Спосіб кування заготовок в чотирибойковому кувальному пристрої
Номер патенту: 66490
Опубліковано: 17.05.2004
Автори: Терновий Юрій Федорович, Мельников Юрій Вадимович, Лазоркін Віктор Андрійович
Завантажити PDF файл.
Формула / Реферат
Спосіб кування заготівок у чотирибойковому кувальному пристрої, що включає обтиснення заготівки квадратного перерізу по ребрах у радіальному напрямку в двох взаємно перпендикулярних площинах зі зсувом у тангенціальному напрямку однієї з двох пар протилежно розташованих ребер заготівки, подачі і кантування, який відрізняється тим, що після кожного проходу заготівку кантують на кут 135° в одному коловому напрямку.
Текст
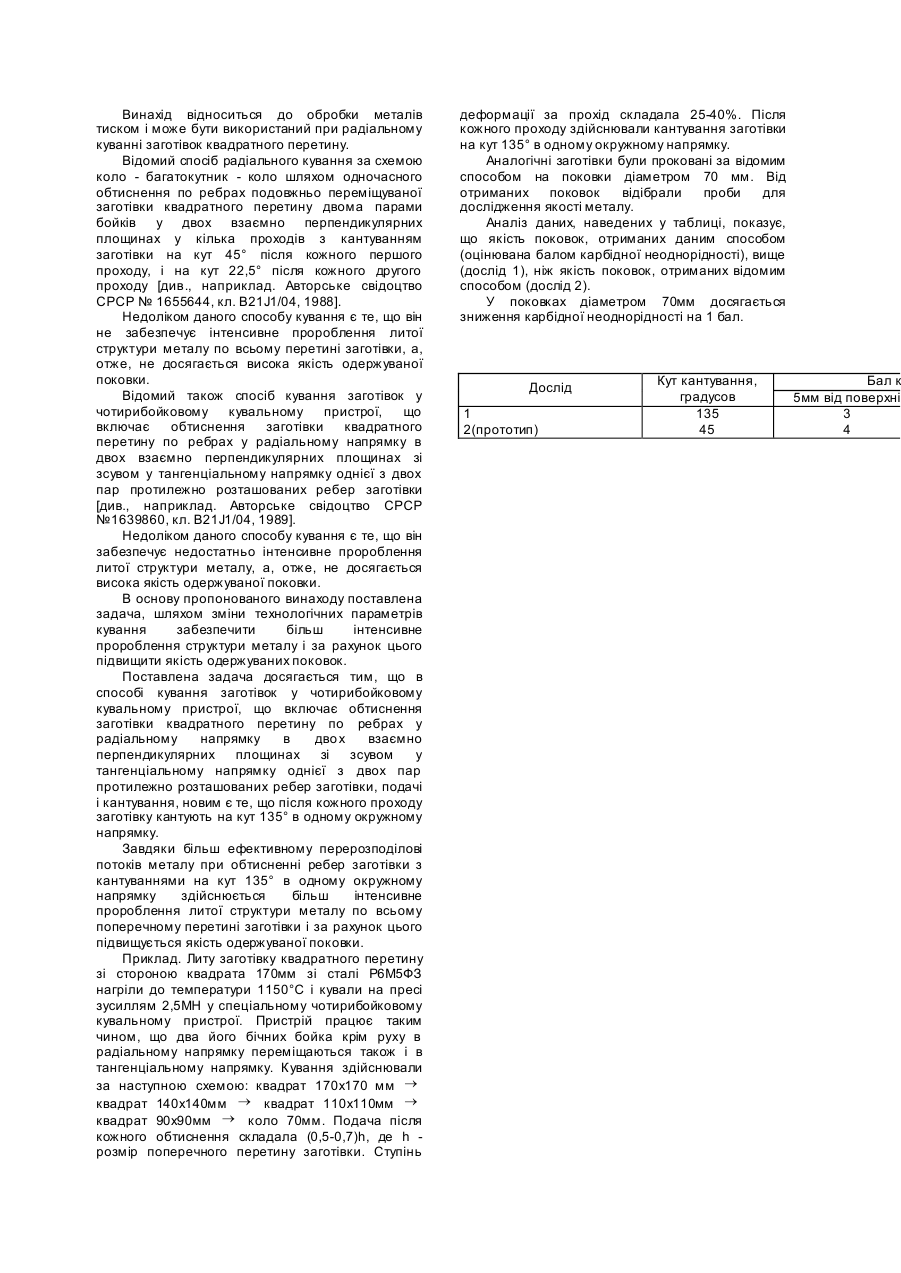
Винахід відноситься до обробки металів тиском і може бути використаний при радіальному куванні заготівок квадратного перетину. Відомий спосіб радіального кування за схемою коло - багатокутник - коло шляхом одночасного обтиснення по ребрах подовжньо переміщуваної заготівки квадратного перетину двома парами бойків у двох взаємно перпендикулярних площинах у кілька проходів з кантуванням заготівки на кут 45° після кожного першого проходу, і на кут 22,5° після кожного другого проходу [див., наприклад. Авторське свідоцтво СРСР № 1655644, кл. B21J1/04, 1988]. Недоліком даного способу кування є те, що він не забезпечує інтенсивне пророблення литої структури металу по всьому перетині заготівки, а, отже, не досягається висока якість одержуваної поковки. Відомий також спосіб кування заготівок у чотирибойковому кувальному пристрої, що включає обтиснення заготівки квадратного перетину по ребрах у радіальному напрямку в двох взаємно перпендикулярних площинах зі зсувом у тангенціальному напрямку однієї з двох пар протилежно розташованих ребер заготівки [див., наприклад. Авторське свідоцтво СРСР №1639860, кл. B21J1/04, 1989]. Недоліком даного способу кування є те, що він забезпечує недостатньо інтенсивне пророблення литої структури металу, а, отже, не досягається висока якість одержуваної поковки. В основу пропонованого винаходу поставлена задача, шляхом зміни технологічних параметрів кування забезпечити більш інтенсивне пророблення структури металу і за рахунок цього підвищити якість одержуваних поковок. Поставлена задача досягається тим, що в способі кування заготівок у чотирибойковому кувальному пристрої, що включає обтиснення заготівки квадратного перетину по ребрах у радіальному напрямку в дво х взаємно перпендикулярних площинах зі зсувом у тангенціальному напрямку однієї з двох пар протилежно розташованих ребер заготівки, подачі і кантування, новим є те, що після кожного проходу заготівку кантують на кут 135° в одному окружному напрямку. Завдяки більш ефективному перерозподілові потоків металу при обтисненні ребер заготівки з кантуваннями на кут 135° в одному окружному напрямку здійснюється більш інтенсивне пророблення литої структури металу по всьому поперечному перетині заготівки і за рахунок цього підвищується якість одержуваної поковки. Приклад. Литу заготівку квадратного перетину зі стороною квадрата 170мм зі сталі Р6М5ФЗ нагріли до температури 1150°С і кували на пресі зусиллям 2,5МН у спеціальному чотирибойковому кувальному пристрої. Пристрій працює таким чином, що два його бічних бойка крім руху в радіальному напрямку переміщаються також і в тангенціальному напрямку. Кування здійснювали за наступною схемою: квадрат 170х170 мм ® квадрат 140х140мм ® квадрат 110х110мм ® квадрат 90х90мм ® коло 70мм. Подача після кожного обтиснення складала (0,5-0,7)h, де h розмір поперечного перетину заготівки. Ступінь деформації за прохід складала 25-40%. Після кожного проходу здійснювали кантування заготівки на кут 135° в одному окружному напрямку. Аналогічні заготівки були проковані за відомим способом на поковки діаметром 70 мм. Від отриманих поковок відібрали проби для дослідження якості металу. Аналіз даних, наведених у таблиці, показує, що якість поковок, отриманих даним способом (оцінювана балом карбідної неоднорідності), вище (дослід 1), ніж якість поковок, отриманих відомим способом (дослід 2). У поковках діаметром 70мм досягається зниження карбідної неоднорідності на 1 бал. Дослід 1 2(прототип) Кут кантування, градусов 135 45 Бал к 5мм від поверхні 3 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forging blanks in four-head forging device
Автори англійськоюTernovyi Yurii Fedorovych, Lazorkin Viktor Andriiovych, Lazorkin Viktor Andriovych
Назва патенту російськоюСпособ ковки заготовок в четырехбойковом кузнечном устройстве
Автори російськоюТерновый Юрий Федорович, Лазоркин Виктор Андреевич
МПК / Мітки
МПК: B21J 1/04
Мітки: спосіб, кування, чотирибойковому, кувальному, пристрої, заготовок
Код посилання
<a href="https://ua.patents.su/1-66490-sposib-kuvannya-zagotovok-v-chotiribojjkovomu-kuvalnomu-pristro.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготовок в чотирибойковому кувальному пристрої</a>
Спосіб кування заготовок на чотирибойковому кувальному пристрої
Номер патенту: 64356
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: кувальному, заготовок, кування, пристрої, чотирибойковому, спосіб
Формула / Реферат:
1. Спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки спочатку в двох взаємно перпендикулярних площинах, а потім в одній із площин, подачу і кантування, який відрізняється тим, що обтиснення ділянки заготовки в одній із площин здійснюють після її кантування на кут 45°, при цьому ступінь деформації заготовки при обтисненні її в одній площині в 1,1 - 1,5 рази більше ступеня деформації...
Спосіб кування заготовок у чотирьохбойковому кувальному пристрої
Номер патенту: 21366
Опубліковано: 02.12.1997
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: кувальному, кування, пристрої, заготовок, чотирьохбойковому, спосіб
Формула / Реферат:
1. Способ ковки заготовок в четырехбойковом ковочном устройстве, включающий обжатия заготовки двумя парами бойков в двух взаимно перпендикулярных плоскостях в радиальном направлении со сдвигом, подачи и кантовки с формированием на каждом проходе заготовки с поперечным сечением, центральная ось которого смещена относительно центральной оси заготовки, полученной на предыдущем проходе, отличающийся тем, что на каждом промежуточном проходе...
Спосіб ковальського витягнення заготовки в чотирибойковому кувальному пристрої з механізмом подавання
Номер патенту: 45725
Опубліковано: 15.04.2002
Автори: Безкровний Михайло Григорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Терновий Юрій Федорович, Бедросова Лариса Василівна
МПК: B21J 1/04
Мітки: пристрої, заготовки, механізмом, кувальному, витягнення, подавання, ковальського, чотирибойковому, спосіб
Формула / Реферат:
Спосіб ковальського витягнення заготовок в чотирибойковому кувальному пристрої з механізмом подавання, який включає деформування ділянок заготовки в радіальному напрямку в кувальному пристрої та подавання заготовки між деформуваннями в осьовому напрямку механізмом подавання, який відрізняється тим, що одночасно з деформуванням ділянок заготовки в радіальному напрямку, здійснюють деформування розтягненням недеформованих в радіальному напрямку...
Спосіб кування заготівок у чотирьохбойковому кувальному пристрої
Номер патенту: 32729
Опубліковано: 15.02.2001
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: спосіб, пристрої, заготівок, кувальному, чотирьохбойковому, кування
Формула / Реферат:
1. Спосіб кування заготівки у чотирьохбойковому кувальному пристрої, що полягає в установці заготівки у затискну головку маніпулятора, обтискуванні двома парами протилежно розміщених бойків, при цьому до цієї пари бойків, яка складається із нижнього і верхнього бойка, прикладають зусилля нормального обтискування і одночасно зусилля зсуву у напрямку до нижнього бойка, потім обертають навколо подовжньої осі і переміщують уздовж тієї ж...
Спосіб радіального кування заготовок

Номер патенту: 48529
Опубліковано: 15.08.2002
Автори: Бедросова Лариса Василівна, Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Лазоркіна Дар'я Вікторівна
МПК: B21J 1/04
Мітки: радіального, кування, заготовок, спосіб
Формула / Реферат:
Спосіб радіального кування заготовок, який включає деформування заготовки проходами в бойках з західними похилими або конічними та калібруючими плоскими або циліндричними ділянками, шляхом подавання заготовки після кожного разового обтиснення та кантування зі зміною напрямку подавання після кожного проходу, який відрізняється тим, що після кожного разового обтиснення збільшують ступінь деформування заготовки відносно попереднього ступеня...
Попередній патент: Шпалопідбивальний агрегат для підбивання шпал рейкової колії
Наступний патент: Спосіб кування заготовок
Випадковий патент: Спосіб розпізнавання мовних образів