Спосіб модульованого електромагнітного перемішування металів на пізній стадії твердіння
Номер патенту: 102094
Опубліковано: 10.06.2013
Автори: Лаверс Дж. Дуглас, Каррен Крістофер П, Байтельман Леонід С., Толбек Гоут
Формула / Реферат
1. Спосіб електромагнітного перемішування розплавленого металевого матеріалу, який відрізняється тим, що:
забезпечують щонайменше два пристрої перемішування для створення незалежних магнітних полів, що обертаються відносно осі, що проходить через вказаний розплавлений матеріал;
при цьому щонайменше перший і другий пристрої перемішування із вказаних щонайменше двох пристроїв перемішування створюють незалежні магнітні поля, що обертаються з різними кутовими частотами;
розміщують вказані пристрої перемішування навколо розплавленого металевого матеріалу настільки близько один до одного, щоб вказані незалежні магнітні поля, що обертаються, накладалися один на одний з отриманням модульованого магнітного поля, яке створює турбулентний потік розплавленого металевого матеріалу в області розплавленого металевого матеріалу, в якому температура нижча за температуру ліквідусу уздовж центральної осі розплавленого металевого матеріалу і в якому розплавлений металевий матеріал змішаний щонайменше приблизно з 10 % за об'ємом по суті затверділого розплавленого металевого матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що напрями обертання вказаних магнітних полів, що обертаються, є протилежними.
3. Спосіб за п. 1, який відрізняється тим, що напрями обертання вказаних магнітних полів, що обертаються, співпадають.
4. Спосіб за п. 1, який відрізняється тим, що подовжній розмір першого пристрою перемішування із вказаних щонайменше двох пристроїв перемішування, розташованого навколо розплавленого металевого матеріалу, відрізняється від подовжнього розміру другого пристрою перемішування з вказаних щонайменше двох пристроїв перемішування, розташованого навколо розплавленого металевого матеріалу.
5. Спосіб за п. 2, який відрізняється тим, що частоти першого і другого магнітних полів, що обертаються, відрізняються менш ніж приблизно на 3 Гц.
6. Спосіб за п. 2 або п. 3, який відрізняється тим, що різницю частот вказаних магнітних полів, що обертаються, змінюють в часі.
7. Спосіб за п. 1, який відрізняється тим, що кожен з пристроїв перемішування містить щонайменше дві пари полюсів, кожну з яких збуджують струмом щонайменше від одного багатофазного джерела струму.
8. Спосіб за п. 1, який відрізняється тим, що вказаний розплавлений металевий матеріал знаходиться в межах безперервної литої заготовки нижче по потоку відносно кристалізатора.
9. Спосіб за п. 1, який відрізняється тим, що вказані перший і другий пристрої перемішування із вказаних щонайменше двох пристроїв перемішування створюють різні магнітні індукції в розплавленому металевому матеріалі.
10. Спосіб за п. 1, який відрізняється тим, що магнітну індукцію, що отримується в розплавленому металевому матеріалі за допомогою першого і/або другого пристрою перемішування із вказаних щонайменше двох пристроїв перемішування, змінюють в часі.
11. Спосіб за п. 1, який відрізняється тим, що пікові значення турбулентної в'язкості вказаної турбулентної течії перевершують 2 Нс/м2,
12. Спосіб за п. 1, який відрізняється тим, що вказана область містить по суті рідкий розплавлений металевий матеріал і кристалічний матеріал, оточені твердою кіркою.
13. Спосіб за п. 1, який відрізняється тим, що вказаний турбулентний потік перешкоджає формуванню кристалічної структури у вказаній області.
14. Спосіб за п. 1, який відрізняється тим, що переміщають розплавлений металевий матеріал через кристалізатор, розташований вище по потоку відносно вказаної області, і забезпечують додатковий пристрій перемішування навколо кристалізатора для створення магнітного поля, що обертається, в межах вказаного кристалізатора.
15. Спосіб за п. 1, який відрізняється тим, що частоти магнітних полів, що обертаються, відрізняються менш ніж приблизно на 3 Гц.
16. Спосіб за п. 1, який відрізняється тим, що вказані щонайменше два пристрої перемішування створюють магнітні поля, для яких різниця частот змінюється в часі.
17. Спосіб за п. 1, який відрізняється тим, що розплавлений матеріал містить рідку сталь і пікове значення турбулентної в'язкості вказаного турбулентного потоку перевершують 2 Нс/м2.
18. Спосіб за п. 1, який відрізняється тим, що частота вказаних незалежних магнітних полів, що обертаються, менше або рівна 60 Гц.
19. Спосіб за п. 1, який відрізняється тим, що кожен з вказаних пристроїв перемішування містить щонайменше дві пари полюсів, кожну з яких збуджують струмом, що має періодичну хвилеву форму.
20. Спосіб за п. 1, який відрізняється тим, що перший і другий пристрої перемішування з вказаних щонайменше двох пристроїв перемішування створюють однакові магнітні індукції в розплавленому металевому матеріалі.
21. Пристрій для лиття, який містить:
кристалізатор для лиття розплавленого металу;
перший пристрій перемішування для створення першого магнітного поля, що обертається навколо осі, що проходить через розплавлений метал, причому вказаний пристрій перемішування розміщений нижче по потоку відносно вказаного кристалізатора;
другий пристрій перемішування, розташований нижче по потоку відносно вказаного першого пристрою перемішування, для створення другого магнітного поля, що обертається;
щонайменше одне джерело живлення для генерації вказаних першого і другого магнітних полів з частотами обертання, що відрізняються одна від одної;
причому перший і другий пристрої перемішування розміщені близько один до одного так, щоб перше і друге магнітні поля, що обертаються, формували модульоване магнітне поле, яке створює турбулентний потік в розплавленому металевому матеріалі в області між першим і другим пристроями перемішування, з тим щоб перешкоджати утворенню кристалічної структури у вказаній області.
22. Пристрій за п. 21, який відрізняється тим, що вказане щонайменше одне джерело живлення виконане з можливістю генерування першого і другого магнітних полів, що обертаються, з протилежними напрямами обертання.
23. Пристрій за п. 21, який відрізняється тим, що вказане щонайменше одне джерело живлення виконане з можливістю генерування першого і другого магнітних полів, що обертаються, з однаковим напрямом обертання.
24. Пристрій за п. 21, який відрізняється тим, що подовжній розмір першого пристрою перемішування, розташованого навколо розплавленого металу, відрізняється від подовжнього розміру другого пристрою перемішування, розташованого навколо розплавленого металу.
25. Пристрій за п. 22, який відрізняється тим, що частоти першого і другого магнітних полів, що обертаються, відрізняються менш ніж приблизно на 3 Гц.
26. Пристрій за п. 22, який відрізняється тим, що різниця частот першого і другого магнітних полів, що обертаються, є змінною в часі.
27. Пристрій за п. 21, який відрізняється тим, що перший і другий пристрої перемішування містять щонайменше по дві пари полюсів, кожна з яких збуджується струмом від вказаного щонайменше одного джерела.
28. Пристрій за п. 21, який відрізняється тим, що перший і другий пристрої перемішування створюють однакові магнітні індукції в розплавленому металі.
29. Пристрій за п. 21, який відрізняється тим, що перший і другий пристрої перемішування виконані з можливістю створення різної магнітної індукції в розплавленому металі.
30. Пристрій за п. 21, який відрізняється тим, що магнітна індукція, що отримується в розплавленому металі за допомогою щонайменше одного із вказаних першого і другого пристроїв перемішування, є змінною в часі.
31. Пристрій за п. 21, який відрізняється тим, що пікове значення турбулентної в'язкості турбулентного потоку перевершують 2 Нс/м2.
32. Пристрій за п. 21, який відрізняється тим, що вказана область містить по суті рідкий розплавлений метал і кристалічний матеріал, оточені твердою кіркою.
33. Пристрій за п. 21, який відрізняється тим, що додатково містить пристрій перемішування навколо кристалізатора, виконаний з можливістю створення магнітного поля, що обертається, усередині кристалізатора.
34. Спосіб електромагнітного перемішування металевого розплаву, який відрізняється тим, що:
забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається відносно осі, що проходить через вказаний розплав, причому з кутовою частотою w1;
забезпечують другий пристрій перемішування для створення другого магнітного поля, що обертається з кутовою частотою w2;
розміщують перший і другий пристрої перемішування настільки близько один до одного, щоб перше і друге магнітні поля, що обертаються, створювали магнітну силу, що має компоненту з частотою (w1-w2) у вказаному металевому розплаві в області між першим і другим пристроєм перемішування, причому величина (w1-w1) настільки мала, щоб магнітна сила перевершувала інерцію вказаного розплаву.
35. Спосіб за п. 34, який відрізняється тим, що для отримання перемішування розплаву вибирають w1/2π і w2/2π із значенням меншим або рівним 60 Гц.
36. Спосіб за п. 35, який відрізняється тим, що (w1-w2)/2π менше або рівне 3 Гц.
37. Спосіб електромагнітного перемішування розплавленого металевого матеріалу, який відрізняється тим, що:
забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається відносно осі, що проходить через вказаний розплавлений матеріал;
забезпечують другий пристрій перемішування для створення другого магнітного поля, що обертається з частотою обертання, що відрізняється від частоти обертання першого магнітного поля;
причому вказані перший і другий пристрої перемішування розміщують навколо розплавленого металевого матеріалу настільки близько один до одного, щоб перше і друге магнітні поля, що обертаються, накладалися в області між першим і другим пристроями перемішування для отримання модульованого магнітного поля, яке створює турбулентний потік розплавленого металевого матеріалу в області переходу вказаного розплавленого металевого матеріалу, в якій температура нижче за температуру ліквідусу уздовж центральної осі розплавленого металевого матеріалу і в якій розплавлений металевий матеріал змішаний щонайменше приблизно з 10 % за об'ємом по суті затверділого розплавленого металевого матеріалу.
38. Спосіб електромагнітного перемішування розплавленого металевого матеріалу, який відрізняється тим, що:
забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається відносно осі, що проходить через вказаний розплавлений матеріал;
забезпечують щонайменше один додатковий пристрій перемішування для створення одного або більш додаткових магнітних полів, що обертаються, що мають частоту обертання, відмінну від частоти обертання першого магнітного поля, що обертається;
розміщують перше і додаткові пристрої перемішування навколо розплавленого металевого матеріалу так, щоб магнітні поля, що обертаються, які створюються сусідніми пристроями перемішування із вказаних першого і щонайменше одного додаткового пристрою перемішування, накладалися один на одний з отриманням модульованого магнітного поля, яке створює турбулентний потік розплавленого металевого матеріалу в області переходу вказаного розплавленого металевого матеріалу, в якому температура нижча за температуру ліквідусу уздовж центральної осі розплавленого металевого матеріалу, з тим щоб перешкоджати утворенню кристалічної структури у вказаній області.
39. Спосіб за п. 38, який відрізняється тим, що в області переходу розплавленого металевого матеріалу розплавлений металевий матеріал змішаний щонайменше приблизно з 10 % за об'ємом по суті затверділого розплавленого металевого матеріалу.
40. Спосіб електромагнітного перемішування металевого розплаву з використанням щонайменше двох пристроїв перемішування, який відрізняється тим, що:
забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається відносно осі, що проходить через вказаний розплав, з частотою f1, меншою або рівною приблизно 60 Гц;
забезпечують другий пристрій перемішування для створення другого магнітного поля, що обертається з частотою f2, відмінною від частоти f1 обертання не більше ніж на 3 Гц;
розміщують перший і другий пристрої перемішування навколо металевого розплаву настільки близько один до одного, щоб перше і друге магнітні поля, що обертаються, накладалися один на одний в області між першим і другим пристроями перемішування, з тим щоб перешкоджати утворенню кристалічної структури між першим і другим пристроями перемішування.
Текст
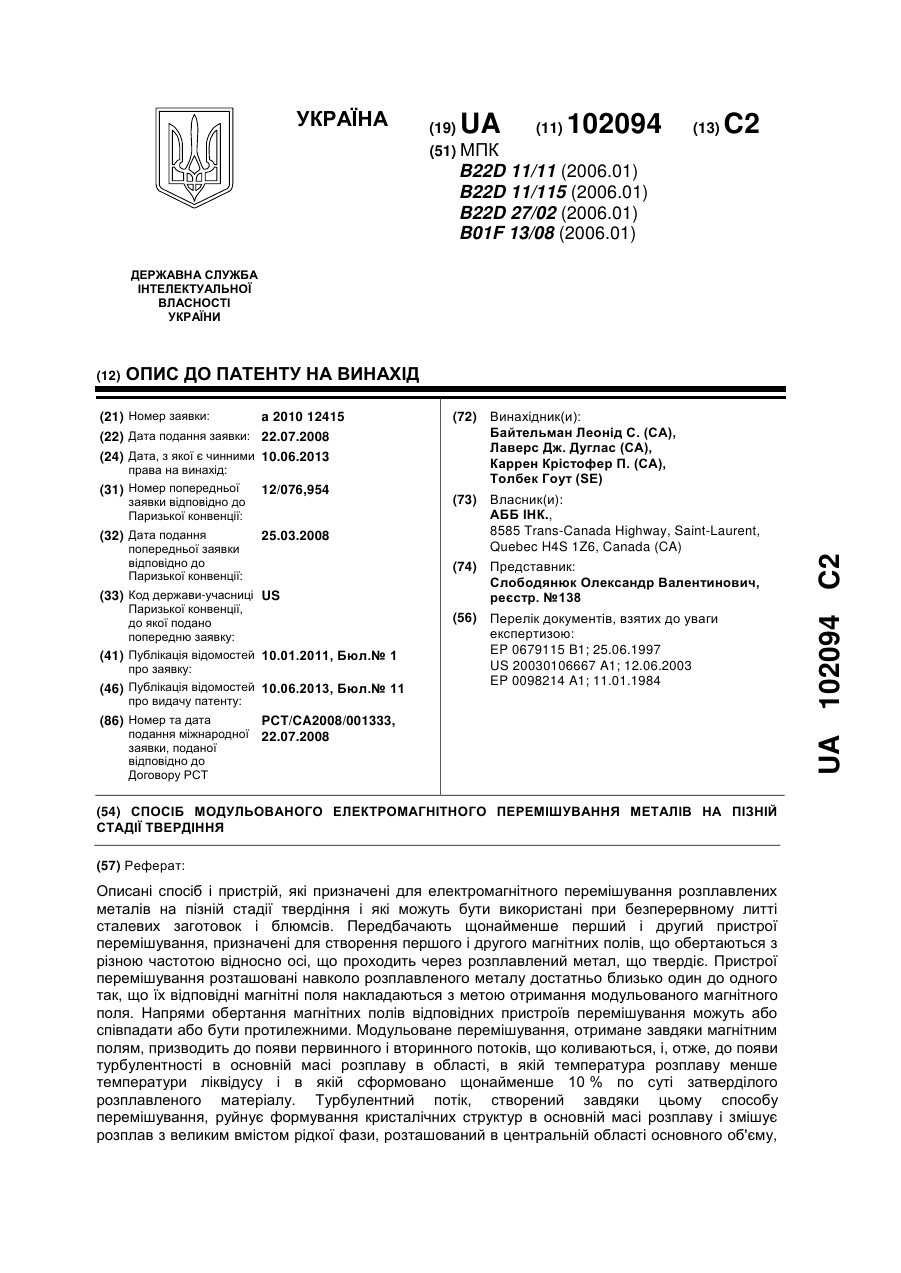
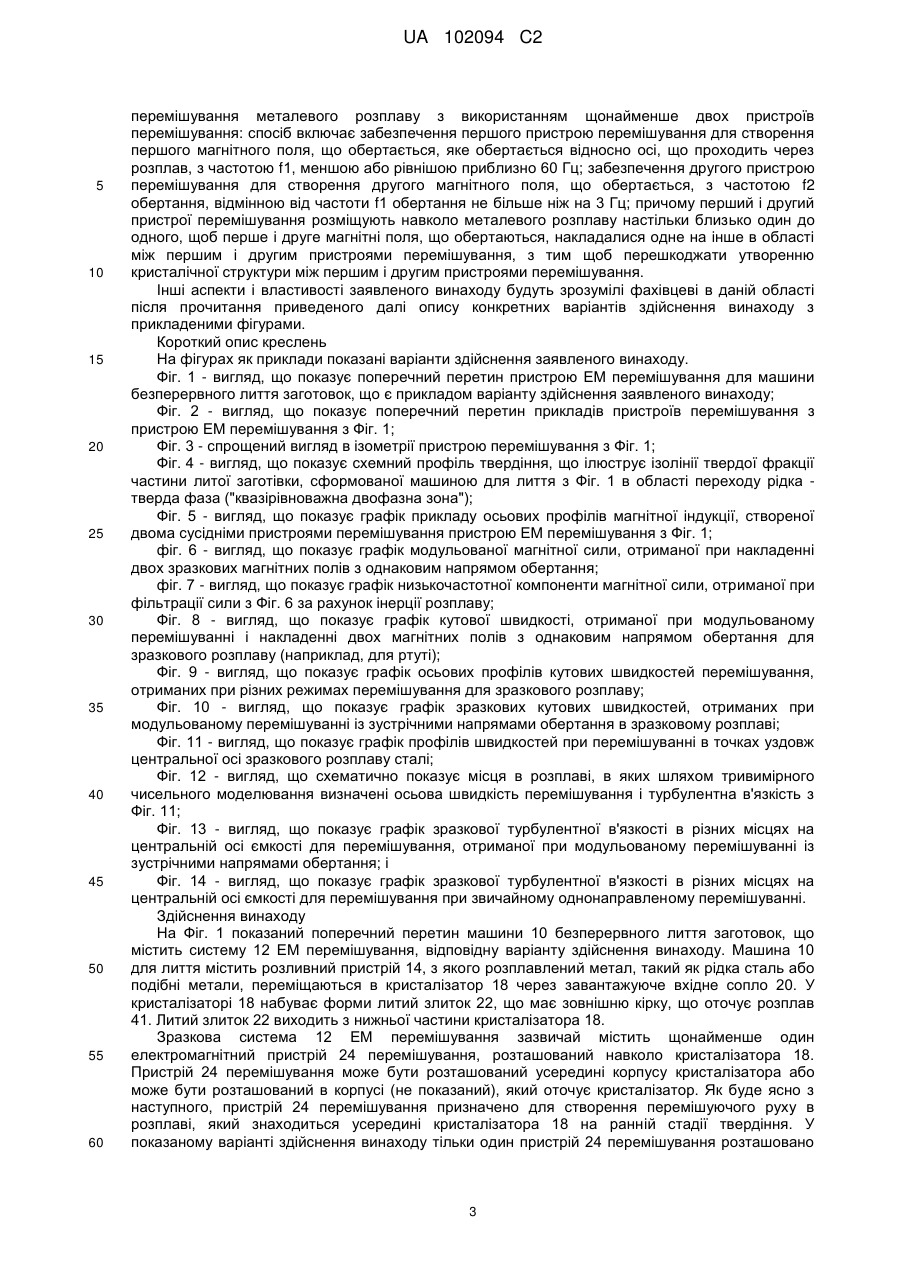
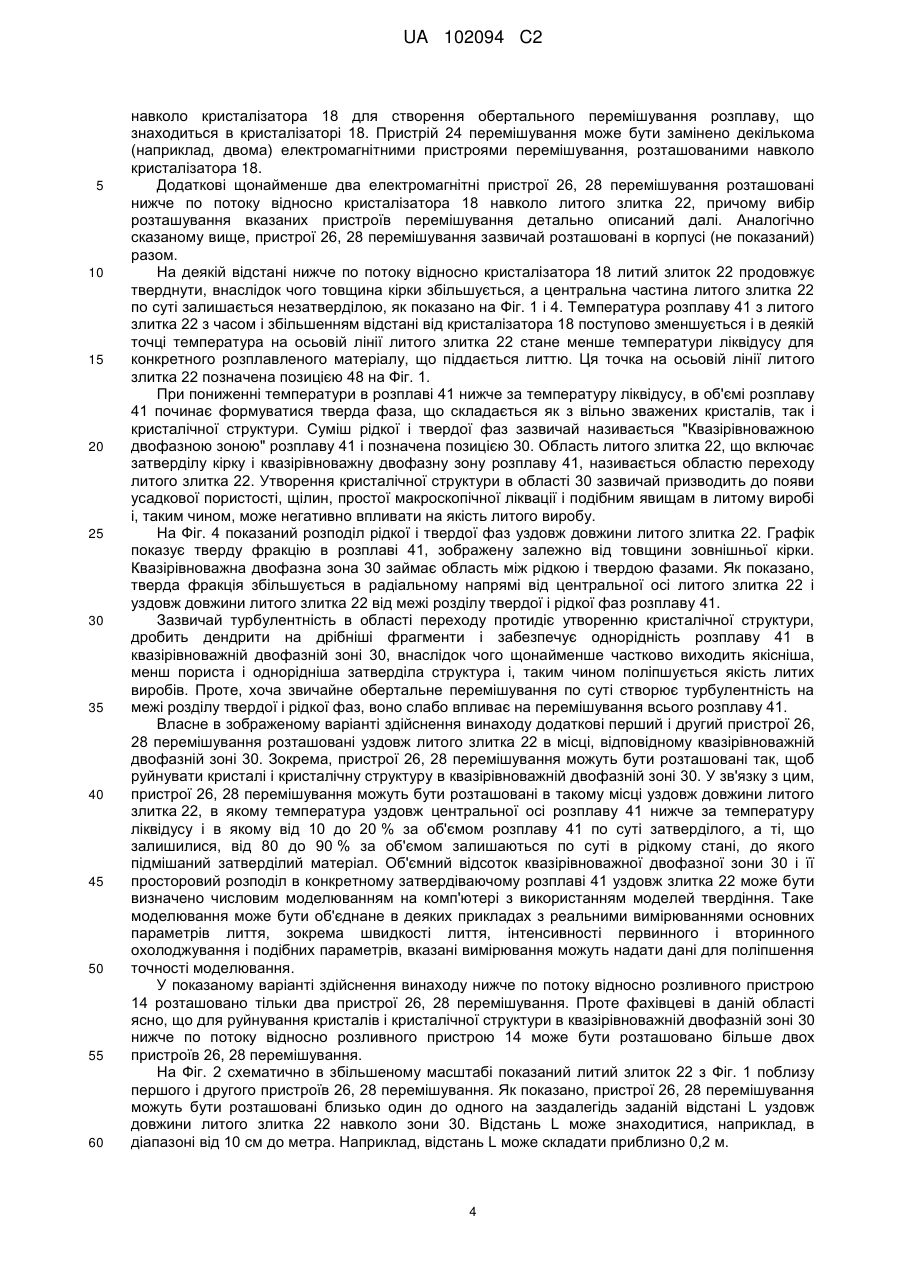
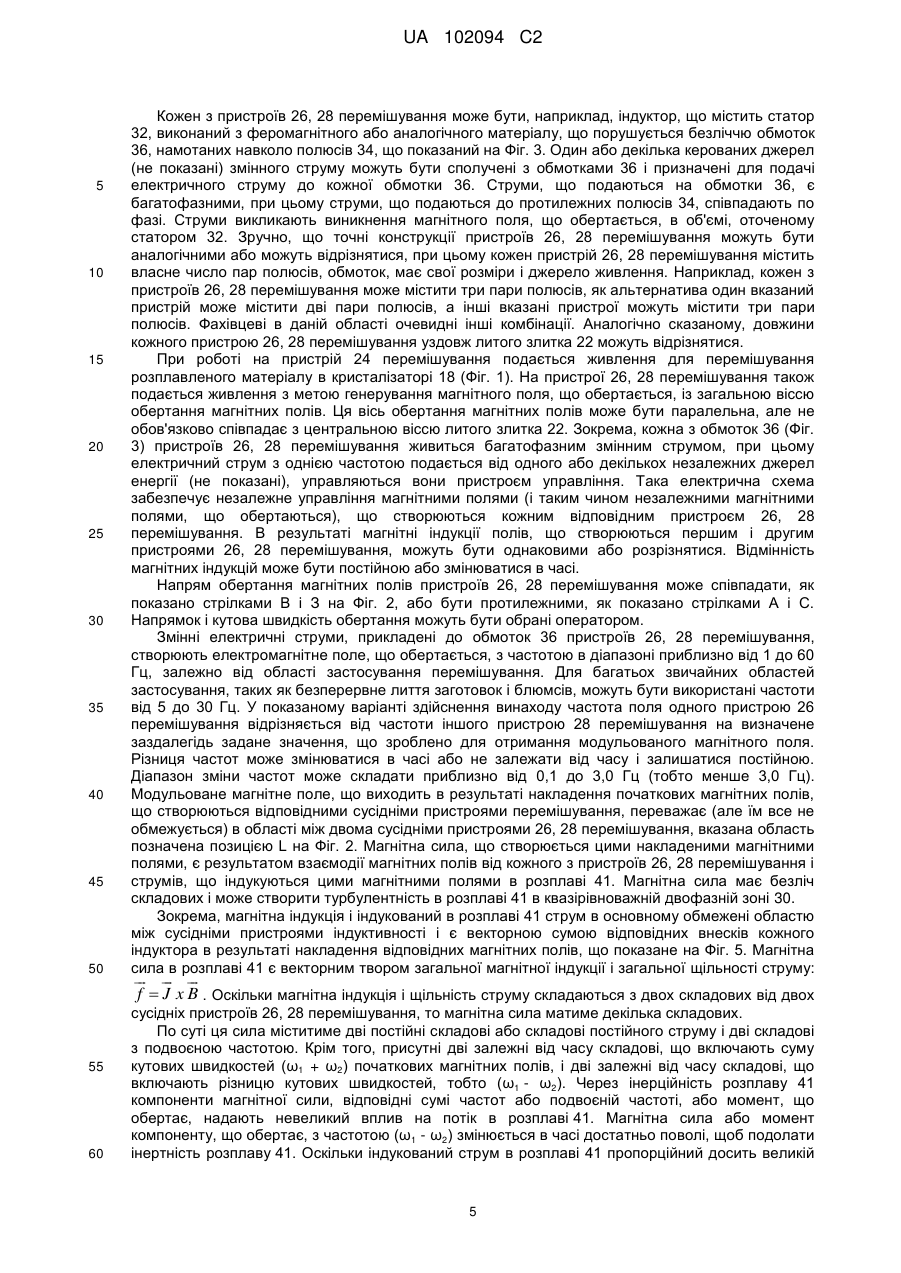
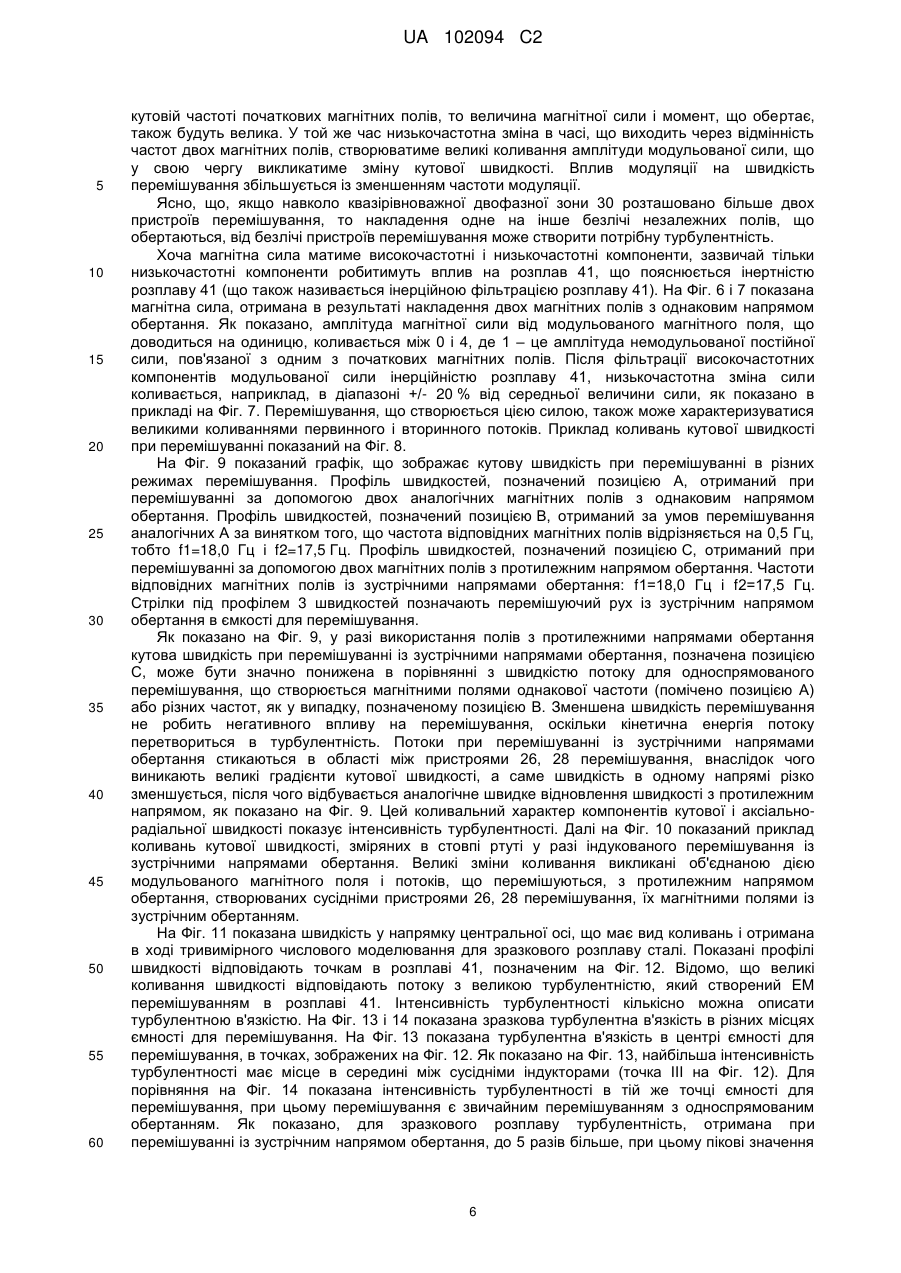
Реферат: Описані спосіб і пристрій, які призначені для електромагнітного перемішування розплавлених металів на пізній стадії твердіння і які можуть бути використані при безперервному литті сталевих заготовок і блюмсів. Передбачають щонайменше перший і другий пристрої перемішування, призначені для створення першого і другого магнітних полів, що обертаються з різною частотою відносно осі, що проходить через розплавлений метал, що твердіє. Пристрої перемішування розташовані навколо розплавленого металу достатньо близько один до одного так, що їх відповідні магнітні поля накладаються з метою отримання модульованого магнітного поля. Напрями обертання магнітних полів відповідних пристроїв перемішування можуть або співпадати або бути протилежними. Модульоване перемішування, отримане завдяки магнітним полям, призводить до появи первинного і вторинного потоків, що коливаються, і, отже, до появи турбулентності в основній масі розплаву в області, в якій температура розплаву менше температури ліквідусу і в якій сформовано щонайменше 10 % по суті затверділого розплавленого матеріалу. Турбулентний потік, створений завдяки цьому способу перемішування, руйнує формування кристалічних структур в основній масі розплаву і змішує розплав з великим вмістом рідкої фази, розташований в центральній області основного об'єму, UA 102094 C2 (12) UA 102094 C2 що приводить до поліпшень затверділої структури і поліпшення загальної внутрішньої якості литих виробів. UA 102094 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої відноситься винахід Даний винахід стосується електромагнітного перемішування і, конкретніше, електромагнітного перемішування при твердінні рідких металів. Винахід може бути використаний при безперервному литті сталі, сплавів або інших металевих розплавів і при інших процесах твердіння цих матеріалів. Рівень техніки Електромагнітне перемішування (ЕМ перемішування) зазвичай використовується при виготовленні безперервнолитих заготовок, блюмсів, тощо; при литті різних сплавів; і інших процесах лиття і обробки рідких металів. Зазвичай змінний електричний струм прикладають до індукційних обмоток, що оточують розплав. Змінний електричний струм порушує безперервне електромагнітне поле змінного струму, що обертається, яке перемішує метал з метою виготовлення безперервнолитих заготовок і блюмсів. Наприклад, поле змінного струму може перемішувати розплав в кристалізаторі машини безперервного лиття на ранній стадії твердіння. Обертальне перемішування розплаву в кристалізаторі створює турбулентність і зрушуюче зусилля на межі твердої і рідкої фаз. Це призводить до дроблення дендритів на фронті твердіння і утворення рівноосної затверділої структури, що є найбільш важливою метою перемішування в кристалізаторі. Також ЕМ перемішування може бути використане для перемішування незатверділої частини безперервнолитого злитка нижче за кристалізатор на пізній стадії твердіння. Проте звичайне обертальне перемішування не ефективне на пізній стадії твердіння розплаву, оскільки будь-яка турбулентність, що створюється обертальним перемішуванням, по суті обмежена межею розділу твердої і рідкої фаз. В цілях поліпшення ефективності обертального перемішування в публікаціях японських патентів № 52-4495 і № 53-6932 (Kojima та інші) “Застосування покращуючого помірного перемішування в блюмовій ливарній машині (остання технологія Kosmostir-Magnetogyr)” описано переривчасте обертальне перемішування, що чергується. Переривчасте перемішування досягається завдяки переривчастій подачі електричного струму при живленні перемішуючих обмоток. Перемішування, що чергується, досягається завдяки створенню магнітного поля з напрямом обертання, що чергується. Проте виявилось, що ефективність переривчастого перемішування, що чергується, обмежена, оскільки воно не створює значної турбулентності в розплаві за межами межі розділу твердої і рідкої фаз. Крім того, загальний час для перемішування безперервнолитих заготовок і блюмсів обмежений 10-40 секундами, залежно від розміру поперечного перетину литого виробу і відповідної швидкості лиття. Цей порівняно короткий часовий проміжок обмежує як тривалість, так і кількість циклів переривчастого перемішування, що чергується. Перемішування, що також чергується, може здійснюватися без пауз. Інші способи ЕМ перемішування засновані на модуляції магнітного поля при застосуванні електричного струму змінної частоти і/або амплітуди з використанням програмованого джерела електроенергії. Такий спосіб ЕМ перемішування описаний, наприклад, в патенті США № 4 852 632. Як вказано в описі, цей спосіб може створювати "м'яке" перемішування завдяки поступовій зміні напряму перемішування, з тим, щоб виключити або ослабити утворення негативного розділення на межі ємкості для перемішування в безперервнолитих блюмсах. Аналогічні способи модуляції магнітного поля описані в US2007/0157996A1 (H. Branover та інші) і DE 102004017443 (J. Pal та інші). Ці способи модуляції довели свою ефективність при тривалості модуляції, що становить приблизно 10 секунд, що також обмежує їх застосовність при безперервному литті заготовок і блюмсів. Відповідно, є потреба в нових способах ЕМ перемішування і пристроях, які створюють велику турбулентність. Розкриття винаходу Згідно заявленому винаходу, запропонований спосіб і пристрій ЕМ перемішування, які створюють велику турбулентність в об'ємі розплаву, що твердіє. Зокрема, з метою отримання турбулентного ЕМ перемішування формують магнітне поле, що накладається, шляхом суперпозиції (накладення один на одного) щонайменше двох незалежних полів різних частот і, таким чином, модуляції поля. Спосіб і пристрій особливо підходять для перемішування на пізніх стадіях твердіння. Згідно одного аспекту заявленого винаходу, запропонований спосіб електромагнітного перемішування розплавленого металевого матеріалу. Спосіб включає наступне: забезпечують щонайменше два пристрої перемішування для створення незалежних магнітних полів, що обертаються відносно осі, що проходить через розплавлений матеріал; причому щонайменше перший і другий пристрої перемішування з щонайменше двох пристроїв перемішування 1 UA 102094 C2 5 10 15 20 25 30 35 40 45 50 55 60 створюють незалежні магнітні поля, що обертаються, з кутовими частотами, що відрізняються; при цьому пристрої перемішування розташовують навколо розплавленого металевого матеріалу настільки близько один до одного, щоб незалежні магнітні поля, що обертаються, накладалися одне на одне з отриманням модульованого магнітного поля, яке створює турбулентний потік розплавленого металевого матеріалу в області розплавленого металевого матеріалу, в якій температура нижче за температуру ліквідуса уздовж центральної осі розплавленого металевого матеріалу, і в якій розплавлений металевий матеріал змішаний щонайменше приблизно з 10 % за об'ємом по суті затверділого розплавленого металевого матеріалу. Згідно іншого аспекту заявленого винаходу, запропонований пристрій для лиття. Пристрій для лиття містить кристалізатор для лиття розплавленого металу; перший пристрій перемішування для створення першого магнітного поля, що обертається, обертається відносно осі, що проходить через розплавлений метал, вказаний пристрій перемішування розташований нижче по потоку відносно кристалізатора; другий пристрій перемішування для створення другого магнітного поля, що обертається, розташоване нижче по потоку відносно першого пристрою перемішування; щонайменше одне джерело живлення для отримання першого і другого магнітних полів з частотами, що відрізняються; при цьому перший і другий пристрої перемішування розташовані близько один до одного, так щоб перше і друге магнітні поля, що обертаються, формували модульоване магнітне поле, яке створює турбулентний потік в розплавленому металевому матеріалі в області між першим і другим пристроями перемішування, з тим щоб перешкоджати формуванню кристалічної структури в цій області. Згідно ще одного аспекту заявленого винаходу, запропонований спосіб електромагнітного перемішування металевого розплаву. Спосіб включає наступне: забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається, яке обертається відносно осі, що проходить через розплав, з кутовою частотою ω1; забезпечують другий пристрій перемішування для створення другого магнітного поля, що обертається, яке обертається з кутовою частотою ω 2; причому перший і другий пристрої перемішування розташовують настільки близько один до одного, щоб перше і друге магнітні поля, що обертаються, створювали магнітну силу, що має компоненту з частотою (ω1 - ω2) в металевому розплаві в області між першим і другим пристроєм перемішування, при цьому (ω1 - ω2) настільки мало, щоб магнітна сила перевищувала інерцію розплаву. Згідно ще одного аспекту заявленого винаходу, запропонований спосіб електромагнітного перемішування розплавленого металевого матеріалу. Спосіб включає наступне: забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається, яке обертається відносно осі, що проходить через розплавлений матеріал; забезпечують другий пристрій перемішування для створення другого магнітного поля, що обертається, з частотою обертання, відмінною від частоти обертання першого магнітного поля, що обертається; перший і другий пристрої перемішування розміщують навколо розплавленого металевого матеріалу настільки близько один до одного, щоб перше і друге магнітні поля, що обертаються, накладалися одне на інше в області між першим і другим пристроями перемішування з отриманням модульованого магнітного поля, яке створює турбулентний потік розплавленого металевого матеріалу в області переходу розплавленого металевого матеріалу, в якій температура нижче за температуру ліквідусу уздовж центральної осі розплавленого металевого матеріалу і в якій розплавлений металевий матеріал змішаний щонайменше приблизно з 10 % за об'ємом по суті затверділого розплавленого металевого матеріалу. Згідно ще одного аспекту заявленого винаходу, запропонований спосіб електромагнітного перемішування розплавленого металевого матеріалу. Спосіб включає наступне: забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається, яке обертається відносно осі, що проходить через розплавлений матеріал; забезпечують щонайменше один додатковий пристрій перемішування для створення одного або більш додаткових магнітних полів, що обертаються, частоти обертання яких відрізняються від частоти першого магнітного поля, що обертається; перше і додаткові пристрої перемішування розміщують навколо розплавленого металевого матеріалу так, щоб магнітні поля, що обертаються, створюються сусідніми пристроями перемішування з першого і щонайменше одного додаткового пристрою перемішування, накладалися одне на інше з отриманням модульованого магнітного поля, яке створює турбулентний потік розплавленого металевого матеріалу в області переходу розплавленого металевого матеріалу, в якій температура нижче за температуру ліквідусу уздовж центральної осі розплавленого металевого матеріалу, з тим, щоб перешкоджати утворенню кристалічної структури в цій області. Згідно ще одного аспекту заявленого винаходу, запропонований спосіб електромагнітного 2 UA 102094 C2 5 10 15 20 25 30 35 40 45 50 55 60 перемішування металевого розплаву з використанням щонайменше двох пристроїв перемішування: спосіб включає забезпечення першого пристрою перемішування для створення першого магнітного поля, що обертається, яке обертається відносно осі, що проходить через розплав, з частотою f1, меншою або рівнішою приблизно 60 Гц; забезпечення другого пристрою перемішування для створення другого магнітного поля, що обертається, з частотою f2 обертання, відмінною від частоти f1 обертання не більше ніж на 3 Гц; причому перший і другий пристрої перемішування розміщують навколо металевого розплаву настільки близько один до одного, щоб перше і друге магнітні поля, що обертаються, накладалися одне на інше в області між першим і другим пристроями перемішування, з тим щоб перешкоджати утворенню кристалічної структури між першим і другим пристроями перемішування. Інші аспекти і властивості заявленого винаходу будуть зрозумілі фахівцеві в даній області після прочитання приведеного далі опису конкретних варіантів здійснення винаходу з прикладеними фігурами. Короткий опис креслень На фігурах як приклади показані варіанти здійснення заявленого винаходу. Фіг. 1 - вигляд, що показує поперечний перетин пристрою ЕМ перемішування для машини безперервного лиття заготовок, що є прикладом варіанту здійснення заявленого винаходу; Фіг. 2 - вигляд, що показує поперечний перетин прикладів пристроїв перемішування з пристрою ЕМ перемішування з Фіг. 1; Фіг. 3 - спрощений вигляд в ізометрії пристрою перемішування з Фіг. 1; Фіг. 4 - вигляд, що показує схемний профіль твердіння, що ілюструє ізолінії твердої фракції частини литої заготівки, сформованої машиною для лиття з Фіг. 1 в області переходу рідка тверда фаза ("квазірівноважна двофазна зона"); Фіг. 5 - вигляд, що показує графік прикладу осьових профілів магнітної індукції, створеної двома сусідніми пристроями перемішування пристрою ЕМ перемішування з Фіг. 1; фіг. 6 - вигляд, що показує графік модульованої магнітної сили, отриманої при накладенні двох зразкових магнітних полів з однаковим напрямом обертання; фіг. 7 - вигляд, що показує графік низькочастотної компоненти магнітної сили, отриманої при фільтрації сили з Фіг. 6 за рахунок інерції розплаву; Фіг. 8 - вигляд, що показує графік кутової швидкості, отриманої при модульованому перемішуванні і накладенні двох магнітних полів з однаковим напрямом обертання для зразкового розплаву (наприклад, для ртуті); Фіг. 9 - вигляд, що показує графік осьових профілів кутових швидкостей перемішування, отриманих при різних режимах перемішування для зразкового розплаву; Фіг. 10 - вигляд, що показує графік зразкових кутових швидкостей, отриманих при модульованому перемішуванні із зустрічними напрямами обертання в зразковому розплаві; Фіг. 11 - вигляд, що показує графік профілів швидкостей при перемішуванні в точках уздовж центральної осі зразкового розплаву сталі; Фіг. 12 - вигляд, що схематично показує місця в розплаві, в яких шляхом тривимірного чисельного моделювання визначені осьова швидкість перемішування і турбулентна в'язкість з Фіг. 11; Фіг. 13 - вигляд, що показує графік зразкової турбулентної в'язкості в різних місцях на центральній осі ємкості для перемішування, отриманої при модульованому перемішуванні із зустрічними напрямами обертання; і Фіг. 14 - вигляд, що показує графік зразкової турбулентної в'язкості в різних місцях на центральній осі ємкості для перемішування при звичайному однонаправленому перемішуванні. Здійснення винаходу На Фіг. 1 показаний поперечний перетин машини 10 безперервного лиття заготовок, що містить систему 12 ЕМ перемішування, відповідну варіанту здійснення винаходу. Машина 10 для лиття містить розливний пристрій 14, з якого розплавлений метал, такий як рідка сталь або подібні метали, переміщаються в кристалізатор 18 через завантажуюче вхідне сопло 20. У кристалізаторі 18 набуває форми литий злиток 22, що має зовнішню кірку, що оточує розплав 41. Литий злиток 22 виходить з нижньої частини кристалізатора 18. Зразкова система 12 ЕМ перемішування зазвичай містить щонайменше один електромагнітний пристрій 24 перемішування, розташований навколо кристалізатора 18. Пристрій 24 перемішування може бути розташований усередині корпусу кристалізатора або може бути розташований в корпусі (не показаний), який оточує кристалізатор. Як буде ясно з наступного, пристрій 24 перемішування призначено для створення перемішуючого руху в розплаві, який знаходиться усередині кристалізатора 18 на ранній стадії твердіння. У показаному варіанті здійснення винаходу тільки один пристрій 24 перемішування розташовано 3 UA 102094 C2 5 10 15 20 25 30 35 40 45 50 55 60 навколо кристалізатора 18 для створення обертального перемішування розплаву, що знаходиться в кристалізаторі 18. Пристрій 24 перемішування може бути замінено декількома (наприклад, двома) електромагнітними пристроями перемішування, розташованими навколо кристалізатора 18. Додаткові щонайменше два електромагнітні пристрої 26, 28 перемішування розташовані нижче по потоку відносно кристалізатора 18 навколо литого злитка 22, причому вибір розташування вказаних пристроїв перемішування детально описаний далі. Аналогічно сказаному вище, пристрої 26, 28 перемішування зазвичай розташовані в корпусі (не показаний) разом. На деякій відстані нижче по потоку відносно кристалізатора 18 литий злиток 22 продовжує тверднути, внаслідок чого товщина кірки збільшується, а центральна частина литого злитка 22 по суті залишається незатверділою, як показано на Фіг. 1 і 4. Температура розплаву 41 з литого злитка 22 з часом і збільшенням відстані від кристалізатора 18 поступово зменшується і в деякій точці температура на осьовій лінії литого злитка 22 стане менше температури ліквідусу для конкретного розплавленого матеріалу, що піддається литтю. Ця точка на осьовій лінії литого злитка 22 позначена позицією 48 на Фіг. 1. При пониженні температури в розплаві 41 нижче за температуру ліквідусу, в об'ємі розплаву 41 починає формуватися тверда фаза, що складається як з вільно зважених кристалів, так і кристалічної структури. Суміш рідкої і твердої фаз зазвичай називається "Квазірівноважною двофазною зоною" розплаву 41 і позначена позицією 30. Область литого злитка 22, що включає затверділу кірку і квазірівноважну двофазну зону розплаву 41, називається областю переходу литого злитка 22. Утворення кристалічної структури в області 30 зазвичай призводить до появи усадкової пористості, щілин, простої макроскопічної ліквації і подібним явищам в литому виробі і, таким чином, може негативно впливати на якість литого виробу. На Фіг. 4 показаний розподіл рідкої і твердої фаз уздовж довжини литого злитка 22. Графік показує тверду фракцію в розплаві 41, зображену залежно від товщини зовнішньої кірки. Квазірівноважна двофазна зона 30 займає область між рідкою і твердою фазами. Як показано, тверда фракція збільшується в радіальному напрямі від центральної осі литого злитка 22 і уздовж довжини литого злитка 22 від межі розділу твердої і рідкої фаз розплаву 41. Зазвичай турбулентність в області переходу протидіє утворенню кристалічної структури, дробить дендрити на дрібніші фрагменти і забезпечує однорідність розплаву 41 в квазірівноважній двофазній зоні 30, внаслідок чого щонайменше частково виходить якісніша, менш пориста і однорідніша затверділа структура і, таким чином поліпшується якість литих виробів. Проте, хоча звичайне обертальне перемішування по суті створює турбулентність на межі розділу твердої і рідкої фаз, воно слабо впливає на перемішування всього розплаву 41. Власне в зображеному варіанті здійснення винаходу додаткові перший і другий пристрої 26, 28 перемішування розташовані уздовж литого злитка 22 в місці, відповідному квазірівноважній двофазній зоні 30. Зокрема, пристрої 26, 28 перемішування можуть бути розташовані так, щоб руйнувати кристалі і кристалічну структуру в квазірівноважній двофазній зоні 30. У зв'язку з цим, пристрої 26, 28 перемішування можуть бути розташовані в такому місці уздовж довжини литого злитка 22, в якому температура уздовж центральної осі розплаву 41 нижче за температуру ліквідусу і в якому від 10 до 20 % за об'ємом розплаву 41 по суті затверділого, а ті, що залишилися, від 80 до 90 % за об'ємом залишаються по суті в рідкому стані, до якого підмішаний затверділий матеріал. Об'ємний відсоток квазірівноважної двофазної зони 30 і її просторовий розподіл в конкретному затвердіваючому розплаві 41 уздовж злитка 22 може бути визначено числовим моделюванням на комп'ютері з використанням моделей твердіння. Таке моделювання може бути об'єднане в деяких прикладах з реальними вимірюваннями основних параметрів лиття, зокрема швидкості лиття, інтенсивності первинного і вторинного охолоджування і подібних параметрів, вказані вимірювання можуть надати дані для поліпшення точності моделювання. У показаному варіанті здійснення винаходу нижче по потоку відносно розливного пристрою 14 розташовано тільки два пристрої 26, 28 перемішування. Проте фахівцеві в даній області ясно, що для руйнування кристалів і кристалічної структури в квазірівноважній двофазній зоні 30 нижче по потоку відносно розливного пристрою 14 може бути розташовано більше двох пристроїв 26, 28 перемішування. На Фіг. 2 схематично в збільшеному масштабі показаний литий злиток 22 з Фіг. 1 поблизу першого і другого пристроїв 26, 28 перемішування. Як показано, пристрої 26, 28 перемішування можуть бути розташовані близько один до одного на заздалегідь заданій відстані L уздовж довжини литого злитка 22 навколо зони 30. Відстань L може знаходитися, наприклад, в діапазоні від 10 см до метра. Наприклад, відстань L може складати приблизно 0,2 м. 4 UA 102094 C2 5 10 15 20 25 30 35 40 45 50 55 60 Кожен з пристроїв 26, 28 перемішування може бути, наприклад, індуктор, що містить статор 32, виконаний з феромагнітного або аналогічного матеріалу, що порушується безліччю обмоток 36, намотаних навколо полюсів 34, що показаний на Фіг. 3. Один або декілька керованих джерел (не показані) змінного струму можуть бути сполучені з обмотками 36 і призначені для подачі електричного струму до кожної обмотки 36. Струми, що подаються на обмотки 36, є багатофазними, при цьому струми, що подаються до протилежних полюсів 34, співпадають по фазі. Струми викликають виникнення магнітного поля, що обертається, в об'ємі, оточеному статором 32. Зручно, що точні конструкції пристроїв 26, 28 перемішування можуть бути аналогічними або можуть відрізнятися, при цьому кожен пристрій 26, 28 перемішування містить власне число пар полюсів, обмоток, має свої розміри і джерело живлення. Наприклад, кожен з пристроїв 26, 28 перемішування може містити три пари полюсів, як альтернатива один вказаний пристрій може містити дві пари полюсів, а інші вказані пристрої можуть містити три пари полюсів. Фахівцеві в даній області очевидні інші комбінації. Аналогічно сказаному, довжини кожного пристрою 26, 28 перемішування уздовж литого злитка 22 можуть відрізнятися. При роботі на пристрій 24 перемішування подається живлення для перемішування розплавленого матеріалу в кристалізаторі 18 (Фіг. 1). На пристрої 26, 28 перемішування також подається живлення з метою генерування магнітного поля, що обертається, із загальною віссю обертання магнітних полів. Ця вісь обертання магнітних полів може бути паралельна, але не обов'язково співпадає з центральною віссю литого злитка 22. Зокрема, кожна з обмоток 36 (Фіг. 3) пристроїв 26, 28 перемішування живиться багатофазним змінним струмом, при цьому електричний струм з однією частотою подається від одного або декількох незалежних джерел енергії (не показані), управляються вони пристроєм управління. Така електрична схема забезпечує незалежне управління магнітними полями (і таким чином незалежними магнітними полями, що обертаються), що створюються кожним відповідним пристроєм 26, 28 перемішування. В результаті магнітні індукції полів, що створюються першим і другим пристроями 26, 28 перемішування, можуть бути однаковими або розрізнятися. Відмінність магнітних індукцій може бути постійною або змінюватися в часі. Напрям обертання магнітних полів пристроїв 26, 28 перемішування може співпадати, як показано стрілками В і З на Фіг. 2, або бути протилежними, як показано стрілками А і С. Напрямок і кутова швидкість обертання можуть бути обрані оператором. Змінні електричні струми, прикладені до обмоток 36 пристроїв 26, 28 перемішування, створюють електромагнітне поле, що обертається, з частотою в діапазоні приблизно від 1 до 60 Гц, залежно від області застосування перемішування. Для багатьох звичайних областей застосування, таких як безперервне лиття заготовок і блюмсів, можуть бути використані частоти від 5 до 30 Гц. У показаному варіанті здійснення винаходу частота поля одного пристрою 26 перемішування відрізняється від частоти іншого пристрою 28 перемішування на визначене заздалегідь задане значення, що зроблено для отримання модульованого магнітного поля. Різниця частот може змінюватися в часі або не залежати від часу і залишатися постійною. Діапазон зміни частот може складати приблизно від 0,1 до 3,0 Гц (тобто менше 3,0 Гц). Модульоване магнітне поле, що виходить в результаті накладення початкових магнітних полів, що створюються відповідними сусідніми пристроями перемішування, переважає (але їм все не обмежується) в області між двома сусідніми пристроями 26, 28 перемішування, вказана область позначена позицією L на Фіг. 2. Магнітна сила, що створюється цими накладеними магнітними полями, є результатом взаємодії магнітних полів від кожного з пристроїв 26, 28 перемішування і струмів, що індукуються цими магнітними полями в розплаві 41. Магнітна сила має безліч складових і може створити турбулентність в розплаві 41 в квазірівноважній двофазній зоні 30. Зокрема, магнітна індукція і індукований в розплаві 41 струм в основному обмежені областю між сусідніми пристроями індуктивності і є векторною сумою відповідних внесків кожного індуктора в результаті накладення відповідних магнітних полів, що показане на Фіг. 5. Магнітна сила в розплаві 41 є векторним твором загальної магнітної індукції і загальної щільності струму: f J x B . Оскільки магнітна індукція і щільність струму складаються з двох складових від двох сусідніх пристроїв 26, 28 перемішування, то магнітна сила матиме декілька складових. По суті ця сила міститиме дві постійні складові або складові постійного струму і дві складові з подвоєною частотою. Крім того, присутні дві залежні від часу складові, що включають суму кутових швидкостей (ω1 + ω2) початкових магнітних полів, і дві залежні від часу складові, що включають різницю кутових швидкостей, тобто (ω1 - ω2). Через інерційність розплаву 41 компоненти магнітної сили, відповідні сумі частот або подвоєній частоті, або момент, що обертає, надають невеликий вплив на потік в розплаві 41. Магнітна сила або момент компоненту, що обертає, з частотою (ω1 - ω2) змінюється в часі достатньо поволі, щоб подолати інертність розплаву 41. Оскільки індукований струм в розплаві 41 пропорційний досить великій 5 UA 102094 C2 5 10 15 20 25 30 35 40 45 50 55 60 кутовій частоті початкових магнітних полів, то величина магнітної сили і момент, що обертає, також будуть велика. У той же час низькочастотна зміна в часі, що виходить через відмінність частот двох магнітних полів, створюватиме великі коливання амплітуди модульованої сили, що у свою чергу викликатиме зміну кутової швидкості. Вплив модуляції на швидкість перемішування збільшується із зменшенням частоти модуляції. Ясно, що, якщо навколо квазірівноважної двофазної зони 30 розташовано більше двох пристроїв перемішування, то накладення одне на інше безлічі незалежних полів, що обертаються, від безлічі пристроїв перемішування може створити потрібну турбулентність. Хоча магнітна сила матиме високочастотні і низькочастотні компоненти, зазвичай тільки низькочастотні компоненти робитимуть вплив на розплав 41, що пояснюється інертністю розплаву 41 (що також називається інерційною фільтрацією розплаву 41). На Фіг. 6 і 7 показана магнітна сила, отримана в результаті накладення двох магнітних полів з однаковим напрямом обертання. Як показано, амплітуда магнітної сили від модульованого магнітного поля, що доводиться на одиницю, коливається між 0 і 4, де 1 – це амплітуда немодульованої постійної сили, пов'язаної з одним з початкових магнітних полів. Після фільтрації високочастотних компонентів модульованої сили інерційністю розплаву 41, низькочастотна зміна сили коливається, наприклад, в діапазоні +/- 20 % від середньої величини сили, як показано в прикладі на Фіг. 7. Перемішування, що створюється цією силою, також може характеризуватися великими коливаннями первинного і вторинного потоків. Приклад коливань кутової швидкості при перемішуванні показаний на Фіг. 8. На Фіг. 9 показаний графік, що зображає кутову швидкість при перемішуванні в різних режимах перемішування. Профіль швидкостей, позначений позицією А, отриманий при перемішуванні за допомогою двох аналогічних магнітних полів з однаковим напрямом обертання. Профіль швидкостей, позначений позицією В, отриманий за умов перемішування аналогічних А за винятком того, що частота відповідних магнітних полів відрізняється на 0,5 Гц, тобто f1=18,0 Гц і f2=17,5 Гц. Профіль швидкостей, позначений позицією С, отриманий при перемішуванні за допомогою двох магнітних полів з протилежним напрямом обертання. Частоти відповідних магнітних полів із зустрічними напрямами обертання: f1=18,0 Гц і f2=17,5 Гц. Стрілки під профілем 3 швидкостей позначають перемішуючий рух із зустрічним напрямом обертання в ємкості для перемішування. Як показано на Фіг. 9, у разі використання полів з протилежними напрямами обертання кутова швидкість при перемішуванні із зустрічними напрямами обертання, позначена позицією С, може бути значно понижена в порівнянні з швидкістю потоку для односпрямованого перемішування, що створюється магнітними полями однакової частоти (помічено позицією А) або різних частот, як у випадку, позначеному позицією В. Зменшена швидкість перемішування не робить негативного впливу на перемішування, оскільки кінетична енергія потоку перетвориться в турбулентність. Потоки при перемішуванні із зустрічними напрямами обертання стикаються в області між пристроями 26, 28 перемішування, внаслідок чого виникають великі градієнти кутової швидкості, а саме швидкість в одному напрямі різко зменшується, після чого відбувається аналогічне швидке відновлення швидкості з протилежним напрямом, як показано на Фіг. 9. Цей коливальний характер компонентів кутової і аксіальнорадіальної швидкості показує інтенсивність турбулентності. Далі на Фіг. 10 показаний приклад коливань кутової швидкості, зміряних в стовпі ртуті у разі індукованого перемішування із зустрічними напрямами обертання. Великі зміни коливання викликані об'єднаною дією модульованого магнітного поля і потоків, що перемішуються, з протилежним напрямом обертання, створюваних сусідніми пристроями 26, 28 перемішування, їх магнітними полями із зустрічним обертанням. На Фіг. 11 показана швидкість у напрямку центральної осі, що має вид коливань і отримана в ході тривимірного числового моделювання для зразкового розплаву сталі. Показані профілі швидкості відповідають точкам в розплаві 41, позначеним на Фіг. 12. Відомо, що великі коливання швидкості відповідають потоку з великою турбулентністю, який створений ЕМ перемішуванням в розплаві 41. Інтенсивність турбулентності кількісно можна описати турбулентною в'язкістю. На Фіг. 13 і 14 показана зразкова турбулентна в'язкість в різних місцях ємності для перемішування. На Фіг. 13 показана турбулентна в'язкість в центрі ємності для перемішування, в точках, зображених на Фіг. 12. Як показано на Фіг. 13, найбільша інтенсивність турбулентності має місце в середині між сусідніми індукторами (точка III на Фіг. 12). Для порівняння на Фіг. 14 показана інтенсивність турбулентності в тій же точці ємності для перемішування, при цьому перемішування є звичайним перемішуванням з односпрямованим обертанням. Як показано, для зразкового розплаву турбулентність, отримана при перемішуванні із зустрічним напрямом обертання, до 5 разів більше, при цьому пікові значення 6 UA 102094 C2 2 5 10 15 20 25 30 35 40 45 50 2 турбулентної в'язкості перевищують 2 Нс/м і часто перевищують 2,5 Нс/м . Як альтернатива застосуванню електромагнітних полів з однаковим напрямом обертання в пристроях 26, 28 перемішування можуть бути створені магнітні поля із зустрічним напрямом обертання. Магнітні поля із зустрічним напрямом обертання, створені пристроями 26, 28 перемішування, порушуватимуть потоки із зустрічним напрямом обертання усередині розплаву 41 в зоні 30, при цьому вказані потоки стикатимуться в області між сусідніми пристроями 26, 28 перемішування. В результаті цього зіткнення потоків, за різким зменшенням швидкості в одному напрямі обертання слідуватиме аналогічне різке збільшення швидкості в протилежному напрямі. Крім того, кутова швидкість також випробовує сильні коливання. Обидві ці первинні характеристики потоку, тобто градієнти швидкості і коливання швидкості, роблять внесок до створення рециркуляційних потоків з сильними коливаннями в осьовій площині. Чисельне моделювання підтверджує наявність потоків в розплаві 41, зокрема в точках, показаних на Фіг. 12. Виникає сильна турбулентність і зрушуюча напруга, особливо уздовж осьового і радіального напрямів литого злитка 22, особливо усередині розплаву 41 в області між сусідніми пристроями 26, 28 перемішування. Додаткова турбулентність в області між сусідніми пристроями 26, 28 перемішування може створюватися електромагнітними силами, що з'явилися завдяки суперпозиції магнітних полів із зустрічним напрямом обертання і з різними частотами. Відмічено, що низькочастотні магнітні сили через модуляцію магнітного поля створюють хвилювання в розплаві 41, які можуть стати особливо значущими, якщо їх частоти потрапляють в діапазон власних частот коливань розплаву, що може мати місце, наприклад, при параметричному резонансі розплаву. Крім того, інші параметри модуляції, такі як амплітуда електричного струму і зміна кута зрушення фаз, можуть додатково підсилити модульовані сили в порівнянні з немодульованими усередненими за часом магнітними силами і, отже, збільшити інтенсивність турбулентності і її вплив на поліпшення якості структури, що твердіє. Близько розташовані пристрої 26, 28 перемішування забезпечують створення сильно модульованих магнітних сил, отриманих в результаті суперпозиції магнітних полів з однаковим або протилежним напрямом обертання, при цьому вказані магнітні поля створюються устаткуванням звичайної конструкції, тобто індукторами і джерелами живлення. Збільшення турбулентності в розплаві 41 приводитиме до ефективного руйнування кристалічної структури і змішування кристалів уздовж центральної області розплаву, що містить велику частку рідкої фази, з матеріалом, що залишився. В результаті буде покращена структура, що твердіє, і загальна якість відлитих виробів. Тепер зрозуміло, що хоча показана система 12 ЕМ перемішування, що містить два пристрої 26 і 28 ЕМ перемішування, розташованих так, щоб створювати модульоване магнітне поле, таке поле може бути створене трьома або більшою кількістю пристроїв перемішування, що створюють накладені магнітні поля, що обертаються. Зрозуміло, що модульоване електромагнітне перемішування (прикладом є варіанти здійснення заявленого винаходу) може бути використане в більшості процесів лиття, коли розміри і геометрія литого виробу дозволяють створювати потік, що обертається, в розплаві, що твердіє. У разі стаціонарного корпусу система модульованого електромагнітного перемішування може спочатку створювати односпрямовані магнітні поля і, отже, односпрямований вихровий потік, що обертається, на ранній стадії твердіння. У заздалегідь заданий момент часу система перемішування може бути перемкнута в режим перемішування із зустрічним напрямом обертання з метою створення турбулентності на пізній стадії твердіння. Таке модульоване перемішування також може бути корисним в деяких процесах реолиття. Звичайно, описані вище варіанти здійснення винаходу призначені тільки для ілюстрації і не обмежують винахід. Описані варіанти здійснення винаходу можуть бути змінені з погляду форми, розташування частин, деталей і порядку роботи. Тим не менш, всі такі модифікації знаходяться в рамках обсягу винаходу, визначеного у формулі винаходу. ФОРМУЛА ВИНАХОДУ 55 60 1. Спосіб електромагнітного перемішування розплавленого металевого матеріалу, який відрізняється тим, що: забезпечують щонайменше два пристрої перемішування для створення незалежних магнітних полів, що обертаються відносно осі, що проходить через вказаний розплавлений матеріал; при цьому щонайменше перший і другий пристрої перемішування із вказаних щонайменше двох пристроїв перемішування створюють незалежні магнітні поля, що обертаються з різними кутовими частотами; 7 UA 102094C2 5 10 15 20 25 30 35 40 45 50 55 розміщують вказані пристрої перемішування навколо розплавленого металевого матеріалу настільки близько один до одного, щоб вказані незалежні магнітні поля, що обертаються, накладалися один на одний з отриманням модульованого магнітного поля, яке створює турбулентний потік розплавленого металевого матеріалу в області розплавленого металевого матеріалу, в якому температура нижча за температуру ліквідусу уздовж центральної осі розплавленого металевого матеріалу і в якому розплавлений металевий матеріал змішаний щонайменше приблизно з 10 % за об'ємом по суті затверділого розплавленого металевого матеріалу. 2. Спосіб за п. 1, який відрізняється тим, що напрями обертання вказаних магнітних полів, що обертаються, є протилежними. 3. Спосіб за п. 1, який відрізняється тим, що напрями обертання вказаних магнітних полів, що обертаються, співпадають. 4. Спосіб за п. 1, який відрізняється тим, що подовжній розмір першого пристрою перемішування із вказаних щонайменше двох пристроїв перемішування, розташованого навколо розплавленого металевого матеріалу, відрізняється від подовжнього розміру другого пристрою перемішування з вказаних щонайменше двох пристроїв перемішування, розташованого навколо розплавленого металевого матеріалу. 5. Спосіб за п. 2, який відрізняється тим, що частоти першого і другого магнітних полів, що обертаються, відрізняються менш ніж приблизно на 3 Гц. 6. Спосіб за п. 2 або п. 3, який відрізняється тим, що різницю частот вказаних магнітних полів, що обертаються, змінюють в часі. 7. Спосіб за п. 1, який відрізняється тим, що кожен з пристроїв перемішування містить щонайменше дві пари полюсів, кожну з яких збуджують струмом щонайменше від одного багатофазного джерела струму. 8. Спосіб за п. 1, який відрізняється тим, що вказаний розплавлений металевий матеріал знаходиться в межах безперервної литої заготовки нижче по потоку відносно кристалізатора. 9. Спосіб за п. 1, який відрізняється тим, що вказані перший і другий пристрої перемішування із вказаних щонайменше двох пристроїв перемішування створюють різні магнітні індукції в розплавленому металевому матеріалі. 10. Спосіб за п. 1, який відрізняється тим, що магнітну індукцію, що отримується в розплавленому металевому матеріалі за допомогою першого і/або другого пристрою перемішування із вказаних щонайменше двох пристроїв перемішування, змінюють в часі. 11. Спосіб за п. 1, який відрізняється тим, що пікові значення турбулентної в'язкості вказаної 2 турбулентної течії перевершують 2 Нс/м . 12. Спосіб за п. 1, який відрізняється тим, що вказана область містить по суті рідкий розплавлений металевий матеріал і кристалічний матеріал, оточені твердою кіркою. 13. Спосіб за п. 1, який відрізняється тим, що вказаний турбулентний потік перешкоджає формуванню кристалічної структури у вказаній області. 14. Спосіб за п. 1, який відрізняється тим, що переміщають розплавлений металевий матеріал через кристалізатор, розташований вище по потоку відносно вказаної області, і забезпечують додатковий пристрій перемішування навколо кристалізатора для створення магнітного поля, що обертається, в межах вказаного кристалізатора. 15. Спосіб за п. 1, який відрізняється тим, що частоти магнітних полів, що обертаються, відрізняються менш ніж приблизно на 3 Гц. 16. Спосіб за п. 1, який відрізняється тим, що вказані щонайменше два пристрої перемішування створюють магнітні поля, для яких різниця частот змінюється в часі. 17. Спосіб за п. 1, який відрізняється тим, що розплавлений матеріал містить рідку сталь і 2 пікові значення турбулентної в'язкості вказаного турбулентного потоку перевершують 2 Нс/м . 18. Спосіб за п. 1, який відрізняється тим, що частота вказаних незалежних магнітних полів, що обертаються, менше або рівна 60 Гц. 19. Спосіб за п. 1, який відрізняється тим, що кожен з вказаних пристроїв перемішування містить щонайменше дві пари полюсів, кожну з яких збуджують струмом, що має періодичну хвилеву форму. 20. Спосіб за п. 1, який відрізняється тим, що перший і другий пристрої перемішування з вказаних щонайменше двох пристроїв перемішування створюють однакові магнітні індукції в розплавленому металевому матеріалі. 21. Пристрій для лиття, який містить: кристалізатор для лиття розплавленого металу; 8 UA 102094 C2 5 10 15 20 25 30 35 40 45 50 55 перший пристрій перемішування для створення першого магнітного поля, що обертається навколо осі, що проходить через розплавлений метал, причому вказаний пристрій перемішування розміщений нижче по потоку відносно вказаного кристалізатора;другий пристрій перемішування, розташований нижче по потоку відносно вказаного першого пристрою перемішування, для створення другого магнітного поля, що обертається; щонайменше одне джерело живлення для генерації вказаних першого і другого магнітних полів з частотами обертання, що відрізняються одна від одної; причому перший і другий пристрої перемішування розміщені близько один до одного так, щоб перше і друге магнітні поля, що обертаються, формували модульоване магнітне поле, яке створює турбулентний потік в розплавленому металевому матеріалі в області між першим і другим пристроями перемішування, з тим щоб перешкоджати утворенню кристалічної структури у вказаній області. 22. Пристрій за п. 21, який відрізняється тим, що вказане щонайменше одне джерело живлення виконане з можливістю генерування першого і другого магнітних полів, що обертаються, з протилежними напрямами обертання. 23. Пристрій за п. 21, який відрізняється тим, що вказане щонайменше одне джерело живлення виконане з можливістю генерування першого і другого магнітних полів, що обертаються, з однаковим напрямом обертання. 24. Пристрій за п. 21, який відрізняється тим, що подовжній розмір першого пристрою перемішування, розташованого навколо розплавленого металу, відрізняється від подовжнього розміру другого пристрою перемішування, розташованого навколо розплавленого металу. 25. Пристрій за п. 22, який відрізняється тим, що частоти першого і другого магнітних полів, що обертаються, відрізняються менш ніж приблизно на 3 Гц. 26. Пристрій за п. 22, який відрізняється тим, що різниця частот першого і другого магнітних полів, що обертаються, є змінною в часі. 27. Пристрій за п. 21, який відрізняється тим, що перший і другий пристрої перемішування містять щонайменше по дві пари полюсів, кожна з яких збуджується струмом від вказаного щонайменше одного джерела. 28. Пристрій за п. 21, який відрізняється тим, що перший і другий пристрої перемішування створюють однакові магнітні індукції в розплавленому металі. 29. Пристрій за п. 21, який відрізняється тим, що перший і другий пристрої перемішування виконані з можливістю створення різної магнітної індукції в розплавленому металі. 30. Пристрій за п. 21, який відрізняється тим, що магнітна індукція, що отримується в розплавленому металі за допомогою щонайменше одного із вказаних першого і другого пристроїв перемішування, є змінною в часі. 31. Пристрій за п. 21, який відрізняється тим, що пікові значення турбулентної в'язкості 2 турбулентного потоку перевершують 2 Нс/м . 32. Пристрій за п. 21, який відрізняється тим, що вказана область містить по суті рідкий розплавлений метал і кристалічний матеріал, оточені твердою кіркою. 33. Пристрій за п. 21, який відрізняється тим, що додатково містить пристрій перемішування навколо кристалізатора, виконаний з можливістю створення магнітного поля, що обертається, усередині кристалізатора. 34. Спосіб електромагнітного перемішування металевого розплаву, який відрізняється тим, що: забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається відносно осі, що проходить через вказаний розплав, причому з кутовою частотою 1; забезпечують другий пристрій перемішування для створення другого магнітного поля, що обертається з кутовою частотою 2; розміщують перший і другий пристрої перемішування настільки близько один до одного, щоб перше і друге магнітні поля, що обертаються, створювали магнітну силу, що має компоненту з частотою (1-2) у вказаному металевому розплаві в області між першим і другим пристроєм перемішування, причому величина (1-1) настільки мала, щоб магнітна сила перевершувала інерцію вказаного розплаву. 35. Спосіб за п. 34, який відрізняється тим, що для отримання перемішування розплаву вибирають 1/2 і 2/2 із значенням, меншим або рівним 60 Гц. 36. Спосіб за п. 35, який відрізняється тим, що (1-2)/2 менше або рівне 3 Гц. 37. Спосіб електромагнітного перемішування розплавленого металевого матеріалу, який відрізняється тим, що: 9 UA 102094 C2 5 10 15 20 25 30 35 40 забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається відносно осі, що проходить через вказаний розплавлений матеріал; забезпечують другий пристрій перемішування для створення другого магнітного поля, що обертається з частотою обертання, що відрізняється від частоти обертання першого магнітного поля; причому вказані перший і другий пристрої перемішування розміщують навколо розплавленого металевого матеріалу настільки близько один до одного,щоб перше і друге магнітні поля, що обертаються, накладалися в області між першим і другим пристроями перемішування для отримання модульованого магнітного поля, яке створює турбулентний потік розплавленого металевого матеріалу в області переходу вказаного розплавленого металевого матеріалу, в якій температура нижче за температуру ліквідусу уздовж центральної осі розплавленого металевого матеріалу і в якій розплавлений металевий матеріал змішаний щонайменше приблизно з 10 % за об'ємом по суті затверділого розплавленого металевого матеріалу. 38. Спосіб електромагнітного перемішування розплавленого металевого матеріалу, який відрізняється тим, що: забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається відносно осі, що проходить через вказаний розплавлений матеріал; забезпечують щонайменше один додатковий пристрій перемішування для створення одного або більш додаткових магнітних полів, що обертаються, що мають частоту обертання, відмінну від частоти обертання першого магнітного поля, що обертається; розміщують перший і додаткові пристрої перемішування навколо розплавленого металевого матеріалу так, щоб магнітні поля, що обертаються, які створюються сусідніми пристроями перемішування із вказаних першого і щонайменше одного додаткового пристрою перемішування, накладалися один на одний з отриманням модульованого магнітного поля, яке створює турбулентний потік розплавленого металевого матеріалу в області переходу вказаного розплавленого металевого матеріалу, в якому температура нижча за температуру ліквідусу уздовж центральної осі розплавленого металевого матеріалу, з тим щоб перешкоджати утворенню кристалічної структури у вказаній області. 39. Спосіб за п. 38, який відрізняється тим, що в області переходу розплавленого металевого матеріалу розплавлений металевий матеріал змішаний щонайменше приблизно з 10 % за об'ємом по суті затверділого розплавленого металевого матеріалу. 40. Спосіб електромагнітного перемішування металевого розплаву з використанням щонайменше двох пристроїв перемішування, який відрізняється тим, що: забезпечують перший пристрій перемішування для створення першого магнітного поля, що обертається відносно осі, що проходить через вказаний розплав, з частотою f1, меншою або рівною приблизно 60 Гц; забезпечують другий пристрій перемішування для створення другого магнітного поля, що обертається з частотою f2, відмінною від частоти f1 обертання не більше ніж на 3 Гц; розміщують перший і другий пристрої перемішування навколо металевого розплаву настільки близько один до одного, щоб перше і друге магнітні поля, що обертаються, накладалися один на одний в області між першим і другим пристроями перемішування, з тим щоб перешкоджати утворенню кристалічної структури між першим і другим пристроями перемішування. 10 UA 102094 C2 11 UA 102094 C2 12 UA 102094 C2 13 UA 102094 C2 14 UA 102094 C2 15 UA 102094 C2 16 UA 102094 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of modulated electromagnetic stirring metals in advanced stage of solidification
Автори англійськоюBeitelman, Leonid S., Lavers, J. Douglas, Curran, Christopher P., Tallback, Gote
Назва патенту російськоюСпособ модулированного электромагнитного перемешивания металлов на поздней стадии твердения
Автори російськоюБайтельман Леонид С., Лаверс Дж. Дуглас, Каррен Кристофер П., Толбек Гоут
МПК / Мітки
МПК: B22D 11/11, B22D 11/115, B01F 13/08, B22D 27/02
Мітки: спосіб, електромагнітного, металів, перемішування, модульованого, стадії, твердіння, пізній
Код посилання
<a href="https://ua.patents.su/19-102094-sposib-modulovanogo-elektromagnitnogo-peremishuvannya-metaliv-na-piznijj-stadi-tverdinnya.html" target="_blank" rel="follow" title="База патентів України">Спосіб модульованого електромагнітного перемішування металів на пізній стадії твердіння</a>
Спосіб електромагнітного перемішування рідкого металу системою обертових магнітних полів
Номер патенту: 78923
Опубліковано: 25.04.2007
Автори: Кондратенко Ігор Петрович, Євдокимов Віктор Федорович, Дубодєлов Віктор Іванович, Ращепкін Анатолій Павлович, Якобше Ришард Якубович, Кучаєв Олександр Андрійович, Петрушенко Євген Іванович
МПК: B22D 27/02, B22D 11/04, B22D 11/115, B22D 11/10
Мітки: обертових, полів, спосіб, металу, магнітних, рідкого, системою, електромагнітного, перемішування
Формула / Реферат:
1. Спосіб електромагнітного перемішування рідкого металу системою обертових магнітних полів в кристалізаторі або ємності, який включає накладення двох обертових магнітних полів, що мають протилежні або однакові напрямки руху і спрямовані навколо осі кристалізатора або ємності, який відрізняється тим, що накладають на вказаний рідкий метал систему двох або більше обертових магнітних полів однакової частоти, які збуджуються обмотками з різним...
Пристрій для електромагнітного перемішування металевого розплаву
Номер патенту: 81579
Опубліковано: 10.01.2008
Автори: Кондратенко Ігор Петрович, Широкорад Сергій Іванович, Плугатар Віктор Семенович, Биковський Анатолій Іванович, Кочин Леонід Павлович, Ращепкін Анатолій Павлович, Білобров Юрій Миколайович
МПК: B22D 11/10, B22D 11/115, H02K 17/02, H02K 17/04, B22D 11/11, B22D 27/02
Мітки: металевого, електромагнітного, пристрій, перемішування, розплаву
Формула / Реферат:
Пристрій для електромагнітного перемішування металевого розплаву, який включає багатополюсну магнітну систему, що утворена симетрично розташованими постійними магнітами, і привід її обертання, який відрізняється тим, що згаданий привід обертання розміщений співвісно з багатополюсною магнітною системою і має вигляд асинхронної електричної машини з порожнистим ротором, до внутрішньої поверхні якого прикріплено постійні магніти.
Пристрій багатопозиційного електромагнітного перемішування

Номер патенту: 75100
Опубліковано: 26.11.2012
Автори: Дрючко Олександр Григорович, Бунякіна Наталія Володимирівна, Стороженко Дмитро Олексійович, Іваницька Ірина Олександрівна
МПК: G05D 7/00
Мітки: пристрій, багатопозиційного, перемішування, електромагнітного
Формула / Реферат:
Пристрій багатопозиційного електромагнітного перемішування гомогенних і гетерогенних багатокомпонентних систем з використанням магнітних елементів-змішувачів, які приводяться в обертальний рух електромагнітним полем змінної частоти, який відрізняється тим, що привод з системою двополюсних електромагнітів й електронним блоком керування забезпечує створення у робочому просторі позиціонування зразка пульсуюче, обертаючи змішувач, магнітне поле...
Спосіб обробки свердловин на пізній стадії їх розробки
Номер патенту: 30379
Опубліковано: 15.11.2000
Автори: Садов Анатолій Михайлович, Козак Володимир Павлович, Онищенко Василь Якович, Темченко Дмитро Михайлович, Грушко Євген Августинович, Рудий Мирослав Іванович, Кукуєв Анатолій Григорович
МПК: E21B 43/27
Мітки: обробки, свердловин, спосіб, розробки, стадії, пізній
Формула / Реферат:
Спосіб обробки свердловин на пізній стадії їх розробки, що включає нагнітання полімерного розчину та проведення методу дії на пласт, який відрізняється тим, що перед полімерним розчином у пласт додатково нагнітають при мінімально можливих витратах мінералізовану воду, яка по в'язкості більша або по хімічному складу відмінна від пластової води, що насичує продуктивний пласт, а як полімерний розчин використовують ту ж мінералізовану воду,...
Спосіб відновлення нафтової або газової свердловини на пізній стадії експлуатації

Номер патенту: 25333
Опубліковано: 10.08.2007
Автори: Филь Володимир Григорович, Бакулін Євген Миколайович, Яворський Михайло Миколайович
МПК: E21B 7/06
Мітки: експлуатації, спосіб, свердловини, газової, відновлення, стадії, пізній, нафтової
Формула / Реферат:
1. Спосіб відновлення газової або нафтової свердловини на пізній стадії експлуатації, який включає вирізання вікна в експлуатаційній колоні вище покрівлі продуктивного пласта, через яке здійснюють буріння похилого стовбура свердловини за зону кольматації з використанням бурового розчину, який містить флюїди, який відрізняється тим, що перед бурінням похилого стовбура визначають конфігурацію контуру відносної проникності продуктивного пласта...
Попередній патент: Похідні хіназоліну як модулятори raf-кінази і способи їх застосування
Наступний патент: Поглинаюча кисень пластикова структура
Випадковий патент: Спосіб визначення придатності донорської нирки для трансплантації