Прес для виготовлення цегли

Формула / Реферат
Прес для виготовлення цегли, що містить станину, на якій розташовані прес-форма, гідроциліндри, дозатор, бункер, гідростанція і пульт керування, який відрізняється тим, що у верхній площині верхнього пуансона прес-форми виконані пази, що розташовані вище і напроти отворів пуансона.
Текст
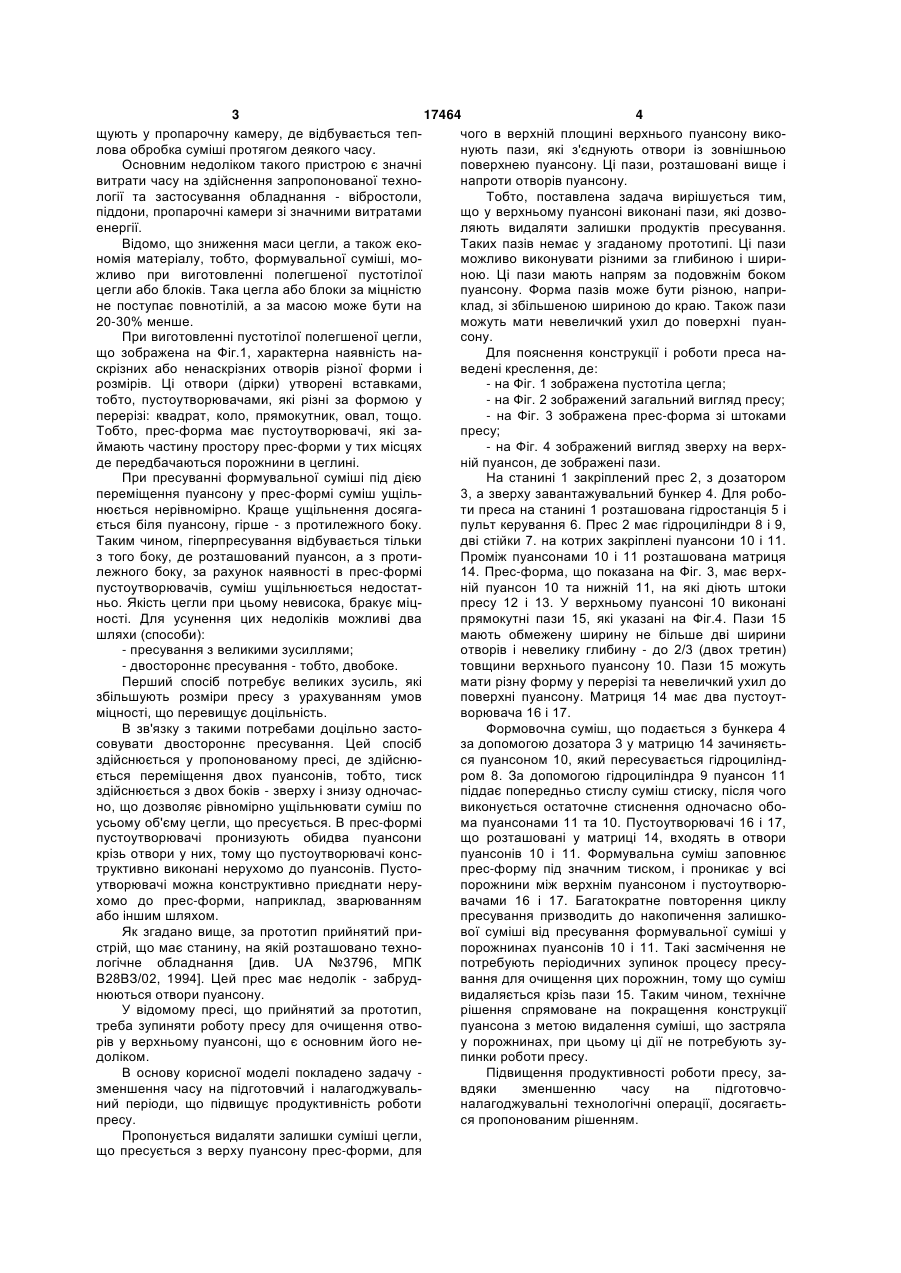
Прес для виготовлення цегли, що містить станину, на якій розташовані прес-форма, гідроциліндри, дозатор, бункер, гідростанція і пульт керування, який відрізняється тим, що у верхній площині верхнього пуансона прес-форми виконані пази, що розташовані вище і напроти отворів пуансона. (19) (21) u200604537 (22) 25.04.2006 (24) 15.09.2006 (46) 15.09.2006, Бюл. № 9, 2006 р. (72) Юсубов Сарахад Гаджимамудович (73) Юсубов Сарахад Гаджимамудович 3 17464 4 щують у пропарочну камеру, де відбувається тепчого в верхній площині верхнього пуансону виколова обробка суміші протягом деякого часу. нують пази, які з'єднують отвори із зовнішньою Основним недоліком такого пристрою є значні поверхнею пуансону. Ці пази, розташовані вище і витрати часу на здійснення запропонованої технонапроти отворів пуансону. логії та застосування обладнання - вібростоли, Тобто, поставлена задача вирішується тим, піддони, пропарочні камери зі значними витратами що у верхньому пуансоні виконані пази, які дозвоенергії. ляють видаляти залишки продуктів пресування. Відомо, що зниження маси цегли, а також екоТаких пазів немає у згаданому прототипі. Ці пази номія матеріалу, тобто, формувальної суміші, моможливо виконувати різними за глибиною і ширижливо при виготовленні полегшеної пустотілої ною. Ці пази мають напрям за подовжнім боком цегли або блоків. Така цегла або блоки за міцністю пуансону. Форма пазів може бути різною, наприне поступає повнотілій, а за масою може бути на клад, зі збільшеною шириною до краю. Також пази 20-30% менше. можуть мати невеличкий ухил до поверхні пуанПри виготовленні пустотілої полегшеної цегли, сону. що зображена на Фіг.1, характерна наявність наДля пояснення конструкції і роботи преса наскрізних або ненаскрізних отворів різної форми і ведені креслення, де: розмірів. Ці отвори (дірки) утворені вставками, - на Фіг. 1 зображена пустотіла цегла; тобто, пустоутворювачами, які різні за формою у - на Фіг. 2 зображений загальний вигляд пресу; перерізі: квадрат, коло, прямокутник, овал, тощо. - на Фіг. 3 зображена прес-форма зі штоками Тобто, прес-форма має пустоутворювачі, які запресу; ймають частину простору прес-форми у тих місцях - на Фіг. 4 зображений вигляд зверху на верхде передбачаються порожнини в цеглині. ній пуансон, де зображені пази. При пресуванні формувальної суміші під дією На станині 1 закріплений прес 2, з дозатором переміщення пуансону у прес-формі суміш ущіль3, а зверху завантажувальний бункер 4. Для робонюється нерівномірно. Краще ущільнення досягати преса на станині 1 розташована гідростанція 5 і ється біля пуансону, гірше - з протилежного боку. пульт керування 6. Прес 2 має гідроциліндри 8 і 9, Таким чином, гіперпресування відбувається тільки дві стійки 7. на котрих закріплені пуансони 10 і 11. з того боку, де розташований пуансон, а з протиПроміж пуансонами 10 і 11 розташована матриця лежного боку, за рахунок наявності в прес-формі 14. Прес-форма, що показана на Фіг. 3, має верхпустоутворювачів, суміш ущільнюється недостатній пуансон 10 та нижній 11, на які діють штоки ньо. Якість цегли при цьому невисока, бракує міцпресу 12 і 13. У верхньому пуансоні 10 виконані ності. Для усунення цих недоліків можливі два прямокутні пази 15, які указані на Фіг.4. Пази 15 шляхи (способи): мають обмежену ширину не більше дві ширини - пресування з великими зусиллями; отворів і невелику глибину - до 2/3 (двох третин) - двостороннє пресування - тобто, двобоке. товщини верхнього пуансону 10. Пази 15 можуть Перший спосіб потребує великих зусиль, які мати різну форму у перерізі та невеличкий ухил до збільшують розміри пресу з урахуванням умов поверхні пуансону. Матриця 14 має два пустоутміцності, що перевищує доцільність. ворювача 16 і 17. В зв'язку з такими потребами доцільно застоФормовочна суміш, що подається з бункера 4 совувати двостороннє пресування. Цей спосіб за допомогою дозатора 3 у матрицю 14 зачиняєтьздійснюється у пропонованому пресі, де здійснюся пуансоном 10, який пересувається гідроциліндється переміщення двох пуансонів, тобто, тиск ром 8. За допомогою гідроциліндра 9 пуансон 11 здійснюється з двох боків - зверху і знизу одночаспіддає попередньо стислу суміш стиску, після чого но, що дозволяє рівномірно ущільнювати суміш по виконується остаточне стиснення одночасно обоусьому об'єму цегли, що пресується. В прес-формі ма пуансонами 11 та 10. Пустоутворювачі 16 і 17, пустоутворювачі пронизують обидва пуансони що розташовані у матриці 14, входять в отвори крізь отвори у них, тому що пустоутворювачі конспуансонів 10 і 11. Формувальна суміш заповнює труктивно виконані нерухомо до пуансонів.Пустопрес-форму під значним тиском, і проникає у всі утворювачі можна конструктивно приєднати нерупорожнини між верхнім пуансоном і пустоутворюхомо до прес-форми, наприклад, зварюванням вачами 16 і 17. Багатократне повторення циклу або іншим шляхом. пресування призводить до накопичення залишкоЯк згадано вище, за прототип прийнятий привої суміші від пресування формувальної суміші у стрій, що має станину, на якій розташовано технопорожнинах пуансонів 10 і 11. Такі засмічення не логічне обладнання [див. UA №3796, МПК потребують періодичних зупинок процесу пресуВ28ВЗ/02, 1994]. Цей прес має недолік - забрудвання для очищення цих порожнин, тому що суміш нюються отвори пуансону. видаляється крізь пази 15. Таким чином, технічне У відомому пресі, що прийнятий за прототип, рішення спрямоване на покращення конструкції треба зупиняти роботу пресу для очищення отвопуансона з метою видалення суміші, що застряла рів у верхньому пуансоні, що є основним його неу порожнинах, при цьому ці дії не потребують зудоліком. пинки роботи пресу. В основу корисної моделі покладено задачу Підвищення продуктивності роботи пресу, зазменшення часу на підготовчий і налагоджувальвдяки зменшенню часу на підготовчоний періоди, що підвищує продуктивність роботи налагоджувальні технологічні операції, досягаєтьпресу. ся пропонованим рішенням. Пропонується видаляти залишки суміші цегли, що пресується з верху пуансону прес-форми, для 5 Комп’ютерна верстка Л. Ціхановська 17464 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPress for producing the brick
Автори англійськоюYusubov Sarakhad Hadzhymamudovych
Назва патенту російськоюПресс для изготовления кирпича
Автори російськоюЮсубов Сарахад Гаджимамудович
МПК / Мітки
МПК: B28B 3/02
Мітки: виготовлення, цегли, прес
Код посилання
<a href="https://ua.patents.su/3-17464-pres-dlya-vigotovlennya-cegli.html" target="_blank" rel="follow" title="База патентів України">Прес для виготовлення цегли</a>
Спосіб виготовлення керамічної цегли-сирцю
Номер патенту: 58698
Опубліковано: 15.08.2003
Автори: Щербаков Олександр Володимирович, Зайченко Микола Михайлович, Губарь Віктор Миколайович
МПК: C04B 33/02, B28C 1/00
Мітки: керамічної, виготовлення, спосіб, цегли-сирцю
Формула / Реферат:
Спосіб виготовлення керамічної цегли-сирцю, що включає приготування прес-порошку, активацію в електростатичному високовольтному полі і формування способом напівсухого пресування, який відрізняється тим, що перед формуванням виробів прес-порошок оброблюється в електричному полі протягом 2,5...3 хвилин з наступними параметрами: напруженість електричного поля 5...7,5 кВ/см сила струму ...
Спосіб виготовлення пуансонів прес-форм для виробництва взуття
Номер патенту: 39008
Опубліковано: 15.05.2001
Автори: Тітовський Ігор Миколайович, Гайдук Валентин Миколайович, Передрій Павло Павлович, Тарасюк Павло Юхимович
МПК: A43D 1/00
Мітки: взуття, пуансонів, спосіб, виготовлення, виробництва, прес-форм
Формула / Реферат:
Спосіб виготовлення пуансонів прес-форм для виробництва взуття, який передбачає розміщення і закріплення у прес-формі базового пуансона, введення до порожнини прес-форми заповнювача з його наступним ущільнюванням і технологічну витримку, який відрізняється тим, що виготовлення пуансона здійснюють у дві стадії, на одній з яких попередньо у прес-формі по базовому пуансону з алюмінію відливають заготівку з позитивною конфігурацією сліду взуття з...
Сировинна суміш для виготовлення керамічних виробів, переважно будівельної цегли
Номер патенту: 12484
Опубліковано: 15.02.2006
Автори: Калінаічева Олена Федорівна, Почупайло Валентина Василівна, Данилевич Анатолій Володимирович, Красільнікова Зінаїда Сергіївна, Щербаков Герман Георгійович, Кушнір Тарас Володимирович
МПК: C04B 33/00
Мітки: виготовлення, виробів, керамічних, будівельної, переважно, цегли, суміш, сировинна
Формула / Реферат:
Сировинна суміш для виготовлення керамічних виробів, переважно будівельної цегли, до складу якої входять глинистий компонент та поверхнево-активна добавка, яка відрізняється тим, що як глинистий компонент використовують малопластичні суглинки, а як поверхнево-активну добавку - натрієві солі високомолекулярних карбонових кислот у кількості 0,2-0,5 % від маси малопластичних суглинків.
Спосіб виготовлення цегли будівельної лицювальної
Номер патенту: 45830
Опубліковано: 15.04.2002
Автори: Кирилюк Олександр Федорович, Юнко Михайло Дмитрович, Любінський Ярослав Володимирович
МПК: C04B 33/00
Мітки: будівельної, виготовлення, цегли, спосіб, лицювальної
Формула / Реферат:
1. Спосіб виготовлення цегли будівельної лицювальної на основі глинистої сировини, що включає приготування сировини та її переробку, пластичне формування, сушку та випалювання, який відрізняється тим, що в шихту додатково вводять технологічну добавку - лігносульфонат кальцію в кількості 0,1-0,5 % мас. від маси глинистої сировини, причому останній вводять в шихту безпосередньо на стадії переробки.2. Спосіб за п. 1, який...
Прес-форма для виготовлення виробів з пластмас
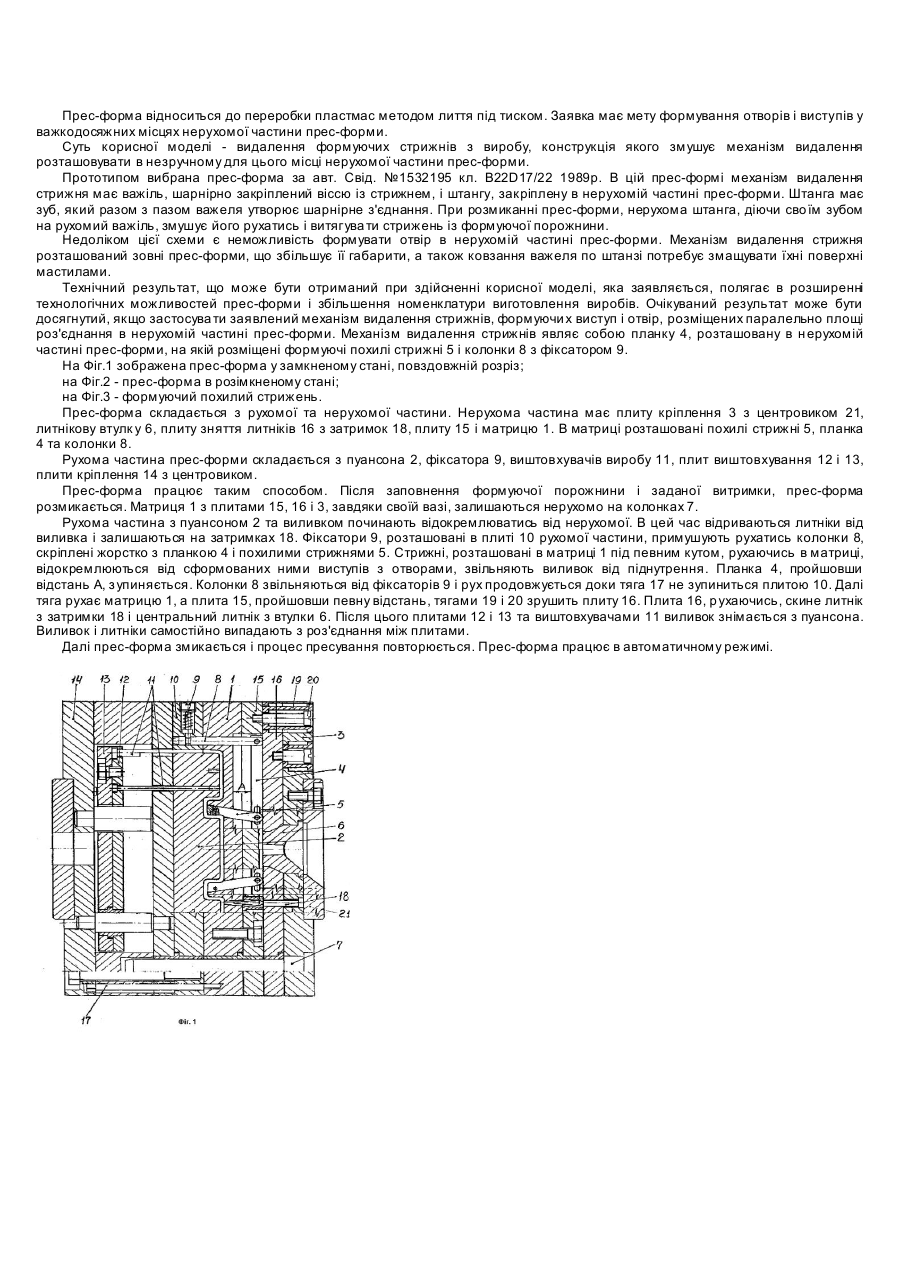
Номер патенту: 9025
Опубліковано: 15.09.2005
Автори: Васенко Світлана Євгенівна, Карлов Євген Анатолійович
МПК: B22D 17/22
Мітки: пластмас, прес-форма, виготовлення, виробів
Формула / Реферат:
Прес-форма для виготовлення виробів з пластмас, що містить рухому і нерухому частини, механізм видалення формуючих стрижнів з виробу в нерухомій частині, яка відрізняється тим, що механізм видалення похилих стрижнів, які формують виступ і отвір і розташовані паралельно площі розкриття в нерухомій частині прес-форми, складається з планки, скріпленої шарнірно з похилими стрижнями, і жорстко скріплених з планкою колонок, зафіксованих в рухомій...
Попередній патент: Адаптогенний, імуностимулюючий, афродіатичний засіб “гренадер” у вигляді сиропу
Наступний патент: Цанговий гвинтовий патрон
Випадковий патент: Спосіб строчки при механічному зшиванні тканин