Пристрій та спосіб з’єднання складових частин курильних виробів
Формула / Реферат
1. Спосіб з'єднання двох або декількох різних складових частин для виготовлення курильних виробів, у яких щонайменше одну зі складових частин неможливо чисто розрізати, який включає такі операції:
подавання потоку складових частин, спрямованого вздовж рухомого тракту транспортування (209);
компонування з потоку складових частин груп з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові, а складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин;
загортання складових частин в полотно певного матеріалу; та
розрізання полотна певного матеріалу у кожному проміжку між групами складових частин.
2. Спосіб за п. 1, який відрізняється тим, що поздовжні осі складових частин на тракті (209) транспортування по суті збігаються одна з одною та з напрямком пересування вздовж тракту транспортування.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що порядок розташування складових частин на рухомому тракті (209) транспортування відповідає порядку їх розташування у курильних виробах, і усі вони спрямовані у одному напрямку відносно напрямку пересування вздовж тракту транспортування.
4. Спосіб за п. 3, який після операції розрізання полотна певного матеріалу у кожному проміжку між групами складових частин включає операцію повертання кожного другого курильного виробу так, щоб сусідні курильні вироби були спрямовані у протилежному напрямку відносно напрямку пересування.
5. Спосіб за п. 1 або п. 2, який відрізняється тим, що порядок розташування складових частин на рухомому тракті (209) транспортування відповідає порядку їх розташування у курильних виробах, кожний другий з яких спрямований у протилежному напрямку відносно напрямку пересування вздовж тракту транспортування.
6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що кожна група складових частин відповідає окремому курильному виробові без фільтрувального мундштука, причому спосіб додатково включає операцію з'єднання курильних виробів без фільтрувального мундштука з фільтрувальними мундштуками для утворення курильних виробів.
7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що двома або декількома різними складовими частинами є джерела (103, 203) тепла, які неможливо чисто розрізати, аерозолетвірні субстрати (105, 205) та видовжені розширювальні камери (107а, 107b, 207), причому кожна група, яка відповідає окремому курильному виробові, включає в себе одну з таких складових частин: джерела тепла, які неможливо чисто розрізати, один або декілька аерозолетвірних субстратів та одну або декілька видовжених розширювальних камер.
8. Спосіб за п. 7, який відрізняється тим, що полотно певного матеріалу включає в себе теплопровідні елементи, рознесені на певну відстань на внутрішній поверхні полотна певного матеріалу.
9. Пристрій (201) для з'єднання двох або декількох різних складових частин для виготовлення курильних виробів, у яких щонайменше одну зі складових частин неможливо чисто розрізати, який включає в себе:
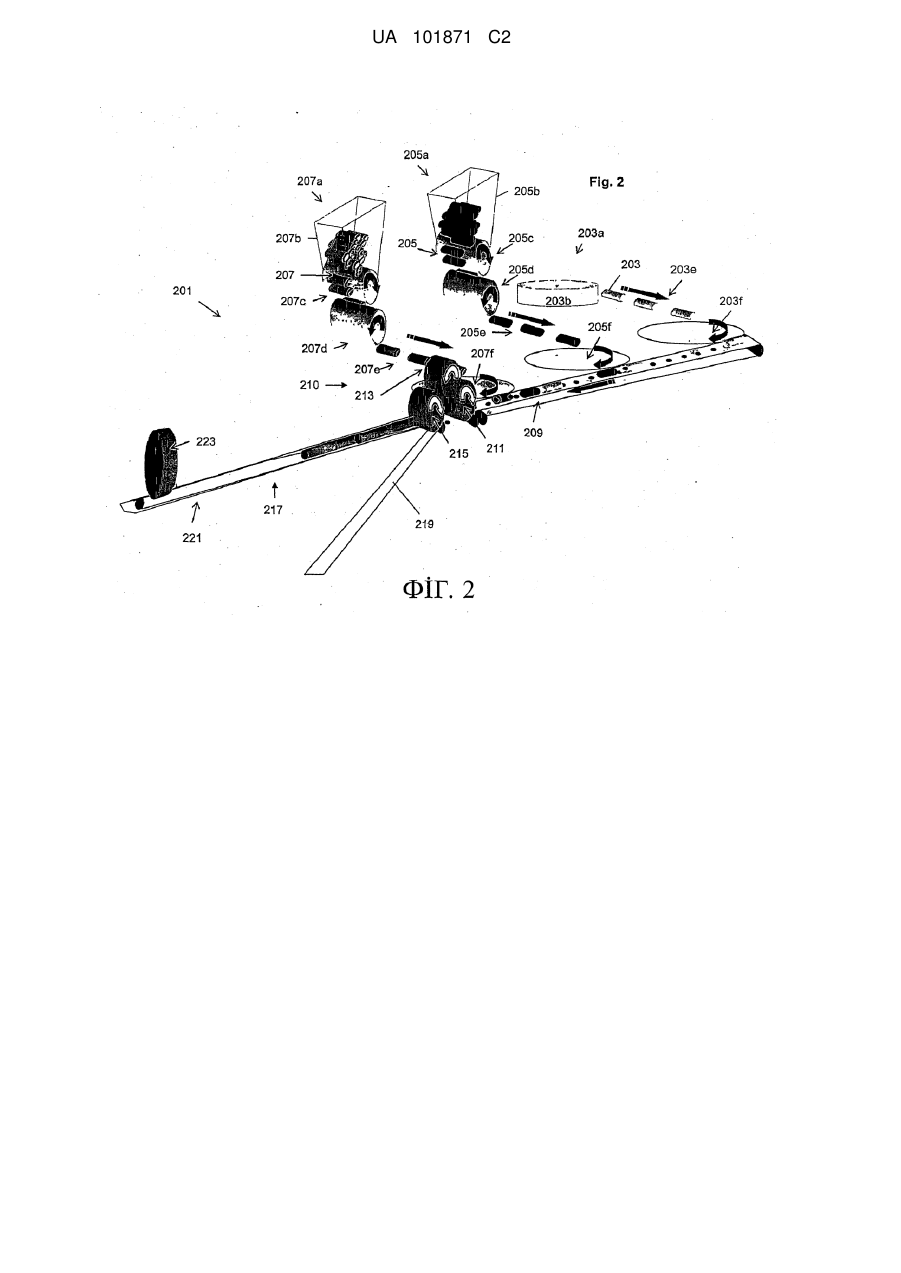
подавальні засоби (203а, 205а, 207а) для подавання потоку складових частин, спрямованого вздовж рухомого тракту (209) транспортування;
компонувальний засіб (210) для компонування з потоку складових частин груп з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові, а складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин;
загортальний засіб (217) для загортання складових частин в полотно певного матеріалу; та
різальний засіб (223) для розрізання полотна певного матеріалу у кожному проміжку між групами складових частин.
10. Пристрій за п. 9, який відрізняється тим, що порядок розташування складових частин на рухомому тракті (209) транспортування відповідає порядку їх розташування у курильних виробах, і усі вони спрямовані у одному напрямку відносно напрямку пересування вздовж тракту транспортування.
11. Пристрій за п. 10, який також включає в себе обертовий барабан, розташований після різального засобу (223) та призначений для повертання кожного другого курильного виробу так, щоб сусідні курильні вироби були спрямовані у протилежному напрямку відносно напрямку пересування.
12. Пристрій за п. 9, який відрізняється тим, що порядок розташування складових частин на тракті (209) транспортування відповідає порядку їх розташування у курильних виробах, кожний другий з яких спрямований у протилежних напрямках відносно напрямку пересування вздовж тракту транспортування.
13. Пристрій за будь-яким із пп. 9-12, який відрізняється тим, що компонувальний засіб (210) включає в себе:
перший диск (211), який має рознесені на певну відстань по колу нерухомі пальці (505а) для розділення потоку складових частин на групи складових частин, причому кожна група відповідає окремому курильному виробові;
другий диск (213), який розташований далі за технологічним маршрутом відносно першого диска та який має рознесені на певну відстань по колу рухомі пальці (507а), встановлені на меншій відстані, ніж нерухомі пальці на першому диску (211), для зсування складових частин у групі так, щоб вони прилягали одна до одної; та
третій диск (215), який розташований далі за технологічним маршрутом відносно другого диска та має рознесені на певну відстань по колу рухомі пальці (509а), призначені для встановлення заздалегідь визначеного проміжку між передньою групою складових частин та розташованою позаду неї групою складових частин.
14. Пристрій за будь-яким із пп. 9-13, який відрізняється тим, що кожна група складових частин відповідає окремому курильному виробові без фільтрувального мундштука, причому пристрій додатково включає в себе складальну машину, розташовану далі за технологічним маршрутом відносно різального засобу (223), для з'єднання курильних виробів без фільтрувального мундштука з фільтрувальними мундштуками для утворення курильних виробів.
15. Пристрій за будь-яким із пп. 9-14, який відрізняється тим, що двома або декількома різними складовими частинами є джерела (103, 203) тепла, які неможливо чисто розрізати, аерозолетвірні субстрати (105, 205) та видовжені розширювальні камери (107а, 107b, 207), причому кожна група, яка відповідає окремому курильному виробові, включає в себе одну з таких складових частин: джерела тепла, які неможливо чисто розрізати, один або декілька аерозолеутворюючих субстратів та одну або декілька розширювальних видовжених камер.
Текст
Реферат: Запропоновані пристрій та спосіб з'єднання двох або декількох різних складових частин (103, 203; 105, 205; 107а, 107b, 207) для виготовлення курильних виробів. Щонайменше одну із цих складових частин (103, 203) неможливо чисто розрізати, тобто неможливо чисто розрізати звичайними різальними засобами, наприклад, з причини чутливості до розшарування або фрагментації. Спосіб включає такі операції: подавання потоку складових частин, спрямованого вздовж рухомого тракту (209) транспортування; компонування з потоку складових частин груп з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові, а складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин; загортання складових частин в полотно певного матеріалу та розрізання полотна певного матеріалу у кожному проміжку між групами складових частин. UA 101871 C2 (12) UA 101871 C2 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 Цей винахід стосується пристрою та способу з'єднання складових частин для виготовлення курильних виробів. Пристрої та способи для виготовлення курильних виробів, які складаються з множини складових частин, відомі у цій галузі техніки. Наприклад, може бути застосований процес загортання, у якому курильні вироби та їх складові частини орієнтовані по суті перпендикулярно відносно напрямку пересування. Альтернативно може бути застосований лінійній процес, у якому складові частини орієнтовані по суті поздовжньо відносно напрямку пересування. Іноді застосовують комбінацію цих двох процесів, наприклад, з'єднання може бути виконано як процес загортання, а загортання може бути виконано як лінійний процес. Однак відомі пристрої та способи виготовлення не придатні для виготовлення курильних виробів, які включають в себе складову частину, виготовлену з матеріалу, який неможливо чисто розрізати механічними різальними засобами, такими як звичайний ніж або лезо. Метою цього винаходу є створення пристрою та способу, придатних для виготовлення курильних виробів, які включають в себе одну або декілька складових частин, виготовлених із матеріалу, який неможливо чисто розрізати звичайним лезом. Пристрій та спосіб за цим винаходом, зокрема, однак не виключно, є придатним для виготовлення курильних виробів, у яких одна зі складових частин являє собою горюче джерело тепла, або паливний елемент, наприклад, вуглецевмісне джерело тепла. За першим аспектом цього винаходу запропонований спосіб з'єднання двох або декількох різних складових частин для виготовлення курильних виробів, у яких щонайменше одну зі складових частин неможливо чисто розрізати, який включає такі операції: подавання потоку складових частин, спрямованого вздовж рухомого тракту транспортування; компонування з потоку складових частин груп з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові, а складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин; загортання складових частин в полотно певного матеріалу та розрізання полотна певного матеріалу у кожному проміжку між групами складових частин. За першим аспектом цього винаходу також запропонований спосіб з'єднання двох або декількох різних складових частин для виготовлення курильних виробів, у яких щонайменше одну зі складових частин неможливо чисто розрізати, який включає такі операції: подавання потоку складових частин, спрямованого вздовж рухомого тракту транспортування; стискання компонування з потоку складових частин груп з двох або декількох різних складових частин, при цьому кожна група відповідає окремому курильному виробові без фільтрувального мундштука, а складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин; загортання складових частин в полотно певного матеріалу та розрізання полотна певного матеріалу у кожному проміжку між групами складових частин. Складова частина, яку неможливо чисто розрізати, являє собою складову частину, яку неможливо чисто розрізати звичайними механічними різальними засобами. Наприклад, така складова частина може включати в себе крихкий матеріал або матеріал, схильний до розшарування, розкришування або фрагментування при різанні звичайним лезом. За варіантом, якому віддається перевага, складова частина, яку неможливо чисто розрізати, прилягає до проміжку між двома групами складових частин. Курильний виріб може мати фільтрувальний мундштук або не мати фільтрувального мундштука. Курильний виріб без фільтрувального мундштука включає в себе всі складові частини курильного виробу, тобто повну кількість та усі типи складових частин курильного виробу, за винятком складових частин для фільтрувального мундштука курильного виробу, таких як мундштучна частина та обгортка. За варіантом, якому віддається перевага, складова частина, яку неможливо чисто розрізати, та фільтрувальний мундштук розташовані з протилежних кінців курильного виробу. Дві або декілька різних складових частин можуть включати в себе складову частину, яку неможливо чисто розрізати, плюс одну, дві, три, чотири, п'ять або більше інших складових частин. За варіантом, якому віддається перевага, ці дві або декілька різних складових частин можуть включати в себе складову частину, яку неможливо чисто розрізати, плюс одну, дві, три або чотири інші складові частини. За варіантом, якому віддається більша перевага, ці дві або декілька різних складових частин можуть включати в себе складову частину, яку неможливо чисто розрізати, плюс три складові частини, одна з яких являє собою складову частину першого типу та дві складові частини другого типу. Терміни "передня група складових частин" та "розташована позаду неї група складових частин" вжиті для визначення відносних положень груп складових частин на 1 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 рухомому тракті транспортування та не обов'язково визначають положення складових частин у курильному виробі. Спосіб та пристрій за цим винаходом у варіанті, якому віддається перевага, можуть бути застосовані для виготовлення різноманітних курильних виробів, однак вони особливо корисні для виготовлення нагрівних курильних виробів, таких як курильні вироби, описані у патентах US-A-4,714,082, US-A-5,819,751 та US-A-5,040,551, дистиляційних курильних виробів, таких як курильні вироби, описані у патентній заявці РСТ/ІВ2008/002868, яка перебуває на розгляді, та нагрівних сигарет, таких як сигарети, які випускає RJ. Reynolds Tobacco Company під комерційними назвами Premier® та Eclipse®. Способу за цим винаходом віддається перевага, оскільки різні складові частини можуть бути легко замінені, так що спосіб може бути просто пристосований для виготовлення курильних виробів різних типів у різних циклах виготовлення. Способу за цим винаходом віддається перевага також тому, що він може бути застосований для виготовлення курильних виробів на високошвидкісному обладнанні. Різання полотна певного матеріалу у місцях проміжків, а не крізь складову частину, яку неможливо чисто розрізати, дозволяє уникати ризику пошкодження різальних засобів. У випадку вуглецевмісного джерела тепла це також означає, що інші складові частини не зазнають почорніння або забруднення. За варіантом, якому віддається перевага, поздовжні осі складових частин на тракті транспортування по суті збігаються одна з одною та з напрямком пересування вздовж тракту транспортування. За варіантом, якому віддається перевага, складові частини на тракті транспортування являють собою циліндричні складові частини курильних виробів. Такому лінійному процесові з'єднання віддається перевага, оскільки він спричиняє мінімальні пошкодження або не спричиняє будь-яких пошкоджень складових частин кожного курильного виробу. Операція подавання потоку складових частин, спрямованого вздовж рухомого тракту транспортування, за варіантом, якому віддається перевага, включає чергування кожної з двох або декількох різних складових частин з іншими з двох або декількох різних складових частин, так щоб складові частини на тракті транспортування були встановлені у потрібному та заздалегідь визначеному порядку. У варіанті здійснення цього винаходу, якому віддається перевага, порядок розташування складових частин на тракті транспортування відповідає порядку їх розташування у курильних виробах, і усі вони обернені у одному напрямку відносно напрямку пересування вздовж тракту транспортування. Тобто складові частини являють собою співвісно розташовані першу складову частину, другу складову частину, третю складову частину, першу складову частину, другу складову частину, третю складову частину, першу складову частину і так далі або аналогічно для відповідної кількості складових частин. Наприклад, складові частини можуть являти собою співвісно розташовані джерело тепла, за ним аерозолетвірний субстрат, за ним видовжена розширювальна камера, за нею джерело тепла, за ним аерозолетвірний субстрат, за ним видовжена розширювальна камера і так далі. У згаданому варіанті здійснення, якому віддається перевага, спосіб після операції розрізання полотна певного матеріалу у кожному проміжку між групами складових частин також включає операцію повертання кожного другого курильного виробу так, щоб сусідні курильні вироби були обернені у протилежному напрямку відносно напрямку пересування. У альтернативному варіанті здійснення цього винаходу порядок розташування складових частин на тракті транспортування відповідає порядку їх розташування у курильних виробах, через один оберненим у протилежних напрямках відносно напрямку пересування вздовж тракту транспортування. Тобто складові частини являють собою співвісні першу складову частину, другу складову частину, третю складову частину, третю складову частину, другу складову частину, першу складову частину, першу складову частину і так далі або аналогічно для відповідної кількості складових частин. Наприклад, складові частини можуть являти собою співвісно розташовані джерело тепла, за ним аерозолетвірний субстрат, за ним видовжена розширювальна камера, за нею видовжена розширювальна камера, за нею аерозолетвірний субстрат, за ним джерело тепла і так далі. У одному з варіантів здійснення цього винаходу операція компонування з потоку складових частин груп складових частин включає: розділення потоку складових частин на групи з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові; зсовування складових частин усередині групи так, щоб складові частини у групі були розташовані впритул одна до одної; встановлення заздалегідь визначеного проміжку між передньою групою складових частин та розташованою позаду неї групою складових частин. 2 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 Розмір цього заздалегідь визначеного проміжку являє собою потрібний розмір між групами складових частин, які відповідають окремим курильним виробам. Полотно певного матеріалу розрізають у кожному проміжку. Таким чином, розмір кожного проміжку повинен бути точним, оскільки неточний проміжок може спричинити пошкодження різальних засобів. Цей проміжок повинен бути достатньо великим, щоб різальний засіб мав можливість розрізання полотна певного матеріалу, однак достатньо невеликим, щоб не марнувати полотно певного матеріалу. У одному з варіантів здійснення цього винаходу заздалегідь визначений проміжок становить 10,5 мм, тобто від 0,5 мм до 1,5 мм. За варіантом, якому віддається більша перевага, заздалегідь визначений проміжок становить від 0,8 мм до 1,2 мм. Якщо кожна група складових частин відповідає окремому курильному виробові без фільтрувального мундштука, то спосіб за цим винаходом після операції розрізання полотна певного матеріалу може також включати операцію з'єднання курильних виробів без фільтрувального мундштука з фільтрувальними мундштуками з утворенням курильних виробів з фільтрувальним мундштуком. За варіантом, якому віддається перевага, фільтрувальний мундштук являє собою мундштучну частину сигарети, яка вставляється в рот. Мундштучна частина сигарети, яка вставляється в рот, може включати в себе ацетатцелюлозний джгут. За варіантом, якому віддається перевага, мундштучна частина сигарети, яка вставляється в рот, є циліндричною. За варіантом, якому віддається перевага, операція з'єднання із фільтрувальним мундштуком включає прикріплення обідковим папером фільтрувального мундштука до курильного виробу без фільтрувального мундштука. За варіантом, якому віддається перевага, операція загортання складових частин в полотно певного матеріалу включає в себе загортання складових частин в паперове полотно. За варіантом, якому віддається перевага, полотно певного матеріалу включає в себе заздалегідь прикріплені теплопровідні елементи, наприклад, накладки з алюмінієвої фольги, рознесені на певну відстань вздовж внутрішньої поверхні полотна певного матеріалу. Положення цих заздалегідь прикріплених теплопровідних елементів на полотні певного матеріалу має бути точним. Спосіб може також включати операцію нанесення ділянок чи ліній клею або суцільного чи переривчастого шару клею на полотно або на накладки з теплопровідного матеріалу з подальшим прикріпленням до полотна певного матеріалу. Спосіб може також включати операцію прикріплення рознесених на певну відстань накладок з теплопровідного матеріалу до внутрішньої поверхні полотна певного матеріалу. Спосіб може також включати операцію нанесення ділянок чи ліній клею або суцільного чи переривчастого шару клею на внутрішню поверхню полотна певного матеріалу перед операцією загортання складових частин в полотно певного матеріалу. Це уможливлює прикріплення полотна певного матеріалу до однієї або декількох складових частин. Це може сприяти підтриманню цілісності готових курильних виробів. За варіантом, якому віддається перевага, складові частини є по суті циліндричними з круглим або еліптичним поперечним перерізом. У варіанті здійснення цього винаходу, якому віддається перевага, складова частина, яку неможливо чисто розрізати, являє собою джерело тепла. Кожне джерело тепла може являти собою джерело тепла на основі вугілля. Кожне джерело тепла може являти собою джерело тепла на основі нестискного піролізованого вугілля. За варіантом, якому віддається перевага, джерело тепла є циліндричним. У цьому випадку поздовжні осі кожного з джерел тепла на тракті транспортування за варіантом, якому віддається перевага, по суті збігаються з напрямком пересування вздовж тракту транспортування. Джерело тепла може мати один або декілька каналів для потоку повітря, які проходять крізь нього. За варіантом, якому віддається перевага, дві або декілька різних складових частин включають в себе один або декілька аерозолетвірних субстратів. Кожний субстрат може включати в себе тютюновий матеріал. За варіантом, якому віддається перевага, кожний субстрат є циліндричним. У цьому випадку поздовжні осі кожного субстрату на тракті транспортування за варіантом, якому віддається перевага, по суті збігаються з напрямком пересування вздовж тракту транспортування. За варіантом, якому віддається перевага, дві або декілька різних складових частин включають в себе одну або декілька видовжених розширювальних камер. За варіантом, якому віддається перевага, кожна видовжена розширювальна камера є циліндричною. У цьому випадку поздовжні осі кожної з видовжених розширювальних камер на тракті транспортування за варіантом, якому віддається перевага, по суті збігаються з напрямком пересування вздовж тракту транспортування. За варіантом, якому віддається більша перевага, кожна видовжена розширювальна камера може включати в себе циліндричну трубку з відкритим кінцем. Ця трубка може бути виконана з цупкого паперу. 3 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 Згаданими складовими частинами можуть бути інші складові частини, наприклад, бар'єрний матеріал для розташування між джерелом тепла та аерозолетвірним субстратом. У варіанті здійснення цього винаходу, якому віддається перевага, двома або декількома різними складовими частинами є джерела тепла, які неможливо чисто розрізати, аерозолетвірні субстрати та видовжені розширювальні камери, причому кожна група, яка відповідає окремому курильному виробу, включає в себе одну з таких складових частин: джерела тепла, які неможливо чисто розрізати, один або декілька аерозолетвірних субстратів та одну або декілька видовжених розширювальних камер. За другим аспектом цього винаходу запропонований пристрій для з'єднання двох або декількох різних складових частин для виготовлення курильних виробів, у яких щонайменше одну зі складових частин неможливо чисто розрізати, який включає в себе: подавальні засоби для подавання потоку складових частин, спрямованого вздовж рухомого тракту транспортування; компонувальний засіб для компонування з потоку складових частин груп з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові, а складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин; загортальний засіб для загортання складових частин в полотно певного матеріалу та різальний засіб для розрізання полотна певного матеріалу у кожному проміжку між групами складових частин. За згаданим другим аспектом цього винаходу запропонований пристрій для з'єднання двох або декількох різних складових частин для виготовлення курильних виробів, у яких щонайменше одну зі складових частин неможливо чисто розрізати, який включає в себе: подавальні засоби для подавання потоку складових частин, спрямованого вздовж рухомого тракту транспортування; компонувальний засіб для компонування з потоку складових частин груп з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові без фільтрувального мундштука, а складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин; загортальний засіб для загортання складових частин в полотно певного матеріалу та різальний засіб для розрізання полотна певного матеріалу у кожному проміжку між групами складових частин. За варіантом, якому віддається перевага, поздовжні осі складових частин на тракті транспортування по суті збігаються одна з одною та з напрямком пересування вздовж тракту транспортування. Такому лінійному процесові з'єднання віддається перевага, оскільки він спричиняє мінімальні пошкодження або не спричиняє будь-яких пошкоджень складових частин кожного курильного виробу. За варіантом, якому віддається перевага, подавальний засіб призначений для чергування кожної з двох або декількох різних складових частин з іншими з двох або декількох різних складових частин так, щоб складові частини на тракті транспортування були розташовані у потрібному та заздалегідь визначеному порядку. За варіантом, якому віддається перевага, подавальний засіб призначений для чергування кожної з двох або декількох різних складових частин з іншими з двох або декількох різних складових частин так, щоб складові частини на тракті транспортування були рознесені на певну відстань між ними у потрібному порядку. У варіанті здійснення цього винаходу, якому віддається перевага, порядок розташування складових частин на рухомому тракті транспортування відповідає порядку їх розташування у курильних виробах, і усі вони обернені у одному напрямку відносно напрямку пересування вздовж тракту транспортування. У цьому варіанті здійснення, якому віддається перевага, пристрій також включає в себе розташований після різального засобу обертовий барабан для повертання кожного другого курильного виробу так, щоб сусідні курильні вироби були обернені у протилежному напрямку відносно напрямку пересування. У альтернативному варіанті здійснення цього винаходу порядок розташування складових частин на рухомому тракті транспортування відповідає порядку їх розташування у курильних виробах, через один оберненим у протилежних напрямках відносно напрямку пересування вздовж тракту транспортування. За варіантом, якому віддається перевага, подавальний засіб включає в себе щонайменше один поворотний диск для подавання складових частин на рухомий тракт транспортування. За варіантом, якому віддається перевага, кожний поворотний диск має множину пальців, розташованих по колу. За варіантом, якому віддається перевага, відстань між пальцями визначає відстань між складовими частинами на рухомому тракті транспортування. 4 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 У одному з варіантів здійснення цього винаходу подавальний засіб включає в себе перший та другий подавальні барабани для подавання кожної зі складових частин на рухомий тракт транспортування, розташовані раніше за технологічним маршрутом відносно рухомого тракту транспортування. За варіантом, якому віддається перевага, перший подавальний барабан має множину поздовжніх жолобків, розташованих по колу. За варіантом, якому віддається перевага, кожний жолобок на першому барабані призначений для утримання складової частини кратної довжини, наприклад, складової частини подвійної довжини, чотирикратної довжини або шестикратної довжини. При цьому за варіантом, якому віддається перевага, кожний подавальний засіб також включає в себе щонайменше один різак, розташований вздовж першого подавального барабана так, що складову частину кратної довжини на першому подавальному барабані нарізають на складові частини одиночної довжини для другого подавального барабана. За варіантом, якому віддається перевага, другий подавальний барабан має множину поздовжніх жолобків, розташованих по колу. За варіантом, якому віддається перевага, ці жолобки рознесені на певну відстань у осьовому напрямку та по колу так, що складові частини подаються по одній або декілька одночасно на рухомий тракт транспортування. За варіантом, якому віддається перевага, подавальний засіб включає в себе бункер для подавання складових частин кратної довжини на кожний з перших подавальних барабанів. За варіантом, якому віддається перевага, компонувальний засіб включає в себе: перший диск, який має рознесені на певну відстань по колу нерухомі пальці для розділення потоку складових частин на групи з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові; другий диск, який розташований далі за технологічним маршрутом відносно першого диска та який має рознесені на певну відстань по колу рухомі пальці, встановлені на меншій відстані, ніж нерухомі пальці на першому диску, для зсування складових частин у групі так, щоб вони прилягали одна до одної; та третій диск, який розташований далі за технологічним маршрутом відносно другого диска та який має рознесені на певну відстань по колу рухомі пальці, для встановлення заздалегідь визначеного проміжку між передньою групою складових частин та розташованою позаду неї групою складових частин. У одному з варіантів здійснення цього винаходу перший та другий диски мають по суті однакові діаметри. Рухомі пальці на другому диску уможливлюють передавання складових частин між першим та другим дисками навіть якщо диски можуть обертатися з різними швидкостями. За варіантом, якому віддається перевага, це досягнуто пересуванням рухомих пальців на другому диску із застосуванням кулачків. У одному з варіантів здійснення цього винаходу другий та третій диски мають різні діаметри та рознесені на певну відстань по колу рухомі пальці, причому відстань між рознесеними по колу рухомими пальцями на третьому диску менша, ніж відстань між рознесеними по колу рухомими пальцями на другому диску. Це дозволяє зменшити відстань між групами складових частин під час передавання цих складових частин з другого диска на третій диск. Рухомі пальці на третьому диску дозволяють одержати точний та повторюваний розмір проміжку між групами складових частин. За варіантом, якому віддається перевага, це здійснюється пересуванням рухомих пальців на третьому диску за допомогою кулачків. Полотно певного матеріалу може включати в себе полотно паперового матеріалу, наприклад, сигаретного паперу. За варіантом, якому віддається перевага, полотно певного матеріалу, яке подають на загортальний засіб, має заздалегідь прикріплені теплопровідні елементи, рознесені на певну відстань вздовж внутрішньої поверхні полотна певного матеріалу. Пристрій може також включати в себе клеїльний засіб для нанесення ділянок чи ліній клею або суцільного чи переривчастого шару клею на полотно або на накладки з теплопровідного матеріалу з подальшим прикріпленням до полотна певного матеріалу. Пристрій може також включати в себе засіб нанесення накладок для прикріплення рознесених на певну відстань накладок з теплопровідного матеріалу на внутрішню поверхню полотна певного матеріалу. Пристрій може також включати в себе клеїльний засіб для нанесення ділянок чи ліній клею або суцільного чи переривчастого шару клею на внутрішню поверхню полотна певного матеріалу, розташований перед загортальним засобом, призначеним для загортання складових частин в полотно певного матеріалу. Якщо кожна група складових частин відповідає окремому курильному виробові без фільтрувального мундштука, то пристрій може також включати в себе складальну машину, розташовану далі за технологічним маршрутом відносно різального засобу та призначену для з'єднання курильних виробів без фільтрувального мундштука з фільтрувальними мундштуками з утворенням курильних виробів. За варіантом, якому віддається перевага, фільтрувальний мундштук являє собою мундштучну частину сигарети, яка вставляється в рот. Мундштучна 5 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 частина сигарети, яка вставляється в рот, може включати в себе ацетатцелюлозний джгут. За варіантом, якому віддається перевага, мундштучна частина сигарети, яка вставляється в рот, є циліндричною. За варіантом, якому віддається перевага, складальна машина здійснює прикріплення обідковим папером фільтрувального мундштука до курильного виробу без фільтрувального мундштука. Така складальна машина може являти собою будь-яку прийнятну складальну машину. Прикладами прийнятних складальних машин є складальна машина Max-S (виробник - Hauni AG, Германія) та складальна машина Мах-80 (виробник - Hauni AG, Германія). У варіанті здійснення цього винаходу, якому віддається перевага, складова частина, яку неможливо чисто розрізати, являє собою джерело тепла. Кожне джерело тепла може являти собою джерело тепла на основі вугілля. Кожне джерело тепла може являти собою джерело тепла на основі нестискного піролізованого вугілля. За варіантом, якому віддається перевага, джерело тепла є циліндричним. У цьому випадку за варіантом, якому віддається перевага, поздовжні осі складових частин на тракті транспортування по суті збігаються з напрямком пересування вздовж тракту транспортування. Джерело тепла може мати один або декілька каналів для потоку повітря, які проходять крізь нього. За варіантом, якому віддається перевага, дві або декілька різних складових частин включають в себе один або декілька аерозолетвірних субстратів. Кожний субстрат може включати в себе тютюновий матеріал. За варіантом, якому віддається перевага, кожний субстрат є циліндричним. У цьому випадку поздовжні осі кожного субстрату на тракті транспортування за варіантом, якому віддається перевага, по суті збігаються з напрямком пересування вздовж тракту транспортування. За варіантом, якому віддається перевага, дві або декілька різних складових частин включають в себе одну або декілька видовжених розширювальних камер. За варіантом, якому віддається перевага, кожна видовжена розширювальна камера є циліндричною. У цьому випадку поздовжні осі кожної з видовжених розширювальних камер на тракті транспортування за варіантом, якому віддається перевага, по суті збігаються з напрямком пересування вздовж тракту транспортування. За варіантом, якому віддається більша перевага, кожна видовжена розширювальна камера може включати в себе циліндричну трубку з відкритим кінцем. Ця трубка може бути виконана з цупкого паперу. Згаданими складовими частинами можуть бути інші складові частини, наприклад, бар'єрний матеріал для розташування між джерелом тепла та аерозолетвірним субстратом. У варіанті здійснення цього винаходу, якому віддається перевага, дві або декілька різних складових частин включають в себе джерела тепла, які неможливо чисто розрізати, аерозолетвірні субстрати та видовжені розширювальні камери, причому кожна група, яка відповідає окремому курильному виробу, включає в себе будь-яку з таких складових частин: джерела тепла, які неможливо чисто розрізати, один або декілька аерозолетвірних субстратів та одну або декілька видовжених розширювальних камер. Властивості, описані стосовно одного аспекту цього винаходу, можуть також бути застосовними до іншого аспекту цього винаходу. Лише у вигляді прикладу цей винахід нижче буде описаний з посиланням на супровідні фігури, на яких: на Фіг. 1 показаний дистиляційний курильний виріб; на Фіг. 2 схематично зображений вид у перспективі варіанта виконання пристрою за цим винаходом; на Фіг. 3 показаний перший приклад складових частин, розташованих у певному порядку на вакуумній стрічці; на Фіг. 4 показаний другий приклад складових частин, розташованих у певному порядку на вакуумній стрічці; на Фіг. 5 схематично зображений варіант виконання компонувального засобу, показаного на Фіг. 2; та на Фіг. 6 схематично зображений один із варіантів виконання пристрою, застосованого для нанесення теплопровідних елементів на паперове полотно. Нижче описаний один із варіантів виконання пристрою та способу за винаходом, якому віддається перевага. Пристрій може бути застосований для виготовлення дистиляційного курильного виробу, наприклад, курильного виробу, показаного на Фіг. 1. На Фіг. 1 показано, що курильний виріб 101 включає в себе горюче джерело 103 тепла, яке неможливо чисто розрізати, аерозолетвірний субстрат 105, дві видовжені розширювальні камери 107а і 107b та фільтрувальний мундштук 109, які розташовані співвісно, прилягають одна до одної та обгорнуті зовнішньою паперовою обгорткою 111. У цьому варіанті виконання джерело 103 тепла, яке неможливо чисто розрізати, є циліндричним та включає в себе центральний канал 113 для 6 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 потоку повітря, який простягається у поздовжньому напрямку крізь джерело 103 тепла. Аерозолетвірний субстрат 105 розташований безпосередньо нижче за ходом диму відносно джерела 103 тепла та у цьому варіанті виконання включає в себе циліндричний відрізок штранга гомогенізованого тютюнового матеріалу 117, який складається з поздовжньо орієнтованих волокон пресованого тютюнового матеріалу. Теплопровідний елемент 121, який у цьому варіанті виконання виготовлений з алюмінієвої фольги, оточує задню частину джерела 103 тепла, яке неможливо чисто розрізати, та прилеглу передню частину аерозолетвірного субстрату 105, і перебуває у контакті з ними. Видовжені розширювальні камери 107а та 107b розташовані нижче за ходом диму відносно аерозолетвірного субстрату 105 та у цьому варіанті виконання включають в себе циліндричні трубки 123 з цупкого паперу, які мають відкритий кінець. Фільтрувальний мундштук 109 розташований нижче за ходом диму відносно розширювальних камер 107а і 107b, та у цьому варіанті виконання включає в себе циліндричний відрізок штранга ацетатцелюлозного джгута 125. У цьому варіанті виконання зовнішня паперова обгортка 111 має перфораційні отвори 129, виконані по колу та розташовані вище за ходом диму у безпосередній близькості від теплопровідного елемента 121. Курильний виріб 101 обгорнутий обідковим папером 131. На Фіг. 1 показаний один із варіантів виконання конкретного дистиляційного курильного виробу. Однак можливі різноманітні модифікації. Наприклад, за необхідності можуть бути виконані одна або декілька з таких модифікацій. Джерело тепла може мати додаткові або у інший спосіб виконані та розташовані канали для потоку повітря. Аерозолетвірний субстрат може включати в себе будь-який прийнятний матеріал. Також можуть бути включені інші аерозолетвірні субстрати, наприклад, субстрати, які містять інший тютюновий матеріал або різні ароматизатори. Між джерелом тепла та аерозолетвірним субстратом може бути розташований бар'єрний матеріал. Замість двох коротших розширювальних камер може бути передбачена єдина довга розширювальна камера. Може бути передбачений будь-який прийнятний фільтрувальний мундштук або фільтрувальний мундштук може бути відсутній повністю. Обідковий папір також може бути відсутнім. Перфораційні отвори можуть бути відсутні або можуть бути розташовані поблизу теплопровідного елемента, так що споживач може бачити алюмінієву фольгу крізь ці перфораційні отвори. На Фіг. 2 схематично зображений вид у перспективі одного з варіантів виконання пристрою за цим винаходом. На Фіг. 2 показаний варіант виконання пристрою для з'єднання множини складових частин, призначеного для виготовлення курильних виробів без фільтрувального мундштука. Варіант виконання, показаний на Фіг. 2, може бути застосований для виготовлення курильних виробів, які включають в себе складову частину, яку неможливо чисто розрізати звичайними механічними різальними засобами, таких як курильний виріб, описаний вище з посиланнями на Фіг. 1. У варіанті виконання, показаному на Фіг. 2, кожний курильний виріб включає в себе джерело 203 тепла, яке неможливо чисто розрізати, аерозолетвірний субстрат 205, дві видовжені розширювальні камери 207 та фільтрувальний мундштук (не показаний). Пристрій, показаний на Фіг. 2, призначений для з'єднання джерел 203 тепла, аерозолетвірних субстратів 205 та розширювальних камер 207 з утворенням курильних виробів без фільтрувального мундштука, до яких може бути прикріплений фільтрувальний мундштук, факультативно із застосуванням обідкового паперу, для утворення готових курильних виробів. Як показано на Фіг. 2, пристрій 201 включає в себе перший подавальний засіб 203а для джерел 203 тепла, другий подавальний засіб 205а для аерозолетвірних субстратів 205 та третій подавальний засіб 207а для розширювальних камер 207. У варіанті виконання, показаному на Фіг. 2, перший подавальний засіб 203а включає в себе вібраційний бункер 203b, стрічку 203е та поворотний диск 203f. У варіанті виконання, показаному на Фіг. 2, другий подавальний засіб 205а включає в себе бункер 205b, первинний подавальний барабан 205с, вторинний подавальний барабан 205d, вакуумну стрічку 205е та другий поворотний диск 205f. У варіанті виконання, показаному на Фіг. 2, третій подавальний засіб 207а включає в себе бункер 207b, первинний подавальний барабан 207с, вторинний подавальний барабан 207d, вакуумну стрічку 207е та поворотний диск 207f. Пристрій 201 також включає в себе вакуумну стрічку 209 та компонувальний засіб 210 для компонування з потоку складових частин груп складових частин, виконаний у вигляді дисків 211, 213, 215, зону гарнітури 217, в якій застосовується подавач 219 паперового полотна і стрічка 221, та різальний засіб, виконаний у вигляді леза 223. Інші деталі компонувального засобу 210, включаючи диски 211, 213 та 215, показані на Фіг. 5. Принцип дій пристрою, показаного на Фіг. 2, такий. Джерела 203 тепла потрапляють із вібраційного бункера 203b на стрічку 203е, а потім за допомогою поворотного диска 203f - на вакуумну стрічку 209. Аерозолетвірні субстрати 205 потрапляють з бункера 205b через первинний подавальний барабан 205с та вторинний подавальний барабан 205d на вакуумну 7 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 стрічку 205е, а потім за допомогою поворотного диска 205f - на вакуумну стрічку 209. Аналогічно розширювальні камери 207 потрапляють з бункера 207b через первинний подавальний барабан 207с та вторинний подавальний барабан 207d на вакуумну стрічку 207е, а потім - за допомогою поворотного диска 207f - на вакуумну стрічку 209. Різні складові частини 203, 205 та 207 подаються у потрібному порядку з відповідними проміжками між ними та швидкістю, так що їх поздовжні осі по суті збігаються в осьовому напрямку одна з одною та з напрямком пересування вакуумної стрічки 209. Подавання складових частин також більш докладно описане з посиланнями на Фіг. 3 та Фіг. 4. Різні складові частини проходять вакуумною стрічкою 209 у визначеному порядку, після чого потрапляють у компонувальний засіб 210. Призначення компонувального засобу 210 полягає в компонуванні з потоку складових частин груп складових частин, причому кожна група відповідає окремому курильному виробові без фільтрувального мундштука, так що складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин. Крім того, компонувальний засіб визначає положення кожного проміжку, так що ніж може розрізати полотно певного матеріалу у кожному проміжку між групами складових частин. Компонувальний засіб 210 більш докладно описаний нижче з посиланнями на Фіг. 5. Після компонувального засобу 210 складові частини обгортають паперовим полотном у зоні гарнітури 217. Подавач 219 паперового полотна може включати в себе заздалегідь прикріплені теплопровідні елементи (можливо, у вигляді накладок з алюмінієвої фольги - позиція 121 на Фіг. 1), рознесені на відповідну відстань, як описано нижче з посиланнями на Фіг. 6. Після того як складові частини обгорнуті паперовим полотном з подавача 219, полотно у відповідних стиках відрізають ножем 223. Нижче описано подавання аерозолетвірних субстратів та розширювальних камер. Як показано на Фіг. 2, подавальні барабани 205с та 205d призначені для подавання аерозолетвірних субстратів 205 з бункера 205b на вакуумну стрічку 205е. Подавальні барабани 207с та 207d призначені для подавання розширювальних камер 207 з бункера 207b на вакуумну стрічку 207е. Первинний барабан 205с для аерозолетвірних субстратів 205 має множину поздовжніх жолобків (не показані), виконаних ззовні по колу у напрямку осі обертання. У цьому варіанті виконання первинний барабан 205с обертається у напрямку за годинниковою стрілкою. Вторинний барабан 205d також має множину поздовжніх жолобків (не показані), виконаних ззовні по колу. Однак кожний жолобок на вторинному барабані 205d простягається лише вздовж однієї шостої довжини барабана та призначений для утримання одиночної секції аерозолетвірного субстрату. Жолобки на вторинному барабані 205d розташовані навколо барабана ступінчасто один відносно одного. Вздовж первинного барабана 205с розташовані п'ять обертових різальних лез (не показані), які нарізають групи з 6 секцій аерозолетвірного субстрату на первинному барабані 205с на одиночні секції аерозолетвірного субстрату для вторинного барабана 205d. У цьому варіанті виконання вторинний барабан 205d обертається у напрямку проти годинникової стрілки та по одному кладе одиночні секції аерозолетвірного субстрату 205 на вакуумну стрічку 205е. Вакуумна стрічка 205е може мати нерухомі пальці для забезпечення правильного позиціонування складових частин. Первинний барабан 207с для розширювальних камер 207 має множину поздовжніх жолобків (не показані), розташованих ззовні по колу у напрямку осі обертання. У цьому варіанті виконання первинний барабан 207с обертається у напрямку за годинниковою стрілкою. Цей первинний барабан 207с призначений для утримання групи з 4 розширювальних камер. Вторинний барабан 207d також має множину поздовжніх жолобків (не показані), розташованих ззовні по колу. Однак кожний жолобок на вторинному барабані 207d простягається лише вздовж половини довжини барабана та призначений для утримання двох секцій розширювальних камер. Жолобки на вторинному барабані 207d розташовані навколо барабана ступінчасто один відносно одного. Вздовж первинного барабана 207с розташовані три обертові різальні леза (не показані), які нарізають групи з 4 секцій розширювальних камер на первинному барабані 207с на одиночні секції розширювальних камер для вторинного барабана 207d. У цьому варіанті виконання вторинний барабан 207d обертається у напрямку проти годинникової стрілки. Після цього дві одиночні секції розширювальних камер кладуть разом на вакуумну стрічку 207е для розташування двох розширювальних камер у кожному готовому курильному виробі. Вакуумна стрічка може мати нерухомі пальці для забезпечення правильного позиціонування складових частин. Як правило, для утримання складових частин на барабанах застосовують вакуум-підсос, й для передавання складових частин між барабанами застосовують відомі способи утворення 8 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 вакууму. Однак можуть бути застосовані й інші механізми. У варіанті виконання, показаному на Фіг. 2, первинний барабан 205с має 42 поздовжні жолобки, а вторинний барабан 205d має 72 розташовані ступінчасто поздовжні жолобки. У варіанті виконання, показаному на Фіг. 2, первинний барабан 207с має 42 поздовжні жолобки, а вторинний барабан 205d має 24 розташовані ступінчасто поздовжні жолобки. Зрозуміло, що можливі інші кількості жолобків, а жолобки можуть бути або не бути рівномірно рознесені на певну відстань навколо барабана. Між вакуумною стрічкою 205е та вакуумною стрічкою 209 розташований поворотний диск 205f. Поворотний диск 205f обертається та подає аерозолетвірні субстрати 205 на вакуумну стрічку 209. У цьому варіанті виконання на поворотному диску 205f розташовані чотири нерухомі пальці (не показані), які відокремлюють субстрати один від одного. У цьому варіанті виконання поворотний диск 205f встановлює відстань між аерозолетвірними субстратами під час їх передавання на вакуумну стрічку 209. Швидкість вакуумної стрічки 205е встановлена відповідно до швидкості обертання поворотного диска 205f та швидкості вакуумної стрічки 209. Між вакуумною стрічкою 207е та вакуумною стрічкою 209 розташований поворотний диск 207f. Поворотний диск 207f обертається та подає по дві розширювальні камери одночасно на вакуумну стрічку 209. У цьому варіанті виконання на поворотному диску 207f розташовані чотири нерухомі пальці (не показані), які відокремлюють розширювальні камери у групи по дві, тобто нерухомий палець знаходиться після кожної другої розширювальної камери. У цьому варіанті виконання поворотний диск 207f встановлює відстань між парами розширювальних камер під час їх передавання на вакуумну стрічку 209. Швидкість вакуумної стрічки 207е встановлена відповідно до швидкості обертання поворотного диска 207f та швидкості вакуумної стрічки 209. Нижче описано подавання джерел тепла. На Фіг. 2 також показаний вібраційний бункер, призначений для подавання (заздалегідь розрізаних) джерел тепла на стрічку 203е. Між стрічкою 203е та вакуумною стрічкою 209 розташований поворотний диск 203f. Поворотний диск 203f обертається та подає джерела тепла на вакуумну стрічку 209. У цьому варіанті виконання на поворотному диску 203f розташовані чотири або шість нерухомих пальців (не показані). Потрібна відстань та порядок розташування різних складових частин на вакуумній стрічці 209 та кількість нерухомих пальців на поворотному диску 203f залежить від конструкції готового курильного виробу, а також від подальших процесів, застосованих для виготовлення. У деяких конструкціях (наприклад, показаній на Фіг. 3 та розглянутій нижче) потрібна однакова відстань між складовими частинами. Тобто завжди необхідний однаковий проміжок між одним елементом та наступним елементом. Він встановлюється поворотними дисками 203f, 205f, 207f. Зокрема, для конструкції, показаної на Фіг. 3, на поворотному диску 203f розташовані чотири нерухомі пальці. Поворотний диск 203f подає на вакуумну стрічку 209 керовану кількість джерел тепла, які неперервно подаються зі стрічки 203е. Для конструкції, показаної на Фіг. 3, джерела тепла подають на вакуумну стрічку 209 по одному з однаковою відстанню між ними. Однак у інших конструкціях (наприклад, показаній на Фіг. 4 та розглянутій нижче) потрібна неоднакова відстань між складовими частинами. Тобто проміжок між одним елементом та наступним не завжди однаковий. У одній з конструкцій, якій віддається перевага, передбачені дві різні відстані між складовими частинами однакового типу, так що перший проміжок передбачений між першою складовою частиною та другою складовою частиною, другий проміжок - між другою складовою частиною та третьою складовою частиною, перший проміжок знову між третьою складовою частиною та четвертою складовою частиною, другий проміжок знову між четвертою складовою частиною та п'ятою складовою частиною і так далі. Проміжок встановлюється поворотними дисками 203f, 205f, 207f. Зокрема, для конструкції, показаної на Фіг. 4, на поворотному диску 203f розташовані шість нерухомих пальців. Поворотний диск 203f подає на вакуумну стрічку 209 керовану кількість джерел тепла, які неперервно подаються зі стрічки 203е. Для конструкції, показаної на Фіг. 4, на вакуумну стрічку 209 подаються два джерела тепла одночасно. Проміжок між кожною парою джерел тепла утворюється за рахунок різниці у швидкості між поворотним диском 203f та вакуумною стрічкою 209. Швидкість вакуумної стрічки 209 у три рази вище, ніж тангенціальна швидкість поворотного диска 203f. Це утворює між кожною парою джерел тепла проміжок, який відповідає двом здвоєним джерелам тепла. На Фіг. 3 показаний один із можливих порядків складових частин на вакуумній стрічці 209. Ці складові частини просто розташовані у тому порядку, у якому вони будуть розташовані у готових курильних виробах без фільтрувального мундштука. Тобто: джерело 203 тепла, за ним аерозолетвірний субстрат 205, за ним розширювальні камери 207, за ними друге джерело 203 тепла, за ним другий аерозолетвірний субстрат 205, за ним інші розширювальні камери 207 і так далі. Це означає, що утворена однакова відстань між кожним джерелом тепла з першого 9 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 подавального засобу 203а (як зазначено вище), однакова відстань між кожним аерозолетвірним субстратом з другого подавального засобу 205а та однакова відстань між кожною парою розширювальних камер з третього подавального засобу 207а. Символи ножиць, показані на Фіг. 3, вказують, де паперове полотно буде розрізане лезом 223 або далі за технологічним маршрутом. На Фіг. 3 відстань між складовими частинами однакового типу позначена позицією 301. Порядку, показаному на Фіг. 3, віддається перевага, оскільки він забезпечує змінність довжини й положення теплопровідного елемента та підвищену точність. Однак під час виконання виробничих процесів як правило виготовляють пруток подвійної довжини, який потім розрізають на дві частини та який включає в себе фільтрувальний мундштук подвійної довжини, вставлений між двома прутками одиночної довжини та загорнутий у обідковий папір подвійної довжини. Для виконання цього у конструкції, показаній на Фіг. 3, може бути передбачений обертовий барабан, розташований далі за технологічним маршрутом відносно компонувального засобу, перед складальною машиною. Цей обертовий барабан приймає нескінченну лінію курильних виробів без фільтрувального мундштука та почергово змінює на протилежне положення цих курильних виробів без фільтрувального мундштука, таким чином дозволяючи вставляння фільтрувального мундштука подвійної довжини між двома курильними виробами одиночної довжини без фільтрувального мундштука, як у відомих технологічних процесах. На Фіг. 4 показаний інший можливий розташування складових частин на вакуумній стрічці 209. Ці складові частини розташовані у порядку, який забезпечує утворення двох прутків курильних виробів одночасно, з яких один обернений вперед, а один обернений назад. Тобто: джерело 203 тепла, за ним аерозолетвірний субстрат 205, за ним розширювальні камери 207, за ними знову розширювальні камери 207, за ним другий аерозолетвірний субстрат 205, за ним друге джерело 203 тепла, за ним третє джерело 203 тепла і так далі. Такому розташуванню віддається перевага, оскільки воно може бути застосоване у відомих процесах з'єднання з фільтрувальним мундштуком без необхідності у обертовому барабані. Для отримання різних відстаней, показаних на Фіг. 4, поворотні диски 203f, 205f та 207f подавальних засобів 203а, 205а та 207а виконані так, щоб подавати складові частини на вакуумну стрічку 209 з двома різними відстанями між складовими частинами однакового типу (як зазначено вище). Перша відстань між джерелами тепла позначена позицією 401. Друга відстань між джерелами тепла позначена позицією 403. (Існують відповідні проміжки - не позначені - між іншими складовими частинами однакового типу). Перша відстань 401 являє собою відстань між джерелами тепла у одному курильному виробі подвійної довжини без фільтрувального мундштука. Друга відстань 403 являє собою відстань між джерелами тепла у суміжному курильному виробі подвійної довжини без фільтрувального мундштука. Вакуумна стрічка 209 пересуває ці складові частини у їх потрібних положеннях у напрямку до компонувального засобу 210. Вакуум-підсос розташований знизу стрічки 209, що сприяє утримуванню складових частин на стрічці. На Фіг. 5 показаний один із варіантів виконання компонувального засобу 210, показаного на Фіг. 2. На Фіг. 5 показано, що складові частини потрапляють у компонувальний засіб у точці 501 на стрічці 209 та виходять з компонувального засобу у точці 503 на стрічці 221. На Фіг. 5 складові частини показані у порядку, показаному на Фіг. 4, тобто у порядку, який забезпечує утворення двох прутків курильних виробів без фільтрувального мундштука одночасно, з яких один обернений вперед, а один обернений назад. Однак можливий будь-який прийнятний порядок розташування складових частин. У цьому варіанті виконання компонувальний засіб 210 включає в себе три диски 211, 213 та 215. Перший диск 211 призначений для розділення множини складових частин на групи складових частин. У цьому варіанті виконання перший диск 211 має сім нерухомих розташованих на певній відстані по колу пальців 505а та обертається у напрямку за годинниковою стрілкою. Другий диск 213 призначений для зсування складових частин кожної групи. У цьому варіанті виконання другий диск 213 має вісім рухомих розташованих на певній відстані по колу товстих пальців 507а та обертається у напрямку проти годинникової стрілки. Кожний рухомий товстий палець 507а не прикріплений до диска 213, а приводиться у дію кулачком 507b, так що уможливлюється пересування кожного товстого пальця 507а відносно диска 213. Третій диск 215 призначений для встановлення відстані між групами складових частин. У цьому варіанті виконання третій диск 215 має вісім рухомих рознесених на певну відстань по колу тонких пальців 509а та обертається у напрямку за годинниковою стрілкою. Потрібна відстань між кожним курильним виробом без фільтрувального мундштука утворюється або за рахунок наявності рухомого тонкого пальця відповідного розміру, або шляхом регулювання співвідношення швидкостей між компонувальним засобом 210 та стрічкою 221. Кожний рухомий тонкий палець 509а не прикріплений до диска 215, а приводиться у дію 10 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 кулачком 509b, так що уможливлюється пересування кожного тонкого пальця 509а відносно диска 215. Складові частини подають у компонувальний засіб 210 у точці 501 на стрічці 209. Після цього вони спрямовуються на диск 211 напрямною 511 та пересуваються диском 211 у напрямку за годинниковою стрілкою, як показано стрілкою. Кожний нерухомий палець 505а розташований між складовими частинами одного курильного виробу без фільтрувального мундштука та наступного курильного виробу без фільтрувального мундштука, причому кожний курильний виріб без фільтрувального мундштука включає в себе певну групу складових частин. Оскільки складові частини мають бути розташовані на належних відстанях на стрічці 209, вони залишаються розташованими на належних відстанях на диску 211. У зоні контакту між першим диском 211 та другим диском 213 складові частини передаються на другий диск 213 та починають обертатися у напрямку проти годинникової стрілки, як показано стрілкою. Складові частини спрямовуються на диск 213 напрямною 513. Кожний рухомий товстий палець 507а займає місце нерухомого пальця 505а та розташований між складовими частинами одного курильного виробу без фільтрувального мундштука та наступного курильного виробу без фільтрувального мундштука. Оскільки диск 211 має сім нерухомих пальців 505а, в той час як диск 213 має вісім рухомих пальців 507а, то для успішного передавання складових частин з диска 211 на диск 213 ці два диски повинні обертатися з різними швидкостями. Це необхідно тому, що диски мають однаковий діаметр, і для кожного повного обороту диска 213, який відповідає восьми пруткам курильного виробу, диск 211 повинен обертатися на один та одну сьому обороту. Для компенсування цієї різниці швидкостей у зоні контакту, рухомі пальці 507а приводяться у дію кулачками 507b, а не прикріплені до диска 213. Це дозволяє рухомим пальцям 507а, пересуваючись відносно диска 213, рухатися у зоні контакту з тією самою швидкістю, що й швидкість нерухомих пальців 505а. Після цього, коли складові частини передані, кулачки 507b дозволяють пересування рухомих пальців 507а з відновленням обертання з тією самою швидкістю, що й диск 213. Оскільки на диску 213 наявні вісім проміжків між рухомими пальцями, а на диску 211 - лише сім проміжків між рухомими пальцями, то складові частини у групі складових частин на диску 213 розташовані ближче одна до одної, ніж на диску 211. Після цього складові частини пересуваються диском 213 у напрямку проти годинникової стрілки, як показано стрілкою. Як вже зазначено, кожний рухомий товстий палець 507а розташований між складовими частинами одного курильного виробу без фільтрувального мундштука та наступного курильного виробу без фільтрувального мундштука. У зоні контакту між другим диском 213 та третім диском 215 складові частини передаються на третій диск 215 та починають обертатися у напрямку за годинниковою стрілкою, як показано стрілкою. Складові частини спрямовуються на диск 215 напрямною 515. Кожний рухомий тонкий палець 509а займає місце рухомого товстого пальця 507а та розташовується між складовими частинами одного курильного виробу без фільтрувального мундштука та наступного курильного виробу без фільтрувального мундштука. Оскільки диск 215 має вісім рухомих пальців, аналогічно дискові 213, то диски 213 та 215 пересуваються з приблизно однаковою швидкістю у зоні контакту між ними. Однак рухомі пальці 509а є тоншими, ніж пальці 507а, що спричиняє менше розділення між складовими частинами одного курильного виробу без фільтрувального мундштука та наступного курильного виробу без фільтрувального мундштука. Для досягнення цього диск 213 має трохи інший діаметр, ніж диск 215. Хоча рухомі пальці 509а можуть не вимагати значного пересування відносно диска 215, вони тим не менше приводяться у дію кулачками 509b, а не нерухомо прикріплені до диска 215. Це уможливлює пересування пальців 509а відносно диска 215 у зоні контакту між диском 213 та диском 215, якщо це необхідно для зсування складових частин. Крім того, кулачковий механізм уможливлює регулювання швидкості подавання складових частин на стрічку 221 для зсування складових частин одна з одною. Після цього складові частини пересувають диском 215 у напрямку за годинниковою стрілкою, як показано стрілкою. На цій стадії відокремлення груп складових частин (факультативно визначене рухомими пальцями 509а) досягає потрібної відстані, так що коли ці складові частини виходять зі з компонувального засобу 210 у точці 503 на стрічку 221, вони готові до обгортання паперовим полотном у зоні гарнітури 217. Як вже зазначено, лезо 223 розташоване далі за технологічним маршрутом відносно компонувального засобу 210 та призначене для точного розрізання паперового полотна у кожному проміжку між складовими частинами курильного виробу без фільтрувального мундштука. Таким чином, розмір проміжку між кожною групою складових частин має бути точним. Це особливо важливо для курильного виробу, показаного на Фіг. 1, наприклад, оскільки джерела тепла, як правило, є жорсткими та 11 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 складними для розрізання. Таким чином, будь-яка неправильна відстань може призвести до пошкодження леза при спробі виконання розрізу через джерело тепла. У одному з варіантів виконання цей проміжок між групами складових частин може становити 10,5 мм, тобто від 0,5 мм до 1,5 мм, або за варіантом, якому віддається більша перевага, - від 0,8 мм до 1,2 мм. Складові частини можуть утримуватися на кожному диску із застосуванням вакуум-підсосу та передаватися між дисками із застосуванням відомих способів вакуумного транспортування. Однак можливі й інші способи. На Фіг. 5 диски 213 та 215 показані з вісьмома рухомими пальцями, так що вони можуть приймати вісім груп складових частин для восьми прутків курильних виробів, однак можлива будь-яка кількість рухомих пальців, більша ніж один. Диск 211 показаний із сімома нерухомими пальцями, так що він може приймати сім груп складових частин для семи прутків курильних виробів, однак можлива будь-яка кількість нерухомих пальців. Важливою відмінністю є те, що перший диск 211 утримує менше груп складових частин, ніж другий диск 213, так що складові частини зсуваються протягом передавання з першого диска на другий диск. У зоні гарнітури 217 складові частини, розташовані на належній відстані, обгортають папером з подавача 219 паперу. Це може бути здійснено відомим способом. Коли складові частини пересуваються вздовж стрічки, канал через який проходить папір, який подається з подавача 219 паперу, поступово стає все більш циліндричним, і таким чином папір обгортається навколо цих складових частин. У варіанті виконання, показаному на Фіг. 1, кожний дистиляційний курильний виріб включає в себе теплопровідний елемент 121, який може складатися з алюмінієвої фольги. За варіантом, якому віддається перевага, ця алюмінієва фольга заздалегідь прикріплена до паперу 111 перед його встановленням у подавач 219 паперу та обгортанням складових частин. Прикріплення рознесених на певну відстань накладок з алюмінієвої фольги на паперове полотно може бути здійснено із застосуванням пристрою, подібного до пристрою, описаного у патентній заявці ЕР 08250842.5, яка перебуває на розгляді. Один варіант виконання такого пристрою показаний на Фіг. 6. На Фіг. 6 схематично зображений один із варіантів виконання пристрою, застосованого для нанесення рознесених на певну відстань теплопровідних елементів у вигляді алюмінієвих накладок на паперове полотно. Пристрій 601 включає в себе плиту 603 основи, вхід 605 алюмінієвої фольги з подавальної бобіни 607 для алюмінієвої фольги, хитні ролики 609 та нерухомі ролики 611 подавання алюмінієвої фольги, клеїльний засіб 613, барабан 615 нарізання накладок, вхід 617 паперу, вхідний ролик 619 для паперу, барабан 621 передавання накладок та вихід 623 паперу. У цьому варіанті виконання пристрій додатково включає в себе перфораційний барабан 625 та додатковий клеїльний засіб 627. На Фіг. 6 потовщеною лінією показане полотно алюмінієвої фольги, тонкою лінією показане полотно паперу, а тонкою лінією з потовщеним пунктиром показане полотно паперу з прикріпленими накладками з алюмінієвої фольги. Полотно алюмінієвої фольги подають з подавальної бобіни 607 на вхід 605. Після цього алюмінієва фольга подається навколо хитного ролика 609, який - як показано стрілками - може пересуватися вгору та вниз, утворюючи натяг полотна фольги. Після цього полотно алюмінієвої фольги подається у напрямку стрілок через нерухомі ролики 611 на розташовані далі хитні ролики 609. Ці хитні ролики 609 встановлюють швидкість полотна, яке надходить, відповідно до потрібної швидкості на барабані 615 нарізання накладок та на барабані 621 передавання накладок. Після хитних роликів 609 клеїльний засіб 613 наносить ділянки чи лінії клею або суцільний чи переривчастий шар клею на полотно. Після цього полотно алюмінієвої фольги з нанесеним клеєм подається у напрямку до барабана 615 нарізання накладок та барабана 621 передавання накладок. За варіантом, якому віддається перевага, вакуум-підсос застосовують на вході до барабана передавання накладок, а повітря виводять назовні на виході барабана передавання накладок. Коли полотно алюмінієвої фольги з нанесеним клеєм проходить між барабаном 615 нарізання накладок та барабаном 621 передавання накладок, це полотно розрізається на окремі алюмінієві накладки. Окремі накладки (клейовим боком назовні) проходять у напрямку за годинниковою стрілкою навколо барабана 621 передавання накладок. Папір подається на вхідний ролик 619 для паперу. Коли папір входить у контакт з окремими алюмінієвими накладками на барабані 621 передавання накладок, ці накладки прикріплюються до паперу. Після цього клей може бути висушений нагрівачами (не показані). Цей пристрій дозволяє розташування алюмінієвих накладок на паперовому полотні з неоднаковими проміжками, якщо це необхідно (наприклад, для порядку складових частин, показаного на Фіг. 4). У цьому випадку або електронне керування приводом, або механічний кулачок (не показаний) змінює швидкість полотен, які надходять, так що барабан 621 12 UA 101871 C2 5 10 15 20 25 30 35 передавання накладок прикріплює накладки до паперового полотна з двома різними відстанями між ними. Фахівцеві зрозуміло, що положення алюмінієвих накладок на паперовому полотні є критично важливим, оскільки воно впливає на положення теплопровідних елементів відносно джерела тепла та аерозолетвірного субстрату у готових курильних виробах. Це має значний вплив на теплопровідні властивості курильного виробу, а отже і на температуру, отриману у аерозолетвірному субстраті, і, в свою чергу, на відчуття від куріння для споживача. Алюмінієва накладка факультативно може бути прикріплена до джерела тепла, наприклад, із застосуванням клею з клеїльного засобу 627 для запобігання відпаданню джерела тепла від паперової обгортки. Для виконання перфорації паперу з утворенням перфораційних отворів 129 у готовому курильному виробі передбачений перфораційний барабан 625 (як показано на Фіг. 1). Ці перфораційні отвори альтернативно можуть надавати споживачеві можливість відривання частини паперової обгортки від джерела тепла. Це запобігає спалахуванню паперу, коли курильний виріб жевріє. На Фіг. 1 показано, що перфораційні отвори простягаються навколо курильного виробу. Перфораційні отвори альтернативно можуть простягатися по довжині курильного виробу. Альтернативно перфораційні отвори можуть бути виконані далі за технологічним маршрутом у складальній машині. Для нанесення друку або іншого маркування на паперове полотно перед входом 617 або у зоні вузла 627 нанесення клею також може бути передбачений додатковий вузол. Як показано на Фіг. 2, після того як паперове полотно виходить із зони гарнітури 217, воно нарізається лезом 223. Як вже зазначено, лезо 223 нарізає це полотно у проміжках між групами складових частин. Після нарізання фільтрувальний мундштук може бути прикріплений обідковим папером до кожного курильного виробу без фільтрувального мундштука. З'єднання курильних виробів без фільтрувального мундштука з фільтрувальними мундштуками може бути здійснено із застосуванням будь-якої прийнятної складальної машини (машини для складання курильних виробів з фільтрувальними мундштуками). Таким чином, у пристрої, показаному на Фіг. 2, спочатку складові частини подають у потік на вакуумну стрічку 209. Після цього в компонувальному засобі 210 з потоку складових частин компонуються групи складових частин, причому кожна група відповідає окремому курильному виробові без фільтрувального мундштука. Складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин. Після цього у зоні гарнітури 217 складові частини загортають в полотно певного матеріалу. І насамкінець, здійснюють розрізання полотна певного матеріалу у кожному проміжку між групами складових частин. ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Спосіб з'єднання двох або декількох різних складових частин для виготовлення курильних виробів, у яких щонайменше одну зі складових частин неможливо чисто розрізати, який включає такі операції: подавання потоку складових частин, спрямованого вздовж рухомого тракту транспортування (209); компонування з потоку складових частин груп з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові, а складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин; загортання складових частин в полотно певного матеріалу; та розрізання полотна певного матеріалу у кожному проміжку між групами складових частин. 2. Спосіб за п. 1, який відрізняється тим, що поздовжні осі складових частин на тракті (209) транспортування по суті збігаються одна з одною та з напрямком пересування вздовж тракту транспортування. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що порядок розташування складових частин на рухомому тракті (209) транспортування відповідає порядку їх розташування у курильних виробах, і усі вони спрямовані у одному напрямку відносно напрямку пересування вздовж тракту транспортування. 4. Спосіб за п. 3, який після операції розрізання полотна певного матеріалу у кожному проміжку між групами складових частин включає операцію повертання кожного другого курильного виробу так, щоб сусідні курильні вироби були спрямовані у протилежному напрямку відносно напрямку пересування. 13 UA 101871 C2 5 10 15 20 25 30 35 40 45 50 55 60 5. Спосіб за п. 1 або п. 2, який відрізняється тим, що порядок розташування складових частин на рухомому тракті (209) транспортування відповідає порядку їх розташування у курильних виробах, кожний другий з яких спрямований у протилежному напрямку відносно напрямку пересування вздовж тракту транспортування. 6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що кожна група складових частин відповідає окремому курильному виробові без фільтрувального мундштука, причому спосіб додатково включає операцію з'єднання курильних виробів без фільтрувального мундштука з фільтрувальними мундштуками для утворення курильних виробів. 7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що двома або декількома різними складовими частинами є джерела (103, 203) тепла, які неможливо чисто розрізати, аерозолетвірні субстрати (105, 205) та видовжені розширювальні камери (107а, 107b, 207), причому кожна група, яка відповідає окремому курильному виробові, включає в себе одну з таких складових частин: джерела тепла, які неможливо чисто розрізати, один або декілька аерозолетвірних субстратів та одну або декілька видовжених розширювальних камер. 8. Спосіб за п. 7, який відрізняється тим, що полотно певного матеріалу включає в себе теплопровідні елементи, рознесені на певну відстань на внутрішній поверхні полотна певного матеріалу. 9. Пристрій (201) для з'єднання двох або декількох різних складових частин для виготовлення курильних виробів, у яких щонайменше одну зі складових частин неможливо чисто розрізати, який включає в себе: подавальні засоби (203а, 205а, 207а) для подавання потоку складових частин, спрямованого вздовж рухомого тракту (209) транспортування; компонувальний засіб (210) для компонування з потоку складових частин груп з двох або декількох різних складових частин, причому кожна група відповідає окремому курильному виробові, а складові частини у групі розташовані впритул одна до одної із заздалегідь визначеним проміжком між передньою групою складових частин та розташованою позаду неї групою складових частин; загортальний засіб (217) для загортання складових частин в полотно певного матеріалу; та різальний засіб (223) для розрізання полотна певного матеріалу у кожному проміжку між групами складових частин. 10. Пристрій за п. 9, який відрізняється тим, що порядок розташування складових частин на рухомому тракті (209) транспортування відповідає порядку їх розташування у курильних виробах, і усі вони спрямовані у одному напрямку відносно напрямку пересування вздовж тракту транспортування. 11. Пристрій за п. 10, який також включає в себе обертовий барабан, розташований після різального засобу (223) та призначений для повертання кожного другого курильного виробу так, щоб сусідні курильні вироби були спрямовані у протилежному напрямку відносно напрямку пересування. 12. Пристрій за п. 9, який відрізняється тим, що порядок розташування складових частин на тракті (209) транспортування відповідає порядку їх розташування у курильних виробах, кожний другий з яких спрямований у протилежних напрямках відносно напрямку пересування вздовж тракту транспортування. 13. Пристрій за будь-яким із пп. 9-12, який відрізняється тим, що компонувальний засіб (210) включає в себе: перший диск (211), який має рознесені на певну відстань по колу нерухомі пальці (505а) для розділення потоку складових частин на групи складових частин, причому кожна група відповідає окремому курильному виробові; другий диск (213), який розташований далі за технологічним маршрутом відносно першого диска та який має рознесені на певну відстань по колу рухомі пальці (507а), встановлені на меншій відстані, ніж нерухомі пальці на першому диску (211), для зсування складових частин у групі так, щоб вони прилягали одна до одної; та третій диск (215), який розташований далі за технологічним маршрутом відносно другого диска та має рознесені на певну відстань по колу рухомі пальці (509а), призначені для встановлення заздалегідь визначеного проміжку між передньою групою складових частин та розташованою позаду неї групою складових частин. 14. Пристрій за будь-яким із пп. 9-13, який відрізняється тим, що кожна група складових частин відповідає окремому курильному виробові без фільтрувального мундштука, причому пристрій додатково включає в себе складальну машину, розташовану далі за технологічним маршрутом відносно різального засобу (223), для з'єднання курильних виробів без фільтрувального мундштука з фільтрувальними мундштуками для утворення курильних виробів. 14 UA 101871 C2 5 15. Пристрій за будь-яким із пп. 9-14, який відрізняється тим, що двома або декількома різними складовими частинами є джерела (103, 203) тепла, які неможливо чисто розрізати, аерозолетвірні субстрати (105, 205) та видовжені розширювальні камери (107а, 107b, 207), причому кожна група, яка відповідає окремому курильному виробові, включає в себе одну з таких складових частин: джерела тепла, які неможливо чисто розрізати, один або декілька аерозолеутворюючих субстратів та одну або декілька розширювальних видовжених камер. 15 UA 101871 C2 16 UA 101871 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for combining different components of smoking articles
Автори англійськоюTallier, Bernard, Louvet, Alexis
Назва патенту російськоюУстройство и способ соединения составляющих частей курительных изделий
Автори російськоюТаллье Бернар, Луве Алексис
МПК / Мітки
МПК: A24D 3/02, A24F 47/00
Мітки: курильних, з'єднання, пристрій, частин, виробів, складових, спосіб
Код посилання
<a href="https://ua.patents.su/19-101871-pristrijj-ta-sposib-zehdnannya-skladovikh-chastin-kurilnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб з’єднання складових частин курильних виробів</a>
Пачка для курильних виробів, коробка для пачок курильних виробів та блок заготовок пачки для курильних виробів
Номер патенту: 99144
Опубліковано: 25.07.2012
Автори: Стівенсон Дерріл, Гібсон Поль
МПК: B65D 85/10
Мітки: блок, заготовок, пачка, коробка, виробів, пачок, пачки, курильних
Формула / Реферат:
1. Пачка (10) для курильних виробів, що включає перше відділення (12) для розміщення декількох курильних виробів, розташованих паралельно один одному, що має отвір (24) на першому кінці, через який курильні вироби можуть бути витягнуті уздовж напрямку, паралельного їхнім поздовжнім осям, і поворотний клапан (38), розміщений усередині другого кінця першого відділення з протилежного першому кінцю боку, який при повороті стикається з кінцем...
Спосіб безперервного відділення біонафти і її складових частин від газового потоку, що утворюється в процесах швидкого піролізу/термолізу, та пристрій для його здійснення
Номер патенту: 81189
Опубліковано: 10.12.2007
Автори: Яварі Голам Х., Радлєн Десмонд Ст.А.Г., Джонсон Варен Л.
МПК: B01D 45/16, B01D 5/00, B01D 53/24
Мітки: безперервного, здійснення, процесах, газового, складових, потоку, утворюється, відділення, швидкого, біонафти, спосіб, частин, пристрій
Формула / Реферат:
1. Спосіб безперервного відділення біонафти і її складових частин від газового потоку, що утворюється в процесах швидкого піролізу/термолізу, у зручній формі у вигляді рідини, з одержанням газу, що не конденсується та вільного від забруднюючих домішок, який відрізняється тим, що включає відділення біонафти і її складових частин від газового потоку шляхом гарячої інерційної сепарації за такої температури біонафти, за якої в'язкі й/або густі...
Обгорнутий пакунок курильних виробів
Номер патенту: 98497
Опубліковано: 25.05.2012
Автори: Шмітт Едуардо, Лутціг Бодо-Вернер
МПК: B65D 85/10, B65D 65/14
Мітки: обгорнутий, курильних, виробів, пакунок
Формула / Реферат:
1. Обгорнутий пакунок курильних виробів (5), який включає в себе щонайменше одну внутрішню обгортку (3), яка має внутрішню поверхню (320, 330, 340) з внутрішніми поверхнями верхньої стінки, нижньої стінки (320) та щонайменше однієї довгої бічної стінки (330, 340), причому на згаданій внутрішній поверхні (320, 330, 340) виконана щонайменше одна липка ділянка (37) для забезпечення прилипання тютюнових крихт (4) до цієї липкої ділянки...
Спосіб виготовлення курильних виробів шляхом термічної екструзії та пристрій для його здійснення
Номер патенту: 99786
Опубліковано: 25.09.2012
Автори: Шмекель Геральд, Франке Дітмар
Мітки: пристрій, виготовлення, спосіб, виробів, екструзії, термічної, курильних, здійснення, шляхом
Формула / Реферат:
1. Спосіб виготовлення курильного виробу з тютюнового матеріалу, в якому тютюновий матеріал попередньо обробляють щонайменше в одному процесі екструзії, що містить у собі ущільнення з підвищенням тиску й температури, а також механічну обробку й шокове термічне сушіння матеріалу на виході екструдера (1), який відрізняється тим, що у тютюновий матеріал в екструдері (1) як теплоносій вводять технологічне тепло у вигляді ентальпії нагрітого...
Спосіб, агрегат й установка з агрегатів для підготовки тютюну та пристрій для виробництва курильних виробів або цигарок
Номер патенту: 99676
Опубліковано: 10.09.2012
Автори: Шмекель Геральд, Франке Дітмар
МПК: B29C 47/00, A24B 3/00
Мітки: виробів, підготовки, тютюну, цигарок, агрегатів, виробництва, курильних, установка, агрегат, спосіб, пристрій
Формула / Реферат:
1. Спосіб підготовки тютюну, в якому листковий тютюновий матеріал попередньо обробляють за рахунок щонайменше одного процесу екструзії, при якому виконують наступні кроки:- кондиціювання з водою/парою,- ущільнення, змішування, нагрівання, витримування, утворення смаку, внесення амортизуючих компонентів,- формування з нарізаних за довжиною тютюнових волокон тютюнових порцій та- миттєве сушіння матеріалу при...
Попередній патент: Буровий верстат
Наступний патент: Спосіб одержання питної води
Випадковий патент: Прес для виготовлення цегли