Спосіб виготовлення абразивного інструменту
Номер патенту: 10751
Опубліковано: 15.11.2005
Автори: Новіков Микола Васильович, Сидорко Володимир Ігорович, Скрябін Віктор Валерійович, Крамар Владислав Григорович, Філатов Юрій Данилович
Формула / Реферат
Спосіб виготовлення абразивного інструменту, що включає розплавлення органічного зв'язуючого, отримання абразивної маси шляхом змішування абразивного порошку зі зв'язуючим і формування заготовки абразивного інструменту, який відрізняється тим, що перед формуванням заготовки в абразивну масу додають базальтове волокно, діаметр якого складає 0,9-1,1 середнього розміру зерен абразивного порошку при наступному співвідношенні компонентів, мас. %:
абразивна маса 95-99
базальтове волокно 1-5,
при цьому волокно нагрівають до температури, не нижчої за температуру розплавлення органічного зв'язуючого.
Текст
Спосіб виготовлення абразивного інструменту, що включає розплавлення органічного зв'язуючого, отримання абразивної маси шляхом змішу вання абразивного порошку зі зв'язуючим і формування заготовки абразивного інструменту, який відрізняється тим, що перед формуванням заготовки в абразивну масу додають базальтове волокно, діаметр якого складає 0,9-1,1 середнього розміру зерен абразивного порошку при наступному співвідношенні компонентів, мас. %: абразивна маса 95-99 базальтове волокно 1-5, при цьому волокно нагрівають до температури, не нижчої" за температуру розплавлення органічного зв'язуючого. Корисна модель відноситься до області виробництва абразивного інструмента на органічному зв'язуючому, який може бути використано переважно для фінішної обробки неметалевих матеріалів. Відомий спосіб виготовлення абразивного інструмента [див. пат. України №70057 МПК7 B24D3/28, опубл.15.09.2004р. Бюл. №9] шляхом попереднього нагрівання абразивного матеріалу, змішування його з рідким бакелітом кімнатної температури, порошкоподібним зв'язуючим та наповнювачем, вкладання отриманої маси в прес-форму і формування заготовки. Як абразивний матеріал використовують попередньо роздрібнені відходи абразивних інструментів на органічному зв'язуючому, які нагрівають до температури 700-1000°С, витримують їх при такій температурі протягом 2-5 годин і охолоджують разом з піччю до температури навколишнього середовища. Після цього абразивне зерно відокремлюють від продуктів відпалу та змішують його з рідким бакелітом. Продукти відпалу використовують як комплексний наповнювач. Недоліком такого способу слід вважати складність технології отримання абразиву з відходів, високі витрати електроенергії, а також тривалий час затвердіння бакеліта. Відомий також найбільш близький за технічною суттю до корисної моделі спосіб виготовлення абразивного інструмента [див. пат. України №51196 МПК6 B24D3/34, опубл.15.11.2002р. Бюл.№11], який передбачає розплавлення органічного зв'язуючого, отримання абразивної маси шляхом змішування абразивного порошку зі зв'язуючим і формування заготовки абразивного інструмента. Недоліком такого способу є низька міцність інструмента, що значно обмежує величини режимних параметрів обробки і, як наслідок, продуктивність обробки, а також деструкція інструменту в процесі його охолодження, після формування. В основу корисної моделі покладено завдання такого удосконалення способу виготовлення абразивного інструмента, при якому за рахунок додавання в розплав абразивної маси базальтових волокон з пропонованими параметрами і співвідношенням компонентів останні утворюють сітку, яка є армуючим елементом, наявність якого обумовлює збільшення міцності інструмента і, як наслідок, можливість підвищення тиску притискання інструмента до виробу, що оброблюється, а отже продуктивності обробки. Наявність сітки волокон також зменшує імовірність термічної деструкції інструменту при його охолодженні. Для вирішення цього завдання, у способі виготовлення абразивного інструмента, який полягає в розплавленні органічного зв'язуючого, отриманні абразивної маси шляхом змішування абразивного порошку зі зв'язуючим і формуванні заготовки аб ю о О) 10751 разивного інструменту згідно корисної моделі, перед формуванням, в абразивну масу додають базальтове волокно, діаметр якого складає 0,9-1,1 середнього розміру зерен абразивного порошку при наступному співвідношенні компонентів, мас.%: - абразивна маса 95-99, - базальтове волокно 1-5, при цьому волокно нагрівають до температури, не нижчої за температуру розплавлення органічного зв'язуючого. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється І технічними результатами, які досягаються при її реалізації, полягає у наступному. В разі використання базальтових волокон при їх змішуванні з розплавленою абразивною масою останні утворюють сітку, яка виконує роль армуючого агента. Оскільки температура волокон не нижча за температуру розплаву абразивної маси, а діаметр відповідає розмірам абразивних часток, волокна в масі розподіляються рівномірно, не утворюючи вузлів. Утворена сітка підвищує міцність інструмента. При охолодженні інструменту в його об'ємі виникають теплові напруження. Наявність сітки волокон запобігає термічній деструкції інструменту. Підвищення МІЦНОСТІ інструменту дозволяє підвищувати режимні параметри обробки, а саме, тиск притискання інструменту до виробу, що оброблюється, завдяки чому підвищується продуктивність обробки. Приклади конкретної реалізації способу виготовлення абразивного інструменту. Приклад 1. Виготовляли абразивний інструмент для тонкого шліфування виробів з керамічного граніту "MIRAGE" форми 6А2Т діаметром 60мм, висотою 10мм з суцільним робочим шаром. Для виготовлення робочого шару як абразив використовували алмазний мікропорошок АСМ 20/14, а як зв'язуюче - поліетилентерефталат (ПЕТФ). Приготовляли наважки алмазного мікропорошку і зв'язуючого. Наважку зв'язуючого розплавляли при температурі 250°С, розмістивши її в металевій ємності. В розплав зв'язуючого поступово всипали абразив при постійному перемішуванні композиту. Після отримання однорідної розплавленої абразивної маси в розплав додавали попередньо нагріті до температури 300°С волокна базальту діаметром 16мкм (1,1 середнього розміру абразивних зерен). Розплав виливали в металеву форму і охолоджували. Виготовлений таким чином інструмент випро Комп'ютерна верстка В. Мацело бовували при поліруванні зразків з керамічного граніту "MIRAGE" круглої форми діаметром 70мм та висотою 20мм при наступних режимних параметрах обробки: Частота обертання інструменту, об/хв. 200 Тиск притискання інструмента, МПа 0,10-0,25 Витрати МОТС (вода), л/хв. 2. Було виготовлено і випробувано інструмент також при граничних значеннях пропонованого складу компонентів і при виході за границі, а також при таких самих умовах за прототипом. Як показали наші випробовування, при вмісті волокон базальту менш, ніж 1% в процесі обробки відбувається руйнування інструмента вже за тиску 0,15МПа. При вмісті базальтових волокон більш ніж 5% спостерігається ускладнене змішування останніх з розплавом органічного зв'язуючого і абразиву, нерівномірне розподілення волокон в масі інструменту, що призводить до руйнування інструменту при тиску притискання 0,20-0,25МПа. В рекомендованому діапазоні вмісту базальтових волокон 15мас.% інструмент зберігає цілісність до тиску 0,25МПа, а продуктивність шліфування складає не менш ніж Юмг/хв. і є задовільною для виробничих умов. При використанні базальтових волокон, діаметр яких складає 22мкм (1,3 середнього розміру абразивних зерен), в процесі змішування волокон з абразивною масою спостерігається утворення неоднорідної структури інструментального композиту, що призводить до його руйнування в процесі обробки при тиску притискання інструменту 0,18МПа. В рекомендованому діапазоні величин діаметру базальтових волокон інструмент зберігає СТІЙКІСТЬ до руйнування до тиску 0,25МПа. В випадку використання волокон діаметр яких складає 12мкм (0,7 середнього розміру абразивних зерен) спостерігається виникнення вузлів волокон і, як наслідок, утворення неоднорідності структури композита, що обмежує тиск притискання величиною 0,15МПа. В ході експериментальних досліджень також встановлено, що при обробці виробів з неметалевих матеріалів при тиску притискання в діапазоні 0,10-0,25МПа робочий шар інструмента за прототипом руйнується. Таким чином, нами доведено, що лише за умови реалізації усіх ознак пропонованої сукупності вдається вирішити покладене в основу корисної моделі завдання. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of abrasive tool
Автори англійськоюNovikov Mykola Vasyliovych, Filatov Yurii Danylovych, Sidorko Volodymyr Ihorovych, Skriabin Viktor Valeriiovych, Kramar Vladyslav Hryhorovych
Назва патенту російськоюСпособ изготовления абразивного инструмента
Автори російськоюНовиков Николай Васильевич, Филатов Юрий Данилович, Филатов Юрий Даниилович, Сидорко Владимир Игоревич, Скрябин Виктор Валерьевич, Крамар Владислав Григорьевич
МПК / Мітки
МПК: B24D 3/34
Мітки: спосіб, виготовлення, інструменту, абразивного
Код посилання
<a href="https://ua.patents.su/2-10751-sposib-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивного інструменту</a>
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Кияк Марина Юріївна, Лендел Василь Георгієвич, Мигалина Юрій Вікентієвич, Мельникович Михайло Миколайович, Білинець Микола Денисович, Сані Арпад Юліусович, Балог Ірина Михайлівна, Драгунцов Вячеслав Васильович
МПК: B24D 3/34
Мітки: інструменту, виготовлення, абразивного, маса
Формула / Реферат:
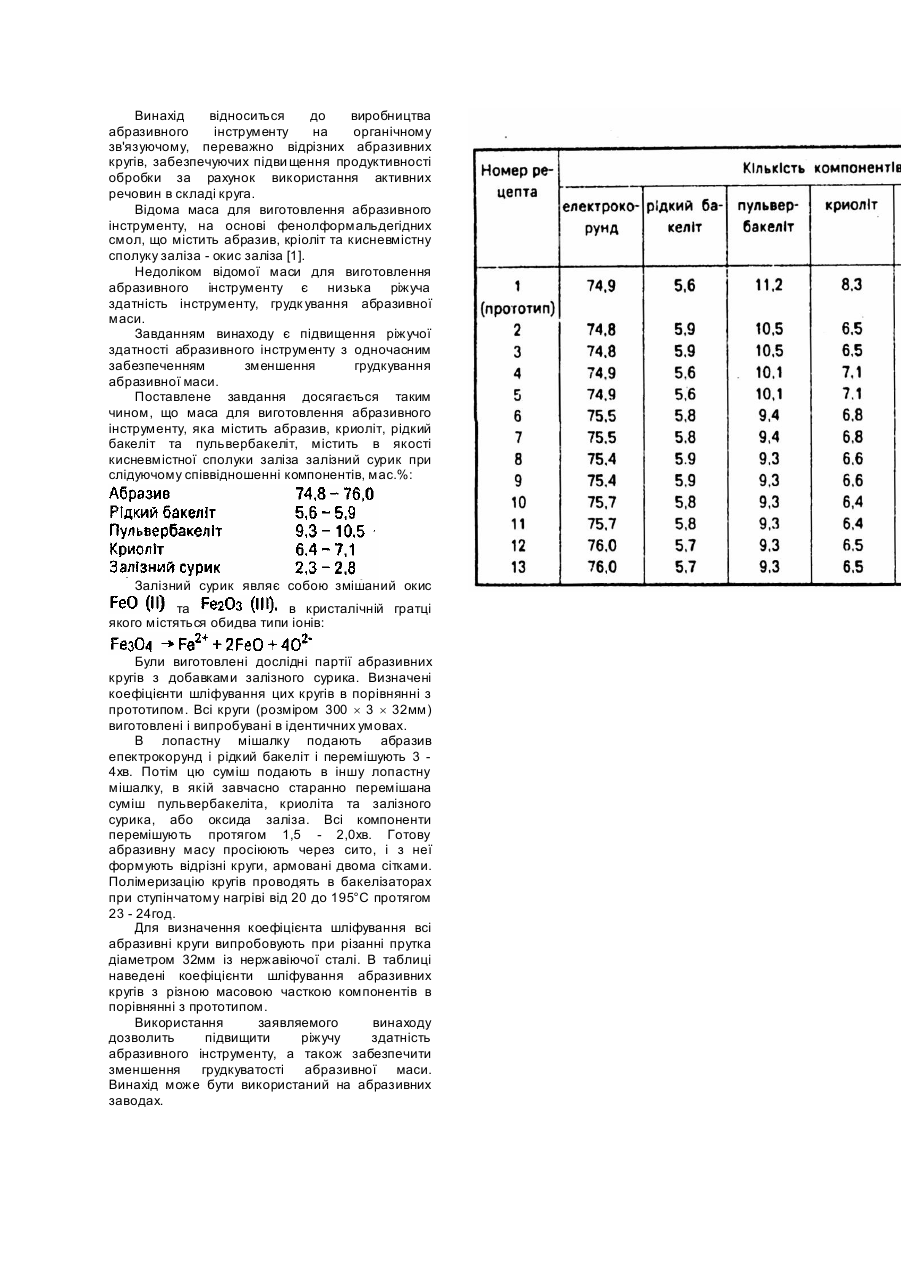
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Спосіб виготовлення абразивного інструменту
Номер патенту: 35371
Опубліковано: 15.03.2001
Автори: Бабічєв Анатолій Прокопович, Кравченко Борис Васильович, Пєтухова Олена Володимирівна, Мєльнікова Олена Павлівна
МПК: C08J 5/14, B24D 18/00, B24D 17/00, C08L 25/00
Мітки: інструменту, спосіб, абразивного, виготовлення
Формула / Реферат:
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче, перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із...
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Вороной Віталій Степанович, Плескач Ігор Всеволодович, Масник Володимир Олександрович
МПК: B24D 3/14
Мітки: виготовлення, абразивного, маса, інструменту
Формула / Реферат:
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Маса для виготовлення робочого шару абразивного інструменту
Номер патенту: 55047
Опубліковано: 17.03.2003
Автори: Сидорко Володимир Ігорович, Філатов Юрій Данилович, Крамар Владислав Григорович, Новіков Микола Васильович, Скрябін Віктор Валерійович
МПК: B24D 3/20
Мітки: абразивного, виготовлення, шару, робочого, маса, інструменту
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструменту, що містить абразивний порошок і органічне зв'язуюче, яка відрізняється тим, що як органічне зв'язуюче вона містить поліетилентерефталат при наступному співвідношенні компонентів, ваг. %: поліетилентерефталат 40-99 абразив 1-60. 2. Маса за п. 1, яка відрізняється тим, що як абразив використано алмазний...
Спосіб виготовлення абразивного інструменту
Номер патенту: 70057
Опубліковано: 15.09.2004
Автори: Сталінський Дмитро Віталійович, Ярова Людмила Григорівна, Гранкін Василь Іванович, Романченко Павло Володимирович, Пірогов Олександр Юрійович
МПК: B24D 3/20
Мітки: абразивного, виготовлення, інструменту, спосіб
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту шляхом попереднього нагрівання абразивного матеріалу, змішування його з рідким бакелітом кімнатної температури, порошкоподібним зв'язуючим та наповнювачем, вкладання отриманої маси в прес-форму і формування заготовки, який відрізняється тим, що як абразивний матеріал використовують попередньо роздрібнені відходи абразивних інструментів на органічному зв'язуючому, які нагрівають до температури 700...
Попередній патент: Грунтозабірний пристрій землесосного снаряда
Наступний патент: Спосіб очищення перопухового матеріалу
Випадковий патент: Вимірювач вологості