Пристрій для лиття вакуумним усмоктуванням тонкостінних виливків
Номер патенту: 12359
Опубліковано: 02.12.1996
Автори: Бєлік Валентин Іванович, Котлярський Франко Мар'янович, Борисов Георгій Павлович
Формула / Реферат
Устройство для литья вакуумным всасыванием тонкостенных отливок, включающее герметизированную камеру с жидким металлом, оснащенную клапанами для сообщений с атмосферой и источником вакуума, расположенную в камере форму с рассредоточенными по поверхности литниково-питающими каналами и средства для опускания и поднятия форм, отличающееся тем, что диаметр литниково-питающих каналов определяют по формуле
где s - поверхностное натяжение расплава;
р - плотность расплава;
Н - расстояние между уровнем расположения литниково-питающего канала и верхней точкой формы;
g - ускорение силы тяжести (для литья алюминиевых сплавов
Текст
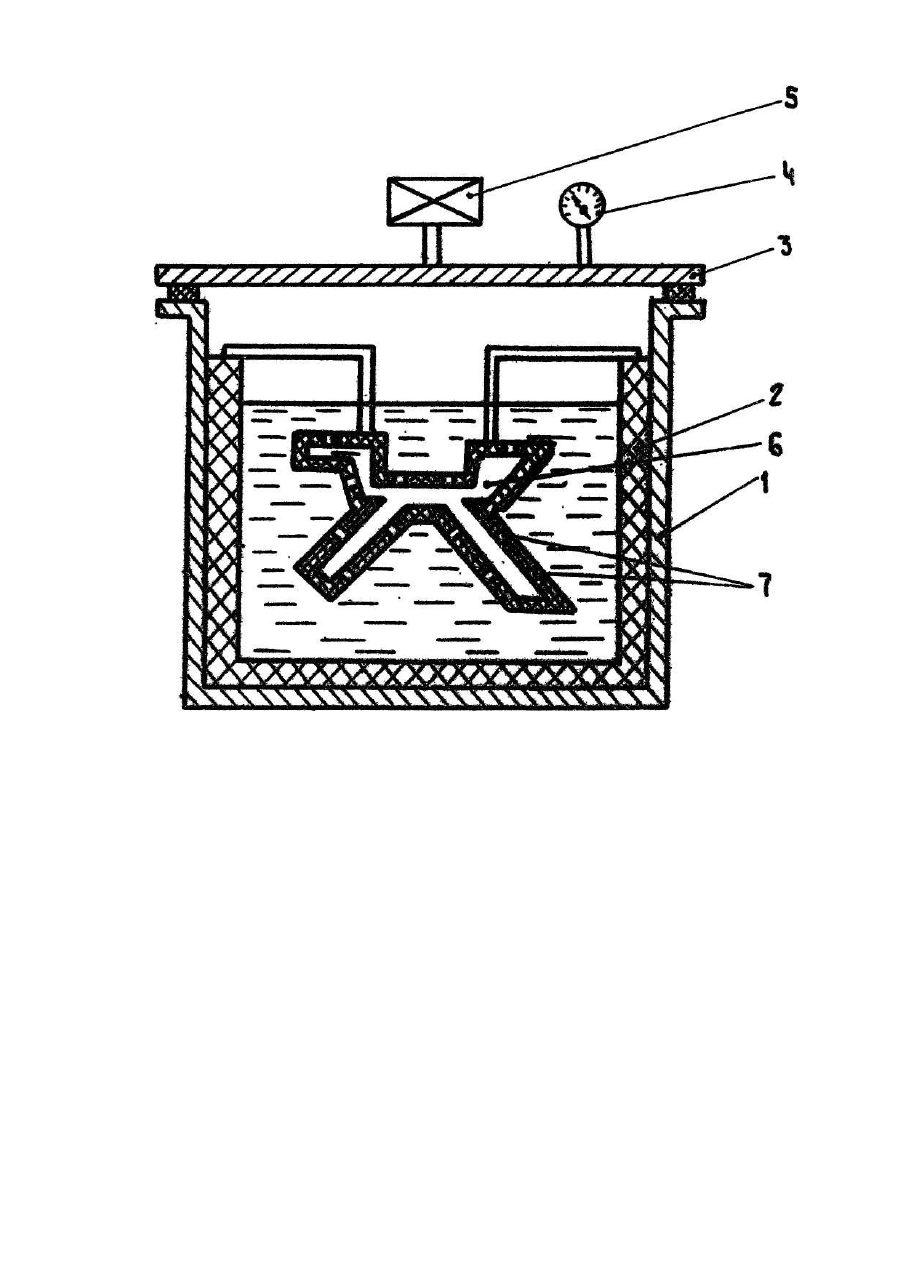
Изобретение относится к области литейного производства, в частности к получению отливок с рассредоточенной литниково-питающей системой в формах из материала с низкой теплопроводностью. Известны установки для литья вакуумным всасыванием, включающие связанный с вакуумной системой открытый снизу колпак, к которому крепится сборная разовая форма, изготовленная из газопроницаемого материала. Верхняя часть формы находится внутри колпака, а нижняя с рассредоточенными литниковопитающими каналами погружена в жидкий металл (Пат. США 4658880. МКИ В 22 D 18/06, опубл 1987 г.: заявка Японии 63-71260, МКИ В 22 D 18/06, опубл. 1988 г.; пат. США 4809767, МКИ В 22 D 18/06, опубл. 1989 г.). Недостатком этих установок является низкая скорость создания вакуума в форме из-за наличия полости в колпаке и пневматического сопротивления верхней стенки формы, в результате чего при получении тонкостенных отливок возможны недоливы. Наиболее близким техническим решением к изобретению является устройство, описанное в способе литья тонкостенных отливок (А.с. СССР № 1688975, опубл. БИ № 41, 1991), состоящее из камеры с тиглем и крышкой, на которой установлены вакуум-метр и система кранов и дросселей для соединения камеры с вакуумным насосом и атмосферой. Газонепроницаемая форма открытой частью погружена в тигель с расплавом. Недостатком этого устройства является то, что в процессе заливки газонепроницаемой формы оставшийся в ее полости после неглубокого вакуумирования газ собирается в верхней части полости, образуя газовую раковину. Кроме того, расположение литниково-питающих каналов только в нижней части формы ограничивает ее возможности с точки зрения качества заполнения и последующего питания боковых и верхних участков отливки. В основу предлагаемого изобретения поставлена задача создания устройства для литья вакуумным всасыванием тонкостенных отливок, в котором путем использования газопроницаемых форм расширяются технологические возможности, улучшаются условия заливки и формирование затвердевающей отливки, исключается образование газовых раковин. Поставленная задаче решается тем, что в устройстве для литья вакуумным всасыванием тонкостенных отливок, включающем герметизированную камеру с жидким металлом, оснащенную клапанами для сообщения с атмосферой и источником вакуума, расположенную в камере форму с рассредоточенными по поверхности литникобо-питающими каналами и средстве для опускания и поднятия формы, согласно изобретению диаметр литниково-питающмх каналов определяют по формуле где σ- поверхностное натяжение расплава; р-плотность расплава; Η - расстояние между уровнем расположения литниково-питаго-щего канала и верхней точкой формы; g -ускорение силы тяжести (для литья алюминиевых сплавов м). На чертеже представлена схема устройства для литья вакуумным всасыванием тонкостенных отливок. Устройство состоит из камеры 1 с тиглем 2 и крышкой 3, на которую установлены вакуумметр 4 и система кранов и дросселей 5 для соединения камеры 1 с вакуумным насосом и атмосферой. В тигле 2 размещена форма 6 с литниково-питающими каналами 7, диаметр которых равен указанному соотношению. Устройство работает следующим образом. Тигель 2 заполняют расплавом. В расплав полностью погружают форму 6. Частично прогревающийся в полости формы воздух расширяется и удаляется путем барботажа через расположенный над формой слой расплава. В результате в полости формы устанавливается равновесное давление, равное сумме газового давления над ванной расплава и металлостатического напора столба жидкого металла над формой. Эта разница давлений в камере 1 и в форме 6 остается постоянной в ходе последующего вакууммирования камеры. Поступлению расплава в форму через нижние литниково-питающие каналы препятствуют капиллярные силы, величина которых зависит от диаметра канала и равна Р кап = Ασ/d. А так как то Ркап ≥ pgH, т.е. во всех каналах капиллярное противодавление расплаву больше металлостатического напора. Для создания разрежения в форме 6 камеру 1 герметизируют крышкой 5 и через систему кранов и дросселей S вакуумируют. Разрежение β форме 6 при этом создается через слой расплава, воздух удаляется через каналы 7 и поры стенки формы, а его оставшаяся часть вместе с капиллярными силами по-прежнему предотвращают заполнение формы S. При достижении в форме заданного разрежения (его величина контролируется по давлению в камере 1) камеру 1 через систему кранов и дросселей 5 соединяют с атмосферой, регулируя при этом дросселем скорость роста давления « камере, т.е. скорость заполнения формы расплавом. Расплав заполняет форму, а затем и питает отливку со всех сторон, что улучшает условия заливки и формирования затвердевающей отливки. Оставшийся в полости форми воздух под действием атмосферного давления аккумулируется β порах газопроницаемой формы, поэтому образование газовых раковин или недоливов из-за скопления оставшегося воздуха исключено. Таким образом, выбор диаметра литниково-питающих каналов в форме по представленной зависимости расширяет технологические возможности за счет использования газопроницаемых форм, а вместе с тем улучшения условий заливки и формирования затвердевающей отливки, исключения образования газовых раковин.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for vacuum-suction casting of thin-section castings
Автори англійськоюKotliarskyi Franko Marianovych, Borysov Heorhii Pavlovych, Bielik Valentyn Ivanovych
Назва патенту російськоюУстройство для литья вакуумным всасыванием тонкостенных отливок
Автори російськоюКотлярский Франко Марьянович, Борисов Георгий Павлович, Белик Валентин Иванович
МПК / Мітки
МПК: B22D 18/06
Мітки: усмоктуванням, вакуумним, лиття, тонкостінних, пристрій, виливків
Код посилання
<a href="https://ua.patents.su/2-12359-pristrijj-dlya-littya-vakuumnim-usmoktuvannyam-tonkostinnikh-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лиття вакуумним усмоктуванням тонкостінних виливків</a>
Пристрій для лиття під низьким тиском
Номер патенту: 12358
Опубліковано: 02.12.1996
Автори: Борисов Георгій Павлович, Бєлік Валентин Іванович, Котлярський Франко Мар'янович
МПК: B22D 18/04
Мітки: лиття, низьким, тиском, пристрій
Формула / Реферат:
Устройство для литья под низким давлением, содержащее двухступенчатую герметизированную камеру с литниково-питающими каналами в крышке низкой ступени и с боковым литниковым ходом в высокой ступени, установленную на низкую ступень форму и выполненный в крышке высокой ступени канал, сообщающий камеру с атмосферой и вакуумной системой, отличающееся тем, что боковой литниковый ход выполнен таким образом, что верхняя точка его соединения с...
Чавун з кулястим графітом для тонкостінних виливків
Номер патенту: 994
Опубліковано: 30.12.1993
Автори: Мінаєва Ларіса Ігорєвна, Вєршков Боріс Савєльєвіч, Шерман Алєксандр Давидовіч, Тєрєхов Сєргєй Гєннадьєвіч, Здор Анатолій Миколайович, Слинько Георгій Іванович, Шепєлєв Ніколай Сєргєєвіч, Сєліванов Міхаіл Вікторовіч
МПК: C22C 37/10
Мітки: тонкостінних, чавун, кулястим, графітом, виливків
Формула / Реферат:
Чугун с шаровидным графитом для тонкостенных отливок, содержащий углерод, кремний, марганец, никель, медь, алюминий, магний, бор, кальций, висмут, редкоземельные элементы и железо, отличающийся тем, что, с целью повышения стойкости чугуна против задиров, а также улучшения обрабатываемости отливок, он дополнительно содержит олово при следующем соотношении компонентов, мас.%:углерод ...
Чавун для тонкостінних виливків
Номер патенту: 992
Опубліковано: 30.12.1993
Автори: Слинько Георгій Іванович, Волчок Іван Петрович, Шерман Алєксандр Давидовіч
МПК: C22C 37/08
Мітки: тонкостінних, виливків, чавун
Формула / Реферат:
Формула изобретенияЧугун для тонкостенных отливок, содержащий углерод, кремний, марганец, хром, молибден, ванадий, фосфор, никель, кальций, серу и железо, отличающийся тем, что с целью повышения деформационной способности отливок при сохранении теплостойкости и обрабатываемости, он дополнительно содержит висмут при следующем соотношении компонентов, мас.%: Углерод 3,0-4,0 Кремний ...
Спосіб виготовлення виливків по моделям, що газифкуються, з кристалізацією під тиском
Номер патенту: 1183
Опубліковано: 30.12.1993
Автори: Валігура Анатолій Іванович, Примак Іван Никонорович, Шульга Василь Тимофійович, Черненко Надія Георгієвна, Єфімов Віктор Олексійович, Шинський Олег Йосипович, Сінчугов Олександр Юр'євич
МПК: B22C 9/04, B22D 18/04
Мітки: виготовлення, тиском, виливків, кристалізацією, газифкуються, моделям, спосіб
Формула / Реферат:
Способ получения отливок по газифицируемым моделям с кристаллизацией под давлением, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера, и заливку металла в камеру прессования, отличающийся тем, что в донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Мельникова Вікторія Валер'янівна, Блескун Валерій Пилипович, Гольдін Валерій Зінов'євич, Зеленський Віктор Михайлович, Іванченко Олександр Денисович
МПК: B22D 11/00
Мітки: порожнистої, спосіб, пристрій, безперервного, здійснення, заготівки, біметалевої, лиття
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Попередній патент: Пристрій для лиття під низьким тиском
Наступний патент: Валковий ущільнювач
Випадковий патент: Горілка особлива "сумской двор особлива"