Спосіб виготовлення абразивного інструменту
Номер патенту: 35371
Опубліковано: 15.03.2001
Автори: Кравченко Борис Васильович, Бабічєв Анатолій Прокопович, Пєтухова Олена Володимирівна, Мєльнікова Олена Павлівна
Формула / Реферат
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче, перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із полімерним зв'язуючим, а опікають інструмент при температурі 120-220°С.
Текст
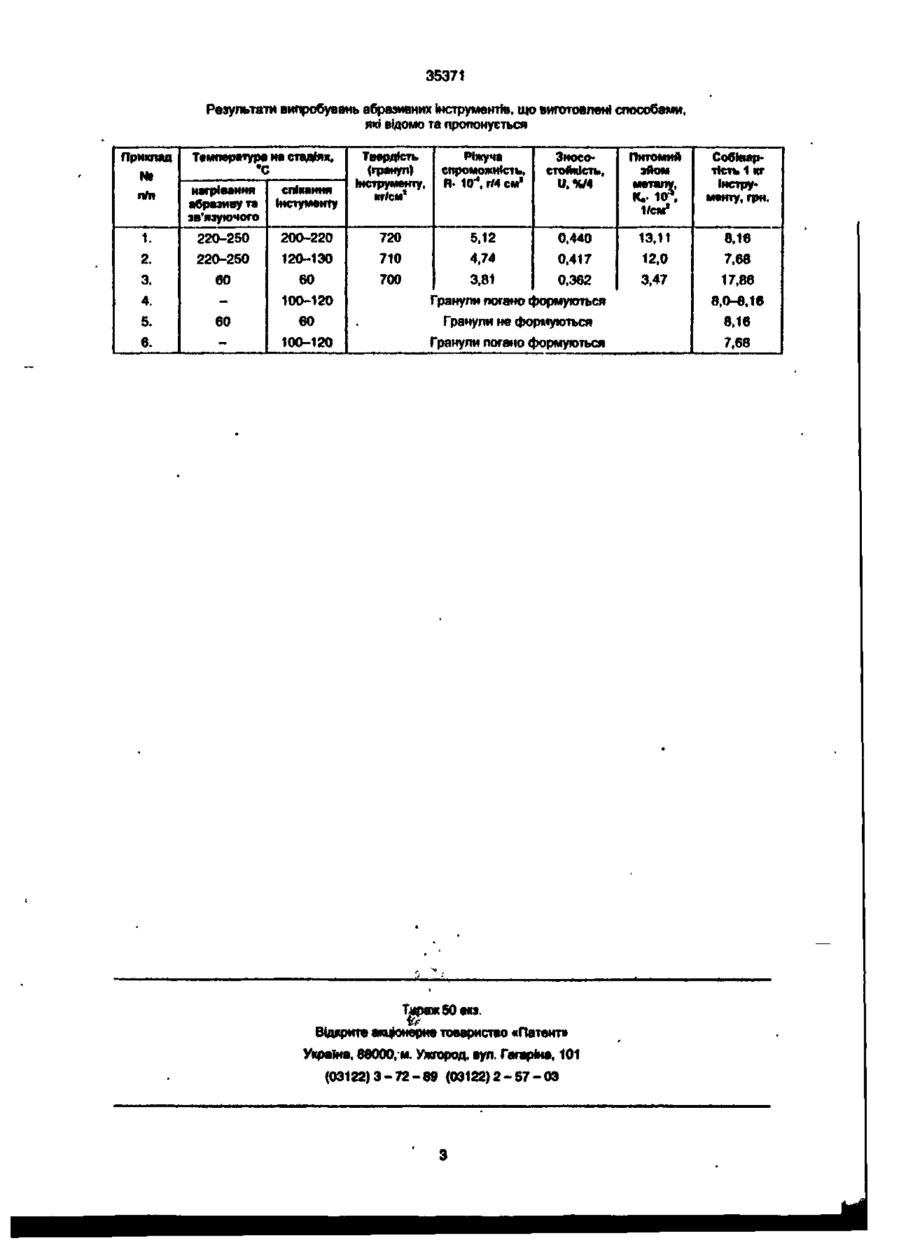
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із полімерним зв'язуючим, а спікають інструмент при температурі 120-220°С. Винахід належить до способів виготовлення абразивних інструментів на полімерній зв'язці, які широко застосовуються під час обладно-зачищувальної обробки, зокрема, шліфування виробів машино- та приладобудування. Відомо спосіб виготовлення абразивного інструменту, згідно з яким змішують полімерне зв'язуюче - гранули полістиролу, що спінюється, з наповнювачем - абразивом. Суміш містять у порожнину форми, відповідну абразивному інструментові, спікають нагріванням до температури 100—120°С, витягають з форми й охолоджують [1. Процессы абразивной обработки, абразивные инструменты и материалы. Сборник трудов конференции, г Волжский. Издательство ТОО "Полиграфист", 1997, с. 10—14]. Недоліком вказаного способу є: - відсутність можливості одержання твердого абразивного інструменту із-за утворення пористої структури зв'язуючого при спіканні; інструмент використовують, в основному, для дообробки виробів з м'яких металів; - відслоювання (при змішуванні) абразиву від гранул полістиролу, що спінюється, погіршує спікання виробів. Найбільш близьким є спосіб виготовлення абразивних інструментів шляхом змішування наповнювача - абразиву з полімерним зв'язуючим епоксидною смолою, нагрівання до 70°С, перемішування до однорідної маси, додавання затверджувача. Суміш заливають по завданих формі та розмірах, одержані заготовки твердіють при нагріванні до 70°С, інструменти витягають з форм й охолоджують при кімнатній температурі. [2. Вопросы вибрационной технологии Межвузовский сборник научных статей. Ростов-на-Дону. Издательский центр ДГТУ, 1996, с. 45-48 прототип] Недоліками цього способу є одержання неоднорідних за вмістом абразиву інструментів ізза розслоювання в рідинній фазі, виділення токсичних парів при твердінні виробів, використання дорогих компонентів полімерного зв'язуючого. В основу винаходу спосіб виготовлення абразивного інструменту поставлено задачу вдосконалення способу шляхом перемішування компонентів у іншій послідовності при зміненому температурному режимі забезпечити високі фізико-механічні властивості абразивним виробам для виконання тонкої обробки різних металів. Поставлена задача вирішується за рахунок того, що у способі виготовлення абразивного інструменту коли змішують абразивний наповнювач із полімерним зв'язуючим, формирують за завданими формою та розмірами, спікають при температурі, охолоджують та витягають, за винаходом, спочатку одержують полімерне зв'язуюче перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, змішують абразивний наповнювач нагрітий до температури 220-250°С з полімерним зв'язуючим, спікають при температурі 120-220°С. Здійснення процесу в послідовності й температурному режимі, які пропонуються, є достатніми для того, щоб використати цей спосіб у технології виготовлення абразивних інструментів з покращеними показниками за: ріжучою спромож h CO in со о> 35371 ністю, зносостійкістю, питомим зйомом металу; з показниками, які не поступаються інструментові на основі епоксидних смоп за твердістю. Позитивний ефект під час обладно-зачищувальнпі обробки металу пояснюється тим, що: - зменшується засолювання абразивного інструменту (показник, який пов'язано із зніманням металу), - досягається однорідність інструменту та усувається розслоювання завдяки попередньому виготовленню полімерного зв'язуючого, нагріванню абразиву до 220-250°С перед змішуванням із полімерним зв'язуючим і спіканню при температурі 120~220°С Досягти такого ефекту виготовленням абразивного інструменту за відомими способами (прототипом або аналогом) неможливо. Спосіб здійснюють таким чином: Готують полімерне зв'язуюче перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом (МВМ) до однорідної маси (суміш 1). Абразивний порошок нагрівають до 220-250°С і в гарячому стані перемішують з сумішшю 1 Одержану абразивно-полімерну композицію запресовують до форми, спікають при 120-220°С протягом 20-30 хвилин, охолоджують до кімнатної температури, витягають з форм абразивні інструменти (гранули) та випробовують за методикою (1. с 121}, яка враховує ріжучу спроможність, питомий зйом металу та інше. Сутність винаходу пояснюють наступні приклади виготовлення абразивних виробів. Приклад 1. Для виготовлення абразивного інструменту беруть бісер суспензійного полістиролу з розміром часток 50-400 мкм у кількості 49% мас. від загальної маси композиції В якості бісера суспензійного полістиролу використовують проміжний продукт типу ПСС до екструдування (ГОСТ 20282-86 Полистирол общего назначения). Бісер суспензійного полістиролу змішують з 1% мас. медичного вазелінового масла (МВМ) до однорідної маси (суміш 1) Абразивний порошок М40 у кількості 50% мас від абразивно-полімерної композиції нагрівають до 220~250°С і в гарячому стані перемішують з сумішшю 1. Одержану абразивно-полімерну композицію запресовують до форми у вигляді конуса розміром h=25 MM, d=25 мм та спікають при 200-220°С протягом 20-30 хвилин, охолоджують до кімнатно?" температури, витягають з форм абразивні інструменти - гранули Результати випробувань наведені в таблиці. Приклад 2. Аналогічно прикладу 1 для виготовлення абразивного інструменту в якості бісеру суспензійного полістиролу беруть товарний продукт типу ПСН (ТУ 301-05-190-92. Полистирол суспензионный низковяэкий) Зформировану композицію спікають при температурі 120-130°С. Результати випробувань наведені в таблиці. Приклад 3 (прототип). Для виготовлення абразивного інструменту беруть 50% мас. абразивного порошку М40 та 50% мас. смоли ЕД 16, нагрівають до температури 60°С протягом години, перемішують до однорідної маси, добавляють затверджувач, заливають композицію у форми (за прикладом 1), витримують при 60°С 30 хвилин Витягають з форм, охолоджують гранули при кімнатній температурі протягом 3 год. Випробовують інструменти аналогічно прикладу 1. Смола і затверджувач, що застосовуються, токсичні Результати випробувань наведені в таблиці. Приклад 4 (контрольний) Для виготовлення абразивного інструменту беруть 50% мас. абразивного порошку М40 від загальної маси композиції та 50% мас. гранул полістиролу, що спінюється, типу ПСВ-С (ОСТ 301-05-202-92а. Полистирол вспенивающийся) з розміром часток 0,4-2.0 мм, перемішують до однорідної маси, запресовують до форм (за приклацом 1) і спікають при 100-120°С Спостерігається відслоювання абразивного лорошку від полістиролу після перемішування, абразивні гранули формуються погано та не придатні до випробувань Результати наведені в таблиці. Приклад 5 (контрольний). Спосіб здійснюють аналогічно прикладу 3 на полімерному зв'язуючому за прикладом 1. Для виготовлення абразивного інструменту 49% мас. гранул суспензійного полістиролу типу ПСС з розміром часток 50-400 мкм змішують із 1% мас МВМ (суміш 1). 50% мас абразивного порошку М40 перемішують із сумішшю 1 до однорідної маси, нагрівають до температури 60°С протягом години, запресовують у форми (за прикладом 1), витримують (спікають) при 60°С ЗО хвилин. Після перемішування спостерігають нерівномірне розподілення абразиву, абразивні гранули (інструмент) не формируються й не придатні для випробувань. Результати наведені в таблиці. Приклад 6 (контрольний). Спосіб здійснюють аналогічно прикладу 4 на полімерному зв'язуючому за прикладом 1. Для виготовлення абразивного інструменту 50% мас абразивного порошку М 40 та 50% мас. полімерного зв'язуючого, виготовленого аналогічно прикладу 2, перемішують до однорідної маси, запресовують у форми (за прикладом 1), спікають при температурі 100-120°С Після перемішування спостерігають нерівномірне розподілення абразиву, абразивні гранули (інструмент) формируються погано, мало придатні для випробувань Результати наведені в таблиці. Згідно таблиці, при невисокій собівартості зносостійкість і ріжуча спроможність абразивних інструментів (гранул) за винаходом (приклади 1, 2) перевищує ці показники у інструментів на основі епоксидних смол, за питомим зйомом металу майже в З рази, на 1,4-2,8% по твердості (приклад З І (1) с 47). Аналог застосовують для обробки м'яких металів [2 с. 12]. гому твердість інструменту низь* ка, при збільшенні абразиву до 50% (приклад 4) інструменти погано формируються (спікаються). Одержати такі результати застосуванням технології за прототипом (приклад 5) або аналогом (приклад 6) не вдалося. Таким чином, спосіб виготовлення абразив* ного інструменту, який пропонується, забезпечує високі фізико-механічні властивості абразивним виробам, що дозволяє застосовувати останні для тонкої обробки деталей з різних металів. 35371 Результати випробувань абразивних інструментів, що виготовлені способами, які відомо та пропонується Приклад Ш п/п Температура на стадіях, °С нагрівання спікання абразиву та Інстумеиту зв'язуючого Твердість (гранул) інструменту, кг/см* Ріжуча спроможність, П- ІОЛ г/4 см1 ЗносоСТОЙКІСТЬ, U.V4 Питомий зйом металу, К.. 10% Собівартість 1 кг інструменту, гри. VCM* 1. 220-250 200-220 720 5,12 0,440 2. 220-250 60 120-130 710 4,74 0,417 12,0 7,68 60 700 3,81 0,362 3,47 17,86 3. 6. 8,16 100-120 4. 5. 13,11 60 1 "ранули погано сігормуються 8,0-8.16 60 Гранули не формуються 8,16 100-120 f"ранули погано
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making abrasive tool
Автори англійськоюBabichev Anatolii Prokopovych, Melnikova Olena Pavlivna, Kravchenko Borys Vasyliovych, Petukhova Olena Volodymyrivna
Назва патенту російськоюСпособ изготовления абразивного инструмента
Автори російськоюБабичев Анатолий Прокофьевич, Мельникова Елена Павловна, Кравченко Борис Васильевич, Петухова Елена Владимировна
МПК / Мітки
МПК: C08L 25/00, C08J 5/14, B24D 17/00, B24D 18/00
Мітки: інструменту, спосіб, виготовлення, абразивного
Код посилання
<a href="https://ua.patents.su/4-35371-sposib-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивного інструменту</a>
Абразивно-полімерна композиція для одержання абразивного інструменту
Номер патенту: 35266
Опубліковано: 15.03.2001
Автори: Мєльнікова Олена Павлівна, Кравченко Борис Васильович, Пєтухова Олена Володимирівна, Бабічєв Анатолій Прокопович
МПК: B24D 3/20
Мітки: абразивно-полімерна, абразивного, одержання, інструменту, композиція
Формула / Реферат:
Абразивно-полімерна композиція для одержання абразивного інструменту, що містить полімерне зв'язуюче та наповнювач - абразив, яка відрізняється тим, що як полімерне зв'язуюче вона містить бісер суспензійного полістиролу і додатково медичне вазелінове масло при такому співвідношенні компонентів. % мас.:
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Вороной Віталій Степанович, Масник Володимир Олександрович, Плескач Ігор Всеволодович
МПК: B24D 3/14
Мітки: абразивного, виготовлення, маса, інструменту
Формула / Реферат:
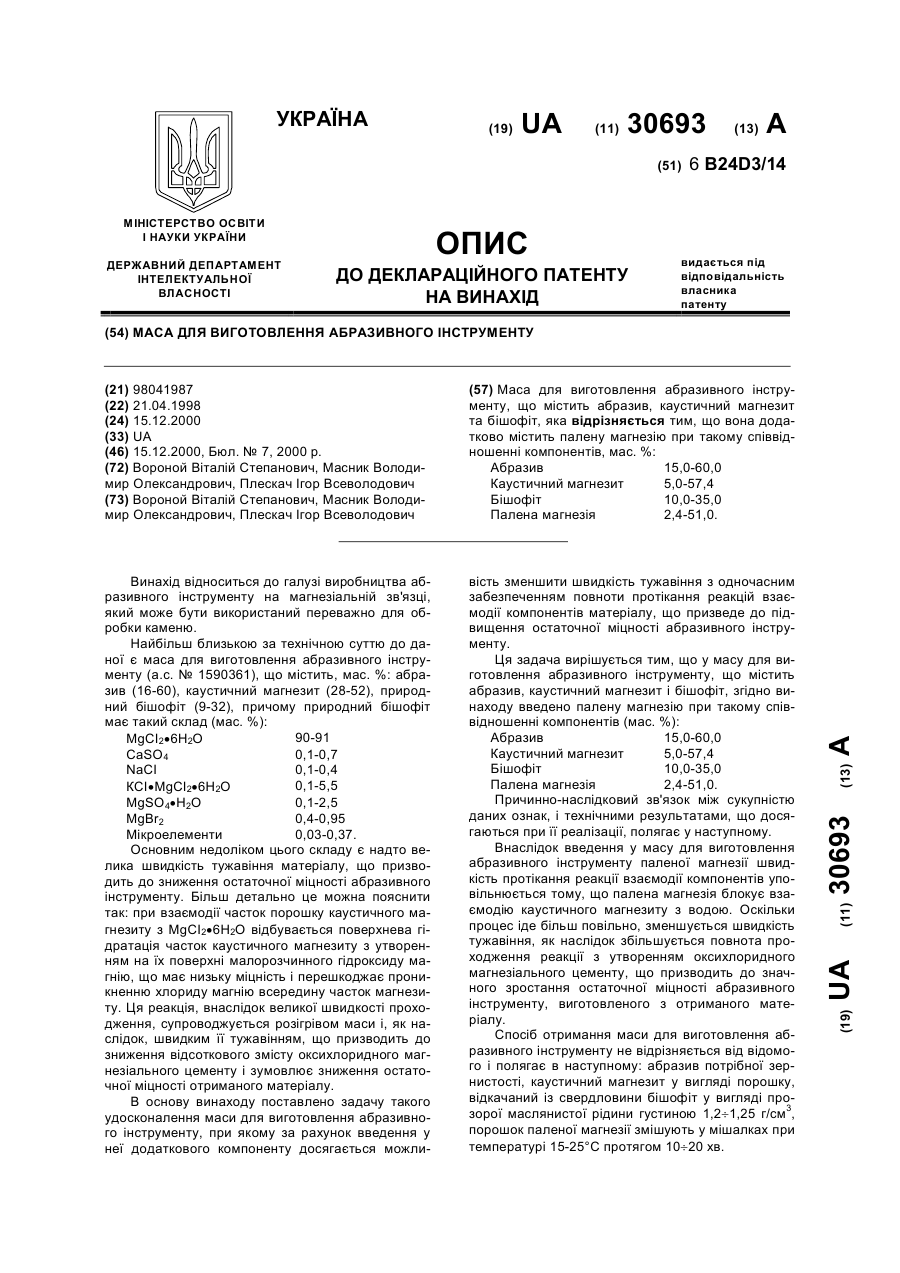
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Білинець Микола Денисович, Балог Ірина Михайлівна, Драгунцов Вячеслав Васильович, Мельникович Михайло Миколайович, Кияк Марина Юріївна, Мигалина Юрій Вікентієвич, Лендел Василь Георгієвич, Сані Арпад Юліусович
МПК: B24D 3/34
Мітки: виготовлення, інструменту, маса, абразивного
Формула / Реферат:
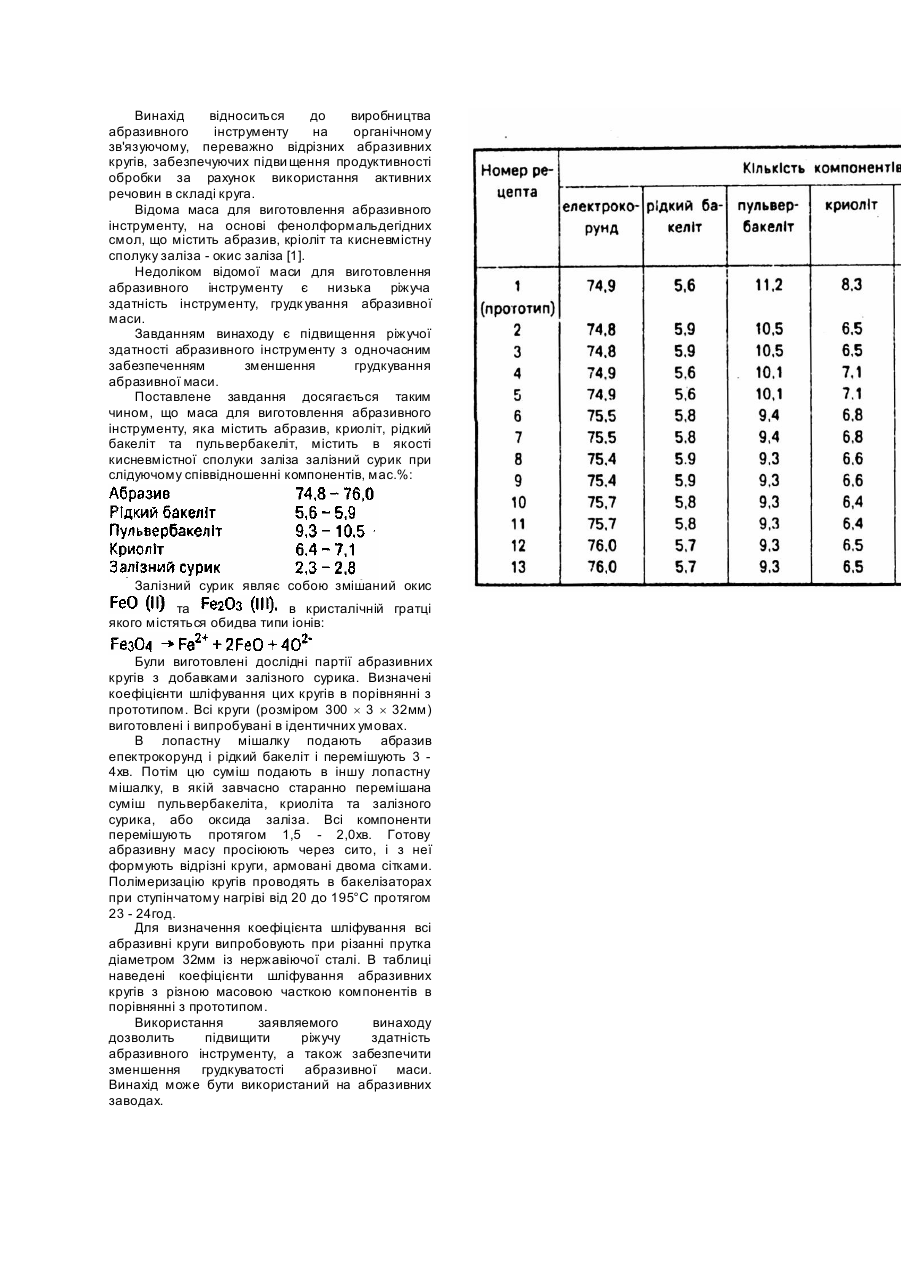
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Спосіб виготовлення гнучкого абразивного інструменту
Номер патенту: 4590
Опубліковано: 28.12.1994
Автори: Лещов Євгеній Семенович, Макаров Олег Абрамович, Собянін Сєргєй Євгеньєвич, Камалєтдінов Равіль Абдуловіч, Абрашкевич Юрій Давидович, Клюкін Алєксандр Ніколаєвіч, Орловський Костянтин Євгенович
МПК: B24D 13/00, B24D 11/00
Мітки: абразивного, інструменту, гнучкого, спосіб, виготовлення
Формула / Реферат:
(57) Способ изготовления гибкого абразивного инструмента, при котором на эластичную основу наносят основной слой полимерного связующего и абразив, производят формование заготовки, затем дополнительно наносят на поверхность зерен слой полимерного связующего и термообрабатывают, отличающийся тем, что - толщину основного слоя выбирают равной 1/3-1/2 высоты размера абразивного зерна.
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 15.11.2000
Автор: Ігнатенко Валерій Іванович
МПК: B30B 15/00, B22F 3/14
Мітки: прес-форма, виготовлення, інструменту, відрізних, переважно, кругів, абразивного
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Попередній патент: Спосіб контрацепції у молодих жінок, що ненароджували
Наступний патент: Спосіб гемітиреоїдектомії
Випадковий патент: Балон до системи для внутрішньовенного вливання крові і лікарських рідин