Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс
Формула / Реферат
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщено супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірно закріпленою на ньому траверсою, який відрізняється тим, що супорт установлений із можливістю повороту щодо кронштейна з фіксацією в потрібному положенні за допомогою регулювальної скоби, яка установлена на кронштейні.
Текст
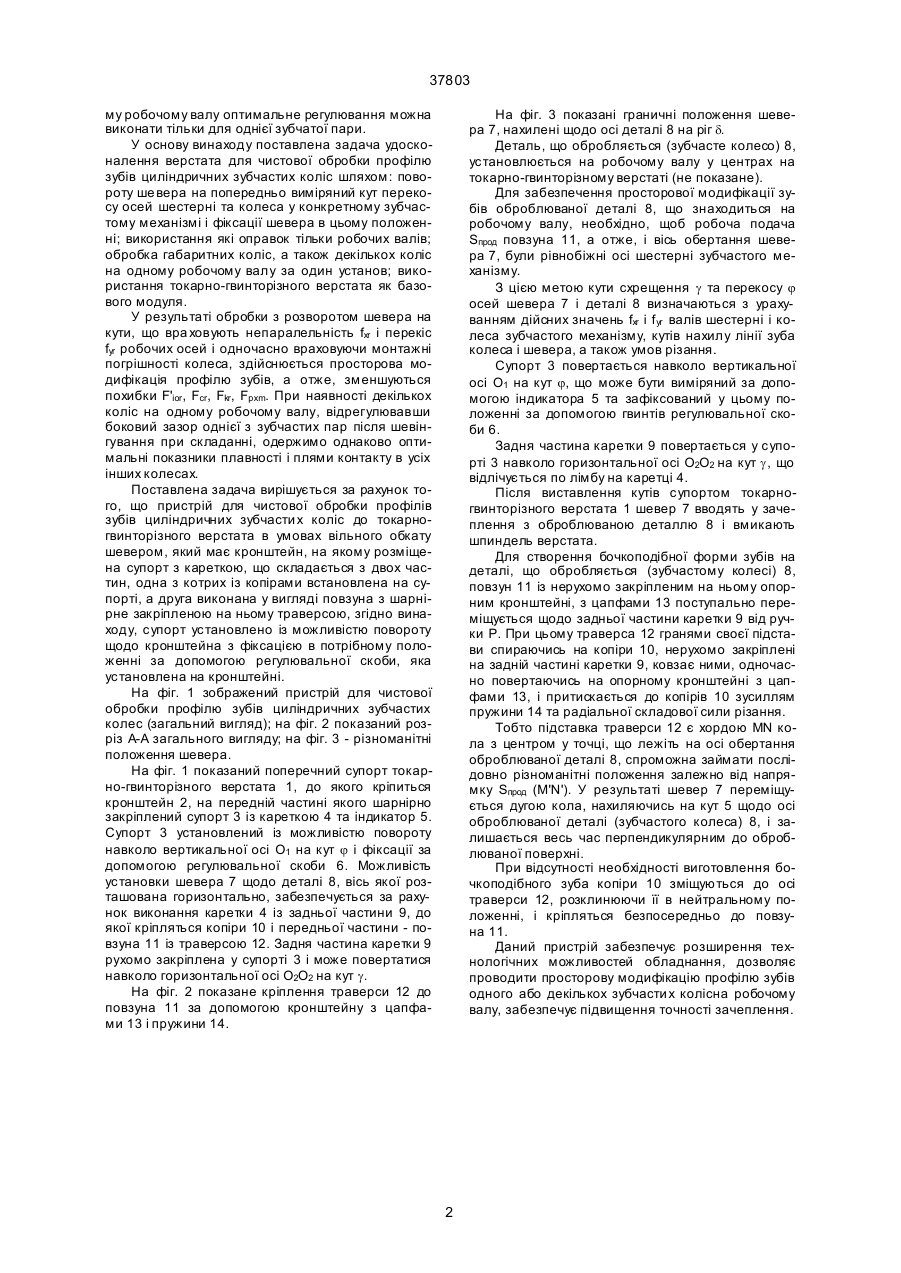
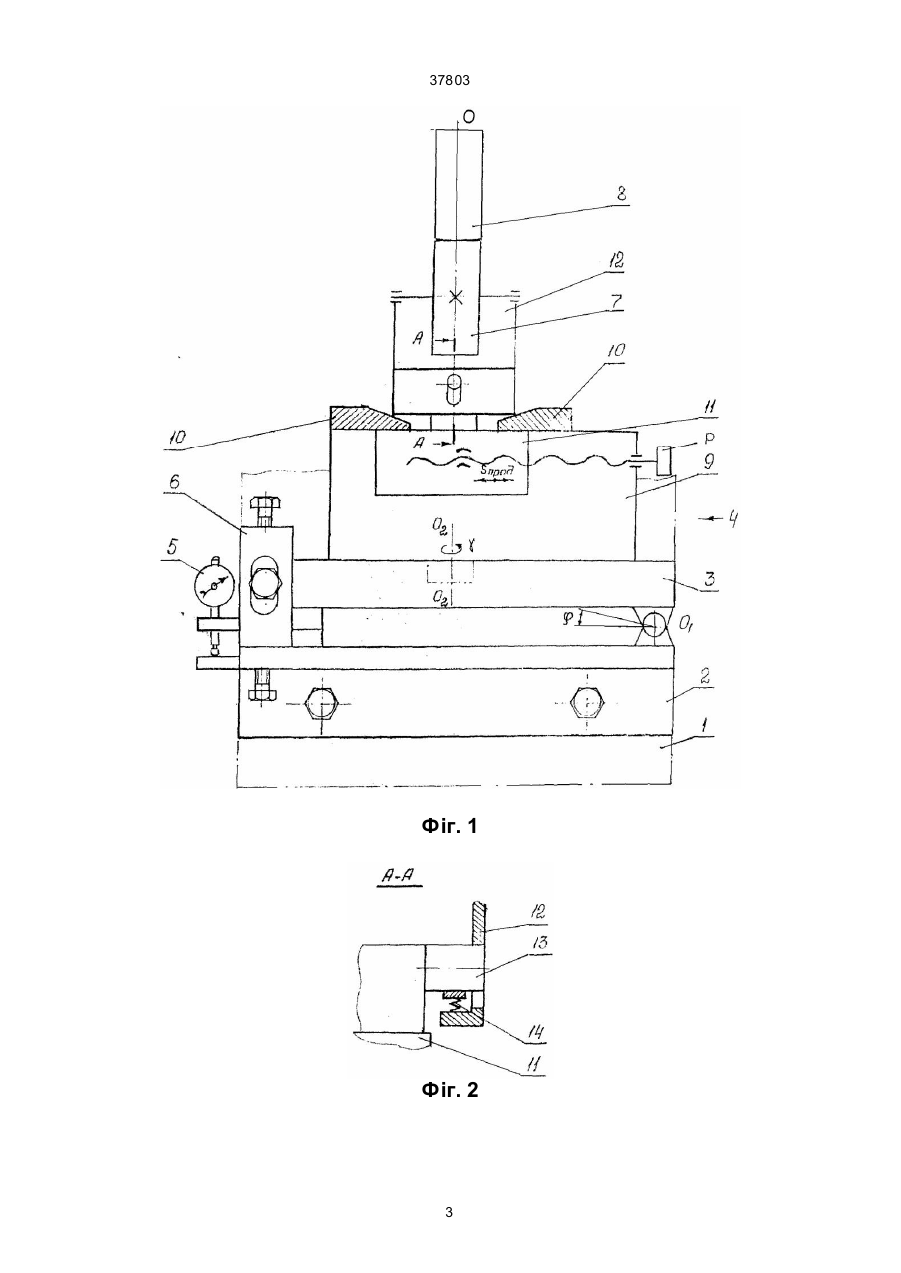
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шеве 37803 му робочому валу оптимальне регулювання можна виконати тільки для однієї зубчатої пари. У основу винаходу поставлена задача удосконалення верстата для чистової обробки профілю зубів циліндричних зубчастих коліс шляхом: повороту ше вера на попередньо виміряний кут перекосу осей шестерні та колеса у конкретному зубчастому механізмі і фіксації шевера в цьому положенні; використання які оправок тільки робочих валів; обробка габаритних коліс, а також декількох коліс на одному робочому валу за один установ; використання токарно-гвинторізного верстата як базового модуля. У результаті обробки з розворотом шевера на кути, що вра ховують непаралельність fxr і перекіс fyr робочих осей і одночасно враховуючи монтажні погрішності колеса, здійснюється просторова модифікація профілю зубів, а отже, зменшуються похибки F'ior, Fcr, Fkr, Fpxm. При наявності декількох коліс на одному робочому валу, відрегулювавши боковий зазор однієї з зубчастих пар після шевінгування при складанні, одержимо однаково оптимальні показники плавності і плями контакту в усіх інших колесах. Поставлена задача вирішується за рахунок того, що пристрій для чистової обробки профілів зубів циліндричних зубчасти х коліс до токарногвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщена супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірне закріпленою на ньому траверсою, згідно винаходу, супорт установлено із можливістю повороту щодо кронштейна з фіксацією в потрібному положенні за допомогою регулювальної скоби, яка установлена на кронштейні. На фіг. 1 зображений пристрій для чистової обробки профілю зубів циліндричних зубчастих колес (загальний вигляд); на фіг. 2 показаний розріз А-А загального вигляду; на фіг. 3 - різноманітні положення шевера. На фіг. 1 показаний поперечний супорт токарно-гвинторізного верстата 1, до якого кріпиться кронштейн 2, на передній частині якого шарнірно закріплений супорт 3 із кареткою 4 та індикатор 5. Супорт 3 установлений із можливістю повороту навколо вертикальної осі О1 на кут j і фіксації за допомогою регулювальної скоби 6. Можливість установки шевера 7 щодо деталі 8, вісь якої розташована горизонтально, забезпечується за рахунок виконання каретки 4 із задньої частини 9, до якої кріпляться копіри 10 і передньої частини - повзуна 11 із траверсою 12. Задня частина каретки 9 рухомо закріплена у супорті 3 і може повертатися навколо горизонтальної осі О2О2 на кут g. На фіг. 2 показане кріплення траверси 12 до повзуна 11 за допомогою кронштейну з цапфами 13 і пружини 14. На фіг. 3 показані граничні положення шевера 7, нахилені щодо осі деталі 8 на ріг d. Деталь, що обробляється (зубчасте колесо) 8, установлюється на робочому валу у центрах на токарно-гвинторізному верстаті (не показане). Для забезпечення просторової модифікації зубів оброблюваної деталі 8, що знаходиться на робочому валу, необхідно, щоб робоча подача Sпрод повзуна 11, а отже, і вісь обертання шевера 7, були рівнобіжні oсі шестерні зубчастого механізму. З цією метою кути схрещення g та перекосу j осей шевера 7 і деталі 8 визначаються з урахуванням дійсних значень fxr і f yr валів шестерні і колеса зубчастого механізму, кутів нахилу лінії зуба колеса і шевера, а також умов різання. Супорт 3 повертається навколо вертикальної осі О1 на кут j, що може бути виміряний за допомогою індикатора 5 та зафіксований у цьому положенні за допомогою гвинтів регулювальної скоби 6. Задня частина каретки 9 повертається у супорті 3 навколо горизонтальної осі О2О2 на кут g, що відлічується по лімбу на каретці 4. Після виставлення кутів супортом токарногвинторізного верстата 1 шевер 7 вводять у зачеплення з оброблюваною деталлю 8 і вмикають шпиндель верстата. Для створення бочкоподібної форми зубів на деталі, що обробляється (зубчастому колесі) 8, повзун 11 із нерухомо закріпленим на ньому опорним кронштейні, з цапфами 13 поступально переміщується щодо задньої частини каретки 9 від ручки Р. При цьому траверса 12 гранями своєї підстави спираючись на копіри 10, нерухомо закріплені на задній частині каретки 9, ковзає ними, одночасно повертаючись на опорному кронштейні з цапфами 13, і притискається до копірів 10 зусиллям пружини 14 та радіальної складової сили різання. Тобто підставка траверси 12 є хордою МN кола з центром у точці, що лежітьна осі обертання оброблюваної деталі 8, спроможна займати послідовно різноманітні положення залежно від напрямку Sпрод (М'N'). У результаті шевер 7 переміщується дугою кола, нахиляючись на кут 5 щодо осі оброблюваної деталі (зубчастого колеса) 8, і залишається весь час перпендикулярним до оброблюваної поверхні. При відсутності необхідності виготовлення бочкоподібного зуба копіри 10 зміщуються до осі траверси 12, розклинюючи її в нейтральному положенні, і кріпляться безпосередньо до повзуна 11. Даний пристрій забезпечує розширення технологічних можливостей обладнання, дозволяє проводити просторову модифікацію профілю зубів одного або декількох зубчасти х колісна робочому валу, забезпечує підвищення точності зачеплення. 2 37803 Фіг. 1 Фіг. 2 3 37803 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23F 19/00
Мітки: коліс, профілів, зубів, зубчастих, пристрій, чистової, циліндричних, обробки
Код посилання
<a href="https://ua.patents.su/4-37803-pristrijj-dlya-chistovo-obrobki-profiliv-zubiv-cilindrichnikh-zubchastikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс</a>
Автомат для гідропластичної обробки циліндричних зубчастих коліс
Номер патенту: 7011
Опубліковано: 31.03.1995
Автори: Іван Ілієв Тревнєнскі, Георгі Іванов Іванов, Цаньо Георгієв Цанєв, Георгі Костов Петков, Надка Марінова Мілчева, Ніколай Ангелов Мітєв, Хрісто Васілєв Тодоров, Ілія Мілчев Нанков
МПК: B30B 1/00
Мітки: гідропластичної, коліс, автомат, зубчастих, циліндричних, обробки
Формула / Реферат:
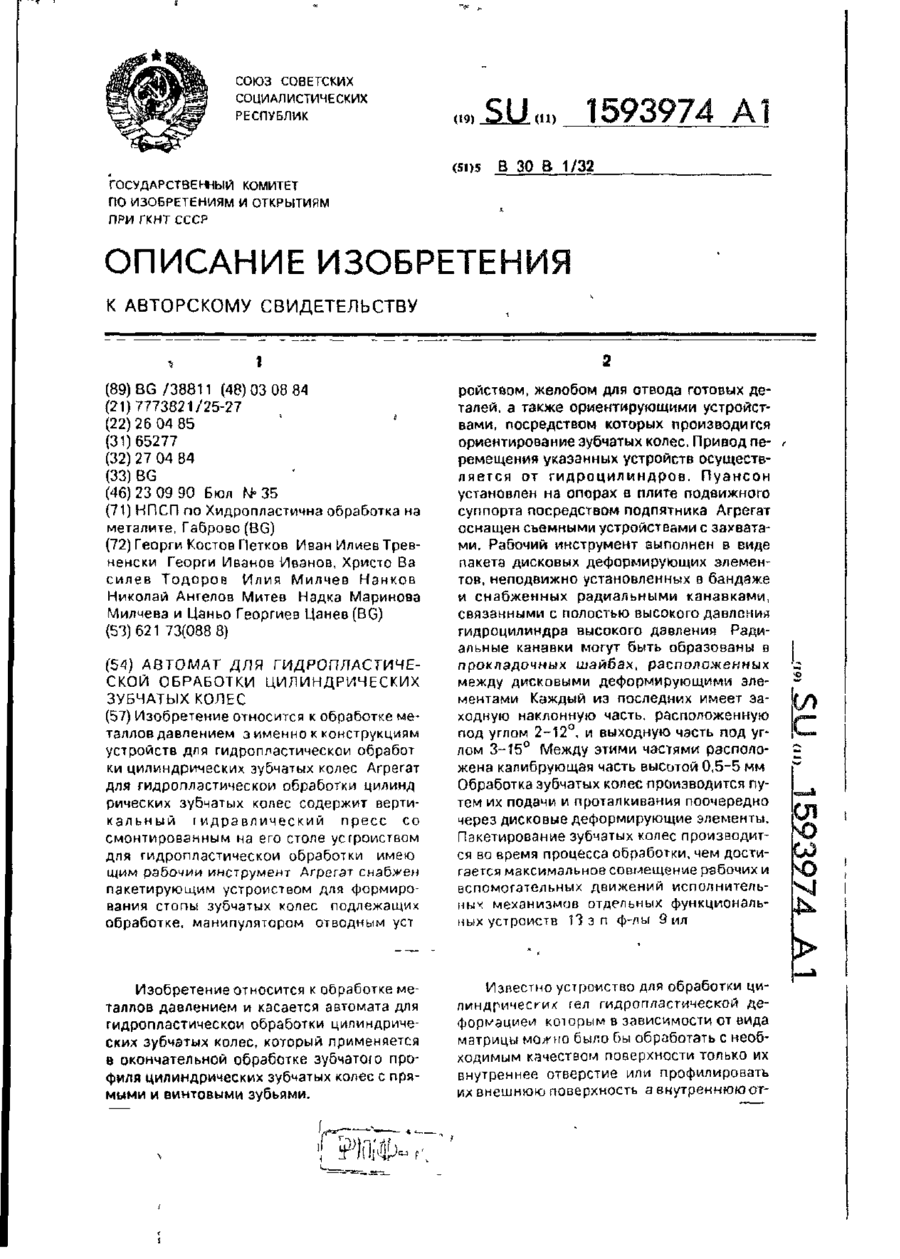
Формула изобретения1. Автомат для гидропластической обработки цилиндрических зубчатых колес, состоящий из вертикального гидравлического пресса с колоннами, к рабочему столу которого прикреплено устройство для гидропластической обработки, включающее рабочий инструмент и гидроцилиндр высокого давления, жестко связанный с основанием и прикрепленный к подвижному суппорту пуансон, отличающийся тем, что пуансон 4 установлен на опоры в...
Спосіб обробки зубчастих коліс та шліцьових поверхонь
Номер патенту: 32763
Опубліковано: 15.02.2001
Автори: Гуліда Едуард Миколайович, Махоркін Євген Миколайович, Грицай Ігор Євгенович, Афтаназів Іван Семенович
МПК: B23F 5/00
Мітки: шліцьових, поверхонь, зубчастих, коліс, спосіб, обробки
Формула / Реферат:
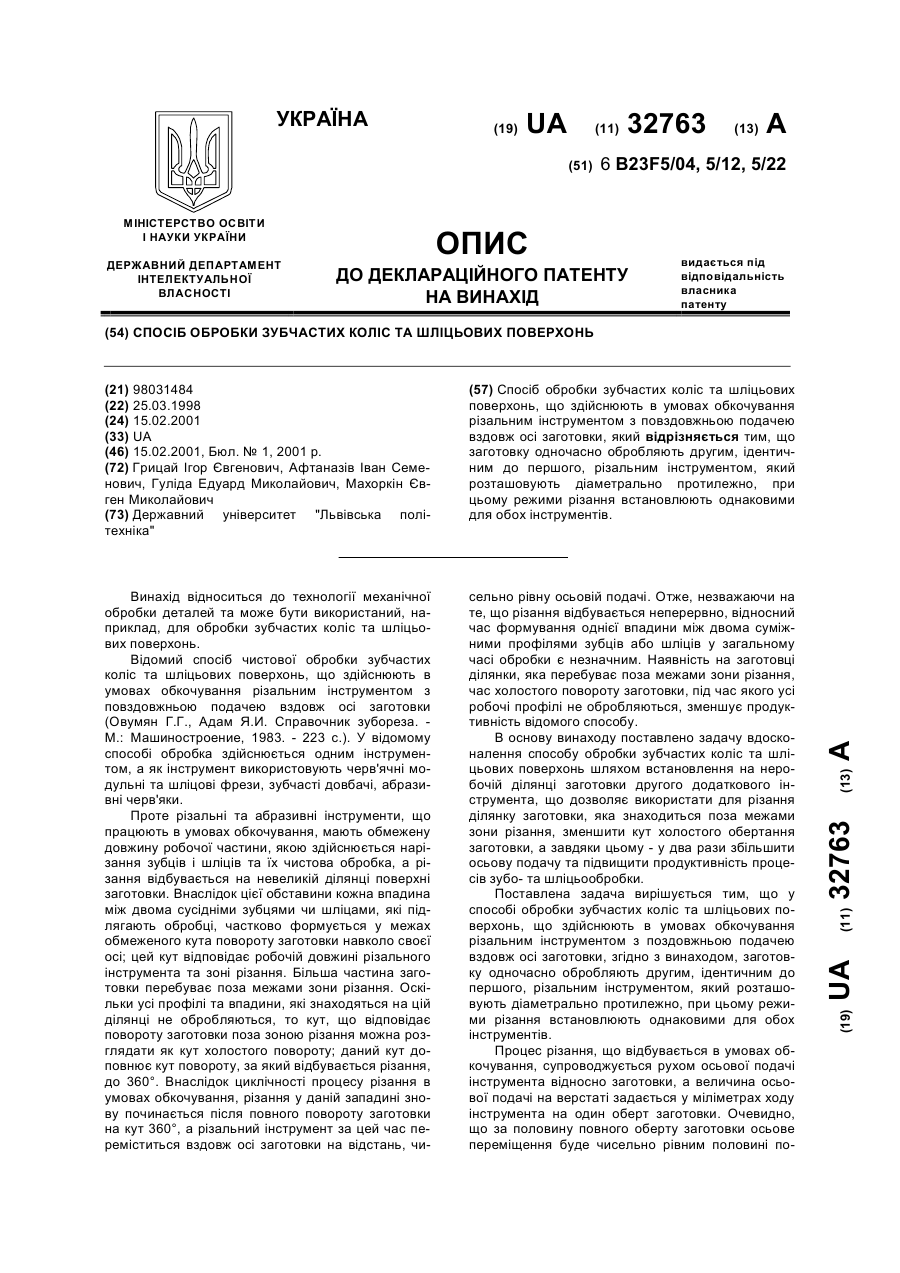
Спосіб обробки зубчастих коліс та шліцьових поверхонь, що здійснюють в умовах обкочування різальним інструментом з повздовжньою подачею вздовж осі заготовки, який відрізняється тим, що заготовку одночасно обробляють другим, ідентичним до першого, різальним інструментом, який розташовують діаметрально протилежно, при цьому режими різання встановлюють однаковими для обох інструментів.
Пристрій для обробки некруглих зубчатих коліс
Номер патенту: 25249
Опубліковано: 30.10.1998
Автори: Козак Василь Мигальович, Усвицький Віталій Михайлович, Сердюк Володимир Миколайович, Петровський Валерій Петрович
МПК: B23F 15/00
Мітки: коліс, обробки, пристрій, некруглих, зубчатих
Формула / Реферат:
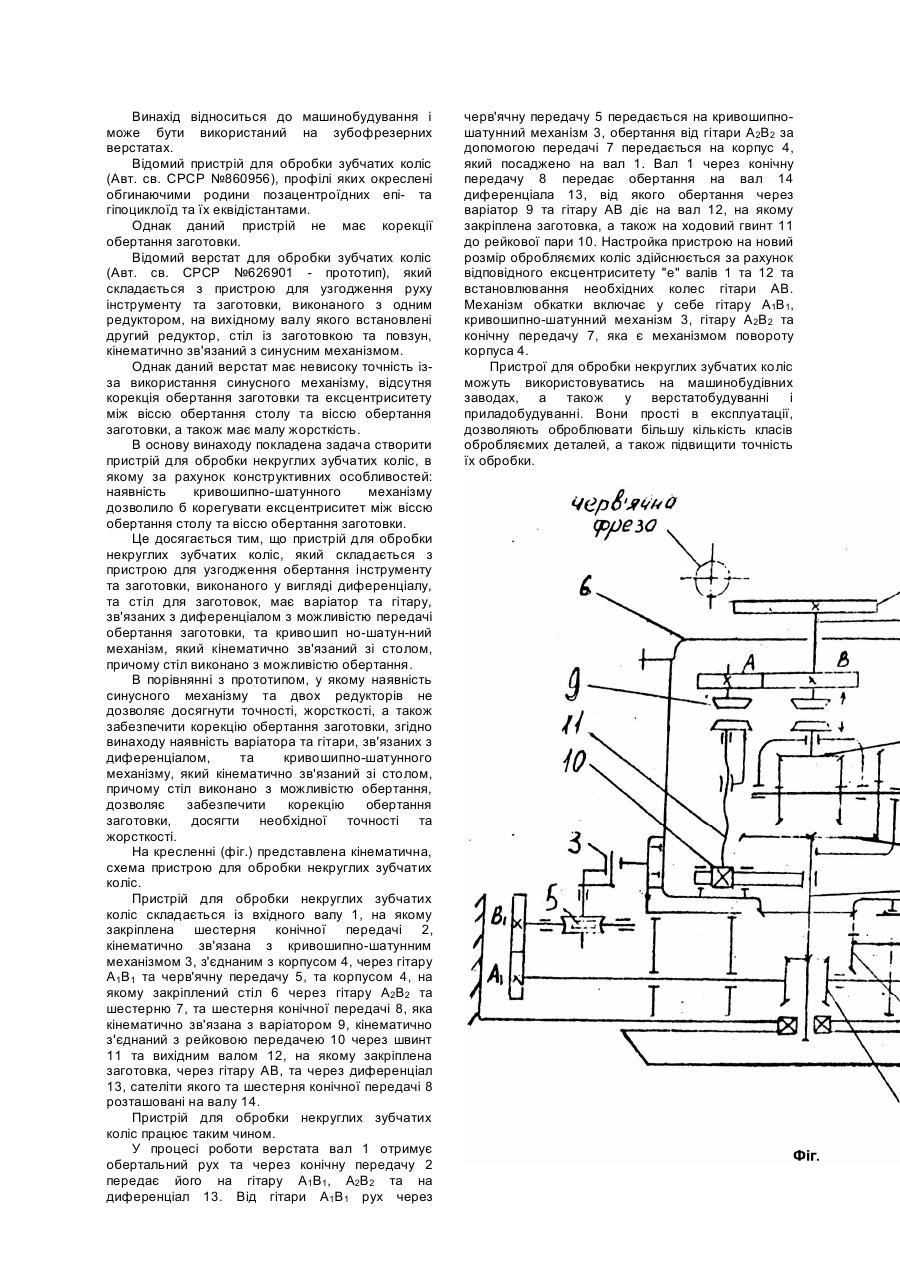
Пристрій для обробки некруглих зубчатих коліс, який включає пристрій для узгодження обертання інструменту та заготовки, виконаного у вигляді диференціалу, та стіл для заготовок, який відрізняється тим, що він складається із варіатора та гітари, зв'язаних з диференціалом з можливістю передачі обертання заготовки, та кривошипно-шатунного механізму, який кінематично зв'язаний зі столом, причому стіл виконано з можливістю обертання.
Спосіб магнітної обробки зубчастих коліс
Номер патенту: 13242
Опубліковано: 28.02.1997
Автори: Офіцеров Олександр Сергійович, Тихонов Сергій Олексійович, Дмитрук Микола Миколайович, Малигін Борис Володимирович
МПК: C21D 1/04
Мітки: магнітної, спосіб, коліс, обробки, зубчастих
Формула / Реферат:
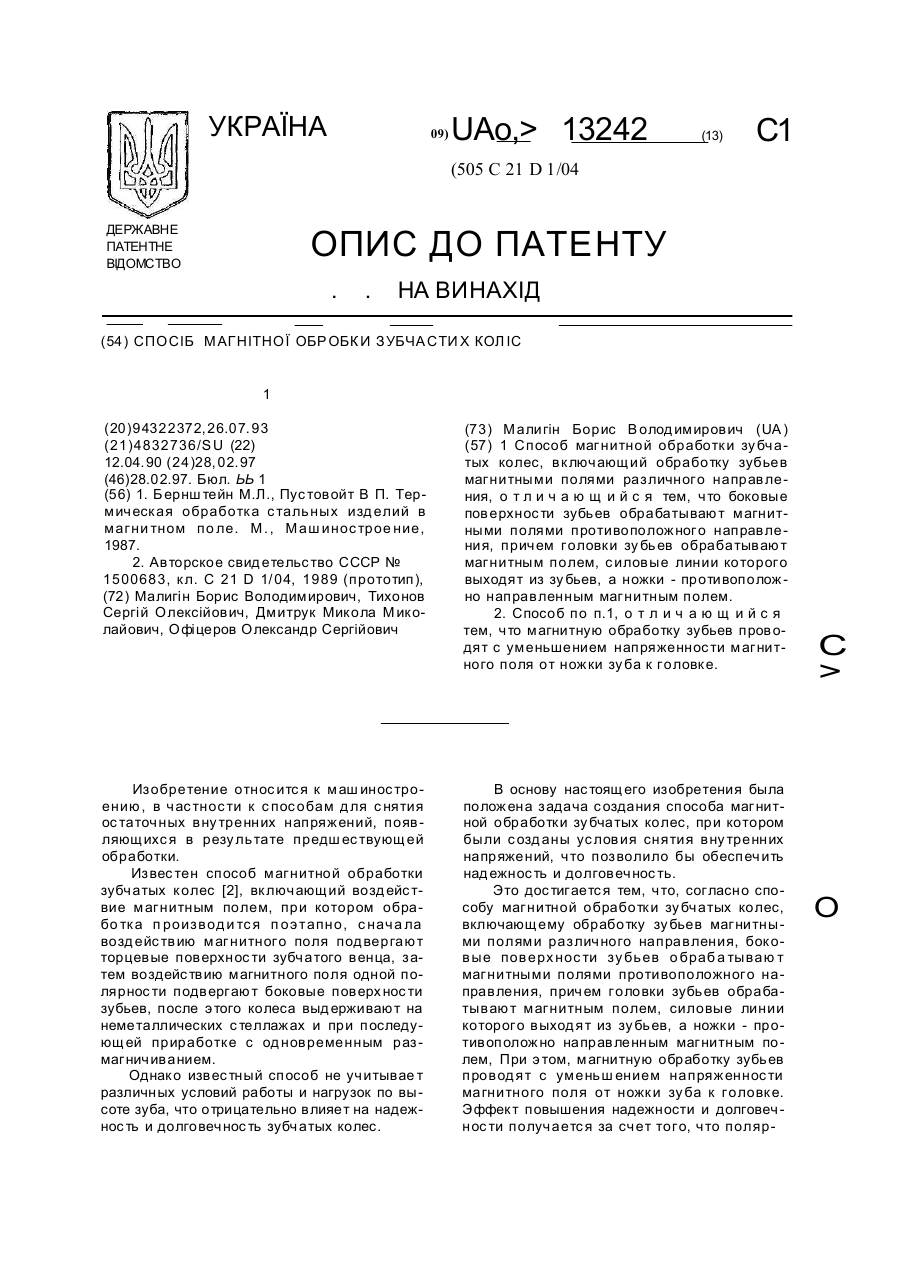
1 Способ магнитной обработки зубчатых колес, включающий обработку зубьев магнитными полями различного направления, отличающийся тем, что боковые поверхности зубьев обрабатывают магнитными полями противоположного направления, причем головки зубьев обрабатывают магнитным полем, силовые линии которого выходят из зубьев, а ножки - противоположно направленным магнитным полем.2. Способ по п.1, отличающийся тем, что магнитную обработку зубьев...
Спосіб шевінгування евольвентних циліндричних зубчатих коліс
Номер патенту: 24243
Опубліковано: 07.07.1998
Автори: Ковришкін Микола Олександрович, Хамдан Мухаммед, Надєін Владислав Семенович
МПК: B23F 21/00
Мітки: зубчатих, евольвентних, спосіб, шевінгування, циліндричних, коліс
Формула / Реферат:
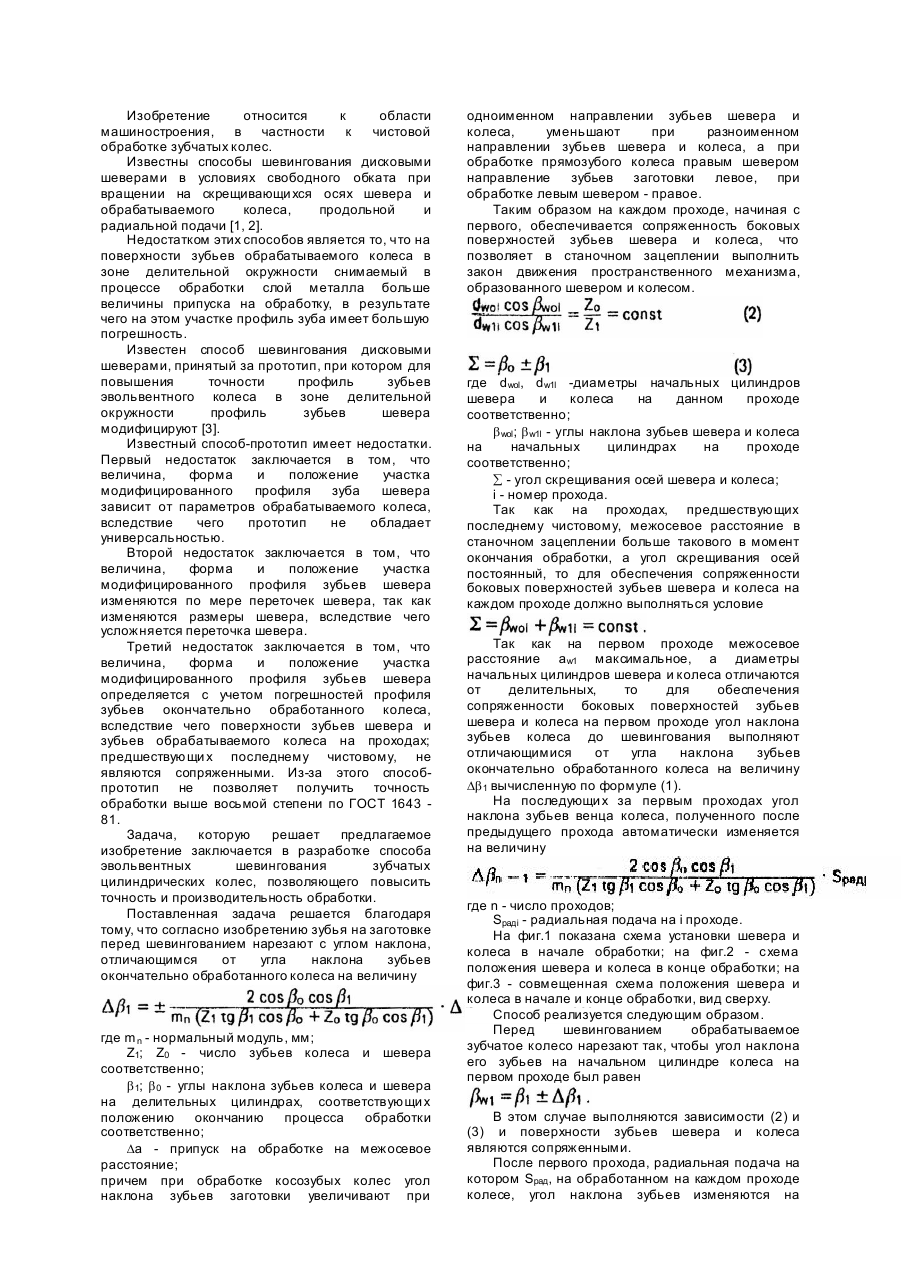
Способ шевингования эвольвентных цилиндрических зубчатых колес сборным или цельным дисковым шевером, зубья которого неподвижны относительно корпуса, при котором шевер и колесо располагают на скрещивающихся осях и сообщают им согласованное вращение вокруг этих осей, продольную и радиальную подачи, отличающийся тем, что зубья на заготовке перед шевингованием нарезают с углом наклона, отличающимся от угла наклона зубьев окончательно...
Попередній патент: Пристрій для охолодження прокату
Наступний патент: Пристрій для зниження шумів у супергетеродинних приймачах за відсутності корисного сигналу
Випадковий патент: Самохідний зернозбиральний комбайн