Спосіб виготовлення курильних виробів шляхом термічної екструзії та пристрій для його здійснення
Формула / Реферат
1. Спосіб виготовлення курильного виробу з тютюнового матеріалу, в якому тютюновий матеріал попередньо обробляють щонайменше в одному процесі екструзії, що містить у собі ущільнення з підвищенням тиску й температури, а також механічну обробку й шокове термічне сушіння матеріалу на виході екструдера (1), який відрізняється тим, що у тютюновий матеріал в екструдері (1) як теплоносій вводять технологічне тепло у вигляді ентальпії нагрітого технологічного флюїду (7).
2. Спосіб за п. 1, який відрізняється тим, що технологічний флюїд (7) перед внесенням в екструдер (1) нагрівають у наданому екструдеру нагрівачі (11).
3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що технологічний флюїд (7) перед подачею в екструдер (1) переміщають за допомогою наданого екструдеру (1) насоса (13), при цьому, насамперед, тиск флюїду збільшують по суті до тиску в екструдері у місці подачі, особливо перед нагріванням.
4. Спосіб за одним із пп. 1-3, який відрізняється тим, що технологічний флюїд є нагрітим засобом кондиціювання.
5. Спосіб за одним із пп. 1-4, який відрізняється тим, що технологічний флюїд є нагрітою водою або парою, особливо в одному з наступних станів:
- гаряча вода, насамперед злегка нижче точки кипіння при діючому тиску,
- перегріта вода, насамперед у температурному діапазоні від більше ніж 100 до 350 °C, особливо від 200 до 300°, і у діапазоні тисків від 50 до 150 бар, особливо від 80 до 120 бар,
- перегріта пара.
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що технологічний флюїд при зростаючій температурі в екструдері вводять в екструдер зі зростаючим масовим потоком, насамперед з масовим потоком від 5 до 60 кг/годину, насамперед від 30 до 45 кг/годину.
7. Пристрій для виготовлення курильного виробу з тютюнового матеріалу, з екструдером (1), який виконує ущільнення тютюнового матеріалу з підвищенням тиску й температури, а також механічну обробку й шокове сушіння матеріалу на виході екструдера, який відрізняється тим, що екструдеру (1) наданий нагрівач (11), який нагріває технологічний флюїд (7), що для внесення технологічного тепла вводиться в екструдер (1) у вигляді ентальпії.
8. Пристрій за п. 7, який відрізняється тим, що у шляху переміщення технологічного флюїду розташований насос (13), який переміщає флюїд і, насамперед, збільшує тиск флюїду по суті до тиску в екструдері у місці введення.
9. Пристрій за п. 7 або п. 8, який відрізняється тим, що насос (13) розташований у шляху переміщення технологічного флюїду перед нагрівачем (11) і, насамперед, після резервуара (15) флюїду.
Текст
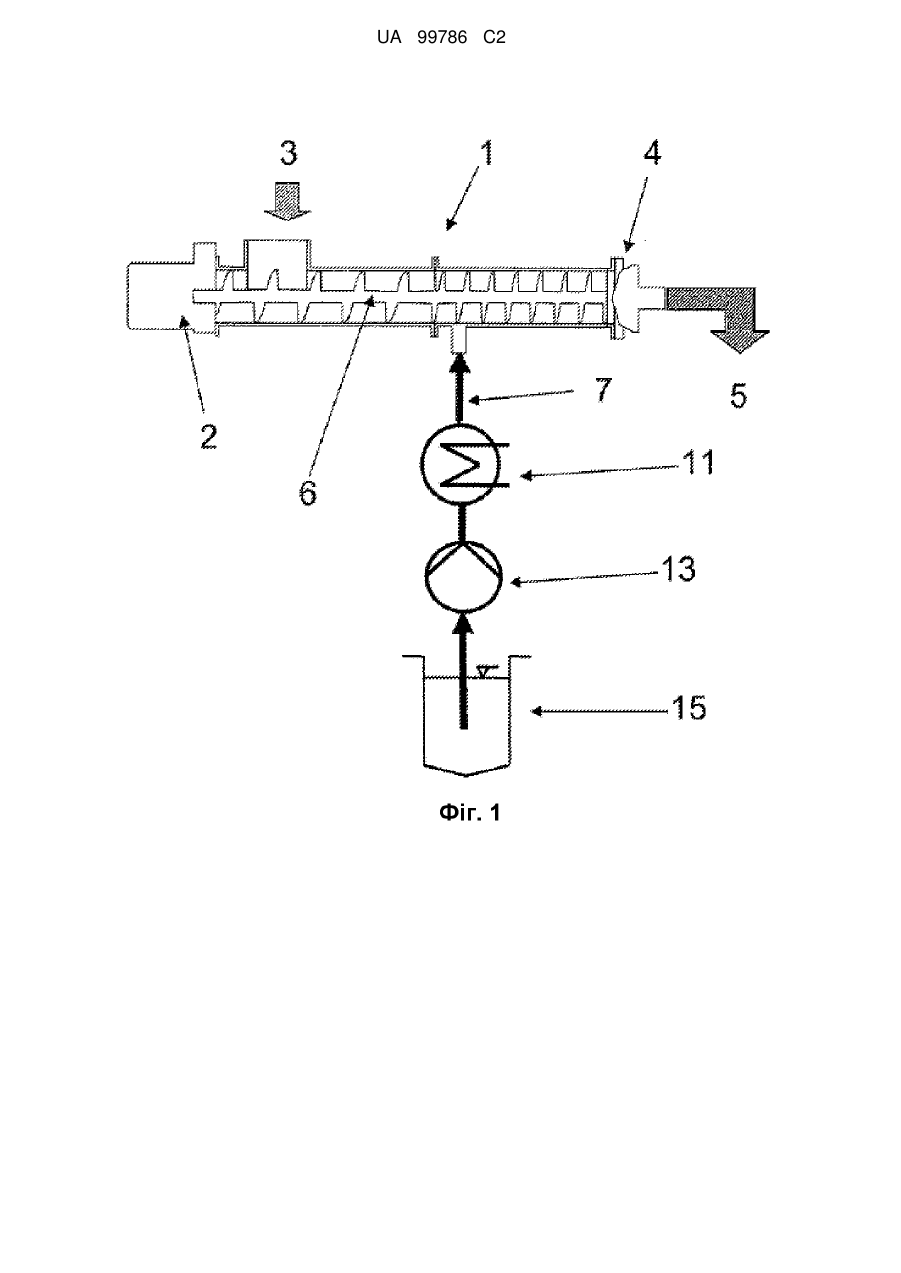
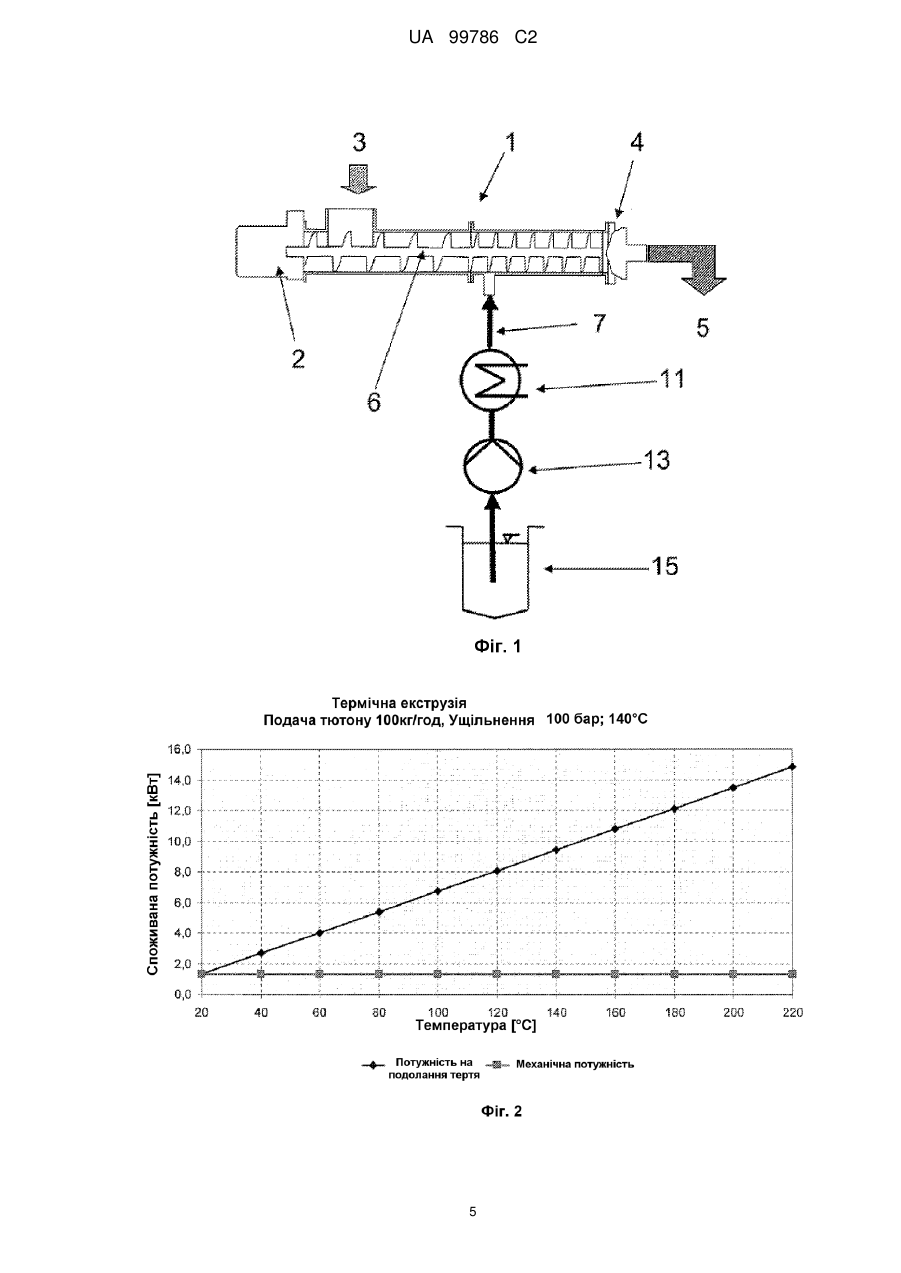
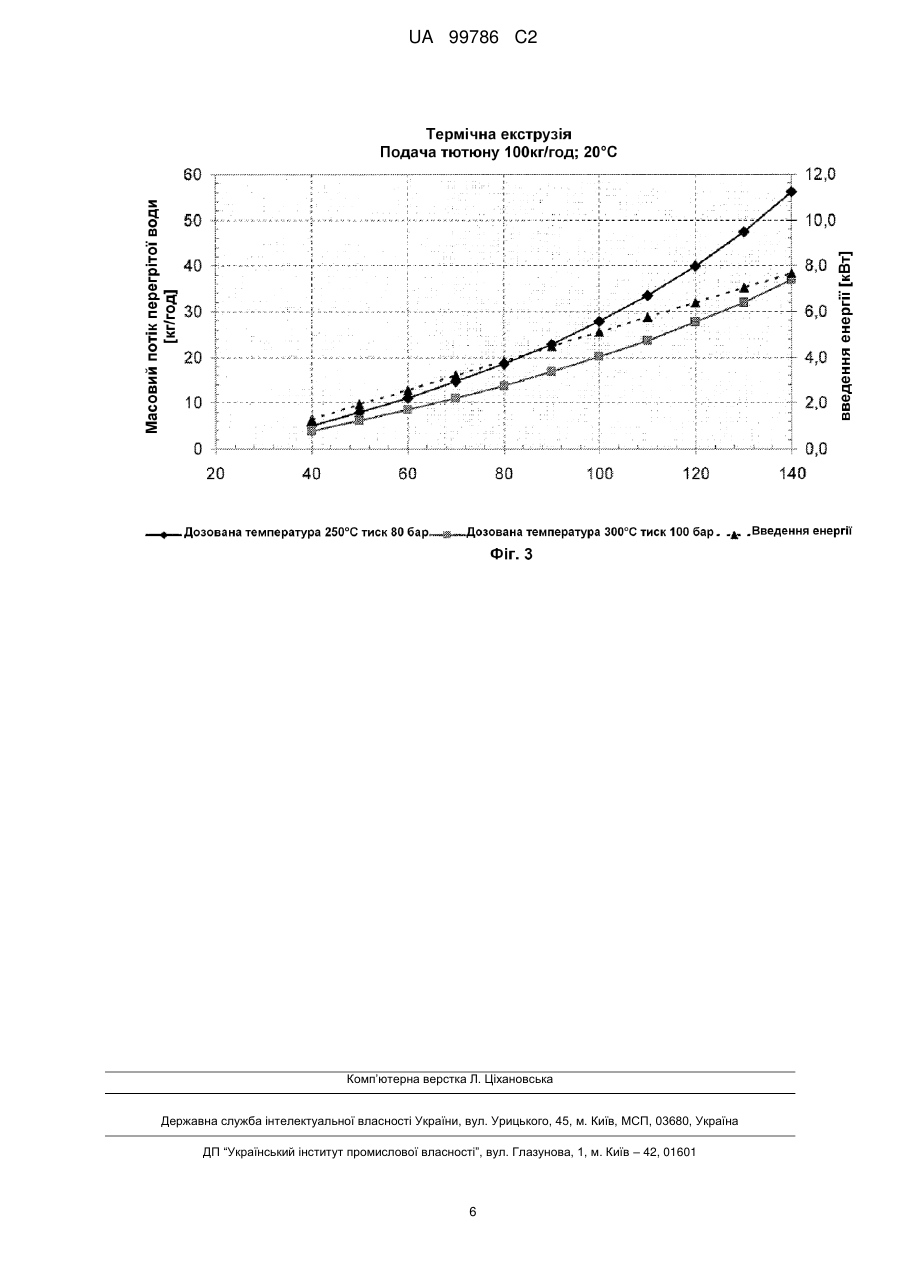
Реферат: В способі виготовлення курильного виробу з тютюнового матеріалу тютюновий матеріал попередньо обробляють щонайменше в одному процесі екструзії, що містить у собі ущільнення з підвищенням тиску й температури, а також механічну обробку й шокове термічне сушіння матеріалу на виході екструдера (1). При цьому у тютюновий матеріал в екструдері (1) для подачі технологічного тепла як теплоносій вводять технологічне тепло у вигляді ентальпії нагрітого технологічного флюїду (7) UA 99786 C2 (12) UA 99786 C2 UA 99786 C2 5 10 15 20 Даний винахід відноситься до способу для виготовлення курильного виробу з тютюнового матеріалу, в якому тютюновий матеріал попередньо обробляють щонайменше в одному процесі екструзії, а також пристрою для виготовлення курильного виробу з тютюнового матеріалу за допомогою екструдера. Загалом, він відноситься до технічної області обробки тютюнових матеріалів в екструдері. У багатьох варіантах використання екструдера, насамперед, при обробці природних речовин (продуктів живлення), що містять крохмаль і целюлозу, істотним кроком є кондиціювання. Під кондиціюванням розуміють установку вологості шляхом обробки водою або водяною парою. Виконання цих необхідних завдань найчастіше відбувається у передвключених процесах/апаратах. При цьому використовується здатність природних речовин швидко й добре усмоктувати пару або ж воду. При цьому апарати експлуатуються при атмосферному тиску. В іншому стандартному способі попередньо зволожені матеріали найчастіше дозуються у завантажувальній зоні екструдера. Попереднє зволоження негативно впливає на сипучі властивості виробу. Залежно від розміру матеріалу або ж геометрії завантаження можливе зводоутворення (закупорка) і, тим самим, переривання потоку живильної маси. Даний винахід може використовуватися у вищезгаданій області обробки продуктів харчування у цілому, або ж для продуктів харчування й виробів смакової промисловості. Але у цьому випадку більше докладно обговорюється область обробки тютюнового матеріалу. При звичайній технології попередня обробка тютюну служить в основному для виготовлення волокнистих часток із сировинного продукту за допомогою різака. На відміну від цього, екструзія пропонує істотні переваги в обробці тютюну у порівнянні зі звичайними технологічними кроками, вона є "короткостроковим високотемпературним процесом". У наступній таблиці протиставляються технологічні області обробки тютюну. Екструзія Вологість Температура Абсолютний тиск Час обробки Звичайна попередня обробка тютюну 20-22 % у відношенні різання 25-30 % у відношенні сушіння 10 хв. 20-25 % 120-150 °C до 200 бар < 1 хв. 25 30 35 40 45 50 Під час екструзії, насамперед в одношнекових екструдерах, матеріали залежно від режиму роботи піддаються впливу ріжучих сил, які приводять до бажаного або також небажаного нагрівання залежно від температури продукту, що встановлюється (підведення виникаючої від різання енергії до 0,1 кВтгод/кг). Залежно від чутливості виробу до температури необхідне, при необхідності, охолодження процесу. Подача матеріалу в екструдер визначається закономірностями тягового, напірного й щілинного потоку. Дисипативне підведення вводиться шнековим приводом, тобто за рахунок перетворення електричної енергії у теплову. У DE 102004059388 А1 і DE 102005006117 А1 описуються типові варіанти екструзії тютюну, в яких вихідний тютюновий матеріал у ході різання нагрівається в екструдері до температури 60 °C-180 °C. Ці розкриті способи використовують для утворення тепла в основному електричну енергію. Крім того, відоме нагрівання оболонки екструдера, що, однак, може забезпечувати обмін тільки незначних обсягів тепла, тому що термічний опір внутрішньої стінки екструдера щодо тютюнової маси малий й, тим самим, є залежним від швидкості. Крім того, конвективна підтримка рівномірної температури припускає високий ступінь заповнення шнеків, що не завжди є присутнім. Завдання винаходу полягає в оптимізації виготовлення курильних виробів, у якому використовується екструдер, а саме в основному відносно перетворення енергії. Насамперед, необхідно забезпечити виготовлення, при якому можлива екструзія з використанням мінімуму використовуваної електроенергії. Це завдання вирішене за рахунок способу відповідно до пункту 1 і пристрою відповідно до пункту 8 формули винаходу. Залежні пункти формули визначають переважні форми здійснення винаходу. У запропонованому способі для виготовлення курильного продукту з тютюнового матеріалу тютюновий матеріал попередньо обробляють щонайменше в одному процесі екструзії, що містить у собі ущільнення з підвищенням тиску й температури, механічну обробку й шокове термічне сушіння матеріалу на виході екструдера. У тютюновий матеріал в екструдері для подачі технологічного тепла вводять нагрітий технологічний флюїд як теплоносій. 1 UA 99786 C2 5 10 15 Спосіб відповідно до запропонованого винаходу щодо цього також можна назвати "термічною екструзією". При цьому поняття "термічної екструзії" в одному варіанті повинно означати варіант, який усвідомлено вводить ентальпію за допомогою середовищ безпосередньо в екструдер. Необхідне збільшення температури, що раніше виникало також через тертя, відповідно до винаходу вноситься безпосередньо або опосередковано й щонайменше частково іншими енергоносіями. При цьому також із сьогоднішньої точки зору мінімізується або ж запобігається витрата електричної енергії для нагрівання, яка більше не є сучасною. Переваги описаного винаходу полягають не тільки у поліпшенні балансу енерговитрат. Додаткова перевага винаходу проявляється у зниженні конструктивного розміру двигуна, редуктора й, при відомих умовах, частотного перетворювача, що також веде до зниження витрат. Крім того, зменшується передача необхідного крутного моменту. За рахунок цього можна знизити твердість на крутіння сердечника шнека (наприклад, зменшення діаметра при рівному зовнішньому діаметрі). Ці висновки можуть бути реалізовані з користю, тому що за рахунок більшої глибини камери шнека досягається збільшення масового потоку за рахунок збільшеного "обсягу, що протягається" при рівному діаметрі корпусу. Таблиця нижче порівнює оптимальні способи роботи для введення енергії у пристрій. Введення енергії за рахунок різання Заповнення шнека, по можливості 20 25 30 35 40 45 50 55 Введення енергії за рахунок конвекції повне (переповнення) практично повне Введення енергії за допомогою середовищ часткове заповнення, недозаповнення У щоденній практиці віддають перевагу роботі з недозаповненням, тому що ділянки частково заповнених витків різьблення шнека перебувають у безнапірному стані, і небезпека засмічування є меншою. Завдяки цьому можна легко безпосередньо ввести, наприклад за допомогою наявного тиску водопроводу (3 бари), необхідний об'єм води. Однак, у загальному технологічний флюїд також може бути поданий за допомогою наданого екструдеру насоса до подачі в екструдер, при цьому, насамперед, тиск флюїду збільшується по суті до тиску в екструдері у місці подачі, особливо перед нагріванням. Відповідно до винаходу перевагою є інтеграція наявних на виробництві теплоносіїв або ж флюїдів, наприклад нагрітих засобів кондиціювання, таких як пара й вода, при цьому технологічний флюїд до введення в екструдер може бути нагрітий у наданому екструдеру нагрівачі. У кращий спосіб нагрітий технологічний флюїд в одному з наступних станів: - гаряча вода, насамперед злегка нижче точки кипіння при діючому тиску, - перегріта вода, насамперед у температурному діапазоні від більше ніж 100 до 350 °C, особливо від 200 до 300°, і у діапазоні тисків від 50 до 150 бар, особливо від 80 до 120 бар, - перегріта пара. Вказівки у барах відносяться до абсолютних тисків. При зростаючій температурі в екструдері технологічний флюїд може бути введений в екструдер зі зростаючим масовим потоком, особливо з масовим потоком від 5 до 60 кг/годину, насамперед від 30 до 45 кг/годину. Запропонований пристрій для виготовлення курильного виробу з тютюнового матеріалу має екструдер, який робить ущільнення тютюнового матеріалу з підвищенням тиску й температури, а також механічну обробку й шокове сушіння матеріалу на виході екструдера. Екструдеру наданий нагрівач, який нагріває технологічний флюїд, що подається в екструдер для подачі технологічного тепла як теплоносій. При цьому у тютюновий матеріал додатково (до механічного й зовнішнього нагрівання) вводиться теплова енергія. В одному варіанті виконання у шляху переміщення технологічного флюїду розташований насос, що переміщає флюїд і, насамперед, збільшує тиск флюїду по суті до тиску в екструдері у місці введення. Насос може бути розташований у шляху подачі технологічного флюїду перед нагрівачем і, насамперед, після резервуара флюїду. Далі винахід описується докладніше на основі форм здійснення й з посиланням на прикладені креслення. Він може містити у собі всі описані тут ознаки окремо або у будь-якій доцільній комбінації, а також тлумачитися як використання представлених у ньому варіантів способів і пристроїв в області виготовлення курильних виробів. На прикладених кресленнях показані: Фігура 1 оснащений у запропонований спосіб пристрій для виготовлення курильних виробів шляхом термічної екструзії, 2 UA 99786 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фігура 2 діаграма, яка наочно показує використання енергії в екструдері, і Фігура 3 діаграма, яка співвідносить підвищення температури, масовий потік і введення енергії під час термічної екструзії. Пристрій для здійснення даного винаходу показаний на фіг. 1. Показаний екструдер 1 має привод 2 для розташованого у корпусі транспортувального шнека 6, який виконує переміщення й ущільнення тютюнового матеріалу, що надходить у позначеному цифрою 3 місці в екструдер 1. При цьому шнек 6 виконує переміщення й ущільнення тютюнового матеріалу, поки він не підійде праворуч до прес-форми 4, де тютюновий матеріал випускається, наприклад, через ріжучий проміжок, що відкривається й закривається, і потім є доступним у вигляді волокнистого екструдату 5 для виготовлення курильного виробу. Приблизно у центрі пристрою в екструдер 1 вводиться відповідно до винаходу нагрітий технологічний флюїд 7, при цьому флюїд 7 (наприклад, нагріта вода) попередньо нагрітий у нагрівачі 11, після подачі його насосом 13 з резервуара 15. Тобто у показаній тут формі здійснення відбувається безпосередня подача середовища або ж флюїду 7 кондиціювання (наприклад, води, пари) або інших рідких складових рецепта (вологовмісних засобів) в екструдер 1. При цьому флюїд 1 можна нагріти майже до точки кипіння для передачі у процес максимум ентальпії. Точка кипіння, звичайно, залежить від технологічного тиску. Чим вищий технологічний тиск, тим вища можлива температура дозування й пов'язане з ним внесення ентальпії. Не можна не згадати, що дозування води у діапазоні тиску забезпечує можливість здійснювати процес, незважаючи на зношування шнека 6, довше. Це спостереження пояснюється повільним збільшенням ступеня заповнення у режимі зношування шнека 6. За рахунок цього живильний пристрій вимагає все більші значення тиску дозування. Подовження терміну служби істотно впливає на питомі витрати на пов'язані зі спрацюванням устаткування витрати процесу, і, тим самим, є дуже привабливим. На представленому на фіг. 2 прикладі зображується використання електричної енергії в екструдері, розділене між потужністю, витраченою на подолання тертя, (підвищення температури) і механічною потужністю. Діаграма показує, яку електричну потужність необхідно встановити в апаратурі для досягнення певних температур у тютюновому виробі. При цьому (як і на фіг. 3) параметри для подачі тютюну (100 кг/годину) і ущільнення (100 бар) жорстко задані. На графіку фіг. 2 роздільно вказується, яка частка відноситься до транспортування обсягу тютюну пристроєм, а яка частка за рахунок внутрішнього тертя перетворюється у підвищення температури. Очевидно, що механічне введення енергії, яке складається з роботи на холостому ходу, ущільнення й прискорення, приблизно постійне. На фіг. 2 наочно показано, що у процесі екструзії споживання енергії залежно від умов процесу використовується в основному для нагрівання. На фіг. 3 показане поле технологічних параметрів підвищення температури як функції масового потоку води. Друга ордината подає інформацію про введення енергії. Тобто ця діаграма показує вже описану вище криву на фіг. 2 щодо правої Y-осі разом із двома кривими, в яких введення енергії досягається за допомогою ще одного середовища (пари, насиченого, перегрітого, …) (щодо лівої Y-oci). Значення для обсягу пари й досягнутої температури є вимірюваними значеннями. Тому вони закінчуються при 140 °C, що є звичайною робочою температурою для даного винаходу. Тобто фіг. 3 наочно показує, що введення певних обсягів середовища при певних значеннях температури може заміняти використання відповідних обсягів енергії тертя за допомогою електричного приводу. Тобто цілком можливо одержувати за рахунок подачі 30 кг/годину води при температурі 300 °C температуру змішування у прибл. 130 °C. Якщо можливо запобігти введенням механічної енергії (електропривод), то з одного боку, можна виконувати або ж проектувати конструкцію всієї машини більше тонкою й, тим самим, економічною, а з іншого боку, існує можливість використовувати форму енергії, яка може бути вироблена дешевше. Приклади/тести: В одношнековий екструдер 1 постійно подається сухий холодний тютюновий продукт 3 зі швидкістю 100 кг/годину. Рецептура вимагає кондиціювання 15 кг/год. води. Виконуються три тести для демонстрації запропонованого способу у пристрої згідно фіг. 1 (у тесті 1 і 2 без подачі нагрітого флюїду 7): Тест 1 (порівняльний тест): Сировинний продукт обробляється під час першої операції перед екструзією у пристрої кондиціювання (не показаний на фіг. 1) холодною водою. Тест 2 (порівняльний тест): Кондиціювання холодною водою виконується безпосередньо в екструдері. 3 UA 99786 C2 5 10 15 Тест 3 (тест відповідно до запропонованого винаходу): Повторення тесту 2, але вода 7 нагрівається перед подачею в екструдер 1 до 250 °C. Дозування, звичайно, припускає відповідний робочий тиск в екструдері 1 і, наприклад, плунжерний насос 13 для досягнення умов підведення. Результат: Були проведені тести екструзії, і протоколювалося споживання енергії приводу. Тести 1 і 2 показали схоже споживання енергії, при цьому тест 2 має тенденцію до меншого споживання енергії. Результат можна пояснити кращим кондиціюванням (більше тривалий час витримки) у випадку тесту 1. У тесті 3 була використана істотно менша кількість електричної енергії приводу, що приписується тим обставинам, які були перераховані вище у теоретичних поясненнях (серед іншого: можливість недозаповнення, кращий коефіцієнт корисної дії при передачі енергії у тютюновий матеріал, менші ефекти засмічування й тертя). Відповідно до цього запропонований пристрій пропонує переважну екструзію для тютюнових матеріалів, яка використовує цілеспрямоване введення ентальпії за рахунок визначеної рецептури середовища для економії (електричної) енергії. Крім того, надаються істотні конструктивні можливості для конструювання апаратів. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 1. Спосіб виготовлення курильного виробу з тютюнового матеріалу, в якому тютюновий матеріал попередньо обробляють щонайменше в одному процесі екструзії, що містить у собі ущільнення з підвищенням тиску й температури, а також механічну обробку й шокове термічне сушіння матеріалу на виході екструдера (1), який відрізняється тим, що у тютюновий матеріал в екструдері (1) як теплоносій вводять технологічне тепло у вигляді ентальпії нагрітого технологічного флюїду (7). 2. Спосіб за п. 1, який відрізняється тим, що технологічний флюїд (7) перед внесенням в екструдер (1) нагрівають у наданому екструдеру нагрівачі (11). 3. Спосіб за одним із пп. 1 або 2, який відрізняється тим, що технологічний флюїд (7) перед подачею в екструдер (1) переміщають за допомогою наданого екструдеру (1) насоса (13), при цьому, насамперед, тиск флюїду збільшують по суті до тиску в екструдері у місці подачі, особливо перед нагріванням. 4. Спосіб за одним із пп. 1-3, який відрізняється тим, що технологічний флюїд є нагрітим засобом кондиціювання. 5. Спосіб за одним із пп. 1-4, який відрізняється тим, що технологічний флюїд є нагрітою водою або парою, особливо в одному з наступних станів: - гаряча вода, насамперед злегка нижче точки кипіння при діючому тиску, - перегріта вода, насамперед у температурному діапазоні від більше ніж 100 до 350 °C, особливо від 200 до 300°, і у діапазоні тисків від 50 до 150 бар, особливо від 80 до 120 бар, - перегріта пара. 6. Спосіб за одним із пп. 1-5, який відрізняється тим, що технологічний флюїд при зростаючій температурі в екструдері вводять в екструдер зі зростаючим масовим потоком, насамперед з масовим потоком від 5 до 60 кг/годину, насамперед від 30 до 45 кг/годину. 7. Пристрій для виготовлення курильного виробу з тютюнового матеріалу, з екструдером (1), який виконує ущільнення тютюнового матеріалу з підвищенням тиску й температури, а також механічну обробку й шокове сушіння матеріалу на виході екструдера, який відрізняється тим, що екструдеру (1) наданий нагрівач (11), який нагріває технологічний флюїд (7), що для внесення технологічного тепла вводиться в екструдер (1) у вигляді ентальпії. 8. Пристрій за п. 7, який відрізняється тим, що у шляху переміщення технологічного флюїду розташований насос (13), який переміщає флюїд і, насамперед, збільшує тиск флюїду по суті до тиску в екструдері у місці введення. 9. Пристрій за п. 7 або п. 8, який відрізняється тим, що насос (13) розташований у шляху переміщення технологічного флюїду перед нагрівачем (11) і, насамперед, після резервуара (15) флюїду. 4 UA 99786 C2 5 UA 99786 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making smoking articles by means of thermal extrusion and a device for carrying out thereof
Автори англійськоюFranke, Dietmar, Schmerel, Gerald
Назва патенту російськоюСпособ изготовления курительных изделий путем термической экструзии и устройство для его осуществления
Автори російськоюФранке Дитмар, Шмекель Геральд
МПК / Мітки
Мітки: термічної, пристрій, екструзії, виготовлення, шляхом, курильних, спосіб, виробів, здійснення
Код посилання
<a href="https://ua.patents.su/8-99786-sposib-vigotovlennya-kurilnikh-virobiv-shlyakhom-termichno-ekstruzi-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення курильних виробів шляхом термічної екструзії та пристрій для його здійснення</a>
Спосіб безпосереднього і безперервного виготовлення порожнистих виробів із розплаву полімеру та пристрій для його здійснення
Номер патенту: 82412
Опубліковано: 10.04.2008
Автори: Бахманн Хольгер, Хьольтінг Людвіг, Шефер Роланд, Отто Брігітта, Дайсс Штефан
МПК: C08G 63/00
Мітки: спосіб, безперервного, безпосереднього, розплаву, полімеру, виготовлення, пристрій, виробів, здійснення, порожнистих
Формула / Реферат:
1. Спосіб виготовлення формованих виробів із вмістом ацетальдегіду максимум 8 млн-1 із розплаву висококонденсованого поліестеру, причому як кінцевий реактор використовують самоочисний реактор поліконденсації високої в’язкості або двопривідний реактор, який відрізняється тим, що поліконденсат між реактором поліконденсації і формувальними пристроями підтримують у стані розплаву, а між кінцевим реактором і формувальними пристроями розплав не...
Пачка для курильних виробів, коробка для пачок курильних виробів та блок заготовок пачки для курильних виробів
Номер патенту: 99144
Опубліковано: 25.07.2012
Автори: Гібсон Поль, Стівенсон Дерріл
МПК: B65D 85/10
Мітки: курильних, блок, коробка, пачок, виробів, пачка, пачки, заготовок
Формула / Реферат:
1. Пачка (10) для курильних виробів, що включає перше відділення (12) для розміщення декількох курильних виробів, розташованих паралельно один одному, що має отвір (24) на першому кінці, через який курильні вироби можуть бути витягнуті уздовж напрямку, паралельного їхнім поздовжнім осям, і поворотний клапан (38), розміщений усередині другого кінця першого відділення з протилежного першому кінцю боку, який при повороті стикається з кінцем...
Спосіб виготовлення виробів з пінополістиролу та пристрій для його здійснення
Номер патенту: 83594
Опубліковано: 25.07.2008
Автори: Кийко Володимир Дмитрович, Карий Михайло Олександрович, Фоменко Сергій Володимирович
МПК: B29C 44/00, C08J 9/00, E04C 2/10, C04B 38/00
Мітки: пінополістиролу, спосіб, виробів, пристрій, здійснення, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виробів з пінополістиролу, який включає завантаження гранул пінополістиролу у форму, теплову обробку гранул пінополістиролу шляхом подачі теплоносія у форму при постійному обертанні форми та витримку спіненого пінополістиролу у формі після припинення подачі теплоносія, який відрізняється тим, що подачу теплоносія у форму здійснюють шляхом почергового і синхронного до обертання форми подання теплоносія у окремі зони...
Пристрій для виготовлення стрижнеподібних курильних виробів
Номер патенту: 91206
Опубліковано: 12.07.2010
Автори: Такеуті Манабу, Сендо Макото, Ватанабе Томоіті, Іноує Акіхіро, Янагі Тосіо
Мітки: стрижнеподібних, курильних, пристрій, виготовлення, виробів
Формула / Реферат:
1. Пристрій для виготовлення стрижнеподібних курильних виробів, який містить: секцію формування, що включає шлях формування, для формування шару матеріалу, що складається з частинок курильного матеріалу, на шляху формування і подачі шару матеріалу по шляху формування, і пару напрямних елементів, розташованих в завершальній кінцевій частині шляху формування, для направляння обох сторін шару матеріалу; секцію загортання, що включає шлях...
Спосіб виготовлення виробів типу “мухолов” та пристрій для його здійснення
Номер патенту: 72359
Опубліковано: 15.02.2005
Автори: Бельдій Микола Миколайович, Яськов Віктор Васильович, Плащенко Микола Миколайович, Харченко Євген Валентинович, Коношенков Володимир Федорович
Мітки: виробів, спосіб, мухолов, виготовлення, здійснення, типу, пристрій
Формула / Реферат:
1. Спосіб виготовлення виробів типу «Мухолов», що містить у собі операції подачі двох стрічок із термозварювального матеріалу, нанесення клейкої маси на ділянку стрічки, що не підлягає зварюванню, зварювання стрічок по краях уздовж напрямку подачі та періодично поперек напрямку подачі термозварювальними барабанами, розділення готових виробів, який відрізняється тим, що між операціями нанесення клейкої маси та зварювання здійснюється операція...
Попередній патент: Устаткування для оброблення відхідних конвертерних газів з одержанням гарячого та холодного м’якообпаленого вапна
Наступний патент: Лактами як інгібітори бета-секретази
Випадковий патент: Паливно-паровий двигун внутрішнього згоряння