Спосіб виготовлення порожнистих деталей
Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Шишов Валерій Володимирович, Зайденко Анатолій Михайлович, Шмидт Рудольф Якович

Формула / Реферат
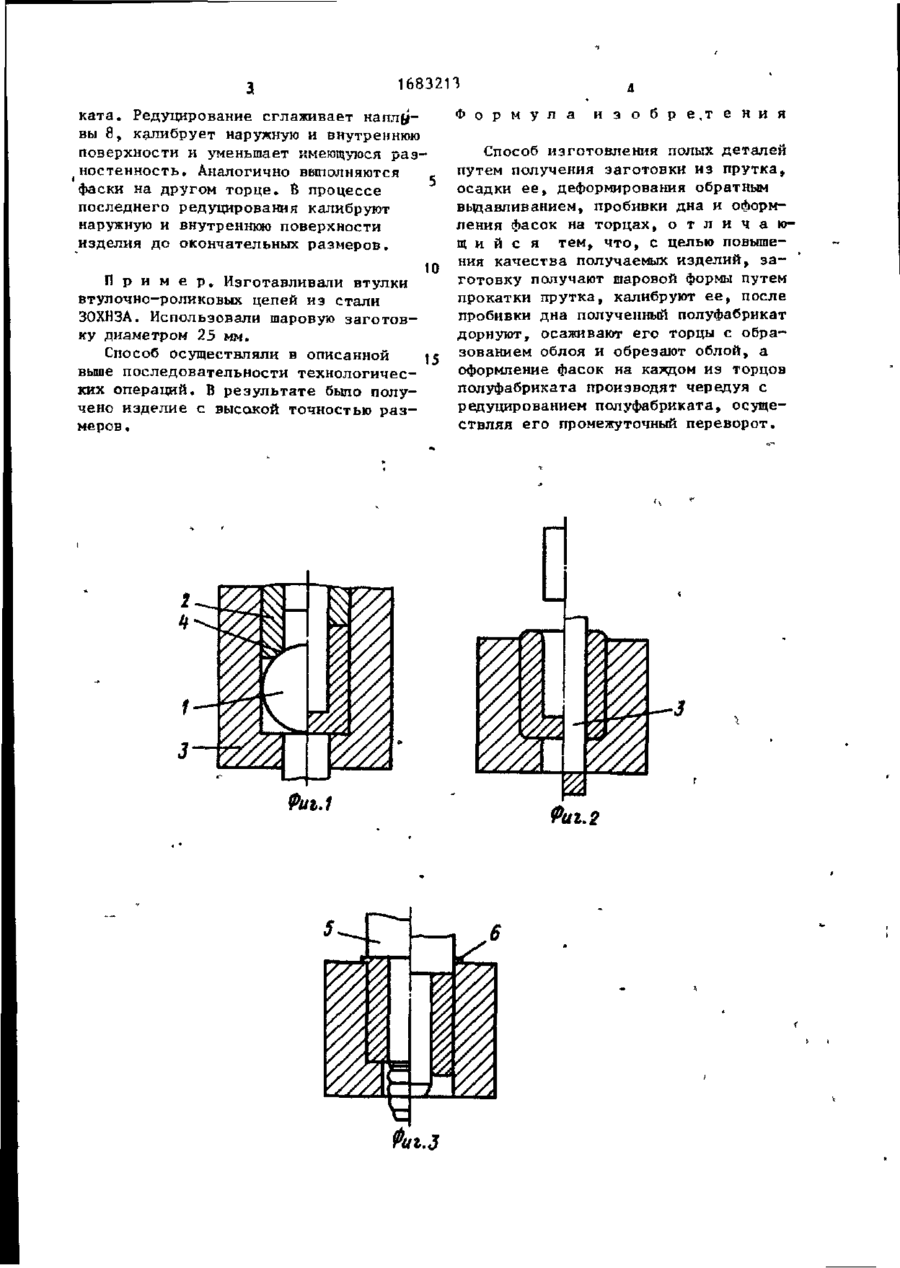
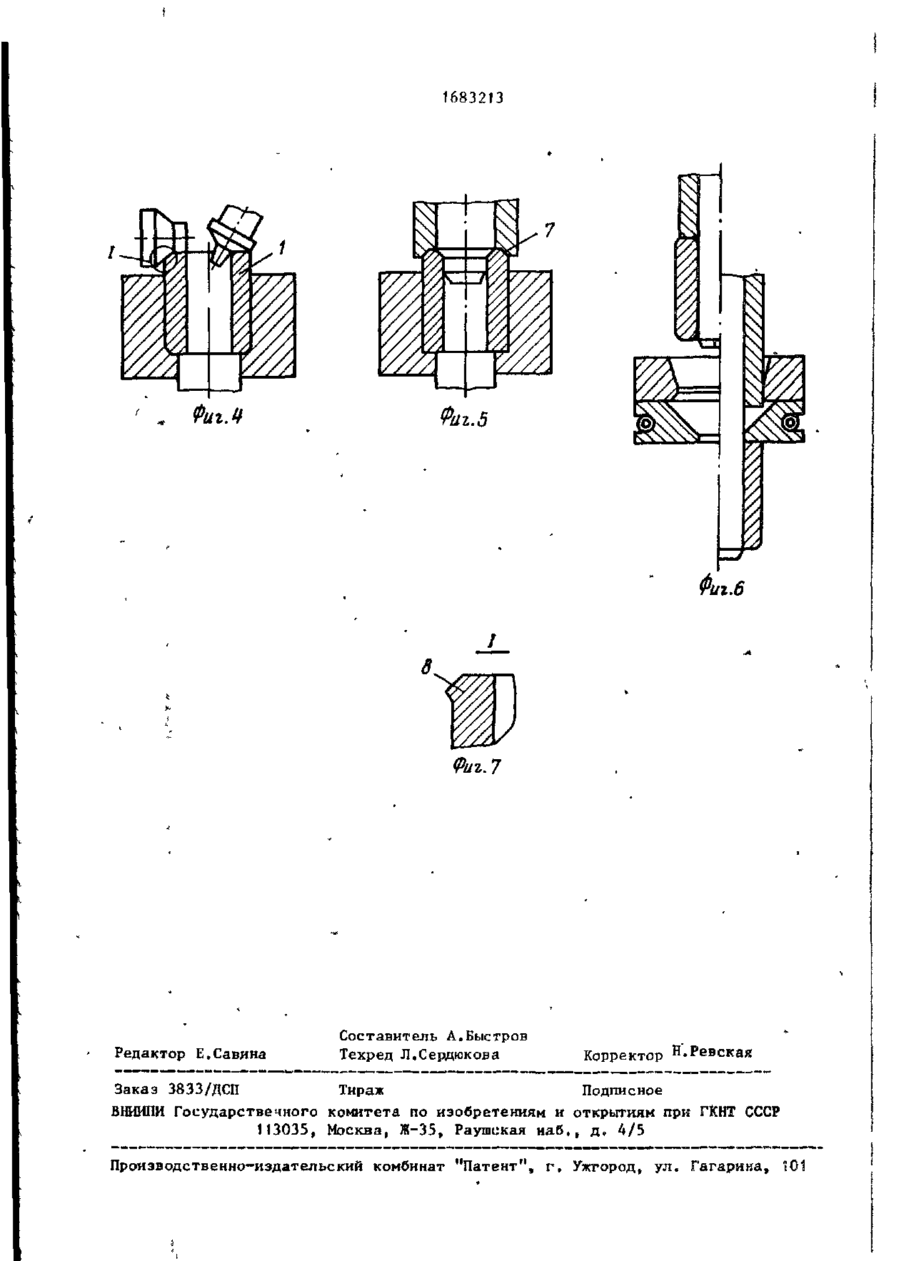
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на каждом из торцов полуфабриката производят чередуя с редуцированием полуфабриката, осуществляя его промежуточный переворот.
Текст
Изобретение относится к обработке металлов давлением, а именно к способам получения пустотелых деталей на роторных и роторно-конвейерных линиях. Цель изобретения - повышение Изобретение относится к обработке металлов давлением. Цель изобретения - повышение качества получаемых изделий. На фиг о 1 изображены размещение шаровой заготовки в матрице и операция Обратного выдавливания; на ф и г о 2 операция пробивки дна; на фиг. 3 операции дорнования отверстия, осадки торцов и обрезки облоя; на фиг А и 5 - виды операции оформления фасок! на фиг. 6 - операция редуцирования; на фиг. 7 - узел I на фиг. 4. Способ осуществляют следующей последовательностью технологических операций. Шаровую заготовку 1 отделяют от прутка и калибруют до необходимых размера и шероховатости поверхности. 37-91 качества получаемых изделий. Шаровую заготовку получают из прутка и калибруют. Пуансон базирует заготовку относительно матрицы. После обратного выдавливания пробивают дно в полученном полуфабрикате, затем его дорнуют и осаживают торец. Удаляют облой и выполняют фаски с одной стороны, после чего полуфабрикат переворачивают и редуцируют. Затем выполняют фаски с другой стороны, переворачивают полуфабрикат и повторно редуцируют до окончательных размеров. Оформление фасок на торцах полуфабриката с последующим редуцированием обеспечивает требуемую точность наружного и внутреннего диаметров детали с сохранением скрученных торцов. 7 ил. Пуансон 2 наружной поверхностью сбазирован с матрицей 3 и конусом 4 базирует заготовку 1 относительно мат рицы 3 фиг., 1. Из шаровой заготовки 1 обратным выдавливанием получают стакан, в котором пробивают дно фиг, 2, Затем полуфабрикат дорнуют и осаживают 'торец 5. Образующийся поспе осадки облой 6 удаляют на операции обрезки. Затем на торце 5 выполняют сЬаски 7 накаткой (фиг. 4) или оттиском "(фиг. 5 ) . После выполнения фасок 7 на наружной поверхности полуфабриката образуются наплывы 8 (фиг. 7 ) . Для их устранения полуфабрикат переворачивают, чтобы при последующем редуцировании материал наплыва распределялся не на торец 5, а равномерно по цилиндрической поверхности полуфабри 00 00 1683211 ката. Редуцирование сглаживает наплавы 8, калибрует наружную и внутреннюю поверхности и уменьшает имеющуюся разностенность. Аналогично выполняются фаски на другом торце. В процессе последнего редуцирования калибруют наружную и внутреннюю поверхности изделия до окончательных размеров. Ф о р м у л а л из о б р е , т е н и я Способ изготовления полых деталей путем получения заготовки из прутка, осадки е е , деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, о т л и ч а ю щийся тем, что, с целью повышения качества получаемых изделий, за10 готовку получают шаровой формы путем П р и м е р . Изготавливали втулки прокатки прутка, калибруют е е , после втулочно-роликовых цепей из стали пробивки дна полученный полуфабрикат ЗОХНЗА. Использовали шаровую заготовдорнуют, осаживают его торцы с обраку диаметром 25 мм. зованием облоя и обрезают облой, а Способ осуществляли в описанной 15 оформление фасок на каждом из торцов выше последовательности технологичесполуфабриката производят чередуя с ких операций. В результате было полуредуцированием полуфабриката, осущечено изделие с высокой точностью р а з ствляя его промежуточный переворот. меров . Фиг.1 1683213 ФигЛ Фаг.5 Фиг.6 Фиг.7 Редактор Е.Савина Составитель А.Быстров Техред Л,Сердюкова Корректор Заказ 3833/ДСП Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб», д. 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул. Гагарина,
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of hollow components
Автори англійськоюZaidenko Anatolii Mykhailovych, Shyshov Valerii Volodymyrovych, Shmydt Rudolf Yakovych
Назва патенту російськоюСпособ изготовления полых деталей
Автори російськоюЗайденко Анатолий Михайлович, Шишов Валерий Владимирович, Шмидт Рудольф Яковлевич
МПК / Мітки
МПК: B21K 21/00
Мітки: порожнистих, виготовлення, деталей, спосіб
Код посилання
<a href="https://ua.patents.su/4-5856-sposib-vigotovlennya-porozhnistikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих деталей</a>
Спосіб виготовлення деталей
Номер патенту: 3032
Опубліковано: 26.12.1994
Автори: Сізьов Анатолій Миколаєвич, Цветков Арнольд Васильович, Старков Миколай Володимирович
МПК: B21D 22/12
Мітки: спосіб, деталей, виготовлення
Формула / Реферат:
Способ изготовления деталей путем гибки, вытяжки с торцевым подпором и распрямления изогнутого участка с калибровкой, отличающийся тем, что гибку осуществляют на 180°, вытяжку производят давлением жидкости, а торцевой подпор прикладывают а зоне изгиба.
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Жученко Олександр Миколайович, Сазонов Владімір Ніколаєвіч, Нестеров Дмитро Кузьмич, Стєпанов Владімір Андрєєвіч
МПК: B21D 22/02, B21D 35/00
Мітки: здійснення, пристрій, деталей, прутка, спосіб, виготовлення
Формула / Реферат:
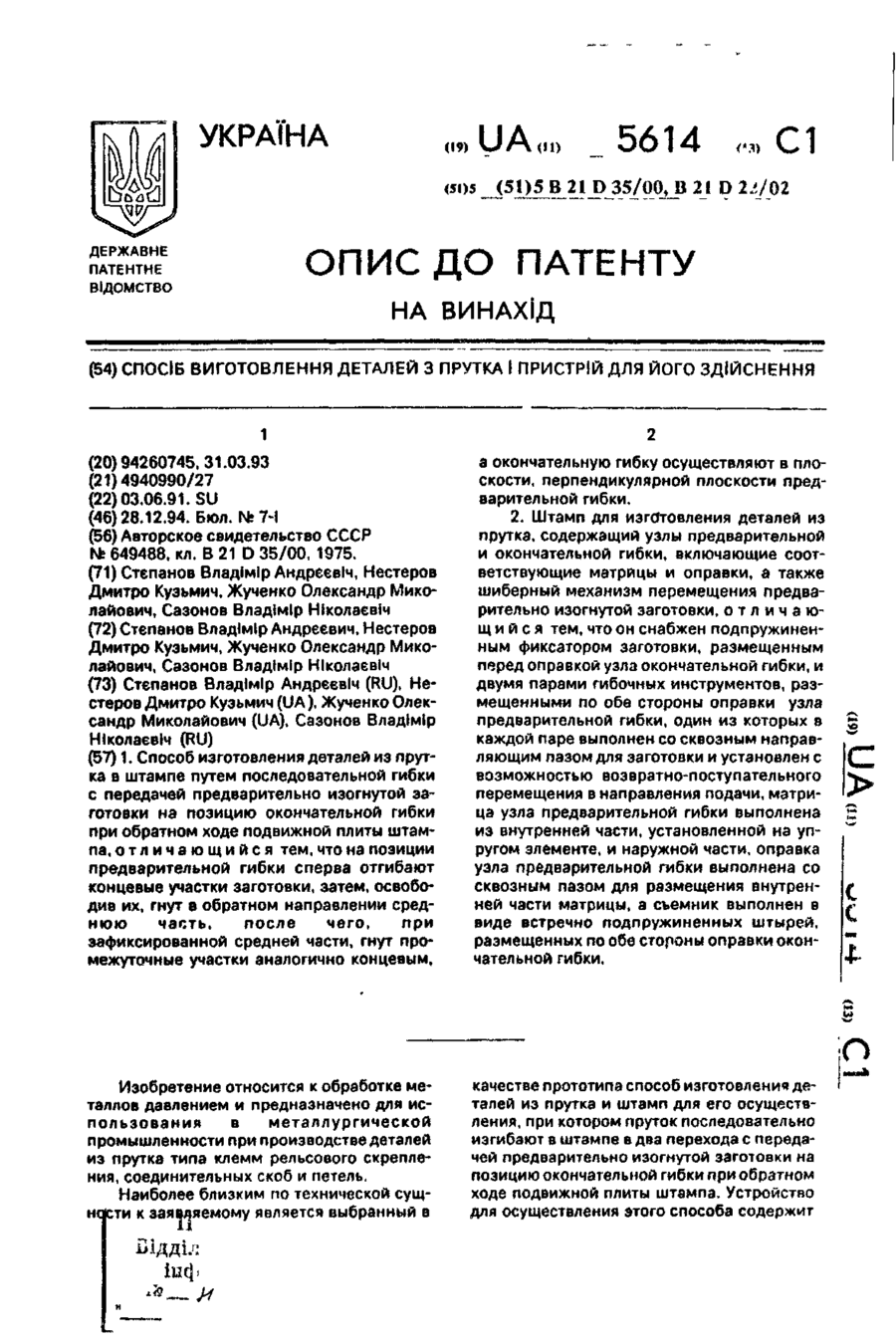
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Спосіб виготовлення диску колеса транспортного засобу
Номер патенту: 5450
Опубліковано: 28.12.1994
Автори: Кравчун Степан Іванович, Шумейко Дмитро Іванович, Кравчун Олексій Степанович, Шумейко Павло Дмитрович, Шумейко Андрій Дмитрович
МПК: B21D 22/20
Мітки: виготовлення, спосіб, колеса, диску, засобу, транспортного
Формула / Реферат:
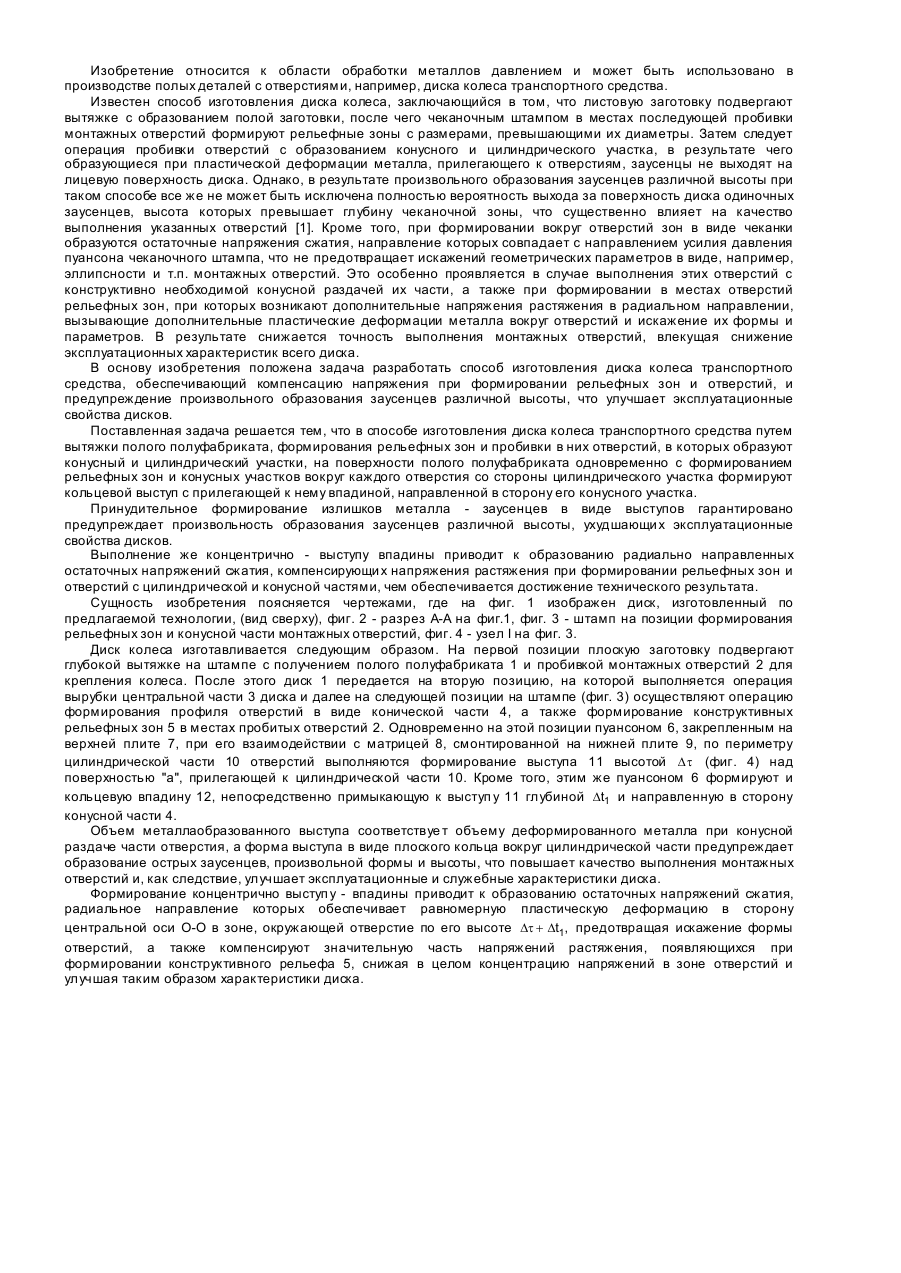
Способ изготовления диска колеса транспортного средства путем вытяжки полого полуфабриката, формирования рельефных зон и пробивки в них отверстий, в которых образуют конусный и цилиндрический участки, отличающийся тем, что на поверхности полого полуфабриката одновременно с формированием рельефных зон и конусных участков вокруг каждого отверстия со стороны цилиндрического участка формируют кольцевой выступ с прилегающей к нему впадиной,...
Штамп для пробивання співвісних отворів в стінках порожнистих деталей і п-подібних профілей
Номер патенту: 192
Опубліковано: 30.04.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: C22B 1/24
Мітки: порожнистих, деталей, штамп, стінках, пробивання, п-подібних, співвісних, профілей, отворів
Формула / Реферат:
Способ получения офлюсованных окатышей извысококремнистых железорудных концентратов, включающий окатывание их в барабанном окомкователе с флюсом с получением окатышей, состоящих из внутреннего ядра и наружного слоя из концентрата с флюсом или без него, упрочняющий обжиг, охлаждение и рециркуляцию части окомкованной шихты, отличающийся тем, что, с целью повышения прочности окатышей, рециркулируемую часть шихты перед скатыванием опудривают...
Пристрій для пробивання отворів в порожнистих деталях
Номер патенту: 2544
Опубліковано: 26.12.1994
Автор: Мішин Володимир Васильович
МПК: B21D 28/24, B21D 26/08
Мітки: пробивання, деталях, отворів, пристрій, порожнистих
Формула / Реферат:
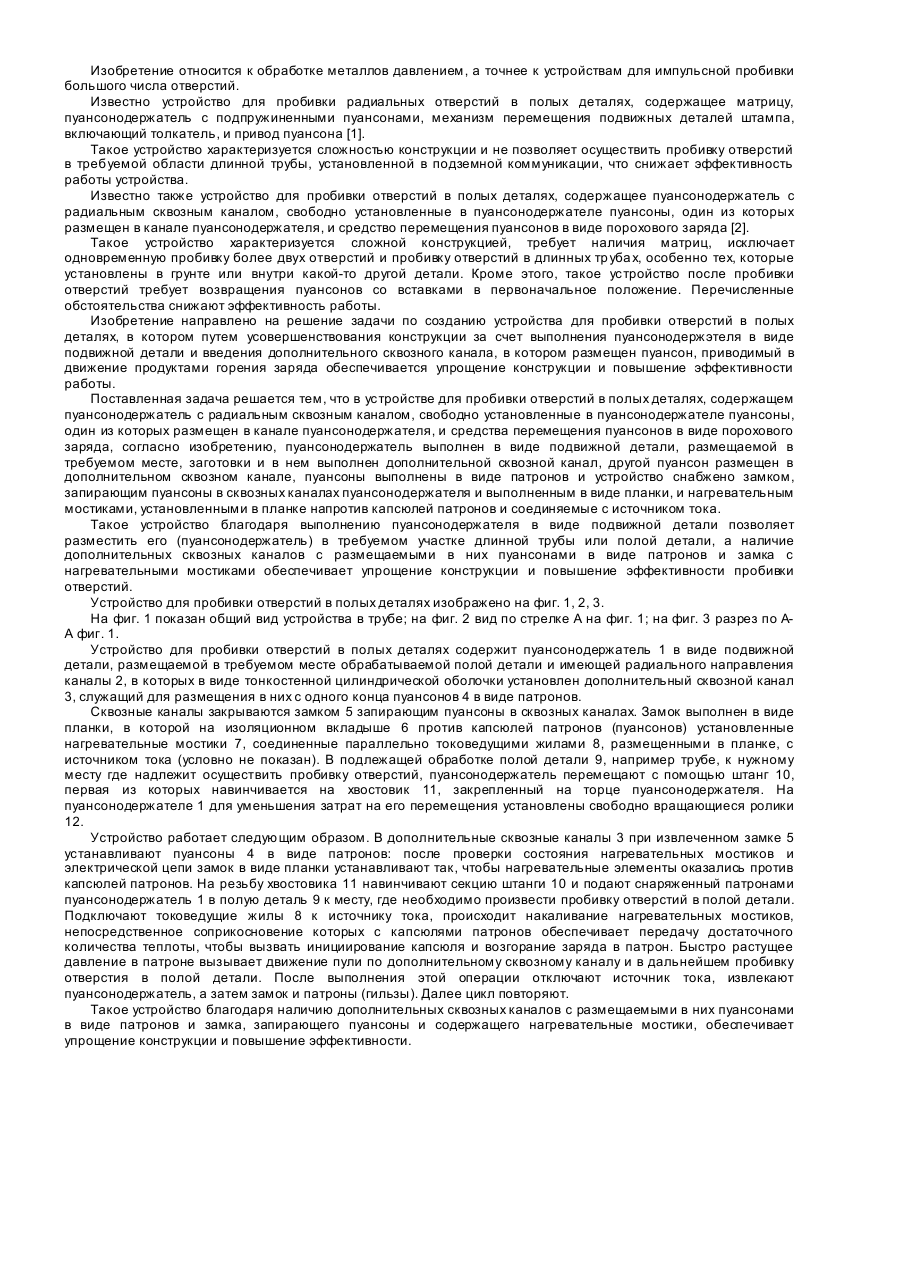
Устройство для пробивки отверстий в полых деталях, содержащее пуансонодержатель с радиальным сквозным каналом, свободно установленные в пуансонодержателе пуансоны, один из которых размещен в канале пуансонодержателя, и средства перемещения пуансонов в виде порохового заряда, отличающееся тем, что пуансонодержатель выполнен в виде подвижной детали, размещенной а требуемом месте заготовки, и в нем выполнен дополнительный сквозной канал, другой...
Попередній патент: Секатор
Наступний патент: Апарат зовнішньої фіксації для лікування переломів кісток голінки
Випадковий патент: Спосіб одержання алюмолітієвих сплавів