким зовнішнім виглядом; - верхня поверхня покрівельного елемента є поверхнею, що має зовнішній вигляд, 3 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 аналогічний стандартному целюлозному волокну, посиленому бітумними елементами, при цьому поверхня прес-форми біля верхньої поверхні елемента конфігурується для цієї мети; - верхня поверхня покрівельного елемента є по суті гладенькою; - просочений бітумом покрівельний елемент виконаний таким чином, що він має відносну щільність, що знаходиться в діапазоні від 0,9 до 1,3 (спосіб ртутного пікнометра); і - просочений бітумом покрівельний елемент, переважно, має відносну щільність близько 1 (спосіб пікнометра). Винахід також відноситься до покрівельного елемента з рослинного волокна, покритого пігментованим лаком і повністю просоченому бітумом, для даху з скатами будівлі, такому як просочений бітумом покрівельний елемент, отриманий за допомогою способу згідно винаходу, при цьому просочений бітумом елемент має товщину, що знаходиться в діапазоні від 2 до 5 мм, і має відносну щільність, що знаходиться в діапазоні від 0,9 до 1,3. У різних варіантах здійснення винаходу покрівельного елемента можуть бути використані наступні засоби окремо або в будь-якій технічно здійсненній комбінації: - покрівельний елемент має товщину 2,6 ± 0,4 мм; - покрівельний елемент є формою, яка може бути розгорнена; - покрівельний елемент є формою, яка не може бути розгорнена; - покрівельний елемент виконаний з можливістю прибиватися цвяхами або прикручуватися шурупами для свого кріплення до даху; - покрівельний елемент є покрівельною деталлю; - покрівельний елемент виконаний з можливістю покривати особливу точку даху; - покрівельний елемент є бічною ділянкою конька, коньковим ковпаком, гідроізоляційним елементом або бордюром навколо отвору в даху, або елементом для створення з'єднання між двома скатами даху. Винахід також відноситься до бічної ділянки конька даху з скатами, конька, що має дві бічні ділянки на кожній стороні конька, і конькового ковпака, що покриває їх. Бічна ділянка конька є покрівельним елементом, при цьому вищезгадана бічна ділянка конька має V-подібну форму, яка не може бути розгорнена, і включає перший фланець на одній стороні, званий коньковим фланцем, і другий фланець на другій стороні, званий похилим фланцем. Коньковий фланець проектується так, щоб проходити вгору уздовж однієї сторони конька даху і покриватися коньковим ковпаком, що покриває коньок. Похилий фланець проектується так, щоб проходити вниз уздовж даху і розміщуватися на одній або більше покрівельних деталей, розміщених на схилі вищезгаданого даху, при цьому похилий фланець включає хвилясту частину, яка є доповнюючою до хвилястої частини покрівельних деталей, які він покриває, для того, щоб взаємодіяти з вищезгаданими покрівельними деталями, і щоб забезпечувати водонепроникність до зливових стоків, що протікають по схилу даху, при цьому вищезгадана бічна ділянка конька має форму, яка симетрична відносно конька, щоб він був здатний однаково добре використовуватися на кожній стороні вищезгаданого конька. У варіантах, які можуть комбінуватися один з одним: - похилий фланець включає дві паралельні між собою видавлені лінії, які зігнуті вниз, проходять у напрямку його нижнього краю і паралельні йому; - коньковий фланець включає лінію складки, що дозволяє верхній ділянці вищезгаданого конькового фланця складатися по відношенню до його нижньої ділянки, що приєднує похилий фланець. Винахід відноситься також до конькового ковпака для похилого даху з скатами, конькового покриття, що містить дві бічні ділянки на кожній стороні конька даху, при цьому вищезгаданий коньковий ковпак покриває коньок, а кожна бічна ділянка має коньковий фланець і похилий фланець. Коньковий ковпак є покрівельним елементом винаходу, при цьому вищезгаданий коньковий ковпак має центральну закруглену ділянку, що в цілому має форму подовженого жолоба з увігнутою стороною, оберненою вниз, і включає в бічному напрямку на кожній стороні центральної ділянки по суті плоскі бічні фланці, кожен з яких включає підведену лінію укосу, що проходить паралельно відповідному бічному краю конькового ковпака, причому вищезгадана лінія укосу проектується так, щоб входити у відповідність з видавленою лінією похилого фланця бічної ділянки конька. У варіантах, які можуть комбінуватися один з одним: - коньковий ковпак має форму, яка не може бути розгорнена; - коньковий ковпак також включає проходячі в бічному напрямку і вниз хвилясті частини, які є доповнюючими, принаймні, до високої ділянки хвилястих частин в похилих фланцях бічних ділянок конька; 4 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 - закруглена центральна ділянка конькового ковпака включає поперечні рельєфні структури, кожна з яких виходить з підведеної деформованої ділянки, щоб імітувати складальні стики традиційного конькового покриття; - коньковий ковпак також включає, принаймні, одну лінію складки, що проходить в подовжньому напрямку елемента; - лінія складки проходить уздовж верхньої частини центральної ділянки конькового ковпака; - лінії складки проходять уздовж місць з'єднання між центральною ділянкою та двома бічними фланцями; і - коньковий ковпак не включає лінію складки. Винахід також відноситься до інших елементів для покриття особливих точок даху, таким як бордюрна рейка або бордюр навколо отвору в даху, що є елементами для приєднання до плоскої вертикальної поверхні (стіна, димар, і так далі), а також вальмовий покрівельний елемент, що є похилим елементом з'єднання між двома площинами даху, причому ці елементи відрізняються за своїми характерними властивостями від властивостей конька. Бордюрна рейка або бордюр навколо отвору в даху, а також покрівельні елементи для вальмового даху, аналогічні бічним ділянкам конька, проте на вальмовому покрівельному елементі присутня хвилястість з орієнтацією, яка нахилена відносно орієнтації конькового фланця. Крім того, вальмовий покрівельний елемент необхідно покривати коньковим ковпаком, а бордюрна рейка або бордюр навколо отвору в даху приєднуються до плоскої поверхні за допомогою спеціалізованої монтажної арматури. Якщо детальніше, то розглядається елемент для приєднання похилого даху будівлі до вертикальної поверхні, причому такий елемент визначається як бордюрна рейка або бордюр навколо отвору в даху, і складає покрівельний елемент згідно винаходу, який також має хвилясту частину для прикріплення до даху за допомогою цвяхів або шурупів, і плоску частину для прикріплення до вертикальної поверхні, щоб забезпечити водонепроникність. Також розглядається сполучний елемент між двома площинами даху, визначуваний як вальмовий покрівельний елемент, такий як покрівельний елемент згідно винаходу, який містить на одній стороні похилий фланець для кріплення до даху цвяхами або шурупами, а на іншій стороні фланець, який проектується так, щоб проходити уздовж з'єднання і покриватися коньковим ковпаком. Якщо точніше, то розглядається елемент для приєднання даху з скатами будівлі до вертикальної поверхні, причому такий елемент визначається як бордюрна рейка або бордюр навколо отвору в даху, такий як покрівельний елемент згідно винаходу, V-подібна форма якого не може бути розгорнена, при цьому він має перший фланець на першій стороні для приєднання до стіни, і другий фланець на другій стороні для того, щоб проходити вниз уздовж даху і для розміщення на одній або більше покрівельних деталях, розташованих на схилі вищезгаданого даху, причому другий фланець включає хвилясту частину, яка є доповнюючою до хвилястої частини покрівельних деталей, які він покриває, для взаємодії з вищезгаданими покрівельними деталями, щоб забезпечити водонепроникність від води, що протікає по схилу даху. У варіанті здійснення винаходу перший фланець включає лінію складки, що дозволяє верхній ділянці вищезгаданого першого фланця складатися відносно його нижньої ділянки, яка приєднує другий фланець. Аналогічним чином, також розглядається сполучний елемент похилого конька між двома площинами даху, визначуваного як вальмовий покрівельний елемент, такий як покрівельний елемент винаходу, V-подібна форма якого не може бути розгорнена, і містить перший фланець на першій стороні, для того, щоб він проходив уздовж конька, і другий фланець на другій стороні для того, щоб проходити вниз уздовж даху, він служить для розміщення на одній або більше покрівельних деталях, розташованих на схилі вищезгаданого даху, причому другий фланець включає хвилясту частину, яка є доповнюючою до хвилястої частини покрівельної деталі, яку він покриває, для взаємодії з вищезгаданою покрівельною деталлю, щоб забезпечити водонепроникність від води, що протікає по схилу даху. Серед переваг покрівельних елементів винаходу можна згадати про їх геометричні форми, яким не потрібна здатність розгортатися, і які можуть бути отримані за допомогою використовуваного способу формування під тиском, таким чином даючи можливість, зокрема, створити елементи, які пристосовуються до особливих точок даху, що неможливе при використанні традиційної технології безперервного способу, а також даючи можливість поліпшити зовнішній вигляд даху. Отримані в результаті покрівельні елементи відповідають звичайним стандартам в цій області. Наприклад, тестування на розрив цвяхом (nail-tear test, EN 534) дає результат кращий ніж 200 ньютонов (Н). Інша перевага способу створення покрівельних елементів полягає у відсутності необхідності продовжувати процес з додатковим 5 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 формуванням після першого етапу, оскільки елемент, що вивільняється з прес-форми, є достатньою мірою міцним, щоб мати здатність піддаватися подальшим операціям без якогонебудь ризику шкідливої деформації, яка може вимагати подальшого формування для відновлення належної форми елемента. Даний винахід ілюструється наступним, але не обмежуючись цим, в подальшому описі варіантів здійснення винаходу та варіантів застосування, приведених з посиланням на: Фіг. 1а, 1b, 1c, і 1d, на яких показана бічна ділянка конька, відповідно, на вигляді зверху, на вигляді збоку/поперечному вигляді, з розрізом по площині, що проходить через плоску частину похилого фланця, і з розрізом по площині, що проходить через верхню частину хвилі похилого фланця; Фіг. 2а, 2b, 2c, і 2d, на яких показаний коньковий ковпак, відповідно, на вигляді зверху (показана тільки половина конькового ковпака), на вигляді збоку/поперечному вигляді, з розрізом по площині, що проходить через частину конькового ковпака, виконану у формі жолоба, паралельно його верхній частині та на невеликій відстані від нього, і на вигляді в перспективі, якщо дивитися вниз; Фіг. 3, де представлена взаємодія між бічними ділянками конька і коньковим ковпаком під час складання; Фіг. 4, де показаний дах, що має коньок з бічними ділянками конька, але без конькового ковпака, які служать для того, щоб покривати верхні частини покрівельних деталей; Фіг. 5, де детально показаний пристрій сполучення, зване “fillet” (бордюрна рейка), між стіною і похилим дахом з скатами, наприклад, односхила або шедовий дах; і Фіг. 6, де показана схема послідовності здійснення процесу для гарячого формування під тиском в пресі, щоб отримати покриваючі елементи даху. Кожен покрівельний елемент винаходу включає, принаймні, одну хвилясту частину, при цьому вищезгадана хвиляста частина для бічної ділянки конька знаходиться в похилому фланці і є доповнюючою до хвилястої частини в покрівельній деталі, яку вона покриває, при цьому вищезгадана хвиляста частина для конькового ковпака відповідає, принаймні, його загальній довгастій формі жолоба, і можливо також і хвилястим частинам, які є доповнюючими до хвилястих частин бічної ділянки конька. Хоча відомі способи для створення покрівельних елементів дозволяють постійно отримувати прості форми, і зокрема, хвилясті частини, вони не дають можливість створювати геометричні форми, які на відміну від простих форм є складними, і зокрема, форми, які не можуть розгортатися. Проте можна створювати вироби з пресованої целюлози, які мають складні геометричні форми, за допомогою способу гарячого формування під тиском в пресі. Спосіб гарячого формування целюлози описується в заявці US - 6 706 151. У пресі цього типу мезга целюлози всмоктується через прес-форму, яка включає в своїй внутрішній частині як отвору для введення мезги, так і отвору для висмоктування водної частини мезги, таким чином дозволяючи концентрувати целюлозу, а також дозволяючи виходити парі, що утворюється при нагріванні прес-форми. Проте, характеристики виробів, які традиційно виготовляються з целюлози гарячого формування, не підходять для застосування до дахів будівель та/або їх слід піддавати додатковим операціям. Крім того, умови, в яких застосовується спосіб формування, залежить від численних параметрів, які можуть взаємодіяти один з одним і можуть призводити до несприятливих результатів, та/або вартість продукції стає дуже високою. Крім того, для того, щоб створити покрівельний елемент, вироблюваний за допомогою прес-форми, елемент покривається лаком, і цей лак необхідно висушувати. Для елемента, вироблюваного за допомогою прес-форми, також необхідно, щоб він був повністю просочений бітумом, поки він гарячий, при цьому елементу необхідно мати певні властивості, щоб він був здатний піддаватися цій операції без ризику. Ці різні операції взаємодіють між собою. Таким чином, отримання покрівельного елемента, що має особливі характеристики за допомогою формування в операційних і економічних умовах, що є задовільними, є відносно складним. Нижче приводиться опис покрівельних елементів з целюлози, які самі покриті пігментованим лаком і повністю просочені бітумом, та які використовуються для створення даху з скатами на будівлях. Ці елементи відносяться насамперед до елементів для конька даху, що містить бічні ділянки 1 конька і відповідний коньковий ковпак 8, а після цього відносяться до бордюрних рейок, бордюрів навколо отвору в даху та вальмових покрівельних елементів. Бічна ділянка 1 конька, показана на Фіг. 1а, 1b, 1c, і 1d, в цілому є V-подібним елементом з коньковим фланцем 2 і похилим фланцем 3. Коньковий фланець 2 в цілому є плоским, і проектується так, щоб виступати вгору уздовж сторони конькового прогону даху. Лінія 7 складок 6 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 проходить уподовж конькового фланця 2 і забезпечує певне значення гнучкості для верхньої ділянки конькового фланця, як показано на Фіг. 1с і 1d, для того, щоб дати можливість цій верхній ділянці складатися. Ця лінія складки дозволяє легше використовувати бічну ділянку конька з будь-яким типом балки або кам'яної кладки, утворюючих лінію конька. Ця лінія складки є необов'язковою і може не використовуватися в різних варіантах здійснення винаходу. Слід відмітити, що у варіантах здійснення уздовж фасаду або стіни, наприклад для того, щоб побудувати дах ганку або веранди, ця можливість складати верхню частину конькового фланця дозволяє натискати на нього і прикріплювати в плоскому вигляді до фасаду/стіни. Надалі пояснюється, що ця здатність складатися також дозволяє спростити використання такої бічної ділянки, як бордюрна рейка або бордюр навколо отвору в даху. Хоча складання показане таким чином, що воно проводиться вгору для отримання конькового фланця з вертикальною верхньою частиною, можна буде легко зрозуміти, що ступінь згинання, що має місце, в напрямку вгору може бути виражена більшою чи меншою мірою, або навіть у разі потреби згинання може проводитися в напрямку вниз. Похилий фланець 3 призначений для накладення на покрівельну деталь, яка сама розміщується на кроквах, або безпосередньо, або іншим чином (наприклад, між покрівельними елементами і кроквами може бути представлений захисний матеріал проти конденсації). Похилий фланець 3 має хвилясті частини 5 і вони з'єднуються з коньковим фланцем, що є плоским. Це означає, що бічна ділянка конька має форму, яка не може бути розгорнена. У показаному на фігурах прикладі хвилясті частини 5 похилого фланця 3 бічної ділянки 1 конька містять закруглені підведені частини, які приєднуються до практично плоских частин 4. Практично плоскі частини 4 проходять між підведеними частинами 5 (хвилястими частинами) і вони всі знаходяться в загальній основній площині, і при цьому вони також приєднуються до конькового фланця 2. Бічна ділянка 1 конька є елементом безперервної деталі, яка служить для того, щоб гарантувати водонепроникність даху в тій області, яку вона покриває. Наприклад, середня товщина бічної ділянки конька складає близько 2,6 ± 0,4 мм, ширина основи хвилястої частини 5 (підведена частина похилого фланця) складає близько 95 мм (таким чином точки її основи з'єднуються з плоскою частиною 4), і період хвилястості складає близько 190 мм, з плоскою частиною 4, яка таким чином має ширину між двома хвилястими частинами близько 190 - 95 = 95 мм. Висота кожної хвилястої частини 5 похилого фланця складає близько 38 мм. Бічна ділянка 1 конька, як показано на фігурах, має загальну довжину близько 1020 мм, загальну ширину близько 140 мм, і загальну висоту близько 62 мм. У одному варіанті здійснення винаходу можуть бути присутніми шість хвилястих частин з самими зовнішніми хвилястими частинами, що закінчуються уздовж двох закінцьовок вищезгаданої бічної ділянки конька. У іншому варіанті здійснення винаходу можуть бути присутніми п'ять хвилястих частин і дві закінцьовки вищезгаданої бічної ділянки конька, які у такому разі будуть плоскими. Коньковий фланець 2 нахилений на кут біля 45º відносно похилого фланця 3. У інших варіантах здійснення винаходу кут нахилу між коньковим фланцем і похилим фланцем може бути більшим або меншим. Дві видавлені лінії 6, тобто пара видавлених ліній, які є паралельними, при цьому їх увігнуті сторони обернені вниз, виконані паралельно вільному нижньому краю похилого фланця. Кожна з видавлених ліній має ширину близько 15 мм, зі своєю власною висотою, що становить близько 2 мм, а найнижча видавлена лінія, тобто лінія, щонайближче розташована до нижнього вільного краю похилого фланця, знаходиться близько 10 мм від вищезгаданого краю. Слід розуміти, що дані значення є приблизними, заданими з показовою метою, і що вони можуть бути різними і залежати від специфічних моделей, що випускаються. Як пояснювалося вище, бічна ділянка 1 конька таким чином представляє загальну V-подібну форму, яка є відкритою на кут 45°, з відгалуженнями V-подібної форми, відповідними похилому фланцю 3 і коньковому фланцю 2. Коньковий фланець 2 виступає вгору уздовж однієї з двох сторін конька даху. Похилий фланець, розташовуючись поруч з схилом даху, має таку форму, щоб він щільно прилягав та/або натискав на форму покрівельних деталей, які розміщуються на схилі даху, при цьому похилий фланець накладається на верхні частини вищезгаданих покрівельних деталей і покриває їх. Таким чином, похилий фланець має форму, відповідну формі покрівельних деталей, і ці деталі мають, принаймні, одну хвилясту частину. Як правило, ці покрівельні деталі є хвилястими листами такого типу, які мають традиційні синусоїдальні або трапецієвидні хвилясті частини, або хвилясті частини деяких інших типів, наприклад такі, які містять направлену вгору увігнуту та/або опуклу поверхню, щоб імітувати набір стандартних покрівельних виробів. Коньковий ковпак 8, показаний на Фіг. 2а, 2b, 2c, і 2d, в цілому має форму перевернутого 7 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 вгору дном подовженого жолоба із закругленим дном 9, який включає збоку на кожній стороні два бічні фланці. Таким чином, закруглена центральна ділянка 9 конькового ковпака 8 є направленою вниз увігнутою поверхнею. Два бічні фланці 10 по суті є плоскими, кожен з них включає лінію 12 укосу, яка виступає вгору і проходить паралельно відповідному бічному краю конькового ковпака. Закруглена центральна ділянка 9 конькового ковпака включає поперечні рельєфні структури 11, що є результатом направленої вгору деформації для імітації місць з'єднання традиційного конька. Коньковий ковпак надає певну величину поперечної гнучкості, таким чином даючи можливість відкривати або закривати вищезгаданий коньковий ковпак на більшу або меншу протяжність за рахунок переміщення двох його бічних фланців проти або по напрямку один до одного. За бажання одна або більше лінії складки аналогічного типу з лініями на бічних ділянках конька виконуються такими, що проходять уподовж конькового ковпака 8, наприклад, одна на верхній частині закругленої ділянки 9 та/або одна на іншій стороні, на межі між закругленою центральною ділянкою 9 і відповідним бічним фланцем 10. Така лінія складки є необов'язковою і може не використовуватися в різних варіантах здійснення винаходу. На Фіг. 3, яка є спрощеною, оскільки не показує покрівельні деталі, на яких встановлюються бічні ділянки конька, але їх можна побачити на етапі установки конькового покриття, при цьому ліва частина Фіг. 3 показує конькове покриття після того, як воно було встановлене і закріплене. У правій частині Фіг. 3 коньковий ковпак 8 представлений в такому положенні, в якому він готується для покриття конькових фланців 2 відповідних бічних ділянок 1 конька. Коньковий ковпак і конькові фланці прикріпляються до конькового прогону (не показаний) шурупами або костилями (цвяхами) 13, розташованими там, де бічна ділянка конька контактує з коньковим ковпаком (на вершинах хвилевих частин). Завдяки відносній гнучкості матеріалу, використовуваного у винаході, коньковий ковпак може відкриватися більшою чи меншою мірою, тобто із закругленою ділянкою 9, який закруглюється більшою чи меншою мірою та/або з бічними фланцями 10, які нахиляються більшою чи меншою мірою, для того, щоб адаптуватися до ширини та/або висоти конькового прогону і до простору між бічними ділянками конька. Таким чином, покрівельні елементи можуть встановлюватися на дахах, що мають різноманітні скати, і наприклад, які мають скати, що знаходяться в діапазоні від 5 до 90 градусів для стандартних елементів, виконаних для дахів, які зазвичай мають пересічні площини скатів і нахил ската, що знаходиться в діапазоні від 6 до 45°. Проте, слід розуміти, що винахід дозволяє виготовити множину покрівельних елементів, які можуть бути адаптовані до конкретних конструкцій. Лінія 12 укосу конькового ковпака, переважно, контактує з однією або двома видавленими лініями 6 похилого фланця бічної ділянки конька. У варіанті винаходу коньковий ковпак також включає в бічному і нижньому напрямах бічні хвилясті частини, форма яких відповідна формі хвилястих частин бічних ділянок 1 конька, на яких розміщується коньковий ковпак 8. Таким чином коньковий ковпак входить з ними в контакт і щільно встановлюється, принаймні, на верхніх ділянках хвилястих частин 5 бічних ділянок 1 конька, в цих хвилястих частинах конькового ковпака. Ці бічні хвилясті частини на кожній стороні конькового ковпака, переважно, є тільки частковими, виходячи з висоти, для того, щоб залишити зазори між нижніми бічними краями конькового ковпака і плоскими частинами 4 похилих фланців 3, для здійснення вентиляції конька даху, як можна побачити на Фіг. 3. На Фіг. 2а-2d і 3 коньковий ковпак 8 показаний з такою формою, яка не може розгортатися, проте у варіантах здійснення винаходу можливе використання конькового ковпака такої форми, яка може розгортатися. Фіг. 4 показує експериментальну збірку, виконану для цілей пояснень і слугуючу для того, щоб показати взаємодію між бічними ділянками 1 конька і покрівельними деталями 14 на одній стороні даху з скатами. Покрівельні елементи, використовувані в даному прикладі, є спрощеними, зокрема, бічні ділянки конька не мають лінії складки. Крім того, був залишений зазор уздовж конька між бічними ділянками конька, щоб можна було побачити верхні частини покрівельних деталей 14, які зазвичай покриваються зовнішніми краями похилих фланців бічних ділянок конька. Покрівельні деталі 14 є хвилястими листами такої форми, яка може бути розгорнена, переважно, вони виготовляються з целюлози, і вони можуть бути повністю просочені бітумом, переважно, на них накладається пігментований лак. Покрівельні деталі 14 мають ту ж саму форму, як і похилий фланець бічної ділянки конька, що має плоскі частини 4 між хвилястими частинами 5. У варіантах винаходу покрівельні деталі 14 можуть бути виконані з того ж самого матеріалу і можуть бути отримані тим же самим способом, тобто гарячим формуванням в пресі, як і бічні ділянки конька згідно винаходу. В результаті, покрівельні деталі могли б мати в цьому випадку таку форму, яка не може бути розгорнена, оскільки вони виходять за допомогою формування. Покрівельні деталі 14 мають пари видавлених ліній 6 уздовж їх верхнього і нижнього бічних 8 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 країв, при цьому лінії мають таку форму, яка є доповнюючою до пари видавлених ліній 6 похилих фланців бічних ділянок конька. Ці видавлені лінії 6 бічних ділянок конька і покрівельних деталей входять в зачеплення між собою, як показано на Фіг. 4. Слід розуміти, що опускаючись вниз, проходячи вниз уздовж схилу даху, видавлені лінії двох послідовних покрівельних деталей, які поєднуються по їх краях, входять в зачеплення між собою. Кріпильні засоби 13 типу костиля або шурупа для прикріплення покрівельних елементів до дерев'яного бруса, розташовуються на верхніх частинах хвилястих частин 5 бічних ділянок конька, і таким чином, покрівельних деталей 14, які покриваються в цій області бічними ділянками конька. Слід розуміти, що в реальному варіанті здійснення винаходу, коли коньковий ковпак кладеться на місце на бічні ділянки конька, кріпильні засоби проходять вниз через бічний фланець 10 конькового ковпака, через похилий фланець бічної ділянки конька, і через покрівельні деталі, при цьому у всіх випадках це проводиться на вершині хвилястої частини. Далі слідує опис покрівельних елементів типу бордюрної рейки або бордюру навколо отвору в даху. Ці елементи аналогічні бічним ділянкам конька в тому, що вони містять дві головні частини, які взаємно нахилені у вигляді V-подібної форми разом із структурами, зокрема, хвилястими частинами, які адаптовані для того, щоб покривати покрівельні деталі, розташовані під ними, і опускаються вниз уздовж схилу односхилого даху, або ганку, або елемента будівлі, який проходить через дах, наприклад такого, як димар. В таких обставинах бордюрна рейка більшою мірою відома як бордюр навколо отвору в даху. Вальмовий покрівельний елемент також аналогічний бічній ділянці конька, але мається на увазі, що він повинен встановлюватися не власне на коньку, але на похилий коньок даху, який відповідає куту нахилу між двома частинами даху, що мають різні скати. Таким чином вальмовий покрівельний елемент проектується так, щоб розташовуватися уздовж похилого конька даху між двома площинами даху. Вальмовий покрівельний елемент встановлюється з коньковим ковпаком. Фіг. 5 показує варіант здійснення винаходу даху з скатами односхилого типу або ганку, який сполучає вертикальну стіну 15, лежачу на півдорозі вгору через покрівельний елемент, який складає бордюрну рейку. Стіна в даному прикладі по суті перпендикулярна лінії схилу даху. Для цієї мети покрівельні елементи того ж самого типу, як і бічна ділянка 1 конька, мають конькові фланці 2, прикріплені в плоскому положенні до стіни 15. Корисність лінії 7 складок, як описувалося вище, на конькових фланцях 2 бічних ділянок 1 конька можна побачити: вона створює хорошу можливість для бічної ділянки 1 конька, який спочатку проектувався для накладення на коньок даху, діяти як бордюрна рейка: верхня частина конькового фланця 2 складається по відношенню до його частини, що залишається, і робиться вертикальною, для того, щоб накладатися на стінку 15. Ця лінія складки є необов'язковою і може не використовуватися в різних варіантах здійснення винаходу. Крім того, на Фіг. 5 бордюрна рейка має ту ж саму посилальну позицію 1, як і бічна ділянка конька. Форма і структура решти бордюрної рейки є аналогічними тим, які були описані вище для бічних ділянок конька. У варіантах винаходу бордюрна рейка є специфічним елементом, адаптованим для використання уздовж вертикальної стіни, наприклад, через те що коньковий фланець має дві частини, верхню частину і нижню частину, які зміщені по куту, або коньковий фланець має деякий кут відносно похилого фланця, так що коньковий фланець є вертикальним по всій його висоті, коли укладається на місце уздовж стіни, для того, щоб покривати ганок або односхилий дах. У цьому варіанті застосування покрівельний елемент використовується як бордюрна рейка, і для того, щоб гарантувати водонепроникність від дощової води, на місце накладається окантовка у вигляді елемента 17 металевої секції і прикріпляється безпосередньо над і уздовж верхнього краю конькового фланця, при цьому уздовж елемента металевої секції і стіною виконується герметизуюче з'єднання 16. Слід розуміти, що поруч з похилим фланцем при використанні покрівельних деталей (не показані на Фіг. 5) передбачається залишок від покриття. Слід розуміти, що бордюр навколо отвору в даху може бути аналогічний бордюрній рейці в певних обставинах (залежно від орієнтації по відношенню до ската), але замість докладення до стіни, він накладається на вертикальний елемент, що проходить через дах, наприклад такий, як димар. Слід зазначити, що видавлені лінії 6, які повинні бути утворені на бічних ділянках конька (включаючи бордюрні рейки), на конькових ковпаках (видавлена лінія відповідає, зокрема, одиничній лінії 12 укосу), і на покрівельних деталях, виконують, принаймні, дві функції: поперше, вони додають жорсткість покрівельним елементам, які включають ці лінії, і по-друге, вони зменшують здатність води підніматися за рахунок капілярності вгору по скату між суміжними покрівельними деталями або між бічною ділянкою конька і суміжними покрівельними деталями. Ця друга функція дає можливість зменшити ширину області перекривання країв між 9 UA 108680 C2 5 10 15 20 25 30 35 40 45 50 55 60 двома суміжними покрівельними деталями в порівнянні з покрівельними деталями, які не включають такі видавлені лінії, але в той же час мають однаковий ступінь захисту проти підйому води за рахунок капілярності. Таким чином можливо покривати більшу площу даху із заданою кількістю покрівельних деталей. Ця аргументація може бути таким же чином застосовна і до конькових ковпаків, і до бічних ділянок конька: лінія 12 укосу конькового ковпака входить в зачеплення з однією з видавлених ліній 6 бічної ділянки конька. Те ж саме відноситься і до поєднання видавлених ліній бічних ділянок і покрівельних деталей. Крім того, видавлені лінії також можуть діяти як маркери при викладанні покрівельних елементів на їх місце на даху, і наприклад, вони можуть позначати в якому місці слід розташовувати костилі для забивання (або шурупи для укручування), щоб прикріплювати вищезгадані покрівельні елементи до даху, та/або вони можуть діяти так, щоб правильно розміщувати, орієнтувати, або вирівнювати вищезгадані покрівельні елементи у вигляді паралельних ліній. Як приклад того, яким чином може бути виготовлений покрівельний елемент способом гарячого формування під тиском, слід звернутися до схеми на Фіг. 6, яка більшою мірою відноситься до першого етапу гарячого формування під тиском водної композиції рослинних волокон, переважно, целюлозної мезги, який дозволяє отримати відносно суху форму, яка залишається у формі і готова для нанесення пігментованої термореактивної лакової композиції. Потім форма повинна бути додатково висушена під час другого етапу, а потім повинна бути повністю просочена бітумом під час третього етапу. Повна тривалість циклу формування першого етапу складає близько 72 секунд і містить по порядку: введення целюлозної мезги в прес-форму при концентрації близько 1,2 % в рідкій композиції, висмоктування рідкої частини мезги з прес-форми протягом 5 с, попередню стадію концентрації сухої речовини мезги в прес-формі, щоб збільшити її, принаймні, до 20 %, і в даному прикладі до 28 %, а потім дві стадії високотемпературного формоутворення під тиском формування близько 0,45 МПа при температурі 270 °C із загальною тривалістю висушування близько 50 с для двох стадій високотемпературного формоутворення в прес-формі. Під час цих двох послідовних стадій високотемпературного формоутворення суха фракція в прес-формі доходить до 46 % і зрештою, закінчує їх із вмістом сухої фракції по суті 100 %. На практиці немає необхідності чекати досягнення 100 %, і можна обмежитися 60 %, або 70 %, або переважно, 80 %. При цьому, принаймні, з таким вмістом сухої речовини при витяганні з пресформи з таким значенням для формованого елемента, він зберігає свою форму і не піддається будь-якому ризику значної деформації під час подальших етапів. Таким чином, якщо конкретніше, операційні умови застосовуються таким чином, що після закінчення операції гарячого формування під тиском, отриманий формований целюлозний елемент має вміст сухої речовини, принаймні, 60 %. Навіть за наявності деякої вологості, що залишається, можливе продовження процесу з покриттям елемента пігментованою лаковою композицією, переважно, використовуючи нанесення за допомогою розбризкування, при цьому композиція по суті твердне, переважно, в період, коли елемент залишається гарячим, під час подальшого висушування, яке використовується для того, щоб видалити практично всю воду, що залишається, перед повним просоченням елемента гарячим бітумом. Повне просочення елемента гарячим бітумом слід виконувати, переважно, для практично сухого елемента, тобто із вмістом сухої речовини, яка складає, практично 100 %, для того, щоб уникнути піноутворення або інших явищ. Слід розуміти, що ці значення дані з показовою метою, і вони можуть бути різними, зокрема, вони залежать від елементів, які піддаються формуванню. Наприклад, залежно від обставин, можливе використання целюлозної мезги з концентрацією, що знаходиться в діапазоні від 1,2 до 1,9 %, тривалість висмоктування плинного середовища з прес-форми під час стадії попередньої концентрації знаходиться в діапазоні від 2 до 15 с, а загальна тривалість двох операцій високотемпературного формоутворення знаходиться в діапазоні від 15 до 50 с. Температура, до якої нагрівається прес-форма, може знаходитися в діапазоні від 150 до 320 °C, з переважною температурою нагрівання для прес-форми, що складає 270 °C. Тиск стискування може знаходитися в діапазоні від 0,15 до 0,5 МПа, і переважно, знаходиться в діапазоні від 0,3 до 0,5 МПа. В кінці операції гарячого формування під тиском, залежно від операційних умов (зокрема, від концентрації мезги), формований целюлозний елемент може мати відносну щільність близько 0,53, і суха вага на одиницю площі, що знаходиться в діапазоні від 1000 до 2 2 1400 г/м , і переважно, складає близько 1250 г/м . Вага на одиницю площі, що розглядається в цьому документі, відповідає елемента, що має одиницю непроектованої площі. Інформація для пояснення цього терміну: для більшості типів даних елементів, непроектована площа або розгорнена площа загалом знаходиться в діапазоні від 1,1 до 2 разового співвідношення до площі проектованої поверхні. Формований целюлозний елемент, отриманий після витягання з 10 UA 108680 C2 5 10 15 20 25 преса, зазвичай має міцність на розрив (напруга руйнування при натягненні з використанням EN 12 311-1) близько 11 МПа і модуль пружності близько 1200 МПа. Слід відмітити, що для отримання даної ваги на одиницю площі можливо впливати на концентрацію целюлози в мезгі та/або на протяжність часу, протягом якого мезга вводиться в прес-форму. Висмоктування водної частини з мезги під час стадії попередньої концентрації призводить до того, що целюлоза в мезгі має тенденцію залишатися в прес-формі, тоді як водна фаза мезги має тенденцію в значній мірі висмоктуватися з прес-форми, таким чином процес відбувається так, що целюлоза в прес-формі поступово стає концентрованою під час всмоктування. Слід відмітити, що всмоктуючі трубопроводи прес-форми також служать для видалення пари під час гарячого формування мезги під тиском при високотемпературному формоутворенні, таким чином гарантуючи, що потенційне небезпечне перевищення тиску не утворюється усередині прес-форми, яке могло б відбутися, якщо пара не могла б виходити. Крім того, наприклад, під час другого етапу з фарбуванням використовується лак, що має 2 склад, заснований на смолі і оксиді металу, що представляє суху кількість близько 70 г/м . Смола, переважно, є термореактивною смолою. Під час третього етапу, що полягає в повному просоченні бітумом, використовується бітум марки 70/100 при температурі 190 °C з обробкою тривалістю від 10 до 30 хвилин. Крім того, джерело мезги може змінюватися залежно від вимог. Целюлозна мезга може бути отримана, наприклад, з вторинного паперу, зокрема, газет, та/або паперу типу крафт-целюлоза, і з різними відповідними пропорціями при використанні сумішей. І нарешті, можуть бути використані інші рослинні волокна, що не є целюлозою. Ці інші рослинні волокна також можуть комбінуватися з целюлозою. Природно, справжній винахід не обмежується описаними вище окремими варіантами здійснення винаходу, але розповсюджується на всі варіанти і еквіваленти, відповідну суті винаходу. Таким чином, можна буде легко зрозуміти, що винахід може бути виконаний за допомогою численних інших способів, але, не виходячи за межі, визначувані описом та формулою винаходу. ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 60 1. Спосіб виготовлення покрівельного елемента (1, 8) з рослинних волокон для даху зі скатами, причому вищезгаданий елемент повністю просочують бітумом, який відрізняється тим, що на першому етапі створюють елемент з рослинних волокон за допомогою гарячого формування під тиском в порожнині прес-форми на основі водної композиції рослинних волокон, яку стискують і нагрівають у зазначеній прес-формі до тих пір, поки у зазначеному елементі вміст сухої речовини не досягне принаймні 60 %, на другому етапі після вивільнення елемента з пресформи проводять висушування зазначеного елемента до тих пір, поки у зазначеному елементі вміст сухої речовини, не досягне принаймні 98 %, і на третьому етапі проводять повне просочення вищезгаданого елемента гарячим бітумом, при цьому під час здійснення першого етапу, перед створенням тиску і нагріванням прес-форми, проводять попередній етап концентрації сухої речовини мезги в прес-формі шляхом створення розрідження в порожнині прес-форми з такою тривалістю, що суха фракція суміші, що залишається в прес-формі в кінці попереднього етапу концентрації, складає принаймні 20 %. 2. Спосіб за п. 1, який відрізняється тим, що суха фракція композиції, що залишається у пресформі у кінці етапу попередньої концентрації, здійснюваного під час першого етапу, знаходиться в діапазоні від 20 до 35 %. 3. Спосіб за п. 1 або 2, який відрізняється тим, що в кінці першого етапу, вивільнений із пресформи елемент має відносну щільність, що знаходиться в діапазоні від 0,4 до 0,7 і має товщину, що знаходиться в діапазоні від 2 до 5 мм. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що в кінці першого етапу, вивільнений з прес-форми елемент має суху вагу на одиницю площі, що знаходиться в діапазоні від 800 до 2 2 1800 г/м , переважно близько 1250 г/м . 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що під час другого етапу зазначений елемент висушують до стану вмісту сухої речовини у вищезгаданому елементі, що практично дорівнює 100 %. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що під час другого етапу елемент покривають пігментованим лаком і залишають цей лак тверднути під час висушування зазначеного елемента. 7. Покрівельний елемент (1, 8) з рослинного волокна, покритий пігментованим лаком і повністю просочений бітумом, для даху з скатами, встановлений на будівлі, який відрізняється тим, що 11 UA 108680 C2 5 10 15 20 25 30 35 40 просочений бітумом елемент, отриманий за допомогою способу за п. 6, має товщину, що знаходиться в діапазоні від 2 до 5 мм, і має відносну щільність, що знаходиться в діапазоні від 0,9 до 1,3. 8. Покрівельний елемент за п. 7, який відрізняється тим, що виконаний з можливістю покривати особливу точку даху, при цьому він є бічною ділянкою конька, коньковим ковпаком, бордюрною рейкою, бордюром навколо отвору в даху або елементом для створення з'єднання між двома площинами даху. 9. Бічна ділянка (1) конька даху з скатами, при цьому коньок, містить дві бічні ділянки, розташовані з обох боків конька даху, і покриваючий його коньковий ковпак, яка відрізняється тим, що бічна ділянка конька є покрівельним елементом за п. 8 і має V-подібну форму, яка не може бути розгорнена, і включає перший фланець на одній стороні, званий коньковим фланцем (2), та другий фланець на другій стороні, званий похилим фланцем (3), причому коньковий фланець проходить вгору уздовж однієї сторони конька даху і закривається коньковим ковпаком, що покриває коньок, а похилий фланець проходить вниз уздовж даху і розташовується на одній або більше покрівельних деталях, розташованих на схилі зазначеного даху, при цьому похилий фланець включає хвилясту частину (5), що відповідає хвилястій частині покрівельних деталей, які він покриває, для того, щоб взаємодіяти з вищезгаданими покрівельними деталями і забезпечувати непроникність даху до зливових стоків, що протікають по схилу даху, при цьому зазначена бічна ділянка конька має форму, симетричну відносно конька, для забезпечення можливості його використання однаково добре на кожній стороні вищезгаданого конька даху. 10. Коньковий ковпак (8) для похилого даху з скатами, при цьому конькове покриття, містить дві бічні ділянки, розташовані з обох боків конька даху, при цьому вищезгаданий коньковий ковпак покриває коньок, а кожна бічна ділянка має коньковий фланець і похилий фланець, який відрізняється тим, що є покрівельним елементом за п. 8, при цьому зазначений коньковий ковпак має центральну закруглену ділянку (9), що має загальну форму подовженого жолоба з увігнутою стороною, оберненою вниз, і включає в бічному напрямку на кожній стороні центральної ділянки (9) по суті плоскі бічні фланці (10), кожен з яких включає підведену лінію (12) укосу, що проходить паралельно відповідному бічному краю конькового ковпака, причому зазначена лінія укосу виконана з можливістю входити у відповідність з видавленою лінією (6) похилого фланця бічної ділянки (1) конька. 11. Елемент з'єднання похилого даху з скатами будівлі з вертикальною стіною, причому такий елемент є бордюрною рейкою або бордюром навколо отвору в даху, який відрізняється тим, що є покрівельним елементом за п. 8, що має V-подібну форму, яка не може бути розгорнена, при цьому він має перший фланець на першій стороні для приєднання до стіни, і другий фланець на другій стороні, виконаний з можливістю проходження вниз уздовж даху і для розміщення на одній або більше покрівельних деталях, розташованих на схилі зазначеного даху, причому другий фланець включає хвилясту частину, відповідну хвилястості покрівельних деталей, які він покриває, для взаємодії з зазначеними покрівельними деталями, щоб забезпечити непроникність даху до зливових стоків, що протікають по схилу даху. 12 UA 108680 C2 13 UA 108680 C2 14 UA 108680 C2 15 UA 108680 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing a roof-covering element made of plant fibres, and roofcovering elemetn
Автори англійськоюThomas, Michel, Kamil, Melih, Ruffenach, Francois, Foutel, Martin
Автори російськоюТома Мишель, Камыл Мелих, Руфенах Франсуа, Футель Мартен
МПК / Мітки
МПК: E04D 1/00, D21J 3/00, E04D 3/32, D21J 7/00
Мітки: спосіб, покрівельного, елемента, волокон, рослинних, покрівельний, виготовлення, елемент
Код посилання
<a href="https://ua.patents.su/18-108680-sposib-vigotovlennya-pokrivelnogo-elementa-z-roslinnikh-volokon-ta-pokrivelnijj-element.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення покрівельного елемента з рослинних волокон та покрівельний елемент</a>
Спосіб виготовлення елемента, що містить мінеральне волокно, елемент, виготовлений цим способом, та пристрій для виготовлення елемента
Номер патенту: 102327
Опубліковано: 25.06.2013
Автори: Крістенсен Кенн, Розенберг Горм
МПК: B27N 3/14, D01G 9/00, D04H 13/00, D04H 1/54, D04H 1/72
Мітки: способом, цим, виготовлення, пристрій, волокно, спосіб, виготовлений, елемента, мінеральне, містить, елемент
Формула / Реферат:
1. Спосіб виготовлення елемента, що містить мінеральне волокно, який включає етапи, на яких:забезпечують мінеральне волокно в кількості, що становить від 90 мас.% до 99 мас.% від загальної маси вихідних матеріалів у вигляді зібраного волокнистого полотна;забезпечують зв'язуюче в кількості, що становить від 1 мас.% до 10 мас.% від загальної маси вихідних матеріалів;піддають зібране волокнисте полотно процесу...
Фільтруючий елемент для курильного виробу, курильний виріб, що містить фільтруючий елемент, спосіб виготовлення фільтруючого елемента та нитка для фільтруючого елемента
Номер патенту: 100076
Опубліковано: 12.11.2012
Автори: Олівейра Пауло, Д'юк Мартін
Мітки: виробу, курильний, фільтруючого, елемент, містить, курильного, фільтруючий, виготовлення, спосіб, виріб, нитка, елемента
Формула / Реферат:
1. Фільтруючий елемент для курильного виробу, що містить тампон фільтруючого матеріалу й нитку, що має щонайменше одну приклеєну до неї частку тютюну й витягнуту по суті подовжньо через тампон фільтруючого матеріалу.2. Фільтруючий елемент за п. 1, який відрізняється тим, що нитка витягнута по суті подовжньо між взаємно протилежними торцевими поверхнями тампона фільтруючого матеріалу.3. Фільтруючий елемент за п. 2, який...
Елемент безпеки з ефектом зміни кольору для захисту від підробок, матеріал плівки, придатний для виготовлення елемента безпеки, і спосіб виготовлення та перевірки елемента безпеки
Номер патенту: 91012
Опубліковано: 25.06.2010
Автори: Бауер Георг, Кастнер Фрідріх, Кеплінгер Юрген, Вальтер Гаральд, Бергсманн Мартін
МПК: B42D 15/10, B42D 15/00
Мітки: спосіб, безпеки, перевірки, захисту, елемента, придатній, ефектом, кольору, матеріал, підробок, виготовлення, зміни, елемент, плівки
Формула / Реферат:
1. Елемент безпеки для захисту від підробок, який складається принаймні з одного шару, що відбиває електромагнітні хвилі, полімерного проміжного шару і шару, виконаного з металевого кластеру, який відрізняється тим, що один або кілька шарів додатково до їх функції в утворенні ефекту зміни кольору виконують електропровідну та/або магнітну, та/або флуоресцентну, та/або юридичну функцію.2. Елемент безпеки для захисту від підробок за п....
Спосіб виготовлення трубчастого фільтрувального елемента із синтетичних волокон
Номер патенту: 94816
Опубліковано: 10.06.2011
Автор: Андрієвич Юрій Єфремович
МПК: B01D 39/16, B01D 29/11, B01D 27/04
Мітки: трубчастого, елемента, виготовлення, волокон, спосіб, фільтрувального, синтетичних
Формула / Реферат:
1. Спосіб виготовлення трубчастого фільтрувального елемента із синтетичних волокон, що включає екструдування полімерного матеріалу з головок, що утворюють волокно, у вигляді струмків розплаву, вплив на них газовим потоком у напрямку оправки, що обертається з постійною швидкістю, і пошарове укладання шарів волокон на оправку, який відрізняється тим, що струмки розплаву полімерного термопластичного матеріалу в безперервному сталому процесі...
Спосіб виготовлення безкаркасного трубчастого фільтрувального елемента із синтетичних волокон
Номер патенту: 51293
Опубліковано: 12.07.2010
Автор: Андрієвич Юрій Єфремович
МПК: B01D 39/16, B01D 27/04, B01D 29/00
Мітки: елемента, синтетичних, фільтрувального, волокон, спосіб, безкаркасного, виготовлення, трубчастого
Формула / Реферат:
1. Спосіб виготовлення безкаркасного трубчастого фільтрувального елемента із синтетичних волокон, що включає екструдування полімерного матеріалу з головок, що утворюють волокно, у вигляді струмків розплаву, вплив на них газовим потоком у напрямку оправки, що обертається з постійною швидкістю і пошарове укладання шарів волокон на оправку, який відрізняється тим, що струмки розплаву полімерного термопластичного матеріалу в безперервному...
Попередній патент: Ґрунтообробне знаряддя (варіанти)
Наступний патент: Заміщені піридини, що мають гербіцидну активність
Випадковий патент: Спосіб катетерного крізьвенозного лікування тахікардії передсердно-шлуночкового вузла