Вогнетривкі продувальні пристрої
Формула / Реферат
1. Вогнетривкий продувальний пристрій (1) для вдування газу в розплавлений метал у металургійному резервуарі, причому вогнетривкий продувальний пристрій містить вогнетривкий основний корпус (2), в якому утворено впуск (3а) для газу на першому подовжньому кінці для приймання продувального газу, випуск (3b) для газу на другому подовжньому кінці для надходження продувального газу в розплавлений метал, та канал (3) для проходження газу, який сполучає впуск для газу з випуском для газу, причому множина приймачів розплавленого металу для захоплення або перехоплення та утримання розплавленого металу, який тече у зворотному напрямку з випуску для газу до каналу для проходження газу, розподіляється у каналі для проходження газу, який відрізняється тим, що
- кожен приймач розплавленого металу містить карман або мініатюризований резервуар для утримання розплавленого металу, який захоплюється або перехоплюється в отворі для захоплення розплавленого металу,
- приймачі утворюють містки, які з'єднують першу та другу протилежні поверхні, які обмежують канал, і
- канал (3) для проходження газу, виконаний з можливістю визначення напрямку потоку газу та напрямку потоку металу, який є протилежним напрямкові потоку газу, і приймачі розплавленого металу мають стінку, яка виступає у канал для проходження газу в напрямку, ортогональному або по суті ортогональному напрямкові потоку металу для утворення отвору для захоплення розплавленого металу та кармана або мініатюризованого резервуара.
2. Вогнетривкий продувальний пристрій за п. 1, який відрізняється тим, що приймачі розплавленого металу включають отвір для захоплення розплавленого металу з метою захоплення розплавленого металу, який тече у зворотному напрямку в канал для проходження газу, причому отвір для захоплення розплавленого металу є орієнтованим до випуску для газу.
3. Вогнетривкий продувальний пристрій за п. 1 або 2, який відрізняється тим, що приймачі розплавленого металу є розподіленими у каналі (3) для проходження газу і вздовж напрямку потоку металу, і нижній приймач розплавленого металу є поперечно зміщеним від верхнього приймача розплавленого металу таким чином, що розплавлений метал, який переливається з верхнього приймача розплавленого металу, захоплюється нижнім приймачем розплавленого металу.
4. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що приймачі розплавленого металу є розподіленими у каналі (3) для проходження газу у напрямку, поперечному напрямкові потоку металу, і суміжні у поперечному напрямку приймачі розплавленого металу відокремлюються каналом переливання розплавленого металу, причому канал переливання розплавленого металу забезпечує напрямну, що сприяє переливанню розплавленого металу від верхнього приймача розплавленого металу, який є ближчим до випуску для газу, у нижній приймач розплавленого металу, який є ближчим до впуску для газу.
5. Вогнетривкий продувальний пристрій за п. 4, який відрізняється тим, що нижній приймач розплавленого металу є розташованим таким чином, що його отвір для захоплення розплавленого металу розташовується в одну лінію з каналом переливання верхнього отвору для захоплення розплавленого металу з метою захоплення розплавленого металу, який переливається з верхнього приймача розплавленого металу.
6. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що приймачі розплавленого металу розташовуються рядами, які є поперечними напрямкові потоку металу, і приймачі розплавленого металу одного ряду є поперечно зміщеними відносно приймачів розплавленого металу безпосередньо вищерозміщеного ряду, таким чином, що приймач розплавленого металу у безпосередньо нижчерозміщеному ряді є прямо орієнтованим до каналу переливання розплавленого металу безпосередньо вищерозміщеного ряду для приймання розплавленого металу, який переливається із зазначеного вищерозміщеного ряду.
7. Вогнетривкий продувальний пристрій за будь-яким з пп. 3-6, який відрізняється тим, що кількість (N) приймачів розплавленого металу, подовжньо розподілених вздовж напрямку потоку металу, складає N≥3, в оптимальному варіанті ≥5, і у найкращому варіанті ≥10.
8. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що приймачі розплавленого металу є суцільно утвореними на головному вогнетривкому корпусі.
9. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що канал (3) для проходження газу є видовженим і простягається поперек напрямку потоку металу радіально, концентрично, по-кільцю або оточує подовжню центральну вісь головного вогнетривкого корпусу.
10. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що канал (3) для проходження газу обмежується протилежно орієнтованими внутрішніми стінками у головному вогнетривкому корпусі, поперечна відокремлювальна відстань W між протилежно орієнтованими внутрішніми стінками становить не більше за 2,0 мм, в оптимальному варіанті - не більше за 1,5 мм, у ще кращому варіанті - не більше за 1,0 мм, у ще кращому варіанті - не більше за 0,5 мм, і у найкращому варіанті - від 0,25 до 0,5 мм.
11. Вогнетривкий продувальний пристрій за п. 10, який відрізняється тим, що поперечна довжина (L) каналу для проходження газу в напрямку, ортогональному або по суті ортогональному напрямкові потоку металу, є такою, що L/W≥3, у ще кращому варіанті ≥5, у ще кращому варіанті ≥10, і у найкращому варіанті ≥50.
12. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що вогнетривкий основний корпус (2) включає центральну частину (2а), яка оточена периферійною частиною (2b), і канал (3) для проходження газу сформований проміжком між протилежно орієнтованими внутрішніми стінками центральної частини та периферійної частини.
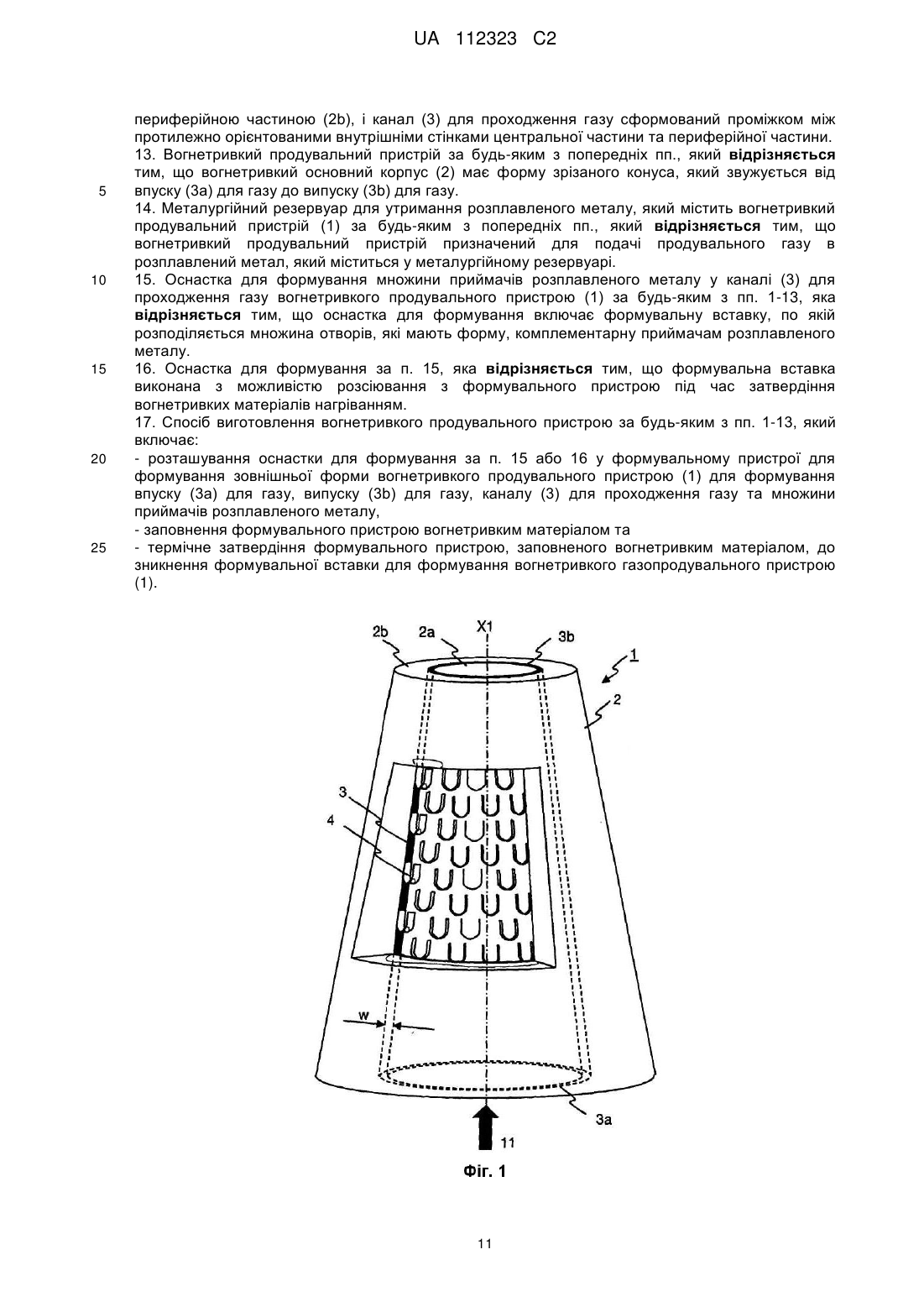
13. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що вогнетривкий основний корпус (2) має форму зрізаного конуса, який звужується від впуску (3а) для газу до випуску (3b) для газу.
14. Металургійний резервуар для утримання розплавленого металу, який містить вогнетривкий продувальний пристрій (1) за будь-яким з попередніх пп., який відрізняється тим, що вогнетривкий продувальний пристрій призначений для подачі продувального газу в розплавлений метал, який міститься у металургійному резервуарі.
15. Оснастка для формування множини приймачів розплавленого металу у каналі (3) для проходження газу вогнетривкого продувального пристрою (1) за будь-яким з пп. 1-13, яка відрізняється тим, що оснастка для формування включає формувальну вставку, по якій розподіляється множина отворів, які мають форму, комплементарну приймачам розплавленого металу.
16. Оснастка для формування за п. 15, яка відрізняється тим, що формувальна вставка виконана з можливістю розсіювання з формувального пристрою під час затвердіння вогнетривких матеріалів нагріванням.
17. Спосіб виготовлення вогнетривкого продувального пристрою за будь-яким з пп. 1-13, який включає:
- розташування оснастки для формування за п. 15 або 16 у формувальному пристрої для формування зовнішньої форми вогнетривкого продувального пристрою (1) для формування впуску (3а) для газу, випуску (3b) для газу, каналу (3) для проходження газу та множини приймачів розплавленого металу,
- заповнення формувального пристрою вогнетривким матеріалом та
- термічне затвердіння формувального пристрою, заповненого вогнетривким матеріалом, до зникнення формувальної вставки для формування вогнетривкого газопродувального пристрою (1).
Текст
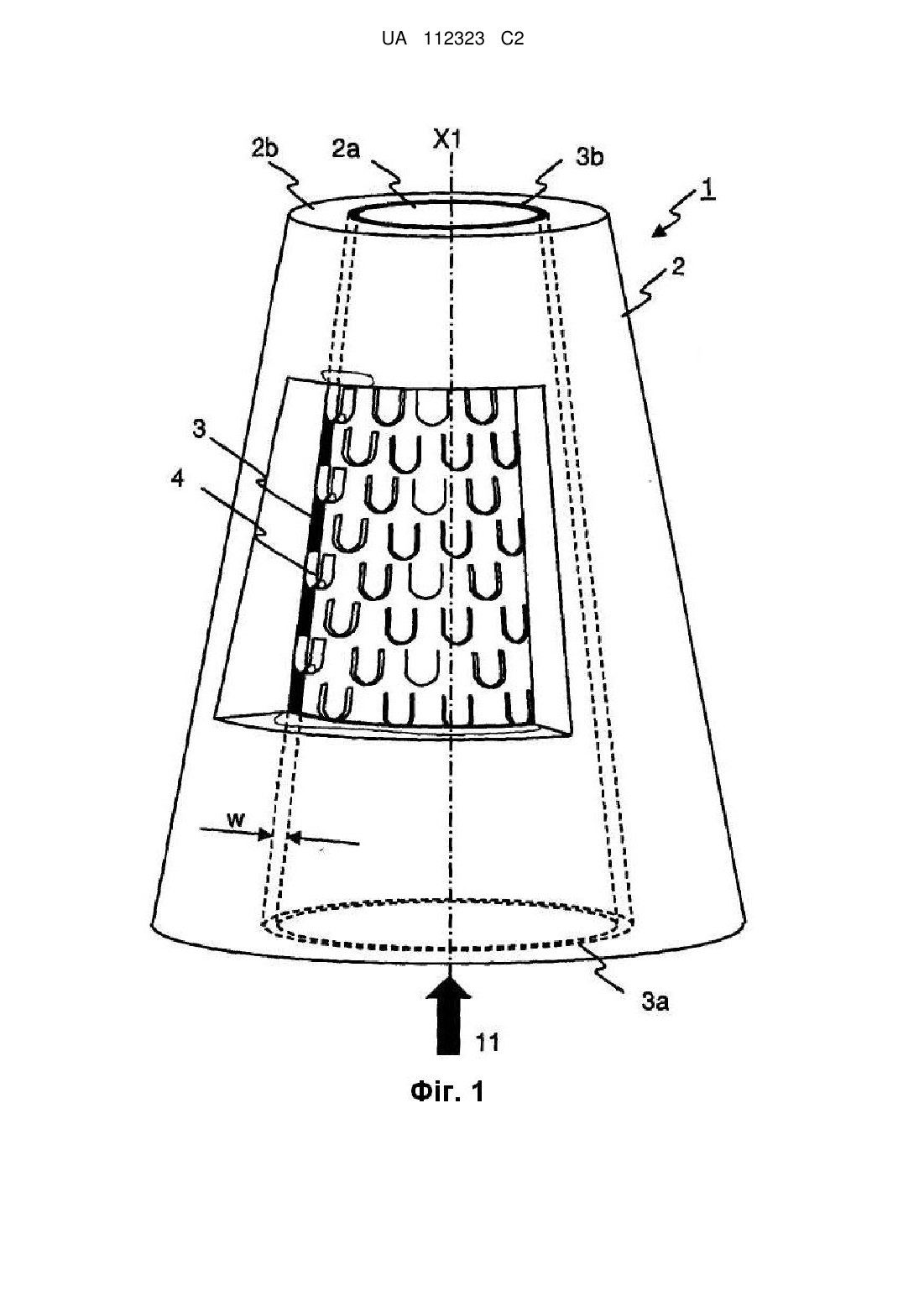
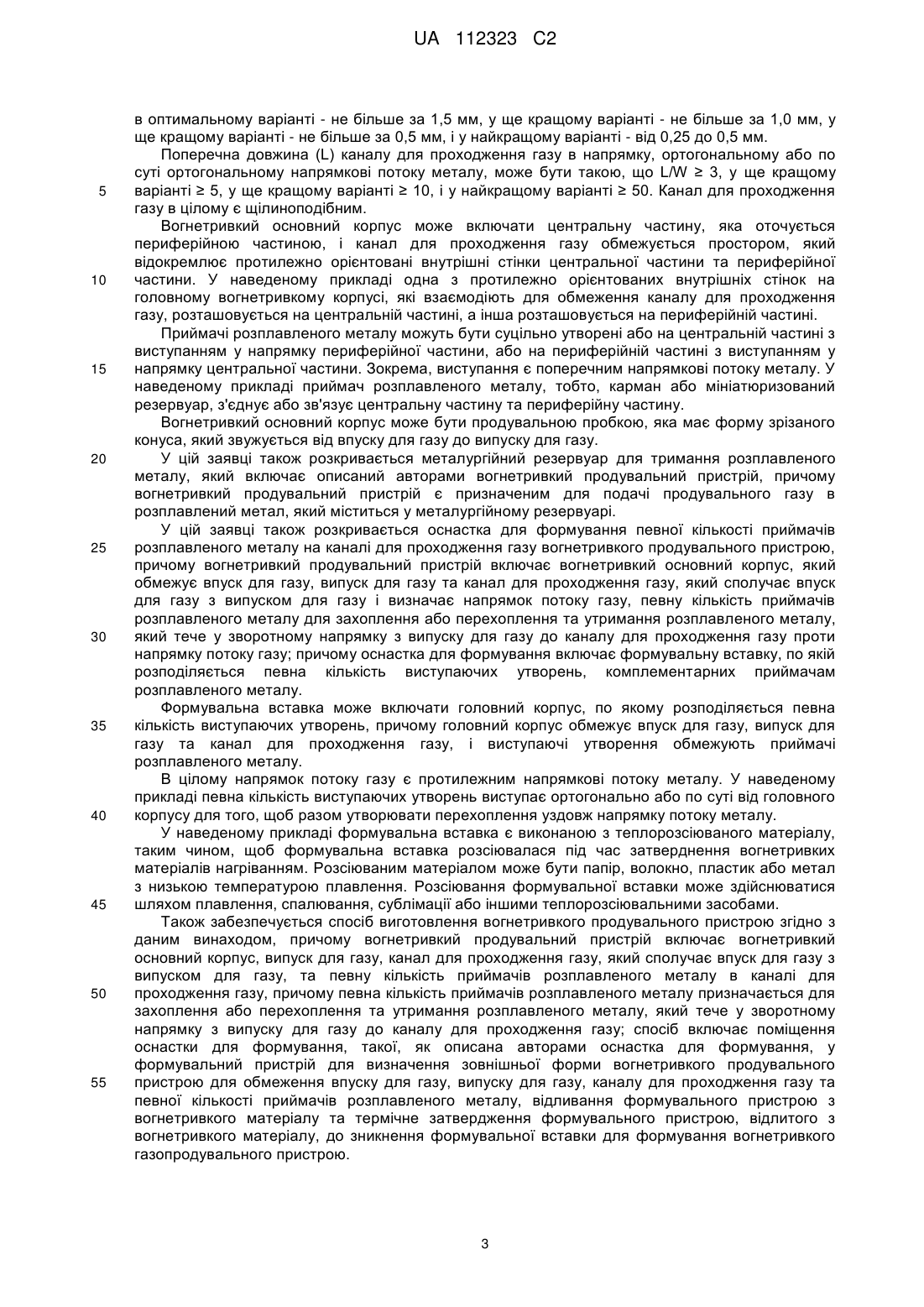
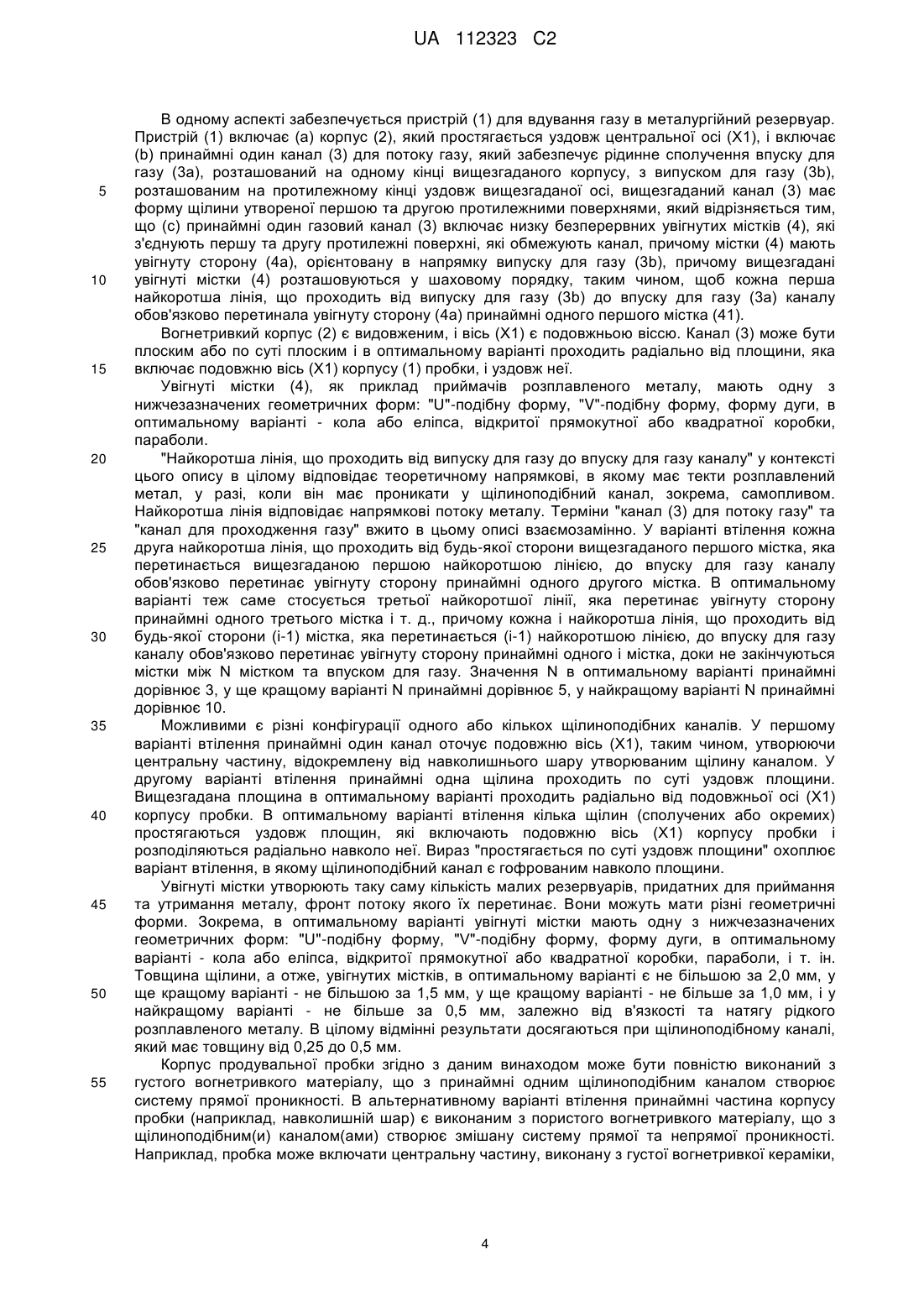
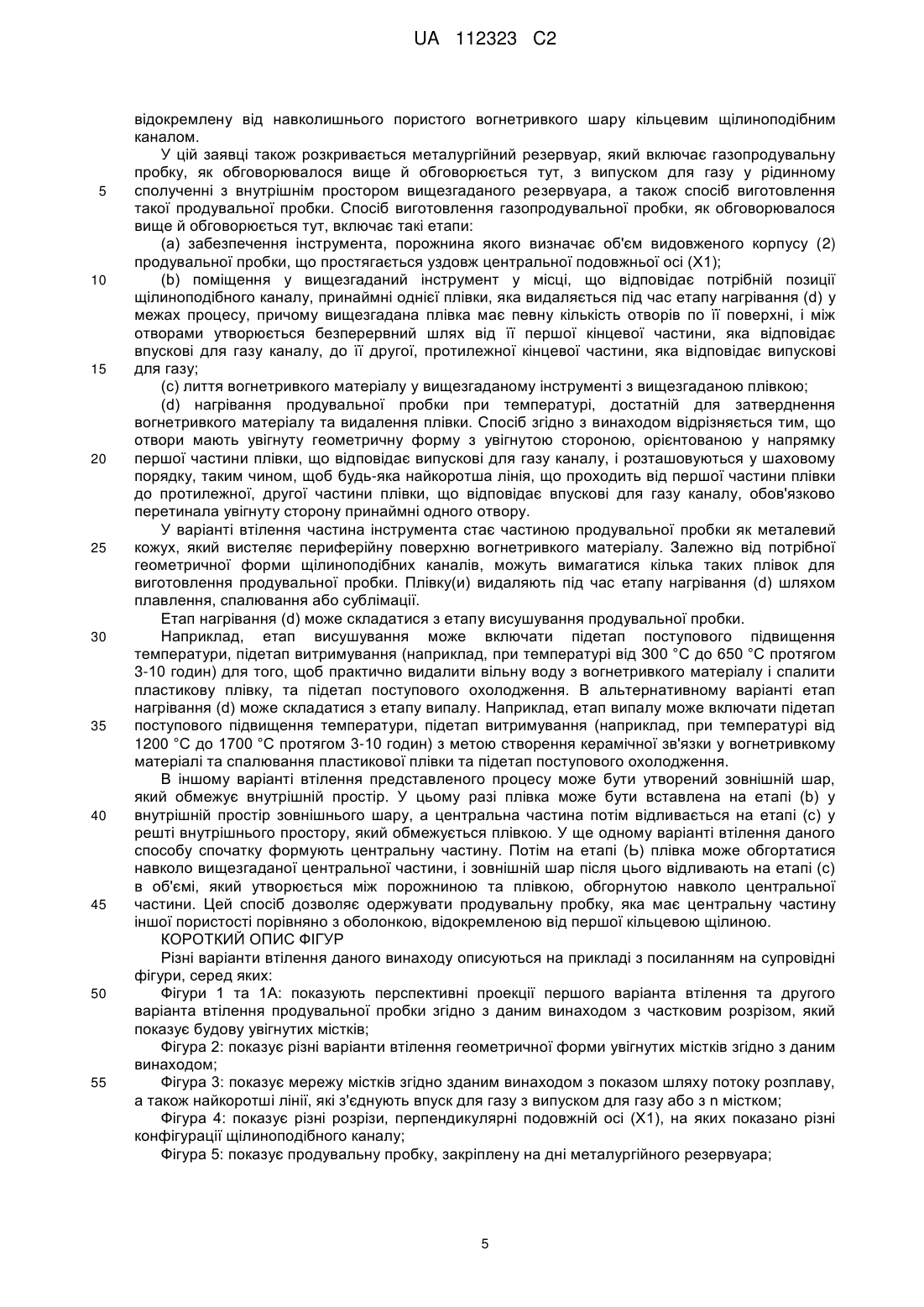
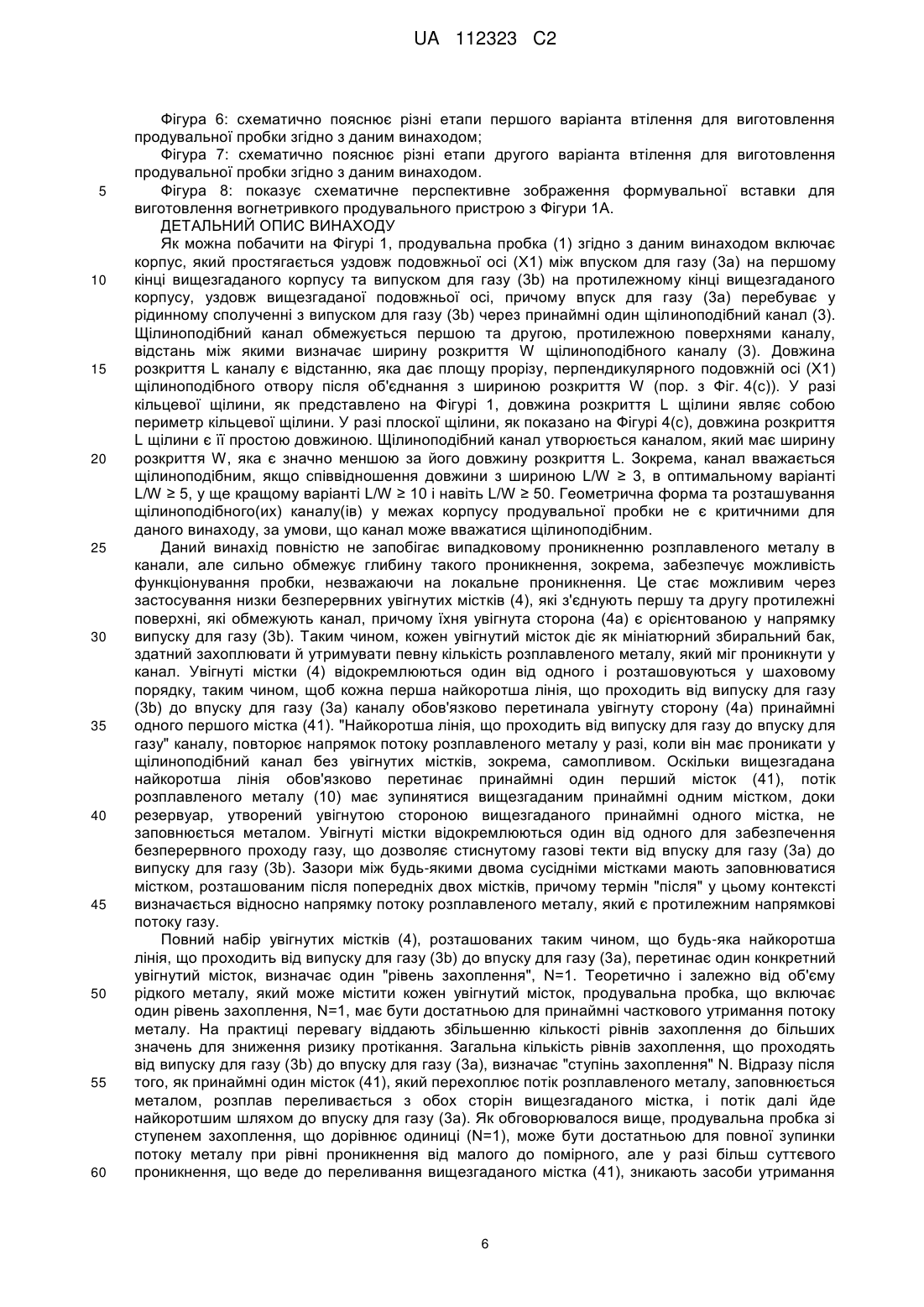
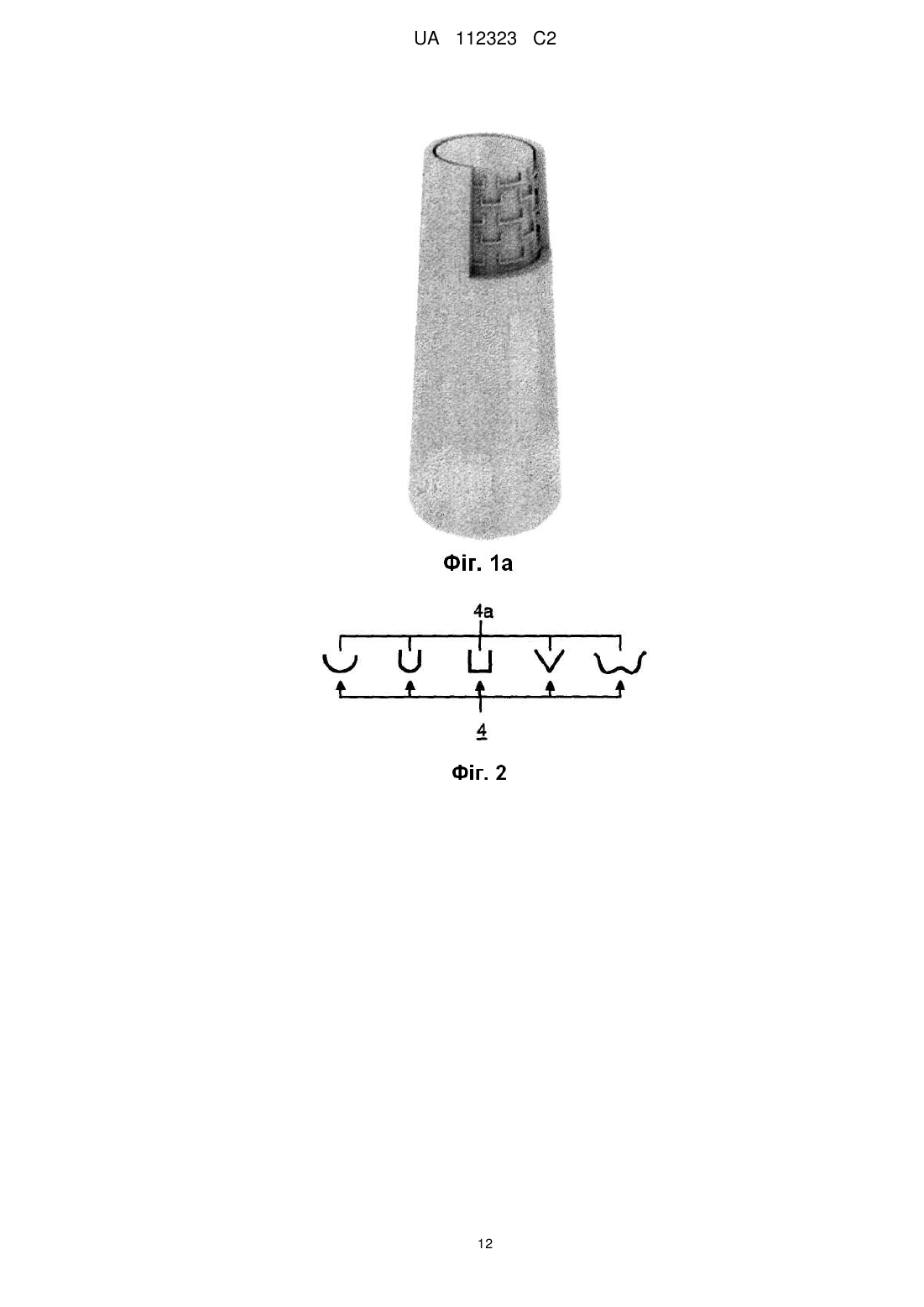
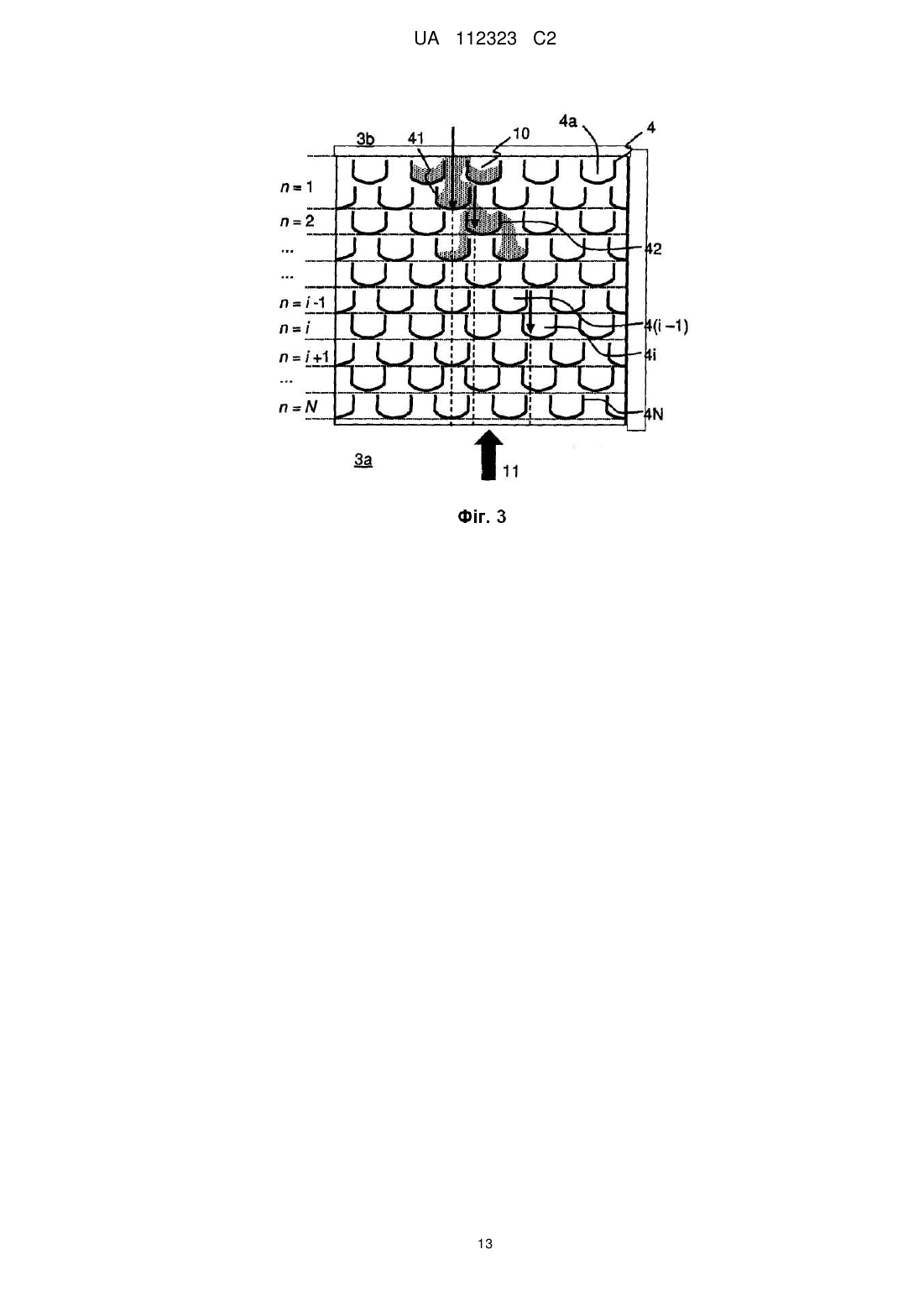
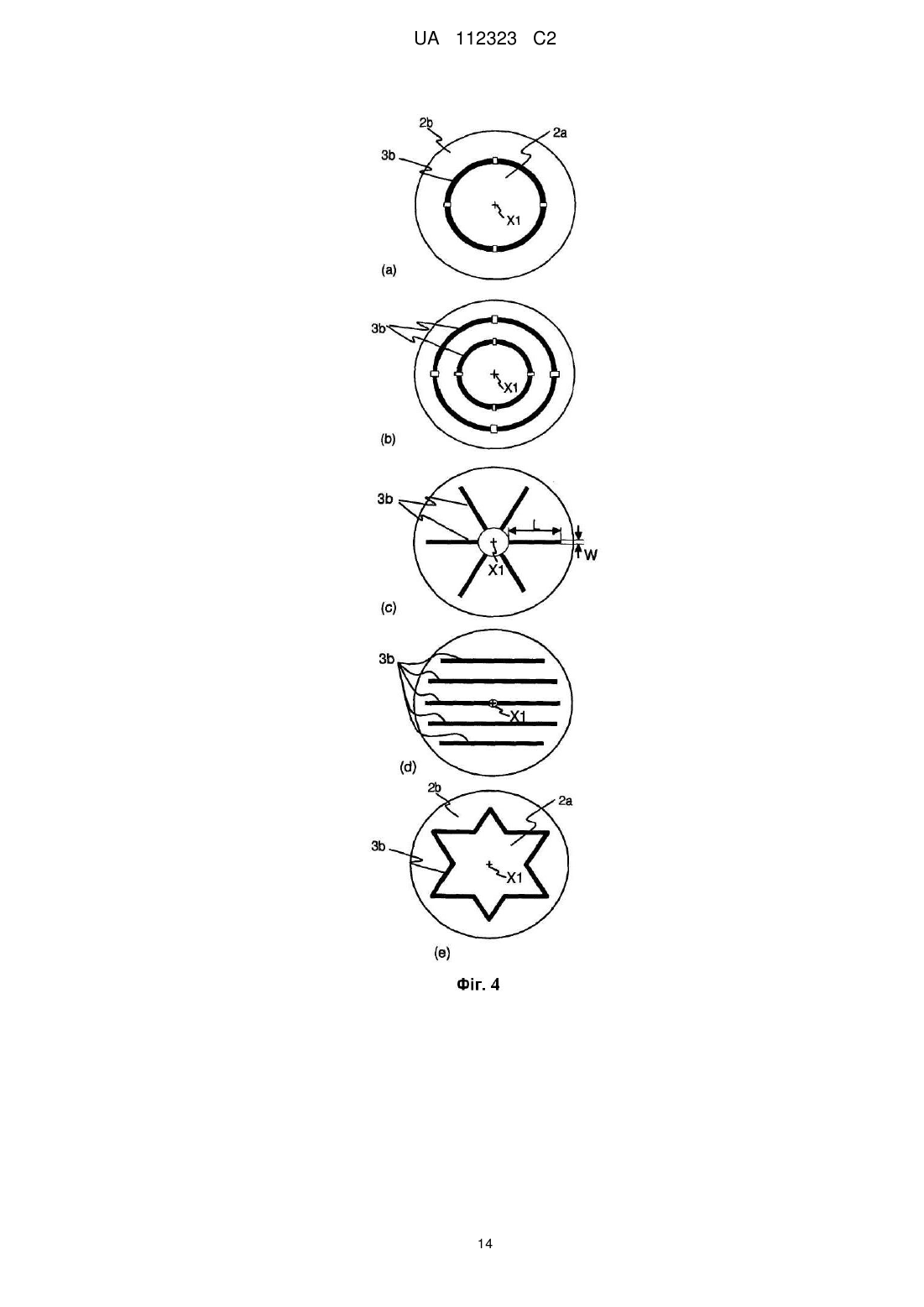
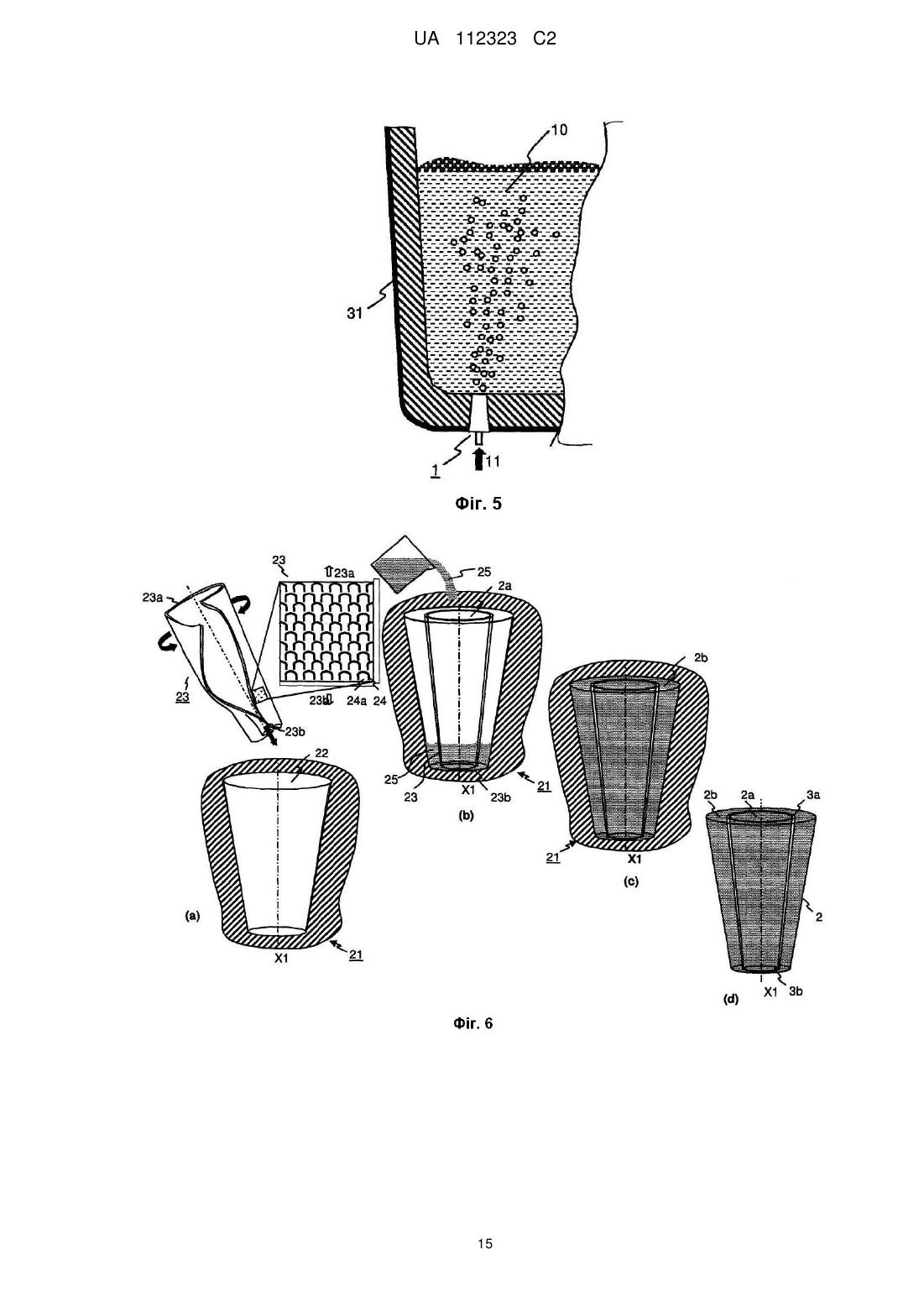
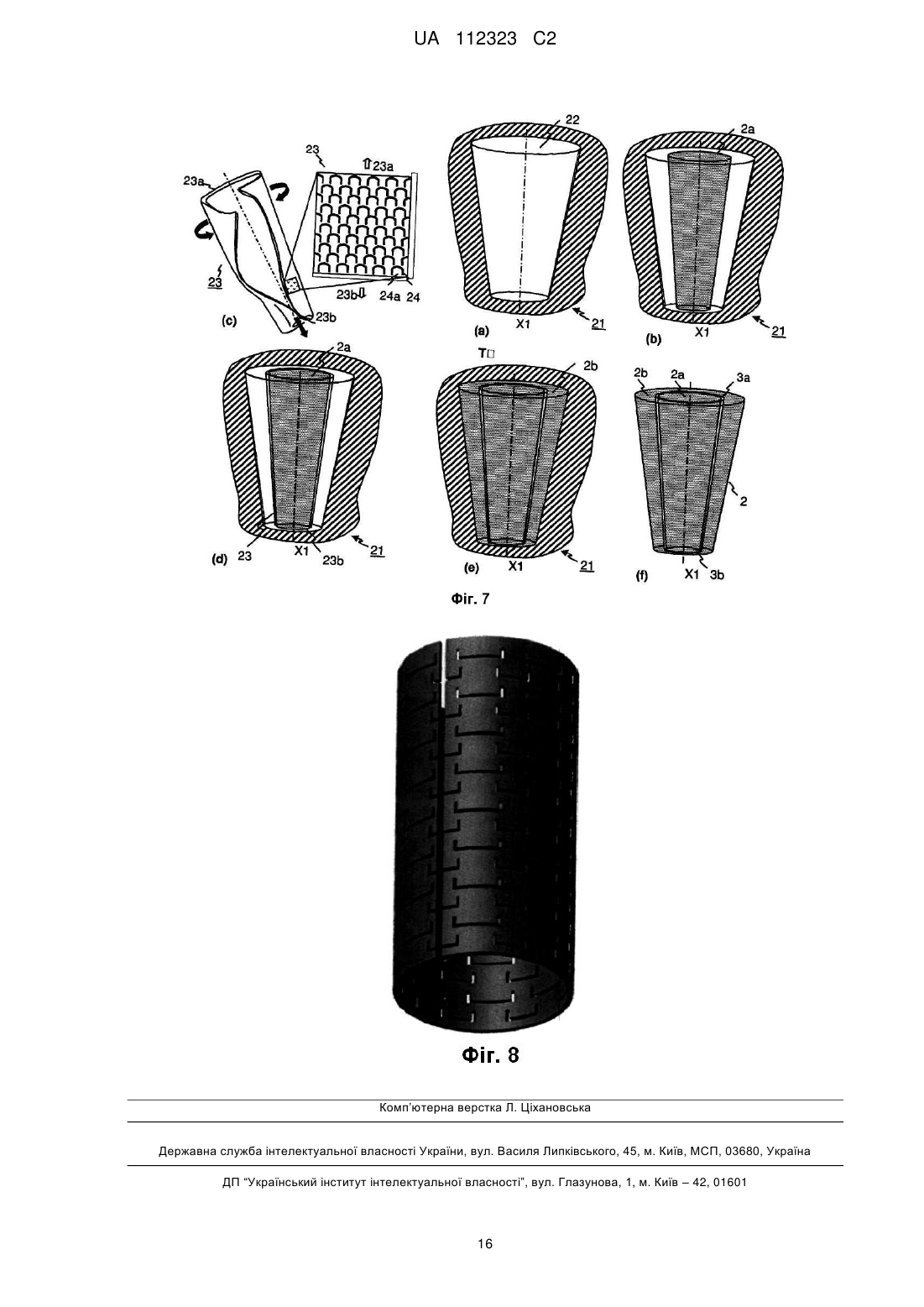
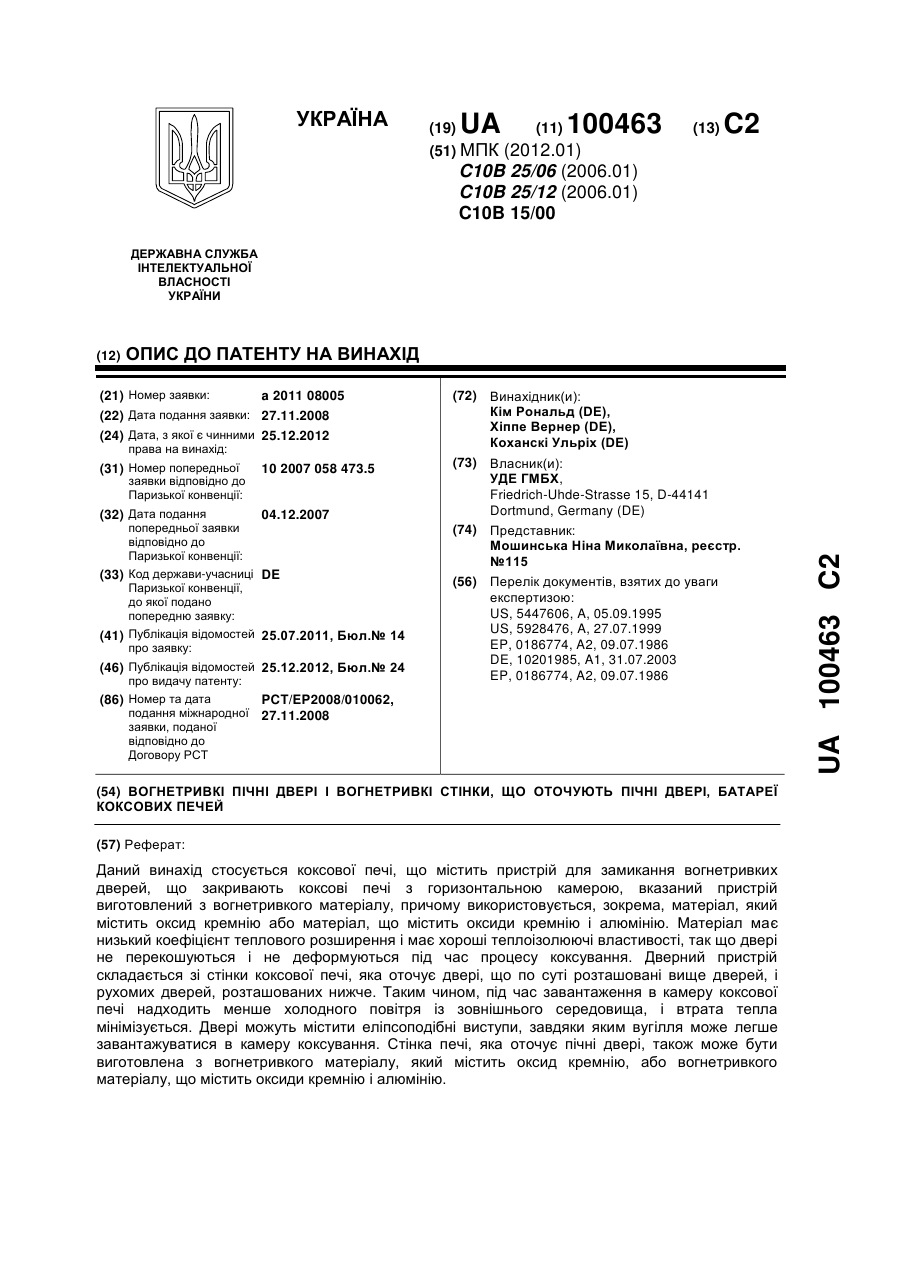
Реферат: Даний винахід стосується пристрою (1), наприклад, газопродувальної пробки, для вдування газу в металургійний резервуар, який містить (а) корпус (2), що простягається вздовж центральної осі (X1), який містить (b) принаймні один канал (3) для потоку газу, який забезпечує рідинне сполучення впуску для газу (3а), розташований на одному кінці вищезгаданого корпусу, з випуском для газу (3b), розташованим на протилежному кінці вздовж вищезгаданої осі, причому вищезгаданий канал (3) має форму щілини утвореної першою та другою протилежними поверхнями. Пристрій (1) згідно з винаходом, відрізняється тим, що (с) принаймні один газовий канал (3) містить низку безперервних увігнутих містків (4), які з'єднують першу та другу протилежні поверхні, які обмежують канал, з увігнутою стороною (4а), орієнтованою в напрямку випуску для газу (3b), причому вищезгадані увігнуті містки (4) розташовуються у шаховому порядку, таким чином, щоб кожна перша найкоротша лінія, що проходить від випуску для газу (3b) до впуску для газу (3а) каналу, обов'язково перетинала увігнуту сторону (4а) принаймні одного першого містка (41). Пристрій (1) згідно з винаходом дозволяє запобігати закупорюванню пристрою через проникнення розплавленого металу або шлаку. UA 112323 C2 (12) UA 112323 C2 UA 112323 C2 5 10 15 20 25 30 35 40 45 50 55 60 ГАЛУЗЬ ВИНАХОДУ Даний винахід стосується вогнетривких продувальних пристроїв, наприклад, таких вогнетривких продувальних пристроїв, як вогнетривкі продувальні пробки, фурми, дифузори, барботувальні блоки або прокладки і т. ін. Даний опис також стосується прес-інструментів для виготовлення вогнетривких продувальних пристроїв та способів їх виготовлення. РІВЕНЬ ТЕХНІКИ У процесах формування металевих виробів металевий розплав переносять з одного металургійного резервуара до іншого або до виливниці. Наприклад, ківш заповнюють металевим розплавом з печі й переносять до розливального пристрою. Потім металевий розплав може розливатися з розливального пристрою у виливницю для формування слябів, заготовок або блюмів. В альтернативному варіанті заготовки також можуть відливатися безпосередньо з ковша. У більшості випадків бажаним є вдування газу у розплавлений метал, який міститься в таких металургійних резервуарах. Воно може застосовуватися для прискорення гомогенізації температури та складу ванни, для переміщення неметалевих включень, присутніх у масі ванни до верхнього шлакового шару, для створення сприятливих умов у розплавленому металі і т. ін. Газ зазвичай вдувають у розплавлений метал за допомогою вогнетривких продувальних пристроїв, таких, як продувальні пробки, які розташовуються на дні або на сторонах металургійного резервуара, такого, як ківш або розливальний пристрій. Вогнетривкі продувальні пристрої, такі, як продувальні пробки, зазвичай включають колоду з вогнетривкого матеріалу, яка зазвичай проходить уздовж подовжньої осі. На одному подовжньому кінці колоди впуск для газу, з'єднаний з джерелом стиснутого газу, перебуває у рідинному сполученні з випуском для газу на протилежному подовжньому кінці колоди. Впуск для газу та випуск для газу можуть перебувати у рідинному сполученні один з одним через мережу відкритих пор, за допомогою одного або кількох каналів (наприклад, щілиноподібних або з круглим розрізом) або за допомогою їх комбінації. Мережу відкритих пор іноді називають такою, що забезпечує "непряму проникність", а канал називають таким, що забезпечує "пряму проникність". Зазвичай вважається, що пробки непрямої проникності є ефективнішими за пробки прямої проникності у плані ступеня відкривання та ефективності перемішування (завдяки розмірові бульбашок та робочій поверхні). Один з недоліків пористої пробки (непрямий) полягає в тому, що матеріал зазвичай є слабшим (має меншу міцність на роздавлювання у гарячому та холодному стані і швидше зазнає ерозії при високій швидкості потоку). Приклади вогнетривких газопродувальних пристроїв описуються у документах US 5,478,053, US 5,820,816 та US 6,669,896. Одна з відомих проблем з вогнетривкими продувальними пристроями, такими, як газопродувальні пробки, полягає у тому, що у разі зниження тиску, коли потік стиснутого повітря зупиняється, розплавлений метал може текти у зворотному напрямку у пристрій і самопливом проникати у канали та/або пори пристрою через випуск для газу. Це не лише створює проблему з точки зору безпеки, але й експлуатаційну проблему. Дійсно, після затверднення розплавленого металу в каналах або порах пристрій принаймні частково стає закупореним. Існує можливість прочищення закупореного пристрою через вдування газу під високим тиском у канали та/або пори або через продування киснем верхньої поверхні пробки, коли металургійний резервуар є порожнім, але ці способи вимагають багато часу, не завжди є прийнятними, призводять до сильної ерозії вогнетривкого матеріалу і не завжди забезпечують успішне прочищення пробки. Якщо не застосовують багато незалежних каналів, проникнення розплавленого металу в одній точці випуску для газу зазвичай призводить до повного або часткового закупорювання всього пристрою. Для зниження ризику проникнення, діаметр або ширину каналу зазвичай обмежують розміром не більше 1 мм для забезпечення достатнього спротиву проникненню через капілярність. Однак цей захід шкодить ефективності продувального пристрою, оскільки він сильно обмежує швидкість потоку газу через пробку. КОРОТКИЙ ОПИС ВИНАХОДУ Забезпечується вогнетривкий продувальний пристрій, пристосований для вдування газу в розплавлений метал у металургійному резервуарі. Вогнетривкий продувальний пристрій включає вогнетривкий основний корпус, в якому утворено впуск для газу на першому подовжньому кінці для приймання продувального газу, випуск для газу на другому подовжньому кінці для надходження продувального газу в розплавлений метал та канал для проходження газу, який сполучає впуск для газу з випуском для газу; причому певна кількість приймачів розплавленого металу для захоплення або перехоплення та утримання розплавленого металу, який тече у зворотному напрямку з випуску для газу до каналу для проходження газу, розподіляється у каналі для проходження газу. Вогнетривкий продувальний пристрій, який 1 UA 112323 C2 5 10 15 20 25 30 35 40 45 50 55 60 включає певну кількість приймачів розплавленого металу, зменшує проблеми, пов'язані з закупорюванням або частковим закупорюванням відомих вогнетривких пристроїв завдяки зворотному потокові або зворотному проникненню розплавленого металу у вогнетривкий пристрій у разі зниження тиску коли потік продувального газу є зупиненим. Вогнетривкий продувальний пристрій згідно з даним винаходом має перевагу, оскільки, наприклад, термін служби продувального пристрою може бути подовжений навіть у разі часткового проникнення у канали для проходження газу розплавленого металу. Крім того, вогнетривкі продувальні пристрої, які мають канали для проходження газу з розмірами, наближеними або навіть більшими за 1 мм для збільшення швидкості потоку повітря, стають більш бажаними, оскільки часткове проникнення не є фатальним для застосування пристроїв. Вогнетривкі продувальні пристрої можуть бути вогнетривкими продувальними пробками, фурмами, дифузорами, барботувальними блоками або прокладками. Вогнетривкі продувальні пристрої можуть включати один або кілька каналів для проходження газу. Приймач розплавленого металу може включати отвір для захоплення розплавленого металу, який тече у зворотному напрямку в канал для проходження газу, причому отвір для захоплення розплавленого металу є орієнтованим у напрямку випуску для газу. Приймач розплавленого металу може включати карман або мініатюризований резервуар для утримання розплавленого металу, захопленого або перехопленого в отворі для захоплення розплавленого металу. В цілому канал для проходження газу визначає напрямок потоку газу та напрямок потоку металу, який є протилежним напрямкові потоку газу. Приймачі розплавленого металу можуть включати стінку, яка виступає у канал для проходження газу, в оптимальному варіанті - у напрямку, ортогональному напрямкові потоку металу, для утворення отвору для захоплення розплавленого металу та кармана або мініатюризованого резервуара. Стінка може визначати з'єднувальну частину, яка включає увігнуте дно або утоплене дно. У наведеному прикладі протилежно орієнтовані внутрішні стінки на основному вогнетривкому корпусі у взаємодії зі стінкою разом обмежують приймач розплавленого металу. У наведеному прикладі приймачі розплавленого металу є розподіленими у каналі для проходження газу уздовж напрямку потоку металу, причому нижній приймач розплавленого металу є поперечно зміщеним від верхнього приймача розплавленого металу, таким чином, що розплавлений метал, який переливається з верхнього приймача розплавленого металу, може захоплюватися або перехоплюватися нижнім приймачем розплавленого металу. Приймачі розплавленого металу можуть бути розподілені у каналі для проходження газу в напрямку, поперечному напрямкові потоку металу. Суміжні у поперечному та/або подовжньому напрямку приймачі розплавленого металу можуть бути відокремлені каналом переливання розплавленого металу, причому канал переливання розплавленого металу забезпечує напрямну, що сприяє переливанню розплавленого металу від верхнього приймача розплавленого металу, який є ближчим до випуску для газу, у нижній приймач розплавленого металу, який є ближчим до впуску для газу. Нижній приймач розплавленого металу може бути розташований таким чином, що його отвір для захоплення розплавленого металу розташовується в одну лінію з каналом переливання верхнього отвору для захоплення розплавленого металу з метою захоплення розплавленого металу, який переливається з верхнього приймача розплавленого металу. Приймачі розплавленого металу можуть розташовуватися рядами, які є поперечними напрямкові потоку металу. Приймачі розплавленого металу одного ряду можуть бути поперечно зміщеними від приймачів розплавленого металу безпосередньо попереднього у напрямку потоку ряду, таким чином, що приймач розплавленого металу у безпосередньо попередньому в напрямку потоку ряді є прямо орієнтованим у напрямку каналу переливання розплавленого металу безпосередньо попереднього у напрямку потоку ряду для приймання розплавленого металу, який переливається з попереднього ряду. Кількість (N) приймачів розплавленого металу, подовжньо розподілених уздовж напрямку потоку металу, може складати N ≥ 3, в оптимальному варіанті ≥ 5, і у найкращому варіанті ≥ 10. Приймачі розплавленого металу можуть бути суцільно утворені на головному вогнетривкому корпусі. Канал для проходження газу може бути видовженим і проходити поперек напрямку потоку металу радіальним, концентричним, кільцевим або обвідним шляхом навколо подовжньої центральної осі (X1) головного вогнетривкого корпусу. Канал для проходження газу може спільно обмежуватися протилежно орієнтованими внутрішніми стінками на головному вогнетривкому корпусі, поперечна відокремлювальна відстань W між протилежно орієнтованими внутрішніми стінками становить не більше за 2,0 мм, 2 UA 112323 C2 5 10 15 20 25 30 35 40 45 50 55 в оптимальному варіанті - не більше за 1,5 мм, у ще кращому варіанті - не більше за 1,0 мм, у ще кращому варіанті - не більше за 0,5 мм, і у найкращому варіанті - від 0,25 до 0,5 мм. Поперечна довжина (L) каналу для проходження газу в напрямку, ортогональному або по суті ортогональному напрямкові потоку металу, може бути такою, що L/W ≥ 3, у ще кращому варіанті ≥ 5, у ще кращому варіанті ≥ 10, і у найкращому варіанті ≥ 50. Канал для проходження газу в цілому є щілиноподібним. Вогнетривкий основний корпус може включати центральну частину, яка оточується периферійною частиною, і канал для проходження газу обмежується простором, який відокремлює протилежно орієнтовані внутрішні стінки центральної частини та периферійної частини. У наведеному прикладі одна з протилежно орієнтованих внутрішніх стінок на головному вогнетривкому корпусі, які взаємодіють для обмеження каналу для проходження газу, розташовується на центральній частині, а інша розташовується на периферійній частині. Приймачі розплавленого металу можуть бути суцільно утворені або на центральній частині з виступанням у напрямку периферійної частини, або на периферійній частині з виступанням у напрямку центральної частини. Зокрема, виступання є поперечним напрямкові потоку металу. У наведеному прикладі приймач розплавленого металу, тобто, карман або мініатюризований резервуар, з'єднує або зв'язує центральну частину та периферійну частину. Вогнетривкий основний корпус може бути продувальною пробкою, яка має форму зрізаного конуса, який звужується від впуску для газу до випуску для газу. У цій заявці також розкривається металургійний резервуар для тримання розплавленого металу, який включає описаний авторами вогнетривкий продувальний пристрій, причому вогнетривкий продувальний пристрій є призначеним для подачі продувального газу в розплавлений метал, який міститься у металургійному резервуарі. У цій заявці також розкривається оснастка для формування певної кількості приймачів розплавленого металу на каналі для проходження газу вогнетривкого продувального пристрою, причому вогнетривкий продувальний пристрій включає вогнетривкий основний корпус, який обмежує впуск для газу, випуск для газу та канал для проходження газу, який сполучає впуск для газу з випуском для газу і визначає напрямок потоку газу, певну кількість приймачів розплавленого металу для захоплення або перехоплення та утримання розплавленого металу, який тече у зворотному напрямку з випуску для газу до каналу для проходження газу проти напрямку потоку газу; причому оснастка для формування включає формувальну вставку, по якій розподіляється певна кількість виступаючих утворень, комплементарних приймачам розплавленого металу. Формувальна вставка може включати головний корпус, по якому розподіляється певна кількість виступаючих утворень, причому головний корпус обмежує впуск для газу, випуск для газу та канал для проходження газу, і виступаючі утворення обмежують приймачі розплавленого металу. В цілому напрямок потоку газу є протилежним напрямкові потоку металу. У наведеному прикладі певна кількість виступаючих утворень виступає ортогонально або по суті від головного корпусу для того, щоб разом утворювати перехоплення уздовж напрямку потоку металу. У наведеному прикладі формувальна вставка є виконаною з теплорозсіюваного матеріалу, таким чином, щоб формувальна вставка розсіювалася під час затверднення вогнетривких матеріалів нагріванням. Розсіюваним матеріалом може бути папір, волокно, пластик або метал з низькою температурою плавлення. Розсіювання формувальної вставки може здійснюватися шляхом плавлення, спалювання, сублімації або іншими теплорозсіювальними засобами. Також забезпечується спосіб виготовлення вогнетривкого продувального пристрою згідно з даним винаходом, причому вогнетривкий продувальний пристрій включає вогнетривкий основний корпус, випуск для газу, канал для проходження газу, який сполучає впуск для газу з випуском для газу, та певну кількість приймачів розплавленого металу в каналі для проходження газу, причому певна кількість приймачів розплавленого металу призначається для захоплення або перехоплення та утримання розплавленого металу, який тече у зворотному напрямку з випуску для газу до каналу для проходження газу; спосіб включає поміщення оснастки для формування, такої, як описана авторами оснастка для формування, у формувальний пристрій для визначення зовнішньої форми вогнетривкого продувального пристрою для обмеження впуску для газу, випуску для газу, каналу для проходження газу та певної кількості приймачів розплавленого металу, відливання формувального пристрою з вогнетривкого матеріалу та термічне затвердження формувального пристрою, відлитого з вогнетривкого матеріалу, до зникнення формувальної вставки для формування вогнетривкого газопродувального пристрою. 3 UA 112323 C2 5 10 15 20 25 30 35 40 45 50 55 В одному аспекті забезпечується пристрій (1) для вдування газу в металургійний резервуар. Пристрій (1) включає (а) корпус (2), який простягається уздовж центральної осі (X1), і включає (b) принаймні один канал (3) для потоку газу, який забезпечує рідинне сполучення впуску для газу (3а), розташований на одному кінці вищезгаданого корпусу, з випуском для газу (3b), розташованим на протилежному кінці уздовж вищезгаданої осі, вищезгаданий канал (3) має форму щілини утвореної першою та другою протилежними поверхнями, який відрізняється тим, що (с) принаймні один газовий канал (3) включає низку безперервних увігнутих містків (4), які з'єднують першу та другу протилежні поверхні, які обмежують канал, причому містки (4) мають увігнуту сторону (4а), орієнтовану в напрямку випуску для газу (3b), причому вищезгадані увігнуті містки (4) розташовуються у шаховому порядку, таким чином, щоб кожна перша найкоротша лінія, що проходить від випуску для газу (3b) до впуску для газу (3а) каналу обов'язково перетинала увігнуту сторону (4а) принаймні одного першого містка (41). Вогнетривкий корпус (2) є видовженим, і вісь (X1) є подовжньою віссю. Канал (3) може бути плоским або по суті плоским і в оптимальному варіанті проходить радіально від площини, яка включає подовжню вісь (X1) корпусу (1) пробки, і уздовж неї. Увігнуті містки (4), як приклад приймачів розплавленого металу, мають одну з нижчезазначених геометричних форм: "U"-подібну форму, "V"-подібну форму, форму дуги, в оптимальному варіанті - кола або еліпса, відкритої прямокутної або квадратної коробки, параболи. "Найкоротша лінія, що проходить від випуску для газу до впуску для газу каналу" у контексті цього опису в цілому відповідає теоретичному напрямкові, в якому має текти розплавлений метал, у разі, коли він має проникати у щілиноподібний канал, зокрема, самопливом. Найкоротша лінія відповідає напрямкові потоку металу. Терміни "канал (3) для потоку газу" та "канал для проходження газу" вжито в цьому описі взаємозамінно. У варіанті втілення кожна друга найкоротша лінія, що проходить від будь-якої сторони вищезгаданого першого містка, яка перетинається вищезгаданою першою найкоротшою лінією, до впуску для газу каналу обов'язково перетинає увігнуту сторону принаймні одного другого містка. В оптимальному варіанті теж саме стосується третьої найкоротшої лінії, яка перетинає увігнуту сторону принаймні одного третього містка і т. д., причому кожна і найкоротша лінія, що проходить від будь-якої сторони (і-1) містка, яка перетинається (і-1) найкоротшою лінією, до впуску для газу каналу обов'язково перетинає увігнуту сторону принаймні одного і містка, доки не закінчуються містки між N містком та впуском для газу. Значення N в оптимальному варіанті принаймні дорівнює 3, у ще кращому варіанті N принаймні дорівнює 5, у найкращому варіанті N принаймні дорівнює 10. Можливими є різні конфігурації одного або кількох щілиноподібних каналів. У першому варіанті втілення принаймні один канал оточує подовжню вісь (X1), таким чином, утворюючи центральну частину, відокремлену від навколишнього шару утворюваним щілину каналом. У другому варіанті втілення принаймні одна щілина проходить по суті уздовж площини. Вищезгадана площина в оптимальному варіанті проходить радіально від подовжньої осі (X1) корпусу пробки. В оптимальному варіанті втілення кілька щілин (сполучених або окремих) простягаються уздовж площин, які включають подовжню вісь (X1) корпусу пробки і розподіляються радіально навколо неї. Вираз "простягається по суті уздовж площини" охоплює варіант втілення, в якому щілиноподібний канал є гофрованим навколо площини. Увігнуті містки утворюють таку саму кількість малих резервуарів, придатних для приймання та утримання металу, фронт потоку якого їх перетинає. Вони можуть мати різні геометричні форми. Зокрема, в оптимальному варіанті увігнуті містки мають одну з нижчезазначених геометричних форм: "U"-подібну форму, "V"-подібну форму, форму дуги, в оптимальному варіанті - кола або еліпса, відкритої прямокутної або квадратної коробки, параболи, і т. ін. Товщина щілини, а отже, увігнутих містків, в оптимальному варіанті є не більшою за 2,0 мм, у ще кращому варіанті - не більшою за 1,5 мм, у ще кращому варіанті - не більше за 1,0 мм, і у найкращому варіанті - не більше за 0,5 мм, залежно від в'язкості та натягу рідкого розплавленого металу. В цілому відмінні результати досягаються при щілиноподібному каналі, який має товщину від 0,25 до 0,5 мм. Корпус продувальної пробки згідно з даним винаходом може бути повністю виконаний з густого вогнетривкого матеріалу, що з принаймні одним щілиноподібним каналом створює систему прямої проникності. В альтернативному варіанті втілення принаймні частина корпусу пробки (наприклад, навколишній шар) є виконаним з пористого вогнетривкого матеріалу, що з щілиноподібним(и) каналом(ами) створює змішану систему прямої та непрямої проникності. Наприклад, пробка може включати центральну частину, виконану з густої вогнетривкої кераміки, 4 UA 112323 C2 5 10 15 20 25 30 35 40 45 50 55 відокремлену від навколишнього пористого вогнетривкого шару кільцевим щілиноподібним каналом. У цій заявці також розкривається металургійний резервуар, який включає газопродувальну пробку, як обговорювалося вище й обговорюється тут, з випуском для газу у рідинному сполученні з внутрішнім простором вищезгаданого резервуара, а також спосіб виготовлення такої продувальної пробки. Спосіб виготовлення газопродувальної пробки, як обговорювалося вище й обговорюється тут, включає такі етапи: (а) забезпечення інструмента, порожнина якого визначає об'єм видовженого корпусу (2) продувальної пробки, що простягається уздовж центральної подовжньої осі (X1); (b) поміщення у вищезгаданий інструмент у місці, що відповідає потрібній позиції щілиноподібного каналу, принаймні однієї плівки, яка видаляється під час етапу нагрівання (d) у межах процесу, причому вищезгадана плівка має певну кількість отворів по її поверхні, і між отворами утворюється безперервний шлях від її першої кінцевої частини, яка відповідає впускові для газу каналу, до її другої, протилежної кінцевої частини, яка відповідає випускові для газу; (c) лиття вогнетривкого матеріалу у вищезгаданому інструменті з вищезгаданою плівкою; (d) нагрівання продувальної пробки при температурі, достатній для затверднення вогнетривкого матеріалу та видалення плівки. Спосіб згідно з винаходом відрізняється тим, що отвори мають увігнуту геометричну форму з увігнутою стороною, орієнтованою у напрямку першої частини плівки, що відповідає випускові для газу каналу, і розташовуються у шаховому порядку, таким чином, щоб будь-яка найкоротша лінія, що проходить від першої частини плівки до протилежної, другої частини плівки, що відповідає впускові для газу каналу, обов'язково перетинала увігнуту сторону принаймні одного отвору. У варіанті втілення частина інструмента стає частиною продувальної пробки як металевий кожух, який вистеляє периферійну поверхню вогнетривкого матеріалу. Залежно від потрібної геометричної форми щілиноподібних каналів, можуть вимагатися кілька таких плівок для виготовлення продувальної пробки. Плівку(и) видаляють під час етапу нагрівання (d) шляхом плавлення, спалювання або сублімації. Етап нагрівання (d) може складатися з етапу висушування продувальної пробки. Наприклад, етап висушування може включати підетап поступового підвищення температури, підетап витримування (наприклад, при температурі від З00 °C до 650 °C протягом 3-10 годин) для того, щоб практично видалити вільну воду з вогнетривкого матеріалу і спалити пластикову плівку, та підетап поступового охолодження. В альтернативному варіанті етап нагрівання (d) може складатися з етапу випалу. Наприклад, етап випалу може включати підетап поступового підвищення температури, підетап витримування (наприклад, при температурі від 1200 °C до 1700 °C протягом 3-10 годин) з метою створення керамічної зв'язки у вогнетривкому матеріалі та спалювання пластикової плівки та підетап поступового охолодження. В іншому варіанті втілення представленого процесу може бути утворений зовнішній шар, який обмежує внутрішній простір. У цьому разі плівка може бути вставлена на етапі (b) у внутрішній простір зовнішнього шару, а центральна частина потім відливається на етапі (с) у решті внутрішнього простору, який обмежується плівкою. У ще одному варіанті втілення даного способу спочатку формують центральну частину. Потім на етапі (Ь) плівка може обгортатися навколо вищезгаданої центральної частини, і зовнішній шар після цього відливають на етапі (с) в об'ємі, який утворюється між порожниною та плівкою, обгорнутою навколо центральної частини. Цей спосіб дозволяє одержувати продувальну пробку, яка має центральну частину іншої пористості порівняно з оболонкою, відокремленою від першої кільцевою щілиною. КОРОТКИЙ ОПИС ФІГУР Різні варіанти втілення даного винаходу описуються на прикладі з посиланням на супровідні фігури, серед яких: Фігури 1 та 1А: показують перспективні проекції першого варіанта втілення та другого варіанта втілення продувальної пробки згідно з даним винаходом з частковим розрізом, який показує будову увігнутих містків; Фігура 2: показує різні варіанти втілення геометричної форми увігнутих містків згідно з даним винаходом; Фігура 3: показує мережу містків згідно зданим винаходом з показом шляху потоку розплаву, а також найкоротші лінії, які з'єднують впуск для газу з випуском для газу або з n містком; Фігура 4: показує різні розрізи, перпендикулярні подовжній осі (X1), на яких показано різні конфігурації щілиноподібного каналу; Фігура 5: показує продувальну пробку, закріплену на дні металургійного резервуара; 5 UA 112323 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фігура 6: схематично пояснює різні етапи першого варіанта втілення для виготовлення продувальної пробки згідно з даним винаходом; Фігура 7: схематично пояснює різні етапи другого варіанта втілення для виготовлення продувальної пробки згідно з даним винаходом. Фігура 8: показує схематичне перспективне зображення формувальної вставки для виготовлення вогнетривкого продувального пристрою з Фігури 1А. ДЕТАЛЬНИЙ ОПИС ВИНАХОДУ Як можна побачити на Фігурі 1, продувальна пробка (1) згідно з даним винаходом включає корпус, який простягається уздовж подовжньої осі (X1) між впуском для газу (3а) на першому кінці вищезгаданого корпусу та випуском для газу (3b) на протилежному кінці вищезгаданого корпусу, уздовж вищезгаданої подовжньої осі, причому впуск для газу (3а) перебуває у рідинному сполученні з випуском для газу (3b) через принаймні один щілиноподібний канал (3). Щілиноподібний канал обмежується першою та другою, протилежною поверхнями каналу, відстань між якими визначає ширину розкриття W щілиноподібного каналу (3). Довжина розкриття L каналу є відстанню, яка дає площу прорізу, перпендикулярного подовжній осі (X1) щілиноподібного отвору після об'єднання з шириною розкриття W (пор. з Фіг. 4(с)). У разі кільцевої щілини, як представлено на Фігурі 1, довжина розкриття L щілини являє собою периметр кільцевої щілини. У разі плоскої щілини, як показано на Фігурі 4(с), довжина розкриття L щілини є її простою довжиною. Щілиноподібний канал утворюється каналом, який має ширину розкриття W, яка є значно меншою за його довжину розкриття L. Зокрема, канал вважається щілиноподібним, якщо співвідношення довжини з шириною L/W ≥ 3, в оптимальному варіанті L/W ≥ 5, у ще кращому варіанті L/W ≥ 10 і навіть L/W ≥ 50. Геометрична форма та розташування щілиноподібного(их) каналу(ів) у межах корпусу продувальної пробки не є критичними для даного винаходу, за умови, що канал може вважатися щілиноподібним. Даний винахід повністю не запобігає випадковому проникненню розплавленого металу в канали, але сильно обмежує глибину такого проникнення, зокрема, забезпечує можливість функціонування пробки, незважаючи на локальне проникнення. Це стає можливим через застосування низки безперервних увігнутих містків (4), які з'єднують першу та другу протилежні поверхні, які обмежують канал, причому їхня увігнута сторона (4а) є орієнтованою у напрямку випуску для газу (3b). Таким чином, кожен увігнутий місток діє як мініатюрний збиральний бак, здатний захоплювати й утримувати певну кількість розплавленого металу, який міг проникнути у канал. Увігнуті містки (4) відокремлюються один від одного і розташовуються у шаховому порядку, таким чином, щоб кожна перша найкоротша лінія, що проходить від випуску для газу (3b) до впуску для газу (3а) каналу обов'язково перетинала увігнуту сторону (4а) принаймні одного першого містка (41). "Найкоротша лінія, що проходить від випуску для газу до впуску для газу" каналу, повторює напрямок потоку розплавленого металу у разі, коли він має проникати у щілиноподібний канал без увігнутих містків, зокрема, самопливом. Оскільки вищезгадана найкоротша лінія обов'язково перетинає принаймні один перший місток (41), потік розплавленого металу (10) має зупинятися вищезгаданим принаймні одним містком, доки резервуар, утворений увігнутою стороною вищезгаданого принаймні одного містка, не заповнюється металом. Увігнуті містки відокремлюються один від одного для забезпечення безперервного проходу газу, що дозволяє стиснутому газові текти від впуску для газу (3а) до випуску для газу (3b). Зазори між будь-якими двома сусідніми містками мають заповнюватися містком, розташованим після попередніх двох містків, причому термін "після" у цьому контексті визначається відносно напрямку потоку розплавленого металу, який є протилежним напрямкові потоку газу. Повний набір увігнутих містків (4), розташованих таким чином, що будь-яка найкоротша лінія, що проходить від випуску для газу (3b) до впуску для газу (3а), перетинає один конкретний увігнутий місток, визначає один "рівень захоплення", N=1. Теоретично і залежно від об'єму рідкого металу, який може містити кожен увігнутий місток, продувальна пробка, що включає один рівень захоплення, N=1, має бути достатньою для принаймні часткового утримання потоку металу. На практиці перевагу віддають збільшенню кількості рівнів захоплення до більших значень для зниження ризику протікання. Загальна кількість рівнів захоплення, що проходять від випуску для газу (3b) до впуску для газу (3а), визначає "ступінь захоплення" N. Відразу після того, як принаймні один місток (41), який перехоплює потік розплавленого металу, заповнюється металом, розплав переливається з обох сторін вищезгаданого містка, і потік далі йде найкоротшим шляхом до впуску для газу (3а). Як обговорювалося вище, продувальна пробка зі ступенем захоплення, що дорівнює одиниці (N=1), може бути достатньою для повної зупинки потоку металу при рівні проникнення від малого до помірного, але у разі більш суттєвого проникнення, що веде до переливання вищезгаданого містка (41), зникають засоби утримання 6 UA 112323 C2 5 10 15 20 25 30 35 40 45 50 55 60 для уповільнення та зупинки протікання далі від вищезгаданого містка. Тому в оптимальному варіанті продувальна пробка згідно з даним винаходом має ступінь захоплення, більший за одиницю (N > 1), який в оптимальному варіанті дорівнює принаймні двом (N ≥ 2), у ще кращому варіанті - принаймні трьом (N ≥ 3), у ще кращому варіанті - принаймні п'яти (N ≥ 5), у найкращому варіанті-принаймні 10(N≥10). Як показано на Фігурі 3, ступінь захоплення N, вищий за одиницю, може бути досягнутий при розташуванні у шаховому порядку, при якому кожна друга найкоротша лінія, що проходить від будь-якої сторони вищезгаданого першого містка (41), яка перетинається вищезгаданою першою найкоротшою лінією, до впуску для газу (3а) каналу обов'язково перетинає увігнуту сторону (4а) принаймні одного другого містка (42) і т. д., причому кожна і найкоротша лінія, що проходить від будь-якої сторони (і-1) містка (4(і-1)), яка перетинається (і-1) найкоротшою лінією, до впуску для газу (3а) каналу обов'язково перетинає увігнуту сторону (4а) принаймні одного і містка (4і), доки не закінчуються містки між N містком (4N) та впуском для газу (3а). Увігнуті містки можуть мати різні форми, розміри та розподіл, за умови, що: (а) вони є придатними для утримання в увігнутій частині певного об'єму розплавленого металу, а отже, утворювати непроникну стінку, яка проходить по всій ширині щілини й по всій їх довжині між їх двома кінцями, (b) їхнє розташування у шаховому порядку не дозволяє найкоротшій лінії вільного потоку проходити від випуску для газу (3b) до впуску для газу (3а), і (c) їхній розподіл визначає шлях потоку газу від впуску для газу (3а) до випуску для газу (3b), створюючи прийнятний перепад тиску. Фігура 2 показує можливі варіанти втілення геометричної форми увігнутих містків (4), прийнятні для даного винаходу. Наприклад, містки можуть мати "U"-подібну форму, "V"-подібну форму, форму дуги, в оптимальному варіанті - кола або еліпса, відкритої прямокутної або квадратної коробки, параболи, і т. д. Геометрична форма не обов'язково має бути "правильною", якщо вона включає увігнуту сторону (4а), яка утворює збиральний бак. Та ж сама продувальна пробка може включати містки різних геометричних форм та/або розмірів, розподілені по її щілиноподібних каналах, і їх розподіл також може бути різним у межах однієї щілини або між двома щілинами однієї пробки. Щілиноподібні канали (3) можуть мати багато геометричних форм. Наприклад, Фігура 4 показує різні варіанти втілення продувальних пробок, які включають щілиноподібні канали, порізному розташовані на площині, перпендикулярній подовжній осі (X1). Фігури 4(а) та (b) показують два варіанти втілення, в яких один і два канали, відповідно, оточують вищезгадану подовжню вісь (X1), таким чином, утворюючи центральну частину (2а), відокремлену від навколишнього шару (2b) утворюючим щілину каналом (3). Можуть застосовуватися більше двох навколишніх каналів, і зрозуміло, що вони не обов'язково мають бути круглими, як показано на Фігурі 4(а) та (b), а можуть мати будь-яку форму, криволінійну або багатокутну, що утворює або не утворює замкнену петлю, наприклад, у формі зірки, як показано на Фігурі 4(е). Фігури 4(с) та (d) показують два варіанти втілення, в яких щілина не утворює замкнену петлю. У показаних варіантах втілення щілини є прямолінійними й розташовуються радіально від центра поперечного розрізу (пор. з Фігурою 4(с)) або проходять паралельно одна одній (Фігура 4(d)). Крім того, хоча на Фігурах 4(с) та (d) показано прямі щілини, зрозуміло, що вони можуть бути й криволінійними та/або зигзагоподібними, як показано на Фігурі 4(е). Фігура 1А показує вогнетривкий продувальний пристрій, який включає приймач розплавленого металу, який має місток прямокутної форми. Щілиноподібний (і) канал(и) простягає(ю)ться від впуску для газу (3а) до випуску для газу (3b) на протилежному кінці корпусу пробки уздовж подовжньої осі (X1). Канали можуть простягатися по суті паралельно або не/паралельно вищезгаданій подовжній осі (X1). У варіанті втілення, показаному на Фігурі 1, канал (3) не є паралельним подовжній осі і проходить у напрямку твірних конуса, які мають однакову вершину з зовнішнім корпусом продувальної пробки. У разі розташування каналів, як показано на Фігурах 4(с) та (d), може бути прийнятним, хоча й не обов'язковим, розташування каналів паралельно подовжній осі (X1). Канали можуть простягатися лінійно між впуском та випуском для газу, або можуть бути хвилястими. Останній варіант може бути бажаним, або може бути результатом неналежно контрольованого процесу, при якому плівка (23), яку застосовують для створення каналу (3), деформується або утворює зморшки під час процесу. Ширина розкриття W щілиноподібного каналу (3) може змінюватись у подовжньому напрямку, а також по довжині розкриття L, але простішим є виконання щілиноподібного каналу (3), який має незмінну ширину W, як стане зрозуміло далі. При геометричній формі, запропонованій згідно з даним винаходом, щілиноподібний канал може мати більшу ширину W, 7 UA 112323 C2 5 10 15 20 25 30 35 40 45 50 55 60 ніж та, що зазвичай вважається у галузі безпечною для запобігання ризикові серйозного пошкодження продувальної пробки через проникнення розплаву. Зокрема, згідно з даним винаходом, можуть застосовуватися щілиноподібні канали до 2 мм завширшки. Однак ширина каналу в оптимальному варіанті становить не більше за 1,5 мм, у ще кращому варіанті - не більше за 1,0 мм, і у найкращому варіанті - не більше за 0,5 мм. Вогнетривкий матеріал, який застосовують для виготовлення корпусу продувальної пробки, в оптимальному варіанті принаймні частково складається з матеріалу з відносно низькою проникністю для газу. Вогнетривкий матеріал вважається таким, що має відносно низьку 2 проникність для газу, якщо його проникність є меншою за 4 мкм (еквівалент 40 nPm). Якщо корпус продувальної пробки є повністю виконаним з вогнетривкого матеріалу з відносно низькою проникністю для газу, продувальна пробка визначає систему "прямої проникності", як було визначено вище. Змішана система "прямої/непрямої проникності" може забезпечуватися 2 шляхом застосування вогнетривкого матеріалу з проникністю для газу, вищою за 4 мкм у частині корпусу. Наприклад, при геометричній формі з центральною частиною / оболонкою, як показано на Фігурах 1 і 4(а) та (b), центральна частина може бути виконана з вогнетривкого матеріалу з першою проникністю, а навколишня оболонка - з вогнетривкого матеріалу з другою проникністю, вищою або нижчою за показник центральної частини. Наприклад, можуть застосовуватися вогнетривкі матеріали такі, як глинозем, глинозем-вуглець або шпінель, і т. ін., (як для проникних, так і для непроникних (або з відносно низькою проникністю для газу) матеріалів за їх наявності). Продувальні пробки, показані на Фігурах, мають форму зрізаного конуса, але винахід, звичайно, не обмежується такою геометричною формою, яка може змінюватися залежно від конструкції металургійної лінії. Периферійну поверхню центральної частини, виконану з вогнетривкого матеріалу, як описано вище, часто вкривають металевою обшивкою для механічного зміцнення конструкції. У деяких варіантах втілення металеве покриття може застосовуватись як частина виливниці, в яку відливають вогнетривкий матеріал під час виготовлення продувальної пробки. В альтернативному варіанті втілення металеву обшивку з'єднують з повністю виготовленим вогнетривким корпусом за допомогою адгезиву або цементу. Продувальна пробка згідно з даним винаходом може бути виготовлена у дуже простий спосіб з застосуванням процесу, який включає такі етапи: (a) забезпечення інструмента (21), порожнина якого (22) визначає об'єм видовженого корпусу (2) продувальної пробки, що простягається уздовж центральної подовжньої осі (X1). В оптимальному варіанті втілення частина інструмента складається з металевої обшивки, яка має бути частиною готової продувальної пробки для механічного зміцнення конструкції; (b) як показано на Фігурі 6(а), поміщення у вищезгаданий інструмент у місці, що відповідає потрібній позиції щілиноподібного каналу (3), принаймні однієї плівки (23), яка видаляється під час етапу нагрівання (d) у межах процесу, причому вищезгадана плівка має певну кількість отворів (24) по її поверхні, і між отворами утворюється безперервний шлях від її першої кінцевої частини (23а), яка відповідає впускові для газу (3а) каналу, до її другої, протилежної кінцевої частини (23b), яка відповідає випускові для газу (3b); плівка може складатися з паперу, картону, воску або полімерного матеріалу, такого, як PVC, РЕ або РР, і має бути достатньо жорсткою для того, щоб не складатися під власною вагою, утворювати зморшки або гофри під час процесу, (c) лиття придатної для лиття композиції (25) у вищезгаданий інструмент, оснащений вищезгаданою плівкою (пор. з Фіг. 6(b)); (d) нагрівання продувальної пробки при температурі, достатній для затверднення вогнетривкого матеріалу та видалення плівки (пор. з Фіг. 6(с)); зазвичай вимагається температура, більша за 300 °C, для затверднення вогнетривкого матеріалу; наприклад, температура, яка становить від 400 до 650 °C, в оптимальному варіанті - від 450 до 550 °C, зазвичай є достатньою для затверднення більшості вогнетривких матеріалів і для спалювання або принаймні плавлення плівки, видалення якої утворює щілиноподібний канал, який включає розташовані у шаховому порядку увігнуті містки, як обговорювалося вище. Процес згідно з даним винаходом відрізняється тим, що отвори (24) мають увігнуту геометричну форму з увігнутою стороною (24а), орієнтованою в напрямку другої частини плівки (23b), яка відповідає каналові для випуску для газу (3b), і розташовуються у шаховому порядку, таким чином, щоб будь-яка найкоротша лінія, що проходить від другої частини плівки (23b) до протилежної, першої частини плівки (23а), яка відповідає впускові для газу (3а) каналу, каналу обов'язково перетинала увігнуту сторону (24а) принаймні одного отвору (24). Товщина плівки (24) визначає ширину W щілиноподібного каналу, який утворюється після видалення плівки. Отвори (24) у плівці (23) служать для утворення увігнутих містків (4), які охоплюють ширину W щілиноподібного каналу, коли придатний для лиття вогнетривкий 8 UA 112323 C2 5 10 15 20 25 30 35 40 45 матеріал (25) заповнює отвори і, таким чином, з'єднує вогнетривкий матеріал, розташований з обох сторін плівки (24). Після видалення плівки утворюються містки (4), виконані з вогнетривкого матеріалу, які мають такий самий профіль, що й отвори (24) плівки, і таку саму товщину W, як у плівки. Як показано на Фігурі 7, в іншому варіанті втілення спочатку формують центральну частину (2а) перед етапом (b) (пор. з Фіг. 7(b)), навколо якої обгортають вищезгадану плівку (23) (пор. з Фіг. 7(с) та (d)). Потім відливають зовнішній шар на етапі (с) в об'ємі, який утворюється між порожниною (21) та плівкою (23), обгорнутою навколо центральної частини (2а) (пор. з Фіг. 7(е)). Після нагрівання продувальна пробка може бути видалена з інструмента. Цей варіант втілення є прийнятним для виготовлення змішаної пробки "прямої/непрямої проникності", причому вогнетривкі матеріали, які утворюють центральну частину та навколишню оболонку корпусу, мають різний склад та/або пористість Фігура 8 показує формувальну вставку для виготовлення вогнетривкого продувального пристрою з Фігури 1А. Представлена продувальна пробка (1) є особливо придатною для вдування газу у ківш, розливальний пристрій та інші подібні металургійні резервуари. Як показано на Фігурі 5, продувальна пробка (1) при застосуванні є вставленою у стінку та обшивку металургійного резервуара (31), з впуском для газу, орієнтованим до зовнішньої сторони металургійного резервуара, і з випуском для газу, орієнтованим всередину резервуара, у контакті з розплавленим металом. Терміни "впуск для газу" та "випуск для газу" визначаються відносно напрямку потоку (11) газу, який вдувається у металургійний резервуар. Він може розташовуватися на дні таких металургійних резервуарів, як показано на Фігурі 5, де він є найбільш чутливим до проникнення розплавленого металу. Завдяки мережі утримувальних увігнутих містків (4), які утворюють бар'єр для глибокого проникнення у газовий канал (3), термін служби продувальної пробки значно збільшується порівняно з існуючими продувальними пробками. Крім того, можуть застосовуватися ширші канали порівняно з тими, що традиційно вважаються безпечними, оскільки незначне проникнення розплавленого металу не призводить до будь-якого суттєвого зниження ефективності пробки, на відміну від традиційних продувальних пробок. Дійсно, крім включення площі та глибини проникнення в обмежену кількість містків, які заповнюються металом, після затверднення, хоча метал продовжує заповнювати увігнуту сторону деяких містків, тонкі язички металу, які з'єднують один місток з наступним розташованим далі містком, часто ламаються, що забезпечує можливість протікання газу навіть між двома увігнутими містками, заповненими металом. Хоча опис було представлено з посиланням на приклади втілення та супровідні Фігури, слід зазначити, що обсяг винаходу не обмежується варіантами втілення, описаними й показаними на Фігурах. Зокрема, хоча в описі робиться посилання на продувальні пробки з метою спрощення для зручності, спеціалістам має бути чітко зрозуміло, що даний винахід ними не обмежується. Наприклад, хоча в описі робиться посилання на продувальні пробки, слід зазначити, що продувальні пробки застосовуються як приклад вогнетривких газопродувальних пристроїв, і винахід не обмежується ними і може застосовуватися до інших вогнетривких продувальних пристроїв, таких, як вогнетривкі продувальні пробки, фурми, дифузори, барботувальні блоки або прокладки і т. ін. Зокрема, вогнетривкий продувальний пристрій може запобігати закупорюванню пробки через проникнення металевого розплаву або шлаку з протитоку. Якщо особливості, згадані у супровідній формулі винаходу, позначаються умовними позначеннями, такі позначення є включеними лише з метою кращого розуміння формули винаходу і жодним чином не обмежують обсягу формули винаходу. ФОРМУЛА ВИНАХОДУ 50 55 1. Вогнетривкий продувальний пристрій (1) для вдування газу в розплавлений метал у металургійному резервуарі, причому вогнетривкий продувальний пристрій містить вогнетривкий основний корпус (2), в якому утворено впуск (3а) для газу на першому подовжньому кінці для приймання продувального газу, випуск (3b) для газу на другому подовжньому кінці для надходження продувального газу в розплавлений метал, та канал (3) для проходження газу, який сполучає впуск для газу з випуском для газу, причому множина приймачів розплавленого металу для захоплення або перехоплення та утримання розплавленого металу, який тече у зворотному напрямку з випуску для газу до каналу для проходження газу, розподіляється у каналі для проходження газу, який відрізняється тим, що 9 UA 112323 C2 5 10 15 20 25 30 35 40 45 50 55 60 - кожен приймач розплавленого металу містить карман або мініатюризований резервуар для утримання розплавленого металу, який захоплюється або перехоплюється в отворі для захоплення розплавленого металу, - приймачі утворюють містки, які з'єднують першу та другу протилежні поверхні, які обмежують канал, і - канал (3) для проходження газу, виконаний з можливістю визначення напрямку потоку газу та напрямку потоку металу, який є протилежним напрямкові потоку газу, і приймачі розплавленого металу мають стінку, яка виступає у канал для проходження газу в напрямку, ортогональному або по суті ортогональному напрямкові потоку металу для утворення отвору для захоплення розплавленого металу та кармана або мініатюризованого резервуара. 2. Вогнетривкий продувальний пристрій за п. 1, який відрізняється тим, що приймачі розплавленого металу включають отвір для захоплення розплавленого металу з метою захоплення розплавленого металу, який тече у зворотному напрямку в канал для проходження газу, причому отвір для захоплення розплавленого металу є орієнтованим до випуску для газу. 3. Вогнетривкий продувальний пристрій за п. 1 або 2, який відрізняється тим, що приймачі розплавленого металу є розподіленими у каналі (3) для проходження газу і вздовж напрямку потоку металу, і нижній приймач розплавленого металу є поперечно зміщеним від верхнього приймача розплавленого металу таким чином, що розплавлений метал, який переливається з верхнього приймача розплавленого металу, захоплюється нижнім приймачем розплавленого металу. 4. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що приймачі розплавленого металу є розподіленими у каналі (3) для проходження газу у напрямку, поперечному напрямкові потоку металу, і суміжні у поперечному напрямку приймачі розплавленого металу відокремлюються каналом переливання розплавленого металу, причому канал переливання розплавленого металу забезпечує напрямну, що сприяє переливанню розплавленого металу від верхнього приймача розплавленого металу, який є ближчим до випуску для газу, у нижній приймач розплавленого металу, який є ближчим до впуску для газу. 5. Вогнетривкий продувальний пристрій за п. 4, який відрізняється тим, що нижній приймач розплавленого металу є розташованим таким чином, що його отвір для захоплення розплавленого металу розташовується в одну лінію з каналом переливання верхнього отвору для захоплення розплавленого металу з метою захоплення розплавленого металу, який переливається з верхнього приймача розплавленого металу. 6. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що приймачі розплавленого металу розташовуються рядами, які є поперечними напрямкові потоку металу, і приймачі розплавленого металу одного ряду є поперечно зміщеними відносно приймачів розплавленого металу безпосередньо вищерозміщеного ряду, таким чином, що приймач розплавленого металу у безпосередньо нижчерозміщеному ряді є прямо орієнтованим до каналу переливання розплавленого металу безпосередньо вищерозміщеного ряду для приймання розплавленого металу, який переливається із зазначеного вищерозміщеного ряду. 7. Вогнетривкий продувальний пристрій за будь-яким з пп. 3-6, який відрізняється тим, що кількість (N) приймачів розплавленого металу, подовжньо розподілених вздовж напрямку потоку металу, складає N≥3, в оптимальному варіанті ≥5, і у найкращому варіанті ≥10. 8. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що приймачі розплавленого металу є суцільно утвореними на головному вогнетривкому корпусі. 9. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що канал (3) для проходження газу є видовженим і простягається поперек напрямку потоку металу радіально, концентрично, по-кільцю або оточує подовжню центральну вісь головного вогнетривкого корпусу. 10. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що канал (3) для проходження газу обмежується протилежно орієнтованими внутрішніми стінками у головному вогнетривкому корпусі, поперечна відокремлювальна відстань W між протилежно орієнтованими внутрішніми стінками становить не більше за 2,0 мм, в оптимальному варіанті - не більше за 1,5 мм, у ще кращому варіанті - не більше за 1,0 мм, у ще кращому варіанті - не більше за 0,5 мм, і у найкращому варіанті - від 0,25 до 0,5 мм. 11. Вогнетривкий продувальний пристрій за п. 10, який відрізняється тим, що поперечна довжина (L) каналу для проходження газу в напрямку, ортогональному або по суті ортогональному напрямкові потоку металу, є такою, що L/W≥3, у ще кращому варіанті ≥5, у ще кращому варіанті ≥10, і у найкращому варіанті ≥50. 12. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що вогнетривкий основний корпус (2) включає центральну частину (2а), яка оточена 10 UA 112323 C2 5 10 15 20 25 периферійною частиною (2b), і канал (3) для проходження газу сформований проміжком між протилежно орієнтованими внутрішніми стінками центральної частини та периферійної частини. 13. Вогнетривкий продувальний пристрій за будь-яким з попередніх пп., який відрізняється тим, що вогнетривкий основний корпус (2) має форму зрізаного конуса, який звужується від впуску (3а) для газу до випуску (3b) для газу. 14. Металургійний резервуар для утримання розплавленого металу, який містить вогнетривкий продувальний пристрій (1) за будь-яким з попередніх пп., який відрізняється тим, що вогнетривкий продувальний пристрій призначений для подачі продувального газу в розплавлений метал, який міститься у металургійному резервуарі. 15. Оснастка для формування множини приймачів розплавленого металу у каналі (3) для проходження газу вогнетривкого продувального пристрою (1) за будь-яким з пп. 1-13, яка відрізняється тим, що оснастка для формування включає формувальну вставку, по якій розподіляється множина отворів, які мають форму, комплементарну приймачам розплавленого металу. 16. Оснастка для формування за п. 15, яка відрізняється тим, що формувальна вставка виконана з можливістю розсіювання з формувального пристрою під час затвердіння вогнетривких матеріалів нагріванням. 17. Спосіб виготовлення вогнетривкого продувального пристрою за будь-яким з пп. 1-13, який включає: - розташування оснастки для формування за п. 15 або 16 у формувальному пристрої для формування зовнішньої форми вогнетривкого продувального пристрою (1) для формування впуску (3а) для газу, випуску (3b) для газу, каналу (3) для проходження газу та множини приймачів розплавленого металу, - заповнення формувального пристрою вогнетривким матеріалом та - термічне затвердіння формувального пристрою, заповненого вогнетривким матеріалом, до зникнення формувальної вставки для формування вогнетривкого газопродувального пристрою (1). 11 UA 112323 C2 12 UA 112323 C2 13 UA 112323 C2 14 UA 112323 C2 15 UA 112323 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюRefractory purging devices
Автори англійськоюRothfuss, Hans
Автори російськоюРотфусс Ганс
МПК / Мітки
МПК: C21B 7/16, C21C 5/48, B22D 1/00, F27D 7/02
Мітки: вогнетривкі, пристрої, продувальні
Код посилання
<a href="https://ua.patents.su/18-112323-vognetrivki-produvalni-pristro.html" target="_blank" rel="follow" title="База патентів України">Вогнетривкі продувальні пристрої</a>
Вогнетривкі пічні двері і вогнетривкі стінки, що оточують пічні двері, батареї коксових печей
Номер патенту: 100463
Опубліковано: 25.12.2012
Автори: Коханскі Ульріх, Хіппе Вернер, Кім Рональд
МПК: C10B 15/00, C10B 25/06, C10B 25/12
Мітки: оточують, батареї, печей, вогнетривкі, коксових, пічні, стінки, двері
Формула / Реферат:
1. Коксова піч (1), що містить пристрій для замикання коксової печі (1), яку завантажують або готують до процесу коксування через щонайменше один горизонтально спрямований отвір на передній стороні або задній стороні печі, при цьому згаданий пристрій для замикання коксової печі складається з дверей (2) камери (1) коксової печі і стінки (3) камери (1) коксової печі, причому згаданий щонайменше один отвір коксової печі забезпечений...
Спосіб автоматичного складання, збереження та відновлення інформації в телефонних адресних книгах у безпровідному пристрої зв’язку та у sim-карті, яка використовується в цьому пристрої
Номер патенту: 6801
Опубліковано: 16.05.2005
Автор: Бірюков Сергій Олександрович
МПК: H04M 3/42, H04M 1/247, H04M 3/487, H04M 1/274
Мітки: sim-карті, зв'язку, книгах, телефонних, збереження, складання, використовується, безпровідному, яка, автоматичного, адресних, інформації, відновлення, спосіб, цьому, пристрої
Формула / Реферат:
1. Спосіб автоматичного складання, збереження і відновлення інформації в телефонних адресних книгах у безпровідному пристрої зв'язку та у sim-карті, яка використовується в цьому пристрої, що включає в себе активацію функції, шляхом відправлення з безпровідного пристрою зв'язку за допомогою безпровідної технології зв'язку активаційного запиту до віддаленого сховища інформації, яке після активації послуги приймає від безпровідного пристрою...
Спосіб контролю вологості сипучих матеріалів у пристрої накопичення сипучого матеріалу та/або пристрої вертикального та/чи горизонтального, та/чи похилого пересування сипучого матеріалу
Номер патенту: 19845
Опубліковано: 15.01.2007
Автори: Шатило Олег Миколайович, Сорочук Микола Степанович, Бабенко Геннадій Анатолійович, Залюбовський Сергій Володимирович
МПК: G01N 25/56
Мітки: вертикального, матеріалів, вологості, матеріалу, сипучих, накопичення, похилого, пересування, пристрої, сипучого, контролю, спосіб, горизонтального
Формула / Реферат:
1. Спосіб контролю вологості сипучих матеріалів у пристрої накопичення сипучого матеріалу та/або пристрої вертикального та/чи горизонтального, та/чи похилого пересування сипучого матеріалу, що включає контролювання діелектричної проникності сипучих матеріалів в пристрої накопичення та пересування сипучого матеріалу, який відрізняється тим, що діелектричну проникність сипучих матеріалів контролюють на вході в пристрій накопичення сипучого...
Спосіб кування заготовок в чотирибойковому кувальному пристрої
Номер патенту: 66490
Опубліковано: 17.05.2004
Автори: Мельников Юрій Вадимович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: пристрої, кувальному, чотирибойковому, спосіб, заготовок, кування
Формула / Реферат:
Спосіб кування заготівок у чотирибойковому кувальному пристрої, що включає обтиснення заготівки квадратного перерізу по ребрах у радіальному напрямку в двох взаємно перпендикулярних площинах зі зсувом у тангенціальному напрямку однієї з двох пар протилежно розташованих ребер заготівки, подачі і кантування, який відрізняється тим, що після кожного проходу заготівку кантують на кут 135° в одному коловому напрямку.
Спосіб електромагнітної обробки рідини та пристрої для його здійснення
Номер патенту: 76374
Опубліковано: 17.07.2006
Автори: Волощук Ігор Вікторович, Осаульчик Віктор Федорович, Крат Олег Петрович
Мітки: обробки, пристрої, здійснення, електромагнітної, рідини, спосіб
Формула / Реферат:
1. Спосіб електромагнітної обробки рідини, що включає пропускання потоку рідини через немагнітну ділянку трубопроводу, в зоні якого на потік впливають магнітним полем з градієнтом напруженості, що змінюється, який відрізняється тим, що згадане магнітне поле створюють таким чином, що градієнт його напруженості змінюється в напрямі, відмінному від напряму потоку.2. Спосіб за п. 1, який відрізняється тим,що в згаданій зоні потік...
Попередній патент: Двоциліндрова круглов’язальна машина для виготовлення трубчастих в’язаних виробів, зокрема для виготовлення панчішних або їм подібних виробів
Наступний патент: Спосіб одержання 3-трифторметильних халконів
Випадковий патент: Пестицидна композиція