Установка для лиття виробів
Номер патенту: 10845
Опубліковано: 25.12.1996
Автори: Шевцов Віктор Левкович, Таранов Михайло Іванович, Кочегура Наталія Михайлівна, Аникін Юрій Пилипович, Ладохін Сергій Васильович, Марковський Євген Адамович
Формула / Реферат
1. Установка для литья изделий из жаропрочных никелевых сплавов, включающая вакуумную плавильную камеру, внутри которой расположен плавильный тигель, над которым установлена электронно-лучевая пушка, и печь нагрева формы, отличающаяся тем, что плавильный тигель дополнительно снабжен индуктором и механизмом для донного слива.
2. Установка по п. 1, отличающаяся тем, что печь нагрева формы и электронно-лучевая пушка расположены соосно со сливным отверстием в днище плавильного тигля.
Текст
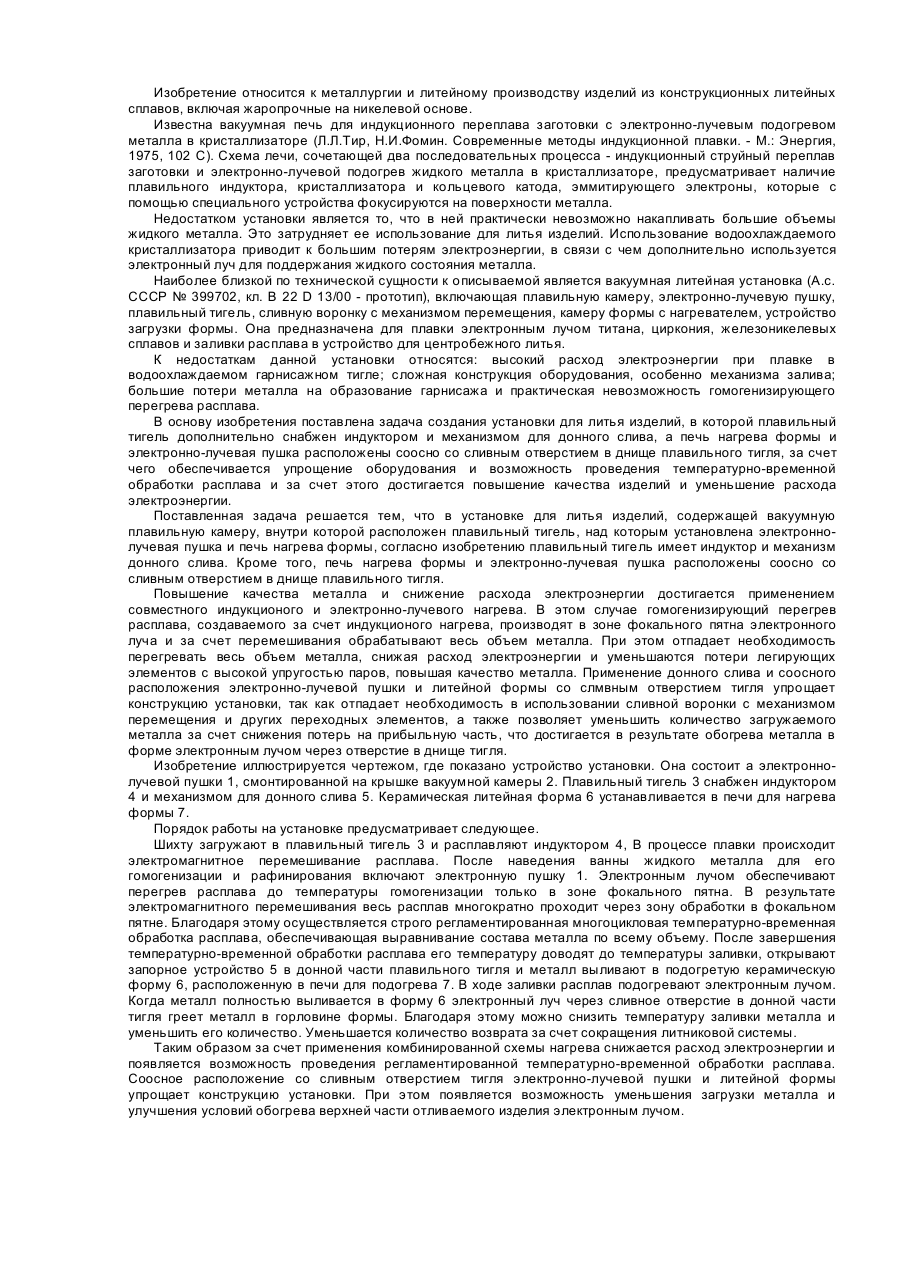
Изобретение относится к металлургии и литейному производству изделий из конструкционных литейных сплавов, включая жаропрочные на никелевой основе. Известна вакуумная печь для индукционного переплава заготовки с электронно-лучевым подогревом металла в кристаллизаторе (Л.Л.Тир, Н.И.Фомин. Современные методы индукционной плавки. - М.: Энергия, 1975, 102 С). Схема лечи, сочетающей два последовательных процесса - индукционный струйный переплав заготовки и электронно-лучевой подогрев жидкого металла в кристаллизаторе, предусматривает наличие плавильного индуктора, кристаллизатора и кольцевого катода, эммитирующего электроны, которые с помощью специального устройства фокусируются на поверхности металла. Недостатком установки является то, что в ней практически невозможно накапливать большие объемы жидкого металла. Это затрудняет ее использование для литья изделий. Использование водоохлаждаемого кристаллизатора приводит к большим потерям электроэнергии, в связи с чем дополнительно используется электронный луч для поддержания жидкого состояния металла. Наиболее близкой по технической сущности к описываемой является вакуумная литейная установка (А.с. СССР № 399702, кл. В 22 D 13/00 - прототип), включающая плавильную камеру, электронно-лучевую пушку, плавильный тигель, сливную воронку с механизмом перемещения, камеру формы с нагревателем, устройство загрузки формы. Она предназначена для плавки электронным лучом титана, циркония, железоникелевых сплавов и заливки расплава в устройство для центробежного литья. К недостаткам данной установки относятся: высокий расход электроэнергии при плавке в водоохлаждаемом гарнисажном тигле; сложная конструкция оборудования, особенно механизма залива; большие потери металла на образование гарнисажа и практическая невозможность гомогенизирующего перегрева расплава. В основу изобретения поставлена задача создания установки для литья изделий, в которой плавильный тигель дополнительно снабжен индуктором и механизмом для донного слива, а печь нагрева формы и электронно-лучевая пушка расположены соосно со сливным отверстием в днище плавильного тигля, за счет чего обеспечивается упрощение оборудования и возможность проведения температурно-временной обработки расплава и за счет этого достигается повышение качества изделий и уменьшение расхода электроэнергии. Поставленная задача решается тем, что в установке для литья изделий, содержащей вакуумную плавильную камеру, внутри которой расположен плавильный тигель, над которым установлена электроннолучевая пушка и печь нагрева формы, согласно изобретению плавильный тигель имеет индуктор и механизм донного слива. Кроме того, печь нагрева формы и электронно-лучевая пушка расположены соосно со сливным отверстием в днище плавильного тигля. Повышение качества металла и снижение расхода электроэнергии достигается применением совместного индукционого и электронно-лучевого нагрева. В этом случае гомогенизирующий перегрев расплава, создаваемого за счет индукционого нагрева, производят в зоне фокального пятна электронного луча и за счет перемешивания обрабатывают весь объем металла. При этом отпадает необходимость перегревать весь объем металла, снижая расход электроэнергии и уменьшаются потери легирующих элементов с высокой упругостью паров, повышая качество металла. Применение донного слива и соосного расположения электронно-лучевой пушки и литейной формы со слмвным отверстием тигля упрощает конструкцию установки, так как отпадает необходимость в использовании сливной воронки с механизмом перемещения и других переходных элементов, а также позволяет уменьшить количество загружаемого металла за счет снижения потерь на прибыльную часть, что достигается в результате обогрева металла в форме электронным лучом через отверстие в днище тигля. Изобретение иллюстрируется чертежом, где показано устройство установки. Она состоит а электроннолучевой пушки 1, смонтированной на крышке вакуумной камеры 2. Плавильный тигель 3 снабжен индуктором 4 и механизмом для донного слива 5. Керамическая литейная форма 6 устанавливается в печи для нагрева формы 7. Порядок работы на установке предусматривает следующее. Шихту загружают в плавильный тигель 3 и расплавляют индуктором 4, В процессе плавки происходит электромагнитное перемешивание расплава. После наведения ванны жидкого металла для его гомогенизации и рафинирования включают электронную пушку 1. Электронным лучом обеспечивают перегрев расплава до температуры гомогенизации только в зоне фокального пятна. В результате электромагнитного перемешивания весь расплав многократно проходит через зону обработки в фокальном пятне. Благодаря этому осуществляется строго регламентированная многоцикловая температурно-временная обработка расплава, обеспечивающая выравнивание состава металла по всему объему. После завершения температурно-временной обработки расплава его температуру доводят до температуры заливки, открывают запорное устройство 5 в донной части плавильного тигля и металл выливают в подогретую керамическую форму 6, расположенную в печи для подогрева 7. В ходе заливки расплав подогревают электронным лучом. Когда металл полностью выливается в форму 6 электронный луч через сливное отверстие в донной части тигля греет металл в горловине формы. Благодаря этому можно снизить температуру заливки металла и уменьшить его количество. Уменьшается количество возврата за счет сокращения литниковой системы. Таким образом за счет применения комбинированной схемы нагрева снижается расход электроэнергии и появляется возможность проведения регламентированной температурно-временной обработки расплава. Соосное расположение со сливным отверстием тигля электронно-лучевой пушки и литейной формы упрощает конструкцию установки. При этом появляется возможность уменьшения загрузки металла и улучшения условий обогрева верхней части отливаемого изделия электронным лучом.
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for articles casting
Автори англійськоюMarkovskyi Yevhen Adamovych, Kochehura Natalia Mykhailivna, Taranov Mykhailo Ivanovych, Shevtsov Viktor Levkovych, Ladokhin Serhii Vasyliovych, Anykin Yurii Pylypovych
Назва патенту російськоюУстановка для литья изделий
Автори російськоюМарковский Евгений Адамович, Кочегура Наталья Михайловна, Таранов Михаил Иванович, Шевцов Виктор Левкович, Ладохин Сергей Васильевич, Аникин Юрий Филиппович
МПК / Мітки
МПК: C21C 5/52
Мітки: установка, лиття, виробів
Код посилання
<a href="https://ua.patents.su/2-10845-ustanovka-dlya-littya-virobiv.html" target="_blank" rel="follow" title="База патентів України">Установка для лиття виробів</a>
Установка для очищення виробів
Номер патенту: 5372
Опубліковано: 28.12.1994
Автори: Коляда Володимир Олександрович, Єрмоленко Юрій Петрович, Аксенко Олександр Олександрович, Галушка Володимир Федорович, Зміївський Микола Никифорович
МПК: B08B 3/02
Мітки: очищення, установка, виробів
Формула / Реферат:
1. Установка для очистки изделий, содержащая ванну для моющей жидкости, моечные коллекторы, насос с встроенным в ванну заборным патрубком и напорным трубопроводом, соединенным с моечными коллекторами, а также размещенный в ванне теплообменник с охватывающим его перфорированным кожухом, отличающаяся тем, что она снабжена дополнительно возвратным трубопроводом, соединяющим напорный трубопровод с ванной, при этом на возвратном и напорном...
Спосіб непреривного лиття чугуних тінкостінних труб і установка для його здійснення
Номер патенту: 6315
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ріо Беллосі
МПК: B22D 11/117, B22D 11/14, B22D 11/112, B22D 11/06, B22D 11/04
Мітки: здійснення, лиття, тінкостінних, непреривного, установка, спосіб, чугуних, труб
Формула / Реферат:
1. Способ непрерывного литья чугунных тонкостенных труб, включающий подачу жидкого чугуна в охлаждаемый кристаллизатор с дорном, нагрев дорна и вытягивание трубы, отличающийся тем, что, с целью повышения надежности процесса литья, в его начале нагревают верхний конец дорна, а затем в кристаллизатор подают жидкометаллический охладитель, не прекращая нагрева дорна. 2. Установка для непрерывного литья чугунных тонкостенных труб,...
Пристрій для електрошлакового кокільного лиття
Номер патенту: 900
Опубліковано: 15.12.1993
Автори: Євтушин Михайло Адамович, Юнніков Олексій Миколайович, Блащук Богдан Олександрович, Голуб Володимир Якович, Іващук Валентин Олексійович, Карафа Іван Васильович
МПК: B22D 23/00
Мітки: пристрій, кокільного, електрошлакового, лиття
Формула / Реферат:
1. Установка для электрошлаковогококильного литья, содержащая злектрошлаковую печь с колонной и кареткой перемещения электрода, привод перемещения, кантователь с накопителем, формой и механизмом перемещения и зажима формы, отличающаяся тем, что она снабжена площадкой выдачи формы с упорами, а кантователь выполнен в виде основания, несущего колонну с кареткой перемещения электрода и привод перемещения каретки и кантования накопителя, при этом...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Іванченко Олександр Денисович, Блескун Валерій Пилипович, Мельникова Вікторія Валер'янівна, Зеленський Віктор Михайлович, Гольдін Валерій Зінов'євич
МПК: B22D 11/00
Мітки: заготівки, здійснення, порожнистої, спосіб, пристрій, безперервного, лиття, біметалевої
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Пристрій для лиття вакуумним усмоктуванням тонкостінних виливків
Номер патенту: 12359
Опубліковано: 02.12.1996
Автори: Котлярський Франко Мар'янович, Бєлік Валентин Іванович, Борисов Георгій Павлович
МПК: B22D 18/06
Мітки: лиття, усмоктуванням, виливків, тонкостінних, вакуумним, пристрій
Формула / Реферат:
Устройство для литья вакуумным всасыванием тонкостенных отливок, включающее герметизированную камеру с жидким металлом, оснащенную клапанами для сообщений с атмосферой и источником вакуума, расположенную в камере форму с рассредоточенными по поверхности литниково-питающими каналами и средства для опускания и поднятия форм, отличающееся тем, что диаметр литниково-питающих каналов определяют по формулегде s - поверхностное...
Попередній патент: Робочий орган для викопування саджанців
Наступний патент: Компресорна холодильна установка
Випадковий патент: Пристрій для очищення внутрішньої поверхні нафтосвердловини