Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 78155
Опубліковано: 15.02.2007
Автори: Тарельник В'ячеслав Борисович, Пчелінцев Віктор Олександрович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
Формула / Реферат
1. Спосіб обробки вкладишів підшипників ковзання, що включає нанесення на вкладиші електроерозійного покриття з міді методом електроерозійного легування за допомогою електрода-інструмента при енергіях імпульсу 0,01–0,5 Дж, який відрізняється тим, що перед нанесенням електроерозійного покриття з міді на робочі поверхні вкладишів наносять за допомогою електрода-інструмента електроерозійне покриття зі срібла при енергіях імпульсу 0,01-0,05 Дж, а після нанесення електроерозійного покриття з міді на них наносять за допомогою електрода-інструмента електроерозійне покриття з олов'янистого бабіту при енергіях імпульсу 0,01-0,06 Дж, отримуючи комбіноване електроерозійне покриття.
2. Спосіб за п. 1, який відрізняється тим, що матеріалом вкладишів є бронза.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що мікротвердість структури після нанесення електроерозійного покриття зі срібла становить 75-80 кгс/мм2.
4. Спосіб за п. 1 або п. 2, який відрізняється тим, що мікротвердість структури після нанесення електроерозійного покриття з міді становить 85-90 кгс/мм2.
5. Спосіб за п. 1 або п. 2, який відрізняється тим, що мікротвердість структури після нанесення електроерозійного покриття з олов'янистого бабіту становить 35-38 кгс/мм2.
6. Спосіб за п. 1 або п. 2, який відрізняється тим, що отримане комбіноване електроерозійне покриття у вигляді дискретних зон має максимальну товщину 250 мкм.
Текст
1. Спосіб обробки вкладишів підшипників ковзання, що включає нанесення на вкладиші електроерозійного покриття з міді методом електроерозійного легування за допомогою електродаінструмента при енергіях імпульсу 0,01–0,5 Дж, який відрізняється тим, що перед нанесенням електроерозійного покриття з міді на робочі поверхні вкладишів наносять за допомогою електродаінструмента електроерозійне покриття зі срібла при енергіях імпульсу 0,01-0,05 Дж, а після нане C2 2 (19) 1 3 78155 4 який полягає в лудінні вкладишів та заливці у конавіть при руйнуванні комбінованого електроерокіль на вкладиші, підігріті до 250°С, під тиском та зійного покриття підшипник продовжує працювати. при температурі 450-480°С антифрикційного сплаСпосіб дає повну гарантію високої якості ву із м'яких металів. Перед заливкою антифрикотриманих вкладишів. ційного сплаву на поверхні, що підлягають заливці, Електроерозійне покриття має вищу несучу методом електроерозійного легування наносять здібність, ніж бабітове: граничне навантаження проміжний шар за допомогою електродабабітового покриття становить 50-70ΜΠΑ, а електінструмента з міді або олов'яної бронзи при енерроерозійного 170-210ΜΠΑ. гіях імпульсу 0,01-0,5Дж з наступним утворенням Вкладиші можуть працювати при температурі міцного дифузійного шару з міді або олов'яної до 400°С. бронзи, при цьому при лудіння мідь утворює з Електроерозійне покриття сприймає більше оловом твердий розчин заміщення, забезпечуючи навантаження у межах допустимого робочого загарантований металевий зв'язок [патент України зору підшипника ковзання вкладиш-вал, коли воно №64613А, В23H1/00, 3/00, 5/00, 2003]. нанесене тонким шаром. А тонке покриття здешеВкладиші підшипників ковзання, оброблені завлює спосіб. Отримане комбіноване електроерозначеним способом, мають недостатню надійність зійне покриття у вигляді дискретних зон має макі довгостроковість при їх роботі, через те, що при симальну товщин у 250мкм. руйнуванні бабіту відбувається відмова підшипниКрім того, спосіб простіший у порівнянні зі спока. собом, вибраним за прототип. Усі методи контролю заливки бабітів не моВинахід ілюструється прикладами. жуть дати повної гарантії якості заливки. На Фіг.1 - зображено одну колодку обробленоБабіти неможливо застосовувати при темпего вкладиша підшипника ковзання, отриманого ратурі більше 150°С. способом, що пропонується; Бабіти мають недостатню несучу здатність: На Фіг.2 - зображено шість колодок оброблеграничне навантаження становить 50-70ΜΠΑ. ного вкладиша підшипника ковзання, отриманого Крім того, зазначений спосіб є досить трудоміспособом, що пропонується. стким через процеси лудіння та заливки. Спосіб обробки вкладишів підшипників ковзанВ основу винаходу поставлено задачу удосконя здійснюють наступним чином. налити спосіб обробки вкладишів підшипників ковСпочатку на робочі поверхні вкладишів (матезання шляхом створення комбінованого електроріалом може бути бронза, мікротвердість якої стаерозійного покриття на робочій поверхні вкладишів новить 110-115кгс/мм 2) наносять методом елект- спосіб, який би підвищив якість вкладишів, несучу роерозійного легування за допомогою електродата навантажувальну здібність, надійність та довгоінструмента електроерозійне покриття зі срібла строковість їх роботи, знизив би трудомісткість при енергіях імпульсу 0,01-0,05Дж. Мікротвердість виготовлення. структури після нанесення електроерозійного поПоставлену задачу вирішують тим, що у спокриття зі срібла становить 75-80кгс/мм 2, тобто вособі обробки вкладишів підшипників ковзання, що на падає. включає нанесення на вкладиші електроерозійноПісля цього на електроерозійне покриття зі го покриття з міді методом електроерозійного лесрібла цим же методом наносять електроерозійне гування за допомогою електрода-інструмента при покриття з міді при таких же енергіях імпульсу енергіях імпульсу 0,01–0,5Дж, згідно з винаходом, 0,01–0,05Дж. Мікротвердість структури після нанеперед нанесенням електроерозійного покриття з сення електроерозійного покриття з міді становить міді на робочі поверхні вкладишів наносять за до85-90кгс/мм - незначно збільшується. помогою електрода-інструмента електроерозійне Далі наносять електроерозійне покриття з покриття зі срібла при енергіях імпульсу 0,01олов'яного бабіту при енергіях імпульсу 0,010,05Дж, а після нанесення електроерозійного по0,06Дж. При цьому мідь, що входить до складу криття з міді на них наносять за допомогою електпокриття, утворює з оловом, який є основним комрода-інструмента електроерозійне покриття з олопонентом олов'яних бабітів, твердий розчин замів'яного бабіту при енергіях імпульсу 0,01-0,06Дж, щення, забезпечуючи гарантований металевий отримуючи комбіноване електроерозійне покриття. зв'язок. Матеріалом вкладишів може бути бронза. Нанесення олов'яного бабіту сприяє отриманМікротвердість структури після нанесення ню механічної суміші по евтектичній реакції на електроерозійного покриття зі срібла становить основі срібла, що складається з e фази та Sn з 75-80кгс/мм 2. температурою плавлення близько 220°С. МікроМікротвердість структури після нанесення твердість структури після нанесення електроероелектроерозійного покриття з міді становить 85зійного покриття з олов'яного бабіту становить 3590кгс/мм 2. 38кгс/мм 2. Свинець, що міститься у бронзі, коли Мікротвердість структури після нанесення вона є матеріалом вкладишів, практично не розчиелектроерозійного покриття з олов'яного бабіту нюється у сріблі і знаходиться у свободному стані. становить 35-38кгс/мм 2 . Таким чином отримують комбіноване електроОтримане комбіноване електроерозійне поерозійне покриття, яке не є суцільним (гомогенкриття у вигляді дискретних зон має максимальну ним) шаром, а покриттям у вигляді дискретних зон товщин у 250мкм. з максимальною товщиною 250мкм, тобто формуВкладиші підшипників ковзання, оброблені ється регулярний мікрорельєф поверхні, структура способом, що пропонується, мають високу надійвершини якого має малу твердість - 35-38кгс/мм 2. ність і довгостроковість при їх роботі, через те, що 5 Комп’ютерна в ерстка В. Мацело 78155 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing split-shell bearings
Автори англійськоюMartsynkovskyi Vasyl' Sihizmundovych, Tarelnyk Viacheslav Borysovych, Pchelintsev Viktor Oleksandrovych
Назва патенту російськоюСпособ обработки вкладышей подшипников скольжения
Автори російськоюМарцинковский Василий Сигизмундович, Тарельник Вячеслав Борисович, Пчелинцев Виктор Александрович
МПК / Мітки
МПК: B23H 1/00, F16C 33/04, B23H 9/00
Мітки: обробки, ковзання, спосіб, вкладишів, підшипників
Код посилання
<a href="https://ua.patents.su/3-78155-sposib-obrobki-vkladishiv-pidshipnikiv-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки вкладишів підшипників ковзання</a>
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 77906
Опубліковано: 15.01.2007
Автор: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: B23H 1/00, B23H 3/00, B23H 5/00, F16C 33/04
Мітки: обробки, спосіб, підшипників, ковзання, вкладишів
Формула / Реферат:
1. Спосіб обробки вкладишів підшипників ковзання, що включає створення на поверхні вкладишів комбінованого електроерозійного покриття шляхом нанесення на робочу поверхнею вкладишів методом електроерозійного легування за допомогою електродів-інструментів шарів електроерозійного покриття зі срібла, міді та олов'яного бабіту, причому електроерозійне покриття зі срібла і міді наносять при енергіях імпульсів 0,01-0,05 Дж, а з олов'яного бабіту -...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 64613
Опубліковано: 15.08.2006
Автори: Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: B23H 1/00, B23H 9/00, F16C 33/04
Мітки: обробки, ковзання, вкладишів, спосіб, підшипників
Формула / Реферат:
1. Кондуктометрична біосенсорна система для визначення цукрози, що містить два біосенсори, перший з яких має дві пари кондуктометричних електродів, на одну з яких нанесена робоча мембрана, селективна до глюкози, на другу пару кондуктометричних електродів нанесена референтна мембрана, та другий біосенсор, що має дві пари електродів, на одну з яких нанесена робоча мембрана для сумарного визначення цукрози і глюкози, на другу пару електродів...
Спосіб виготовлення вкладишів підшипників ковзання
Номер патенту: 36405
Опубліковано: 16.04.2001
Автори: Остапчук Віктор Миколайович, Ровенський Олександр Іванович, Глушкова Діана Борисівна, Тімофєєва Лариса Андріївна
МПК: F16C 33/04, C23C 4/12, C23C 14/48, C23C 14/32
Мітки: спосіб, підшипників, виготовлення, ковзання, вкладишів
Текст:
...підшипників ковзання відрізнювальних ознак досягається висока адгезійна міцність всього багатошарового покриття, а також підвищення зносостійкості, експлуатаційного ресурсу з відповідними робочими характеристиками деталей за однаковою для обох випадків (виготовлення та ремонтувідновлення) технологією. Запропонований спосіб виготовлення вкладишів підшипників ковзання здійснюють таким чином. При реалізації запропонованою рішення використовують...
Біметалевий матеріал для підшипників ковзання
Номер патенту: 40102
Опубліковано: 16.07.2001
Автори: Решетнік Юрій Володимирович, Блохін Олександр Григорович, Єрмолов Олександр Михайлович
МПК: F16C 33/12, C22C 9/08, F16C 33/62
Мітки: підшипників, матеріал, ковзання, біметалевий
Формула / Реферат:
Біметалевий матеріал для підшипників ковзання, що містить металеву основу з нанесеним антифрикційним шаром на основі порошків міді, зі складом заліза, цинку, молібдену та графіту, який відрізняється тим, що у антифрикційний шар додатково вводиться скло (Na2O • СaO • 6 SiO2), a компоненти використовують у таких співвідношеннях, мас. %: Залізо 5,0 – 25,0 Цинк 0,1 - 12,0 ...
Спосіб змащення підшипників ковзання рідинного тертя
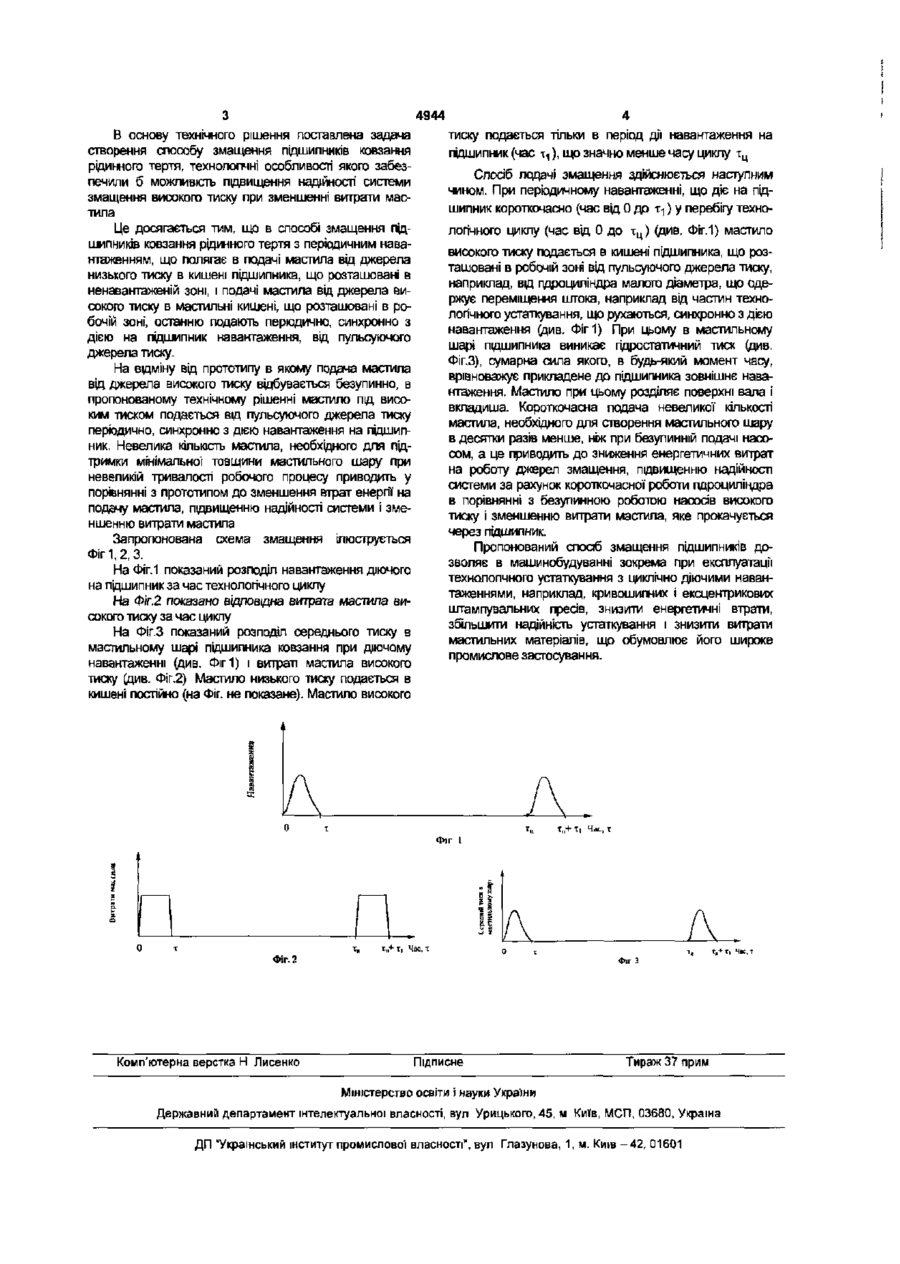
Номер патенту: 4944
Опубліковано: 15.02.2005
Автори: Булюк Микола Григорович, Білоус Юрій Павлович
МПК: F16C 17/00
Мітки: рідинного, підшипників, спосіб, тертя, змащення, ковзання
Формула / Реферат:
Спосіб змащення підшипників ковзання рідинного тертя, що включає подачу мастила від джерела низького тиску в кишені підшипника, що розташовані в ненавантаженій зоні, і подачу мастила від джерела високого тиску в мастильні кишені, що розташовані в робочій зоні, який відрізняється тим, що подачу мастила від джерела високого тиску виконують від пульсуючого джерела тиску періодично, синхронно з дією навантаження на підшипник.
Попередній патент: 4-нітро-n,n’-біс(п-толілсульфоніл)-1,2-фенілендіамін як антивуалент проявного розчину галогенсрібних фотографічних матеріалів
Наступний патент: Спосіб одержання гідроксоапатиту
Випадковий патент: Безпечна ракета на основі імплозії водню для розвитку дитячої космонавтики і креативності дітей