Спосіб виготовлення леза для гоління
Номер патенту: 10767
Опубліковано: 25.12.1996
Автори: Скородумова Олена Борисівна, Прилуцький Григорій Карпович, Тупало Генадій Михайлович, Скріпін Вячеслав Леонідович, Оганезов Автанділ Георгійович, Котелевський Віктор Іванович
Формула / Реферат
1. Спосіб виготовлення леза для гоління, що включає виготовлення корпусу леза з неметалевого матеріалу, обробку краю корпусу абразивним інструментом для його загострювання і здобуття фасок, термічну обробку корпусу і здобуття додаткових фасок, який відрізняється тим, що виготовлення корпусу леза, який являє собою пластину з монокристала, наприклад, корундової групп, роблять шляхом орієнтованого розпилювання монокристала, а термичну обробку неметалевого корпусу леза виконують з використовуванням хімічних реагентів, наприклад, бури, на завершальній стадії виготовлення лез після здобуття додаткових фасок шляхом механічної обробки ріжучого краю. 2. Спосіб по п.1, який відрізняється тим, що виготовлення корпусу леза шляхом орієнтованого розпилювання монокристала роблять таким чином, щоб вектор найбільшої твердості кристала був розміщеній у площині леза і утворював з ріжучим краєм кут 90 ± 30, а вектор найменшої твердості кристала складав з площиною леза кут 90 ± 30.
Текст
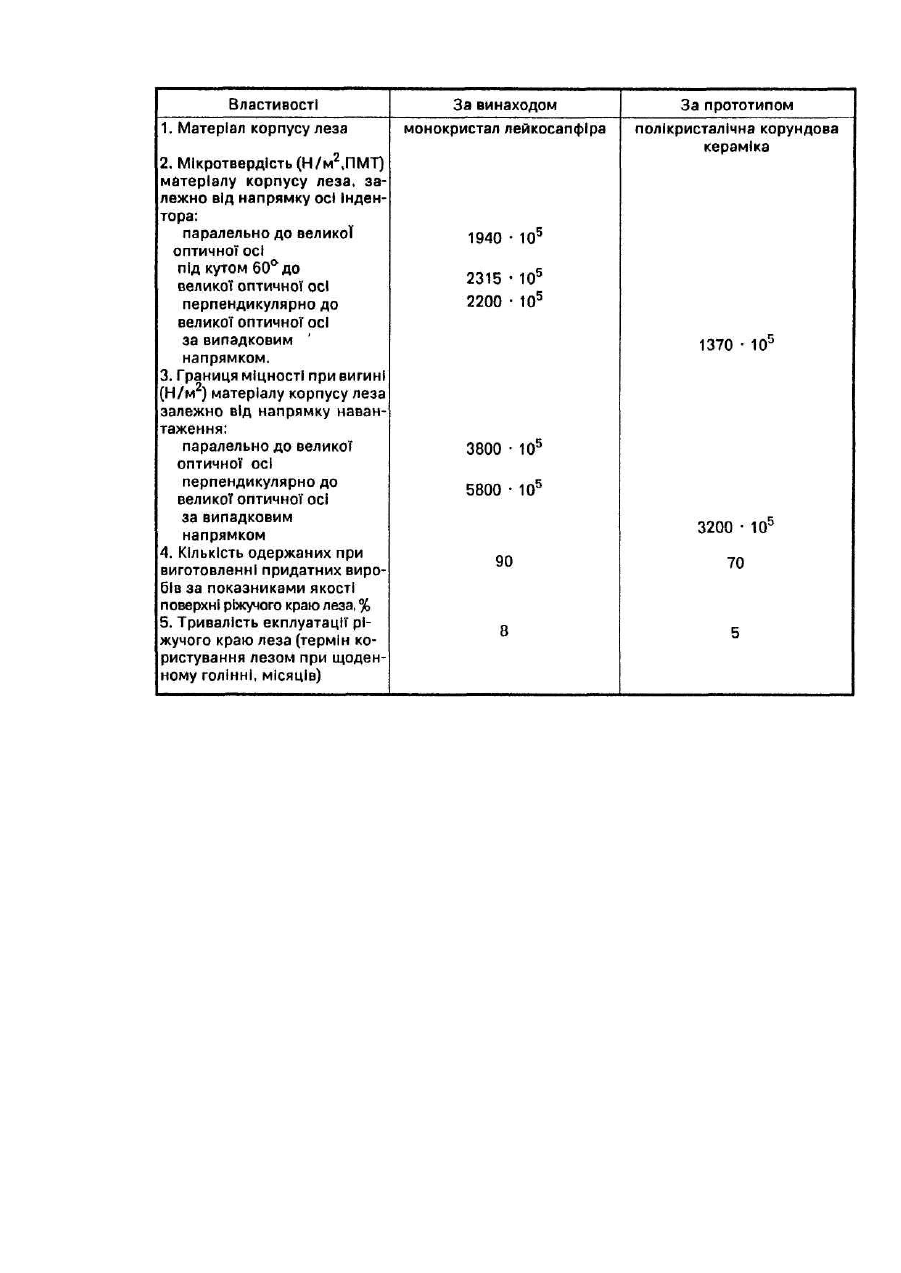
Винахід відноситься до побутової те хніки і може бути використаний при виробництві лез для гоління. Відомий спосіб виготовлення лез для гоління [1]. Спосіб здійснюється таким чином. Виготовляють корпус леза з керамічного матеріалу, край корпусу обробляють абразивним Інструментом з метою його загострення і здобуття фасок, які мають вхідний кут не більший за 30°. Далі корпус піддають термічній обробці з метою зниження шорсткості корпусу і зменшення кількості дефектів поверхні. Після цього корпус піддають подальшій механічній обробці з метою отримання додаткових фасок, які мають вхідний кут більший за 40°. Загальними ознаками прототипу І винаходу є технологічні стадії виготовлення корпусу з неметалевого матеріалу, обробки краю неметалевого корпусу абразивним інструментом для його загострювання І здобуття основних фасок, термічної обробки корпусу І здобуття додаткових фасок леза шляхом механічної обробки. Недоліками прототипу є недостатня тривкість та наявність гострих сколів на поверхні ріжучого краю одержаних при виготовленні за способом прототипу лез. ЦІ недоліки зумовлені тим, що абразивна обробка матеріалу за прототипом ускладнюється певними структурними особливостями навіть найбільш твердих та міцних різновидів полікристалічної кераміки (наприклад, корундового складу), а саме, інтеркристалічним типом зламу І обов'язковою наявністю замкненої поруватості у кількості 2-4%. Це призводить до недостатньої тривалості експлуатації таких лез і одержання меншої кількості придатних виробів при їх виготовленні. Задачею запропонованого винаходу є розробка способу виготовлення лез для гоління, в якому, за рахунок зміни матеріалу корпусу леза та Іншого порядку його обробки, досягається підвищення тривкості та якості поверхні ружучого краю леза, що збільшує тривалість експлуатації таких лез та ! дає можливість одержувати більшу кількість придатних виробів при їх виготовленні. Поставлена задача вирішується тим, що в способі виготовлення леза для гоління, який включає виготовлення корпусу леза з ! неметалевого матеріалу, обробку краю корпусу абразивним інструментом для його загострювання І здобуття фасок, термічну обробку корпусу і здобуття додаткових фасок, виготовлення корпусу леза, який являє ! собою пластину з монокристалу, наприклад, корундової групи, роблять шляхом орієнтованого розпилювання монокристала, а термічну обробку неметалевого корпусу леза виконують з використовуванням хімічних : реагентів, наприклад, бури, на завершальній стадії виготовлення лез після здобуття додаткових фасок шляхом механічної обробки ріжучого краю. Додатково технічний результат покращується за рахунок того, що виготовлення корпусу леза шляхом орієнтованого розпилювання монокристала роблять таким чином, щоб вектор найбільшої твердості кристала був розміщений у площині леза і утворював з ріжучим краєм кут 90 ± 30°, а вектор найменшої твердості кристала складав з площиною леза кут 90 ± 30°. При цьому застосування монокристала, як матеріалу для виготовлення корпусу леза, обумовлює збільшення тривкості ріжучого краю леза завдяки практично бездефектній структурі та безперечно більшим твердості та міцності монокристала (наприклад, корундової групи) порівняно з найбільш твердими та міцними різновидами полікристалічної кераміки (наприклад, корундового складу). Застосування хімічних реагентів (наприклад, бури) при здійсненні термічної обробки монокристалічного корпусу леза обумовлює одержання оптимальної шорсткості поверхні корпусу за рахунок можливості чіткого контролю процесу термохімічного полірування, який іде таким чином з невеликою швидкістю (2-3 мкм/хв). Зміна послідовності технологічних операцій, за якою термічна обробка виконується на завершальній стадії технологічного процесу, дає можливість позбавитись гострих сколів на поверхні ріжучого краю леза, що з'яляються під час здобуття основних та додаткових фасок корпусу леза шляхом механічної обробки. Крім того, виготовлення корпусу леза орієнтованим розпилюванням монокристала таким чином, щоб вектор найбільшої твердості кристала був розміщений у площині леза і утворював з ріжучим краєм кут 90 ± 30°, а вектор найменшої твердості кристала складав з площиною леза кут 90 ±30°, призводить до додаткового збільшення твердості і міцності ріжучого краю леза у зв'язку з анізотропією твердості та міцності монокристалів корундової групи та покращує умови механічної обробки, що дає можливість чітко дотримуватись потрібної геометрії ріжучого краю. Спосіб виготовлення бритвових лез за винаходом здійснюється таким чином. Виготовляють корпус леза (у формі пластини, переважно - прямокутної, з одною або двома ріжучими краями по великих боках) орієнтованим розпилюванням монокристала (наприклад, лейкосапфіра), таким чином, щоб вектор найбільшої твердості кристала був розміщений у площині леза І утворював з ріжучим краєм кут 90 ± 30°, а вектор найменшої твердості кристала складав з площиною леза кут 90 ± 30. Край монокристалічного корпусу леза піддають механічній обробці абразивними Інструментом і матеріалами з послідовним зменшенням розміру зернин абразиву з метою загострення краю і одержання основних фасок, які мають вхідний кут не більший за 30°. та додаткових фасок з вхідним кутом більшим за 40°. На завершальній стадії технологічного процесу ріжучий край леза піддають термохімічному поліруванню (наприклад, у розтопі бури Na2B4О7 · 10Н2Опри 1000°С Із швидкістю полірування 2-3 мкм/хв. Властивості лез, одержаних за винаходом, порівняно з лезами за прототипом, наведені в таблиці.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of shaving blades
Автори англійськоюKotelevskyi Viktor Ivanovych, Ohanezov Avtandil Heorhiiovych, Prylutskyi Hryhorii Karpovych, Skorodumova Olena Borysivna, Skripin Viacheslav Leonidovych, Tupalo Henadii Mykhailovych
Назва патенту російськоюСпособ изготовления лезвий для бритья
Автори російськоюКотелевский Виктор Иванович, Оганезов Автандил Георгиевич, Прилуцкий Григорий Карпович, Скородумова Елена Борисовна, Скрипин Вячеслав Леонидович, Тупало Геннадий Михайлович
МПК / Мітки
МПК: B26B 21/00
Мітки: леза, виготовлення, спосіб, гоління
Код посилання
<a href="https://ua.patents.su/2-10767-sposib-vigotovlennya-leza-dlya-golinnya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення леза для гоління</a>
Спосіб виготовлення порожнистих деталей

Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Шишов Валерій Володимирович, Шмидт Рудольф Якович, Зайденко Анатолій Михайлович
МПК: B21K 21/00
Мітки: спосіб, виготовлення, порожнистих, деталей
Формула / Реферат:
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на...
Основа крему для гоління
Номер патенту: 9589
Опубліковано: 30.09.1996
Автори: Рудак Валерій Борисович, Дзюрій Іван Петрович, Степанов Михайло Васильович, Степанов Василь Михайлович, Мулява Мар'ян Петрович
МПК: A61K 8/42, A61Q 9/02, A61K 8/92
Формула / Реферат:
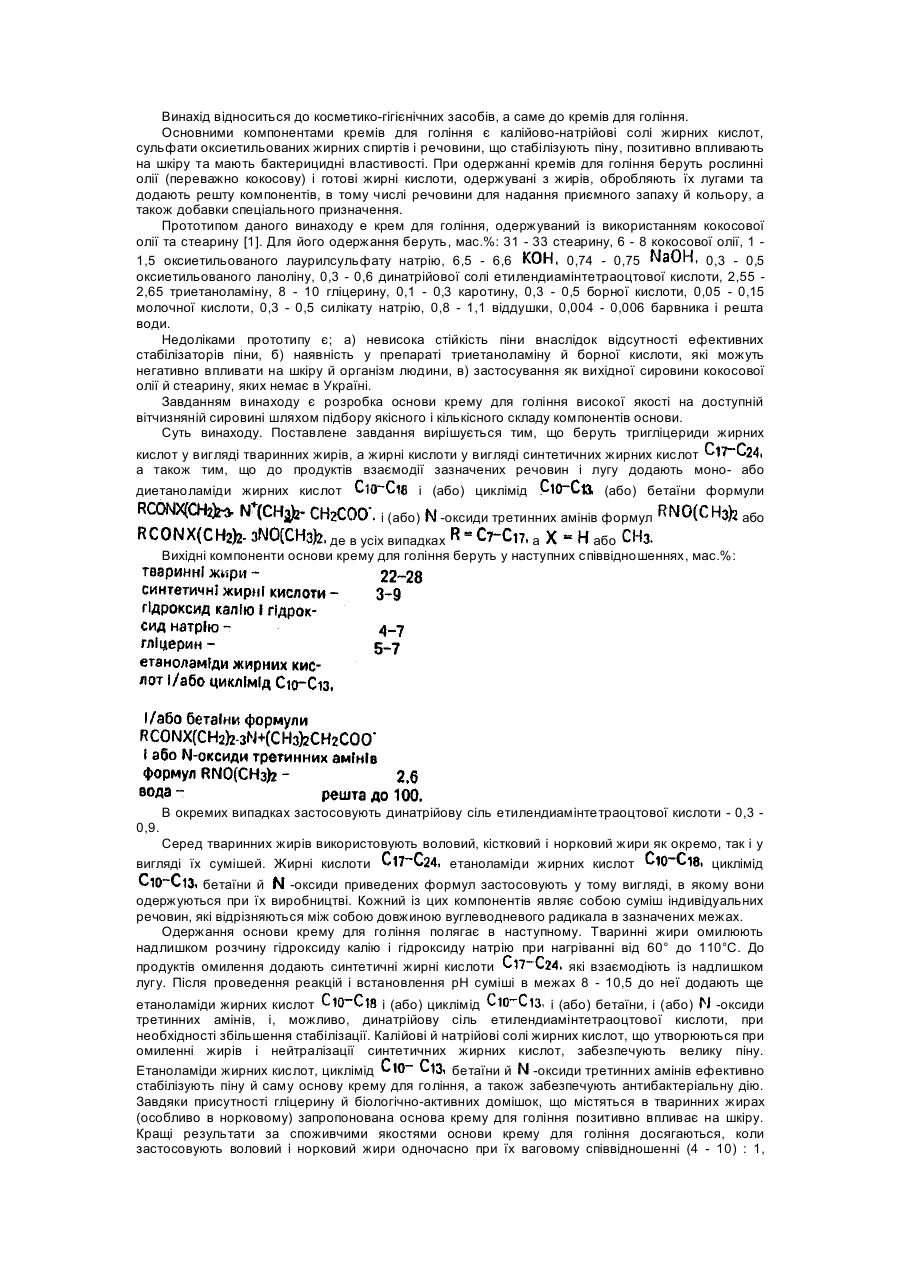
1.Основа крему для гоління, що містить жирні кислоти, тригліцериди жирних кислот, гідроксиди калію і натрію, гліцерин і воду, яка відрізняється тим, що додатково містить моно- або диетаноламіди жирних кислот C10-C18 і/або циклімід С10-С13, і/або бетаіни формули:RCONX(CH2)2-3 N+(СН3)2CH2COO-,і/або N-оксиди третинних амінів формул:RNО(СН3)2 або RCONX(CH2)2-3NO(CH3)2,де в усіх випадках R = С7-С17, а Х - Н або СН3, як...
Крем для гоління
Номер патенту: 10043
Опубліковано: 30.09.1996
Автори: Дзюрій Іван Петрович, Степанов Михайло Васильович, Степанов Василь Михайлович, Мулява Мар'ян Петрович, Степанова Євгенія Тимофіївна
Формула / Реферат:
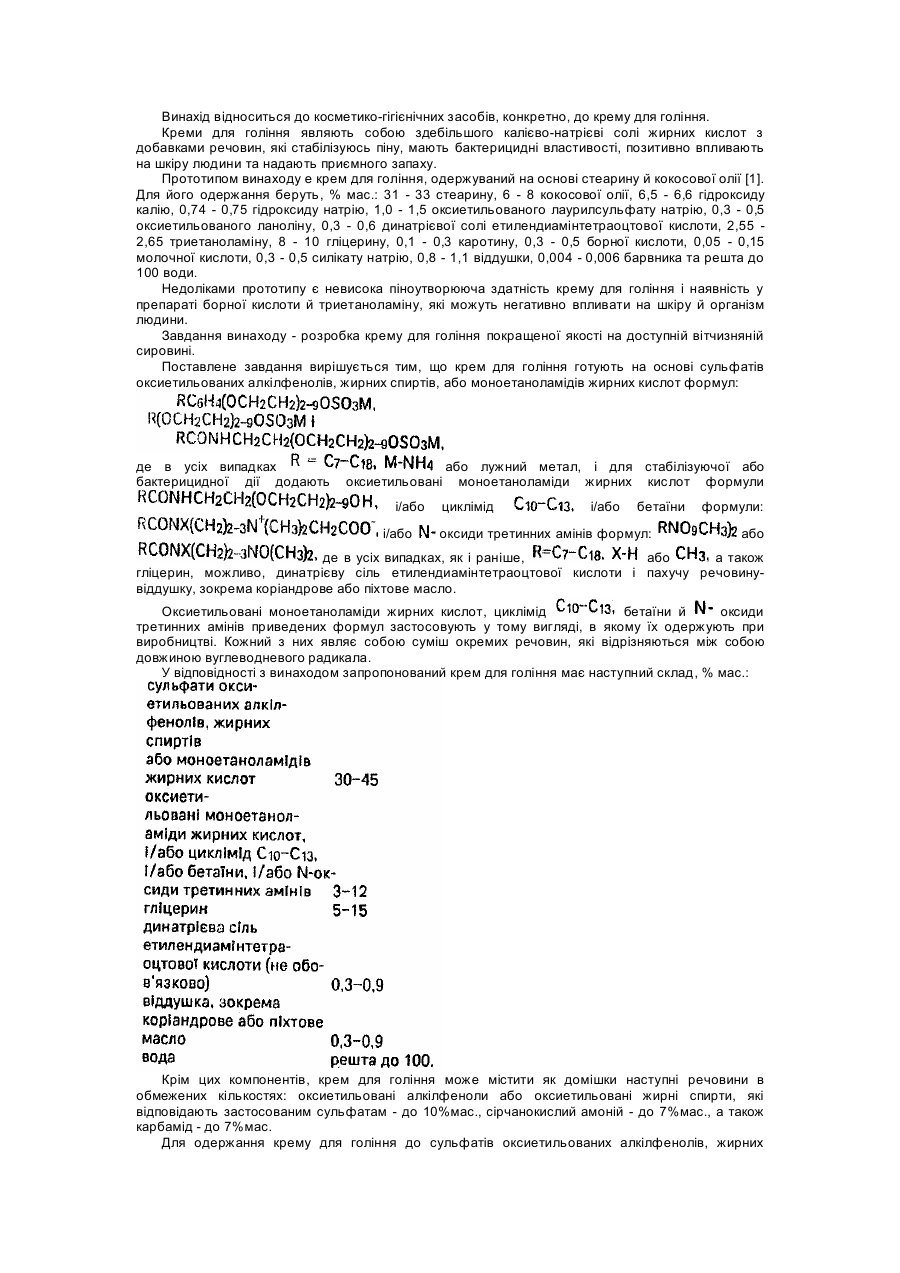
1. Крем для гоління, що містить аніонні поверхнево-активні речовини, гліцерин, віддушку і воду, який відрізняється тим, що додатково містить оксиетильовані моноетаноламіди жирних кислот формули:RCONHCH2CH2(ОСН2СН2)2-9ОН і/або циклімід С10-С13, і/або бетаїни формули:RCONX(CH2)2-3N+(CH3)2СН2СОО-, і/абоN - оксиди третинних амінів формул:RNО(СН3)2 або RСОNХ(СН2)2-3NO(СН3)2,де в усіх випадках R=С7 - С18, Х=Н або...
Сировинна суміш декоративного бетону для виготовлення виробів та спосіб їх виготовлення
Номер патенту: 8061
Опубліковано: 26.12.1995
Автори: Мусіяка Євгенія Миколаївна, Сланевський Сергій Ільїч, Мартинов Володимир Іванович, Тищенко Іван Іванович
МПК: C04B 14/00, C04B 28/18
Мітки: виробів, суміш, спосіб, декоративного, виготовлення, бетону, сировинна
Формула / Реферат:
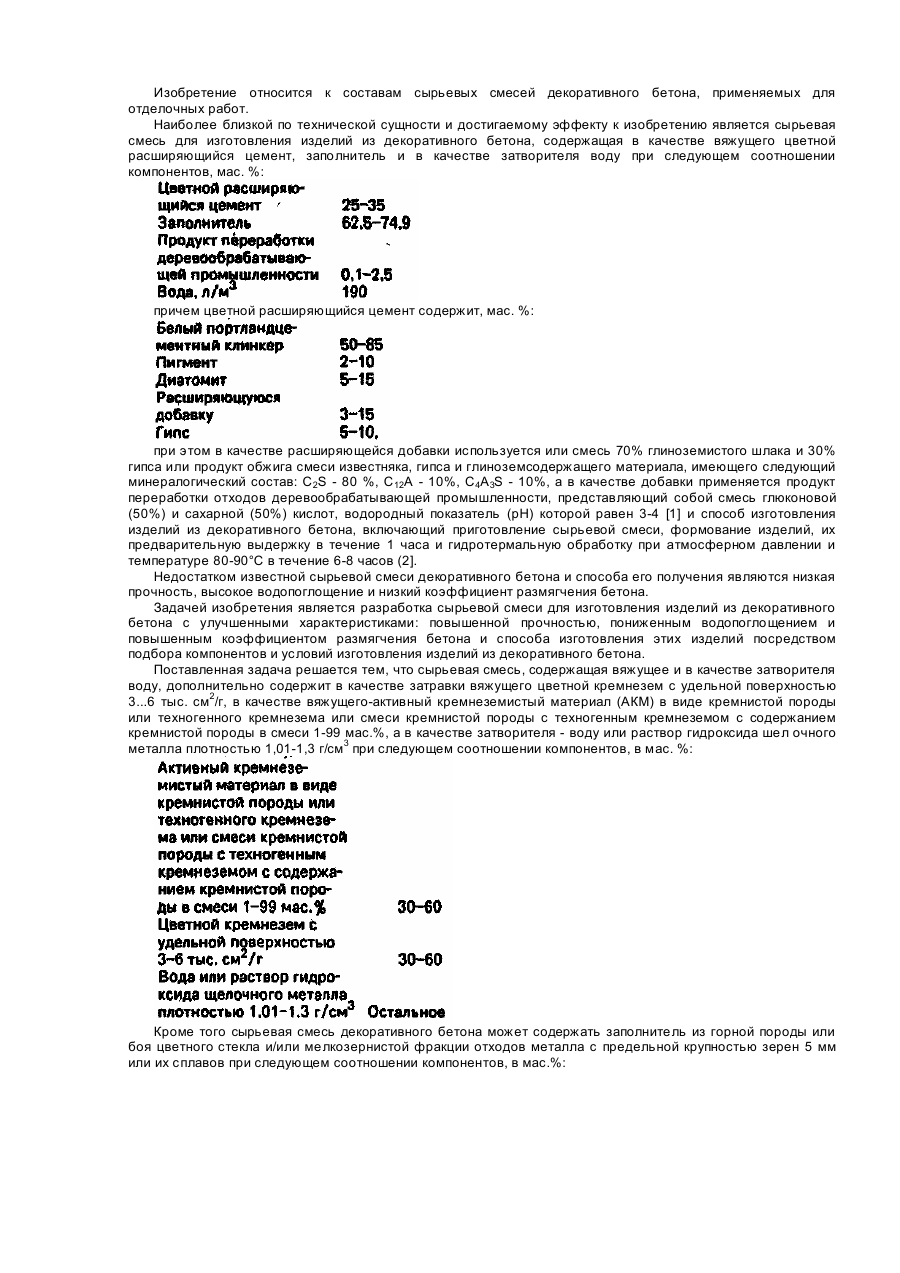
1. Сырьевая смесь декоративного бетона для изготовления изделий, содержащая вяжущее и затворитель, отличающаяся тем, что она дополнительно содержит затравку вяжущего - цветной кремнезем с удельной поверхностью 3-6 тыс. см2/г в качестве вяжущего - активный кремнеземистый материал в виде кремнистой породы или техногенного кремнезема или смеси кремнистой породы с тех-ногенным кремнеземом при содержании кремнистой породы в смеси 1-99 мас.%, а в...
Спосіб виготовлення щетинних виробів та обладнання для його виготовлення
Номер патенту: 7837
Опубліковано: 26.12.1995
Автор: Георг Вайраух
МПК: A46B 3/00
Мітки: виготовлення, спосіб, обладнання, щетинних, виробів
Формула / Реферат:
1. Способ изготовления щетинных изделий из синтетических нитей путем подачи жгута параллельных одна другой длинномерных синтетических нитей в направитель, отрезания от жгута отдельного пучка нитей и закрепления нерабочих концов нитей пучка в щетинодержателе, отличающийся тем, что, с целью повышения качества получаемых изделий, одновременно с подачей жгута в направитель его проводят через зажимное приспособление, расположенное в зоне...
Попередній патент: Спосіб лікування та профілактики фтористої інтоксикації
Наступний патент: Ацетиленовий генератор
Випадковий патент: Засіб захисту рослин інсектицидної дії