Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 109229
Опубліковано: 25.08.2016
Автори: Дзюба Олександр Володимирович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Тарельник В'ячеслав Борисович
Формула / Реферат
1. Спосіб обробки вкладишів підшипників ковзання, що включає нанесення на вкладиші електроерозійного покриття з м'якого матеріалу методом електроерозійного легування електродом-інструментом при енергіях імпульсу 0,01-0,5 Дж, який відрізняється тим, що покриття з міді або олов'яної бронзи, або олова наносять електродом-інструментом поетапно, потім на сформоване покриття наносять електродом-інструментом електроерозійне покриття з олов'яно-сурм'яного бабіту, після чого проводять поетапне електроерозійне легування отриманого шару графітовим електродом.
2. Спосіб за п. 1, який відрізняється тим, що електроерозійне покриття з міді або олов'яної бронзи, або олова наносять за допомогою електрода-інструмента принаймні в два етапи: спочатку - на режимах при енергіях імпульсу 0,1-0, 5 Дж, потім - на режимах при енергіях імпульсу 0,01-0,05 Дж.
3. Спосіб за п. 1, який відрізняється тим, що електроерозійне покриття з олов'яно-сурм'яного бабіту наносять на покриття з міді або олов'яної бронзи принаймні в два етапи: спочатку - на режимах при енергіях імпульсу 0,01-0,05 Дж, потім - на режимах при енергіях імпульсу 0,1-0,4 Дж.
4. Спосіб за п. 1, який відрізняється тим, що електроерозійне покриття з олов'яно-сурм'яного бабіту наносять на покриття з олова на режимах при енергіях імпульсу 0,1-0,4 Дж.
5. Спосіб за п. 1, який відрізняється тим, що електроерозійне легування графітовим електродом виконують принаймні в два етапи: спочатку - на режимах при енергіях імпульсу 0,2-0,4 Дж, потім - на режимах при енергіях імпульсу 0, 05-0,15 Дж.
6. Спосіб за п. 1, який відрізняється тим, що процес нанесення електроерозійного покриття з олов'яно-сурм'яного бабіту з наступним електроерозійним легуванням графітовим електродом неодноразово повторюють, починаючи з операції нанесення покриття з бабіту на режимах при енергіях імпульсу 0,1-0,4 Дж.
Текст
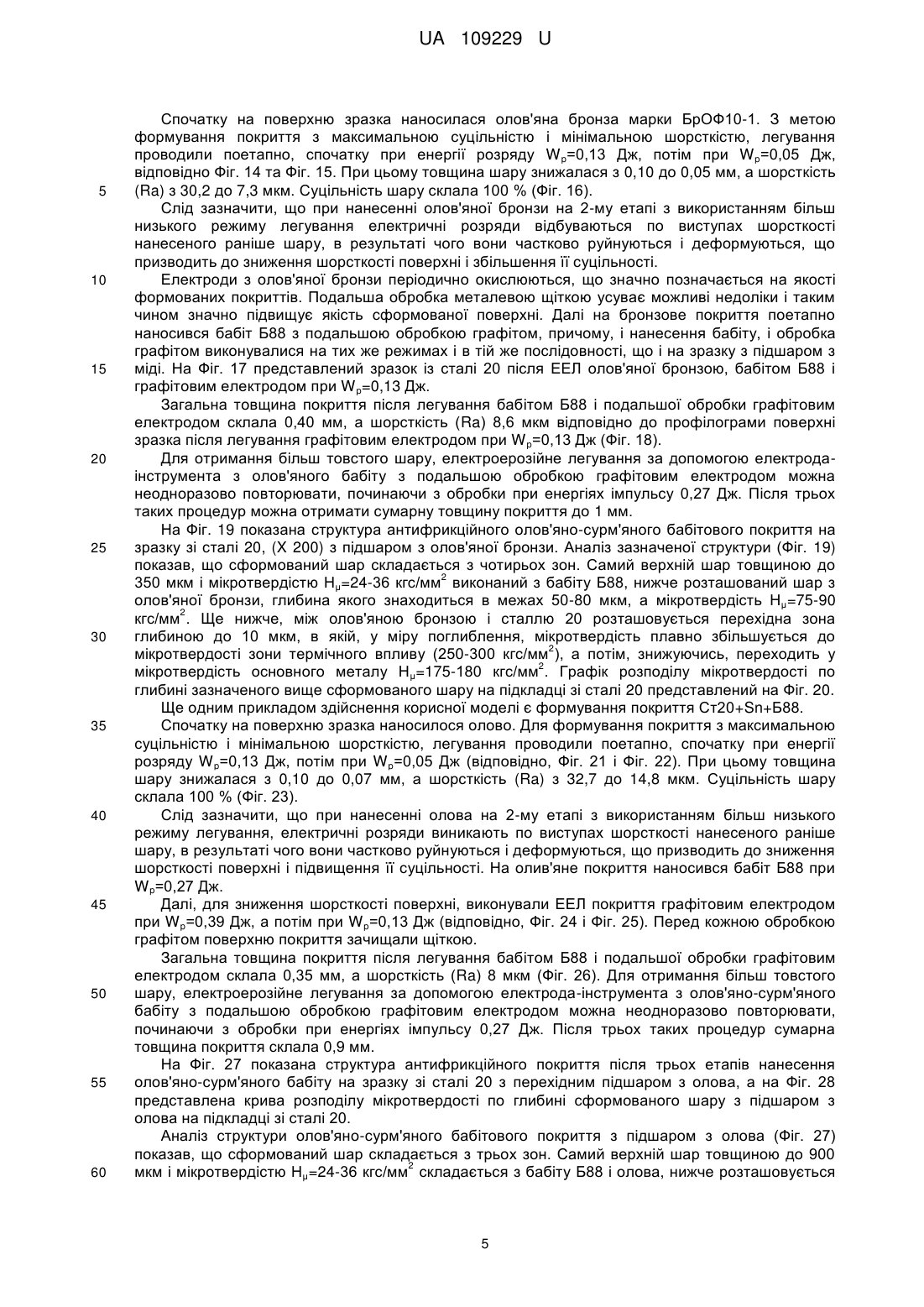
Реферат: Спосіб обробки вкладишів підшипників ковзання включає нанесення на вкладиші електроерозійного покриття з м'якого матеріалу методом електроерозійного легування електродом-інструментом при енергіях імпульсу 0,01-0,5 Дж. Покриття з міді або олов'яної бронзи, або олова наносять електродом-інструментом поетапно. Потім на сформоване покриття електродом-інструментом наносять електроерозійне покриття з олов'яно-сурм'яного бабіту. Проводять поетапне електроерозійне легування отриманого шару графітовим електродом. Вкладиші підшипників, оброблені пропонованим способом, мають високу надійність і довговічність, внаслідок того, що на всіх етапах формування антифрикційного покриття методом електроерозійного легування забезпечується міцний металевий зв'язок як між підкладкою і проміжним шаром з міді, олов'яної бронзи або олова, так і з подальшим шаром з олов'яно-сурм'яного бабіту. UA 109229 U (12) UA 109229 U UA 109229 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області електрофізичної та електрохімічної обробки, зокрема до електроерозійного легування, і може застосовуватися для обробки поверхонь вкладишів підшипників ковзання. Відомий спосіб електроерозійного легування (ЕЕЛ) поверхні, тобто процес перенесення матеріалу на оброблювану поверхню іскровим електричним розрядом [Назаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976]. Спосіб має такі специфічні особливості: - матеріал анода (легуючий матеріал) може утворювати на поверхні катода (легованій поверхні) шар покриття, надзвичайно міцно зчеплений з поверхнею, в цьому випадку не тільки відсутня межа розділу між нанесеним матеріалом і металом основи, але навіть відбувається дифузія елементів анода в катод; - легування можна здійснювати лише в зазначених місцях, не захищаючи при цьому решту поверхні деталі. Відомий також спосіб заливки в кокіль на вкладиші, підігріті до 250 °C, під тиском і при температурі 450-480 °C підшипникових матеріалів з м'яких металів Sn, Pb, Cd, Sb, Zn, що характеризуються наявністю твердих структурних складових у пластичній матриці і називаються бабітом [Гаркунов Д.Н. "Триботехника". - М.: Машиностроение, 1989. - С. 120-122, 132-133]. Істотним недоліком бабітів є їх низький опір втомі, особливо при температурі понад 100 °C. Зі зменшенням товщини заливки підшипника опір втомі збільшується, при цьому допускається мінімальна товщина заливки бабіту 0,25-0,4 мм. Найбільш близьким аналогом до корисної моделі, що запропоновано, є спосіб обробки вкладишів підшипників ковзання, який полягає в лудінні вкладишів і заливці в кокіль на підігріті до 250 °C вкладиші під тиском і при температурі 450-480 °C антифрикційного сплаву з м'яких металів. Перед заливанням антифрикційного сплаву на поверхні, що підлягають заливці, методом електроерозійного легування наносять проміжний шар за допомогою електродаінструменту з міді або олов'яної бронзи при енергіях імпульсу 0,01-0,5 Дж з наступним утворенням міцного дифузійного шару з міді або олов'яної бронзи, при цьому при лудінні мідь утворює з оловом твердий розчин заміщення, забезпечуючи гарантований металевий зв'язок [патент України № 64613 А, В23Н 1/00, 3/00, 5/00, 2003]. Вкладиші підшипників ковзання, оброблені зазначеним способом, мають недостатню надійність і довговічність, внаслідок відмов підшипника при руйнуванні бабіту. Весь арсенал методів контролю заливки бабіту не може дати повної гарантії якості заливки. Крім того, вказаний спосіб є досить трудомістким через процеси лудіння і заливки. В основу корисної моделі поставлена задача створення вдосконаленого способу обробки вкладишів підшипників ковзання шляхом формування на робочій поверхні вкладишів антифрикційного бабітового покриття методом електроерозійного легування, який би підвищив якість вкладишів, несучу і навантажувальну спроможність, надійність і довговічність їх роботи, знизив би трудомісткість виготовлення. Поставлену задачу вирішують тим, що в способі обробки вкладишів підшипників ковзання, що включає нанесення на вкладиші електроерозійного покриття з м'якого матеріалу методом електроерозійного легування електродом-інструментом при енергіях імпульсу 0,01-0,5 Дж, згідно з корисною моделлю, покриття з міді або олов'яної бронзи, або олова наносять електродом-інструментом поетапно, потім на сформоване покриття електродом-інструментом наносять електроерозійне покриття з олов'яно-сурм'яного бабіту, після чого проводять поетапне електроерозійне легування отриманого шару графітовим електродом. При цьому електроерозійне покриття з міді або олов'яної бронзи, або олова наносять за допомогою електрода-інструмента принаймні в два етапи: спочатку - на режимах при енергіях імпульсу 0,1-0,5 Дж, потім - на режимах при енергіях імпульсу 0,01-0,05 Дж. Причому електроерозійне покриття з олов'яно-сурм'яного бабіту наносять на покриття з міді або олов'яної бронзи принаймні у два етапи: спочатку - на режимах при енергіях імпульсу 0,01-0,05 Дж, потім - на режимах при енергіях імпульсу 0,1-0,4 Дж, а електроерозійне покриття з олов'яносурм'яного бабіту наносять на покриття з олова на режимах при енергіях імпульсу 0,1-0,4 Дж. Крім того, для підвищення якості поверхневого шару, завершальне електроерозійне легування графітовим електродом виконують принаймні у два етапи: спочатку - на режимах при енергіях імпульсу 0,2-0,4 Дж, потім - на режимах при енергіях імпульсу 0,05-0,15 Дж. Для отримання більш товстого шару, процес нанесення електроерозійного покриття з олов'яно-сурм'яного бабіту з наступним електроерозійним легуванням графітовим електродом неодноразово повторюють, починаючи з операції нанесення покриття з бабіту на режимах при енергіях імпульсу 0,1-0,4 Дж. Матеріалом вкладишів може бути сталь 20. 1 UA 109229 U 2 5 10 15 20 25 30 35 40 45 50 55 Твердість сталі 20 становить 170-180 кгс/мм . Мікротвердість структури після нанесення електроерозійного покриття з міді становить 75-85 2 кгс/мм . Мікротвердість структури після нанесення електроерозійного покриття з олов'яної бронзи 2 становить 75-90 кгс/мм . Мікротвердість структури після нанесення електроерозійного покриття з олова становить 302 35 кгс/мм . Мікротвердість структури після нанесення електроерозійного покриття з олов'яно-сурм'яного 2 бабіту становить 30-38 кгс/мм . Отримане комбіноване електроерозійне покриття має максимальну товщину 1,0 мм після триразової обробки за допомогою електрода-інструмента з олов'яно-сурм'яного бабіту з подальшою обробкою графітовим електродом. Подальше збільшення товщини шару можливе, але не доцільне, внаслідок збільшення часу обробки і зниження механічної міцності бабіту. Електроерозійне покриття сприймає більше навантаження в межах допустимого робочого зазору підшипника ковзання вкладиш - вал, коли воно нанесено тонким шаром. А тонке покриття здешевлює спосіб. Отримане комбіноване електроерозійне покриття має мінімальну товщину 250 мкм, а максимальну товщину - 1,0 мм. Вкладиші підшипників ковзання, оброблені запропонованим способом, мають високу надійність і довговічність, внаслідок того, що на всіх етапах формування антифрикційного покриття методом електроерозійного легування забезпечується міцний металевий зв'язок як між підкладкою і проміжним шаром з міді, олов'яної бронзи або олова, так і з подальшим шаром з олов'яно-сурм'яного бабіту. Спосіб дає повну гарантію високої якості отриманих вкладишів. Крім того, заявлений спосіб є простішим у здійсненні, порівняно зі способом, вибраним за найближчий аналог. Спосіб можна застосовувати як для виготовлення нових вкладишів підшипників ковзання, так і для їх ремонту. Корисна модель детально описана на прикладах здійснення з посиланнями на ілюстрації, де: На Фіг. 1 представлені плоскі зразки зі сталі 20 для металографічних і дюрометричних досліджень. На Фіг. 2 представлений плоский зразок зі сталі 20 для визначення найбільш раціональної продуктивності процесу ЕЕЛ при використанні різних матеріалів для електродів. На Фіг. 3 представлена профілограма шорсткості поверхні вихідного зразка. На Фіг. 4 представлена установка з ручним вібратором моделі "Елитрон - 22А". На Фіг. 5 представлена профілограма шорсткості поверхні зразка після ЕЕЛ міддю при енергії імпульсу W p=0,27 Дж. На Фіг. 6 представлена профілограма шорсткості поверхні зразка після ЕЕЛ міддю при енергії імпульсу W p=0,05 Дж. На Фіг. 7 представлений плоский зразок зі сталі 20 після ЕЕЛ міддю. На Фіг. 8 представлений плоский зразок зі сталі 20 після ЕЕЛ міддю і олов'яно-сурм'яним бабітом Б88. На Фіг. 9 представлена профілограма шорсткості зразка після легування графітовим електродом при W p=0,13 Дж. На Фіг. 10 представлений плоский зразок з підшаром з міді та антифрикційним олов'яносурм'яним бабітовим покриттям. На Фіг. 11 представлена поверхня плоского зразка з підшаром з міді та антифрикційним олов'яно-сурм'яним бабітовим покриттям. На Фіг. 12 показана структура антифрикційного олов'яно-сурм'яного бабітового покриття з підшаром з міді. На Фіг. 13 схематично представлено розподіл мікротвердості по глибині сформованого шару. На Фіг. 14 представлена профілограма шорсткості поверхні зразка після ЕЕЛ олов'яною бронзою при енергії імпульсу W p=0,13 Дж. На Фіг. 15 представлена профілограма шорсткості поверхні зразка після ЕЕЛ олов'яною бронзою при енергії імпульсу W p=0,05 Дж. На Фіг. 16 показаний зразок зі сталі 20 після ЕЕЛ олов'яною бронзою. На Фіг. 17 показаний зразок зі сталі 20 після ЕЕЛ олов'яної бронзою, олов'яно-сурм'яним бабітом і графітовим електродом при W p=0,13 Дж. 2 UA 109229 U 5 10 15 20 25 На Фіг. 18 представлена профілограма поверхні зразка на Фіг. 17 після ЕЕЛ графітовим електродом при W p=0,13 Дж. На Фіг. 19 представлена структура антифрикційного олов'яно-сурм'яного бабітового покриття на зразку зі сталі 20 з підшаром з олов'яної бронзи. На Фіг. 20 представлений графік розподілу мікротвердості по глибині сформованого шару на зразку зі сталі 20 з підшаром з олов'яної бронзи. На Фіг. 21 представлена профілограма шорсткості поверхні зразка після ЕЕЛ оловом при енергії імпульсу W p=0,13 Дж. На Фіг. 22 представлена профілограма шорсткості поверхні зразка після ЕЕЛ оловом при енергії імпульсу W p=0,05 Дж. На Фіг. 23 представлений зразок зі сталі 20 після ЕЕЛ оловом. На Фіг. 24 представлений зразок зі сталі 20 після ЕЕЛ оловом, олов'яно-сурм'яним бабітом і графітовим електродом при W p=0,39 Дж. На Фіг. 25 представлений зразок зі сталі 20 після ЕЕЛ оловом, олов'яно-сурм'яним бабітом і графітовим електродом при W p=0,13 Дж. На Фіг. 26 представлена профілограма зразка на Фіг. 25 після легування графітовим електродом при W p=0,13 Дж. На Фіг. 27 представлена структура антифрикційного олов'яно-сурм'яного бабітового покриття з перехідним підшаром олова на плоскому зразку зі сталі 20, X 200. На Фіг. 28 представлений графік розподілу мікротвердості по глибині покриття з олов'яносурм'яного бабіту з підшаром з олова на підкладці зі сталі 20. Для проведення металографічних і дюрометричних досліджень застосовували плоскі зразки зі сталі 20 розміром 15×15×6 мм (Фіг. 1). Для визначення найбільш раціональної продуктивності процесу ЕЕЛ при використанні різних матеріалів електродів застосовували плоский зразок зі сталі 20 розміром 50 × 20 × 5мм (Фіг. 2). Поверхні зразків відшліфовувались до Ra=0,5 мкм (Фіг. 3). На Фіг. 3 представлена профілограма шорсткості вихідного зразка. ЕЕЛ зразків виконували на установці з ручним вібратором моделі "Елитрон - 22А" (Фіг. 4). Основні режими її роботи наведені в табл. 1. Таблиця 1 Режими роботи установки моделі "Елитрон 22-А» № режиму Напруга холостого ходу Ux.x., В Робочий ток Іp, А 1 2 3 4 5 6 15 22 35 50 60 70 0,4-0,7 0,7-0,8 0,9-1,3 1,4-1,8 1,9-2,3 2,4-2,8 Ємність Енергія накопичувального розряду W u, Дж конденсатора С, мкФ 0,02 0,05 0,13 360 0,27 0,39 0,52 30 35 40 45 Як електроди використовувалися наступні матеріали: мідь, олов'яна бронза марки БрОФ101, олово, олов'яно-сурм'яний бабіт Б88 і графіт марки ЭГ-4 ОСТ 229-83. Після виготовлення шліфи досліджували на оптичному мікроскопі "Неофот-2", де проводилась оцінка якості шару, його суцільності, товщини і будови зон підшару -дифузійної зони і зони термічного впливу. Одночасно проводився дюрометричний аналіз на розподіл мікротвердості в поверхневому шарі і по глибині шліфа від поверхні. Замір мікротвердості проводили на Мікротвердомірі ПМТ-3 вдавлюванням алмазної піраміди під різним навантаженням. Товщину шару покриття вимірювали мікрометром, а шорсткість поверхні - на приладі профілографу - профілометру мод. 250 заводу "Калібр" шляхом зняття і обробки профілограм. Суцільність покриття оцінювали візуально. Для підвищення якості формованих покриттів після кожного етапу ЕЕЛ проводилася обробка поверхні металевою щіткою. Прикладом здійснення винаходу є формування покриття Ст20+Сu+Б88. Спочатку на поверхню зразка наносили мідь. Для формування покриття з максимальною суцільністю і мінімальної шорсткістю, легування проводили поетапно, спочатку при енергії імпульсу W p=0,27 Дж, потім при W p=0,05 Дж (відповідно, Фіг. 5 і Фіг. 6). При цьому товщина шару 3 UA 109229 U 5 10 15 20 25 30 35 40 45 50 55 60 знижалася з 0,08 до 0,05 мм, а шорсткість (Ra) з 10,4 до 6,2 мкм. Суцільність шару склала 100 % (Фіг. 7). Слід зазначити, що при нанесенні міді на 2-му етапі з використанням більш низького режиму легування електричні розряди відбуваються по виступах шорсткості нанесеного раніше шару, в результаті чого вони частково руйнуються і деформуються, що призводить до зниження шорсткості поверхні і підвищення її суцільності. Після кожного етапу легування сформоване покриття ретельно оглядали за допомогою лупи шестиразового збільшення для оцінки суцільності нанесеного шару. У разі виявлення необроблених ділянок, процес ЕЕЛ повторювали. Електроди з міді періодично окислюються, що в великій мірі позначається на якості формованих покриттів. При тривалому легуванні з'являються прижоги, електроди механічно руйнуються і окремі частинки, розміром до 0,2 мм приварюються до легованої поверхні. Подальша обробка металевою щіткою усуває можливі недоліки і таким чином значно підвищує якість сформованої поверхні. Далі, на мідне покриття наносили олов'яно-сурм'яний бабіт Б88. Враховуючи специфічні особливості легування олов'яно-сурм'яним бабітом та з метою формування шарів з максимальною суцільністю, процес формування бабітового шару виконували поетапно. Спочатку, з метою отримання 100 % суцільності покриття і подальшого нанесення олов'яносурм'яного бабіту з меншою шорсткістю поверхні, застосовували режим з енергією імпульсу W p=0,05 Дж, а потім - з W p=0,27 Дж. Слід зазначити, що при нанесенні олов'яно-сурм'яного бабіту на мідну підкладку з енергією імпульсу більше 0,05 Дж різко знижується якість покриття (знижується суцільність і підвищується шорсткість). Олов'яно-сурм'яний бабіт переноситься у вигляді окремих крапель, і чим більше енергія імпульсу, тим більше розміри крапель і нижче суцільність покриття. Початково нанесений шар олов'яно-сурм'яного бабіту при енергії імпульсу W p=0,05 Дж акумулює тепло і збільшує час розтікання краплі при нанесенні наступного шару бабіту на більш високих режимах легування. На Фіг. 8 показана поверхня зразка після ЕЕЛ бабітом Б88 при енергії імпульсу W p=0,05 Дж, а потім з W p=0,27 Дж. Шорсткість поверхні при збільшенні енергії імпульсу з 0,05 до 0,27 Дж зросла з 6,5 до 23 мкм, а товщина нанесеного шару - з 0,08 до 0,42 мм. Далі, для зниження шорсткості поверхні, виконували ЕЕЛ покриття графітовим електродом при W p=0,39 Дж, а потім - при W p=0,13 Дж. Перед кожною обробкою графітом поверхню покриття зачищали щіткою. При ЕЕЛ графітовим електродом електричні розряди протікають по виступах мікронерівностей поверхні нанесеного раніше покриття. При цьому відбувається їх розплавлення, зниження висоти мікронерівностей і розтікання матеріалу покриття по великій площі, збільшуючи тим самим суцільність олов'яно-сурм'яного бабітового покриття. Загальна товщина покриття після легування бабітом Б88 і подальшої обробки графітовим електродом склала 0,35 мм, а шорсткість (Ra) 8,6 мкм (Фіг. 9). Для отримання більш товстого шару, електроерозійне легування за допомогою електродаінструмента з олов'яно-сурм'яного бабіту з подальшою обробкою графітовим електродом можна неодноразово повторювати, починаючи з обробки при енергіях імпульсу 0,27 Дж. Після трьох таких процедур можна отримати сумарну товщину покриття до 1,0 мм. На Фіг. 10, і Фіг. 11 представлений плоский зразок з підшаром з міді та антифрикційним олов'яно-сурм'яним бабітовим покриттям товщиною 1,0 мм. На Фіг. 12 показана структура антифрикційного олов'яно-сурм'яного бабітового покриття з підшаром з міді на зразку зі сталі 20, X 400, а на Фіг. 13 показаний графік розподілу мікротвердості по глибині сформованого антифрикційного шару на підкладці зі сталі 20. Аналіз структури олов'яно-сурм'яного бабітового покриття з мідним підшаром (Фіг. 12) показав, що сформований шар складається з чотирьох зон. 2 Самий верхній шар товщиною до 300 мкм і мікротвердістю Нμ=24-36 кгс/мм з бабіту, нижче розташований шар з міді, глибина якого знаходиться в межах 50 мкм, а мікротвердість Нμ=75-85 2 кгс/мм . Ще нижче, між міддю і сталлю 20, розташовується перехідна зона глибиною 10-20 мкм і 2 мікротвердістю Нμ=95-120 кгс/мм . Далі, у міру поглиблення, мікротвердість плавно 2 збільшується до мікротвердості зони термічного впливу (220-240 кгс/мм ), а потім переходить у 2 мікротвердість основного металу Нμ=175-180 кгс/мм . Наступним прикладом здійснення корисної моделі є формування покриття Ст20+БрОФ101+Б88. 4 UA 109229 U 5 10 15 20 25 30 35 40 45 50 55 60 Спочатку на поверхню зразка наносилася олов'яна бронза марки БрОФ10-1. З метою формування покриття з максимальною суцільністю і мінімальною шорсткістю, легування проводили поетапно, спочатку при енергії розряду W p=0,13 Дж, потім при W p=0,05 Дж, відповідно Фіг. 14 та Фіг. 15. При цьому товщина шару знижалася з 0,10 до 0,05 мм, а шорсткість (Ra) з 30,2 до 7,3 мкм. Суцільність шару склала 100 % (Фіг. 16). Слід зазначити, що при нанесенні олов'яної бронзи на 2-му етапі з використанням більш низького режиму легування електричні розряди відбуваються по виступах шорсткості нанесеного раніше шару, в результаті чого вони частково руйнуються і деформуються, що призводить до зниження шорсткості поверхні і збільшення її суцільності. Електроди з олов'яної бронзи періодично окислюються, що значно позначається на якості формованих покриттів. Подальша обробка металевою щіткою усуває можливі недоліки і таким чином значно підвищує якість сформованої поверхні. Далі на бронзове покриття поетапно наносився бабіт Б88 з подальшою обробкою графітом, причому, і нанесення бабіту, і обробка графітом виконувалися на тих же режимах і в тій же послідовності, що і на зразку з підшаром з міді. На Фіг. 17 представлений зразок із сталі 20 після ЕЕЛ олов'яної бронзою, бабітом Б88 і графітовим електродом при W p=0,13 Дж. Загальна товщина покриття після легування бабітом Б88 і подальшої обробки графітовим електродом склала 0,40 мм, а шорсткість (Ra) 8,6 мкм відповідно до профілограми поверхні зразка після легування графітовим електродом при W p=0,13 Дж (Фіг. 18). Для отримання більш товстого шару, електроерозійне легування за допомогою електродаінструмента з олов'яного бабіту з подальшою обробкою графітовим електродом можна неодноразово повторювати, починаючи з обробки при енергіях імпульсу 0,27 Дж. Після трьох таких процедур можна отримати сумарну товщину покриття до 1 мм. На Фіг. 19 показана структура антифрикційного олов'яно-сурм'яного бабітового покриття на зразку зі сталі 20, (X 200) з підшаром з олов'яної бронзи. Аналіз зазначеної структури (Фіг. 19) показав, що сформований шар складається з чотирьох зон. Самий верхній шар товщиною до 2 350 мкм і мікротвердістю Нμ=24-36 кгс/мм виконаний з бабіту Б88, нижче розташований шар з олов'яної бронзи, глибина якого знаходиться в межах 50-80 мкм, а мікротвердість Нμ=75-90 2 кгс/мм . Ще нижче, між олов'яною бронзою і сталлю 20 розташовується перехідна зона глибиною до 10 мкм, в якій, у міру поглиблення, мікротвердість плавно збільшується до 2 мікротвердості зони термічного впливу (250-300 кгс/мм ), а потім, знижуючись, переходить у 2 мікротвердість основного металу Нμ=175-180 кгс/мм . Графік розподілу мікротвердості по глибині зазначеного вище сформованого шару на підкладці зі сталі 20 представлений на Фіг. 20. Ще одним прикладом здійснення корисної моделі є формування покриття Ст20+Sn+Б88. Спочатку на поверхню зразка наносилося олово. Для формування покриття з максимальною суцільністю і мінімальною шорсткістю, легування проводили поетапно, спочатку при енергії розряду W p=0,13 Дж, потім при W p=0,05 Дж (відповідно, Фіг. 21 і Фіг. 22). При цьому товщина шару знижалася з 0,10 до 0,07 мм, а шорсткість (Ra) з 32,7 до 14,8 мкм. Суцільність шару склала 100 % (Фіг. 23). Слід зазначити, що при нанесенні олова на 2-му етапі з використанням більш низького режиму легування, електричні розряди виникають по виступах шорсткості нанесеного раніше шару, в результаті чого вони частково руйнуються і деформуються, що призводить до зниження шорсткості поверхні і підвищення її суцільності. На олив'яне покриття наносився бабіт Б88 при W p=0,27 Дж. Далі, для зниження шорсткості поверхні, виконували ЕЕЛ покриття графітовим електродом при W p=0,39 Дж, а потім при W p=0,13 Дж (відповідно, Фіг. 24 і Фіг. 25). Перед кожною обробкою графітом поверхню покриття зачищали щіткою. Загальна товщина покриття після легування бабітом Б88 і подальшої обробки графітовим електродом склала 0,35 мм, а шорсткість (Ra) 8 мкм (Фіг. 26). Для отримання більш товстого шару, електроерозійне легування за допомогою електрода-інструмента з олов'яно-сурм'яного бабіту з подальшою обробкою графітовим електродом можна неодноразово повторювати, починаючи з обробки при енергіях імпульсу 0,27 Дж. Після трьох таких процедур сумарна товщина покриття склала 0,9 мм. На Фіг. 27 показана структура антифрикційного покриття після трьох етапів нанесення олов'яно-сурм'яного бабіту на зразку зі сталі 20 з перехідним підшаром з олова, а на Фіг. 28 представлена крива розподілу мікротвердості по глибині сформованого шару з підшаром з олова на підкладці зі сталі 20. Аналіз структури олов'яно-сурм'яного бабітового покриття з підшаром з олова (Фіг. 27) показав, що сформований шар складається з трьох зон. Самий верхній шар товщиною до 900 2 мкм і мікротвердістю Нμ=24-36 кгс/мм складається з бабіту Б88 і олова, нижче розташовується 5 UA 109229 U 5 перехідна зона глибиною до 10 мкм, в якій, у міру поглиблення, мікротвердість плавно 2 збільшується до мікротвердості зони термічного впливу (200-220 кгс/мм ) і потім переходить у 2 мікротвердість основного металу Нμ=175-180 кгс/мм . В табл. 2 представлені режими поетапного нанесення антифрикційних покриттів з олов'яносурм'яного бабіту з підшаром з міді, олов'яної бронзи та олова, а також товщина шару і шорсткість поверхні на кожному етапі ЕЕЛ. Таблиця 2 Якісні параметри і режими ЕЕЛ при формуванні покриттів з олов'яно-сурм'яного бабіту з підшаром з міді, олов'яної бронзи та олова № Етапу Матеріал електрода Імпульс розряду, 1 2 3 4 5 6 7 8 9 10 11 12 0,27 0,05 0,05 0,27 0,39 0,13 0,27 0,39 0,13 0,27 0,39 0,13 1 2 3 4 5 6 7 8 9 10 11 12 БрОФ10-1 БрОФ10-1 Б88 Б88 Графіт Графіт Б88 Графіт Графіт Б88 Графіт Графіт 0,13 0,05 0,05 0,27 0,39 0,13 0,27 0,39 0,13 0,27 0,39 0,13 1 2 3 4 5 6 7 8 9 10 10 Сu Сu Б88 Б88 Графіт Графіт Б88 Графіт Графіт Б88 Графіт Графіт Sn Sn Б88 Графіт Графіт Б88 Графіт Графіт Б88 Графіт Графіт 0,13 0,05 0,27 0,39 0,13 0,27 0,39 0,13 0,27 0,39 0,13 2 Продуктивність, см /хв. Сталь 20+Сu+Б88 2,0 1,0 1,0 2,0 3,0 1,3 2,0 3,0 1,3 2,0 3,0 1,3 Сталь 20+БрОФ10-1+Б88 1,3 1,0 1,0 2,0 3,0 1,3 2,0 3,0 1,3 2,0 3,0 1,3 Сталь20+Sn+Б88 1,33 1,0 2,0 3,0 1,3 2,0 3,0 1,3 2,0 3,0 1,3 Шорсткість, Ra, мкм Товщина нанесеного покриття, мм 10,4 6,2 6,5 23,0 16,4 8,6 24,3 16,7 9,1 23,6 16,2 8,7 0,08 0,05 0,08 0,42 0,38 0,35 0,74 0,71 0,70 1,04 1,02 1,00 30,2 7,3 6,8 23,2 16,4 8,6 24,6 16,3 9,2 23,1 16,8 8,9 0,10 0,05 0,08 0,45 0,42 0,40 0,74 0,71 0,69 1,01 0,98 0,97 32,7 14,8 23,2 16,8 8,0 24,6 16,3 8,2 22,1 15,1 8,0 0,1 0,07 0,40 0,37 0,35 0,71 0,68 0,66 0,95 0,92 0,90 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб обробки вкладишів підшипників ковзання, що включає нанесення на вкладиші електроерозійного покриття з м'якого матеріалу методом електроерозійного легування 6 UA 109229 U 5 10 15 20 електродом-інструментом при енергіях імпульсу 0,01-0,5 Дж, який відрізняється тим, що покриття з міді або олов'яної бронзи, або олова наносять електродом-інструментом поетапно, потім на сформоване покриття наносять електродом-інструментом електроерозійне покриття з олов'яно-сурм'яного бабіту, після чого проводять поетапне електроерозійне легування отриманого шару графітовим електродом. 2. Спосіб за п. 1, який відрізняється тим, що електроерозійне покриття з міді або олов'яної бронзи, або олова наносять за допомогою електрода-інструмента принаймні в два етапи: спочатку - на режимах при енергіях імпульсу 0,1-0, 5 Дж, потім - на режимах при енергіях імпульсу 0,01-0,05 Дж. 3. Спосіб за п. 1, який відрізняється тим, що електроерозійне покриття з олов'яно-сурм'яного бабіту наносять на покриття з міді або олов'яної бронзи принаймні в два етапи: спочатку - на режимах при енергіях імпульсу 0,01-0,05 Дж, потім - на режимах при енергіях імпульсу 0,1-0,4 Дж. 4. Спосіб за п. 1, який відрізняється тим, що електроерозійне покриття з олов'яно-сурм'яного бабіту наносять на покриття з олова на режимах при енергіях імпульсу 0,1-0,4 Дж. 5. Спосіб за п. 1, який відрізняється тим, що електроерозійне легування графітовим електродом виконують принаймні в два етапи: спочатку - на режимах при енергіях імпульсу 0,20,4 Дж, потім - на режимах при енергіях імпульсу 0, 05-0,15 Дж. 6. Спосіб за п. 1, який відрізняється тим, що процес нанесення електроерозійного покриття з олов'яно-сурм'яного бабіту з наступним електроерозійним легуванням графітовим електродом неодноразово повторюють, починаючи з операції нанесення покриття з бабіту на режимах при енергіях імпульсу 0,1-0,4 Дж. 7 UA 109229 U 8 UA 109229 U 9 UA 109229 U 10 UA 109229 U 11 UA 109229 U 12 UA 109229 U 13 UA 109229 U 14 UA 109229 U 15 UA 109229 U 16 UA 109229 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 17
ДивитисяДодаткова інформація
Автори англійськоюMartsynkovskyi Vasyl Sigizmundovych
Автори російськоюМарцинковский Василий Сигизмундович
МПК / Мітки
МПК: F16C 33/14, C23C 14/16, F16C 33/16, B23H 7/24, C23C 4/06, B23H 1/06, F16C 33/08, B23H 1/00
Мітки: обробки, вкладишів, підшипників, спосіб, ковзання
Код посилання
<a href="https://ua.patents.su/19-109229-sposib-obrobki-vkladishiv-pidshipnikiv-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки вкладишів підшипників ковзання</a>
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 78155
Опубліковано: 15.02.2007
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Тарельник В'ячеслав Борисович, Пчелінцев Віктор Олександрович
МПК: F16C 33/04, B23H 1/00, B23H 9/00
Мітки: ковзання, вкладишів, підшипників, спосіб, обробки
Формула / Реферат:
1. Спосіб обробки вкладишів підшипників ковзання, що включає нанесення на вкладиші електроерозійного покриття з міді методом електроерозійного легування за допомогою електрода-інструмента при енергіях імпульсу 0,01–0,5 Дж, який відрізняється тим, що перед нанесенням електроерозійного покриття з міді на робочі поверхні вкладишів наносять за допомогою електрода-інструмента електроерозійне покриття зі срібла при енергіях імпульсу 0,01-0,05 Дж, а...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 77906
Опубліковано: 15.01.2007
Автор: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: B23H 1/00, B23H 3/00, F16C 33/04, B23H 5/00
Мітки: спосіб, підшипників, вкладишів, ковзання, обробки
Формула / Реферат:
1. Спосіб обробки вкладишів підшипників ковзання, що включає створення на поверхні вкладишів комбінованого електроерозійного покриття шляхом нанесення на робочу поверхнею вкладишів методом електроерозійного легування за допомогою електродів-інструментів шарів електроерозійного покриття зі срібла, міді та олов'яного бабіту, причому електроерозійне покриття зі срібла і міді наносять при енергіях імпульсів 0,01-0,05 Дж, а з олов'яного бабіту -...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 92814
Опубліковано: 10.12.2010
Автори: Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: F16C 33/04, B23H 1/00, B23H 5/00
Мітки: вкладишів, спосіб, ковзання, обробки, підшипників
Формула / Реферат:
1. Спосіб обробки вкладишів підшипників ковзання, що включає нанесення на поверхню вкладиша антифрикційного покриття з бабіту, який відрізняється тим, що на поверхню покриття з бабіту наносять покриття з індію або олова методом електроерозійного легування при енергіях розряду 0,01-0,03 Дж.2. Спосіб за п. 1, який відрізняється тим, що при нанесенні покриття з індію або олова формують поверхневий шар товщиною до 130 мкм для покриття з...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 105965
Опубліковано: 10.07.2014
Автори: Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Дзюба Олександр Володимирович
МПК: B23H 5/00, F16C 33/04, B23H 1/00
Мітки: підшипників, ковзання, спосіб, обробки, вкладишів
Формула / Реферат:
Спосіб обробки вкладишів підшипників ковзання, який включає нанесення на вкладиші комплексного електроерозійного покриття, що містить шар срібла, методом електроерозійного легування за допомогою електрода-інструмента, який відрізняється тим, що на робочі поверхні вкладишів електродом-інструментом наносять шар електроерозійного покриття зі срібла при енергії імпульсу Wu=0,1-0,3 Дж, далі на шар зі срібла таким же методом наносять шар покриття...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 64613
Опубліковано: 15.08.2006
Автори: Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: B23H 9/00, F16C 33/04, B23H 1/00
Мітки: підшипників, вкладишів, ковзання, спосіб, обробки
Формула / Реферат:
1. Кондуктометрична біосенсорна система для визначення цукрози, що містить два біосенсори, перший з яких має дві пари кондуктометричних електродів, на одну з яких нанесена робоча мембрана, селективна до глюкози, на другу пару кондуктометричних електродів нанесена референтна мембрана, та другий біосенсор, що має дві пари електродів, на одну з яких нанесена робоча мембрана для сумарного визначення цукрози і глюкози, на другу пару електродів...
Попередній патент: Синхронний генератор
Наступний патент: Спосіб аморфізації поверхні деталей
Випадковий патент: Спосіб лікування хронічних запальних захворювань жіночих статевих органів