Пристрій для електрошлакового кокільного лиття
Номер патенту: 900
Опубліковано: 15.12.1993
Автори: Євтушин Михайло Адамович, Блащук Богдан Олександрович, Іващук Валентин Олексійович, Голуб Володимир Якович, Карафа Іван Васильович, Юнніков Олексій Миколайович
Формула / Реферат
1. Установка для электрошлаковогококильного литья, содержащая злектрошлаковую печь с колонной и кареткой перемещения электрода, привод перемещения, кантователь с накопителем, формой и механизмом перемещения и зажима формы, отличающаяся тем, что она снабжена площадкой выдачи формы с упорами, а кантователь выполнен в виде основания, несущего колонну с кареткой перемещения электрода и привод перемещения каретки и кантования накопителя, при этом упомянутое основание снабжено коаксиально закрепленным на нем валом, свободный конец которого выполнен в виде вилки, несущей накопитель, а механизм перемещения и зажима формы установлен на одном из концов этой вилки и выполнен в виде жестко за крепленной втулки с копирным пазом иустановленной с возможностью перемещения в ней колонки, несущей, с одной стороны, установленный с возможностью взаимодействия с пазом втулки ролик, а с другой -дополнительную вилку, несущую форму, причем ось втулки и колонки расположена перпендикулярно оси вращения вала, привод перемещения колонки относительно втулки содержит жестко закрепленную на колонке гайку и установленный во втулке посредством подшипникового узла винт, связанный посредством передачи вращения и предохранительной муфты с закрепленным на том же конце вилки накопителя двигателем, а на сторонах дополнительной вилки выполнены гнезда и установлены фиксаторы, взаимодействующие с упорами на упомянутой площадке, при этом форма выполнена с двумя расположенными на противоположных ее боковых сторонах ушами, выполненными сопрягаемыми с этими гнездами.
2. Установка по п. 1, отличающаяся тем, что каждый фиксатор выполнен в виде подпружиненной в сторону, противоположную расположению формы, задвижки, шарнирно связанной с установленной с возможностью взаимодействия с соответствующим упором тягой, содержащей фиксирующий выступ, выполненный с возможностью взаимодействия с соответствующим выступом, выполненным на дополнительной вилке, и с установленным на той же вилке подвижным подпружиненным толкателем.
Текст
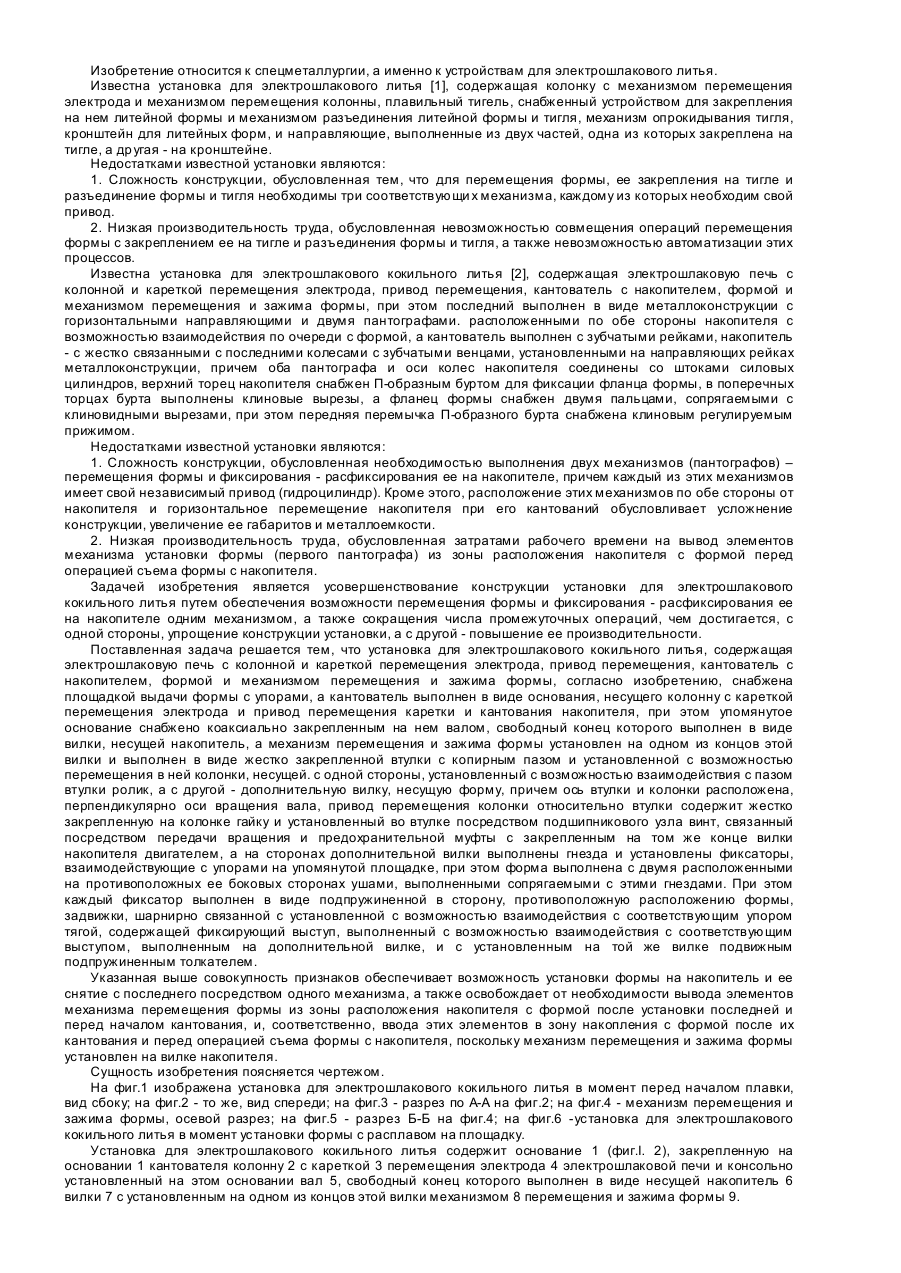
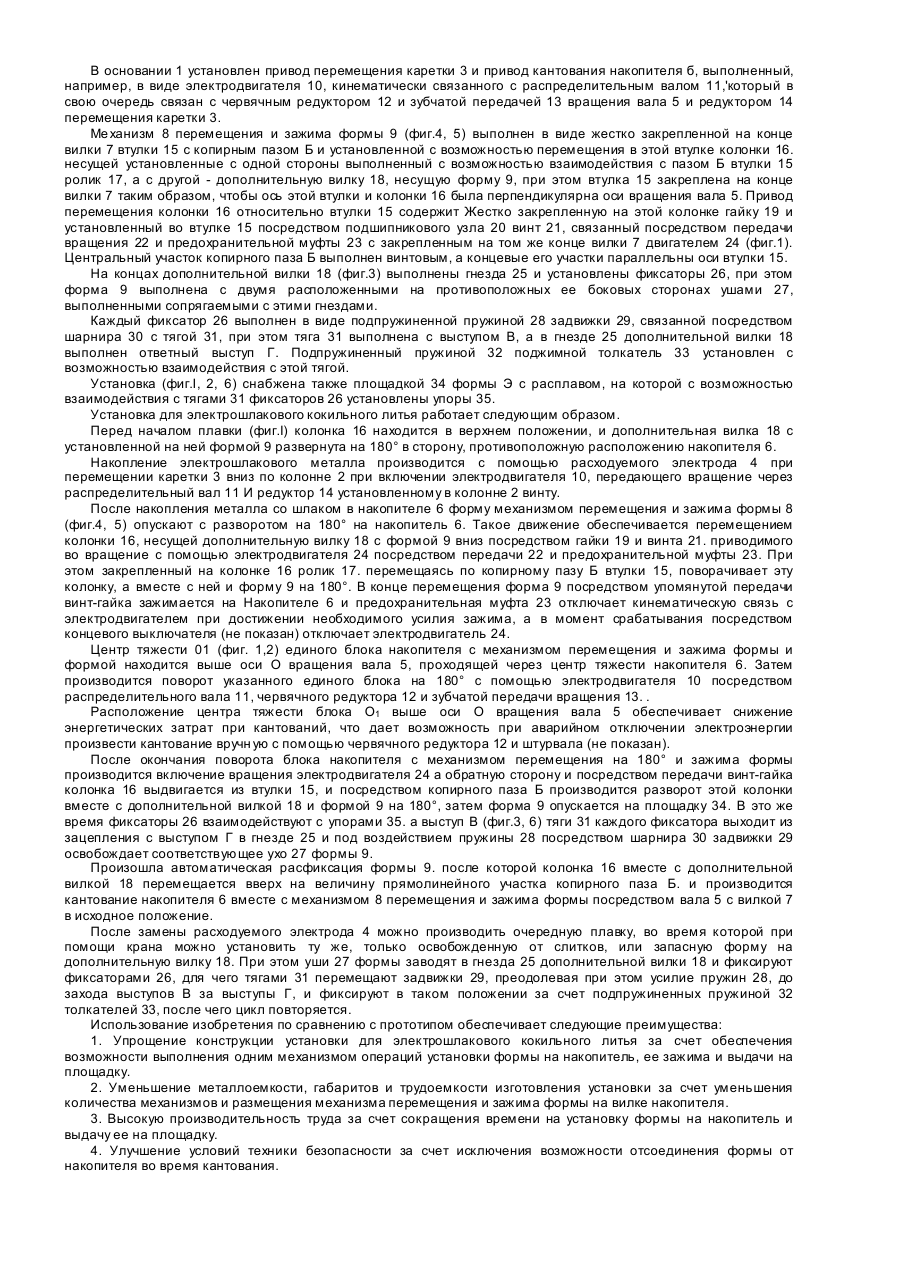
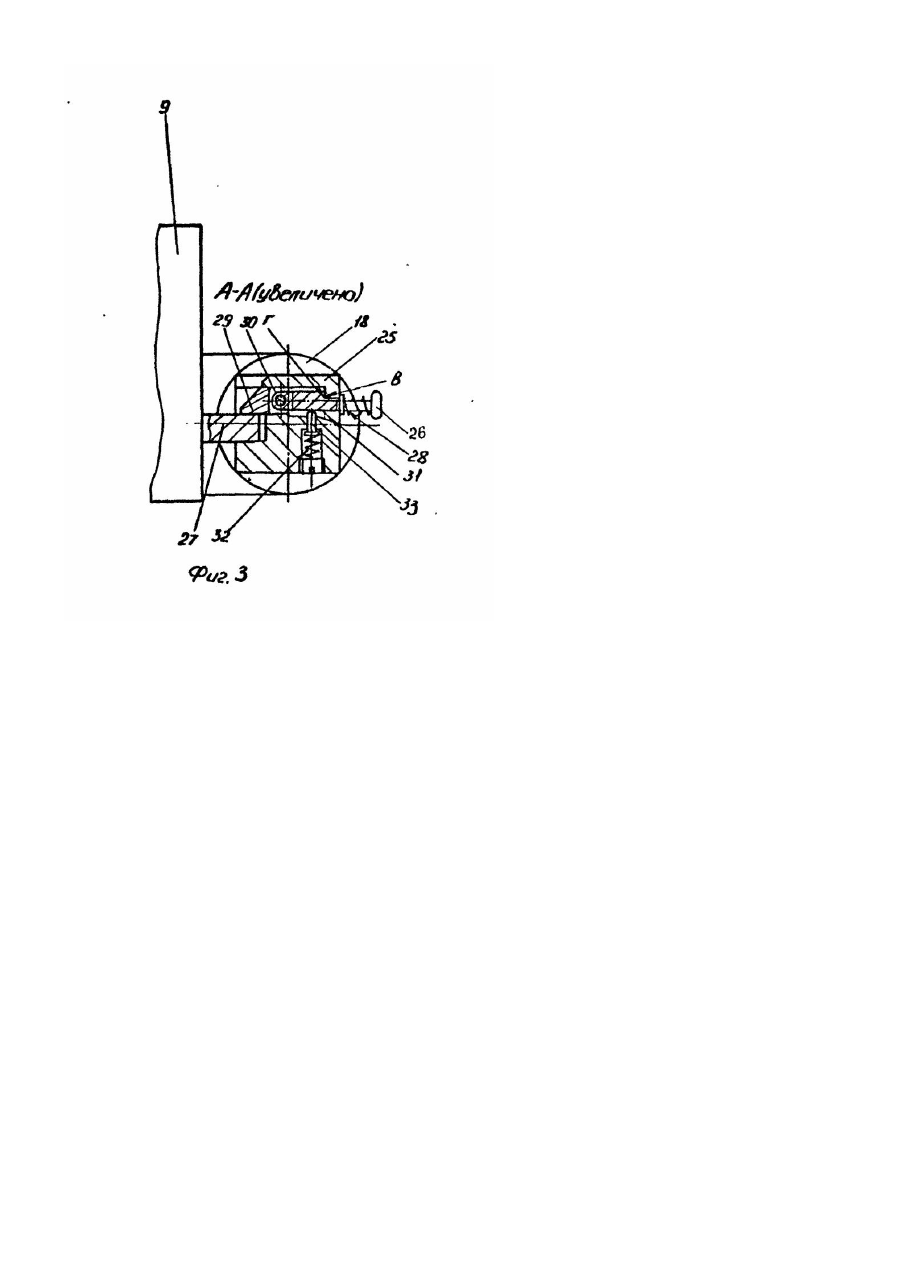
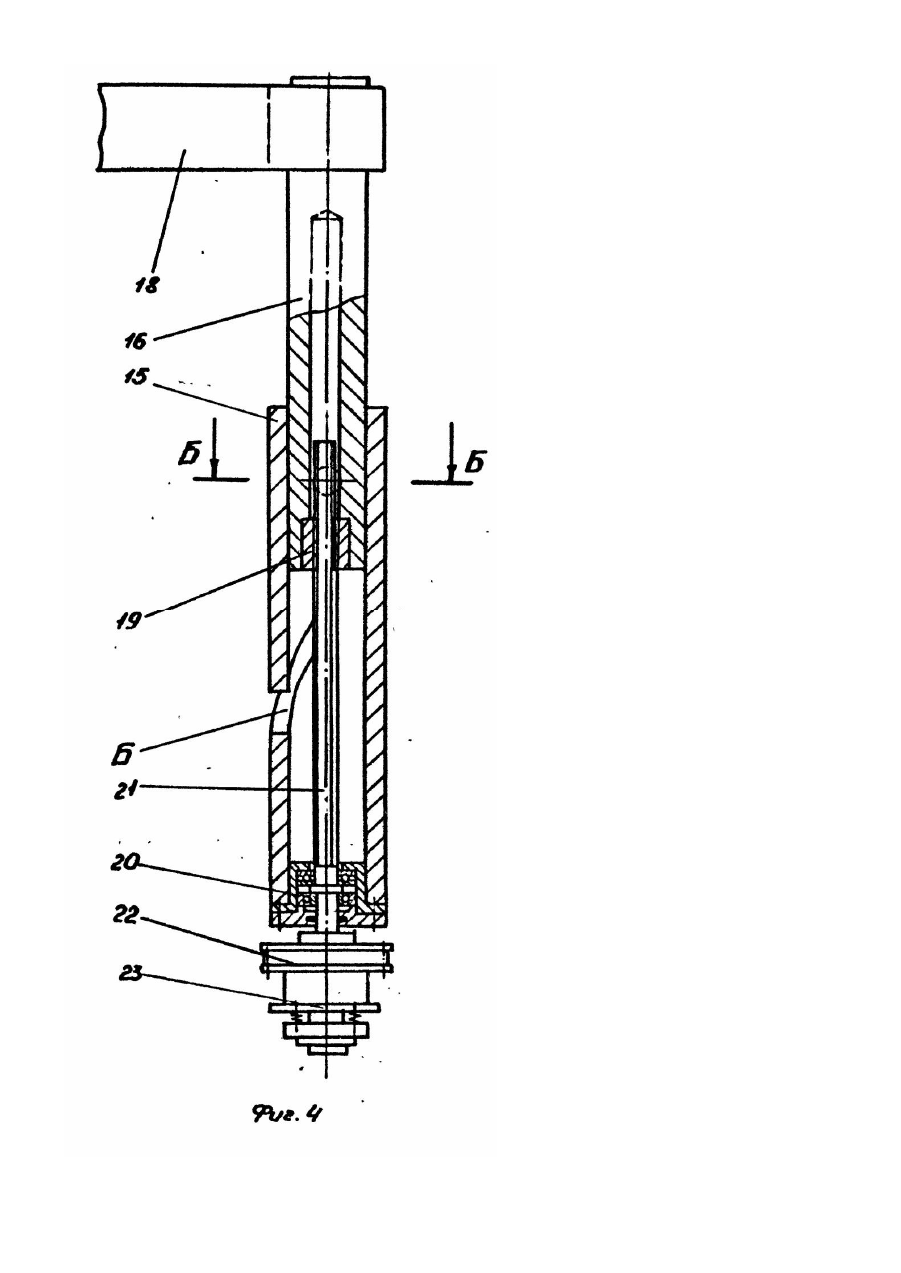
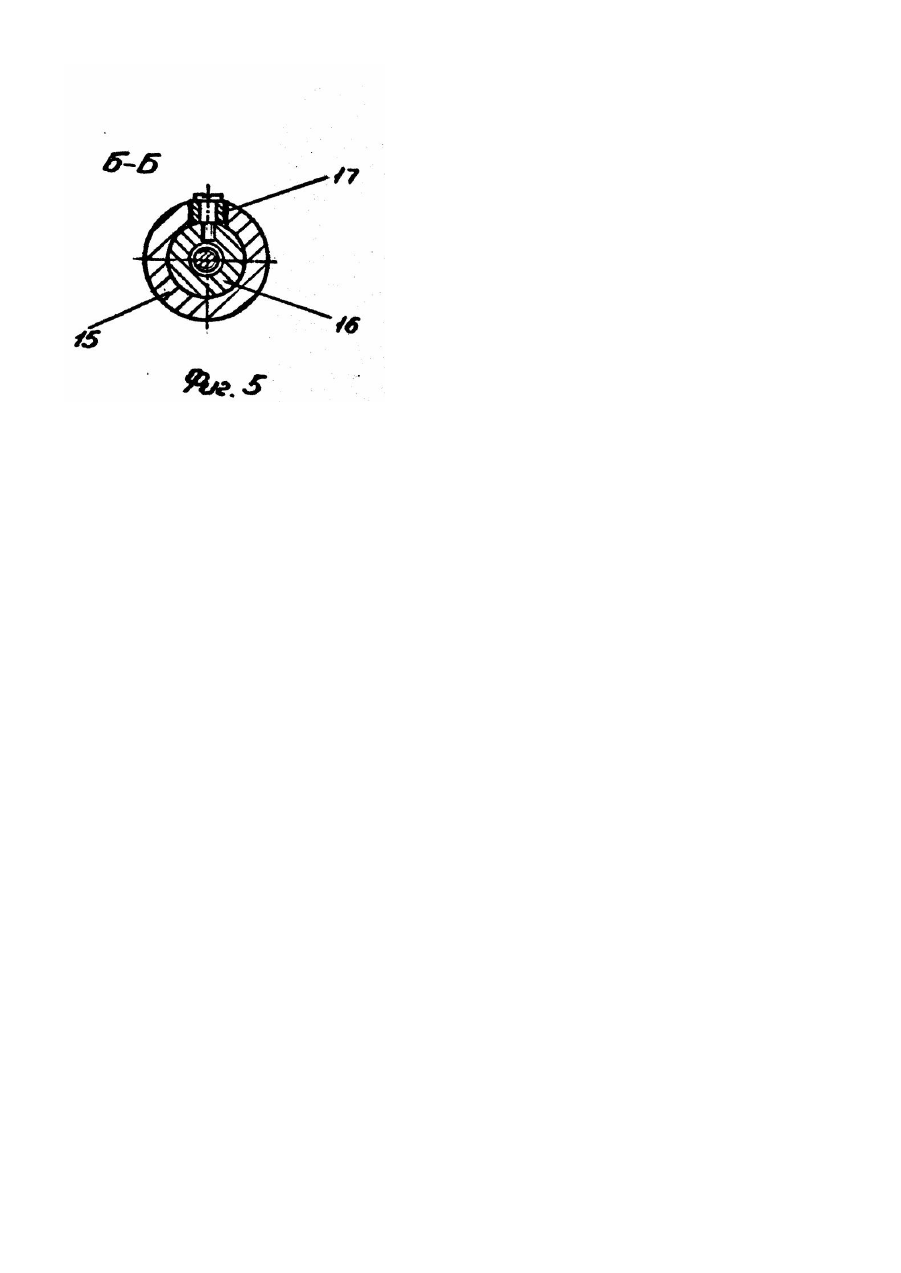
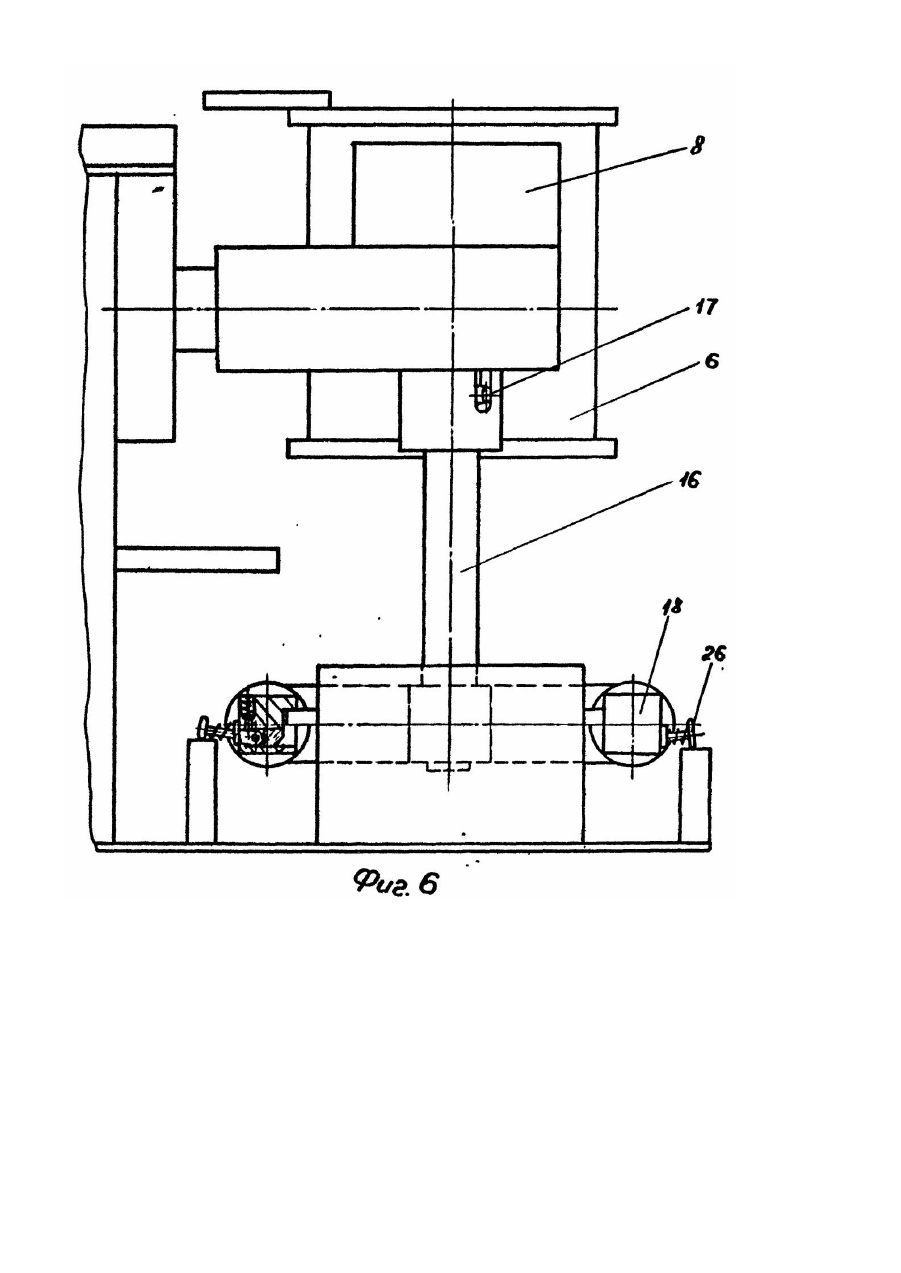
Изобретение относится к спецметаллургии, а именно к устройствам для электрошлакового литья. Известна установка для электрошлакового литья [1], содержащая колонку с механизмом перемещения электрода и механизмом перемещения колонны, плавильный тигель, снабженный устройством для закрепления на нем литейной формы и механизмом разъединения литейной формы и тигля, механизм опрокидывания тигля, кронштейн для литейных форм, и направляющие, выполненные из двух частей, одна из которых закреплена на тигле, а др угая - на кронштейне. Недостатками известной установки являются: 1. Сложность конструкции, обусловленная тем, что для перемещения формы, ее закрепления на тигле и разъединение формы и тигля необходимы три соответствующи х механизма, каждому из которых необходим свой привод. 2. Низкая производительность труда, обусловленная невозможностью совмещения операций перемещения формы с закреплением ее на тигле и разъединения формы и тигля, а также невозможностью автоматизации этих процессов. Известна установка для электрошлакового кокильного литья [2], содержащая электрошлаковую печь с колонной и кареткой перемещения электрода, привод перемещения, кантователь с накопителем, формой и механизмом перемещения и зажима формы, при этом последний выполнен в виде металлоконструкции с горизонтальными направляющими и двумя пантографами. расположенными по обе стороны накопителя с возможностью взаимодействия по очереди с формой, а кантователь выполнен с зубчатыми рейками, накопитель - с жестко связанными с последними колесами с зубчатыми венцами, установленными на направляющих рейках металлоконструкции, причем оба пантографа и оси колес накопителя соединены со штоками силовых цилиндров, верхний торец накопителя снабжен П-образным буртом для фиксации фланца формы, в поперечных торцах бурта выполнены клиновые вырезы, а фланец формы снабжен двумя пальцами, сопрягаемыми с клиновидными вырезами, при этом передняя перемычка П-образного бурта снабжена клиновым регулируемым прижимом. Недостатками известной установки являются: 1. Сложность конструкции, обусловленная необходимостью выполнения двух механизмов (пантографов) – перемещения формы и фиксирования - расфиксирования ее на накопителе, причем каждый из этих механизмов имеет свой независимый привод (гидроцилиндр). Кроме этого, расположение этих механизмов по обе стороны от накопителя и горизонтальное перемещение накопителя при его кантований обусловливает усложнение конструкции, увеличение ее габаритов и металлоемкости. 2. Низкая производительность труда, обусловленная затратами рабочего времени на вывод элементов механизма установки формы (первого пантографа) из зоны расположения накопителя с формой перед операцией съема формы с накопителя. Задачей изобретения является усовершенствование конструкции установки для электрошлакового кокильного литья путем обеспечения возможности перемещения формы и фиксирования - расфиксирования ее на накопителе одним механизмом, а также сокращения числа промежуточных операций, чем достигается, с одной стороны, упрощение конструкции установки, а с другой - повышение ее производительности. Поставленная задача решается тем, что установка для электрошлакового кокильного литья, содержащая электрошлаковую печь с колонной и кареткой перемещения электрода, привод перемещения, кантователь с накопителем, формой и механизмом перемещения и зажима формы, согласно изобретению, снабжена площадкой выдачи формы с упорами, а кантователь выполнен в виде основания, несущего колонну с кареткой перемещения электрода и привод перемещения каретки и кантования накопителя, при этом упомянутое основание снабжено коаксиально закрепленным на нем валом, свободный конец которого выполнен в виде вилки, несущей накопитель, а механизм перемещения и зажима формы установлен на одном из концов этой вилки и выполнен в виде жестко закрепленной втулки с копирным пазом и установленной с возможностью перемещения в ней колонки, несущей. с одной стороны, установленный с возможностью взаимодействия с пазом втулки ролик, а с другой - дополнительную вилку, несущую форму, причем ось втулки и колонки расположена, перпендикулярно оси вращения вала, привод перемещения колонки относительно втулки содержит жестко закрепленную на колонке гайку и установленный во втулке посредством подшипникового узла винт, связанный посредством передачи вращения и предохранительной муфты с закрепленным на том же конце вилки накопителя двигателем, а на сторонах дополнительной вилки выполнены гнезда и установлены фиксаторы, взаимодействующие с упорами на упомянутой площадке, при этом форма выполнена с двумя расположенными на противоположных ее боковых сторонах ушами, выполненными сопрягаемыми с этими гнездами. При этом каждый фиксатор выполнен в виде подпружиненной в сторону, противоположную расположению формы, задвижки, шарнирно связанной с установленной с возможностью взаимодействия с соответствующим упором тягой, содержащей фиксирующий выступ, выполненный с возможностью взаимодействия с соответствующим выступом, выполненным на дополнительной вилке, и с установленным на той же вилке подвижным подпружиненным толкателем. Указанная выше совокупность признаков обеспечивает возможность установки формы на накопитель и ее снятие с последнего посредством одного механизма, а также освобождает от необходимости вывода элементов механизма перемещения формы из зоны расположения накопителя с формой после установки последней и перед началом кантования, и, соответственно, ввода этих элементов в зону накопления с формой после их кантования и перед операцией съема формы с накопителя, поскольку механизм перемещения и зажима формы установлен на вилке накопителя. Сущность изобретения поясняется чертежом. На фиг.1 изображена установка для электрошлакового кокильного литья в момент перед началом плавки, вид сбоку; на фиг.2 - то же, вид спереди; на фиг.3 - разрез по А-А на фиг.2; на фиг.4 - механизм перемещения и зажима формы, осевой разрез; на фиг.5 - разрез Б-Б на фиг.4; на фиг.6 -установка для электрошлакового кокильного литья в момент установки формы с расплавом на площадку. Установка для электрошлакового кокильного литья содержит основание 1 (фиг.І. 2), закрепленную на основании 1 кантователя колонну 2 с кареткой 3 перемещения электрода 4 электрошлаковой печи и консольно установленный на этом основании вал 5, свободный конец которого выполнен в виде несущей накопитель 6 вилки 7 с установленным на одном из концов этой вилки механизмом 8 перемещения и зажима формы 9. В основании 1 установлен привод перемещения каретки 3 и привод кантования накопителя б, выполненный, например, в виде электродвигателя 10, кинематически связанного с распределительным валом 11,'который в свою очередь связан с червячным редуктором 12 и зубчатой передачей 13 вращения вала 5 и редуктором 14 перемещения каретки 3. Ме ханизм 8 перемещения и зажима формы 9 (фиг.4, 5) выполнен в виде жестко закрепленной на конце вилки 7 втулки 15 с копирным пазом Б и установленной с возможностью перемещения в этой втулке колонки 16. несущей установленные с одной стороны выполненный с возможностью взаимодействия с пазом Б втулки 15 ролик 17, а с другой - дополнительную вилку 18, несущую форму 9, при этом втулка 15 закреплена на конце вилки 7 таким образом, чтобы ось этой втулки и колонки 16 была перпендикулярна оси вращения вала 5. Привод перемещения колонки 16 относительно втулки 15 содержит Жестко закрепленную на этой колонке гайку 19 и установленный во втулке 15 посредством подшипникового узла 20 винт 21, связанный посредством передачи вращения 22 и предохранительной муфты 23 с закрепленным на том же конце вилки 7 двигателем 24 (фиг.1). Центральный участок копирного паза Б выполнен винтовым, а концевые его участки параллельны оси втулки 15. На концах дополнительной вилки 18 (фиг.3) выполнены гнезда 25 и установлены фиксаторы 26, при этом форма 9 выполнена с двумя расположенными на противоположных ее боковых сторонах ушами 27, выполненными сопрягаемыми с этими гнездами. Каждый фиксатор 26 выполнен в виде подпружиненной пружиной 28 задвижки 29, связанной посредством шарнира 30 с тягой 31, при этом тяга 31 выполнена с выступом В, а в гнезде 25 дополнительной вилки 18 выполнен ответный выступ Г. Подпружиненный пружиной 32 поджимной толкатель 33 установлен с возможностью взаимодействия с этой тягой. Установка (фиг.І, 2, 6) снабжена также площадкой 34 формы Э с расплавом, на которой с возможностью взаимодействия с тягами 31 фиксаторов 26 установлены упоры 35. Установка для электрошлакового кокильного литья работает следующим образом. Перед началом плавки (фиг.І) колонка 16 находится в верхнем положении, и дополнительная вилка 18 с установленной на ней формой 9 развернута на 180° в сторону, противоположную расположению накопителя 6. Накопление электрошлакового металла производится с помощью расходуемого электрода 4 при перемещении каретки 3 вниз по колонне 2 при включении электродвигателя 10, передающего вращение через распределительный вал 11 И редуктор 14 установленному в колонне 2 винту. После накопления металла со шлаком в накопителе 6 форму механизмом перемещения и зажима формы 8 (фиг.4, 5) опускают с разворотом на 180° на накопитель 6. Такое движение обеспечивается перемещением колонки 16, несущей дополнительную вилку 18 с формой 9 вниз посредством гайки 19 и винта 21. приводимого во вращение с помощью электродвигателя 24 посредством передачи 22 и предохранительной муфты 23. При этом закрепленный на колонке 16 ролик 17. перемещаясь по копирному пазу Б втулки 15, поворачивает эту колонку, а вместе с ней и форму 9 на 180°. В конце перемещения форма 9 посредством упомянутой передачи винт-гайка зажимается на Накопителе 6 и предохранительная муфта 23 отключает кинематическую связь с электродвигателем при достижении необходимого усилия зажима, а в момент срабатывания посредством концевого выключателя (не показан) отключает электродвигатель 24. Центр тяжести 01 (фиг. 1,2) единого блока накопителя с механизмом перемещения и зажима формы и формой находится выше оси О вращения вала 5, проходящей через центр тяжести накопителя 6. Затем производится поворот указанного единого блока на 180° с помощью электродвигателя 10 посредством распределительного вала 11, червячного редуктора 12 и зубчатой передачи вращения 13. . Расположение центра тяжести блока О1 выше оси О вращения вала 5 обеспечивает снижение энергетических затрат при кантований, что дает возможность при аварийном отключении электроэнергии произвести кантование вручн ую с помощью червячного редуктора 12 и штурвала (не показан). После окончания поворота блока накопителя с механизмом перемещения на 180° и зажима формы производится включение вращения электродвигателя 24 а обратную сторону и посредством передачи винт-гайка колонка 16 выдвигается из втулки 15, и посредством копирного паза Б производится разворот этой колонки вместе с дополнительной вилкой 18 и формой 9 на 180°, затем форма 9 опускается на площадку 34. В это же время фиксаторы 26 взаимодействуют с упорами 35. а выступ В (фиг.3, 6) тяги 31 каждого фиксатора выходит из зацепления с выступом Г в гнезде 25 и под воздействием пружины 28 посредством шарнира 30 задвижки 29 освобождает соответствующее ухо 27 формы 9. Произошла автоматическая расфиксация формы 9. после которой колонка 16 вместе с дополнительной вилкой 18 перемещается вверх на величину прямолинейного участка копирного паза Б. и производится кантование накопителя 6 вместе с механизмом 8 перемещения и зажима формы посредством вала 5 с вилкой 7 в исходное положение. После замены расходуемого электрода 4 можно производить очередную плавку, во время которой при помощи крана можно установить ту же, только освобожденную от слитков, или запасную форму на дополнительную вилку 18. При этом уши 27 формы заводят в гнезда 25 дополнительной вилки 18 и фиксируют фиксаторами 26, для чего тягами 31 перемещают задвижки 29, преодолевая при этом усилие пружин 28, до захода выступов В за выступы Г, и фиксируют в таком положении за счет подпружиненных пружиной 32 толкателей 33, после чего цикл повторяется. Использование изобретения по сравнению с прототипом обеспечивает следующие преимущества: 1. Упрощение конструкции установки для электрошлакового кокильного литья за счет обеспечения возможности выполнения одним механизмом операций установки формы на накопитель, ее зажима и выдачи на площадку. 2. Уменьшение металлоемкости, габаритов и трудоемкости изготовления установки за счет уменьшения количества механизмов и размещения механизма перемещения и зажима формы на вилке накопителя. 3. Высокую производительность труда за счет сокращения времени на установку формы на накопитель и выдачу ее на площадку. 4. Улучшение условий техники безопасности за счет исключения возможности отсоединения формы от накопителя во время кантования.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for electroslag chill casting лиття
Автори англійськоюHolub Volodymyr Yakovych, Karafa Ivan Vasyliovych, Blaschuk Bohdan Oleksandrovych, Yevtushyn Mykhailo Adamovych, Yunnikov Oleksii Mykolaiovych, Ivaschuk Valentyn Oleksiiovych
Назва патенту російськоюУстройство для электрошлакового кокильного литья
Автори російськоюГолуб Владимир Яковлевич, Карафа Иван Васильевич, Блащук Богдан Александрович, Евтушин Михаил Адамович, Юнников Алексей Николаевич, Иващук Валентин Алексеевич
МПК / Мітки
МПК: B22D 23/00
Мітки: кокільного, електрошлакового, лиття, пристрій
Код посилання
<a href="https://ua.patents.su/8-900-pristrijj-dlya-elektroshlakovogo-kokilnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електрошлакового кокільного лиття</a>
Устаткування для лиття вижиманням з кристалізацією під тиском
Номер патенту: 722
Опубліковано: 15.12.1993
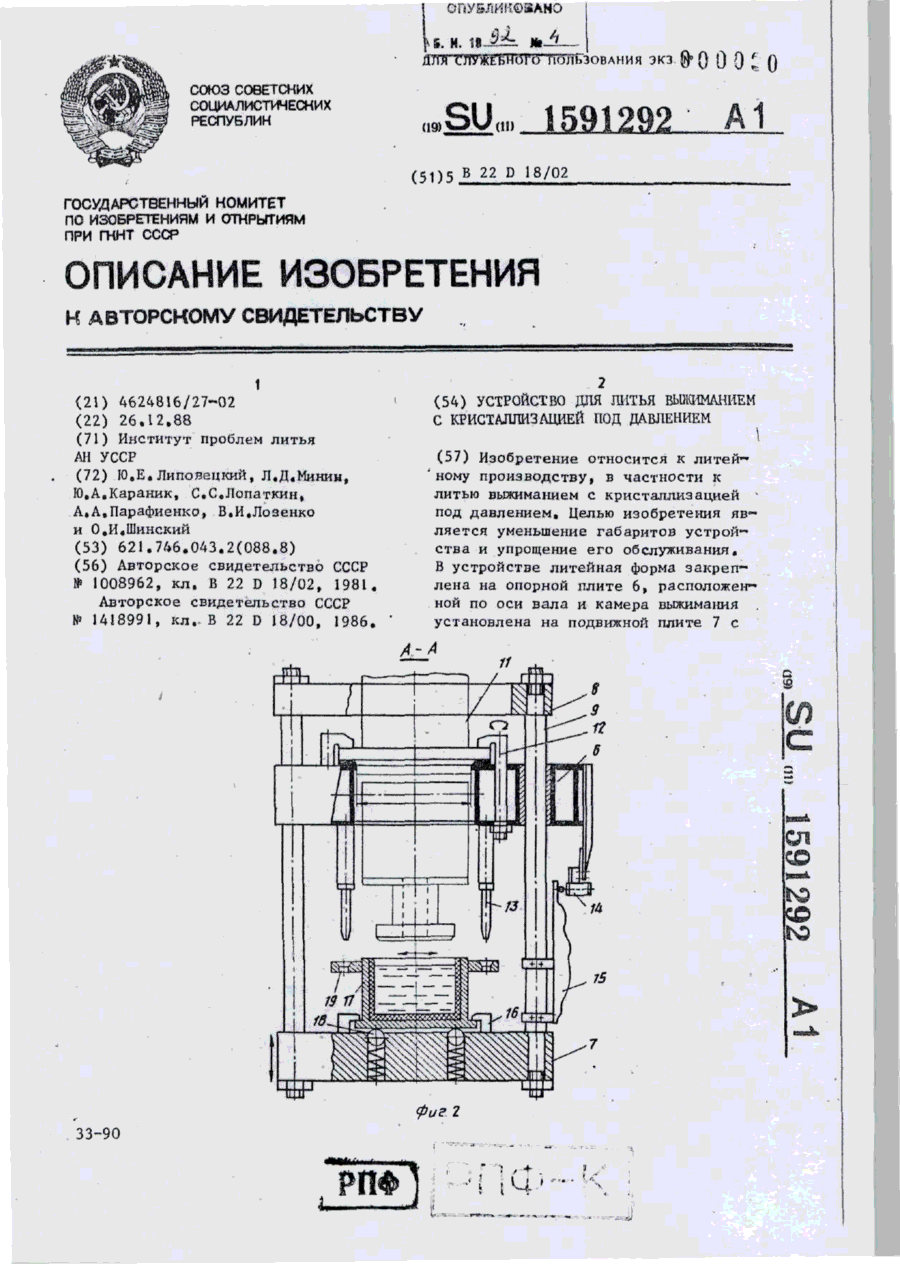
Автори: Шинський Олег Йосипович, Каранік Юрій Аполінарійович, Ліповецький Юрій Євсійович, Парафієнко Олексій Олексійович, Мінін Леонід Дмитрович, Лозенко Віктор Іванович, Лопаткін Сергій Сергійович
Мітки: лиття, устаткування, вижиманням, кристалізацією, тиском
Текст:
...этом предварительно сориентированная относительно штырей 13 камера выжимания размещается на шариках 18, Затем включаются в работу закрепленные на опорной плите 6 гидроцилиндры 10, которые воздействуют через траверсу 8, колонки 9 на подвижную плиту 7, при подъеме которой штыри 13, взаимодействуя с установочными отверстиями 19 в камере выжимания 17, точно центрируют последнюю с формой» Затем происходит взаимодействие пуансона формы (пуансоновой...
Пристрій для переміщення і передачі виробів
Номер патенту: 338
Опубліковано: 30.04.1993
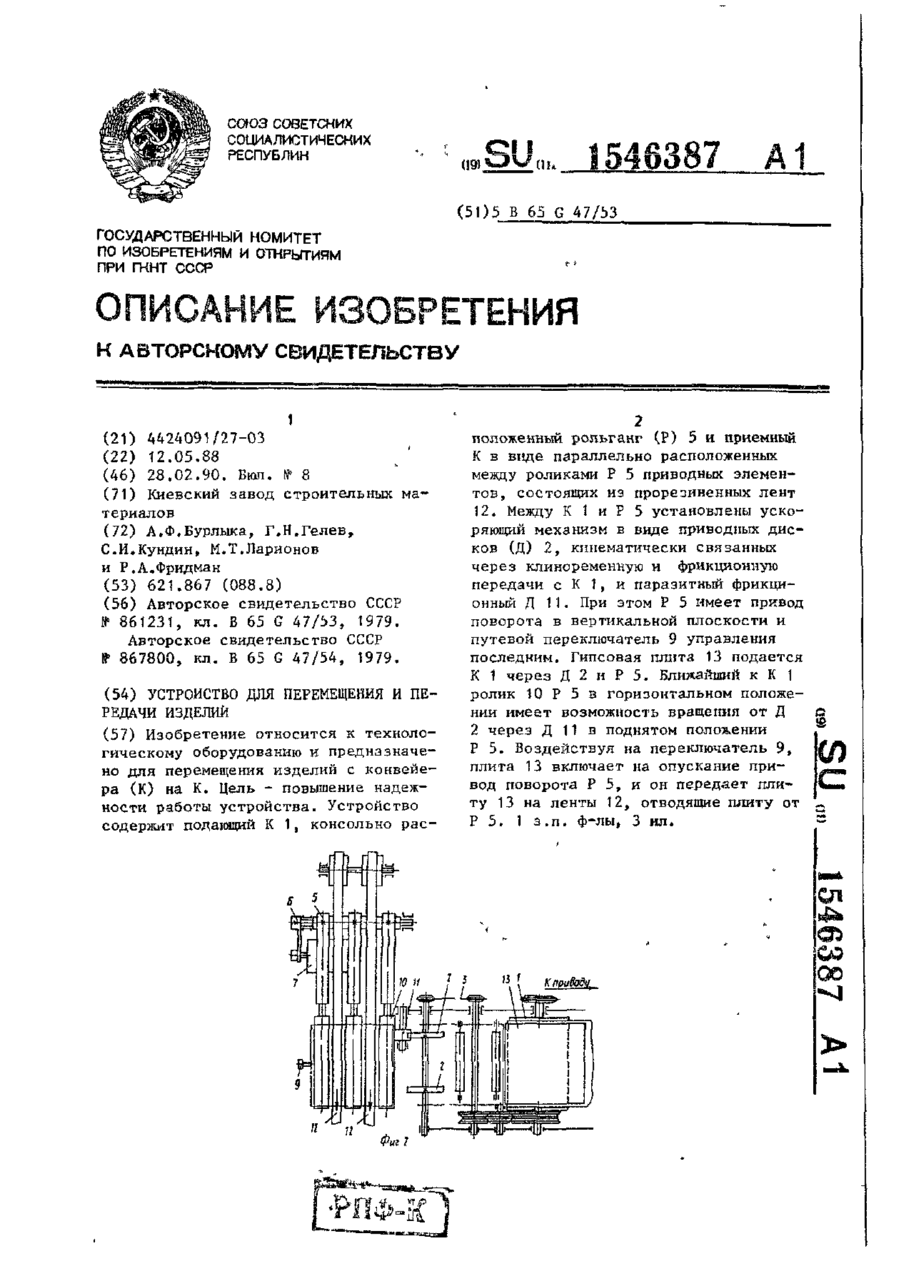
Автори: Бурлика Анатолій Пилипович, Кундін Станіслав Ісакович, Фрідман Роман Аркадійович, Гелев Георгій Наумович, Ларіонов Михайло Тихонович
МПК: B65G 47/53
Мітки: виробів, пристрій, передачі, переміщення
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я 1. Устройство для перемещения и передачи изделий, включающее подающий конвейер, консольно расположенный рольганг с приводом поворота в вертикальной плоскости и путевым переключателем управления последним и приемный конвейер в виде параллельно расположенных между роликами рольганга приводных элементов, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности работы устройства, оно снабжено...
Пристрій для занурювання паль
Номер патенту: 275
Опубліковано: 30.04.1993
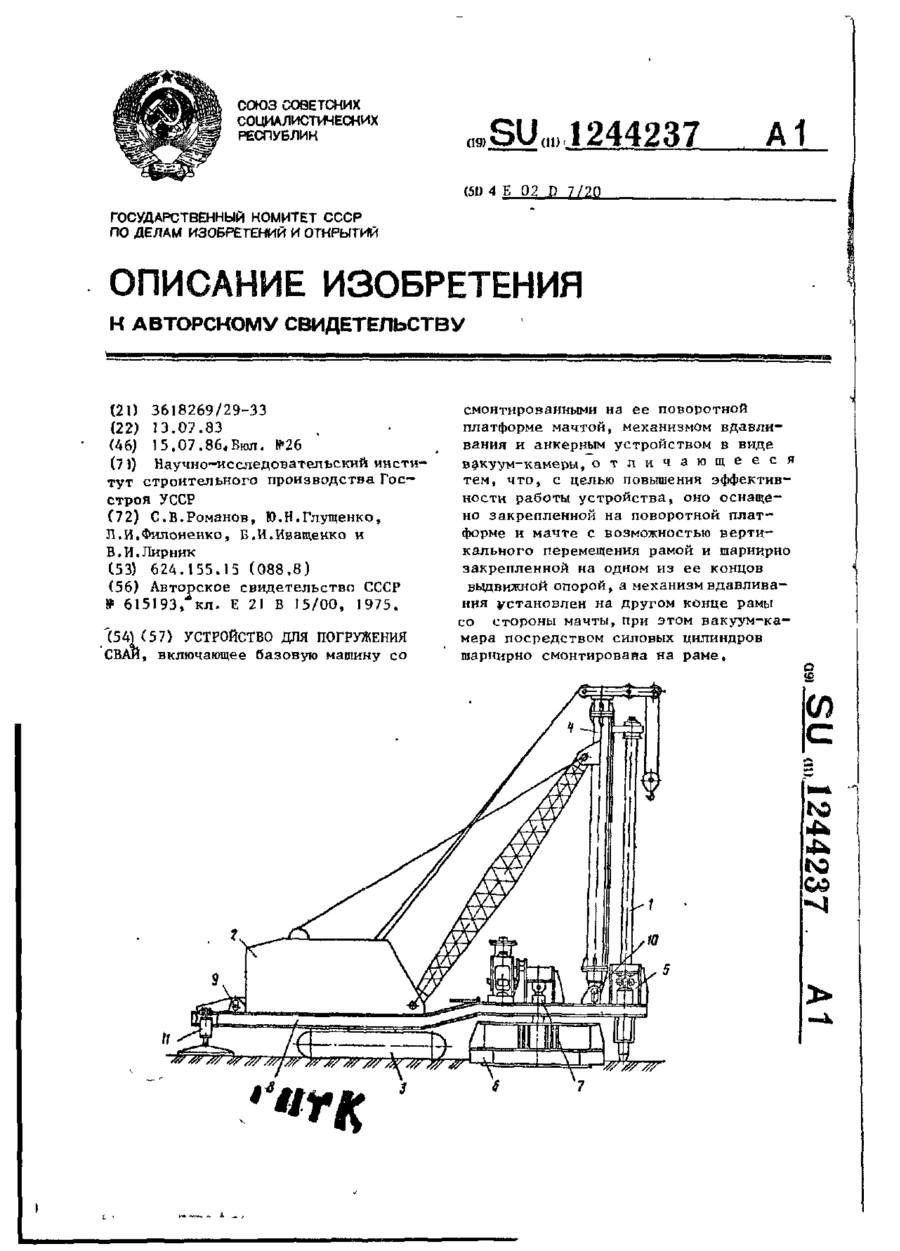
Автори: Філоненко Леонід Іванович, Іващенко Борис Іванович, Романов Станіслав Васильович, Глущенко Юрій Миколайович, Лірник Вілен Іванович
МПК: E02D 7/20
Мітки: паль, пристрій, занурювання
Формула / Реферат:
(57) Устройство для погружения свай, включающее базовую машину со смонтированными на ее поворотной платформе мачтой, механизмом вдавливания и анкерным устройством в виде вакуум-камеры, отличающееся тем, что, с целью повышения эффективности работы устройства, оно оснащено закрепленной на поворотной платформе и мачте с возможностью вертикального перемещения рамой и шарнирно закрепленной на одном из ее концов выдвижной опорой, а механизм...
Швидкорознімний вузол лєшка
Номер патенту: 119
Опубліковано: 30.04.1993
Автор: Лєшко Ігор Васильович
МПК: E04G 7/00
Мітки: швидкорознімний, вузол, лєшка
Формула / Реферат:
1. Быстроразъемный узел для соединения стержней, пересекающихся под прямым углом, содержащий два связанных друг с другом зажима, один из которых выполнен в виде двух щек, обращенные друг к другу стороны которых образуют губки для зажатия стержней, при этом щеки выполнены с возможностью перемещения навстречу друг к другу посредством пары винт-гайка, отличающийся тем, что, с целью расширения функциональных возможностей, второй зажим выполнен...
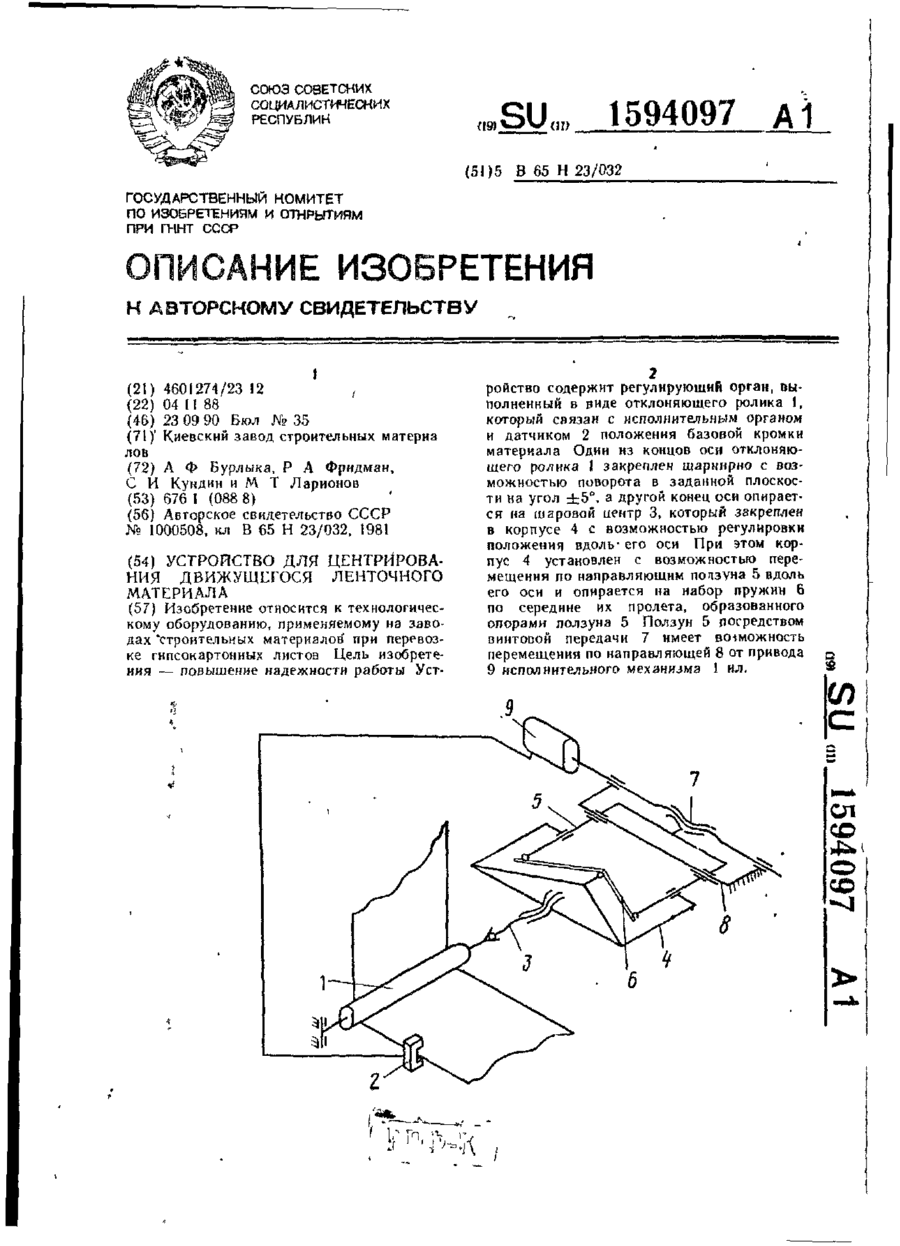
Пристрій для центрування рухомої стрічки
Номер патенту: 330
Опубліковано: 30.04.1993
Автори: Кундін Станіслав Ісакович, Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович
МПК: B65H 23/032
Мітки: стрічки, пристрій, рухомої, центрування
Формула / Реферат:
Устройство для центрирования движущегося ленточного материала, содержащее отклоняющий ролик, установленный одним концом в шарнирной опоре с возможностью поворота в заданной плоскости и связанный другим концом посредством шарового центра с приводом исполнительного механизма, включающим винтовую передачу и связанный с ней ползун, управляемые от датчика положения базовой кромки материала, отличающееся тем, что, с целью повышения надежности...
Попередній патент: Hадзвуковий електродуговий плазмотроh
Наступний патент: Протипригарне покриття для моделей, що газифікуються
Випадковий патент: Спосіб очистки коренеплодів та пристрій для його здійснення